Gas Reduction Station Model

of 9
-
Upload
southseasider -
Category
Documents
-
view
222 -
download
0
Transcript of Gas Reduction Station Model
-
8/14/2019 Gas Reduction Station Model
1/9
Modelling of a two-stage high-pressure gasreduction stationI. Fletcher, C. S. Cox, W. J . B. Arden and A. DoonanControl Systems Centre, SEAT, Urziuersityof Sunderland, Sunder-land, E&and
The delivery of gas from the national transmission sy stem into t he regional supergrids, at t he correct pressure, isaccomplished using a facility referred to in the industry as an above-ground installat ion (AGI). Early att emptsto control such sy stems were compromised by inadequate models developed to explain system behauiour. Thispaper outlines the construction of a mult i-input multi-out put syst em model w hich has been used successfully t oexplain sys tem operation to gas engineers as w ell as prociding a basis for the design and impl ementat ion of anumber of advanced control systems. 0 1996 by Elsevier Science Inc.Keywords: gas transmission, pressure reduction systems, pipeline and valve modelling
1. IntroductionThe work described within this paper develops a line ofanalysis which commenced in the mid-1980s, when re-search was initiated at British Gas Engineering into sys-tem re-inforcement requirements to fulfill the increasingdemand for gas. As time progressed, this growth in de-mand has slowed down significantly, resulting in a changein emphasis from construction towards one of efficientoperation.The delivery of gas from the national transmission toregional systems and ultimately to the consumer, requiresa number of control functions to be performed. The primeobjectives when performing these functions are:1. system safety, integrity, and security of supply;2. minimizing operation costs; and finally3. maximizing system throughput and storage.The performance of gas control systems is influenced byrestricted pressure regimes caused by mechanical stressratings. Up until the 1990s this problem was furtherexaggerated by redundancies which have to be built intothe system because of the poor accuracy achievable usingexisting pneumatic hardware. In addition, recent increasesin demand and seasonal variations have compounded sta-bility and interaction problems.Modern control technology coupled with major paralleladvances in microprocessor technology provided the cata-
Address reprint requests to Prof. C. S. Cox, Department of Engineer-ing and Advanced Technology, University of Sunderland, ChesterRoad, Sunderland SRl 35D England.Received 5 June 1995; revised 16 February 1996; accepted 23 April1996Appl. Math. Modelling 1996, Vol. 20, October0 1996 by Elsevier Science Inc.655 Avenue of the Americas, New York, NY 10010
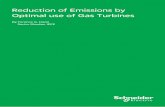
lyst for the development of schemes to overcome thecurrent operational problems and thereby greatly improvethe efficiency of control.* Here one particular section ofthe transmission system is considered whose role is tosupply gas to the regional authorities at required pres-sures, the above-ground installation (AGI). The AGIs aresituated at various locations along the length of the na-tional transmission system pipeline and are configured toextract gas at high pressure for delivery to the regionaltransmission systems at the required pressure and flowrate.Figure 1 illustrates a typical site configuration where themain regulating stream involves three regulators con-nected in series. The gas enters the stream through afirst-stage regulator, which is normally fully open and isactivated upon sensing an excess pressure at the stationoutlet. This is normally referred to as a slamshut, whichwhen activated will provide complete isolation betweenthe input and the output of the station, resulting in theprotection of the downstream pipeline from exceedingdesign pressure limits. Immediately following the slamshutis the first-stage pressure regulating valve, known as themonitor. This operates as a fully modulating regulator inclosed-loop pressure control, which is employed to reducethe inlet pressure to some intermediate value between thestation inlet and outlet limits. The outlet from the monitorsupplies a second regulator referred to as the active,which implements a closed-loop control strategy to regu-late either the outlet pressure or volumetric flow rate.These three regulators form a single stream and thecomplete structure is called an Active Monitor andSlamshut Strategy. This type of station suffers from thedisadvantage that, with certain designs, instability canarise at specific flows and pressure.3 This occurs as aresult of interaction between the regulators and connect-ing pipework and manifests itself as a rapidly fluctuating
0307-904X/96/$15.00PI1 s0307-904x(96)00071-6
-
8/14/2019 Gas Reduction Station Model
2/9
Modelling of a two-stage high-pressure gas reduction station: I. Fletcher et al.
