Gas Natural y Sus Aplicaciones
196
if" 3 Pl'ifííM'íífe.l^ "J l""]j l'^:.:'&'r'jyM9 f^'i^í^^a p:^4í^'''i^j f:£';i!i^j^#i|íf vi) O o o rt ENRIQUE BORRAS BRUCART Dr. Ingeniero Industrial ^ TI vD vP ^X> CO GAS NATURAL Características, distribución y aplicaciones industriales editores técnicos asociados, s. a. Maignón, 26 - 08024 Barcelona • España vil
-
Upload
angel-andres-gutierrez -
Category
Documents
-
view
804 -
download
71
Transcript of Gas Natural y Sus Aplicaciones

if" 3 Pl'ifííM'íífe.l^ "J l ""]j l'̂ :.:'&'r'jyM9 f^'i^í^^a p:^4í^'''i^j f:£';i!i^j^#i|íf
vi)
O
o
o
rt
ENRIQUE BORRAS BRUCARTDr. Ingeniero Industrial
^ TIvD vP
^X> CO
GAS NATURALCaracterísticas, distribución
y aplicaciones industriales
editores técnicos asociados, s. a.
Maignón, 26 - 08024 Barcelona • España
vil
i i 1 .fenn^j •pmmQ -J mmmj
tfSoTE nrnSÍ^A ?♦* de.rechos: N,n9una P^e del material cubierto por estenfnllfiíL ?!dad "^aria puede ser reproducida, almacenada en un sistema dem«/¿í?™V0f tranfm,tida de cualquier forma o por cualquier medio electrónicoP^rlSo del edí?or9rabaC,Ón U°tr°8 mét°d°S 8i" el p?evio *exPreso 5™«»
© EDITORES TÉCNICOS ASOCIADOS, S. A.-Barcelona, 1987
Depósito legal: B. 30.053-1987
ISBN 84-7146-241-9
Impreso en España
Printed in Spain
Élite Gráfic-Av. Severo Ochoa. 3-Hospilalet de Llobrepat
[ i
ÍNDICE DE MATERIAS
Prólogo
Capítulo primero. — PROPIEDADES
1.1.
1.2.
1.3.
1.4.
Generalidades "
Reservas y consumos .«Características del gas natural distribuido en EspañaSistemas y unidades de medida1.4.1. Medición de volumen ... ....1.42. Medición de presión1.4.3. Medición de calor1.4.4. Medición de potencia calorífica1.4.5. Medición de densidad y peso específico . .1.4.6. Constantes y factores usuales de conversión .
1.5. Características de combustión de los gases .1.5.1. Aire teórico1.5.2. Poder fumígeno #- #1.5.3. Exceso de aire. Coeficiente de suministro .\5A. Temperatura teórica de combustión • . . .1.5.5. Temperatura de ignición1.5.6. Límites de inflamabilidad1.5.7. Velocidad de deflagración1.5.8. Velocidad crítica de retorno de llama1.5.9. Velocidad de desprendimiento de llama ....1.5.10. Intercambiabilidad de gases1.5.11. Diagrama de combustión .15.12. Rendimiento de combustión1.5.13. Rendimiento propio del homo •1.5.14. Diagrama del contenido de calor de los productos de
combustión •
Capítulo II.-CONSIDERACIONES SOBRE EL EMPLEO DE GAS NATURAL
2.1. Aspecto global de la utilización del gas natural* • • •2.2. Ventajas del gas natural .^2.3. El problema de coste del combustible ...••••2.4. Consumo específico de gas en procesos industriales., .
2.4.1. Aplicación de técnicas modernas2.4.2. Incremento de la transmisión de calor .2.4.3. Prevención y recuperación de calores perdidos2.4.4. Procesos y hornos especialmente concebidos para em
pleo de gas
XI
1
1-
4^
7
9^10
12
13
14 \15-»
16
17
17
18
1919
19
19
21
21
21
25
29
30
31
35
35^;40^42 "
43
44
45
48
51
\

>fesss
Vil I ÍNDICE DE MATERIAS
Capítulo III. —DISTRIBUCIÓN, EQUIPOS Y REDES 55
3.1. Distribución de gas natural 55 /
3.2. Estaciones receptoras 58"^
3.3. Equipos de aparatos y valvulería 623.3.1. Filtros 623.3.2. Válvulas de cierre , 533.3.3. Válvulas de seguridad ] ] 66'3.3.4. Reductores. Reguladores de presión ...... 683.3.5. Cambiador de calor 783.3.6. Contadores 783.3.7. Registradores de presión y temperatura .... 84.
3.4. Normas de instalación de Estaciones receptoras .... 853.4.1. Situación de la Estación 853.4.2. Modo de instalación 863.4.3. Seguridad respecto a instalaciones eléctricas ... 783.4.4. Precauciones diversas 89-
3.5. Red interior de tuberías 913.5.1. Determinación del trazado 923.52. Condiciones relativas a ciertos recorridos .... 93
35.2.1. Canalizaciones enterradas 943.5.2.2. Canalizaciones en cajas y galerías técnicas. . 953.5.2.3. Canalizaciones en cajetines 963.5.2.4. Canalizaciones empotradas 963.5.2.5. Canalizaciones de descarga eventuales ... 9635.2.6. Situación de la válvula de aislamiento ... 96
i 3.5.3. Características de las tuberías 97! 3.5.4. Determinación del diámetro de las tuberías ... 100
3.5.4.1. Generalidades 1003.5.4.2. Número de Reynolds 1033.5.4.3. Pérdida de carga lineal 1043.5.4.4. Pérdida de carga sobre un tramo de longitud L 1053.5.4.5. Fórmulas y gráficos de baja y alta presión . 1063.5.4.6. Pérdidas de carga singulares 1143.5.4.7. Método de cálculo H6
3.6. Comprobación, ensayos, puesta en servicio y paro de la explotación jj93.6.1. Ensayo de resistencia mecánica 1193.6.2. Ensayo de estanquidad 1203.6.3. Control radiográfico de las soldaduras 1213.6.4. Ensayo de funcionamiento 1213.6.5. Trámites necesarios para la puesta en marcha . . . 122
Capítulo IV. — QUEMADORES INDUSTRIALES 125
4.1. Definición y funciones de un quemador 1254.2. Características de la llama y de los productos de combustión 1264.3. Volumen de la cámara de combustión 1294.4. Definiciones comunes a todos los quemadores de gas . . 130
1ÍNDICE DE MATERIAS
IX
45. Clasificación de los quemadores j324.6. Tipos de quemadores ,3g
4.6.1. Quemadores de mezcla previa 1354.6.1.1. Quemador de mezcla previa por inducción at
mosférica 13-7lí'l'l' 2Uema(?°r de mezcIa Previa por aire inductor.' 140*.o.i j. Quemador de mezcla previa en máquinas mez
cladoras J424.6.1.4. Quemadores de llamas libres alimentados en
premezcla J434.6.1.5. Quemadores de premezcla con combustión en
contacto con un refractario 1454.6.2. Quemadores sin mezcla previa 151
4.7. Quemadores especiales «g44.7.1. Quemadores monobloc de aire insuflado . 1544.7.2. Quemadores intensivos ' ' ' 1594.7.3. Quemadores emisores de radiación infrarroja .' ' ' 16347 5 SS^S0™8 f6 tlfOS radiantes a alta temperatura .' 1664.7.3. Quemadores de tubos sumergidos y de combustión su
mergida 16g1'IÍ' ?uemadores mixtos o multicombus'tibles .'.'*' 1724.7.7. Sopletes . .' 180
4*8' ™tP?dÓIí ?e los ^^adores a los distintos gases y a lamarcha mixta con fuel-oil ,y 1834.8.1. Quemadores con mezcla previa . . . i«44.8.2. Quemadores sin mezcla previa ...'...[ Js?
4.9. Elección del tipo de quemador lg64.10. Elementos auxiliares de los quemadores i90
4.10.1. Protección de las canalizaciones y los mezcladores delos retornos de llama . . 1QI
4.10.2. Encendido automático . }q¡4. 0.3. Detección de las llamas . . .' }q!4.10.4. Regulación automática • ...'..'.[ ' J92
Capítulo V. —APLICACIONES INDUSTRIALES 1935.1. Gas natural en los generadores de vapor ... 193
5.1.1. Equipos para calderas industriales . . 1%5.1.1.1. Quemadores a gas natural ..." 1965.1.1.2. Dispositivos de regulación ... ' ' 1985.1.1.3. Órganos de seguridad. ... ' ' 198
51.2. Conversión de calderas existentes a gas natural .' .' 2015.l.i. Funcionamiento mixto gas natural / fuel-oil . 205rricosatUral. e" la Síderur8ia v metalurgia de productos fé-5.2.1. Reducción directa del'mineral .".""*' ?¡í522. Altos hornos ífí
~~.-fc
y. n
'"•Mí

I m
ÍNDICE DE MATERIAS
5.2.3. Hornos de fusión5.2.3.1. Cubilotes de fusión de hierro fundido5.2.3.2. Hornos de acero Martin Siemens .5.2.3.3. Hornos de fusión eléctricos .
5.2.4. Hornos de recalentamiento5.2.5. Hornos de tratamientos térmicos .5.2.6. Atmósferas controladas5.2.7. Técnicas especiales5.2.8. Oxicorle
5.3. Gas natural en la metalurgia de metales no férricos5.4. Gas natural en la fabricación de cales y cementos .
5.4.1. Cemento
5.5.
5.6.
Gas natural en la industria del vidrio
5.5.1. Hornos de balsa ....5.5.2. Hornos de crisoles5.5.3. Operaciones anexas a la fusión
Gas natural en la industria cerámica
5.6.1. Secado5.6.2. Cocción
5.6.2.1. Productos de tierra cocida5.6.2.2. Hornos de fuego móvil5.6.2.3. Hornos túnel5.6.2.4. Productos cerámicos propiamente dichos: lo
zas y azulejos, gres y porcelanas
5.7. Gas natural en la industria química5.7.1. Como combustible5.7.2. Como primera materia
5.7.2.1. Hidrógeno5.7.2.2. Amoníaco5.7.2.3. Melanol5.7.2.4. Acetileno
5.7.2.5. Gas reductor5.7.2.6. Proteínas5.7.2.7. Azufre
Gas natural en industrias agrícolas y de alimentación .Gas natural en la industria textil
Gas natural en la industria de la madera, papel y cartón .Gas natural en utilizaciones diversas
5.11.1. Calentamiento directo5.11.2. Calentamiento indirecto5.11.3. Operaciones térmicas especificas del j»as . . .Recomendaciones para el control y mantenimiento de equipos térmicos industriales utilizando gas
5.12.1. Control y mantenimiento de los equipos térmicos de gas
5.12.2. Reparaciones, caso de averías5.12.3. Medios de control corrientes
índice alfabético . .
5.8.
5.9.
5.10.
5.11.
5.12.
3541
Prólogo
Entre las modernas fuentes de energía de indudable valor seencuentra el Gas Natural que, por las dificultades de transportey distribución desde sus yacimientos hasta los centros de consumo, no ha encontrado en muchos países como el nuestro lafacilidad de utilización que merece por sus cualidades de eficacia, comodidad, facilidad de regulación y automatización, limpieza y antipolución.
España, que no ha sido nunca un país «gasista», tiene ahorala oportunidad de extender por todo el país, gracias a la iniciativa de la Sociedad Gas Natural, S. A., continuada después porla estatal Empresa Nacional dül Gas (Enagas), constituida expresamente con esa finalidad, al Gas Natural, que, por no encontrarse hasta ahora en nuestro suelo más que en pequeñas cantidades,debe ser importado por vía marítima de los afortunados paísesque ¡o poseen.
Como existe poca documentación en castellano sobre la materia he creído que podría ser de interés para los industriales y losestudiosos recopilar en un tomo manejable la abundante documentación que poseo sobre lo realizado en otros países y en lazona industrial que rodea Barcelona, respecto a la utilizaciónindustrial del gas natural, que indudablemente encontrará enEspaña un amplio campo de aplicaciones como lo ha encontradoen todos los países industrializados donde existe una amplia redde distribución por tuberías de gas.
Este trabajo está basado no sólo en las experiencias adquiridas a través de la labor cotidiana desarrollada durante tantosaños c\i diversas empresas relacionadas con el mundo del gas,sino también por los conocimientos contraídos por el estudio delas más importantes publicaciones que sobre el tema se han editado v. cómo no. por las amplias relaciones internacionales que

u -1
XII PROLOGO
me ha proporcionado la asistencia a gran número de CongresosInternacionales y también a las reuniones y coloquios que periódicamente organizan las más importantes Sociedades y Asociaciones europeas del gas.
Este libro va dirigido especialmente a los industriales y a losingenieros interesados en la aplicación de esa nueva fuente deenergía en las distintas ramas de la industria. Tanto unos comootros pueden verse decepcionados por no encontrar en determinados capítulos nada que ellos no conozcan perfectamente conmayor amplitud. Pero unos y otros deberán colaborar íntimamente entre sí y discutir los problemas comunes que les afectancreemos que lo que exponemos puede ayudar a los técnicos gasis-tas (preocupados por su tecnología, no siempre aplicable prácticay económicamente) a adaptar sus conocimientos a determinadasindustrias mientras los técnicos de las mismas (que saben mu-clio mas de su especialidad) encuentran en el libro aquellas técnicas gasistas que les interesa.
Si esta generación de ingenieros y sus sucesores, los estudiosos de hoy y de mañana, pueden aprovecharse de este esfuerzode recopilación que el autor, durante su larga dedicación a laindustria del gas, ha llegado a reunir, se considerará recompensado.
Debo expresar mi agradecimiento a «Catalana de Gas y Electricidad» por la valiosa ayuda y colaboración que me han prestado en la elaboración de este libro y muy especialmente a losingenieros de la misma y de «Si-digas», D. Fidel Valle Saval yD. Antonio Tejerina Aguilar. Igualmente expreso mi reconocimiento a la cortesía de varias firmas industriales por la documentación y grabados que me han facilitado de los productos de sufabricación.
El Autor
^ j f*^i <—m
CAPITULO PRIMERO
Propiedades
1.1. Generalidades
Se denomina gas natural al conjunto de¡hidrocarburos gaseosos formados principalmente porel metano) en proporción superior al 70 °/o, que se obtiene de la naturaleza en los campos petrolíferos acompañando al crudo del petróleo (gas natural asociado)o acompañado únicamente por pequeñas cantidades de otroshidrocarburos o gases (gas natural no asociado).
No existe una teoría rigurosa sobre su formación, pero puedeasegurarse que proviene. del mismo proceso de formación delpetróleo. Desde hace varios decenios, las prospecciones geológicas, que se han acelerado después de la segunda guerra mundial,han hecho aparecer, desigualmente repartidos sobre la superficiedel globo y a profundidades que sobrepasan, a veces, los 5000 m,yacimientos de gas más o menos importantes y más o menosconcentrados, acompañados o no de petróleo.
Los componentes que pueden acompañar al metano son hidrocarburos saturados como etano, propano, butano, pentano y pequeñas proporciones de gases inertes, tales como anhídrido carbónico, nitrógeno y, en algunos casos, ácido sulfhídrico, oxígenoe hidrógeno. La proporción de estos componentes raras vecessupera el 15 °/o, aunque en casos excepcionales, como en el gasnatural de Lacq (Francia) o en el de Kapurri (Nueva Zelanda),las proporciones de ácido sulfhídrico y de anhídrido carbónico,respectivamente, exceden dicho nivel. En estos casos, ambos productos son eliminados del gas natural antes de su distribución.
t

2 GAS NATURAL
En el cuadro 1 se detalla la composición de diferentes gasesnaturales de procedencias distintas, así como en el cuadro 2 seespecifican las características principales de los componentes delos gases naturales, lo que nos.permite calcular, para un gas decomposición conocida, cuál es su potencia calorífica, densidad,cantidad de aire teórico necesario para la combustión (podercomburente), volumen de los humos (poder fumígeno), límitesde inflamabilidad, etc.
Cuadro n.° 1
Composición aproximada de gases naturales
GranBre- Arge
Libia Francia Holanda taña Italia lia
Marsa el St. Faust Gro- Leman Corte-Brega Lacq Meillon ningen Bank maggiore Arzew
Metano 66,2 69,2 77,8 81,5 92.0 95,9 82.1Etano 19,8 3,3 3,6 2,7 33 1,4 12,4Propano 10,6 1.0 1,2 0,5 0,7 0,4 3,7
Butano 2,3 0,6 0,9 0.1 0,3 0,3 1,4
Hidrocarb.superiores 0,2 0,5 1.7 0,3 0,2
Nitrógeno 0,9 0,6 0,4 14,5 2.9 1,8 0,2Anhídrido
carbónico 9.6 8,5 0.7 0,3
Acido
sulfhídrico 15,2 5.9
Alema Vene N.Zenia Occ. zuela U.S.A. landa U.R.S.S.
Emsmün- Mara- Gulf Kouiby-dung caibo Coast Kapuni Dacbava chev
Metano 81,8 78,1 93,5 44,2 98.0 74,6Etano 2,8 9,9 3,8 6,1 0,7
Propano 0,4 5,5 1,2 3,4 10,0
Butano 0,2 2.8 0,6 1,6 10,5
Hidrocarb.
superiores 2,1 0,4Nitrógeno 14,0 1,2 0,1 1,2 3,1Anhídrido
carbónico 0,8 0,4 0,5 44,2 0.1 0,2Acido
sulfhídrico 1.6
p^=l t=s=s%
f^8
£.3
15 «
á 8 S •» S
•* S*« s:
. .2 «*> . «
oís o>
O n
• *« ^«"3 3 .ir«
. ó
^•a tx
8-SlU O'
ft. SK O
OEl.
£
~^Í TI
PROPIEDADES®
g
•n.o
"1
•a.
o
s
o
•n i p.o* ; »-<
~H f»
Oc
Bw
M
O
"1
es
a
S
oca
o
o
"i
8
oo
*l
c
OT3
o •cc •aC3 ^3 c
CQ 1 <
8
ocVDO
O
:< V
n
o
3
8
oco60
•o
SU
3
o
ocVCU)
™i ;*^
1 3 !•
so
oo

q GAS NATURAL
En este cuadro no están incluidas las velocidades de deflagración de las llamas de gas: dichas velocidades son del ordenct rt 9A7 T/S Pai"a. l?S hÍdrOCarburcs ligaros, mientras quees de 267 cm/s para el hidrógeno.
La temperatura teórica de combustión de los diferentes gasesnaturales, que vana poco para el mismo factor de aire de combustión, es de 1900 °C para la combustión estequiométrica.
1.2. Reservas y consumos
Como el gas natural tiene unas reservas limitadas, hemos deser prudentes en la valoración de su empleo. Aunque a primeravista se tiene la impresión de abundancia, la relación reservas-producción a escala mundial equivalen a menos de 50 años alactual régimen de producción.
No obstante, aunque las actuales reservas son limitadas exis-en buenas perspectivas de nuevos e importantes descubrimien
tos. Por otra parte, el mercado mundial es limitado, a causa deque el consumo masivo está ubicado generalmente a grandes dis-tancias de los centros de producción y el gas, por su naturaleza«Sica, es mas costoso de transportar ydistribuir que los combustibles líquidos y el carbón. Además, las tecnologías necesariaspara ello exigen mucho más tiempo para su desarrollo; presentan también problemas políticos, que deben solucionarse, e intervienen consideraciones económicas que juegan un papel impor-lanle.
La definición de «reservas de gas natural» no está bien fijadaen lodo el mundo. Por esa razón, lo que un país clasifica comoreservas probadas, no puede compararse exactamente con lasreservas probadas de otro país, hasta que se establezcan con precisión las definiciones, se cuantifiquen los métodos, el valor energético, la composición, etc.
Otras complicaciones se presentan al valorar las reservas explotables en los lugares en que el gas se encuentra disuelto enel crudo o se produce simultáneamente con el mismo (gas asociado) y cuya extracción depende de la cuantía de la extracciónde petróleo. Acausa de ello y de otras complicaciones, cualquier
1 1n
fr
¡PROPIEDADES 5
valoración de las reservas mundiales de gas establecida país porpaís puede contener una amplia variedad de datos inseguros.Por el contrario, tomadas dichas reservas globalmente son másfiables, ya que los errores o diferentes sistemas de evaluación decada país, se equilibran mutuamente. En la figura 1 representamos las reservas conocidas de gas natural al 31 de diciembre de1984, cuyo total asciende a 96,6 X 1012 m3, de los cuales más deun 40 % están ubicados en la Europa Oriental, un 23 % en elOriente Medio y un 11 % en Norteamérica. El resto está repartido entre Europa Occidental, Latinoamérica, África y Asia-Ocea-nía, correspondiendo a la primera un 5 %.
Asia-Oceanía 7 %\
África 7 %
Oriente Medio 23 %
Europa Occidental 5 %
Europa Oriental 41 %
/ - * Américadel Norte 11 %Latinoamérica 6 %
Fig. 1. —Reservas probadas de gas natural en el mundo.
' Las reservas de gas natural son equivalentes, bajo el puntode vista de energía térmica, entre una mitad y un tercio de lasreservas mundiales de petróleo. El petróleo suministra aproximadamente un 55 % de la demanda mundial de energía, y estambién la principal fuente de energía primaria virtualmente entodos los países. El gas natural suministra un 17 % de la demanda de energía, pero, contrariamente al petróleo, su uso está concentrado en relativamente pocos países.
GAS NATURAL
Cuadro n.° 3
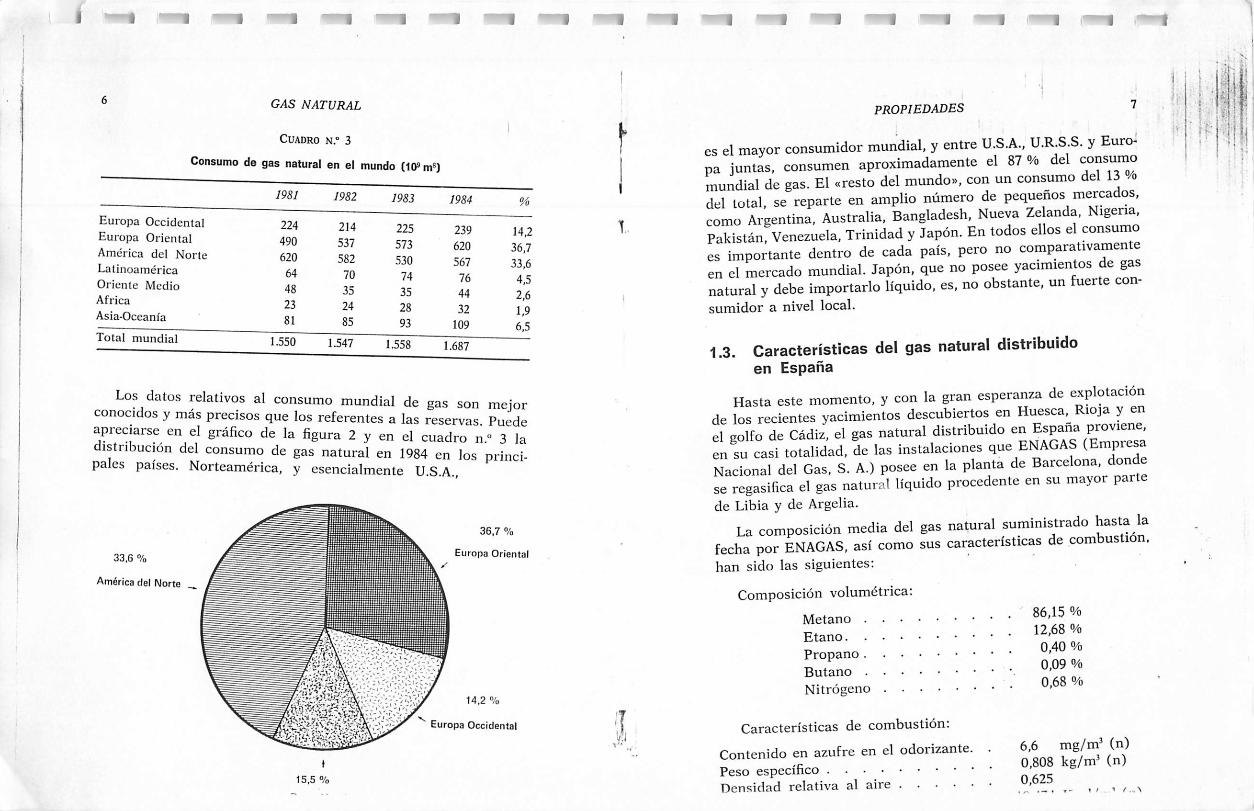
Consumo de gas natural en el mundo (lO^m5)
Europa OccidentalEuropa OrientalAmérica del Norte
LatinoaméricaOriente MedioÁfrica
Asia-Oceanía
1981
224
490
620
64
48
23
81
1982
214
537
582
70
35
24
85
1983
225
573
530
74
35
28
93
1984
239
620
567
76
44
32
109
%
14,2
36,7
33,6
4,5
2,6
1.9
6,5Total mundial 1.550 1.547 1.558 1.687
Los datos relativos al consumo mundial de gas son mejorconocidos y más precisos que los referentes a las reservas. Puedeapreciarse en el gráfico de la figura 2 y en el cuadro n.» 3 ladistribución del consumo de gas natural en 1984 en los principales países. Norteamérica, y esencialmente U.S.A.,
33,6 %
América del Norte _
t
15,5 %
36,7 %
Europa Oriental
Europa Occidental II
PROPIEDADES '
es el mayor consumidor mundial, yentre U.S.A., U.R.S.S. yEun>pa juntas, consumen aproximadamente el 87 o/o del consumomundial de gas. El «resto del mundo», con un consumo del 13 /odel total, se reparte en amplio número de pequeños mercados,como Argentina, Australia, Bangladesh, Nueva Zelanda, Nigeria,Pakistán, Venezuela, Trinidad yJapón. En todos ellos el consumoes importante dentro de cada país, pero no comparativamenteen el mercado mundial. Japón, que no posee yacimientos de gasnatural ydebe importarlo líquido, es, no obstante, un fuerte con-sumidor a nivel local.
1.3. Características del gas natural distribuidoen España
Hasta este momento, y con la gran esperanza de explotaciónde los recientes yacimientos descubiertos en Huesca, Rioja y enel golfo de Cádiz, el gas natural distribuido en España proviene,en su casi totalidad, de las instalaciones que ENAGAS (EmpresaNacional del Gas, S. A.) posee en la planta de Barcelona, dondese regasifica el gas natural líquido procedente en su mayor partede Libia y de Argelia.
La composición media del gas natural suministrado hasta lafecha por ENAGAS, así como sus características de combustión,han sido las siguientes:
Composición volumétrica:
Metano .
Etano. .
Propano .
Butano .
Nitrógeno
Características de combustión:
Contenido en azufre en el odorizante.Peso específicoDensidad relativa al aire
86,15 %12,68 %
0,40 %
0,09 %0,68 %
6,6 mg/m3 (n)0,808 kg/m3 (n)
0,625
•'•'
• i
••

8 GAS NATURAL
Potencia calorífica superior a 15 °C . . 9450 Kcal/m3 (n)Potencia calorífica inferior a 15 °C . 8 958 » »índice de Wobbe 13 249 »índice de Wobbe corregido 13 461 »índice de Delbourg(potencial de combus-
tión) 46,5Volumen de aire teórico para la combus-_ lión 10,47 m3 aire/m3 gasConcentración máxima de C02 en humos
secos 12,08%Volumen de humos secos (por m3 gas). . 9,39 m3Volumen humos húmedos (por m3 gas). 12,44 m3Límite inf. de inflamabilidad en el aire. 4,8 %(de gas)Límite sup. de inflamabilidad en el aire. 13,5 %(de gas)
1.4. Sistemas y unidades de medida
En el mundo existen tres sistemas de unidades, válidos en distintos países, para la medición de gases. El sistema inglés, utilizado en EE. UU., Gran Bretaña, Canadá y demás países de laCommonwealth; el sistema métrico, usado en el continenteeuropeo, Japón, América Latina y algunos países más; finalmente,el Sistema Internacional de Unidades, de acuerdo con la resolución tomada en la 11.a Conferencia Internacional de Pesas y Medidas de 1960. Algunas de las medidas fundamentales de los tressistemas son las siguientes:
LongitudMasa
TiempoTemperatura
Sistema
inglés
pie
libra
segundo0 Farenhcit
Sistema
métrico
centímetro
gramo
segundo0 centígrado
Sistema
internacional
me1ro (m)kilogramo (k)segundo (s)°Kelvin (K)
Además de las unidades básicas, sus múltiplos y submúltiplos,cada sistema tiene una extensa gama de unidades derivadas. Lasmás importantes relacionadas con la industria del gas son lasunidades de:
I
PROPIEDADES 9
— Volumen.
— Presión.
— Calor.
— Poder calorífico.
— Densidad.
Los múltiplos y submúltiplos de las unidades de medidas seacompañan de un prefijo. Los principales son:
Prefijo
exa
petatera
gigamegakilohectodecadecicent imillimicronano
picofemtoatto
Símbolo
E
PTGM
kh
dadc
m
|i11
Pf
a
1.4.1. Medición de volumen
Factor por el cual se multiplicala unidad
1 000 000 000 000 000 000 = 10"1000 000 000 000 000 = 10»
1000 000 000 000 = 1012
1 000 000 000 = 1o9
1 000 000 = 106
1000 = 103
100 = 10-
10 = 10
01 = 10-'
0 01 = 10-2
0 001 = 10-3
0 000 001 = 10-6
0 000 000 001 = 10-9
0 000 000 000 001 = 10-12
0 000 000 000 000 001 = 10-1S
0000000000000000001 = io-ls
El volumen de un gas varía considerablemente con su temperatura y presión. Por otra parte, varían también las condiciones de su medición; unas veces se mide el volumen de un gasseco, y otras, saturado con vapor de agua.
Las tres unidades volumen métricas más comúnmente empleadas son las siguientes:
— Metro cúbico standard m3 (s). Medido seco a 150 °C ypresión de 760 mm decolumna de mercurio.

•r£
.z:
r.
25
33
rc
¡jc
;,
c-
3re
—•
2s.
_o
'&
.re
=*
32-*
o,
re—
s3
G.
5c
üc
.3
f*
'/••-
_/•
»
~O
C'*
'^
c~
ET
—^
5r
*5.
=i
3"re
G.
Cc_
sr
a
r-03
o1
2.=
3c
—o
í
—í*
—C
-í~
*C
3'
CZ
"r-
re-.
're
=
C/5p.
-re L
:r.
£."
3£.
c~
C-:
3 re_
?
y.vi
C_
£3
él
s-"
"3
il?
pp
re-!
CO
^5:
Pre
3—
¿í-
W
~re
3--
OC
>co
O3
re»
¡2?;
•re
cn
ore
Mre
~
—-
VJ
Úo o p o.
13
=P
Cu"
U3
.reo
?í
^
*ÜT
c/5
rere
™s
(-»•
P<
"i
COE
re"
M3
o
"2c
c-re
5re
co
N
re<
*3
Cu'
re'
Ll.
2"3
32
ps •3
OW
reo
T3
2re
-<
fto
_O
O"3v.
_-•
P
val
'3
2-
.-»
o¿
o'
«.
CO
re^
p* O » o
Io n a.
o" o* 3 Q.
p^
"dr~
*"3
re
O O C30
o2.
3d
38.
rect*
h.
re"
uc
co
reC
O
9o
*o
Cu
O
X o O vO
O2
.O
Í6
-(^*
3o
3o
po
-C
uo*
K°
crq
B)
Wo
reo
off
i
3o
3o
otr
b-
o*
Oq
tu
V)
o re O X u»
Ol
"vO
Oí
O
O
35
3S
.o
s:
qqw o
reO
o X u»
•>j
00
pV
.-ha
O»
o-
3re
-C
uo
so
reT
]
< re c.
r
<r*
OP
3»
250
3#£
;•re
oq
coC
Cu5*
re3
03
p o
Cu
"«
Ht,
PCu»t
pre
Cu
w
v>3 re
wo re
Po
'co
C3
n O 3
y. re'
re C>
cr
re'
o sa»
3 Cu
P i Cu
O)
o •ti
re 3 o c» 2!
re*
o 3"
o "i 3 p
-9
o CO S
FACT
ORES
DECO
NVER
SIÓN
CORR
ESPO
NDIE
NTES
AUN
IDAD
ESDE
PRES
IÓN
Un
idad
es/
sím
bo
los
Ga
tm.
kg/
cm2
PS
Ito
rin
.Hg.
mm
c.d
.a.
Pa
Ba
r1
0,98
692
1,01
972
14,5
038
750,
062
29,5
31,
0197
xlO
-410
»
Atm
ósf
era
Sta
nd
.1.
0132
51
1,03
323
14,6
959
76
029
,921
31
.03
32
xl0
-41
,01
32
5x1
0»
Kil
og
ram
os
po
rcen
tím
etr
ocu
ad
ra
do
0.9
80
66
0.9
67
84
11
14.2
233
735,
559
28,9
590
10-4
0,9
80
66
5x1
0»
3L
ibra
po
rp
ulg
ad
acu
ad
ra
da
0.0
68
95
0,06
8046
0,07
0307
151
,715
2,03
602
70
3,7
6,89
5
1M
ilím
etr
oc.d
.m
ercu
rio
0.00
133
1,31
58xl
O-3
1,35
95xl
O-3
0,01
9337
10,
0393
71
3^9
51
133,
273
pu
lga
da
c.d
.m
ercu
rio
0.0
33
86
0,03
3421
0,03
4532
0,49
1154
25,4
134
5,55
3,38
6
:.±
agua
a0,
9806
x10
-40,
9678
xlO
-410
-41.
4223
X10-
30,
0735
50,
0028
91
9,80
665
'asc
al
10-»
0,986
92x1
0-»
1,01
972x
10»
14,50
38x1
0-»
750,0
62x1
0»29
,53x1
0-»
1,019
7x
10-°
1
til ] |á
í
lg|
laÉ
iá l*g J

12GAS NATURAL
Las unidades preferentes para la medición de presión son:Kilogramo por centímetro cuadrado (en los sistemas métrico
e internacional).
Libra por pulgada cuadrada (en el sistema inglés).Pascal = Newton/m2 (sistema internacional SI)
1.4.3. Medición de calor
1*. ™%Un'dadeS,de m!dÍda de CaI°r son emente función delas condiciones de medición. Vienen determinadas, bien en tér-ToXun, fUt°S' C°T.d trabaj° rCalÍZad0 Para mover una ^sacomía una fuerza, o bien como la cantidad de energía requeridapara elevar la temperatura de una masa específica de agua enuna cierta cantidad. 8
En los tres sistemas de medida, las unidades preferentes son:
var^e Moc'L^ir?0 ° C"¡tidad de CaI°r neCeSaria Para eIe"var de 14 Ca 15 °C la masa de un kilogramo de agua.-British Thermal Unit (BTU) o 180ava parte del calor re-
querido para elevar de 32 °F a 212 °F la masa de una libra de
vntrÍUlÍ°.InternaCÍOnal ° Cantidad de calor disiPado por unvatio durante un segundo (trabajo producido por una fuerza
dtLrrlaTuLTde ap,icación se despiaza„n¡lTentemente, SC UtÍlÍZan Cn la industria deI g^ otras dosunidades, una en el continente europeo, la otra en Gran Bretaña.
1000°kcarrPeCtÍVamente: TCrmÍa (tC) ec*uivaIente a JMcal =- Therm equivalente a 100 000 BTU o 1055,06 kilojulios.
pondfenUabIa adJUnta flgUran l0S faCt°reS dC conversion corres-
1 H"wl 1 * 1 r
PROPIEDADES 13
üjSSüSS/ "cal BTUsímbolos te Therm kwh
Kilocaloria I 3,9683 1,00031 xlO-3 3,9683x10» 0,00163 4186,84
/ 0,2521x10-8 10» 2,931 xlO-4 1055BritishThermal 0,25199Unit
Termia 999,69 3967,09 / 3,967x10-* 1,163 4,187x10-*
Therm 0,252x10» 10» 25,207 I 29,307 105,5x10°
Küowatio- 859g45 3412H 0g60i 3f412xl0.2 j 36xl0^
Julio 0,2388x10-3 9,48x!0-< 0,2388x10° 9,48xl0-o 0,278x10° /
1.4.4. Medición de potencia calorífica
Potencia calorífica o poder calorífico de un gas es la cantidadde calor desprendido por la combustión completa a presiónconstante de 1,013 bar (atmosférica) de la unidad de volumen dedicho gas (m3 normal, es decir, a 0°C ya presión de 760) tomando los elementos de la combustión y los productos de la mismaa igual temperatura (temperatura ambiente).
El poder calorífico de un gas se expresa en kcal/m3(n). Con lasunidades del sistema internacional (SI), el poder calorífico seexpresa en kJ/m3(n).
El poder calorífico de un gas se llama superior (P.C.S.) cuando el agua resultante de la combustión de los átomos de hidrógeno inicialmente contenidos en el gas, se supone líquida (con-densada) en los productos de la combustión.
El poder calorífico de un gas se llama inferior (P.C.I.) cuando el agua resultante de la combustión del hidrógeno y de losproductos hidrogenados inicialmente contenidos en el gas, sesupone en estado de vapor en los productos de la comWt'ión

14 GAS NATURAL
La diferencia entre el P.C.S. y P.C.I. es igual, por definición,al calor de condensación del vapor de agua resultante de la combustión del hidrógeno del combustible. Esta relación puede considerarse, aproximadamente:
P.C.I. = 0,9 P.C.S.
Los factores de conversión de valores de potencias caloríficasexpresadas en distintas condiciones de presión v temperaturason los siguientes:
Para obtener
Multiplicar por
kcal/m$a 0 °C, 760 mmc.d.Hg. seco
kcal/m3 a 15°C, 760 mmc.d.Hg. seco
kcal/m3 a 0°Cy 760 mm c.d.Hg.
seco
1,0549
kcal/m3 a 15 °Cy 760 mm c.d.Hg.
seco
0,9480
1.4.5. Medición de densidad y peso específico
El peso específico de un gas se define como relación entre sumasa y su volumen. La masa, en sus tres sistemas de medidas,Viene expresada en gramos (métricos), en libras (inglés) o kilogramos (internacional), y no requiere definir condiciones. El volumen, por otra parle, viene respectivamente definido en cm3Pies y m, y precisa, en el caso de gases, mayores detalles talcomo se indicó anteriormente en la medición de volúmenes.
La utilización de factores de conversión resulta necesaria sise desea expresar el peso específico en distintos sistemas de medida con diferentes temperaturas de referencia, presiones ycon-tenido en agua.
Las unidades preferentes para expresar el peso específico deun gas son:
— Kilogramos por metro cúbico standard:Peso específico definido para un gas seco a 15 °C y760 mmC.cl.riíí.
PROPIEDADES 15
— Kilogramo por metro cúbico normal:Peso específico definido para un gas seco a 0°C y 760 mmc.d.Hg.
— Libras por pie cúbico standard:Peso específico definido para un gas saturado de aguaa 60°F y 30" de columna de mercurio.
Existe, sin embargo, un sistema que evita la definición de lascondiciones de medición en la fijación del peso específico; es laintroducción del concepto de «densidad».
La densidad de un gas viene definida como la relación entreel peso de cualquier volumen del mismo yel de un mismo volumen de un gas de referencia, generalmente el aire. Puesto que lamayoría de gases considerados están próximos a las condicionesde un gas perfecto, pueden despreciarse las diferencias en compresibilidad, cambios de volumen con la temperatura y contenido en vapor de agua.
1.4.6. Constantes y factores usuales de conversión
Frecuentemente se utilizan unidades no ortodoxas que requieren factores de conversión. Acontinuación relacionamos algunas de ellas.
I m'(n)
l SCF
1 BTU
1 BTU/SCF
1 kcal/mXn)1 ^O"1 °F
1 galón imperial (G.B.)1 galón (EE.UU.)1 1
1 1
1 tonelada de equivalentecarbón
= 37,89 SCF (Standard cubic feet)= 0,2655 nr'(n)= 252 calorías (BTU = British Ther
mal Unit)
= 9,547 kcal/m3(n)= 0,10473 BTU/SCF_ it8r°F)+ 32° (F = Farenheit)= 0,556 °C (F°32)= 4,5459 1= 3,7854 I= 0,2201 galones imperiales (G.B.)= 0,26418 galones (EE.UU.)
= 27,336 X 106 BTU= 6,89 X 10" kcal~ 700 m' de gas natural standard

-
16GAS NATURAL
100 millones de pies cúbicos por día
1000 pies cúbicos de gasnatural standard
20 000 barriles de crudopor día
I barril de crudo
1000 millones de m3 por año
1 millón de t por año
I millón de t por año0,15897 m3
1.5. Características de combustión de los gasesCombustión es la serie de fenómenos físico-químicos que se
producen en la reacción exotérmica de oxidación de cuerpos osustancas combustibles por el oxígeno de cuerpos comburentes
Como comburente se empica siempre en la práctica el airedtdel WS CXCCpCÍ°nfS Se L"i,-« ^ oxígeno puro. Compon
me 21 C" ^^ 3!/0 °XÍgen° + 77 %n¡tró^"- En volumen. 21% oxigeno + 79 "ó nitrógeno. Prácticamente se tomasiempre: 20 %otfgeno + 80 %nitrógeno.
La^combustión viene siempre acompañada de un desprendí-1 esensibil '*"* fenÓnWn°' *" Ia "»**<* de '- «U »ac sensible a nuestra vista por la presencia de la llama lacual constituye la fuente de calor.
Para que la combustión pueda iniciarse ypropagarse es nc-cesano que se cumplan simultáneamente dos condicione;:
- el combustible yel comburente deben mezclarse en ciclas proporciones;
1:1 temperatura de la mezcla debe se- bcalmentc superiora su lempcraíura de inflación.
Oirás dos condiciones suplementarias son precisas para quela combustión prosiga: '
los producios de la combustión tienen que evacuarse amedida que se produzcan;
-"~ción del combustible ycomburente deben ase-0Jrarsc de forma que satisfagan a las dos primeras condi-
PROPIEDADES 17
Para que la combustión se realice en buenas condiciones, esnecesario que:
la cantidad de aire sea la mínima conveniente para obtener una combustión completa;
— se cumplan determinadas exigencias de tiempo, turbulencia y temperatura.
Resumiendo: Los principios de una buena combustión se reducen a «Suministrar al combustible la adecuada ycorrecta proporción de aire, en el lugar apropiado, facilitando las debidascondiciones de tiempo, turbulencia y temperatura, a fin de quelas reacciones de la combustión puedan efectuarse de la maneramás completa posible en la cámara de combustión o en el laboratorio del horno».
1.5.1. Aire teórico
Se entiende por aire teórico la cantidad de aire necesaria ysuficiente para asegurar la combustión completa de un metrocúbico de gas. Se expresa en metros cúbicos normales de airepor metro cúbico norma! de gas.
fe-
Otando un metro cúbico normal de gas está mezclado con unvolumen de aire igual al teórico, se define como mezcla estequio-métrica o teórica. A la cantidad de aire teóricamente necesaria ala combustión se le llama también «poder comburívoro».
1.5.2. Poder fumígeno
Se define como el volumen, expresado en condiciones normales, de productos obtenidos en la combustión completa de unmetro cúbico normal de un gas asociado a la cantidad de aireigual a la teórica.
Dado que el agua resultante de la combustión puede considerarse en estado líquido o de vapor, se distinguen dos podereslumigenos: el seco (denominado comúnmente volumen de humos secos), en el que el agua de combustión está en estado líquido (condensada), yel húmedo (o volumen de humos húmedos),

X
18 GAS NATURAL
que es el volumen de productos de combustión efectivamente aevacuar, en el cual el agua está en estado de vapor.
El poder fumígeno se expresa en metros cúbicos normales dehumos por metro cúbico normal de gas.
Con el poder fumígeno seco, se acostumbra a indicar la concentración máxima de anhídrido carbónico resultante de la com
bustión, expresada en tanto por ciento.
1.5.3. Exceso de aire. Coeficiente de suministro
En la práctica es imposible obtener una combustión completasuministrando la cantidad teórica de aire a la combustión, yaque siendo ésta una reacción química de oxidación, es prácticamente imposible que todo el oxígeno del aire se combine conlas sustancias combustibles hasta completar la reacción. Comoen todas las reacciones químicas, es necesaria una concentraciónde los reactivos y un determinado tiempo y condiciones para quela reacción se complete. Si queremos que todo el oxígeno se combine, será necesario un exceso de combustible que, naturalmente,dará una pérdida importante en el rendimiento térmico. Porello es preferible que haya exceso (mínimo) de aire para que ardala totalidad del combustible. Ello provocará, naturalmente, unadilución de los productos de la combustión y una pérdida térmica por los humos, la cual será siempre inferior a la pérdidapor inquemados. A este exceso de aire se le conoce por coeficientede suministro de aire K. Dicho coeficiente tiene los siguientesvalores para los distintos combustibles: para combustibles sólidos, K = 1,4 a 2,5 (exceso de aire de 40 a 150 %); para combustibles líquidos, K = 1,25 a 1,6 (exceso de aire de 25 a 60 %); paracombustibles gaseosos, K = I, 1 -|- a 1,4 (exceso de aire de 10 a40 °b). Este coeficiente, relativamente bajo para el gas naturalcomparado con el de los combustibles sólidos y líquidos, representa una importante mejora en el rendimiento térmico de lacombustión, a consecuencia de una pérdida más baja en la chimenea y una temperatura más alta de combustión.
A pesar del empleo de exceso de aire en la combustión, en lapráctica se encuentran casi siempre, en el análisis de los humos,pequeñas proporciones de CO y Hfo.
h
\
PROPIEDADES 19
1.5.4. Temperatura teórica de combustión
La temperatura teórica de combustión es aquella que alcanzarían los productos de la misma, si todo el calor de la reacciónfuese empleado en su calentamiento. La temperatura teórica decombustión del gas natural en el aire es de 1 900 °C. Como siempre existen pérdidas de calor, esa temperatura no se alcanza enla práctica. La curva de lajig. 3 indica la temperatura teórica decombustión del metano puro para las diferentes relaciones
Aire primarion =
Aire teórico
Dicha temperatura puede sobrepasar los 2 500 °C, enriqueciendo el aire con oxígeno.
1.5.5. Temperatura de ignición
Es la temperatura mínima que debe alcanzarse para que pueda iniciarse y propagarse la combustión en un punto de unamezcla inflamable de aire y gas. El auto-encendido de una mezclade gas natural y aire, comprendida dentro de los límites de inflamabilidad, tiene lugar a una temperatura del orden de 650-750 °C.
1.5.6. Límites de inflamabilidad
Son los límites de la composición de la mezcla aire-gas paraque la combustión pueda iniciarse y propagarse. Se expresan entanto por ciento de contenido de gas combustible en la mezclaaire-gas.
Por debajo del límite inferior de inflamabilidad, la mezcla noes suficientemente rica en combustible para quemar; por encimadel límite superior de inflamabilidad, la mezcla es pobre en comburente.
1.5.7. Velocidad de deflagración
Una llama estable de una mezcla aire-gas, comprendida entrelos límites de inflamabilidad, se propaga a una cierta velocidad,
I
'

1 —
20 GAS NATURAL
.y c6 "£ cCO w
1 '«X) 3 ^O -O
|iF°l- -o
1 700
—^ — —^ —
1 5i»— '
. f- —- •
1 300
r——
/ — —
—
-- —
_ _
I 100 ñire primario
i_
— —
_ _
mri' secundarlo
—
N
1.0
Fig. 3. — Temperatura teórica de combustión del metano, teniendo en cuenta la disociación en función del factor de aire (»).
2,0
PROPIEDADES 21
que depende de variables físicas y químicas, composición de sumezcla con el aire de combustión, temperatura, presión, formay dimensiones del quemador. Para el gas natural, la velocidad dedeilagración o de propagación es del orden de 0,3 m/s (ver gráfico fig. 4).
1.5.8. Velocidad crítica de retorno de llama
Se designa así el límite inferior de velocidad de salida en lacabeza de un quemador con mezcla previa de aire-gas, compatible con una llama estable; si la velocidad de salida es inferior ala velocidad crítica, la llama se propaga al interior del quemadoren la mezcla gas-aire (el quemador se dice que «se cala»).
1.5.9. Velocidad de desprendimiento de llama
Es el límite superior de la velocidad de salida a la cabeza delquemador compatible con una llama estable: si la velocidad desalida es superior a la velocidad de propagación de la llama, éstase desprende del quemador.
1.5.10. Intercambiabilidad de gases
Dos gases se dice que son intercambiables cuando, distribuidos bajo la misma presión, en la misma red, alimentando los mismos quemadores y sin cambios de regulación producen los mismos resultados de combustión: (lujo calorífico, posición y comportamiento de la llama. Siendo la combustión, por naturaleza,una reacción química, no puede existir una intercambiabilidadabsoluta. Afortunadamente, dicha rigurosidad no es necesaria.Basta con que ciertas características básicas se conserven de forma aproximada.
Los estudios de los problemas de intercambiabilidad han conducido a agrupar en familias a gases de características próximas.Para cada familia se ha escogido un gas, llamado de referencia,que se emplea como tipo en los ensayos de normalización.

/ / •~1 r^|| r-^n
22 GAS NATURAL
*0)
Elo
eV
e•o
90 o
aire primario•a n =
-oaire teórico
80
CD"O
Oo
o>
70 ^.< Gas de referencia (i.* familia)
60
SO——
40
30
< V bk. •*Ga 5 nati ral c
1e referencia (2 • familia) f¿
sv J
20 Áf ^
10 ^ //
^
sS y
0 1
y
0.5 1.5
Fig- 4.—Variación de la velocidad de deflagración en función del factorde aire.
Y
<
1
Familias
Primera
Segunda
Tercera
r*^
PROPIEDADES
Ámbito
Gases de P.C.S. comprendidoentre 4,2 y 4,7 (gases manufacturados) te/m3(n)Gases ricos: gas naturaly aire propanadoGases muy ricos:propano, butano
23
Gas de referencia
Gas de P.C.S.de 4,5 te/m3(n)
Metano puro
Butano puro
Los gases de la misma familia son normalmente intercambiables.
Delbourg, de Gaz de France, ha definido ei diagrama de intercambiabilidad de gases, en el cual cada gas viene representadopor un punto expresado en coordenadas rectangulares (potencialde combustión en abscisas e índice de Wobbe en ordenadas).
Mediante curvas experimentales, derivadas del comportamiento de la llama de un gas a su desprendimiento de laboca del quemador, retroceso de llama o combustión incompleta, se puedetrazar el campo de funcionamiento correcto de un quemadorpara un gas determinado. En el gráfico de la figura 5 representamos el diagrama de Delbourg para los gases de las tres familias.
Cualquier gas cuyo punto representativo en el diagrama caigadentro de las áreas ralladas, es intercambiable con otro gas dela misma familia.
índice de Wobbe y potencial de combustiónEl comportamiento de un gas en un quemador viene caracte
rizado, como hemos citado, por sus coordenadas en el diagramade Delbourg: índice de Wobbe, potencial de combustión o índicede Delbourg. El índice de Wobbe viene definido por la relaciónentre la potencia calorífica superior de un gas y la raíz cuadradade su densidad respecto al aire.
P. C. S.W =
El índice de Wobbe corregido tiene en cuenta el balance existente entre el contenido en CO, C02 y 02 del gas (coeficiente K2),así como el efecto de los hidrocarburos más pesados que el metano (coeficiente K¡).

TI
24 GAS NATURAL
r 250OO -
W
| Butano\ 1
ÍG
ji 1*^ Referencia 3? familia
• 20 C100 -
AS'\
3? "2L*Butileno
1LIMITE EXTE
GASE
UOR
DSAS
ÍELA
'OSIB
Propano ^7P\ME2 :las LES/P^^^? ^\
ropiler 0
0^
LIMITE EXTERIOR DE LAS "
MEZCLAS GASEOSAS POSIBLES
o
/
,Et.mo
• 15.0on — N <5jEtilenc •
<jas na ural -
f
/i
ríe referencia „ /Combustión higiénica N%>r--- taño
500./
UOMWA¡XTGAS 2? Y/JA
Me
.P. 13.?
1/ //w¿
10.000 — -io/
y - \ 4— ®4
//
Hidrócji L'IIO —W=1
c =
.500
380SI i
-4—
—
$1 11
A .P. 6.500-j,
11
rnmhtBtlftn no^Vigiér» ca J
•5.00o -4-
o
o
3
g.
(D
o
-^>^> GAS 1? ¡^5% FAMILIA f^^T^^ ^ " 1 <*^.
V.
M^e
LIMIlt fcXIEHIOR -
DE LAS MEZCLAS
i
lefererKia 1? Famil a
3ASE(JSASf- OSIB LES-
( )xido c ecarb6n
IWT
c
50 100 150
Fig. 5.—lnlercambiabilidad de los gases de la 1.a, 2.* y 3.' familia.
A°'h
xo
7>
rmm^ r- J .«mm^ •'*•""-£
PROPIEDADES
W corre* = K, X K2 X W
en los gráficos (figs. 6 y 7) se determinan dichos valores.
El potencial de combustión viene definido por la fórmula
H2 + 0,3CHi + 0,7 CO + VXaCnMni
25
C = Uíd
donde d = densidad del gas respecto al aire;
proporciones volumétricas centesimales de dichos gases;
a = constante que tipifica la velocidad de llama del gas;
^ | constantes definidas por las curvas adjuntas, función del con-y [tenido en oxígeno y del índice de Wobbe corregido respec-
)tivamente (figs. 8 y 9).
Los valores de la constante a, de la densidad d y del índicede Delbourg o potencial de combustión c de los gases másusuales, vienen indicados en la siguiente tabla.
Gases
HidrógenoOxido de carbono
Metano
Elano
PropanoButano
1.00,70,30,750,95
1.0
1.5.11. Diagrama de combustión .11
0,0700,9670,5551,0461,5472,071
>&<k--
3,7971,240,373,376,469,5
En el proceso de combustión de un gas, los productos obtenidos como consecuencia de la misma pueden ser de distintanaturaleza para un mismo gas, según cuales sean las proporciones relativas de aire y gas.
Para un gas de composición determinada, es posible representar, bajo forma de diagrama, la composición de los humos

26 GAS NATURAL
2000 ¿000 6000 8000 10000 12000 14000 16000 18000
Fig. 6. — Coeficiente K\ del índice de Wobbe (2.* familia de gases).Gas natural.
X
/
1.10
K2
1.00
0.90
0.80 ^s;1000
m./)OiO¡>r.o,
"res
-5 0 5 10 15 20
Fig. 7.— Cocficienlc K¿ del índice de Wobbe (2.a familia de gases).Gas natural.
1.4
1.3
1,2
1.1
i.o
0 0,1 0¡2 Q3 QA 0.5 Q6 07 .00 09 1,0Fig. 8. —Coeficiente U del potencial de combustión (2/ familia de gases).
u,
s-*
—
Osvs
s
0.1000-^-
1,15
1.10
1,05
1.00
0,95
0,90
0.85
0.8010000 11000 12000 13000 14000 15000
n r-t
L

í i
23 GAS NATURAL
secos procedentes de la combustión. Denominado diagrama deOstvvald, está trazado en coordenadas rectangulares: porcentajedo oxígeno de los humos secos en abscisas y de anhídrido carbónico en ordenadas. Se completa el diagrama, de forma triangular, con el porcentaje de inquemados obtenido en la combustión.
El diagrama de combustión (fig. 10) permite determinar elexceso de aire de la combustión y la composición completa delos humos secos, cuando se conocen por análisis las proporciones de C02 y O2 de los productos de la combustión.
tí* COC02 CO?
Proporción del gascarbónico por cien
0 1 2 3 i 5 6 7 8 9 K) 11 12 13 H 15 16 17 10 19 20 21
Diagrama de combustio'n del gas natural.
Fig. 10.
PROPIEDADES 29
Ejemplo:
Hemos encontrado por análisis de los humos:
C02 = 8 %
02 = 5,7 %
El punto representativo sobre el diagrama es el punto A.Dicho punto está situado en la zona de combustión con exceso deaire. Sobre el diagrama encontramos que el valor del excesode aire es 0,3, o sea 30 %.
CO H2Igualmente encontramos que: = 0,1 v = 0.08.
H C02 y COa
Por tanto, la composición completa de los humos en % envolumen será:
C02= 8
02 = 5,7
CO = 0,8
H2 = 0,64
N2 = 84,86
100,00
.a1.5.12. Rendimiento de combustión
Se entiende por rendimiento de combustión la relación entrela cantidad de calor cedida por la combustión, respecto a la cantidad de calor suministrada por el combustible.
Se expresa por:
Rc =Calor suministrado — Calor arrastrado por los humos
Calor suministrado
_Q-qQ

30 GAS NATURAL
El calor suministrado es la cantidad de calor aportada por lacombustión, que comprende:
— lel calor latente del combustible, que en el caso de un gases su poder calorífico. Como en la combustión de gases elcalor de condensación del vapor de agua no se recuperaen la práctica industrial, es corriente referir los cálculosal poder calorífico inferior;
— el calor sensible del gas, si éste está precalentado; en lapráctica, los gases de poder calorífico elevado se utilizansiempre a temperatura ambiente;
— el calor sensible del aire de combustión.
En el caso en que el aire y el gas se utilicen a la temperaturaambiente, se desprecian los calores sensibles correspondientes,y se efectúan los cálculos tomados como temperatura de origen 0 °C.
El rendimiento de combustión en los gases toma entonces
la forma:
R, • =P.C.I. — Calor de los humos
P.C.I.
T>
1.5.13. Rendimiento propio del horno\,
Como la inmensa mayoría de las operaciones térmicas se realizan dentro de un horno, se llama rendimiento propio del hornoa la relación de la cantidad de calor realmente utilizado o absorbido por el material tratado, es decir, el calor útil Q,„ respecto alcalor cedido por la combustión, la cual se expresa por:
Q»R„ =
Q-q
Rendimiento total de la operación térmica
Es la relación del calor útil respecto al calor suministrado, yse expresa por:
R,O, Q,
OX
Q
O= Rn X Re
r-^ "^1
PROPIEDADES
tota,,. tanto mayor cuanto^o^eaT^^r
prect^^atSrre ÍES?* ~ *^ «*posible, y que la t-™ '^ ai í* manera m& Perfectachimenea^a lo máb%To2¿Vs* dec"™8 ?""*» a,acalor arrastrada ñor loTíT P°Slb,e- ,Es decir. Que la cantidad dediendo a, mfato" de calorZT ^m<nÍma P°S¡ble' ««•*«•de calor sensilpo empeatJra de", 'T^^ *al mínim°aire. P lemPeratura de los humos y por exceso de
¿^lat^t'sea e,evad°' -posible a la cantidad de calor útU a " aPr°XÍme '° más
lor^oSTefhor «tcTr-Tr^ V" *"* de »tibilidad através Te ¡al™¿ . *?**? d& Calor P°r c0»duclas pérdidas de rad!ación norl ?° yf""^0"68 deI h°™o.Por la temperatura de t,feUra.S y)as pérdidas de calorhorno. dC 'OS P'"du«<* elaborados a la salida del
15.14.
dD¿8crbausd,lCOn,enÍd0 de Ca,0r de '<* Cuetos
tos «£ clZTt rcd:tLU„eenacCTCtón "J"^^ '<* P'°d-de combustión c^X^t'aT **\ forma^°le (casobus*» incompleta feon' £^5™ Cme ^ * C°m"de Z£Z£fZzÍZTTcaIorífico de ,os •«*«*»es aquella cantidad de ca!Ór oue >* *VaCUación; el caI°r latente™cos si „UD¡esen pX^í^bS^* ,os inc,ue-caioXudei:/;~a0fde^rf -epr?entar eigrama, expresado éste ln MjT"^ baj° forma de dia-inrerior del gas considerado '^ * b P°tencia ca,°''í(¡<*
t

i •^j
Fig. 11.— Diagrama de las pérdidas de calor por los productosde combustión.
v-^j
PROPIEDADES 33
Dicho diagrama, trazado en coordenadas rectangulares, expresa enordenadas el porcentaje calorífico del PCI de los productos de combustión y en abscisas el factor aire (por exceso o pordefecto) característico de la combustión.
Acada temperatura de los humos de combustión, corresponde una recta que traduce, en función del factor aire, el contenidocalorífico porcentual de aquéllos.
Ala derecha del eje de ordenadas viene expresada la combustión completa con exceso de aire; a la izquierda del citado eje,la combustión incompleta por falta de aire. Ambas regiones están separadas por el eje de ordenadas que corresponde a la combustión completa sin exceso ni falta de aire.
Estando caracterizada la combustión incompleta, con o sinexceso de aire, por el factor aire y por la relación entre el contenido de CO y de C02, este tipo de combustión acostumbraa no respetarse en el diagrama, por motivos de simplicidad.
El diagrama indicado anteriormente (fig. 11) corresponde.alde un gas natural de potencia calorífica superior á 9800kcal/m3(n).

tng *mm£ *-^| ^^ ^ r^mg
\l
t
-
CAPITULO II
Consideraciones sobre el empleode gas natural
3T
2.1. Aspecto global de la utilización del gas natural
El gas natural tiene un extenso campo de utilización, queva desde el uso doméstico hasta el campo industrial, donde puede justificarse su aplicación en casi todas las ramas de la industria.
Mundialmente, el mercado del gas se clasifica en «doméstico»e «industrial». En algunos países se reconoce un tercer sectordenominado «comercial» o «colectivo», situado entre ambos.El mercado doméstico incluye el gas usado para la cocina, lacalefacción y la produción de agua caliente. El mercado comercial comprende el uso del gas para la calefacción y producción deagua caliente en establecimientos públicos, oficinas, talleres eincluso en grandes edificios, así como en hoteles, restaurantes,escuelas, piscinas, etc. A fines estadísticos, este mercado seincluye normalmente junto con el «doméstico». Finalmente, elmercado industrial es muy extenso y comprende desde su utilización en los sopletes de los talleres de joyería, hasta las grandessiderurgias, industrias químicas y centrales térmicas de electricidad.
La tabla 1 muestra el mercado de gas (natural y manufacturado) de 18 países miembros de la I.G.U. (International GasUnion), señalando el consumo por separado para la producciónde electricidad, aplicaciones domésticas y comerciales. Los datos