PIale - S YzgEYFigure 1. General layout of an AGI station.
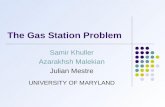
interstage pressure, giving rise to rapid wear of the first-stage regulator (Figure 2).However, the development of novel control schemesand the analysis of system stability are fraught with manydifficulties if attempted directly upon a real plant. Amongthe problems that may be encountered are excessive costdue to plant inactivity while the identification tests neces-sary to tune the control schemes and/or study the plantsbehaviour are carried out. This is especially true whenattempting to derive transfer function relationships fromdynamically slow processes such as the gas transmissionsystem. Further difficulties arise in keeping the systemvariables constant while attempting to assess the effect ofa specific test on the overall system behaviour. In particu-lar, the gas systems considered here will float upon theprevailing pressures, whose values differ continuously withdemand. Finally the operation of all tests are limitedwithin a specific range determined by the plants safetysystem, which when triggered will significantly change thesystem characteristics and invalidate the exercise (for ex-ample, the high- and low-pressure overrides in an AGI).Because of these disadvantages, it is often desirable todevelop alternative schemes initially using a model of theprocess.The word modelling, in an engineering context, hastwo principal meanings. The first (see Section 2) is mathe-matical modelling, in which the system to be studied isrepresented by a set of equations developed by applyingthe appropriate physical (and chemical) laws to each com-ponent. Solution of this set of equations to various sorts ofstimuli will then represent the behaviour of the system.These equations, together with the computational means
of solving them, can then be considered as a simulation ofthe system allowing systematic investigation of controlmodes or, indeed, the effects of varying any parameterwithin the jurisdiction of the designer.The second (Section 3) is associated with physical mod-els where actual hardware is constructed according toappropriate scaling laws such that its behaviour is pre-dictably related to that of the full-scale system. Windtunnel testing of aircraft and towing tanks for ship designare examples of this particular type of modelling.
2. AGI mathematical model developmentThe basic structure of AGIs shown in Figure 1 does notillustrate the many different permutations of individualcomponents that occur within the 200 AGIs that exist inpractice.To this end the system was broken down into individualblocks which were then modelled and included within afixed framework for analysis. The potential benefits ofsuch a study are
I.
II.
III.
2.1
Individual analysis of the elements that comprise thetotal system would allow considerable simplificationof any subsequent stability/controller design study.Information gathered from identification tests uponsections of the real system could be incorporated forevaluation or updating of the model.The effects upon the system of new and enhancedequipment can be investigated prior to its application.
RegulatorsThe regulating control valves are arguably the most im-portant item of hardware within the AGI station. As aconsequence, various sizes and types of regulator areemployed within the National Transmission System/Pres-sure Reduction stations, depending upon the policies andpolitics at the time of construction of the particular au-thority, as well as the predicted loading requirements ofthe future.Because the fluid is a gas, inertial effects in the flowingmedium can be neglected and the valves characterised bystatic and dynamic testing.
Figure 2. Illustration of hunting instability in an AGI station. Results from a field test upon an axial flow regulator.