36
.2— o
8jS«.2 'SiS"T s
roo
§¡8*lf|ls
Sog¿) O 4*
33 O£Oq.2 x
a
2í25a ^e c c
©•-
mia
< *i (0j c a>
O
**•
8 o*
*>~*'2 asr>o v.
•a «
si•a-3
*á5*co
U"ar-
"3"3
O*
•a
•5o
S3«/»S
3
t--
GAS NATURAL
. »r»'H*oo«inN-HN*qM¡nr;«aI S S ^ S i'í'H t.o. oo.t.^fiK') t».u\qq1 o~hu"To-*'-<'oo©©o\©~híno\—< o
o\ N OO r>. t>- Hrir^-H co ^«(H* r";* w ^vo* o\ o w" m * -'O««¡o¡p\-;!^£r£S2líZ£^XifCj-rt-roíN^-fS^rMoorO—• — in m «-< ~*
¡Srvo!-<<>i--o\oor-'»a->ntoo^N>oooooo\- - ooi>0-<
•* ID -O.-« ON ts
© m On oo vo
" •* o
oo oo o n >o * p s. S2Sa*SPrt,oad.iíi'*.ñ-.slI N%f*in h N -* O N h O r- - t N O
© o\ © «*l oo «*\ «-j, ©„ "*>. »"¡, •*! r*v *"1 °°.ro uí N t>r: ?P í9 * ^ 5? "^ ° ^ ""*
©_N N OS >h
SKK5?ío'SF^Wío-oí5roooíñ^^ior-
<t »h m
íNio*o©ro©o\r-<s—<oA©-*o>fQ^jr-Hf*}gj
_ S3 -c4 ov oo t>- -^ oo t~-
•^-^f-'l-m^i'OOONo» "t oo his t>
»-!«-<©
i/ioof*>"3-©<Nro£}©H. H. *. H. ^ *• °- *• --< rí o O ^' O -< O O O
~h oí «S q >o vq h;o ** t~~ r«." >o o» •<•
r-i <m rl —•r- -r r- o
H\o<Or>-l>inO\HOi/1ui<hOON'0>OI>>0»
H (s Ov OOOHMNON « <-<
OO *!• vO ro «-« OO 0\oo —«_ <> ^h oq 0\ ©M3 O <^í O «+ «-" ©
© r>
o\ i-
<¡q vo^ <t r-. ■♦.
c>í rí a >0 *t
n io \o oo m ,rtin n H^t oh rt * |n m ooo\ m op oo
el "O'3 'G •c
O
(4'C
r<J
.2rl rl •rt
I-a rt •S •a el S CQ
>ja
210
3
•cc/>
3
•aniC
8 1 uC H
suc3
.2"3 2""o
CO
"o
d
63
tí<
—i
tí—1
oCJ)3
CONSIDERACIONES SOBRE EMPLEO DEL GAS 37
se refieren al consumo del año 1973, excepto para Canadá y Japón, que se refieren a 1971. Para cada aplicación, los datos estánexpresados en Tcal (1012 calorías), porcentaje del total y Gcal/pob.,o sea 109 calorías por habitante.
Como puede apreciarse en los datos de la tabla 1, el consumode gas en U.S.A. y U.R.S.S. representa el 78 °/o del total de lospaíses considerados. Tomando el conjunto de dichos países, resulta que el 20,7 % del consumo corresponde a la producción deenergía eléctrica, el 46,5 % al sector industrial y el 32,8 % a losusos domésticos y comerciales.
La tabla 2 detalla el gas vendido en 1973 para distintas aplicaciones industriales en los mismos países de la tabla 1, expresado en Tcal (millones de termias), así como en porcentaje deltotal.
TABLA 2.— Ventas de gas en 1973 para distintas aplicaciones industrialesen los mercados de los 18 países de la tabla 1
Mercado industrial
Industrias no especificadas separadamenteIndustrias químicas (excluido prod. combust.)Industrias siderúrgicas y metalúrgicasIndustrias metalúrgicas (prod. no férricos)Productos minerales no metálicos
Alimentos, cerveceras y tabacoMadera, papel y derivados, imprenta y public.Textiles
Minas (excluyendo combustibles)Total
Tcal
382,857 36,1650,844 17,0588,965 15,4
486,825 12,7388,694 10,1183,048 4,863,792 1,762,171 1.6
21,431 0,63 828,627 100,0
Es indudable que el gas, debido a sus limitadas reservas, debería utilizarse preferentemente en aquellas aplicaciones específicas en las que supone una gran ventaja en relación al uso deotros combustibles. Sin embargo, los problemas de transporte ydistribución por tuberías obliga, a veces, a consumirlo en grandes centros industriales de marcha continua y en centrales térmicas, las cuales podrían utilizar otros combustibles a fin deconseguir una c\plol;i<iñn económica de la distribución.

f_r^l ,r^f ,^-i ^-1
38 GAS NATURAL
C. Purkis, Presidente de la «Institution of Gas Engineers»de Gran Bretaña, en el Congreso Internacional de Gas celebradoen 1976 aconsejaba las siguientes preferencias en la utilizacióndel gas natural:
a) En el caso de disponibilidad limitada de energía, el gasdebería utilizarse preferentemente en aquellas aplicaciones específicas para las cuales es más apropiado. En general, ello corresponde virtualmente al conjunto de usosdomésticos y comerciales y en los procesos industrialesespeciales que necesitan contacto directo con la llama.Solamente cuando estos mercados estén abastecidos, puede extenderse progresivamente su utilización a otras aplicaciones menos específicas, aunque económicamente interesantes, para, finalmente, utilizarlo en aplicacionesdonde otros combustibles menos nobles pueden emplearse igualmente bien, teniendo en cuenta que dichas ventaspueden ser necesarias para la economía de la explotacióny distribución. En la mayor parte del mundo, la relacióndemanda/suministro requiere la venta de ciertas proporciones de gas en contratos interrumpibles. Naturalmente,ello es un deseo de perfección; la elección del combustible apropiado en cualquier momento puede ser estrictamente limitada; las cargas de distribución tienen que serequilibradas; puede necesitarse una amortización más omenos inmediata de las inversiones; deben conseguirsecontratos de suministro a largo plazo; emergencias nacionales o prioridades pueden anteponerse a cualquierotra consideración.
Ello nos lleva al uso del gas para producir electricidad.La Comunidad Económica Europea ha recomendado que«el gas natural debe convertirse en electricidad únicamente cuando no puede utilizarse para otros fines, o encasos de necesidades técnicas o económicas».
b) Así como existen utilizaciones de gas que tienen prioridad, también hay sectores del mercado que deben atenderse preferentemente, como la producción de energíatotal o el aire acondicionado basado en el ciclo de absorción.
í(i
i i~i
CONSIDERACIONES SOBRE EMPLEO DEL GAS 39
c) El concepto de; «eficiencia» en el uso del gas debe serinterpretado conuna amplia base de sentido común. Aunque la «eficiencia» debe, en general, fomentarse, otrosfactores pueden ser comparables o incluso ser de mayorimportancia. Uno, es la selección de la óptima aplicacióndel gas a una determinada situación; otro, es el proyecto y economía de un sistema total de energía, en el cualel gas es el único elemento disponible.
d) En cualquier discusión sobre la utilización del gas, nodebe olvidarse al usuario. El ingeniero gasista no ha terminado su misión, tras conseguir la óptima eficiencia ypromover la conservación de energía, hasta que se hapuesto en contacto y discutido el asunto con la personaque debe utilizar el gas. Para aclarar la expresión «usosespecíficos del gas», es decir, aquellos usos en que elgas es insustituible o debe tener prioridad, la Comisiónde utilización de la IGU (International Gas Union) haseñalado los siguientes:
— Usos donde los gases de combustión entran en contacto directo con los productos elaborados.a) Calentamiento directo del aire por el gas natural:
ventilación y calefacción de locales industriales,torrefacción de café, cacao y nueces, cocción depan y pastas, hornos de grandes cocinas, hornosindustriales a fuego directo.
b) Decoración del vidrio y porcelana.c) Secado en general: té y productos farmacéuticos,
productos agrícolas y de alimentación, tintas, papel, cartones y pinturas.
d) Esmaltado a fuego directo.e) Calentamiento de líquidos y fusión de aleaciones
ligeras por combustión en tubos sumergidos. Combustión sumergida directa: calentamiento de líquidos, fusión y concentración de productos químicos.
— Utilización del gas natural para producir atmósferascontroladas.

40 GAS NATURAL
— Utilización exigiendo un control muy preciso de latemperatura o de variaciones considerables de caudal.
a) Pulido y moldeado de vidrio.b) Soldadura automática.c) Oxicorle.d) Secado por infrarrojos.e) Operaciones térmicas específicas:
— Calentamiento directo a la llama de matrices
y moldes de fundición.— Esterilización a la llama de latas de conservas.
— Calentamiento rápido por medio de quemadores llamados de convección de piezas metálicas.
— Temple superficial por caldeo directo de piezasmetálicas al soplete.
— Flameado y tostado de tejidos, torcidos, etc.— Soldadura de plásticos.— Oxicorte, soplete de orfebrería.
v2.2. Ventajas del gas natural
Las principales ventajas de su empleo son las siguientes:
— El gas está disponible instantáneamente sin necesidad—como ocurre con otros combustibles— de bombearlo,calentarlo o pulverizarlo: no hace falta adquirirlo conantelación, ni formar un stock de reserva para su empleo.Ello libera a la industria de importantes inmovilizaciones.El gas se paga al mes siguiente de haberlo consumido.
— El caudal de suministro de calor es regulable, en una extensa gama de aplicaciones, con el simple accionamientode una válvula o una espita.
— La regulación automática es sencilla y precisa, manteniendo constantemente la temperatura o la presión al variarla carga. También puede obtenerse una determinada ley decalentamiento siguiendo un programa preestablecido.
— El calor puede aplicarse exactamente donde y cuando esrequerido.
^H "^
CONSIDERACIONES SOBRE EMPLEO DEL GAS 41
Para múltiples aplicaciones, el rendimiento de combustión es superior al de otros combustibles, por permitir unaregulación perfecta y constante del exceso de aire para lacombustión, la cual puede reducirse al mínimo.
— Los equipos y quemadores de gas son fáciles de limpiar yde conservar.
— El contenido en azufre es muy bajo, y la combustión degas no da lugar a residuos, formación de humos negros,cenizas o escorias; el gas natural no contamina la atmósfera.
— El gas natural puede utilizarse por sí mismo para obteneruna atmósfera inerte.
— Los gastos de mano de obra para la explotación y mantenimiento de los hornos se reducen al mínimo.
— La calidad de los productos puede mejorarse notablemente al no existir peligro de reacciones químicas por la presencia de azufre, polvo u oxidación por exceso de aire aaltas temperaturas.
— La productividad o la potencia de los hornos puede mejorarse, en determinados casos, debido a la flexibilidad delgas para adaptarse a una reducción del ciclo operativo.
— La combustión del gas puede cesar instantáneamente tanpronto como cese la demanda de calor de los aparatos deutilización, lo que le hace muy adecuado para cargas variables e intermitentes.
Las desventajas del gas natural afectan más al suministradorque al consumidor, y provienen de la obligación del suministrador de mantener unas constantes de suministro, cualquiera quesea la carga de los consumidores.
A fin de mantener un factor de carga elástico puede ser necesario vender gas a los grandes consumidores industriales concarga constante, aunque sea para usos que no se benefician de susventajas específicas.
1 *=i
42 GAS NATURAL
2.3. El problema del coste del combustible
Aparentemente, parece que el gas natural podría desplazaren la industria a otros combustibles sólidos o líquidos únicamente cuando el precio de la termia (1000 kcal) resulte comparable. Normalmente, el precio de la termia del gas es ligeramente superior al de los otros combustibles. No obstante, cuandola calidad del producto a fabricar es primordial, o cuando el coste del tratamiento térmico representa un bajo porcentaje en elprecio de coste del producto, tiene poca importancia el precio dela termia de combustible.
Este caso se presenta en la fabricación de cerámica fina decorada, porcelanas y aislantes eléctricos, en el recocido y decorado del vidrio, recocido brillante del acero, determinados tratamientos térmicos del acero, fabricación de productos químicos,cosmética y productos alimenticios como pastelería y pan, asícomo en la producción de leche, café y huevos en polvo, etc.
En estos casos debe elegirse el combustible más puro y máscómodo, aunque resulte más caro.
Otros procesos industriales exigen el uso específico del gas:tratamiento a la llama de aceros, temple instantáneo, oxicorte,generación de gases inertes, calentamiento por rayos infrarrojos,secado de papel, productos químicos y agrícolas, fusión de aleaciones ligeras por tubos sumergidos, combustión sumergida,industria textil, etc.
Finalmente, en los demás procesos térmicos industriales, laelección del combustible no debe depender únicamente del preciode la termia del combustible, sino que deberán tenerse en cuentaotros factores, tales como:
— el precio del combustible por «termia útil», es decir, teniendo en cuenta el rendimiento de la combustión y delhorno de tratamiento;
— posibilidad de recuperar el calor perdido por la chimenea,prccalcnlando el aire y el gas;
— reducción de la mano de obra de manutención del combustible y de explotación de los hornos:
i r*i
CONSIDERACIONES SOBRE EMPLEO DEL GAS 43
_ reducción de los gastos de mantenimiento yreposición delos refractarios;
j UA*A He los nroductos o disminución de re-
- S^pSSff£ 522* «*•al fuego (ambien"te neutro o reductor);
_ aumento de la potencia y productividad de los hornos;_ gastos de amortización de las ****™£¿^miento, preparación ytransporte de los combustibles.cuente desm.es de un estudio detallado ypreciso del con-Solamente aespues ut u> c__..i„ una decisión
de la termia del gas resulte más elevado.
2.4.
z>
Consumo específico de gas en procesosindustriales
El consumo específico de gas se define por el consmnade g,de una instalación industrial por unidad ut.l de producción(M. Kg. n.° piezas).
El requisito básico de todo proceso industrial utilizando gascon!*"encalentar el material procesado para <*"%££»emociones físico-químicas deseadas, es decir, el nivel de tempe^ZydeSormidad requeridos, en el tiempo mes corto posi-ble ycon el consumo mínimo de gas.
Ello implica que la combustión de gas yaire debe efectuarseen la proporción'conveniente para obtener una combustión^com-nk a utilizando los quemadores apropiados; que la plana uPhmn; e^ícual el proceso térmico ^^^^^2lor de combustión de la manera más efectiva al material trataao"minimtL pérdidas de calor externas; qu<= la '£«de calor se efectúe de la manera más eficaz y en la forma masÍropiada (radiación, convección oconducción); finamente quedesoués del proceso, la mayor parte del calor posible sea recuÍerado del material procesado yde ios productos de la combus-lion.
V
r*!**^
44 G/1S NATURAL
Estas cuatro condiciones pueden resumirse como sigue:— Uso de modernas técnicas, mayor control de la combus
tión, equipo de modernos quemadores y mejor utilizaciónde la planta.
—Aumento de la transmisión de calor de la planta y tambiénde productos tratados unitariamente.
- Reducción de las pérdidas de calor, especialmente por aislamiento térmico de los aparatos y hornos en los que tienelugar el proceso, y recuperación de calor de los productosde combustión y de los productos elaborados, medianteregeneradores y recuperadores.
- Proyecto de instalación de aparatos o procesos especialmente concebidos para el tratamiento térmico deseado, enlugar de adaptar aparatos u hornos capaces de cumplirüilcrenlcs requisitos en distintas operaciones.
Vamos a analizar cada una de estas condiciones. $>
2.4.1. Aplicación de técnicas modernas
tradEo TTn°{ adeCU,ad° ^ 'aS Pr°P°rcion^ ^ aire-gas suministrado a los quemadores, junto con el control de la presión yemperatura del horno, son esenciales. Aunque esas técnicas no
son nuevas yla importancia de las mismas es ampliamente rcZnouda no se aplican todavía suficientemente. Desde \uc«ti c|conlrol apropiado de la combustión es, todavía, uno de los mé
micsl.a la exper.enc.a, la incorrecta proporción o variación deÍrT^l,ü"' ^ ,,aS CantÍdadGS dC gaS yde ai- ocasión da"naciones cn |a carga cs (odavía ¡a causa
™,rssui1,ü,s Tcííicos-Pür c,,ü'dcbcn «**'«™ --c rrcct i V ,US|,n"n(,S' '*'ra —-'• «I la combustión esponcela y d.sponer de mecanismos de reculación de la me/ch.as-ane, manteniendo constante ,, proporción par, l,s chTc en'••'« variaciones cl« consu.no o de carga.
En varios casos I,.- podido oonomizm••;»• más .l ? <<>..- ,,„ (.i"istmio (l • m.h! i. |.l ! .,,,|;. ..,. ,,; , , Kl
r~m^
CONSIDERACIONES SOBRE EMPLEO DEL GAS 45
de calentamiento de grandes piezas para forja, se consiguió unadisminución del 10 % de consumo de gas, incorporando un control de la presión dentro del horno (Austria). En un horno decrisoles de fusión de vidrio se consiguió una economía del 16 %,mejorando y controlando las proporciones aire-gas de la com*bustión (Alemania Federal).
Uso de quemadores apropiados
Aunque los tipos de quemadores han progresado mucho enestos últimos años, encontrándose actualmente en el mercadoquemadores que cumplen los requerimientos específicos en cuan-,to a combustión y forma y dimensiones de la llama, todavía seutilizan hoy en día quemadores antiguos y poco' eficaces. Puedeconseguirse economizar combustible sustituyendo equipos antiguos de quemadores por otros más apropiados. Pueden encontrarse ejemplos de sustitución de quemadores que han producidomejoras de rendimiento: en un horno de calentamiento de lingotede aluminio se obtuvo un 50 % de reducción en el consumo degas (Gran Bretaña); una economía del 24 % se obtuvo por elmismo motivo en un horno de crisoles para fusión de aleacionesde aluminio (Alemania Federal); y se obtuvo una economía del51 % en un horno para calentamiento de piezas de acero antesde forja (Checoslovaquia).
Mantenimiento
La falta de mantenimiento o conservación es causa de queplantas bien equipadas trabajen con un rendimiento inferior alque sería de esperar. Un ejemplo típico se presenta en recuperadores insuficientemente controlados, presentando pérdidas entrelos productos de combustión y el aire de combustión; bajo pre-calentamiento del aire yfalta de control en las proporciones aire-gas (Austria). También se encuentran bajos rendimientos por de-Icclos en el cerré de las puertas, grietas en las paredes del horno, asi como por falla de tiro (Gran Bretaña)
2.4.2. Incremento de la transmisión de calorEl calor es transmitido n ln<- m-Hfi-í-di- ii-»|.,,|, "...

r^-J
46GAS NATURAL
recinto de la estructura o laboratorio del horno, mediante unconjunto de radiación, convección y conducción. Incrementandola transmisión de calor, disminuye, en general, el tiempo requerido para calentar y tratar los materiales sometidos al proceso.Ello supone las siguientes ventajas:• reducir el tiempo de permanencia a determinada tempera
tura puede evitar o reducir efectos indeseables en el procesode los materiales, como es la oxidación o la decarburaciondel acero;
o aumentar la uniformidad de temperatura dentro del horno, loque ocasiona una mejora en la calidad de los productos ydisminuye el rechazo, como, por ejemplo, en las industriascerámicas y fabricación de refractarios;
o la producción o potencia del proceso puede incrementarse,lo que permite aumentar las amortizaciones o requerir menos espacio por unidad producida;
© el incremento de producción representa, normalmente, unincremento en la aportación de calor a los materiales por unidad de tiempo, pero no necesariamente un incremento equivalente de pérdidas de calor. Es decir: el consumo especificode gas mejora.
Rccirculación de gases ele combustión
Un método para incrementar la transmisión de calor a losmateriales consiste en aumentar la velocidad de circulación delos gases alrededor de los materiales en tratamiento. Este método incrementa la transmisión de calor por convección, reduciendo el tiempo de elevación o permanencia a una determinadatemperatura y aumentando la producción o potencial del horno.Dicha técnica también promueve una mejor distribución de latemperatura durante el proceso y puede también ocasionar unaumento de calidad y vina reducción de rechazos.
Una manera tradicional de aumentar la velocidad de circulación de los liases de combustión es el rec ¡ciado de lodo o partede los mismo-; -drededor de la cania, por medio d«- cuidadores.
1 *^*"i ^^i
47CONSWBRACONBS SOBRE EMPLEO DEL GASj- *n el uso de quemadoresOtra técniea más reciente radica n ^ üpo de
de aÍta velocidad o^^^¿* ™la b°Ca"Tquemadores es de P^f^a «£no auna presión adecuada,dor del aire-gas *°*^**™£ ge efectua la com-La restringida cámara del quemado &una velo.tustión produce una *^*XZ* del chorro del quemacidad de 100 a200 m/s-™°f^clcvada rCcirculación dentrodor se utiliza para promover unadeí recinto olaboratorio del horno- ^ ^
Un ejemplo de aplicación ~"s^ a; de aUa velocidadmadores3 convencionales ^ ^^J, piezas de forja. LasZ un horno de calentamien opara ffan V^ ^ ^ Uodimensiones del ^^'X%U¿é*d que reemplazaban225 m, con 34 quemadores de alta producción de
otro; tantos quemadores^^^onsurZ específico depiezas continuó siendo --^^Succión que representagas se redujo de 65 nv/h a 5Cm^/n ^ ejemplos:una economía del 23 * (A»*n£ ^emo crisol para ia fusiónuna economía de un 41 %en un £*n ^^ Mn 0/ ende bronce ymetal -Moncl. (Francrn). miento ydisininu.
de acero (Gran Bretaña). ^Esta técnica, sin -^^^^*»• «<*Tconseguir una mejora dc» ^^^^s pueden ser muy du-condiciones operatonas, dichos que' desarrollada.y el
dosos dada la alta intensidad de «omb ^ nQalto omedio nivel de ^^c.»^^ quemadores, debees una característica del ™¿£ £j™tee\ posibilidad detcnerSe ^J^^Ksu aplicación a un procc. ^ ^ ^
Aunque la mayoría de me o^cn y> especi ,.la carga se obtienen P°^"^°"Ua velocidad, pueden ob-mente, por el uso de ^ma^8 ^ consumo especifico detenerse mejoras muy impo, tan^ muflas cambigas suprimiendo barreras nnc^i»». & siendo ddores de calor, «lefa^ ,„ combustión

II U "^"l ^^l
48 GAS NATURAL
directa en gran número de aplicaciones. Por ejemplo: en los hornos de cocción y decorado de productos cerámicos, en el esmaltado de piezas metálicas, en el recocido y decoración de vidrioen las «arcas», en el calentamiento directo del aire, en el secadoy preparación de productos agrícolas e industriales, en el calentamiento por combustión sumergida, etc.
También la importancia de la temperatura entre el medio calefactor y el material procesado puede mejorar sensiblemente elconsumo específico. Se obtuvo una mejora de un 29 % en el secado de papel por rayos infrarrojos, incrementando la temperatura de la superficie radiante de los paneles de 800 a 1 100 °C (Holanda).
Están siendo estudiadas otras técnicas para incrementar latransmisión de calor, como por ejemplo el uso de combustiónpulsada en la industria cerámica (Holanda); la combustión enel lecho fluidificado para la calcinación del yeso, utilizando untipo de quemador de combustión sumergida (Gran Bretaña).
.O
2.4.3. Prevención y recuperación de calores perdidos
Probablemente, la manera más práctica de mejorar la eficacia de una planta u horno y el consumo específico de gas, es lamáxima recuperación posible del calor suministrado y que no seutiliza expresamente en el material tratado. Estas pérdidas sepresentan a través de la estructura misma del horno, como calorarrastrado fuera del mismo por los materiales descargados y,principalmente, por el calor contenido en los productos de combustión que se evacúan del horno.
Aislamiento
La sustitución de ladrillos refractarios por ladrillos aislantesy, recientemente, el empleo de aislantes ligeros o fibras cerámicas aislantes, es uno de los medios más eficaces para evitar pérdidas de calor debido a la estructura del horno o aparato térmico y por sus fundaciones, reduciendo el calor transmitido a laatmósfera por las paredes y bóvedas, así como reduciendo lamasa térmica de las mismas. El primero tiene más importanciaen procesos continuos y el segundo en procesos intermitentes.
,*°m*Q . /^Tj
CONSIDERACIONES SOBRE EMPLEO DEL GAS 49
Como ejemplo de las ventajas de la sustitución de ladrillos refractarios por fibras cerámicas aislantes, podemos citar un hornointermitente de 3 m X 4,5 m de sección para recocer piezas deacero y para normalización, destruyendo las tensiones en el material. El horno con los ladrillos refractarios disponía de 12 quemadores a plena potencia y necesitaba 15 h para alcanzar la temperatura necesaria. Después de la sustitución del revestimiento,con solamente 10 quemadores a 2/3 de la potencia, empleabasolamente 5 h en alcanzar la misma temperatura (USA). La economía térmica conseguida con la modificación equivalía a unamejora, en el consumo específico de gas, del 82 %.
El aislamiento térmico de hornos no es ninguna novedad técnica, pero la disponibilidad en el mercado de nuevos materialesaislantes, más eficaces y con nuevas propiedades, permite mejorar el consumo específico de gas, adoptándolo convenientemente en hornos ya existentes.
Recuperación de la carga térmica
La extracción y reciclado del calor contenido en el materialtratado, es general y tradicionalmente empleado en procesos detipo continuo para precalentar el aire frío de combustión o parael secado de materiales tratados separadamente. Un ejemplo típico se encuentra en el secado, antes de la cocción, de ladrillos yproductos cerámicos, utilizando el calor tomado del horno; enel secado, el material cocido está sometido a un proceso de enfriamiento. Ese calor, arrastrado por el aire o por gases de combustión, es transferido mediante ventiladores y conductos a lacámara adjunta de secado.
Recuperación de calor de productos de combustión
Hay dos métodos tradicionales para la recuperación de calorde los gases de combustión. El primero es el proceso continuo,donde los materiales a tratar se secan o precalientan a la salidade los gases: por ejemplo, en los hornos de empuje para calentamiento de tochos de acero. El segundo método consiste en eluso de regeneradores de inversión o recuperadores continuos,donde se precalienta el aire de combustión y, a veces, el gas natural, a expensas de los productos de combustión antes de lanzar-
!

50 GAS NATURAL
los a la atmósfera, con lo que parte de los calores perdidos sereincorporan al proceso.
Debido a que el gas natural está normalmente exento de azufre no se crean problemas de corrosión con la condensación deproductos de combustión cuando éstos se enfrían por debajo delpunto de rocío en los recuperadores. Con la combustión del gasnatural es posible obtener temperaturas bajas de evacuación dehumos, sin crear dificultades o problemas.
La recuperación de calores perdidos de los producios de combustión es, probablemente, la fuente principal de mejoras delconsumo específico de gas; a título indicativo debe indicarse quea una temperatura de salida de los gases del laboratorio del horno de 1000 °C. conteniendo un 10 "í. de exceso de aire, se pierdeel 50 % del calor desarrollado.
Pero se pueden obtener además otras ventajas: calentandoel acero con gas natural, empleando como aire comburente solamente el 50 % del requerido por la combustión eslequiométrica,la oxidación de la superficie y producción de cascarilla puede reducirse o eliminarse completamente (ambiente reductor), puclien-do proporcionar grandes benclicios, especialmente cuando se tratan aceros especiales costosos. En este caso se presentan, sinembargo, dos problemas:
• el 50 °ü de aire de combustión eslequiométrica no permitealcanzar las altas temperaturas requeridas pata los procesostérmicos de laminación, Forja, estampado, etc.;
el rendimiento térmico por inquemado es muy bajo.
Sin embargo, si se precalienla el aire de combustión y el gasa unos 600 °C, y si los gases inquemados que se evacúan del hornose terminan de quemar antes ele introducirlos en el recuperador,se resuelven ambos problemas. Es decir, se evita la oxidación delacero y se obtiene un excelente consumo específico de gas.
Un ejemplo de esta técnica se ha aplicado a un horno rotativode 1.5 m de- diámetro para tratamiento de aceros de alia calidad,modificando ligeramente la estructura del homo y quemando losgases inquemados obtenidos en la combustión en el ¡ionio del gasnatural con el 50 ",. del aire teórico, antes de entrar en im recupe-
CONSIDERACIONES SOBRE EMPLEO DEL GAS 51
rador de calor, precalcntando el aire de la combustión. El resultado de esas modificaciones fueron un incremento de producciónde 4 a 10 t/h y una mejora del consumo específico de 4,4 a 3,4/3,8MJ/kg. Además, las pérdidas al fuego por oxidación se redujeronsensiblemente (Alemania Federal).
Otros importantes resultados en la recuperación de caloresperdidos en los humos, se han conseguido con el empleo de tubosradiantes para procesamiento de materiales, y con los quemadores recuperativos de alta velocidad, en los que los humos prccalienlan el aire de combustión en el mismo quemador.Ejemplos de mejoras por el empleo de este tipo de quemadoresse tienen en hornos intermitentes para la cocción de cerámica,con una economía de 32 % en el consumo de gas; en un hornode crisoles para fusión de aleaciones de aluminio, la economíafue del 30-60 °-b.
2.4.4. Procesos y hornos especialmente concebidos paraempleo de gas
Evidentemente, los aparatos y hornos proyectados para eluso de gas como combustible, utilizados únicamente para las operaciones para las que fueron concebidos, automatizados al máximo y compatibles con el proceso, presentan mejoras en el consumo específico de gas si las comparamos con las tradicionalestécnicas de caldeo.
Un ejemplo típico son los hornos de cocción de cerámica sanitaria construidos especialmente para dicha operación térmicautilizando gas natural. Un horno túnel de 120 m de longitud,3 m de ancho y 3,5 m de alto, con la carga progresando en vagonetas, con solera revestida de refractario, fue sustituido por varios pequeños hornos túnel de 35 m de largo, 2 m de ancho y1,5 m de alto, calentados directamente por gas natural, dondelos materiales progresan empujados en placas fijadas en el horno.La producción por horno se redujo de 960 kii/h a 205 kg/h, peroel consumo específico de gas pasó de I 926 a I 600 kcal/kg.
En la medida que se emplean mejor o peor las cuatro condiciones que acabamos de examinar, el consumo específico degas o de calor por tonelada de producto tratado, será menor omayor.

52 GAS NATURAL
Consumos específicos de gas
Industria / Proceso / Horno / Planla
1. Hierro y aceroFusión / Homo reverberoSinterizaciónCalentamiento lingote / Carga fría,, . . Carga calienteCa untamiento palanquilla /Continuo/Homo empuj.rorja / Horno de cámara
Horno rotativoCalentamiento extremo barras
Carburación / Baño salesNormalización / ContinuoTempleEsmaltado/ Continuo
2. AluminioFusión / CrisolesMoldeo / CrisolesExtrusión/Tratamiento a la llama
3. Cobre, Fusión
Moldeado/ Empuje4. Zinc
Galvanización
5. CerámicaLadrillos/ IloITmann
Horno túnelGres / Horno túnel
6. VidrioFusión / Balsa
CrisolesRecocido
7. CementoHorno rotativo/Vía seca
Vía húmeda
8. Cal y yesoHorno' verticalHorno rotativoCalcinación yeso
9. Secadt)
Por pulverización de líquidosSecado arenas de Fundición / Tambor rotativo
10. AlimentaciónCocción de panCocción de pasteleríaTostado de café
kcal/kg
880-1 24030
400 - 660210- 250360- 450800 - I 300400- 800575- 760290- 550335- 400480- 710190- 950
960-1400290- 330550-1 100
840- 1 100190- 330
290- 550
380- 480310- 450480 - 1 800
1 500 - 2 4002 400 - 3 800
70- 120
800- 900100-1 600
1 100-1 1501 250 - 1 300
190- 350
050-1 400
50- 100
285- 290240 - 500290 - 400
CONSIDERACIONES SOBRE EMPLEO DEL GAS 53
Atitulo onentativo, en la tabla anterior se indican los consumos específicos de gas (expresados en kcal por kg de productotratado) de las principales industrias, según proceso, tipo dehorno o planta.
Las grandes diferencias en los consumos en una misma operación, dependen, además de cómo se cumplen las cuatro condiciones citadas, de ios factores siguiente:
• Calidad de la primera materia.
• Diferencia de calidad de los productos terminados.• Tamaño y tipo del horno o planta.• Carga de la planta.

i mm —*
CAPITULO III
Distribución, equipos y redes
3.1. Distribución de gas natural
La distribución de gas natural desde los centros de producción: pozos de extracción o plantas de regasificación, hasta losdiferentes centros de consumo, requiere la instalación de unared de tuberías, tendidas bajo tierra, que lo transporte hasta lasdistintas regiones y lo distribuya después en cada región hastalos puntos de consumo.
En Europa existe en cada país una extensa red de tuberíasde transporte o gasoductos; interconectados entre sí de formaque el gas natural de los yacimientos de Holanda en el mar delNorte puede llegar hasta todos los países de Europa Occidental(excepto España y Portugal). Igualmente, dichos países estáninterconectados con los yacimientos de gas natural de la URSS,de Sibcria, a través de Checoslovaquia, Austria, etc.
En España, donde Catalana de Gas y Electricidad, S. A., consu filial Gas Natural S. A., fue la «pionera» en la distribución degas natural, se recibe éste del extranjero (principalmente de Libia y Argelia), en forma líquida a 160° bajo cero, transportadoen barcos metancros hasta la planta de almacenamiento y regasificación que se estableció en el puerto franco de Barcelona,desde donde, por medio de tuberías, se distribuye a toda la zonacomprendida en un radio aproximado de 50 km a partir de laplanta.

TI rs=*t ^ r—1 —*|
56 GAS NATI/KAZ,
La Empresa Nacional de Gas, S. A. (ENAGAS), que se constituyó en España para la gasificación del país, mediante el tendido de una red nacional de transporte de gas, adquirió a GasNatural, S. A., su planta de regasificación de Barcelona y llevóa cabo el proyecto de transporte de gas natural hasta Valenciapor una parte y hasta San Sebastián-Irún y Bilbao por otra. Elgasoducto del Norte que deriva del de Levante en Tivisa (provincia de Tarragona), remonta paralelo al río Ebro pasando porZaragoza, Tudela y Vitoria para bifurcarse más adelante en dosramales: uno que terminaría de momento en Bilbao, con posibilidad de extensión, y otro que, pasando por San Sebastián, terminaría en Irún para su posible conexión con la red internacionaleuropea.
ENAGAS tiene también solicitada concesión administrativay está en fase de construcción el gasoducto de transporte desdeBurgos hasta Valladolid y Madrid con antenas en las provinciasde Palencia, Segovia, Toledo, Guadalajara. Igualmente ha conectado con los yacimientos de gas descubiertos en Serrablo (Huesca)y en el golfo de Vizcaya, así como con los que puedan descubrirseen el futuro y que sean explotables económicamente.
En cada región, una serie de arterias derivadas de la red detransporte o gasoducto, distribuirá mediante redes secundarias,regionales, provinciales o locales, el gas hasta las poblaciones, polígonos y centros industriales para alcanzar los puntos de consumo de forma similar a como se distribuye la energía eléctrica.Compele a las empresas privadas la construcción y explotaciónde dichas redes secundarias. Únicamente en defecto de la inicia
tiva privada o si el Gobierno apreciase la existencia de un interésnacional, podría ENAGAS realizar tales operaciones.
La red de transportes, construida de acucíelo con técnicas normalizadas para este tipo de instalaciones, tales como la de la American Standard Association (ASA) o del American Petroleum Instituí (API), trabaja a presiones elevadas (hasta 70 kg/cm2), ytransporta cantidades importantes de gas en tuberías cuyos diámetros son función de los caudales de fluido transportado. Unaserie de estaciones de recompresión, estratégicamente colocadas,elevan la presión sistemáticamente para compensar las pérdidasde carga del transporte.
DISTRIBUCIÓN'*EQUÍPOS Y REDES 57
Las redes regionales o secundarias están alimentadas mediante «arterias» y estaciones reguladoras de presión, que reducen lapresión de transporte a límites más bajos (normalmente 25kg/cm2) y distribuyen el gas a la red de distribución regional, dedonde derivan, mediante nuevas estaciones reductoras, los ramalesa las distintas poblaciones para usos domésticos y comerciales,así como a las distintas industrias.
Cada centro de consumo, alimentado por la red regional, recibe el gas natural a la presión variable de distribución y la re-
oltapreiión |I
RED DE TRANSPORTE
PLANTA
• media presión
' .ESTACIÓN DE REGULACIÓN
&
REO DE DISTRIBUCIÓN
RED INTERNA DE DISTRIBUCIÓNEN INSTALACIÓN DEL USUARIO
PUNTO
DE CONSUMO
RAMAL DE ABONADO
^EST ACIÓN
REGULADORA DE USUARIO
Fig. 12.— Esquema de las redes de transporte de gas, arterias, redes dedistribución v redes internas del usuario.
¿

58 GAS NATURAL
duce a un valor constante propio para la alimentación de unared interna, hasta los distintos puntos de consumo que, a su vez,están equipados con sus órganos de regulación, seguridad, quemadores y accesorios. El conjunto de equipos e instalaciones,montados sobre la superficie del terreno, y conectados por unlado a las arterias y por el otro a la red interna de la industriao centro de consumo, se denomina «estación receptora de gas».
En la fig. 12 están representadas esquemáticamente la plantade regasificación de gas, la del transporte, las arterias de alimentación de las redes de distribución secundarias, provinciales oregionales, mediante estaciones de regulación, de cuya distribución derivan las distintas antenas para alimentar una poblacióno polígono industrial. Toda población o industria irá provista asu entrada de una estación receptora. A la salida de la misma,una red interna de distribución conducirá el gas hasta los puntos de consumo.
3.2. Estaciones receptoras
Las «estaciones receptoras», denominadas así para distinguirlas de las «estaciones reguladoras» de las arterias que alimentanlas redes regionales de distribución y de los «grupos de regulación» que alimentan los quemadores, constan de una serie deinstalaciones y equipos situados al aire libre o en locales cerrados independientes que, respetando normas prefijadas de seguridad y eficiencia, tanto en su disposición como en calidad de materiales y características de los mismos, filtran el gas natural recibido de la red de distribución, lo calientan (si es necesario) paracompensar el enfriamiento producido en la expansión en el regulador de presión, reducen su presión en dicho regulador, y lomiden inmediatamente después, en condiciones fijas de presióny temperatura.
Las estaciones receptoras se clasifican según la presión suministrada y según sus caudales.
Según sus presiones se clasifican en las siguientes categorías:
"*™f
DISTRIBUCIÓN, EQUIPOS Y REDES
Categoría de la Presión suministro Característicasinstalación (bar) mínimas
Media presión A(MPA)
0,05 a 0,4 PN6
Media presión B(MPB)
0,4 a 4 PN10
Alta presión I hasta 16 PN 25 o ANSÍ 150
Alta presión II > 16 hasta 45 PN 64 o ANSÍ 300
59
Cada categoría se clasifica a su vez según los caudales nominales de gas Nm3/h m:
Caudal ^ 150 Nm3/h> 150 Nm3/h <3 000 Nm3/h^3 000 Nm3/h
Existen distintas normas en varios países sobre la constitución de las estaciones compresoras.
En España recomendamos las establecidas por la EmpresaNacional de Gas (ENAGAS).
En general, la composición de las estaciones receptoras seajustan a los esquemas generales de las figs. 13 y 14, según quecorrespondan a estaciones de servicio interruptible o de serviciocontinuo, adecuándolas a las necesidades de cada usuario.
Estos esquemas se simplifican suprimiendo algún elementosegún la categoría de la estación y los caudales que circulanpor ellas.
Esencialmente las estaciones de servicio interruptible estánconstituidas por una sola línea de regulación, con válvula laminar de bipaso y las de servicio continuo por una doble línea enparalelo, ambas de la misma capacidad, figurando la segundacomo reserva. En algunos casos, la segunda línea se deja siempre abierta y se tara a una presión ligeramente inferior a la pri-

©<p® © © © ®@© © 0 ®©®1
©® ©
®
IIV
<sr i 1 \h®("H^hnHX>líJV^HI
WfWIhi
é © ©
(A) distancia mínima 20 D (B) distancia mínima 10 D
Fig. 13. — Esquema de las estaciones receptoras de gas de alta presióny servicio interruptible. •
1. Válvula de accionamiento.2. Junta dieléctrica.3. Manómetro.4. Válvulas de cierre.5. Filtros.6. Válvulas de cierre.7. Manómetro diferencial.8. Válvula de seguridad de máx.
y mín.9. Piloto o monitor de mando del
regulador.10. Regulador de presión.11. Válvula de purga de presión.12. Válvula de seguridad de resorte.13. Válvulas de laminación.14. Manómetro.15. Válvula de seguridad de sobre-
presión al cierre.
16. Válvulas de cierre.17. Válvula de cierre.18. Manómetro a tres vías de com
probación.19. Registrador gráfico de presión
v temperatura.20. Termómetros.21. Contador.22. Válvula de by-pas contador
(precintada).23. Válvula de cierre final.25. Puesta a tierra.26. Diafragma para medición de
volumen inst. (comprobador).27. Escape a la atmósfera.28. Intercambiador de presión.
1 /-N
Q(J)0)G) 0 (»)(S)(»)rr) © (i> (S)ra)<íi) (*> (3) (ís) (S)(3) (h)(h) (3) (?)
Iii'íp ±í r, i ,
—XHJY^f\ ^^ÍHI-ir-IXlHá^^^^^-1^:
w-b ^-HErjIEQ
tj.
DISTRIBUCIÓN, EQUIPOS Y REDES 61
Cada línea constará de: uno o dos filtros (para permitir sulimpieza sin interrumpir el filtrado); cambiadores de calor (sólonecesario para reducir la presión en más de 10 bar y en zonasfrías, siendo obligatorio en las estaciones de la categoría II);válvula de seguridad de máxima y mínima presión (incorporadao no al regulador), regulador de presión (con o sin monitor opiloto); válvula de escape o alivio (segunda seguridad de máxima); y, finalmente, contador. Las líneas estarán provistas de dosjuntas dieléctricas, una a la entrada y otra a la salida para aislareléctricamente la estación receptora del resto de tuberías; unatoma de tierra, un conjunto de válvulas de bipaso y de cierre, yconjunto de manómetros y termómetros.
Tanto en el caso de línea única como en^e>de*doble línea enparalelo, el contador será único, permitiendo- el contaje tanto deuna línea como de la de reserva. Un bipaso precintado por lacompañía distribuidora de gas, y una brida ciega, permitirán,en caso de bloqueo del contador por avería, romper el precinto,retirar la brida y dar paso al gas por el bipaso, avisando a lacompañía del incidente.
En el proyecto de las estaciones receptoras, se deberá tener en cuenta los siguientes extremos:
• presión mínima del gas suministrado;• presión máxima del gas suministrado;• pérdidas de carga en tuberías y elementos que integran la ins
talación;• salto de presión (AP) disponible en la línea de regulación;• presión de utilización;• caudales horarios de gas.
Estos extremos determinarán la capacidad y tipo de todoslos aparatos.
A la entrada del ramal de abonado al límite de la propiedadse situará una válvula de seccionamiento de apertura y cierrerápidos, a la que tendrá acceso la Empresa suministradora degas. Junto a la estación receptora del usuario se coloca otra válvula de cierre rápido (válvula de bola), a distancia conveniente dedicha estación, de forma que, caso de siniestro en la misma, pueda maniobrarse sin peligro.
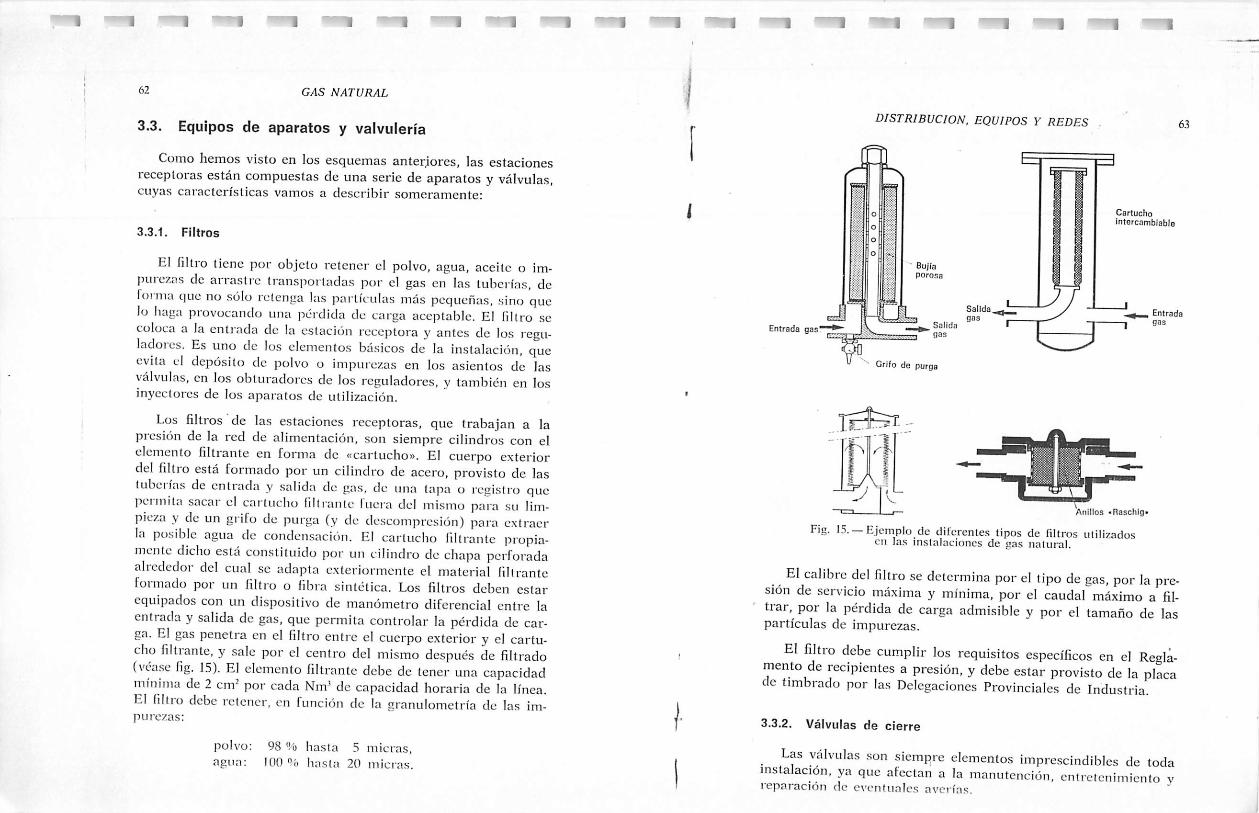
62 GAS NATURAL
3.3. Equipos de aparatos y valvulería
Como hemos visto en los esquemas anteriores, las estacionesreceptoras están compuestas de una serie de aparatos y válvulas,cuyas características vamos a describir someramente:
3.3.1. Filtros
El filtro tiene por objeto retener el polvo, agua, aceite o impurezas de arrastre transportadas por el gas en las tuberías, deforma que no sólo retenga las partículas más pequeñas, sino quelo haga provocando una pérdida de carga aceptable. El liltro secoloca a la entrada de la estación receptora y antes de los reguladores. Es uno de los elementos básicos de la instalación, queevita el depósito de polvo o impurezas en los asientos de lasválvulas, en los obturadores de los reguladores, y también en losinyectores de los aparatos de utilización.
Los filtros de las estaciones receptoras, que trabajan a lapresión de la red de alimentación, son siempre cilindros con elelemento filtrante en forma de «cariucho». El cuerpo exteriordel filtro está formado por un cilindro de acero, provisto de lastuberías de entrada y salida de gas. de una tapa o registro quepermita sacar el cartucho filtrante fuera del mismo para su limpieza y de un grifo de purga (y de descompresión) para extraerla posible agua de condensación. El cartucho filtrante propiamente dicho está constituido por un cilindro de chapa perforadaalrededor del cual se adapta exteriormente el material íiltranteformado por un filtro o libra sintética. Los filtros deben estarequipados con un dispositivo de manómetro diferencial entre laentrada y salida de gas, que permita controlar la pérdida de carga. El gas penetra en el filtro entre el cuerpo exterior y el cartucho íiltrante, y sale por el centro del mismo después de filtrado(véase lig. 15). El elemento filtrante debe de tener una capacidadmínima de 2 era2 por cada Nm3 de capacidad horaria de la línea.El filtro debe retener, en función de la granulometría de las impurezas:
polvo: 98 % hasta 5 mieras,agua: 100% hasta 20 mieras.
I
Entrada gas"
DISTRIBUCIÓN, EQUIPOS Y REDES
Grifo de purgs
Salida,gas
rt^
63
CartuchoIntercambiable
Entradagas
Anillos -Raschig"
Fig. 15. —Ejemplo de diferentes tipos de filtros utilizadoscu Jas instalaciones de gas natural.
El calibre del filtro se determina por el tipo de gas, por la presión de servicio máxima y mínima, por el caudafmáximo a filtrar, por la pérdida de carga admisible y por el tamaño de laspartículas de impurezas.
El filtro debe cumplir los requisitos específicos en el Reglamento de recipientes a presión, ydebe estar provisto de la placade timbrado por las Delegaciones Provinciales de Industria.
3.3.2. Válvulas de cierre
Las válvulas son siempre elementos imprescindibles de todainstalación, ya que afectan a la manutención, entretenimiento vreparación de eventuales averías.

•--=1 "1
64 GAS NATURAL
Su misión es la de aislamiento de los aparatos o de la regulación manual. Las cualidades que se exigen a las válvulas son:
• cierre estanco (interno y externo);
• apertura o cierre suave y, en algunos casos, rápida (un cuartode vuelta);
entretenimiento mínimo;
resistencia al desgaste mecánico y químico;resistencia a la presión de servicio.
Todas las válvulas de las estaciones receptoras deben ser deacero, admitiéndose tan sólo válvulas de fundición, en determinadas condiciones, en la zona de baja presión. Sus diámetrosdeben corresponder a los de las tuberías o aparatos a las que vanunidas, y sus presiones nominales de servicio deben corresponder a las de trabajo máximo.
Las válvulas podrán ser:válvulas de compuerta;válvulas de mariposa;válvulas de bola;
válvulas de macho cónico;válvulas de laminación.
No vamos a describir dichos tipos de válvulas, ya que son suficientemente conocidas por el lector. No obstante, señalaremosalguna de sus peculiaridades.
Las válvulas de compuerta resultan de tamaño considerable yde maniobra lenta. Es difícil conseguir una buena estanquidad,a la larga, tanto en la cuña de cierre, como en su eje, cuya estopada debe apretarse periódicamente y cuyo husillo roscado debeengrasarse para evitar oxidaciones y agarrotamientos.
Las válvulas esféricas de mariposa y las de bola permitenobtener una sección de paso igual a la de la tubería y, por tanto,una pérdida de carga prácticamente nula; su tamaño es reducido, y el par de maniobra, débil; el cierre y apertura son rápidos,por un cuarto de vuelta, y su mantenimiento es prácticamentenulo.
DISTRIBUCIÓN, EQUIPOS Y REDES 65
Las válvulas de macho cónico tienen un ¡difícil ajuste paraaltas presiones, debiéndose conseguir la estanquidad introduciendo por el tornillo de alimentación grasas consistentes a presión que, poco a poco, penetran por arrastre en la canalización.Su apertura y cierre es suave y rápido.
Las válvulas de laminación tienen por objeto regular un caudal de gas o su presión por estrangulación del paso del gas, yestán concebidas para obtener una obturación progresiva. Supresión normal de servicio está comprendida entre 10 y 70 bar.
3.3.2.1. Elementos a tener en cuenta para la elección y montajede una válvula
El instalador o el utilizador que consulta a un fabricante deválvulas, debe tener en cuenta los siguientes parámetros parasu elección:
a) naturaleza del gas;b) presión máxima de servicio;
c) diámetro nominal;
d) pérdida de carga interna a plena abertura;e) sistema de empalme a las tuberías (roscado, bridas);f) dispositivo de maniobra de la válvula (volante cuadrado);g) condiciones de instalación y posibilidades de manteni
miento (riesgo de bloqueo de su accionamiento por elhielo, engrase de las válvulas de mando giratorias lubrificadas, sistema de estanquidad hacia el exterior, prensa-estopas, junta tórica, etc.).
En general, en una instalación interior industrial se puedelimitar a elegir una válvula del mismo diámetro nominal que elde la canalización donde debe colocarse.
Sin embargo, conociendo la pérdida de carga interna, se puede, en ciertos casos, escoger un calibre de paso inferior al diámetro nominal de las tuberías. Esta solución puede aplicarse alas tuberías de gas a media presión (por ejemplo, a partir de unbar), que, dado el elevado precio actual de las buenas válvulas,puede resultar económicamente justificado.

66 GAS NATURAL
Generalmente, los fabricantes de válvulas pueden indicar lapérdida de carga de la misma en su equivalencia expresada enmetros lineales de la tubería del mismo diámetro nominal.
Las válvulas deben instalarse en lugares no peligrosos parasu maniobra, fácilmente accesibles y con espacio suficiente parasu accionamiento o desmontaje eventual.
Cuando en el cuerpo de la válvula figura una flecha indicando el sentido de circulación del gas, debe respetarse ésta en sumontaje.
En una válvula de asiento (aun en caso de ausencia de flecha),debe montarse de forma que el sistema de estanquidad haciael exterior (prensaestopa, junta tórica, etc.) no quede en presióncuando la válvula está cerrada; es decir, que en posición de cierre,comunique con la salida y no con la entrada.
El sentido normal de cierre de las válvulas es el de las agujasdel reloj. Debe evitarse absolutamente la utilización de válvulasque no respondan a esas condiciones. En cualquier caso, deberánrespetarse las informaciones e instrucciones del fabricante.
Las válvulas pueden ser accionadas automáticamente en lugarde a mano, y su accionamiento puede ser eléctrico (electromagnético o motorizado), hidráulico o neumático.
Dichas válvulas son del tipo de cierre a falta de energía(eléctrica o fluido de mando).
En función de la naturaleza de los aparatos de utilizacióncolocados detrás, se puede admitir o no después del cierre porfalta de energía de mando, la reapertura automática cuandovuelve dicha energía (caso de cortes de corriente).
3.3.3. Válvulas de seguridad
Son válvulas interceptadoras automáticas, de rearme manual,de máxima y mínima presión a la salida del regulador, situadasantes de éste, y que garantizan el cierre en caso de sobrepresióno de presión insuficiente. Un obturador, accionado por un brazoa través de un mecanismo de contrapeso, cierra el paso del gascuando la presión en la cámara del piloto del regulador, taradopara presión máxima y mínima, alcanza dichos valores (fig. 16).
r-^1 -^=g
DISTRIBUCIÓN, EQUIPOS Y REDES 67
Palanca de rearmeen posición deválvula abierta
Sentido de basculaciónde la palanca
Obturador batienteen posición abierto
Palanca de rearmeen posición cerrada
Cabeza de disparo
Enclavamiento del
fr j] j¿^ """"" contrapesoijaL^-* ^ Contrapeso
- , Sentido de basculaciónJ de contrapeso
del contrapeso
Vastago de engancheEje solidario de lapalanca de rearmey del vastago deenganche arrastrandoel obturador batiente
Disco de controlsolidario delcontrapeso
Cuerpo
Fig. 16.— Válvula de seguridad.
En muchos reguladores de presión estas válvulas están incorporadas a los mismos. Deben ser perfectamente estancas en posición desarmada, y su precisión de funcionamiento en el desarme debe ser inferior a ± 2 %.
Como doble seguridad, para caso de anormal funcionamiento del regulador de presión (oscilaciones, rotura de membrana, etc.) se coloca a la salida del mismo una válvula de seguridadde resorte —parecida a las válvulas de seguridad de los generadores de vapor— que deja escapar a la atmósfera, mediante untubo de descarga que sobresale del techo de la estación receptora,el exceso de presión. Dichas válvulas deben poder permitir la descarga del 100 % del caudal total de la instalación. Apertura total, asegurada para un 20 °/o de sobrepresión. Cierre, a un 90 %de la presión de abertura.

1 r~~~=l
68 GAS NATURAL
3.3.4. Reductores. Reguladores de presión
Los «reductores» de presión son aparatos que reducen la presión de gas P a la entrada del aparato, a una presión P' inferiora la salida del mismo. Ello es debido a la pérdida de carga creadapor la corriente gaseosa, al hacerla pasar por un orificio desección S inferior a la del paso de gas a la entrada y salida delaparato.
El aparato más sencillo está constituido por un orificio, más omenos descubierto por un obturador (válvula o grifo), maniobrado a mano, para obtener la presión deseada.
Según el régimen de derrame de un gas a través de un orificiode sección S, existe una relación entre la presión de entrada P,la presión de salida P', y el caudal másico (o caudal Q0 del gas,expresado en las condiciones normales de temperatura y presión).
Igualmente, cualquiera que sea una de las presiones (entradao salida) y el caudal de gas, existe un valor de la sección S quepermite fijar la otra presión (a la entrada o salida al valor deseado) dentro de los límites de funcionamiento del aparato.
Se ve también que la idea de reductor no puede separarse dela idea de regulación; en efecto, si el objeto principal del aparato es el de reducir la presión del gas, la presión de salida delmismo que se desea obtener deberá mantenerse dentro de ciertos límites, lo que implica un regulador; por el contrario, si elobjeto principal del aparato es el de regular una presión, eso nopuede lograrse más que por una caída de presión a través delaparato, lo que implica un reductor. Cualquiera que sea el objetivo del aparato, este es un reductor-regulador comúnmente conocido con el nombre simplificado de «regulador».
El principio de funcionamiento de un regulador está constituido (fig. 17) por un equipo móvil provisto de un obturadorcerrando más o menos el paso de la sección S; una pared defor-mable y estanca sobre la cual se ejerce una fuerza (peso, muelleo piloto); un vastago, dcsli/anle en una junta estanca .1, solidario de la membrana y del obturador y. finalmente, un tubo decomunicación C en!re el espacio debajo de la membrana y la tu-
=1
DISTRIBUCION, EQUIPOS Y REDES 69
bería de entrada o salida del aparato, según se quiera mantenerconstante la presión de entrada o la de salida del mismo.
Cualquier variación de presión que se produzca en esos puntos hará subir o bajar la membrana, que por medio del vastagosolidario abre o cierra el paso S del gas, restableciendo la presióndeseada.
Regulación a presión constante dela presión de salida
Regulación a presión constantede la presión de entrada
Dirección de cierre de la válvula
P -
tí >Vp>-
•p =^V*~p'
Fig. 17.— Principio de funcionamiento de un regulador.
La tubería C conecta la cámara delregulador con un punto de la salidadonde se quiere tener una presiónconstante. Para cualquier caudalcompatible con las característicasdel regulador, la válvula toma unaposición de equilibrio bajo el efectode las fuerzas actuando sobre lamembrana (contrapeso, muelle, presión piloto) y las fuerzas actuandoen sentido contrario (presión del gassobre la cara inferior de la membrana).
Esquema simplificado (1).
Disposición para eliminar las perturbaciones de la presión a laentrada del gas en el regulador.La válvula en este caso está sometida a la acción de la presiónde entrada.
(1) Esquema que puede completarse enla práctica con una pared y una junta Jcomo la de la figura de la izquierda yuna tubería C conectada con la entradadel regulador.
Las distintas presiones en el transporte y distribución de gas,así como en la alimentación de los quemadores de los usuarios,exige la instalación de reguladores de presión cuya función específica es:
• Reducir la presión del gas al límite deseado.
• Mantener prácticamente constante y sin oscilaciones dichapresión reducida, aunque varíe entre ciertos límites la presión a la entrada del regulador y se mantenga un campo decaudales dentro de límites definidos.

70GAS NATURAL
Las cualidades que debe reunir un regulador son-
presión de salida P ' " reg,mCn I*™»™'», la misma
# hPrenda1Cif" *• "" reBU,"dor es,i —«erizada pors¡ón ^i z ^.r^s^'Ty mí"i,nos dc ,a p-ypor codos los^a?orcs deX nn "• de!cm,"»d» dcl »P»~tocorrespondienees a^Vo dP::ári:c1riha^ y* ^
' nr:frnice^gr„crrde ,as *»«»*«*- mecá.
de. apara.STíS^laY" T"^"^V w El n ni roí» . uucrcncia de valor entre n
«z* Zl :^;v;r mds sensib,c ~ •»«• •><•--
ovariaciónde1 «ti ™̂c?^^(WrfadÚ,, dC PrCSÍÓndas partes móvfe diSucK/r •n*U,,IC,0r reBCdonasistema es estable alcana '^ Cn accíón>- Si <*después de unart^ZL1? "^ r*ímen P«™anentetranscurso del ci££dKt T^™" transitori°> «* eldes oscilaciones fJ^^T^^^^ g™~•'Vosas subidas de ¿^' ** "^ C°n ü^<" ^ evitar pe-
interrupción del caudal h' T" * mancra dc "^"c lasaüda pr c£^^^%£ p';: -rn desion se llama sobrepresión al cieire SoEslaisobrcPrc-pequeña válvula dc seguridad Zl¿ g° mcdiante «nadicha sobrepresión SegU1,dad que desca'ga en la atmósfera
DISTRIBUCIÓN, EQUIPOS Y REDES 71
• Límites de presión y de caudal: Todo regulador-reductor funciona siempre entre dos límites:
• De presión de entrada: presión máxima de servicio (inferior a la presión nominal en general) y presión mínima defuncionamiento.
• De caudal: desde el cierre hasta la abertura máxima delobturador, el caudal va aumentando, y su máximo es función dc las dimensiones geométricas del obturador y delas condiciones de presión.
• De presión de regulación: cada reductor está concebidopara proporcionar una cierta gama de presiones de salida.
Según su manera de funcionar, los reguladores-reductores sonde acción directa (de muelle, de contrapeso, o de campana) o dcacción indirecta (piloto). Los primeros, en caso de falta de presión o rotura de membrana, quedan abiertos. Los segundos, enel mismo caso, se cierran.
Según su sistema de regulación pueden ser: de acción proporcional, de acción integral, de acción derivada y de regulacióncompleja.
En la reducción de presión del gas natural, éste se enfría,puesto que obedece menos las leyes de los gases perfectos, paralos cuales la reducción sería globalmente isotérmica. Para el gasnatural la disminución de temperatura es del orden de 0,5 °C porcada kg/cm2 o bar de reducción de presión.
El regulador de presión, junto con el contador, es el elementoprincipal de las estaciones receptoras. La variedad de tipos y variantes de reguladores que se encuentra en el mercado es lo suficientemente amplia para resolver todos los problemas que puedan plantearse en la industria. Escapa de los objetivos de estaobra la descripción de dichos tipos y variedades. No obstante, atítulo ilustrativo, mostramos en las figs. 19, 20, 21, 22, 23, 24, 25y 26 el esquema de varios tipos de reguladores, accionados porpiloto o por resorte. Los reguladores de resorte o de contrapesoson de acción directa yse utilizan cuando la diferencia de presiónp con relación al valor de consigna pr es suficiente para accionarmecánicamente, mediante contrapesos, o resorte, la válvula deregulación.

r= m r^?T ^=1 TI
72 GAS NATURAL
Fíg. 18. —Regulador RMG (Regel + Mentechnik).
Fig. 19. —Regulador Francel.
=1
Membrana
Válvula
Fig. 20.—Regulador Pintsch-Bamag.
Válvula de seguridadDetalle
Válvnln He ronulncl^n

1 =1
Presión de entrada
Presiónfio entrada
Fig. 22. —Regulador Masoncila
FU:. 23. — RC,!"!r!üí Í!í,r,,lí:,i SeriS N«»'»"''l cíe muell.(eoiKsia Coninuas. S. A.)
—1 -™1
DISTRIBUCIÓN, EQUIPOS Y REDES
Í7 f*
75
-, .«^
Fig. 24. — Regulador 1 iorcntini serie Reval de funcionamiento por piloto.(Cortesía Contagas, S. A.)
I | l
i » & *

i —*
76 GAS NATURAL DISTRIBUCIÓN, EQUIPOS Y REDES 77
Estos aparatos, en caso de falta de presión o de rotura de lamembrana quedarán abiertos. Los reguladores accionados porpiloto son de acción indirecta, siendo indispensables cuando lapotencia necesaria para modificar la acción de paso S exige undispositivo amplificador llamado piloto (permitiendo ademásvariar a voluntad la presión dc consigna) accionado por la presión de entrada del gas.
Varios tipos de reguladores llevan incorporado al mismo laválvula de seguridad de máxima y mínima presión (figs. 22 y 25).
Los requisitos que debe cumplir un buen regulador son los siguientes:
• El cuerpo del regulador debe ser de acero, fundición o aleaciones especiales, de acuerdo con las presiones nominales detrabajo.
• El cierre de la válvula de regulación debe ser perfectamenteestanco a caudal nulo.
• La presión en la regulación será inferior a ± 2 % de la presión de salida regulada, para una gama de caudales comprendida entre el 3 % y el 100 % del caudal nominal.
• El regulador debe funcionar correctamente entre los límitesantedichos sin producir oscilaciones llamadas de «bombeo»y con toda seguridad en presencia de gas a —10 °C, estandola temperatura exterior hasta —20 °C.
• La zona de regulación estará comprendida entre 20 % y 100 %dc la presión máxima regulada.
• La unión del regulador con la línea se realizará por medio debridas con resalto. Para diámetros iguales o inferiores a 2pulgadas, la unión podrá ser roscada, siempre que el acoplamiento al resto de la instalación se efectúe mediante bridas.
• Es recomendable que el caudal nominal del regulador se puedamodificar mediante un cambio cómodo y conveniente del«obús» de restricción de paso, mientras el aparato está colocado en la línea.
• Para saltos elevados de presión, se recomienda el uso dc dos. ..I.wl I..