742 Appt. Math. Modelling, 1 9 9 6 , Vol. 20, October
-
8/14/2019 Gas Reduction Station Model
3/9
Modelling of a tw o-st age high-pressure gas reduction stat ion: I. Fletcher et al.2.2 Steady -stat e jlow characteristicsVarious formulae have been proposed4mh for predictingthe steady-state flow rate of gases through the manydifferent types and sizes of commercially available regula-tor. Most are developed from Bernoullis or the continuityequation and differ primarily in the pressure term that isincorporated to describe gas density effects, although someare empirical relationships derived from air testing results.Most of these formulae are intended for use over arestricted range of pressure drop conditions, and a moregeneral expression to cover the flow of a compressiblemedium under isentropic conditions must take account ofthe transition in a flow regime which occurs at a criticalratio of inlet and outlet pressures where the fluid passingthrough a controlling aperture reaches sonic velocities.Theoretical treatments of this phenomenon lead to com-plex expressions which are computationally cumbersome.xBy introducing sufficient redundancy into the formulation,Buresh and Schuder have proposed a method that isapplicable to virtually all types and sizes of regulatorexisting today. Utilisation of the universal gas sizing equa-tion within the proposed valve model would permit theuse of a fixed structure subroutine, whose predicted out-put flow would be dependent upon the surrounding sys-tem pressure, P, and Pz (psi absolute); temperature T(R);and the various constants necessary to describe the partic-ular regulator. The basic equation is given by
Q= F .C,C;P,.sin[8]sft/hrwhere
within the limits 0 and f(1)
where P, and Pz are the upstream and downstream valvepressures, respectively, and C, and C, are coefficientswhich are dependent upon the valves stem position, thefirst indicating the basic flow capacity of the valve for thecritical drop, whereas the latter measures the extent of thepressure recovery of the valve. The inclusion of constantsC, and G allows for the various types of gases that can bepassed (see Table 1).
Table 1. Gas constants for the universal gas sizing equation
GasSpecific density
(G)Correction factor for
specific heat variation(C,)
AirHydrogenMethaneNatural gas
(Bacton)NitrogenOxygen
1 .oo 1 .oo0.07 1 .oo0.55 0.980.60 0.980.97 1 .oo1.10 1 .oo
For liquids, C, is the standard liquid sizing coefficient,which can be determined directly from water tests. How-ever, to determine this coefficient for gases, we must lookat the results of air tests when incompressible and com-pressible flows are equal. That is when
PI - p2~ < 0.02P,Since under these conditions sin(x) =x, equation (1) canbe reduced to
whereas the coefficient C, is dependent upon the criticalflow or choked flow (Q,> through the regulator at aparticular stem position, that is when sin(x) + 1. Hence
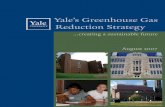
Therefore the size of the valve is expressed in terms of themaximum values of C, and Cg (for 100% opening) andthe valve type via the shape of the C, and C, characteris-tics against stem position, x (see Figure 3). This behaviouris then introduced into the mathematical model usingpolynomial fits.
2.3 Actuator behaliourAlthough many different types of actuator are used withinthe gas industry, the most prevalent device is the pneu-matic actuator. Ideally, the actuator stem travel is propor-tional to the pressure in the actuator chamber. However,
Pwu*g01
USdMFbw
0 10 10 30 40 50 a0 70 00 00 1MPsmMwm Vah Slam Tmvl
Figure 3. Normalised C, and C, characteristics for a 10Fisher V25 regulator.
Appl. Math. Mod elling, 1996, Vol. 20, Oc tobe r 743
-
8/14/2019 Gas Reduction Station Model
4/9
Modelling of a two-stage high-pressure gas reduction station: I. Fletcher et al.in practice, its behaviour will also be affected by frictioneffects, especially at the gland (pressure seal) and by fluidforces acting on the internal components.0 To reducethese adverse effects, feedback is commonly used in theform of a valve positioning network.The speed of response of the valve/converter arrange-ment is limited by the rate at which the actuator chambercan be charged and discharged. To make these ratessimilar booster relays are often used to permit greaterflows into the chamber by working from larger pressures,as shown in Figure 4. This allowing the use of first/sec-ond-order transfer functions to describe the almost linearbehaviour of the actuation system.