TI "1
78 GAS NATURAL
La regulación, sobre todo cuando la reducción de presiónes elevada, produce, en algunos casos, un silbido que, según elnivel sonoro, puede molestar y crear perturbaciones al personalo a los vecinos. La elección del regulador se hará teniendo encuenta este inconveniente. Si el nivel sonoro es elevado, serápreciso prever un aislamiento acústico, sea en la cámara de regulación, sea en los aparatos.
3.3.5. Cambiador de calor
Las estaciones receptoras deberán ir provistas dc un sistemade calentamiento del gas de forma que éste, después del enfriamiento producido en el regulador, no tenga a la salida del mismouna temperatura inferior a -f 5 °C.
Para el cálculo del calentamiento se considera que para elgas natural, como hemos dicho, cada reducción de la presiónde 1 kg/cm2 provoca un enfriamiento de 0,5 °C en el gas.
La precisión en la regulación de la temperatura será tal que latemperatura del gas no podrá variar en ± 5 °C.
Los dispositivos de calentamiento del gas pueden estar constituidos:
e por una resistencia eléctrica en el caso dc cámaras de bajocaudal;
• por un intercambiador dc calor situado en la línea de regulación y antes del regulador; está alimentado por agua caliente, procedente de una caldera independiente o dc una fuentede calor existente en la industria.
Las calderas que alimentan los intercambiadores se instalaráno bien al aire libre o en un local separado de la cámara de regulación v medición.
3.3.6. Contadores
Como su nombre indica, el contador sirve para medir el caudal de gas consumido, tanto para control por parle del usuario,como para fines de la' hirnciñn por la Empresa vunwnishadnra.
—1
DISTRIBUCIÓN, EQUIPOS Y REDES 79
Los contadores que serán admitidos deberán estar homologados y verificados por las Delegaciones Provinciales del Ministerio de Industria, y serán autorizados de acuerdo con las normasque establezca la Empresa suministradora de gas.
En general, los sistemas de contaje normalmente utilizadospara el gas natural son: el volumétrico (membrana, pistones rotativos u otro tipo con totalizador e integrador), el de turbina(paletas, hélice, turbina, etc.) y el venturímetro o deprimógenoque puede estar basado en el clásico tubo de Venturi o constituido por un simple diafragma.
Los dispositivos de medición deberán tener un campo válidode medida suficientemente amplio para garantizar la mediciónexacta de todos los caudales comprendidos en el campo de variabilidad del consumo. Cuando este último oscile dentro del
emplio campo, de forma que resulte imposible su medida exactacon un solo aparato de medición, se deberá prever, caso por caso,la instalación de un complejo de aparatos que sea capaz de medir el consumo en todo su campo de modulación.
Mientras no exista una reglamentación oficial definitiva onormas de la Empresa suministradora sobre el campo válido demedida, se entenderá:
a) Para los contadores volumétricos y de turbina, el campode medida será determinado por la verificación oficial dela Delegación dc Industria cuyos errores de mediciónsean 4. 1,5 °/o.
Normalmente, estas condiciones se mantienen en los contadores volumétricos para caudales comprendidos entreel 10 % y el 120 % del nominal.
b) Para los medidores deprimógenos, el campo de medidaserá el comprendido entre el máximo de fondo-escala yel mínimo determinado basándose en el número de Reynolds, límite correspondiente al valor a constante.Todos los cálculos de fondo-escala serán efectuados lo
mando para a el valor constante correspondiente al número de Reynolds límite, y teniéndose en cuenta el factorde compresibilidad e al 50 ('b del valor del fondo-escala;el mínimo dc consumo válidamente medible con el apa-
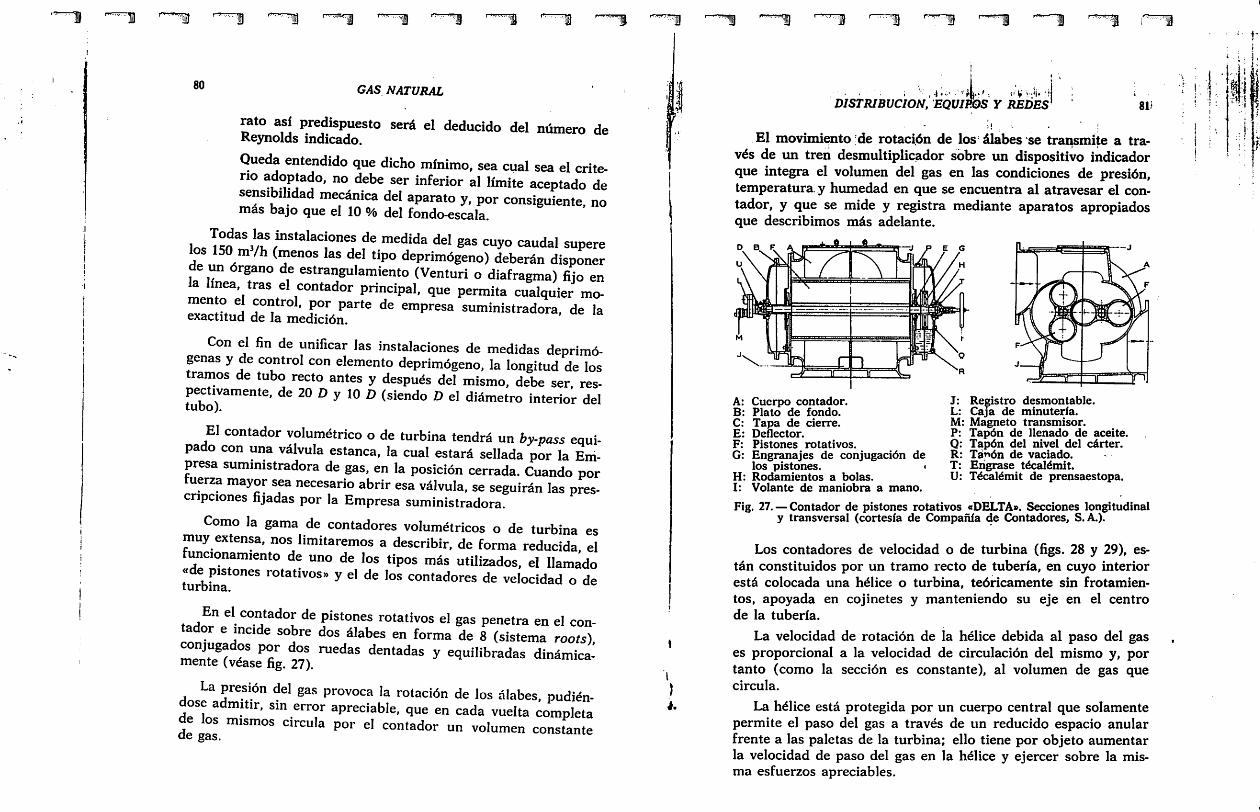
80 GAS NATURAL
rato así predispuesto será el deducido del número deReynolds indicado.
Queda entendido que dicho mínimo, sea cual sea el criterio adoptado, no debe ser inferior al límite aceptado desensibilidad mecánica del aparato y, por consiguiente, nomas bajo que el 10 %del fondo-escala.
loJ^vw1118'3130:0116,8 ?C mCdÍda deI 8as cuy° caud*l ^perelos 150 m/h (menos las del tipo deprimógeno) deberán disponerde un órgano de estrangulamiento (Venturi odiafragma) fijo enla linea tras el contador principal, que permita cualquier mo-™ °, Ga TT '?OT PartC de empresa ^ministradora, de laexactitud de la medición.
Con el fin de unificar las instalaciones de medidas deprimó-genas y de control con elemento deprimógeno, la longitud de lostramos de tubo recto antes y después del mismo, debe ser res-rubor1"61116' de2°Dyl0D (siendo Del diámetro interior del
El contador volumétrico o de turbina tendrá un by-pass equipado con una válvula estanca, la cual estará sellada por la Empresa suministradora de gas, en la posición cerrada. Cuando portuerza mayor sea necesario abrir esa válvula, se seguirán las prescripciones fijadas por la Empresa suministradora.
Como la gama de contadores volumétricos o de turbina esmuy extensa, nos limitaremos a describir, de forma reducida elfuncionamiento de uno de los tipos más utilizados, el llamado«de pistones rotativos» yel de los contadores de velocidad o deturbina.
En el contador de pistones rotativos el gas penetra en el con-tador e inc.de sobre dos alabes en forma de 8(sistema roots),conjugados por dos ruedas dentadas y equilibradas dinámica-mente (véase fig. 27).
La presión del gas provoca la rotación de los alabes, pudiéndose admitir, sin error apreciable, que en cada vuelta completade los mismos circula por el contador un volumen constanteoe gas.
1
DISTRIBUCIÓN, EQUIPOS Y REDES*IPO 81!
El movimiento de rotación de los alabes se transmite a través de un tren desmultiplicador sobre un dispositivo indicadorque integra el volumen del gas en las condiciones de presión,temperatura y humedad en que se encuentra al atravesar el contador, y que se mide y registra mediante aparatos apropiadosque describimos más adelante.
A: Cuerpo contador.B: Plato de fondo.C: Tapa de cierre.E: Deflector.F: Pistones rotativos.G: Engranajes de conjugación de
los pistones. •H: Rodamientos a bolas.I: Volante de maniobra a mano.
J: Registro desmontable.L: Caja de minutería.M: Magneto transmisor.P: Tapón de llenado de aceite.Q: Tapón del nivel del cárter.R: Tánón de vaciado.T: Engrase técalémit.U: Técalémit de prensaestopa.
Fig. 27. — Contador de pistones rotativos «DELTA». Secciones longitudinaly transversal (cortesía de Compañía de Contadores, S. A.).
Los contadores de velocidad o de turbina (figs. 28 y 29), están constituidos por un tramo recto de tubería, en cuyo interiorestá colocada una hélice o turbina, teóricamente sin frotamientos, apoyada en cojinetes y manteniendo su eje en el centrode la tubería.
La velocidad de rotación de la hélice debida al paso del gases proporcional a la velocidad de circulación del mismo y, portanto (como la sección es constante), al volumen de gas quecircula.
La hélice está protegida por un cuerpo central que solamentepermite el paso del gas a través de un reducido espacio anularfrente a las paletas de la turbina; ello tiene por objeto aumentarla velocidad de paso del gas en la hélice y ejercer sobre la misma esfuerzos apreciables.
•h •.{

82 GAS NATURAL
Los contadores de turbina, llamados también cuantómetros,pueden estar dispuestos formando un codo en lugar de un tramo recto (fig. 30), con el rodete colocado en un eje vertical. Estos contadores ocupan menos espacio que los anteriores.
El caudal mínimo y el máximo están en la relación de 1 hasta 12 para esa serie de contadores.
Debe evitarse que el gas que atraviesa el contador arrastre
partículas o polvo capaz dc provocar erosiones sobre las paletasde la hélice, lo que modificaría la medición.
Minutería
MoHnete
Rociamientoa bola:;
Fig. 28. — Contador deturbina Elster. (Cortesíade S.A. Kromschroeder).
Molinete
Distribuidor; anular
Minutería
Distribuidor anular
l'iií. 29. — Contador de turbina T. I V(Coiiesia de Compañía Contadores. S ,\.)
=1 r=°*%
DISTRIBUCIÓN, EQUIPOS Y REDES 83
Fig. 30. — Cuantómetrode turbina G. W. F.
(Cortesía de S. A. Kromschroeder.)
El contaje del número de vueltas de la hélice se realiza pordispositivos de célula fotoeléctrica para los contadores pequeñoso directamente por cuenta revoluciones mecánico para los contadores importantes.
Los contadores de turbina tienen una curva de error variable de un tipo a otro, pero de suficiente precisión entre límitescomprendidos entre 1 y 10. La curva de errores varía con el desgaste de los órganos en movimiento. Si la hélice se bloquea, elgas no se contabiliza, pero puede atravesar el contador sin quela pérdida de carga suplementaria delate la anomalía.

""1
84 GAS NATURAL
Así como los contadores volumétricos y de turbina se fundamentan en la medición directa del volumen que ha circuladopor los mismos en las condiciones de presión y temperatura registradas (y que, posteriormente, debe ser corregido para llevarlo a las condiciones de presión y temperatura de referencia normalizadas), el contador deprimógeno registra en un gráfico elcaudal instantáneo que atraviesa el diafragma, caudal que posteriormente debe ser integrado para traducirse en volumen total,en las condiciones de presión y temperatura existentes a la entrada del medidor, que asimismo debe corregirse para llevarloa las condiciones de referencia normalizadas.
Salvo indicación en contra, los contadores volumétricos serecomiendan para instalaciones de bajo caudal que no superenlos 150 m3/h, medidos a la temperatura y presión de trabajo.No obstante, se fabrican contadores volumétricos de gran capacidad (hasta 30 000 m3/h e incluso superiores).
En las instalaciones de caudal medio, comprendidas entre150 y 2 000 m3/h (medidas igualmente en sus condiciones detrabajo), pueden usarse indistintamente contadores volumétricosde turbina o deprimógenos.
Para instalaciones de caudal alto, superiores a 2 000 m3/h,se aconseja utilizar un medidor deprimógeno (debido principalmente al elevado coste de los contadores volumétricos).
3.3.7. Registradores de presión y temperatura
Los registradores de presión y de temperatura permitirán controlar las condiciones de trabajo del regulador y del cambiadorde calor (cuando sea necesario), siendo imprescindibles para lacorrección de los volúmenes totalizados por los contadores, confines de facturación.
Salvo indicaciones en contra de la Empresa suministradorade gas, los registradores deberán responder generalmente a lascondiciones siguientes:
• Precisión de escala dh 1 %.
• Diagrama: tipo banda arrollada, de anchura útil de registrode 100 mm.
DISTRIBUCIÓN, EQUIPOS Y REDES 85
• Velocidad de arrollamiento: 20 mm/h.
• Modo de arrastre: por sistema de relojería con cuerda mecanizada semanal, eléctrica, con reserva de marcha o bien pormotor síncrono con alimentación eléctrica de socorro.
3.4. Normas de instalación de Estaciones receptoras
No existiendo Normas Oficiales emanadas del Ministerio deIndustria, deben utilizarse las exigidas por la Empresa distribuidora o ENAGAS.
En el apartado 3.2 hemos descrito la composición de lasestaciones receptoras y las características que deben reunir.También hemos detallado todas las condiciones que deben reunirlos distintos aparatos y las tolerancias más usuales.
A continuación vamos a detallar las normas corrientes en lainstalación general de las estaciones receptoras, fijadas por Catalana de Gas, S. A., en Barcelona.
3.4.1. Situación de la Estación
El terreno escogido para la instalación de la Estación receptora será fácilmente accesible, lo más cerca posible a la vía pública y al abrigo de inundaciones.
Los representantes de la Empresa distribuidora de Gas tendrán acceso libre a la cabina en todo momento, sin pérdida detiempo, quedando reducidas las formalidades eventuales al mínimo.
Para limitar y evitar las posibles consecuencias de un accidente en la Estación receptora, ésta deberá situarse lo suficientemente alejada de los accesos a otros edificios y talleres, deforma tal que los posibles escapes de gas no puedan alcanzarlos locales vecinos.
La conexión de la Estación receptora a la red de distribuciónexterior, mejor dicho, a la válvula del ramal de alimentación, serealizará con una tubería capaz de resistir la misma presiónde servicio que la tubería de la Empresa suministradora.

86GAS NATURAL
Antes de la entrada a la Estación receptora, el usuario instalará una válvula de interceptación de apertura y cierre rápido(un cuarto de vuelta), fácilmente accesible y claramente señalizada que permita aislar la Estación. Dicha válvula estará convenientemente protegida contra golpes accidentales. La distanciade esta válvula al recinto de la cámara será la suficiente parapermitir que su cierre, en caso de emergencia, pueda efectuarsecon el menor riesgo posible.
La válvula de seccionamiento, como la tubería de conexión,será de acero, capaz de resistir la misma presión de servicio quela red de la Empresa suministradora de gas.
3.4.2. Modo de instalación
Las Estaciones receptoras podrán instalarse:a) al aire libre o a simple abrigo,b) en locales cerrados independientes,c) en armario.
a) Estaciones al aire libre o a simple abrigoEstas estaciones deberán estar protegidas por una valla metálica o por un máximo de tres muros (el cuarto será necesariamente una valla metálica). Uno de los tres muros podrá ser la pared de un edificio. En todo caso, podrán estaro no protegidas por un tejadillo de material ligero e incombustible. Cuando la Estación receptora colinde con propiedades de terceros o dominios públicos será obligatoria laexistencia, como mínimo, de un muro de separación entreambos.
Esta solución asegura las mejores condiciones de ventilación. Es imprescindible, en este caso, tomar las precaucionessuficientes para garantizar la seguridad y el buen funcionamiento de los aparatos de regulación y medida en las condiciones más favorables.
b) Estaciones en locales cerrados o independientes
Las estaciones receptoras cerradas no tendrán comunicacióndirecta con otros locales anexos como locales de calderas, sa-
r-^—|
DISTRIBUCIÓN, EQUIPOS Y REDES 87
las de control, etc. Asimismo, no debe existir ningún localcuyo único acceso sea a través de la¡estación.Tendrán un volumen lo más reducido posible, recomendándose construir las paredes exteriores de ladrillo, hormigónu otro material resistente similar. En los locales cerradosdeberán preverse aberturas de entrada de aire, protegidaspor tela metálica, yaberturas de evacuación, de dimensionessuficientes para una buena ventilación.El espesor de las paredes de obra será, como mínimo, de:
30 cm si es de ladrillo,
25 cm si es de hormigón, /15 cm si es de hormigón armado, con un recubrimien
to mínimo de la armadura de 5 cm.El techo será de materiales ligeros e incombustibles, no pu-diendo utilizarse vidrio. Deberá disponerse de tal forma queno esté firmemente sujeto a las paredes. Las puertas deberánabrirse hacia el exterior, abatirse completamente sobre elmuro y estar provistas de un sistema de bloqueo. Asimismo,deben poder abrirse desde el interior por un simple empujón.
c) Estaciones en armario
Cuando las Estaciones receptoras estén construidas de formacompacta, de manera que todos los elementos que la componen se presenten agrupados en un bloque único, podráninstalarse en el interior de armarios metálicos o de otrosmateriales incombustibles provistos de las correspondientesrejillas de ventilación.Dichos armarios dispondrán de las puertas y de los elementos desmontables necesarios para permitir un cómodo acceso a todos los aparatos de la cámara de regulación, facilitando los trabajos de revisión y mantenimiento. Los armariosestarán situados al aire libre, estando provistos del sistemade protección que cada caso requiera, según su emplazamiento.
La distancia mínima entre una Estación receptora y cualquierpuerta de los locales contiguos será de 5 m.
88 GAS NATURAL
Las paredes de separación con otros locales se deberán construir con materiales resistentes y deberán ser estancas al gas.Serán tomadas las precauciones suficientes para mantener dichaestanquidad, aunque las paredes tengan que ser atravesadaspor canalizaciones.
El suelo deberá ser de material incombustible y no susceptible de producir chispas. Está prohibido el uso de plástico y deenrejado de acero para este fin.
Para asegurar una ventilación suficiente en el interior de lasEstaciones receptoras, la superficie libre total de las aberturasde entrada de aire no deberá ser inferior al 5 % de la superficietotal del recinto, incluyendo suelo y techo. La superficie de lasaberturas de evacuación de aire será igual, como mínimo, a lade las aberturas de entrada, sin posibilidad dc cierre ni para unasni para otros. Cuando la ventilación natural sea insuficiente, seasegurará mediante una ventilación mecánica con capacidad mínima dc renovación del aire de 20 veces por hora.
Las aberturas dc entrada dc aire se encontrarán a 15 cm delsuelo, las de evacuación debajo del techo y en el punto más altodel local. Las puertas que dan acceso a los locales anexos de calentamiento de calderas o aparcllajc eléctrico, así como las entradas a locales que contengan productos inflamables, deberánencontrarse lejos de las aberturas de ventilación y nunca en elmismo lado de la Estación en que se encuentran las mismas.
3.4.3. Seguridad respecto a instalaciones eléctricas
Las Estaciones receptoras deberán cumplir las siguientes condiciones dc seguridad:
Interior de la Estación:
• Se permitirá solamente la conexión a una red de baja tensión(220 voltios).
• Las instalaciones eléctricas interiores (iluminación, interruptores, cables, etc.) cumplirán las prescripciones para BajaTensión y en particular, el artículo que se refiere a locales quepresentan peligro de incendio o explosión.
l~l
DISTRIBUCIÓN, EQUIPOS Y REDES 89
Independientemente de ese Reglamento, todas las instalaciones interiores de las cámaras serán obligatoriamente de tipoantideflagrante, y las conducciones eléctricas, en toda su longitud, se efectuarán bajo tubo de acero.
No se permitirá ninguna toma de corriente dentro de la Estación.
Exterior de la Estación:
Se prohibe que crucen cables eléctricos por encima de la Estación.
Los cables y sistemas eléctricos más cercanos a la Estacióny que no sean antideflagrantes deberán estar a una distanciamínima de 10 m de la misma en caso de que sean aéreos, amenos que medie una pared resistente y extensa entre ellosy la Estación.
3.4.4. Precauciones diversas
Con respecto a la seguridad contra el exceso de presión a lasalida del regulador, por funcionamiento defectuoso de éste, opor cualquier otra causa, cada línea de regulación irá equipadacon dos válvulas de seguridad diferentes que, independientemente una de la otra, impidan a la salida del regulador un aumentode la presión superior a los límites fijados en sus condiciones detrabajo. Una de las válvulas actuará como reserva de la otra.Una de estas válvulas, como hemos indicado anteriormente, serádc rearme manual, es decir, necesitará la intervención del hombre para restablecer sus condiciones de trabajo. La otra seráautomática, restableciéndose las condiciones de trabajo tan pronto como cese la anormalidad (válvula de resorte). La primera deestas válvulas se podrá utilizar para cortar la alimentación de lalinea si la presión de salida del regulador desciende por debajodel valor mínimo fijado para su buen funcionamiento (válvulade seguridad de máxima y mínima presión).
Referente al silbido, que según el nivel sonoro puede llegar amolestar, producido en algunos casos por el regulador, las válvulas o las tuberías, se recomienda lo siguiente:

90 GAS NATURAL
evitar que el regulador, o su obús de paso, sea demasiado pequeño;
evitar las válvulas de paso reducido;
evitar las T rectas y, en general, todo cambio brusco de dirección;
• utilizar piezas de reducción en las que el ángulo de aberturasea inferior a 15 °C;
• mantener, siempre que sea posible, la velocidad de circulación del gas por los anteriores elementos y por las tuberías auna velocidad inferior a 30 m por segundo.
En las regiones que frecuentemente están expuestas a losefectos de las tormentas, será prudente proteger la instalacióncon un pararrayos o jaula de Faraday, concebido e instaladosiguiendo las reglas que existen para los mismos. Las tomas detierra deberán ser independientes de las demás instalaciones.
Todas las instalaciones de la Estación receptora a partir dela salida de la junta dieléctrica deberán encontrarse siempre almismo potencial eléctrico. Para lograrlo, se realizarán una o varias tomas de tierra cuya resistencia será en todo momento inferior a 10 ohmios.
Las tuberías de escape dc las válvulas de salida a la atmósfera se prolongarán por encima del local, por lo menos un metrosobre el punto más alto del techo. Se proveerán dc un apaga-fuegos y la boca dc salida estará coronada con un capuchón ocualquier dispositivo que impida la entrada dc cuerpos extraños.Las chimeneas de las calderas o del cambiador de calor sobrepasarán, como mínimo, un metro del punto más elevado del techoy estarán alejadas de las tuberías dc escape de gas a la atmósfera. Sus bocas se protegerán con sombreretes. No podrá instalarse ningún material suplementario al estrictamente necesario parala explotación de la Estación. Se prohibirá la entrada al personalajeno a su funcionamiento o mantenimiento.
Se instalarán extintores de polvo seco en número suficienteen las proximidades dc la Estación y fuera de la misma.
DISTRIBUCIÓN, EQUIPOS Y REDES 91
Se colocarán letreros de prohibiciónde fumar o producir chispas en la cámara de regulación y medida, en número suficientey en lugares visibles.
El utillaje de la cámara de regulación y medida deberá estarfabricado con materiales no susceptibles de provocar chispas.
La válvula de seccionamiento exterior a la cámara estará claramente señalizada.
3.5. Red interior de tuberías
La red interior de tuberías comprende la tubería desdela válvula de la acometida de la Compañía distribuidora hasta la entrada de la Estación receptora (acometida interior),y las tuberías de distribución interior desde esta última hastalos puntos de consumo (red interior de distribución).
Esta podrá ser más o menos extensa según existan muchos opocos puntos de consumo, y las distancias dc los mismos a laestación receptora sean más o menos grandes.
Si las distancias y los caudales no son importantes y los puntos de consumo pocos y próximos, se podrá establecer una redcon tubos de diámetro apropiado para tener una pérdida de cargapequeña. En este caso, la presión de distribución puede ser lanecesaria a los quemadores, y el gas puede tomarse de la estaciónreceptora a dicha presión incrementada con las pérdidas decarga. Si las distancias y caudales son importantes y los puntosdc consumo están espaciados, convendrá, en aras a la economíadel coste de la red dc distribución, tomar el gas de la estaciónreceptora a presión de 2 a 5 kg/cm2, y admitir una fuerte pérdidadc carga en el cálculo de las tuberías. En este caso, la presiónserá muy variable en los distintos puntos de la red, en funciónde la distancia a la estación receptora y de las variaciones deconsumo de los aparatos de utilización. Como éstos necesitanpara su buen funcionamiento una presión lo más constante posible, obligarán a colocar lo más próximo a ellos o al conjuntode aparatos dentro de la misma nave, un grupo de regulación depresión que, alimentado por la variable y alta presión de la red,alimente los quemadores a presión constante y apropiada.