2.4 Pipeline modellingThe dynamics of the system downstream of the secondregulator plays a major role in determining the overallstability of the network. It is therefore necessary to ensurethat the model used to represent this part of the processin the simulation will reproduce the salient features ade-quately- without incurring an inordinately high cost incomputing time.Pipelines constitute distributed parameter systems, anda rigorous analysis involves partial differential equationswhich must be solved under two-point boundary condi-tions.4m This is, in computer terms, a notoriously time-consuming procedure. We shall, therefore, explore thecommonly applied approach of converting the partial dif-ferential equations into a set of simultaneous ordinaryequations by finite differencing.20 In effect, this meansdiscretizing the pipeline into a number of sections, n.4Xy,21It is known that putting n = 1, that is, treating the pipelineas a single fixed volume, oversimplifies the situation to amisleading extent. l4 The first task is, therefore, to find theminimum value for n which will yield acceptable results.
Figure 4. Dynamic response of a Fisher pneumatic actuatorfed by a Fairchild 5200 with booster and positioner. Perfor-mance is contrasted with a linear first-order model.
744 Appl. Math. Mod elling, 1996, Vol. 20, Oc tobe r
One major advantage of this approach is that the resultingmode1 is well suited to the application of standard linearcontrol design techniques.The nonlinear dynamics of each pipeline element is tobe modelled using a resistance/capacitance equivalentnetwork, since in the presence of pipeline wall frictionaleffects and pressure drops inertial effects may be consid-ered negligible.
2.5 Pipeline restrictionsThe pressure/flow relationship of compressible gas prop-agating down a pipeline is known to exhibit a high degreeof nonlinearity. Even in the steady state, numerous rela-tionships have been proposed which evaluate the pressuredrop corresponding to a given flow magnitude and direc-tion.2 Any such eq uation which is to be employed toestimate the discretized pipelines pressure profile shouldincorporate the following:1. wall frictional forces, which are one of the major con-tributions towards the pressure drop (P, - P,> within apipeline;2. the pressure head that occurs due to the geography of
the pipeline.One such equation that satisfies the above criteria, andwhose accuracy has been proved in practice over mediumand high pressure ranges, is the genera1 panhandle equa-tion:
. .DS I' (5)where K is a constant,
E, = 0.031055.G.(h,-h,).PAVG?. * A G
(6)Z AV GP,, T, are the base pressure and temperature, respec-tively; PAvo, zAvo, *AVo are the average pressure, com-pressibility factor, and temperature of the gas; and L, Dare the pipeline dimensions of length and diameter, re-spectively.The correction for elevation changes (E,) is basedupon average gas density, and the pipeline wall frictionfactor (f) is determined from a Moody chart using thefollowing equation, which evaluates the system Reynoldsnumber for natural gas with a specific density (G) of 0.6(see Table I):
Re = 8880.2 %[ 1 (7)The friction factor can also be evaluated when under fullyturbulent flow conditions via
1- = [4.1og(3.7 * Relative roughness)?f (8)
-
8/14/2019 Gas Reduction Station Model
5/9
Modelling of a two-stage high-pressure gas reduction station: I. Fletcher et al.The above equations provide the basis for evaluating thepipelines steady-state pressure profile at some specificflow level, under the following assumptions:
I. The properties of the gas do not vary significantlyover a cross section of the pipe.II. The area of a cross section of pipe is constant.
III. The temperature remains constants (Figure 5, top)T = 520R).IV. The pipe has a relative roughness of 12,500 (f =0.002872).V. The pipe is horizontal.
Under the above assumptions equation (5) reduces to thefollowing equation, which is used to evaluate pipelineinitial conditions for a given flow value:
Pf-P,2= L.Q2735.5812D5 (9)
All quantities are in SI units.2.6 Pipeline capacitiesTo complete the pipeline model, a method of evaluatingthe pressures at the nodes is required. This was developedfrom standard thermodynamic theory using the Ideal GasLaw, PV= mRT. Differentiation of this equation withrespect to time results in
dP_ =K.kdt (10)
where k is the mass flow rate, under the followingassumptions:I. Negligible temperature changes
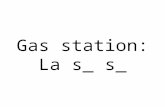
II. Constant enthalpy (no external heat added)III. Constant specific volume, hence constant specificdensity, its reciprocalSupport for the above assumptions is provided in Figure 5,which illustrates the variations in temperature and densitythat occurred during the testing of a 4 axial flow valve.OThe tests were carried out for flow variations of up to 55m3/sec (7 Msft3/hr), at valve differential pressures rang-ing from 350 KN/m2 (50 psi) to 2400 KN/m2 (350 psi). Itis evident from these results that only small changes insystem temperature and density have occurred, providingjustification of the above assumptions.Under the constant specific density pi, assumption,
Combining this with the Ideal Gas Law results in13dP- = K* .Qdt (11)
4cm c48STellumm lae.iaum3%.