92 GAS NATURAL
3.5.1. Determinación del trazado
Debe empezarse por establecer, en cada industria, un planoo esquema del trazado interior que se considere ideal, en el quefiguran las indicaciones siguientes:
• tipo de gas y presión disponible a la entrada de la instalación;
• situación de la Estación receptora;
• situación de los diferentes aparatos de utilización, con indicación de su potencia nominal (o consumo) y la presión degas necesaria;
° implantación dc locales, situación de pipe tracks, alturas libres dc paso y todas las indicaciones análogas cuando éstaspuedan exigir sujeciones particulares en lo que se refiere alrecorrido de la canalización;
• puntos del recorrido de donde derivarán eventuales extensiones.
Sobre el plano así preparado, se puede proceder al trazadode la red interior, destacando:
• disposición dc las canalizaciones (enterradas, elevadas, en galería, en conductos, empotradas);
• posición de los accesorios de la canalización que es necesario prever, como:
9 órganos de cierre y accesorios del trazado: curvas, reducciones, etc.;
• reguladores de presión dc quemadores;• aparatos de medición o de control de caudales y presiones;• válvulas, filtros, potes de purgas, etc.
El caudal de gas a transportar en cada tramo dc la instalación es la suma dc los caudales máximos absorbidos por los aparatos de utilización situados más abajo.
Los cálculos se hacen en metros cúbicos normales (0o y760 mm), determinados según el caudal térmico de los aparatos(kcal/h) y el poder calorífico inferior del sas (kcal/Nm').
^1 1
DISTRIBUCIÓN, EQUIPOS Y REDES 93
En el cálculo de los caudales se tendrá en cuenta:
• los máximos de consumo;
• eventualmente, los coeficientes que resulten de la no simultaneidad de utilización de los distintos aparatos;
• las previsiones de futuras ampliaciones de consumo que sederiven de la extensión de la red o de un aumento de caudal
en los tramos existentes. El caudal máximo horario contra
tado por el usuario se incrementará en un 20 °/o para determinar el diámetro mínimo de la acometida y del tramo detubería inmediato a la Estación receptora;
• La presión del gas en el extremo de la red, antes de los reguladores de los aparatos de utilización.
La presión de gas en la red se expresa en valor efectivo en bar,milibar o kg/cm2 y milímetros de columna de agua. Se tienenque considerar:
• presión de servicio. Es la presión que reina en la parte de redconsiderada. Puede variar de valor en diferentes puntos de lared, si ésta se halla provista de reguladores alimentando distintos tramos. En caso contrario, tiene por valor la presiónde salida dc la Estación receptora;
• presión máxima. Es la presión susceptible de alcanzarse enla canalización. Su valor es el de funcionamiento del últimoórgano de seguridad (válvula, membrana rompible, etc.) colocado más arriba y que fija el límite posible en la canalizaciónen caso de mal funcionamiento del regulador dc presión dela Estación receptora;
• presión de prueba. Es igual a una vez y media la presión máxima dc servicio. Estando construida la canalización para unapresión nominal igual, como mínimo, a la presión máxima deservicio, la presión de prueba puede considerarse como iguala una vez y media la presión nominal.
3.5.2. Condiciones relativas a ciertos recorridos
La red interna de tuberías de distribución de gas natural secolocará prcíerentemcnle, y siempre que no presente grandes

1 1
g4 GAS NATURAL
dificultades del tipo aéreo. Es decir, se colocará en elevación,extt^mente ointeriormente alos edificios ynaves industriaos ^^ en soportes fijados alas paredes, alas armaduras"cubiertas, a los pies derechos de los locales oa los piederechos particulares a la tubería. Siempre que exista un pipetacTpara soporte de tuberías de agua, vapor, combustible, aireomprimido, etc., se colocarán junto aellas. Las distancias; entre
soportes no serán superiores a las indicadas a continuación.
Diámetro tuberíapulgadas
Distancia entre lossoportes en metros
1/2 1,8
3/4-1 2,4
1,1/4-2,1/2 3.0
3-4 4,5
5-8 6.1
más de 8 7,6
1,1/4 o mayor (vertical) 1 soporte por piso
Las tuberías de gas no deben ser sostenidas por otras tuberías, sino que deben estar instaladas con soportes que tengan lasuficiente resistencia.
No obstante, cuando el caso lo requiera, se podrán colocarenterradas en conductos o en galerías. En este caso, deberántomarse las precauciones siguientes:
3.5.2.1. Canalizaciones enterradas
El recorrido de las tuberías enterradas debe escogerse, en loposible, alejado de:• vías férreas y rulas de paso de camiones (riesgo dc vibracio-
nes y apisonamiento);• plantaciones de árboles (empujes en el sucio por desarrollo
de las raíces);• instalaciones eléctricas productoras de corrientes vagabun
das, sobre todo corrientes continuas (vías férreas electrificadas).
f •--1
DISTRIBUCIÓN, EQUIPOS Y REDES 95
Debe proscribirse: cruzar alcantarillas, recorrer por localesde servicio o bajo locales insuficientemente ventilados a causadel riesgo de acumulaciones de gas en caso de una eventual fuga.
Es factible el cruce de alcantarillas ocavidades no ventiladasde cualqu er naturaleza, haciendo pasar el tubo por el interior deotro con forro continuo perfectamente estanco en el cruce ydesbordando las dos extremidades en el exterior.
Está prohibido colocar, aun en recorrido transversal, canali-zaciones de gas en:
• conductos y galerías de humos;• cajas yconductos de ventilación, salvo cuando ha sido espe
cialmente concebido para ese uso;• cajas ycuartos de maquinaria de ascensores ymontacargas;• salas de transformadores, cuadros y material eléctrico;• cubas sanitarias inaccesibles;• cubas y depósitos de almacenamiento de combustibles soli
dos y líquidos; , .• tubos de caída de correo o de basuras, así como los recipien
tes que los contengan.• espacios vacíos entre paredes.
Las tuberías que estén en contacto con tierra u otros materiales corrosivos deben estar protegidas contra la corrosión.
3.5.2.2. Canalizaciones en cajas y galerías técnicas
Debe evitarse el paso de las tuberías de gas por cajetines ygalerías por donde pasen otras canalizaciones ycables eléctricos.
Podrán cruzarse dichas cajas y galerías por tuberías de gaá,cuando éstas pasen por el interior de otro tubo de acero estancoy con ventilación al exterior.
Cuando sea absolutamente necesario que las tuberías de gaspasen por cajas ogalerías por las que no pasen otras tuberías decombustibles o cables eléctricos, dichas galenas deberán estarperfectamente ventiladas.
TI
96 GAS NATURAL
3.5.2.3. Canalizaciones en cajetines
Las canalizaciones de gas en cajetines tienen la ventaja, enlos locales industriales, de permitir una cómoda alimentaciónde los aparatos utilizando gas, en posición central.
Si el cajetín está lleno de arena, la protección de la canalización debe ser análoga a la de las canalizaciones enterradas.
3.5.2.4. Canalizaciones empotradas
Las canalizaciones empotradas son aquellas cuyo recorridoestá situado en el interior de muros, cerramientos o suelos. Nodebe confundirse con atravesar la pared, que es un paso perpendicular a la pared.
El empotramiento de las tuberías de gas es desaconsejable enlas instalaciones industriales.
3.5.2.5. Canalizaciones de descarga eventuales
Las canalizaciones de descarga eventuales a la atmósfera(válvulas de seguridad, descarga de reguladores, etc.) deben cumplir las condiciones siguientes:
• evitar la creación de una pérdida de carga sensible en la canalización (diámetro suficiente y longitud corta);
• hacer descargar el tubo eventual al exterior, con objeto dcevitar la polución y los riesgos de incendio, en lugar situadocomo mínimo a 2,50 m del suelo y, también como mínimo, a0,6 m de una abertura dc las paredes, ventanas u orificios deventilación.
3.5.2.6. Situación dc la válvula de aislamiento
Debe preverse en el trazado de la red, a la entrada de cadacanalización principal, una válvula de mando manual estanca enposición cerrada y, si es posible, dc cierre rápido (90 °C) colocadaen lugar fácilmente accesible, que permita el cierre completo delsuministro de gas a la parte posterior.
}.
1 —^1
DISTRIBUCIÓN, EQUIPOS Y REDES 97
3.5.3. Características de las tuberías
Las tuberías, así como las piezas especiales y uniones, seránde acero al carbono obtenido en horno eléctrico o convertidor
Martin-Siemens, pudiendo ser con o sin soldadura. Cuando lastuberías de distribución sean aéreas, podrá utilizarse tambiéncobre. La soldadura puede ser longitudinal o helicoidal y se realizará siempre a máquina. Los procedimientos de soldadura admitidos son los siguientes:
• soldadura eléctrica al arco;
• soldadura eléctrica, por resistencia;
• soldadura automática al arco en atmósfera inerte (usando,por lo menos, dos pasadas de soldadura, una de las cuales seaplicará por la parte interior del tubo).
Las características generales de los tubos, así como las delos elementos y piezas especiales que se utilicen en la instalación,deben responder a las especificaciones de la norma del «American Petroleum Institute 5L grado B» UNE (API) o DIN aceptadaspor el Ministerio de Industria y Energía.
La presión nominal del tubo no será inferior a la máxima deservicio.
Los contenidos máximos en componentes del acero utilizadoen la fabricación de los tubos, deben ser:
Carbono(tubo sin soldadura)(tubo con soldadura)
Fósforo
Azufre
Azufre 4- FósforoManganeso
< 0,31 %
< 0,29 %
< 0,04 %
0,05 %
0,08 %
1,30%
<
El acero empleado en los tubos tendrá una relación entre ellímite elástico y la carga de rotura no superior a 0,80 y un alargamiento sobre 5 diámetros en probeta de espesor igual al deltubo no debe ser inferior a:
para espesores hasta 4 mmpara espesores de 5 mm a 7 mmpara espesores superiores a 7 mm
17%
20%
22 %

98 GAS NATURAL
El cumplimiento de las especificaciones del material fijadasen los párrafos anteriores deberá ser demostrado por la firmainstaladora, bajo su responsabilidad.
El espesor teórico de las tuberías se calculará mediante lafórmula:
P, X De Pi X Di
C= 2 X 5 X E ~ 2 (G XE—?/)
donde:
e = espesor teórico en cm;P, = presión de cálculo en kg/cm2;Dc = diámetro exterior en cm;Di — diámetro interior en cm;G = carga de trabajo en kg/cm2;E = factor de eficiencia de las uniones.
La carga de trabajo G se define por:.S
G =K
donde:S = límite elástico mínimo del material empleado en kg/cm ;K = coeficiente de seguridad.
La presión de cálculo P, y el coeficiente de seguridad Kse fijan de acuerdo con las condiciones de la conducción:
a) para presiones superiores a 12 kg/cmP, = presión máxima dc ejercicio previstaK = 2
b) para presiones inferiores o iguales a 12 kg/cmP, = 12 kg/cm2K - 4
El factor de eficiencia de las uniones E, para tubos sin soldadura se toma igual a I. Puede asimismo tomarse igual a 1 paralos tubos con soldadura longitudinal o helicoidal que reúnanlas condiciones especificadas anteriormente.
El Lubo a usar se elegirá de la tabla de fabricación, entreaquellos que, teniendo el mismo diámetro exteriiu . les corresponda un CKp<'N«" ;...,< ,i¡ iiami '••'• superim al leói-í nlculado.
DISTRIBUCIÓN, EQUIPOS Y REDES 99
En cualquier caso, el espesor del tubo no debe ser inferior a:2 mm para diámetro exterior hasta 30 mm2,6 mm » » »
2,9 mm
4 mm
5 mm
5,9 mm
7,1 mm
de 31a 65 mm
de 66 a 160 mm
de 161 a 325 mm
de 326 a 525 mm
de 526 a 730 mm
de 731 a 830 mm
Respecto al diámetro exterior y al espesor de las tuberías, seadmiten las siguientes tolerancias:
a) respecto al diámetro exteriorb) respecto al espesor en cualquier
punto para tubos de diámetroexterior hasta 457 mm
c) para tubos de diámetro exteriorsuperior a 457 mm
± 1 %
+ 15 °/o a — 12 %
+ 15 % a — 10 %
Las bridas serán de acero. Para presiones que puedan superar los 12 kg/cm2 serán del tipo con resalto, con cuello (llamadasWelding Ncck) y forjadas.
Se recomienda utilizar las bridas que a continuación se indican:
a) para presiones superiores a 32 kg/cm2 y pudiendo llegarhasta 60 kg/cm2: PN 64 con cuello. Para presiones no superiores a 32 kg/cm2: PN 40 con cuello;
b) para presiones comprendidas entre 2 y 12 kg/cm2 seaceptarán PN 16 con cuello.
Las juntas serán preferentemente del tipo «Klingerit armado»cuando la presión electiva sea igual o superior a 12 kg/cm2, y enamianto comprimido graíilado tipo «Klingerit» cuando la presión de servicio sea inferior a 12 kg/cm2.
Las juntas dieléctricas estarán al aire libre y montadas dcmanera que no se pueda producir un cortocircuito de las bridascon un elemento conductor eualquiera. Se situarán después dela válvula de seccionamiento de entrada a la Estación receptora,y antes de la válvula de seccionamiento a la salida de dicha Estación.

100 GAS NATURAL
Las uniones de las bridas se efectuarán con pernos o barrasroscadas con tuerca y arandela que presione bajo la tuerca.
El ángulo dc abertura total de las piezas de reducción en soldado no superará los 15°. Para piezas en acero forjado, el ángulopodrá llegar a 35°.
El ensamblaje de tubos, bridas, aparatos, accesorios y otroselementos de canalización, se efectuará por soldadura a tope,eléctrica. Las características de la soldadura deberán ser, porlo menos, iguales a las del metal de la tubería y deberán estarexentas de huecos o defectos, pudiendo exigirse, si es necesarioo preceptivo, el radiografiado de las mismas.
Para unión de tubos dc pequeño diámetro y alta presión serecomienda usar, siempre que sea posible, la unión por soldadura o bridas, o bien anillos del tipo ERMETO.
Los tubos tendrán, en todos los casos, la máxima longitudcompatible con las características dc la instalación, de formaque la conducción presente el mínimo de soldaduras de unión.
3.5.4. Determinación del diámetro de las tuberías
3.5*4.1. Generalidades
Para calcular los diámetros de una red interior de tuberías,resulta práctico descomponerla en un conjunto de «tramos»,unidos por «empalmes» o «derivaciones» alimentando los «puntos de utilización».
Los «puntos de utilización» están situados a la entrada de losaparatos de utilización, inmediatamente detrás de los dispositivos eventuales de regulación (reguladores-reductores).
Un «empalme» o «derivación» es el punto en el cual el caudalprincipal dc gas se divide en dos o varios caudales secundarios.
Se entiende por «tramo» la longitud continua de tubería,llevando o no accesorios de canalización, recorrida en cada instante, en cualquiera de sus secciones, por el mismo caudal músico de gas.
DISTRIBUCIÓN, EQUIPOS Y REDES 101
El diámetro de un tramo es constante en toda su longitud;los accesorios de canalización tienen el calibre correspondiente.
Un tramo conecta:
• la canalización de la red de distribución desde la estaciónreceptora hasta el primer «empalme»;
• dos empalmes consecutivos;
• un empalme hasta su punto de utilización.
Calcular una canalización consiste en determinar el diámetrode cada uno de los tramos, para que, con los caudales previstos:
1) la presión dc gas en cada punto de utilización sea siempre superior o igual a la presión mínima necesaria parael buen funcionamiento del aparato;
2) la velocidad real de circulación, en cualquier punto de íaconducción, no exceda de un valor crítico (30 m/s), generador de ruido y vibraciones, teniendo en cuenta el caudal real a la presión de circulación.
Estas dos condiciones son complementarias: la primera,se refiere a la pérdida de carga de la tubería; la segunda, a lavelocidad de circulación del gas.
En la práctica se observa que:
• en las instalaciones en las que la presión a la entrada es pocoelevada o próxima a la presión de los puntos de utilización,se calculará el diámetro de los tramos por la pérdida de cargaadmisible, que resultaría baja. Los diámetros resultantes conducen, generalmente, a velocidades de circulación inferior allímite recomendado;
• en las instalaciones de gas natural a alta presión ramificadas,llamadas en «espina de pescado» y provistas de reductores depresión al final dc la canalización principal, la pérdida de carga puede ser relativamente importante. En este caso, resultan diámetros dc tuberías reducidos, siendo preciso entoncescomprobar el valor de la velocidad de circulación.
Por razones de economía, conviene no sobredimensionar lainstalación. Esta última condición es menos imperativa que las
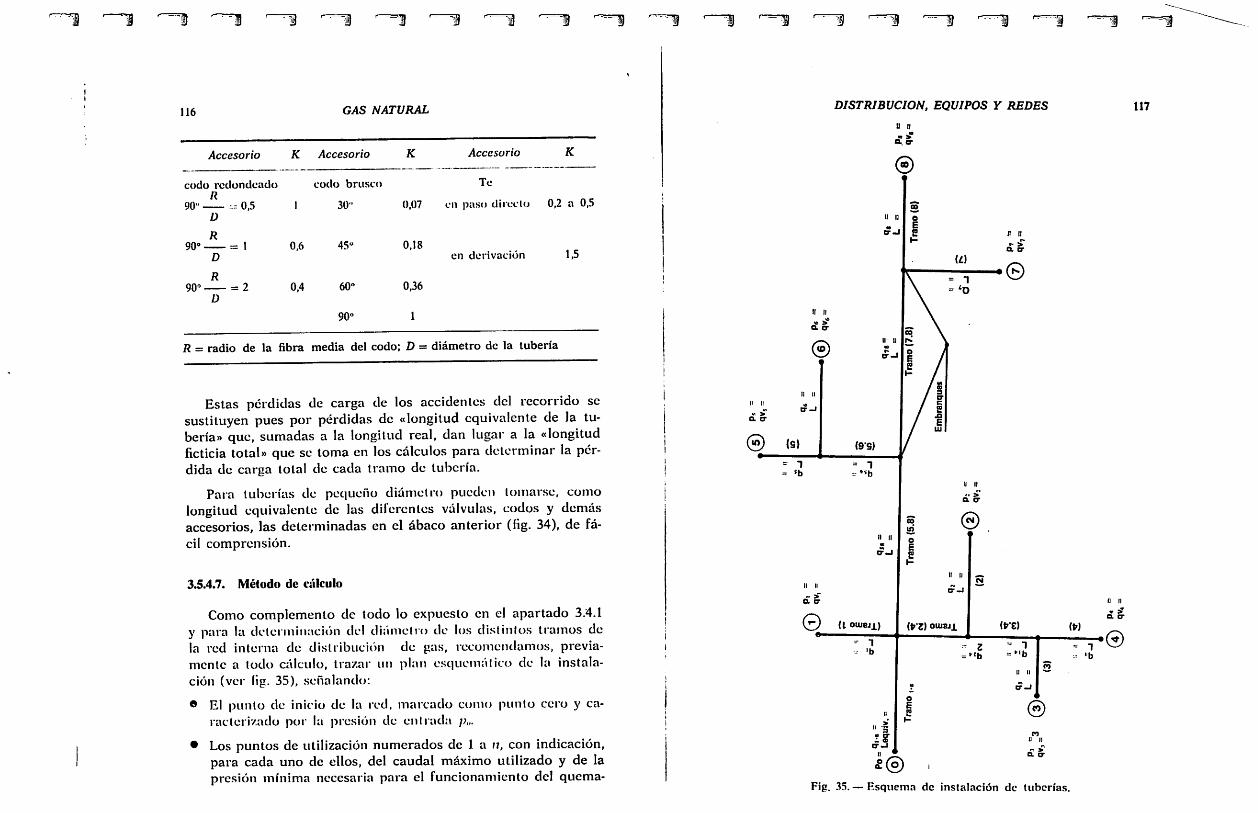
1 "~=1
116 GAS NATURAL
Accesorio K Accesorio K
codo redondeado codo brusco
90" ,= 0,5 I 30" 0,07 en paso directo 0,2 a 0,5D
Accesorio K
Te-
R90° = 1
D0,6 45° 0,18
en derivación 1,5
R90° = 2
D0,4 60° 0,36
90° 1
R = radio de la fibra media del codo D = diámetro de la tubería
Estas pérdidas de carga de los accidentes del recorrido sesustituyen pues por pérdidas de «longitud equivalente de la tubería» que, sumadas a la longitud real, dan lugar a la «longitudficticia total» que se toma en los cálculos para determinar la pérdida de carga total dc cada tramo de tubería.
Para tuberías de pequeño diámetro pueden lomarse, comolongitud equivalente dc las diferentes válvulas, codos y demásaccesorios, las determinadas en el abaco anterior (fig. 34), de fácil comprensión.
3.5.4.7. Método de cálculo
Como complemento de todo lo expuesto en el apartado 3.4.1y para la determinación del diámetro de los distintos tramos dela red interna de distribución dc gas, recomendamos, previamente a todo cálculo, trazar un plan esquemático de la instalación (ver fig. 35), señalando:
® El punto de inicio de la red, marcado como punto cero y caracterizado por la presión de entrada /;„.
• Los puntos de utilización numerados de 1 a n, con indicación,para cada uno de ellos, del caudal máximo utilizado y de lapresión mínima necesaria para el funcionamiento del quema-
DISTRIBUCIÓN, EQUIPOS Y REDES
® (9)- 1= *b
ii ii
®
©
(9S)
= 1
(t OUJBJJ.)
•8"er-i I
ii ii
»• sí'a o-
©
ii ii
IPZ) OUIBJJ.
- Z= "b
®
iPt)
" 1
©
II II
« >'
(fr)
= 1-.: «b
Fig. 35. — Esquema de instalación de tuberías.
117
,©

m —% ^ h^j r^
102GAS NATURAL
dos precedentes. No obstante, siempre que se presente una incer-tidumbre sobre el valor numérico de un parámetro, se escogeráaquel que dé un aumento del diámetro. Igualmente, los diámetros calculados se redondearán a los diámetros norma izadosinmediatamente superiores. Las pérdidas de carga admisible parael cálculo del diámetro de tuberías serán las indicadas a continuación:
Para acometida interior
(desde válvula de la acometidahasta entrada del regulador)distribución categoría MPA
distribución categoría MPB
distribución categoría API ydistribución categoría API1
Para red de distribución interior
(desde válvula salida de la estación receptora hasta puntos deutilización)
distribución categoría MPAdistribución categoría MPB
^ 2,5 °/o de la presión mínimade suministro. Como ésta nopuede ser inferior a 500 mmc. a., la pérdida de carga noserá superior a 12,5 mm.
^ 2,5 % de la presión mínimade suministro. Como ésta noserá inferior a 0,4 kg/cm2, lapérdida dc carga no será superior a 100 mm c. a.
^ 2,5 % de la presión efectivamínima.
< 15 mm c. a.^ 10 °/o presión
lador.
salida regu
distribución categoría I(presión salida reguladormbar)
distribución categoría IIpresión salida regulador = 1 a4 bar kg/cm2)
50
< 15 mm c. a.
ío %
lador
presión salida regu-
"1
DISTRIBUCIÓN, EQUIPOS Y REDES 103
En todos los casos, la velocidad de circulación del gas por lastuberías será inferior a 30 m/s.
En una tubería de diámetro determinado, circulando un caudal de *as correspondiente a una velocidad pequeña, el derrametfhace8por"letes paralelos: es el régimen laminar ode Poiselle.
Para un caudal correspondiente a una velocidad elevada, seforman remolinos en el gas: es el régimen turbulento o dcVenturi.
Existe finalmente una zona intermedia donde las leyes_delderrame están bastante mal definidas: es el reg.men turbado ode Reynolds.
El paso de un régimen aotro no es gradual ni •«versibte^yse produce bruscamente cuando el número de Reynolds Ralcanzaciertos valores críticos. Este régimen es siempre laminar paraR< 2000 (caso que no se encuentra, prácticamente, más que encanalizaciones interiores de pequeño diámetro).
3.5.4.2. Número de ReynoldsEl número de Reynolds utilizado para definir el régimen de
circulación de gas es un número sin dimensiones siendo funciónde la velocidad de circulación, de la masa especifica del gas, desu viscosidad y del diámetro de la tubería:
R =
V = velocidad del gasG = masa volúmica rs pD —diámetro de la tubería
El número de Reynolds puede calcularse por la fórmula deKowarski, como sigue:
VD GVD
V*
u. = viscosidad totalv = viscosidad cinemática
3 537 QR = X—•
V„ D= t X
D

104 GAS NATURAL
siendo:
V0 = viscosidad cinemática del gas en unidades c. g. s. a15° C/760 mm
Q — caudal en mVh de gas a 15°, 760 mmD = diámetro de la tubería en mm
El valor de x, que depende de la viscosidad cinemática delgas, puede tomarse como:
t = 16 000 para un gas de viscosidad cinemática media (gasciudad)
t = 24 300 para el airet = 22 300 para el metano y el gas naturalt = 72 000 para el propano
3.5.4.3. Pérdida de carga lineal
La experiencia demuestra que la pérdida de carga en los tubosrectos, cilindricos y horizontales, es proporcional a la longitudde la canalización y depende, además, de la velocidad media delfluido, supuesto en derrame permanente, de su masa específica p,del diámetro, y de un coeficiente de pérdida de carga K (R,) función del número dc Reynolds que, a su vez, depende de la masaespecífica p, de la velocidad de circulación u, de la viscosidadcinemática y del diámetro de la tubería. Anteriormente hemosdefinido y dado una fórmula para el cálculo del número deReynolds. Podremos escribir pues:
donde:
AP
AI.
P
u
D
K (R..)
AP
AL"
WX
1
DX K (Re)
= pérdida de carga lineal
= masa específica= velocidad en m/s= diámetro de la tubería en mm
= coeficiente de pérdida de carga (función deln." de Reynolds)
t*^| r~--j"1
r—|
DISTRIBUCIÓN; EQUIPOS Y REDES
Sustituyendo en la fórmula anterior u por su valor:Qvo T X Po Q„(273 + t)
u = : X = l»25 Xn D2 T„XP D2 X p
Siendo: u = velocidad en m/s
Qv„ = caudal de gas m3 en condiciones normales(15° C y 1013 mbar)
T = 273 + t (í = temperatura del gas en °C)T„ = 273 + 15 = 288
p0 = 1013 bar = 1 kg/cm2D = diámetro interior tubería, en mm
p = presión absoluta, en bar o kg/cm2
105
(1)
APtendremos: = po
A L
8p„
16 X Po X T X Q\o _J_X X K (Re) =D2 X r? X p X T„ X D'
p X T„ D"(2)
donde po = masa específica de gas en las condiciones de referencia (igual a fpa] masa específica del aire X densidaddel gas respecto al aire).
3.5.4.4. Pérdida de carga sobre un tramo de longitud L
Debido a la noción de pérdida de carga, la presión varía constantemente a lo largo de la tubería; por ello deberá utilizarse lafórmula (2) en su forma diferencial e integrar entre la sección deabscisas L= O, donde reina la presión Pa, y la sección de abscisasL, donde hay la presión Pn. Es decir:
CPb j r l Spa—p X dp= I —r X — X K (Re) X
T„ D*dL

1
106 GAS NATURAL
Lo que conduce en la hipótesis de T = constante a:
8p0 Tp0 „/n . Cr\«LP2a-P2b =-r X —— X K(Re) X ——
ir 7 o ^
(3)
Nota: K(R<) puede tomarse como constante en todo el tramo de diámetro D, puesto que el número dc Reynolds es, como la viscosidad cinemática v, prácticamente independiente dc p.
3.5.4.5. Fórmulas y gráficos de baja y alta presión
Existen en la literatura técnica gran número de fórmulas y abacos que derivan todos de la fórmula general (3), y que se obtienen:
1) sustituyendo p„ p„ /., por sus valores, y dando a T un valormedio constante. 7' — T„ — 15 °C;
2) expresando a K (R.) en función de p„ p„ D y p;
Ap3) en los casos en que es despreciable ante P,\, y consi
derando que:
p-\, — F0 = (P, + P,,) {PA — Pn) = (2 PA — AP) AP
P2A — P2nAP =
PaAP
2
Sustituyendo P2.»— P?« por su valor según fórmula (3) tendremos:
8p„ T P„ Q:r„LAP = X
'/'..X
Pa APX K(Rt.) X
ir
APv siempre que sea despreciable delante dc PA, lo que ocurre
2
en el caso de las instalaciones a baja presión, la fórmula anteriorse reduce a:
8p„ T P„ Q\„LAP = Pa — Pn = X X X KRV X ——-
ir T„ Pa W<•»)
DISTRIBUCIÓN, EQUIPOS Y REDES 107
Al contrario que en las redes de transporte o distribución, lascanalizaciones interiores de las industrias están formadas portramos suficientemente cortos para que, aun en altas presiones,AP . . , 1.
sea despreciable respecto a PA y por consiguiente, puede apli-2
carse la simplificación precedente.
La elección del valor numérico K(Re) es la causa principal delas dificultades en los cálculos de las pérdidas de carga lineales.En efecto, K(Re) depende, además del número de Reynols, de unparámetro difícil de fijar, que es la rugosidad relativa del tubo.
Como resultado de los valores experimentales mostrados porRenouard para valores de Rc muy diferentes, representó en ungráfico los diferentes puntos encontrados correspondientes aK = f(Rc) que formaban una nube de puntos situados en unalínea curvilínea situada por encima de la curva de los tubos lisosy sensiblemente paralela a ésta, lo que le permitió establecer lasfórmulas siguientes para valores de K (coficiente de pérdida decarga).
• Fórmula binomia general: %K = 0,0103 + 1,59 Re
• Fórmula monomia:
K = 0,172 Re*"
para número de Reynolds elevados, comprendidos entre2 X 104 y 2 X 10*
• Fórmula monomia simplificada:K = 0,21 Re-°¿ (5)
válida para número de Reynolds relativamente bajo referentes a pérdidas de carga en baja presión, que corresponden, apro-
Qximadamenle, a valores de — < 150.
D
En las fórmulas anteriores, Rc puede expresarse en función dela densidad del gas, como sigue:
Re =4 Pao D Qvo
X X x
|A n« D

"1
108 Gi4S NATURAL
siendo:
p« = viscosidad dinámica del aire en las condiciones de referencia;
pn„ = masa volumétrica del aire en las condiciones de referencia;
d = densidad del gas respecto al aire.
Sustituyendo este valor de Re en la fórmula (5), el valor deK(RC) en las fórmulas (3) y (4) y sustituyendo al mismo tiempop0, Po y T„ por sus valores y dando a T un valor medio constante,resultan las fórmulas de Renouard siguientes:
Fórmula «Renouard» para baja presión, simplificada (p. efectiva; inferior a 50 mbar o 500 mm c.d.a.).
Pa — P„ = 233 X 10'QI.8
X X d X L (6)
Fórmula «Renouard» para alia presión (p. efectiva; superiora 500 mm c.d.a.).
Pa — Pn = 48,6 X lO* X Xd X L (7)D4.8
En las fórmulas anteriores tenemos:
Pa = presión absoluta en el origen en kg/cm2Pn = presión absoluta final en kg/cm2
PA — P,¡ = pérdida dc carga kilométrica en kg/cm2p~* —P!n = pérdida dc carga cuadrática kilométrica en kg/cm2
Q = caudal en mVh (15°, 760 mm)D = diámetro de la tubería en mm/. =• longitud tic la tubería en kmd = densidad del gas respecto al aire (d - 0,580 para el
gas natural).
Las fórmulas (5) y (6) lian permilido establecer el abaco(íig. 31) para las bajas presiones y la fórmula (7) el de la (fig. 32)para las altas presiones, que conducen, a costa de varias simplificaciones, a una estimación más directa de la pérdida de cargatotal de un tramo o de una red interna de tuberías, teniendo encuenta que la longitud real dc cada tramo debe sustituirse porla «longitud equivalente», comprendiendo las pérdidas dc cargasingulares producidas por los codos, cambios de dirección y sección, válvulas, etc.
1 '—1 T T 1
Pérdidas de carga kilométricas en mm de agua— ~ s •*
w o m ato
Pérdidas do enreja kilométricas pii mm de níiu;i
M U
9 s
ir $ s

MOW 6CCOS 90UV IVÍIW 3QÍ90C SOfPCO 7 9.
\lmrn ' Renounrd nnra cálculo de las pérdidas dc carea

112 GAS NATURAL
Fórmula de Panhaudle Co
Además de las fórmulas de Renouard, se han prescrito variasfórmulas modernas, que difieren algo de la anterior, teniendoen cuenta la rugosidad de los tubos que modifica el valor delcoeficiente de pérdida de carga. Este «coeficiente de rugosidad»en la práctica está comprendido entre 0,8 y 0,95, siendo el coeficiente igual a 1 para los tubos lisos.
Los americanos, considerando dicha rugosidad, y corrigiendola densidad real del gas por unos factores relativos a la viscosidad, a la temperatura y al coeficiente de derrame, utilizan lafórmula siguiente establecida por Panhaudle:
P2A — P2„ = 22 000QI.96
D4fi6X df X L (8)
empleando las mismas unidades que Renouard, y siendo d la«densidad ficticia» igual a la densidad real afectada por un factor de corrección.
Esta fórmula ha sido adoptada por la Dirección de la Producción y Transporte de Gas de France y es utilizada para elcalculo de grandes arterias de transporte de gas natural.
^La fórmula de Panhaudle, para un coeficiente de rugosidadE - 0,8, da más pérdidas de carga cuadráticas por exceso inferiores en un 4,5 % respecto a las señaladas por la fórmula deRenouard para números de Reynolds comprendidos entre 2 X 106y 2X10» Para valores inferiores de 2X10" no debe emplearsela formula de Panhaudle, ya que da pérdidas de carga dema-siado bajas.
La fórmula de Renouard para bajas presiones derivada de lafórmula monomia simplificada de Reynolds K= 0,21 R,.-°-2 ha servido de base para construir una pequeña regla de cálculo paradistribuciones a baja presión (longitud 17 cm, llamada de bolsillo).
Para valores de Reynolds más elevados correspondientes a laformula monomia K= 0,172 &-'•« se ha construido otra regla decalculo de mayores dimensiones (longitud 27 cm), que permite el
DISTRIBUCIÓN, EQUIPOS Y REDES 113
cálculo de pérdidas de carga en baja y alta presión dentro de loslímites indicados de los valores de Rt.
i j. , iFinalmentes, la fórmula de Panhaudle ha sido utilizada para
construir una regla dc cálculo (GAZ DE FRANCE) basada en unadensidad ficticia de 0,5. Una graduación colocada sobre el cursorpermite tener en cuenta densidades ficticias diferentes de 0,5.
»o /FT / / y
/ / /1°°
(jo / / //
/T^
/ /40 / / / / LZ / / /
JO/
/T~- / / / / /
35 L / / / r / /SO / / / / / 7 / 20
1» . / /y
J.. • // / / 15
12 ' / / / ~f~ / / )ia
E «o . / / / zz^ ' / 7 /
05 » / // / / / / //
r
c0) _5_- / / / / / / / / 9
E 1 - / / v_ / i / / . /
y / 7
// / /
/ / / yr
o c¿ "-1 í. ~i / / / •1 / /rlW => _« / < / / / /
/1 1 T /
/-- /SáJL. / / / / / / / 1
'2 ra u_ -4 •f r¡?/ 7 7- 1*—
_¿ra 03 t / / v 7 *3
' i / z_ / /o o
y/
y
/-/ / V/
7
j Í4Á-7-7
/
§£*-- y! J 1
i<u "">. a* /
-t/-
/4- -t
tJ l
f
T1/
/- f ,,/ /°r*
jo || 3S__ ' f-g-D ^- / Áy
"O ra q»c /•o ra T fQ- Q. ais /
L.f /-<
v-7SI? ' i / / / \0.1
1
A Ai.» i
/ -4- /ii i
Jte ~ a»
/•o «. 5
Av-o ao n.
__ J(M_TOO 2¥>>QO ** SOO
Caudales en mVhora a 15 °C y 760 mm
Fig. 33. — Nomograma para cálculo de pequeñas conducciones dc gasa altas presiones.
W sícz oo w
•ro cd
~o wra cu
a c
, ° 9ra ^o) a>
ra clo '—'
-a o

1 I
114 GAS NATURAL
Por último, en la fig. 33 reproducimos un monograma parael cálculo de pequeñas conducciones de gas a altas presiones,según la fórmula simplificada de Renouard K= 0,21 Re-0* o bien
i*
piA — piB = 48,6 X 103D4-8
X d X L.
3.5.4.6. Pérdidas de carga singulares
Los codos y los accesorios de las tuberías provocan cambiosde dirección y de sección que ocasionan pérdidas de carga locales que deben añadirse a las pérdidas de carga de los tramosrectos de tuberías.
Estas pérdidas de carga singulares no pueden determinarsecon mucha precisión, sobre todo al nivel de anteproyecto, dondelas características del material previsto no son siempre conocidas.
Esta incertidumbre repercute sobre la pérdida de carga totaly, por consiguiente, parece lógico no buscara toda costa una precisión excesiva en el cálculo de las pérdidas de carga lineales, lacual resultaría, en definitiva, ilusoria.
Las pérdidas de carga singulares del recorrido pueden sustituirse por la producida por una prolongación de la tubería igual a:
AL = KD
D¿onde se da aproximadamente en función de D en el cuadro
siguiente:
D en milímetros: 50 80 100 150 200 300 400 500 600 800 1000
Den metros: 1,7 3,5 4 7 10 16 23 30 38 54 71
y K se da en el cuadro siguiente:
1 '—1 ~1 r^g r-
DISTRIBUCIÓN, EQUIPOS Y REDES
(Wiyiwj)
Válvula de retención(abierta completamente)
Te ordinaria(paso en derivación)
Codo de pequeño radioo paso de te reducidoa la mitad del diámetro
Codo de radio medioo paso de te reducidode un cuarto del diámetro
Codo de gran radioo paso de te
Grifo de macho
Codo de ángulo recto*15
E3=-Paso ordinario
Disminución de diámetro-ojo\\l-d/D-t/4\V— d/D-1/2\ d/D -3/4
Codo de 45°
r-90
-60
r*>
|-eAumento de diámetro _
d/D -14d/D - V4 1-3<Vr>-44
-V»
-0.90 o
c
CO>
'5er«
ho.is £
|-o.oe o |
-o.oJ
<S" -A^=-*.
c
115
loo O99 +"
fl)
rsj65 E
c<D
•Mlo
• 35 £
o
<3Í5 E
•(0
5-2o
3—
i«*
•o t*
\%-
%—
Vz-
Fig. 34. — Pérdidas de carga en la valvulería y accesorios de tuberíasreferidas a las longitudes ficticias equivalentes.