Tmv 300.w 2
zm-Irn-im-So-00 1D 20 30 40 so 60vo)mmc Flw Ral# mwuc)
@ Qa* LknHyDa4at imso -MY -
WW 40J o-20 .10 .00 10 20 30 40 5a 60v-s FlowRd. (mxwc)
Figure 5. Temperature and density variations of a typical pres-sure reduction station.where
P,.RT P,K* = pbK = - = 7 = constantVP, being the base pressure and V the pipeline sectionvolume. Note that P, can also be determined as a func-tion of the particular gas flowing.
2.7 Nu mber of st ages required?To satisfy the transient accuracy of the discretized pipelinemodel an infinite number of stages II are necessary.However, computationally this is impossible because of
Pip&minxllumor=1,2,4&1cI
Figure 6. Evaluation of the optimum number of stages (n)necessary to reflect pipeline dynamics. Time record shows thevalve throughput of the Winkfield/Ripley telemetry controlscheme to a 20% load flow disturbance.
Appl. Math. Modelling, 1996, Vol. 20, October 745
-
8/14/2019 Gas Reduction Station Model
6/9
Modeling of a two-stage high-pressure gas reduction station: I. Fletcher et al.
- 1 0 1 2 5 - 1 0 1 2R E M RE AL
Figure 7. Frequency response of the AGI mathematical model.
the excessive amounts of computer programming re-quired, indicating the need to determine the minimumnumber of stages which would satisfy the accuracy/com-putational efficiency balance.
Figure 8. Schematic of the AGI test rig.
This was investigated by using a simulation of theWinkfield-Ripley remote boundary pressure controlscheme by comparing the system responses, when thesystem is experiencing a +20% load flow change, forvarious values of n. Figure 6 illustrates the responsesderived from the above test. From these responses it wasfound that for four or more stages the differences be-tween the simulations were sufficiently small as to beconsidered negligible. Further conformation of this resultfor the optimum number of stages was found in a similarstudy" upon a pipeline model employing continuity equa-tions for the pressure/flow relationships.By keeping II to a minimum, without significantly de-grading the pipelines performance, the order of the sys-tem transfer function developed would also be kept to aminimum, ensuring that any study performed upon theAGI simulation would be as uncomplicated as possible.
The trial simulation utilised twin Fisher V25 throttlingball valves, 12M interconnecting pipework of length 14diameters, and 3 miles of IS0 downstream pipeline. Thepressure reduction was from a 6900 RN/m2 (100 psiG)supply pressure to 3480 RN/m (500 psiG), with 50% ofthe total drop occurring across each regulator, and anominal station throughput of 39.3 m3/sec (SMsft/hr).To develop the transfer functions in terms of the Laplaceoperator s that describe the behaviour of the simulationat the above operating points the nonlinear simulationwas linearised using a small-scale linearisation approach.Figure 7 illustrates the frequency response of these lin-earised transfer functions in the form of a Nyquist array.Here element i,j refers to the frequency response be-tween the jth input and the ith output with its associatedtransfer function denoted by Gij(s) (see Table 2).These linearised models have been used extensively in thedevelopment of single input-single output (SISO) andmulti-input-multi-output (MIMO) control strategies toprovide robust control and improved performance.24-2
2.8 AGI modellingThe AGI network shown in Figure 1 is capable of mod-elling any of the stations that exist in practice. However,to simplify the simulation and minimise the size of theresulting transfer function the safety systems were omittedand only the normal station operation was considered.
Table 2. AGI multivariable control notationInput output
1 Monitors input Interstage volumesignal (U,) pressure (P,)
2 Actives input Station inletsignal (U,) pressure (P,,)
3. Practical evaluation using an experimental test rigIt is well known that the analysis of a nonlinear system isfundamentally difficult for all but the simplest of cases.Features which identify the behaviour of these systemsinclude limit cycles, chaos, catastrophes, switching, andsliding. Any information that can be gathered about theoperation of such a system prior to any analysis is of greatadvantage.One approach, often favoured by engineers, for obtain-ing such supplementary information about the system isby construction of an experimental test rig, the test rigproviding the hardware which can then be used to deter-mine numerical values of the constants and other parame-ters needed for the system identification. In addition, the
746 Appl. Math. Modelling, 1996, Vol. 20, October
-
8/14/2019 Gas Reduction Station Model
7/9
Modelling of a tw o-sta ge high-pressure gas reduction stat ion: I. Fletcher et al.Table 3. AGI test rig hardware
Variable Description DeviceInputs Ul Valve 1 (upstream)
u2 Valve 2 (downstream)
u, Load regulator
JLIN AT0 Platon M-valve (viaFairchild T5200 I/P)
JLIN AT0 Platon M-valve (viaFairchild T5200 I/P)
AT0 Platon M-valve (via FairchildT5200 l/P)
outputs p,PJY,)P,(YZ)
PddPgPact,Pa c t2
XIx2
Station inlet pressureInterstate volume pressure
Station outlet pressureSystem downstream load pressure
Station throughputValve 1 Actuator pressureValve 2 actuator pressure
Valve 1 stem displacementValve 2 stem displacement
Sensym LX1 820GE (O/l 00 psiG)Sensym LX1 820GB (O/l 00 psiG)Sensym LX1 820GB (O/100 psiG)Sensym LX1 820GB (O/l 00 psiG)
Druck PTXllO (O/75 mBar via Dalltube)
Sensym LX1 820GB (O/l 5 psiG)Sensym LX1 820GB (O/l 5 psiG)
HLP/19O/FLl/l80/4K (O/100 mm)Penny and GilesPenny and GilesHLP/l 9OFLl/l80/4K (O/l 00 mm)
test rig provides a means of verifying the various mod-elling exercises and allows the results of any analysis to beevaluated using real data collected from a controllablesafe environment at minimum cost/time.
3.1 A GI test rigThe test rig (F&-e 8) uses the basic AGI structure asillustrated in Figure I and operates from a supply pressureof 690 KN/m* (100 psiG) and at flow rates up to 100litres/min in 6 mm (l/4 ) diameter pipework. A solenoidvalve is employed as the slamshut, and a pair of PlatonM-valves provide monitor and active regulation into a
-0.21 I0 m 40 60 50 10 0 imFigure 9. Normalised open-loop step responses of the AGI test resulting in the parameter in Table 4.rig. Results show both the plant response and its linear model Using MATLAB the above data were used to deter-(detailed below). mine the rigs Nyquist array (Figure IO). Comparison of
large volume cylinder which helps provide the relativelyslow dynamics of the downstream system. Table 3 definesthe measurements and transducers/equipment used onthe rig, all of which are converted electronically to O/10 Voutputs to match standard data acquisition cards. Thevarious measurements taken allow us to investigate regu-lator performance as well as the various control configura-tions that AGI stations in which can be operated.