118 GAS NATURAL
dor o aparato de utilización, o bien la presión mínima de entrada al grupo regulador dc presión cuando dicho grupo seapreciso.
• El esquema de la red, representado cada tramo por un segmento de línea recta, numerado según los puntos de utilización que alimentan. Por ejemplo se designará por (2.3.4) oabreviado (2.4), el tramo recorrido por el gas destinado a serutilizado en los puntos 2, 3 y 4.
• Los consumos de gas de cada tramo. Si los aparatos correspondientes pueden funcionar simultáneamente a plena potencia, el caudal a considerar en el ejemplo anterior será naturalmente:
O,.,. (24) = Q„, (2) + Q,„(3) + Q,„(4)
En caso contrario, el caudal total será disminuido según elcoeficiente de simultaneidad.
• Se anotará, sobre cada tramo, la longitud real del mismo, agregando la longitud equivalente de los accidentes y accesorios.Toda singularidad situada en la unión de dos tramos seráconsiderada en el tramo siguiente.
• No debe olvidarse el señalar las posibles extensiones futurasde la red con indicación de la ampliación de consumo.
Una vez trazado el esquema y señalados todos los datos anteriores, se procederá al cálculo de cada tramo de tubería, utilizando los abacos de la fig. 31 para las bajas presiones (inferioresa 500 mm c.a. efectivos) o de la fig. 32 para las altas presiones(superiores a 500 mm c.a.). Se tomará siempre el diámetro comercial por exceso. Establecidos los diámetros, se comprobarási las pérdidas de carga son las admitidas en cada caso, y si lavelocidad de circulación del gas no sobrepasa los 30 m/s, con objeto de evitar ruidos y vibraciones. En caso necesario se adoptarán los diámetros superiores que correspondan a dicha velocidad.
Resulta muy práctico utilizar para estos cálculos la regla decálculo confeccionada a este efecto por «GAZ DE FRANCE» (longitud 27 cm, regla de oficina).
•"-"""I
DISTRIBUCIÓN, EQUIPOS Y REDES 119
Aconsejamos establecer un cuadro recapitulativo en el cual seanoten, tramo por tramo, todos los datos: caudales, presiones encada punto de utilización, longitudes lineales y equivalentes (correspondientes a los obstáculos), pérdidas de carga admitidas ylos valores calculados de diámetro, velocidades de circulacióny presión residual.
3.6. Comprobación, ensayos, puesta en servicioy paro de la explotación
Una vez terminado el montaje de las instalaciones de gas yred interna de tuberías, y antes de su conexión con la acometidade suministro de la Empresa distribuidora, se realizan una seriede ensayos, que corrientemente son los siguientes:
• Ensayo de resistencia mecánica (prueba hidráulica) del conjunto de tuberías y accesorios instalados (siempre que lo exijan las reglamentaciones oficiales o de la Empresa distribuidora).
• Ensayos de estanquidad, que deben efectuarse siempre antesde la primera puesta en servicio o después de cualquier modificación de la instalación.
• Control radiográfico de las soldaduras.
• Ensayo de funcionamiento que tiene por objeto comprobar,con los aparatos de utilización en servicio, que la instalación,los aparatos de regulación, medida y control, así como la redde distribución interna, responden a las exigencias de explotación previstas.
3.6.1. Ensayo de resistencia mecánica
Este ensayo consiste en someter al conjunto de tuberías yaccesorios de canalización y valvulcría a una presión hidráulicade prueba, a excepción de los aparatos reductores dc presión,control y accesorios diversos garantizados por el constructor yaislados por una junta ciega.

1 ^"l
120 GAS NATURAL
El agua utilizada debe estar exenta de sedimentos en suspensión. A continuación de la prueba, la canalización debe purgarsey secarse cuidadosamente.
La presión de prueba será 1,5 veces la presión máxima susceptible de alcanzarse, con un margen de + 10 %.
La presión se controla por un manómetro, cuya precisión permita evaluar el valor absoluto del margen citado.
La presión debe mantenerse sin variación durante el tiemponecesario a la inspección de la instalación. Durante las pruebaslas canalizaciones deben ser visitables en toda su extensión. Loselementos enterrados, empotrados o colocados dentro de forrosprotectores deben haberse probado previamente.
3.6.2. Ensayo de estanquidad
Este ensayo se realiza sobre el conjunto de canalizaciones yaccesorios sometidos al mismo tipo dc presión. Durante los ensayos, toda la canalización debe ser visitable.
En general, el ensayo de estanquidad se efectúa con aire, congas inerte o con el gas distribuido, y consiste en llevar el fluido ala presión de ensayo y comprobar la ausencia dc fugas.
Las presiones y tiempos de ensayo serán las siguientes:
Presión de trabajo Presión de ensayo Tiempo
0 a 350 mm c.d.a. 0,21 kg/cm2 10 minutos350 a 3 500 mm c.d.a. 1 kg/cm2 24 horas
3 500 mm a 2,3 kg/cm2 3,5 kg/cm2 24 »
superior a 2,3 kg/cm2 Presión de trabajo X 1,5 24 »
La presión deberá permanecer constante durante el tiempo deprueba, considerando las variaciones dc temperatura antes y alfinal del ensayo.
La presión se medirá:
• en baja presión, por un manómetro dc columna de líquido.
1
DISTRIBUCIÓN, EQUIPOS Y REDES 121
• en media y alta presión, por un manómetro de columna demercurio o por un manómetro metálico cuya sensibilidad sea,como mínimo, igual al 5 °/o de la presión de ensayo.
Cuando se haya obtenido la estabilización de la presión en lacanalización ensayada, se comprueba que la misma quede completamente aislada, por medio de válvulas o de bridas, del restode la instalación.
No se procederá nunca a la localización de fugas de gas combustible mediante el empleo dc una llama, cerilla, etc. Dicha localización se efectuará con un pincel mojado en agua jabonosa oen producto espumante, aplicado en todas las juntas, racores,soldaduras, estopadas, etc.
3.6.3. Control radiográfico de las soldaduras
El control radiográfico se efectuará en todas las uniones quese hagan con soldadura, al 100 °/o para las canalizaciones quepuedan ser sometidas a una presión igual o superior a 32 kg/cm2.Para la canalización sometida a una presión inferior a 32 kg/cm2,las radiografías se liarán al 30 % de las soldaduras. En este caso,el ensayo se efectuará por muestreo, siguiendo el criterio deselección que establezca en cada caso la Empresa distribuidora.
3.6.4. Ensayo de funcionamiento
Después de que se hayan realizado los ensayos de presión yestanquidad, deberá purgarse con gas la red, con el fin de expulsar el aire o los gases inertes de la prueba, de forma que quedeen disposición de su puesta en servicio, sin peligro de mezclasexplosivas.
Para ello, se conectarán los extremos de la red con una manguera o tubería eventual, cuyo extremo de salida dc purga estaráal aire libre, y como mínimo a 3 m de cualquier edificio o tomade aire. También podrá purgarse mediante una antorcha o quemador dc purga precedido dc un cierre hidráulico anti-retornode llama. Para conocer si la tubería está bien purgada se tomarán muestras con globo dc toma de muestras. En el lugar en

122 GAS NATURAL
que se efectúe la purga, no se permitirá fumar, tomándose lasmáximas precauciones contra todo posible foco de inflamación.
A continuación se efectuará un ensayo de funcionamiento detoda la instalación, con el fin de comprobar que las presiones endistintos puntos de utilización son las prefijadas, y que todoslos aparatos de regulación, filtrado, contaje, etc., funcionan perfectamente. Siempre que sea posible, este ensayo se efectuaráantes dc la puesta en servicio definitiva de la instalación. El resultado dc este ensayo figurará en el dossier técnico de la instalación. En caso de eventual puesta fuera de servicio de la instalación, las conducciones de gas deberán igualmente purgarsecomo anteriormente, empleando en este caso aire insuflado, tomando todas las precauciones necesarias para evitar cualquierinflamación. Es recomendable en cualquier caso, y especialmente cuando la tubería sea de un diámetro igual o mayor de 100 mm,efectuar las purgas mediante anhídrido carbónico, nitrógeno ocon una mezcla de ambos.
3.6.5. Trámites necesarios para la puesta en marcha
Para la puesta en servicio dc cualquier instalación, se requerirá:
• Presentar el proyecto dc instalación y red interior dc distribución a la Empresa suministradora dc gas para su aprobación o reparos.
• Solicitar la autorización dc la instalación a las DelegacionesProvinciales del Ministerio dc Industria correspondientes,acompañando a la solicitud: memoria, planos, descripción dcaparatos y documentos oficiales dc timbrado dc filtros y deprueba de aparatos realizados por los constructores, así comoactas dc verificación dc contadores o aparatos de medición,exponiendo que la instalación cumple con lodos los requisitos, reglamentos y normas exigidos por la Delegación de Industria, así como por los exigidos por ENAGAS o la Empresadistribuidora.
• Extender el Boletín de solicitud dc suministro a la Empresadistribuidora.
DISTRIBUCIÓN, EQUIPOS Y REDES 123
• Solicitar, finalmente, cuando la instalación esté terminada, laautorización de puesta en marcha y funcionamiento a la Delegación Provincial de Industria correspondiente.
No se realizará la puesta en marcha, si el usuario no ha recibido, por parte de la firma instaladora, las instrucciones para elmanejo y mantenimiento de la instalación.

1 T —§ r^%
CAPITULO IV
Quemadores industriales
4.1. Definición y funciones de un quemador
Quemador es el órgano destinado a la producción de la llama,poniendo en contacto las cantidades necesarias de aire y gas paraque se realice la combustión.
El quemador tiene por función:
• Asegurar la mezcla de aire y gas en proporciones convenientes y mantenerla constante entre determinada gama de caudales.
• Permitir la regulación de los caudales de aire y gas.
• Mantener la estabilidad de la llama.
• Dar a la llama las dimensiones apropiadas a las del recintodonde se efectúa la combustión.
• Dar, eventualmente, a la llama un poder de radiación suficiente.
El comburente generalmente empleado es el aire frío. En algunos casos se emplea el aire caliente. Excepcionalmente puedeser aire enriquecido con oxígeno u oxígeno puro.
La llama debe ser estable, es decir, no debe desprenderse delquemador ni propagarse a su interior, para lo que debe tenerseen cuenta su velocidad de salida respecto a la velocidad de propagación de la llama. Si la velocidad de salida es superior a la

r==! "1 •="TI
b
126 GAS NATURAL
de propagación de la llama, ésta se desprende del quemador. Sies inferior, la llama se propaga al interior del quemador, dondearde (caso de mezcla previa de gas y aire). En los quemadoresindustriales existen, no obstante, diversos dispositivos para estabilizar la llama con velocidades de salida elevadas.
Los quemadores standard no permiten siempre la adaptaciónde la llama al recinto o cámara de combustión donde se desarrolla, particularmente cuando deben trabajar con una extensa gamade caudales. En efecto: la sección de salida de la mezcla aire-gastiene un valor constante; las variaciones de caudal se obtienenpor variación de la presión, por lo que la velocidad de salidade la mezcla no permanece constante y, en consecuencia, la dimensión de las llamas varía.
Los quemadores que funcionan con varios gases de distintanaturaleza se llaman «multigás» o «todogás»: los que pueden funcionar con distintos combustibles se llaman «mixtos» o «multi-combustibles». Generalmente, el segundo combustible es líquido.Normalmente, fuel-oil.
Si el gas y el otro combustible puede quemar conjuntamente,el quemador es de marcha simultánea. De lo contrario, es demarcha alternativa.-
4.2. Características de la llama y de los productosde combustión
La llama es el límite del espacio en donde tiene lugar la reacción dc combustión. Es pues un volumen de gas delerminado delque es posible conocer sus dimensiones. Especialmente la longitud de llama es una noción utilizada corrientemente.
Hay que señalar que los quemadores catalíticos (activaciónquímica dc las reacciones) o dc combustión alveolar o sobremasa de contacto (activación física dc las reacciones en contacto con un sólido caliente) permiten una combustión sin llamaaparente, es decir, sin llama visible.
Productos dc combustión son los gases desprendidos dc lallama. Si la combustión es completa, se componen -sencialmcnte
T =1 p^^
QUEMADORES INDUSTRIALES 127
de anhídrido carbónico, vapor de agua y nitrógeno del aire decombustión. Pueden también comprender oxígeno (en exceso) yanhídrido sulfuroso y sulfúrico en las combustiones con contenido de azufre (especialmente en el caso de fuel-oil y de carbones). Estos dos últimos cuerpos son despreciables en los productos de combustión del gas natural distribuido.
Si la combustión es incompleta, se encuentran en los productos de combustión inquemados o productos de reacción parcial,especialmente óxido de carbono e hidrógeno, así como, eventual-mente, metano, etc. Pueden incluso encontrarse inquemados sólidos en suspensión (carbono libre).
Las llamas y los productos de combustión son medios químicamente activos frente a los cuerpos que se encuentran inmersosen ellos. En condiciones definidas de presión y temperatura, estaacción puede ser reductora, neutra u oxidante respecto a losproductos tratados pero, prescindiendo de ello, se puede hablarúnicamente de combustión con falta de aire, teórica o estequio-métrica, y con exceso de aire.
La acción de los productos de combustión sobre los metalesno solamente es oxidante, neutra o reductora, sino que puede sercarburante o descarburante.
Las llamas se clasifican, según el modo dc mezclarse el airey el gas, en llamas de mezcla previa y llamas sin mezcla previa.A estas últimas se las conoce también como «llamas de difusión»,aunque se utiliza preferentemente esta designación para las obtenidas por derrame del gas sólo en la atmósfera.
Las llamas dc difusión pura son las obtenidas por derramedc gas puro a través de unos o varios orificios. Según el régimendel derrame, aunque el aire de combustión siempre sea tomadode la atmósfera por difusión, se clasifican en:
• llamas de difusión pura laminares, o llamas blancas,• llamas dc difusión pura turbulentas, o llamas dc antorcha.
En las llamas obtenidas por derrame separado del aire y delgas, el grado de turbulencia disminuye el tiempo de mezcla y,por consiguiente, el tiempo de combustión.

T
128 GAS NATURAL
Las llamas de premezcla son las obtenidas por mezcla previaparcial o total del gas y del aire de combustión.
Estos tres tipos dc llamas tienen, cada uno de ellos, propiedades bien definidas, aunque en muchos casos es posible obtenercon llamas del segundo tipo resultados prácticos idénticos a losde las llamas del tercer tipo o dc premezcla.
Las llamas dc difusión vienen caracterizadas por el valor delnúmero de Reynolds y del chorro dc gas, en la sección del orificiode salido del quemador.
Si el número dc Reynolds es inferior a 1500, aproximadamente, se obtienen las llamas dc difusión pura en régimen laminar.
Si el número de Reynolds es superior a 10 000, se obtienenllamas de difusión pura en régimen turbulento.
En las llamas de difusión, la combustión se realiza tanto másrápidamente cuanto más rápida es la mezcla de aire y gas.
La combustión más lenta se obtiene con las llamas dc difusión de un chorro dc gas puro en el aire. Para las llamas alimentadas con aire y gas a presión sin mezcla, el tiempo de combustión es tanto más corto cuanto menor es el tiempo de mezcla.Por ejemplo, los tiempos dc mezcla son decrecientes para:
— chorros paralelos separados dc aire y gas,—chorros paralelos divididos que favorezcan la mezcla,— derrames de fuerte turbulencia, obtenidos por convergencia
o rotación dc los chorros, o incluso por medio dc obstáculoscolocados en su recorrido.
En las premezclas dc aire y gas. ios tiempos de combustión son evidentemente más cortos.
En una llama, al principio dc la combustión, las moléculas decomburente y de combustible reaccionan muy rápidas, pero amedida que la combustión avanza los cuerpos en reacción sediluyen en l"s productos <l<- combustión y aquélln c retrasa.
Una hipótesis debidamente comprobada en la náclicti es que«la velo, ¡dad íii-.I:-mI:uh-íi d • •ombu-i i..., cu i"- l'-unn es pro-
"1
QUEMADORES INDUSTRIALES 129
porcional a la distancia que separa la reacción en un instantedeterminado del estado final, es decir, de la combustión completa».
4.3. Volumen de la cámara de combustión
El volumen de la cámara de combustión (recinto donde sedesarrolla la llama) depende del tipo dc combustible y de lascaracterísticas del quemador. Utilizando gas como combustible,y para una cámara equipada con quemadores corrientes con premezcla previa de gas y aire, el volumen de la cámara de combustión se calcula por la fórmula:
V =Qv
siendo:
V = volumen de la cámara en m3
Q = potencia calorífica en termias por hora.
Qv = carga volúmica (o tasa de combustión) en te/h por m3 decámara.
En el cuadro siguiente damos los valores de carga volumétrica admisible en una cámara de combustión para algunos tiposdc quemadores, y diferentes valores de Qx / Q„ para los valoresmedios del coeficiente K encontrados experimentaimen te en hornos industriales, siendo Q t / Q„ la relación entre la cantidad total de calor efectivamente desprendida por la combustión en elinstante / y la cantidad total de calor que puede desprendersepor la combustión. Damos los valores de la carga volúmica (carga
Qxvolúmica o carga específica) para valores de de 0,5; 0,6; 0,7;
0,8 y 0,9 en una cámara de combustión donde ésta no se realizacompletamente

130GAS NATURAL
Coeficien
teKTipo de quemador
Quemadores sin premezcla
Quemadores construidosde obra en el horno dccorrientes paralelas
Quemadores construidosde obra en el horno decorrientes convergentes
Quemadores metálicosde turbulencia débil
Quemadores metálicosde turbulencia fuerte
Quemadores de mezclaprevia
1,5a
2
2.5
3a
4
5a
6
8a
10
Caraa volumétrica en termias/h X m3 para diferentes valores Qt/Qo en la cámarade combustión (sin prccalentamiento)
0,5
1875
2 500
3 100
3 750
5 000
6 250
7 500
10 000
0,6
1250
1670
2 080
2 500
4 340
4 170
5 000
8 670
0,7
790
1050
1320
1580
2100
2 630
3160
4 210
0,8
515
690
865
1035
1380
1725
2 070
2 760
12500 8 350 5 260 3450
0,9
312
410
520
625
835
1040
1250
1670
2080
4.4. Definiciones comunes a todos los quemadoresde gas
Potencia térmica
Es la cantidad de calor en kcal/h que puede proporcionar unquemador. Su valor es el producto del caudal en m/h del quemador utilizado por el poder calorífico inferior del gas. Tambiénpuede denominarse caudal o carga térmica.
Según el valor de este producto, los quemadores pueden clasificarse, en primera aproximación, en: domésticos cuando dicha cantidad dc calor es inferior a 25 000 kcal/h; comer-cíales, cuando la potencia está comprendida entre 25 000 y150 000 kcal/h; industriales, cuando la polencia sobrepasalas 150 000 kcal/h.
Carga volumétrica
Es la carga téimica por metro cúbico. Su valor es el cocienteentre la potencia total suministrada por un quemador y el volumen del recinto en que la llama se desarrolla.
1
QUEMADORES INDUSTRIALES 131
Este dato es importante en el proyecto de la cámara de combustión. Una carga térmica elevada requiere un tipo de materialrefractario que resista mejor la temperatura que la de una cámara con carga térmica baja, en donde la radiación de la llamase distribuye mejor y donde la temperatura de la cámara decombustión es más baja.
Potencia específica
Es el cociente entre la cantidad de calor en kcal/h suministrada por el quemador o potencia térmica, y la sección de losorificios de salida del mismo.
Velocidad de propagación de la llama
Es muy importante en el proyecto y fabricación de quemadores, ya que determina la posibilidad de desprendimiento dela llama de la boca del quemador o bien el retroceso de la misma.
Para que la llama de un quemador de gas sea estable es preciso que la velocidad de salida del gas de la boca del quemadorno sea mayor ni menor que la velocidad de propagación de lallama, y esté comprendida entre la velocidad de retroceso de lallama y la velocidad de desprendimiento de ésta.
Modulación de un quemador
Es la relación entre el caudal térmico máximo y el caudaltérmico mínimo compatible con un funcionamiento correcto delquemador (estabilidad de la llama, ausencia de inquemados,etc). La modulación de ciertos quemadores puede alcanzar valores muy elevados (50 veces o más). Cuando se exigen características de llama parecidas variando el caudal, la modulación delquemador adquiere valores mucho más modestos (5 a 10, máx.).
Impulsión
La impulsión es la suma de dos términos: el caudal dc lacantidad dc movimiento y de la presión estática. Para un inyector (suponiendo la velocidad uniforme en la sección de sa:lida), la expresión de la impulsión viene dada por:
G = Q,„ Vs + (P< — Pe) Ss

132 GAS NATURAL
en la cual:
Qm caudal máximo del fluido (kg/s)V3 velocidad del fluido en la sección de salida del inyector
(m/s)
P, presión del fluido en la sección de salida del inyector (Pa)Pe presión de entrada al inyector (Pa)S, sección de salida del inyector (m2)
G impulsión (N)
La impulsión tiene las dimensiones de una fuerza (Newtono kgf; 1 N = 0,102 kgf).
La noción de impulsión se utiliza para ciertos quemadores dehornos, como pueden ser los hornos Martin para fusión de aceroy para hornos de fusión de vidrio.
Aplicándola no solamente al chorro de gas combustible, sinotambién a los productos de combustión, puede utilizársela en losquemadores túnel intensivos.
4.5. Clasificación de los quemadores
Diversos autores se han preocupado, desde hace tiempo, por elproblema de la clasificación lógica de los quemadores; ésta podía establecerse según:
• el principio de funcionamiento,• el tipo de construcción,• las características de utilización.
Ninguna de estas clasificaciones es suficiente para definir suscaracterísticas y facilitar la elección dc un quemador en vista auna utilización determinada.
Por ello, la Comisión de Utilización de la I. G. U. (International Gas Union) ha establecido una clasificación numérica quecaracteriza sus diferentes variables, independientemente de queun mismo tipo de quemador pueda recibir de cada constructoruna denominación diferente.
O)
OZ
<0UlKOQ<siu
3O
(Oomi
111Q
ZO
O<o
(O
«o
2
**•>
sia <ü
♦->
c P -v u a
«"ra:2o «-»n»_ </>u, <u 3
CL.-OJ3
3
«*flo o
•-i o
«o
1¡
•8.a4-*
«/> 4)WJ-O
"a3,2\S £J«¿w "3 "Era «-<ra <u
CJT3
(ü
tí V
"to ra
«Ji2b o
ü J2•o
o w^•O rao «so
"S o óo>o¡-S'o"ra
</>
ü gog.2ve u O,
•m b ra S "> ü>y « o s a w
ra u 2 3 .2cji3 E cr>,o
ófe A
82O 4>
|afia
«•3«-i o ra
.O
u «oO 9>
ft3í3ou o .
0) O ^</J Ui O
a> O 3 *~ «"O'rj «sjjfi «-IC5-3D.
(X do
.21 ra n %i>o "> <u 55•° ra & o
w ..raS. c p c
:2 c-2
(A3/3
.2 o£.2o»-O
S,.S
4)
^ « tí-2:e
ó « c S^ grtftg32° 38&
«C S'ra
SS títí 5
•8 ü
S ra Si c3 c E.Sá
o
n'Ou^'m nuhu
«.So_. ra o
ra ra tí
P «3.3 «43o> ra 3»-. «3D~,_^
oo u
o^íg-S*o £ rae^¿ o .2
<N'o 33 "O
4>
2raP.0)
«o
.5» cj ra••SSfiraSrt
^2 ¡IÍN 3) tí ¡7)
|2Sí ra^E
u
ra uiüJ"o O o
O W4>
>< ra' l"o «
O «i 2oro 2° rao o *-> oo WSrao 2
tíg^ro U tí^3
§•8Í5 ra
l'S5 3 O
6 55
í-¡ o4) -m
T> C
É8¿
ra u ra
«X) <uo.3
m v> tí v>
.3 o
4)
.2 tí U
•=• ra o,
Ja
a
3 ra
v ra
a 2
a>
w«2 o3 >-«
U, 4)O «-P«0)
ra o ra
ra£ uo u
ra^'3
«sis:2 5:2TJ" </> C t/J
.2 3>-a4) o
aEUi
ra 2-a
¡§y,oig o
^ ai2
—' 4)4) Ui
C C•3:2
°e-o
ID o
2'C*j ra
•a ~* .h -o"o ra3
•4).SU-l (/)
a) 55 ?>ü O Uingftg ra ra
ra ^ «o •«
tí ¡u .»ufara
•Siu ra
ui"o
« ra «
-a
4) O
B.S
oJ•M O
tí O4)
O\0 O
raUi
'ísb
2
vO 2
tío
°rao.2o¿32«c ^O Oo
tí eno ra
r-E
ra01)
ra
n;2
oa
o•ara
E4)3O"
tí•O
'ora
.a
!Sra
4)T3
ra
4)•o
uo
ra vjo
° tí
"o ra
4) «O
<S Sí ra2>au
.^22 i- o.
3C2Í -2
3 O
•"a-§E
Ui
2a« c. a>
51
atfl4>
•3^1£3*
Uia
ra
0)
Etí
¿75,

134 GAS NATURAL
En esta clasificación, cada quemador queda designado por ungrupo de 6 cifras, de las que cada cifra puede tener diversasvariantes:
cifra:
cifra:
modo de formación de la mezcla aire-gas (7 variantes),categorías de presión de alimentación en aire y en gas(7 variantes).
3.a cifra: derrame de aire-gas en los orificios de salida (6 variantes).
manera de estabilizar la llama (4 variantes),localización de la combustión (7 variantes).
cifra: precalentamiento o no del aire de combustión (3 variantes).
Las diferentes cifras a utilizar son las siguientes (cuadro «Clasificación de los Quemadores industriales»).
cifra:
cifra:
Ejemplos:
• Quemador de rampa o antorcha de inducción atmosférica.
• Quemador de joyería con aire y gas separados.• Quemador dc choque.
• Quemador de radiación o alta temperatura, piezarefractaria de orificios múltiples cilindricos, recibiendo la premezcla total de aire y gas bajo presión procedente de una cámara de mezcla.
• Quemador de masa de contacto alimentado conpremezcla por mezclador de aire inductor y gasdistendido (el mezclador, que puede ser común avarios quemadores, no forma parte del quemador).Panel radiante catalítico.
Quemador de chorro (jet).
Quemador dc chorro (jet).
Quemador dc chorro (jet).Quemador radiante a alta temperatura de copa.Quemador dc tubo radiante a alia temperatura,con recuperador incorporado.Quemador para horno Hollinan de cerámica.
411.011
722.011
371.441
221.252
375.431
715.071
220.251
371.251
743.251
371.441
722.063
712.011
,—! —1 1
QUEMADORES INDUSTRIALES
Quemador de aire y gas separados, de derrameconvergente en pieza cónica.
Quemador de caldera con lanzas de gas.Quemador de derrame tangencial de premezcla total sobre una bóveda refractaria (el mezclador noforma parte del quemador).Quemador de combustión sumergida sin premezclaaire-gas.
135
723.222
723.213
361.441
742.061
4.6. Tipos de quemadores
Los quemadores de gas pueden ser de dos tipos genéricos:• quemadores de mezcla previa (aire y gas),• quemadores de alimentación separada aire y gas (sin mezcla
previa).
4.6.1. Quemadores de mezcla previa
Producen, como hemos dicho, llamas de mezcla previa caracterizadas porque una parte (aire primario) o la totalidad delaire necesario a la combustión completa, se mezcla con el gasa la entrada del quemador o inmediatamente antes del mismo.
En caso necesario, se admite parte del aire (aire secundario)correspondiente a la combustión completa, con objeto de terminar dicha combustión.
Un quemador de mezcla previa está caracterizado por:• Su potencia específica unitaria (relación de la potencia tér
mica a la sección del orificio de salida).
• El factor de aire de la premezcla (relación de aire primariorespecto al aire teórico).
La estabilidad de la llama está afectada por dos fenómenosque se manifiestan de manera opuesta:
• El retorno de llama.
• El desprendimiento de llama.