3.2 Test rig resultsInitial testing commenced using the previously definedpressure control strategy with regulator set points of 75%and 50% of the station inlet pressure. Figure 9 shows theresults of open loop step responses collected after thesystem had been established at the desired steady-statelevels with the load regulator 50% open. (Note that thistest would take significantly longer on the real system andthe data collected would often be corrupted by changes inconsumer demand.)The AGI test rig was modelled in the form of the discretetime MIMO transfer function matrix and follows theprevious elemental notation:
P G,Jz) G,Jz) U,P
IN = G&) G&) u,II IEach element of the matrix G(z) was determined usingrecursive least-squares identification using the structure(sampling time = 2 sets)
G,j(Z) = b,z- + b,zm 21 -a,z-I -a,z-*
Appl. Math. Modelling, 1996, Vol. 20, October 747
-
8/14/2019 Gas Reduction Station Model
8/9
Modelling of a two-stage high-pressure gas reduction station: I. Fletcher et al.Table 4. Test rig model parameters
MultivariableG,,(z)
Parameter b, 0.1409value b, -0.1328
al 0.9530a2 0.01 14
Transfer Function ElementG,2(~) G,,(z) G,,(z)
-0.1343 0.0013 0.009 10.1276 0.0099 0.00750.9122 0.4966 0.49570.0047 0.4374 0.4277
1 -11
0.5 .___.... i _......_. I___....__:IMA(3 I
0n. . . . . ..I . . . .._.... i . . ._.__..__ j. / f.5 cr/.____. j__. __.__ i . . .._...1 1I : ;.,1 &mo l t1 2j /j : /j i 10.5 _...._..: ______~ ._._..,... . .
i j
El_.__.___ . . L
j i 14. 5 w. __._..... ..__..... ___...._
j :j j., : :
REM REMFigure 10. Frequency response of the AGI test rig
this behaviour with that of the linearised mathematicalmode (Figure 7) for the same set point profile indicatesthe similarities between the behaviour of the two modelforms. Indeed the only significant discrepancy is that ofthe response between movement in the downstream con-trol valve and its effect upon the interstage volume pres-sure, element G,,. In the mathematical model G,,(s) haspure derivative action, signified by zero steady-state offsetin the appropriate open-loop step responses, whereas thetest rig response displays phase advance-like behaviour.
4. ConclusionThis paper has explained the development of a detailedmathematical model of a typical AGI station which con-tains sufficient structural flexibility to enable it to simu-late any of the 200+ stations that exist in practice.Validation of the mathematical model was performedusing data provided by the Gas Engineering ResearchStation at Killingworth, experimental tests on individualpieces of hardware, and a specially designed experimentaltest rig. Results obtained from simulations of the modelare presented, and a comparison of these results andthose obtained from the AGI test rig shows that thesimulations are accurate for the set of test signals consid-ered.
A further indication of the modelling philosophys ac-curacy is provided from the study of remote boundarypressure control systems. 27.28 Here, models developed us-ing the same mathematical relationships employed in theconstruction of the AGI simulation have been used todesign novel control schemes; the resulting controllerparameters are directly applicable to the actual systems.
AcknowledgmentsThe authors wish to express their gratitude to British Gas,SERC, and the University of Sunderland for their supportof this work. Particular thanks are extended to the staff ofthe Engineering Research Station at Killingworth for allthe help and guidance they provided.
NomenclaturectlCL,c,
EKLA4PPAV GPbQReTTAV GTbVZ AV G
correction factor for specific heat variationvalve stem position coefficientspipeline diameterfriction factorspecific densityconstantpipeline lengthmass flow ratepressureaverage pressure of the gasbase pressurevolumetric flowReynolds numbertemperatureaverage temperature of the gasbase temperaturepipeline section volumeaverage compressibility factor at the gas
References1. Arden, W. J. B. and Hawkins, R. W. System software specifica-tions and reliability analysis for the National Offtakes (AC11electronic control project. ERS Killingworth Internal Rept., 19832. Arden, W. J. B. GASCONTROL-a review of past, present and
future systems. North of England Gas Association, ERS Killing-worth Rept., 19883. Fletcher, I. Modelling and control of a gas pressure reductionsystem. Ph.D. Thesis, CNAA, Sunderland Polytechnic, 19894. Moore, R. L. The use and misuse of pressure regulators. Instrum.
Technol. 1969
748 Appl. Math. Modelling, 1996, Vol. 20, October
-
8/14/2019 Gas Reduction Station Model
9/9
Modelling of a two-stage high-pressure gas reduction station: I. Fletcher et al.5. Recommended voluntary standard formulas for sizing control
valves. Fluid Controls Institute, FCI 62-1, May 19626. Brockett, G. F. Correlation of valve sizing methods. ISA Confer-ence, Newark, New Jersey, April 1952
I.8.
9.10.11
12
13
14
IS16.
17.
Turnquist, R. 0. Comparing gas flow formulas for control valvesizing. ISA J. June, 1961Kay. J. M. Introduction to Fluid Mechanics and Heat Transfer.Cambridge University Press, Cambridge, 1968Buresh, J. F. and Schuder, C. B. Development of a Unicersal GasSizing Equation for Control Values. ISA trans. 3, 322-328, 1964Fletcher, I. Axial flow regulator-a study. Sunderland Polytech-nic/ERS Killingworth Internal Report EEC/IF/1/87, 1987Tsai, D. H. and Cassidy, E. C. Dynamic behaviour of a simplepneumatic pressure regulator. Trans. ASM E Basic Eng. 83,253-264, 1961Dustin, M. 0. Analog computer study of design parameter ef-fects on the stability of a direct acting gas pressure regulator.NASA Technical Note TN D6267, March 1971Lee, W. F. Z., Bonner, J. A. and Leonard, R. G. Dynamicanalysis and simulation of a gas regulator. 1971 Symposium onFlow Control. 3. System Design and Application. Paper no. 3-3-100,1971Stoves, D., Thompson, B. and Graham, P. Simulation in thedesign of gas pressure control equipment. 1983 International GasResearch ConferenceGuy, J. J. Computation of unsteady gas flow in pipe networks.lnt . Chem. Eng. Sym p. Ser. no 23, London, 139-145, 1967Kralik, J., Stiegler, P., Vostry, 2. and Zavorka, J. Modelling thedynamics of flow in gas pipelines. IEEE Trans. Syst. Man. Cyber-net. 14, 586-596, 1984Anderson, T. R. and Farsoe, H. F. Estimation of the pressure ina natural gas pipeline. ACI 83 Applied Control and IdentificationProceedings, IASTED Symposium, 1983. Vol. 1
18. Rachford, H. H., Jr. and DuPont, T. A fast, high accuracy model
19.20.
21.
22.
23.24.
25.
26.21.
28.
for transient flow in gas pipeline systems by variational methods-a survey. Society of Petroleum Engineers of AMIE, Paper no.SPE 4005, 1972Isermann, R. Process fault detection based on modelling andestimation methods-survey. Aut oma tica 20, 387-404, 1984Lakshminarayanan, P. A., Janakiraman, P. A., Gasendra Babu,M. K., Murphy, B. S. A finite differencing scheme for unsteadypipe flows. Int . .I. Mech. Sci. 21, 557-566, 1979Cox, C. S., Arden, W. J. B. and Fletcher, I. Investigation into theremote pressure control of gas transmission pipelines. Intema-tional ASM E Conference on Modelling and Simulat ion, Sorrento,1986Orange, K. Flow formulae for gas distribution and transmission.Yorkshire Junior Gas Association, ERS Library, Report no.P/116.3, 1981American Gas Association. Steady Flows in Gas Pipelines. N ewYork, 1985Fletcher, I., Cox, C. S. and Arden, W. J. B. Multivariable controlstrategies applied to a gas pressure reduction station. Interna-tional Conference on Applicatio ns of Mult it>ariable Syst em Tech-niques, University of Bradford, 1990Fletcher, I. and Arden, W. J. B. Tandem control of a gas pressurereduction station. International Conference Control 91, HerriotWatt University, 1991Fletcher, I., French, I. G. and Hague, M. Modelling and controlof a coke oven battery. International Conference on Application s ofMult icariable Syst em Techniques, University of Bradford, 1994Arden, W. J. B. and Fletcher, I. Whasset/Kendal remote bound-ary pressure simulation study. North West Gas Research Rept.,1988Arden, W. J. B. and Fletcher, I. Mill-Hill/Cricklewood remoteboundary pressure simulation study. North Thames Gas Re-search Rept., 1988
Appl. Math. Modelling, 1996, Vol. 20, October 749