"^
136 GAS NATURAL
Las diversas técnicas de estabilización de las llamas ponenen práctica las consideraciones teóricas concernientes a estosdos fenómenos, utilizando la influencia favorable de ciertosfactores y reduciendo la acción nefasta de aquellos cuya influencia es desfavorable a la estabilidad.
En los quemadores de premezcla, ésta tiene que efectuarse enun mezclador que tiene por objeto suministrar al quemador unamezcla de aire y de gas, de la que se fija la proporción, el caudaly la presión. La proporción está caracterizada por la relaciónaire/gas.
Existen varios sistemas dc mezcla:
• máquinas de mezcla, compuestas dc un surpresor con un mezclador de dos orificios calibrados en la aspiración, alimentados por aire atmosférico y gas regulado a la presión atmosférica. Estas instalaciones son conocidas con el nombre de«grupos dc premezcla»;
• cámaras Dii mezcla, alimentadas con aire y gas a presión pordos canalizaciones provistas de válvulas de regulación progresivas y de mando simultáneo. Una mezcla dc ese tipo seobtiene según la disposición esquemática de la íig. 36;
• mezciadorus ni- inducción, dispositivos (generalmente un inyector y venluri) en los cuales se utiliza la energía de un fluido para aspirar al otro. Son los empleados más frecuentemente.
Fig. 36. — Esquema de cámarade mezcla.
En los mezcladores dc inducción se distinguen los casos siguientes:
9 el gas a la presión dc la red o comprimido es el Huido inductor que aspira el aire ambiente: mi/cladori-s ni- inducciónatmosférica;
QUEMADORES INDUSTRIALES 137
• el aire comprimido aspira el gas, que es parcialmente despresurizado o reducido a la presión atmosférica: mezcladores deAIRE INDUCTOR Y GAS DESPRESURIZADO;
• el aire y el gas están ambos a presión.
Los dos primeros casos son los más corrientes. En el cuadrosiguiente se comparan ambos tipos de mezcladores de inducción.
Mezclador de inducciónatmosférica
Sencillez de construcción
Utiliza sólo la presión del gas
Precio de compra bajo
Presión de mezcla baja
Modulación 1 a 3 como máximo
Sensibilidad a las contrapresionesde las cámaras de combustión
Tamaño excesivo para los quemadores dc gran caudal
Factor de aire casi siempre inferiora la unidad
RegulaciónPotencia: válvula de gas. Relaciónaire/gas: aro regulación aire
Energía: no es necesaria energía suplementaria (presión normal delgas)
Mezclador de aire inductory gas despresurizado
Construcción más complicada (regulador dc gas)
Exige un surpresor de aire
Precio de compra gravado por el delregulador de gas y el surpresor deaire
Presión de mezcla elevada
Modulación pudiendo sobrepasar 1a 5
Insensibilidad a las contrapresionesdc las cámaras de combustión
Tamaño que no puede ser muy reducido para los quemadores de pequeño caudal
Factor de aire primario elevado, pudiendo sobrepasar fácilmente launidad
RegulaciónPotencia: válvula de aire. Relaciónaire/gas: sección de paso del gasdespresurizado
Energía: consumo de energía suplementaria (electricidad) para el surpresor de aire
4.6.1.1. Quemador dc mezcla previa por inducción atmosférica
Está constituido por un venturi cuyas características de construcción pueden ser, por ejemplo, las indicadas en la fig. 37adjunta.

138
Inyectorde gas
GAS NATURAL
Fig. 37
5o < a < 10°6 0e<l3 < 12 0c
2,5 0c<l2< 4 0tl'i < 0c
La forma del cono convergente tiene poca influencia en laaspiración del aire. Es preferible que termine en una parte cilindrica a fin de que la pérdida de carga sea la más baja posible.
Los mezcladores de este tipo pueden construirse para potencias unitarias de hasta 1 000 termias/h. Normalmente alcanzanpotencias de 25 a 250 termias/h. La ventaja del sistema es sugran simplicidad y bajo coste. Se emplea cuando se dispone dcpresiones de mezcla próximas a la presión atmosférica y cuandono es necesario en la premezcla obtener la cantidad de aireteórica.
Su principal inconveniente reside en la sensibilidad del arrastre de aire a las variaciones dc presión en el recinto o cámaradonde está colocado el quemador.
La fig. 38 representa un quemador industrial de ese tipo. Laregulación del caudal de gas se obtiene por variación de la presión en el inyector (basta abrir y cerrar progresivamente la válvula de gas). La regulación del aire en un quemador de este tipo,alimentado con gas a presión constante, puede hacerse:
• por obturación de la sección de entrada del aire, que puedeser por disco roscado, por anillo móvil obturando los orificiosde entrada de aire, o por capuchón deslizante sobre el inyector;
61 por desplazamiento dc la boquilla del inyector respecto alventuri;
• por estrangulannento del cuello del venturi (no recomendable).
=1
Aire primariobajo presión
QUEMADORES INDUSTRIALES
Gasbajo presión
Aire secundarioatmosférico
Fig. 38
=1 *—I
139
Salida dela mezcla
Los mezcladores de inducción atmosférica corrientes, alimentados con gas a muy baja presión (100 mm c. a., por ejemplo), nopermiten más que un arrastre de aire próximo a los 3 m3 deaire por m3 de gas, por lo que resulta insuficiente a todas lucespara el gas natural, el cual necesita de 10 a 12 m3 de aire para sucombustión completa. Dicho valor es suficiente, no obstante, parauna llama libre, ya que el aire secundario lo toma por difusióndel aire ambiente alrededor de la llama.
Para la alimentación de recintos cerrados: cámaras de com
bustión, hornos, tubos, etc., dicho valor es insuficiente, debiendorecurrírse a mezcladores de inducción atmosférica especiales dealta presión de inyección y doble inducción, los cuales dan unarrastre de aire más elevado y suministran una mezcla combustible próxima a la composición estequiométrica.
Los quemadores de mezcla por inducción atmosférica son,prácticamente, los únicos utilizados en las aplicaciones domésticas, con excepción de algunos quemadores de llama blanca yquemadores automáticos de calderas de calefacción y de calentadores de agua, que actualmente ya han caído en desuso.
En aplicaciones industriales, los mezcladores dc inducciónatmosférica alimentan quemadores de llama libre: antorchas,pipas, quemadores de corona; sin embargo, también la boca delquemador puede desembocar en un recinto dc obra, en un túnel,sobre una superficie refractaria, etc.

140 GAS NATURAL
En la fig. 39 se representa un quemador para hornos industriales con gas a alta presión de doble inducción atmosférica deaire. La presión del gas puede alcanzar y sobrepasar los 3 m decolumna de agua.
Fi». 39
4.6.1.2. Quemador dc mezcla previa por aire inductor
La mezcla se realiza, en este caso, con un inyector de aire apresión, tomando el gas a la presión dc la red o reducido a lapresión atmosférica.
QUEMADORES INDUSTRIALES 141
La regulación de los caudales de aire y gas se hace separadamente. El usuario debe por lo tanto proceder a la regulaciónde la potencia y de la naturaleza de la combustión.
Estos quemadores permiten obtener una proporción de airebastante elevada y una presión de la mezcla superior al caso dequemadores de inducción atmosférica.
Se utilizan mucho en quemadores de llama libre, quemadoresantorcha y sopletes, donde el usuario puede juzgar fácilmenteel resultado de su regulación, tanto por el efecto térmico producido como por la acción oxidante o reductora de la llama sobreel producto tratado.
La fig. 40 representa un mezclador con aire inductor a presióny gas despresurizado a la presión atmosférica.
Fig. 40.
Estos últimos mezcladores permiten alcanzar relaciones aire-gas que sobrepasen la proporción eslequiométrica, así como quedicha relación aire-gas permanezca constante para variacionesdc caudal de 1 a 5.

"I H
142 GAS NATURAL
La presión del aire se obtiene, según el valor de dicha relación, mediante ventiladores centrífugos o supresores volumétricos de paletas o de pistones rotativos (tipo Roots).
Los mezcladores de aire inductor y gas despresurizado se emplean mucho para quemadores dc hornos o aparatos térmicosque necesitan una fácil regulación de la potencia en una ampliagama, manteniendo constante la relación aire-gas, es decir, conservando constante la composición de los productos de combustión.
4.6.1.3. Quemadores de mezcla previa en máquinas mezcladoras
Las máquinas mezcladoras permiten obtener una mezcla decomposición y presión rigurosamente constante. El principio sebasa en un surpresor alimentado en la aspiración por aire y gasa la presión atmosférica, los cuales penetran por orificios calibrados cuyas secciones fijan la relación aire-gas.
Como las máquinas mezcladoras se utilizan para producir unamezcla de composición próxima a la estequiométrica, el podercalorífico de la mezcla es aproximadamente el mismo para todos los gases combustibles. Dichas máquinas se construyen hasta4 000 mVh de mezcla, que corresponde sensiblemente a 40 000 termias/h en el caso dd gas natural.
Este sistema dc mezcla permite variaciones dc caudal de 1 a20. Se utiliza principalmente para quemadores intensivos, quemadores túnel de impulsión y quemadores radiantes dc alta temperatura, que exigen generalmente una mezcla total (con lodoel aire estequiométrico) a tina presión importante. La constancia de la mezcla permite una regulación precisa de temperaturasin modificación dc la atmósfera dc los bornos. Se emplean, porejemplo, en ciertos quemadores de calentamiento de feeders dchornos dc vidrio.
La figura 41 representa un Upo de mezclador que se hallanormalmente en el mercado, en el cual la presión del gas seiguala a la presión del aire (que puede variar por colmatacióndel filtro de aire), y donde la variación de caudal se produce porla variación de las secciones de las dos lumbreras, accionadas por
'—U
QUEMADORES INDUSTRIALES 143
un pistón que se desplaza según el valor relativo de la presiónde mezcla, después de las lumbreras, respecto a la presión delaire.
Accionamiento del reguladorpor la presión de aire
Gas —¥•
Regulador depresión de gas
Membrana de mando del pistón
Gas Aire Mezcla
Fig. 41.— Mezclador de máquina de mezcla.
4.6.1.4. Quemadores dc llamas libres alimentados en premezcla
Los quemadores de llama libre son los que dan llamas pegadas a los orificios de salida del quemador sin contacto con unapared o cono refractario, alimentados con mezcla previa dc airepor cualquiera de los sistemas descritos anteriormente. Así pues,los orificios de salida y los medios de estabilización de la llama,tienen considerable importancia.
Disminuyendo el diámetro de los orificios de salida se reducela tendencia del quemador al retorno de llama al interior delmismo. Este principio se aprovecha, sobre todo en los quemadores domésticos (rampas de gas, quemadores corona, etc.), re-
Mezclador.
Pistón de traslaciónvertical provisto delumbreras
Camisa provista de lumbreras
Mando manualde desplazamientode la camisa
.Airefiltrado
Cilindro en depresión

1 r^%
144 GAS NATURAL
partiendo la sección de salida en múltiples orificios iguales omenores 3 mm, como indica la figura 42. El aumento de larelación profundidad a diámetro de los orificios de salida, aumenta la resistencia al retorno de llama, cuya propiedad es utilizada en las placas refractarias de los paneles radiantes.
Fig. 42. — Esquema de taladrado deorificios circulares para quemado
res domésticos.
Por otro lado, para evitar en los quemadores de llamas libresel soplado de la llama, se disponen en la cabeza del quemadoruna serie de orificios pequeños periféricos por los que pasa unaparte pequeña de la mezcla previa de aire y gas, de forma quela serie de llamitas auxiliares que se producen, asegure mantenerla llama principal del quemador sin desprenderse del mismo.
La cabeza del quemador va provista, generalmente, de unreborde destinado a proteger las llamas auxiliares de la corrientede convección debida al arrastre de aire secundario en la basede la llama principal. En la figura 43 se muestran dos tipos decabeza de quemador de antorcha con estabilización de llama,según el principio descrito.
Metal ondulado I
Cabeza de quemadorde antorcha
ÍT,1
W f
Cnboza do quemadorde antorcha equipadodo una cotona do oslahiliznción
Fi¡.\ 4.Í. I lamas ausiliures dr i ' labilizac i'
QUEMADORES INDUSTRIALES 145
En la figura 44 se muestran otras soluciones adoptadas pordiversos constructores en los quemadores de antorcha.
Los quemadores de llamas libres alimentados con premezclapueden ser: quemadores de antorcha, quemadores de rampa,quemadores de corona y quemadores de pipa.
a) _ A.E M
áj- NORTHAMERICAN
bj. ECLIPSE
ejLSOFIM
Aire secundario
Fig. 44. —Diferentes soluciones de orificios de salida con llamasestabilizadas en cabezas de quemadores antorcha.
Los quemadores de antorcha son los más sencillos y económicos. El prototipo de ellos es el mechero «BUNSEN», que todosconocemos.
Los quemadores de rampa están constituidos por un tubo oconducto de la mezcla aire-gas, donde se han practicado unasranuras o taladrado unos orificios, regularmente espaciados parapermitir la toma de aire secundario, y suficientemente próximospara asegurar el encendido progresivo por propagación de lallama.
La figura 45 muestra un tipo de quemador con rampas múltiples, formadas cada una de ellas por un inyector atmosféricotipo venturi que se prolonga en un tubo de acero provisto deranuras perpendiculares al eje del mismo, donde tiene lugar lallama de combustión del gas.
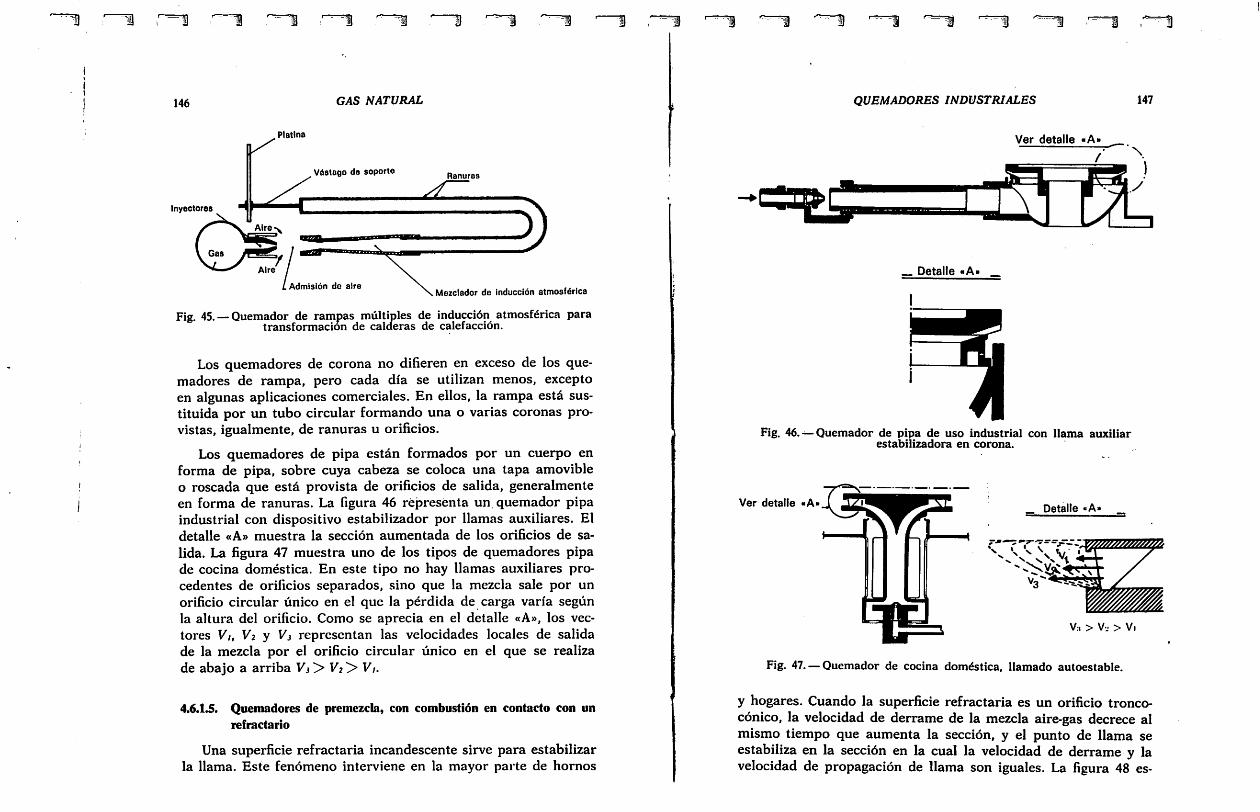
n
146
. Platina
Inyectores
GAS NATURAL
Ranuras
. Mezclador de inducción atmosférica
Fig. 45. —Quemador de rampas múltiples de inducción atmosférica paratransformación de calderas de calefacción.
Los quemadores de corona no difieren en exceso de los quemadores de rampa, pero cada día se utilizan menos, exceptoen algunas aplicaciones comerciales. En ellos, la rampa está sustituida por un tubo circular formando una o varias coronas provistas, igualmente, de ranuras u orificios.
Los quemadores de pipa están formados por un cuerpo enforma de pipa, sobre cuya cabeza se coloca una tapa amovibleo roscada que está provista de orificios de salida, generalmenteen forma de ranuras. La figura 46 representa un quemador pipaindustrial con dispositivo estabilizador por llamas auxiliares. Eldetalle «A» muestra la sección aumentada de los orificios de salida. La figura 47 muestra uno de los tipos de quemadores pipade cocina doméstica. En este tipo no hay llamas auxiliares procedentes de orificios separados, sino que la mezcla sale por unorificio circular único en el que la pérdida de carga varía segúnla altura del orificio. Como se aprecia en el detalle «A», los vectores Vi, Vz y V¡ representan las velocidades locales de salidade la mezcla por el orificio circular único en el que se realizade abajo a arriba V3 > V2 > V,.
4.6.1.5. Quemadores de premezcla, con combustión en contacto con un
refractario
Una superficie refractaria incandescente sirve para estabilizarla llama. Este fenómeno interviene en la mayor parte de hornos
Ti 1 "=^
QUEMADORES INDUSTRIALES 147
Ver detalle «A»
_ Detalle «A» _
Fig. 46. —Quemador de pipa de uso industrial con llama auxiliarestabilizadora en corona.
Ver detalle «A« _ Detalle «A»
~líf ' T"-?-^-v---r-^-j
v, > Vj
Fig. 47. —Quemador de cocina doméstica, llamado autoestable.
y hogares. Cuando la superficie refractaria es un orificio tronco-cónico, la velocidad de derrame de la mezcla aire-gas decrece almismo tiempo que aumenta la sección, y el punto de llama seestabiliza en la sección en la cual la velocidad de derrame y lavelocidad de propagación de llama son iguales. La figura 48 es-
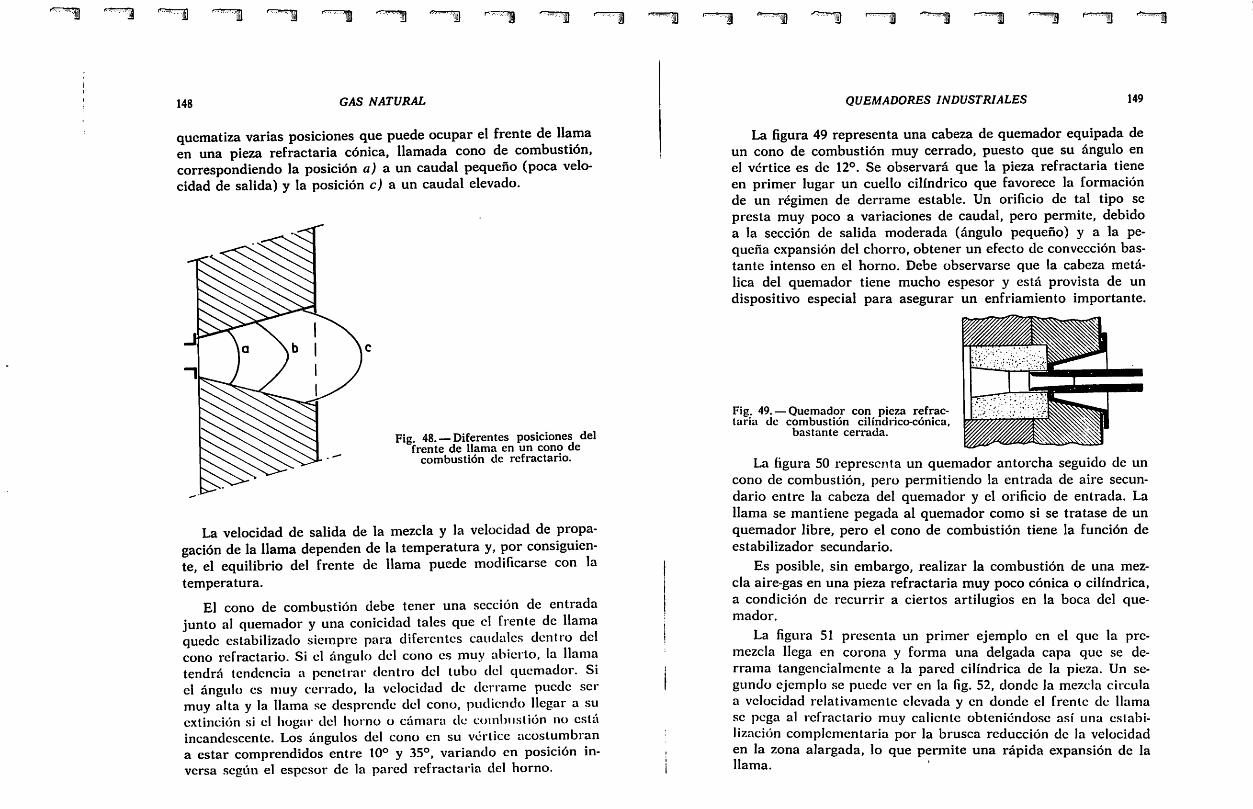
*| r^B9| T|
148 Gi4.S NATURAL
quematiza varias posiciones que puede ocupar el frente de llamaen una pieza refractaria cónica, llamada cono de combustión,correspondiendo la posición a) a un caudal pequeño (poca velocidad de salida) y la posición c) a un caudal elevado.
Fig. 48. —Diferentes posiciones delfrente de llama en un cono de
combustión de refractario.
La velocidad de salida de la mezcla y la velocidad de propagación de la llama dependen de la temperatura y, por consiguiente, el equilibrio del frente de llama puede modificarse con latemperatura.
El cono de combustión debe tener una sección de entradajunto al quemador y una conicidad tales que el frente de llamaquede estabilizado siempre para diferentes caudales dentro delcono refractario. Si el ángulo del cono es muy abierto, la llamatendrá tendencia a penetrar dentro del tubo del quemador. Siel ángulo es muy cerrado, la velocidad dc derrame puede sermuy alta y la llama se desprende del cono, pudiendo llegar a suextinción si el hogar del horno o cámara de combustión no estáincandescente. Los ángulos del cono en su vértice acostumbrana estar comprendidos entre 10° y 35°, variando en posición inversa según el espesor de la pared refractaria del horno.
*****%
QUEMADORES INDUSTRIALES 149
La figura 49 representa una cabeza de quemador equipada deun cono de combustión muy cerrado, puesto que su ángulo enel vértice es de 12°. Se observará que la pieza refractaria tieneen primer lugar un cuello cilindrico que favorece la formaciónde un régimen de derrame estable. Un orificio dc tal tipo sepresta muy poco a variaciones de caudal, pero permite, debidoa la sección de salida moderada (ángulo pequeño) y a la pequeña expansión del chorro, obtener un efecto de convección bastante intenso en el horno. Debe observarse que la cabeza metálica del quemador tiene mucho espesor y está provista de undispositivo especial para asegurar un enfriamiento importante.
Fig. 49. — Quemador con pieza refractaria dc combustión cilíndrico-cónica,
bastante cerrada.
La figura 50 representa un quemador antorcha seguido de uncono de combustión, pero permitiendo la entrada de aire secundario entre la cabeza del quemador y el orificio de entrada. Lallama se mantiene pegada al quemador como si se tratase de unquemador libre, pero el cono de combustión tiene la función deestabilizador secundario.
Es posible, sin embargo, realizar la combustión de una mezcla aire-gas en una pieza refractaria muy poco cónica o cilindrica,a condición de recurrir a ciertos artilugios en la boca del quemador.
La figura 51 presenta un primer ejemplo en el que la premezcla llega en corona y forma una delgada capa que se derrama tangencialmente a la pared cilindrica de la pieza. Un segundo ejemplo se puede ver en la fig. 52, donde la mezcla circulaa velocidad relativamente elevada y en donde el frente de llamase pega al refractario muy caliente obteniéndose así una estabilización complementaria por la brusca reducción dc la velocidaden la zona alargada, lo que permite una rápida expansión de lallama.

150
Airo secundario
Premezcla parcial
i «•§
GAS NATURAL
Fig. 50. —Quemador antorcha desembocando en cono de refractario conadmisión de aire secundario.
Mezcla aire-gas
Piloto deencendido
Fie 51. —Quemador con pieza refractaria alimentado con mezcla previaaire-gas, por chorro anular en derrame tangencial a la supcrhcie retractaría.
Mezcla
I
QUEMADORES INDUSTRIALES 151
4.6.2. Quemadores sin mezcla previa
Son de dos tipos:
• Quemadores de llama blanca.
• Quemadores de llama de difusión en régimen turbulento.
Los primeros tienen poco interés para las aplicaciones industriales y eran muy usados en aplicaciones domésticas (calentadores instantáneos de agua) y comerciales (cafeterías, snacks).
Sin embargo, se han ido sustituyendo progresivamente porboquillas aireadas, que son pequeños quemadores de inducciónatmosférica roscados en las rampas de gas.
Gas
Tubo de conducción de aire
Productosa tratar
Grifo de regulación
Entrada regulable de aire
Tapa de los orificiosde calentamiento
, Tubo de gas
Gas Productos
a tratar
Fig. 53. — Quemador de gas natural de alta presión para liorno Iloffmannde cocción de productos cerámicos de tierras rojas.

r=^l "^1
152 G/1S NATURAL
Los quemadores de llama de difusión en régimen turbulentoson muy utilizados en los hornos industriales. La figura 53 representa un quemador utilizado en los hornos Hoffmann de cerámica, previsto para ser instalado en la bóveda del horno en ellugar ocupado por los antiguos quemadores de carbón pulverizado o de fuel-oil. Este quemador está formado por untubo de inyección de gas puro, con admisión parcial de airefrío alrededor del tubo, pero la mayor parte del aire de combustión es aire caliente que circula en el túnel del horno, y queha adquirido su calor sensible por recuperación de los productostratados en su fase de enfriamiento. Actualmente el gas se suministra al quemador a una presión efectiva del orden de 1 a2 kg/cm2, y las potencias unitarias están generalmente comprendidas entre 50 y 100 termias/h. Esta presión elevada ha sido escogida para obtener un chorro de gas puro cuya combustión sedesarrolla en toda la altura del horno.
Airo Aire
Gas
Gas
Fig. 54. — Quemador dc corriente convergente de aire
(Meverholcr).
Fig. 55.— Quemador de corrientedivergente de tías (C. F. I.).
Las figuras 54 y 55 representan dos realizaciones clásicas dequemadores de corrientes convergentes o divergentes de aire yde gas, ambos alimentados a presión, en los que se crea unaturbulencia artificial a fin de que la llama producida sea cortay caliente, similar a la producida en quemadores de mezclaprevia. Los orificios de salida dc aire del quemador de la figura54 se taladran oblicuamente, de forma que generen una corrientetangencial que favorezca una mezcla rápida <mi el gas en untiempo corto de mezcla.
1 *^j f^j _u
QUEMADORES INDUSTRIALES 153
Se puede igualmente favorecer la mezcla promoviendo un derrame giratorio a uno de los fluidos. Este procedimiento no excluye el conservar cierta convergencia de los chorros. La figura56 corresponde a un quemador de este tipo, en el cual se imprimeal gas un movimiento helicoidal gracias a unas aletas dispuestassobre el tubo central, mientras que la corriente de aire convergealrededor del chorro de gas en una pieza en forma de venturi.La figura 57 corresponde a otro quemador similar en donde seimprime al aire un movimiento giratorio centrípeto. Estos quemadores existen hasta potencias de 10000 termias/h, y su caudalpuede variar de 1 a 4.
Aletas
Gas Aire
Fig. 56. — Quemador de rotación del gas (Schmitz-
Apelf).
Atabesdirectrices
Aire
Fig. 57. —Quemador de rotacióndel aire (O. F. U.).
También existen quemadores sin mezcla previa que producenchorros paralelos divididos. El principio consiste en subdividirlos chorros de aire y de gas que se derraman paralelamente. Estasolución da, en general, un tiempo de mezcla más largo y produce una longitud dc llama mayor que en los quemadores dechorros convergentes. Esta técnica se ha empleado especialmentepara ciertos quemadores de tubos radiantes a alta temperatura,o en quemadores destinados a producir llamas luminosas enmarcha mixta con fuel-oil. Las figs. 58, 59 y 60 representan quemadores de este tipo.
Finalmente, la figura 55 muestra un quemador de chorros divergentes cuya particularidad reside en la forma de la pieza refractaria de estabilización de llama que, en lugar de ser de unsolo tronco de cono, está formada por varios troncos de conoconsecutivos dc secciones crecientes.

154
Aire
Gas
GAS NATURAL
Fig. 58. — Quemador de corriente paralela: central deaire y anular de gas (Norlh
American).
Fig. 59. — Quemador de corriente central de gas y boquillas de corriente dc aire
(C. F. I.).
Fig. 60. — Quemador de corrientes paralelas divididas de
gas y aire (O. F. U.).
Ello permite obtener una gran variación en la sección de salida, sin ser obligatorio disponer un ángulo de cono muy abierto,manteniendo la llama bien pegada al refractario en todo su contorno. Estos quemadores permiten potencias importantes (alrededor de 2 000 termias/h) y licúen una elasticidad mayor quelos de cono único, que van de I a 20.
4.7. Quemadores especiales
4.7.1. Quemadores monobloc de aire insuflado
Estos quemadores corresponden al grupo de los quemadoressin mezcla previa. Los describimos aparte debido a formar unconjunto compacto especial, muy utilizado para el calentamientoautomático de calderas de calefacción central dc elevadas potencias y para la producción de fluidos calientes industriales,empleándose en estufas, secaderos y quemadores de aire caliente. Están indicados, especialmente, para cámaras de combustión a baja o inedia temperatura (a título indiealivo, ¡nleriora 600° C).
'•• Hl
Boca de quemador
Soporte
QUEMADORES INDUSTRIALES
Transformador de encendido
•Mando del registro de aire
Fig. 61. —Aspecto exterior de un quemador monobloc con aire insuflado.
T^l
155
Válvula de mandohidráulico
Ventilador de aire
Dichos quemadores están formados por un grupo compactoconstituido por el quemador, el ventilador de aire de combustión y todos los órganos necesarios para asegurar el encendido,la seguridad y la regulación. Un pequeño armario eléctrico, acoplado, asegura el mando y programación de la marcha. Para lasgrandes potencias, es preferible, a veces, separar el ventilador deaire del bloque del quemador. La característica de estos quemadores es que no necesitan para su funcionamiento más que conectarlos a la canalización de gas y a la red dc electricidad. En lafigura 61, representamos a título indicativo el aspecto exteriorde uno dc estos quemadores cuya cabeza puede adoptar algunade las diversas soluciones para efectuar la mezcla del aire y delgas indicada en la figura 62.
Dichos quemadores están constituidos por:
• las conducciones de aire y de gas y una cabeza de combustión, generalmente sin mezcla previa, provista de dispositivosfavoreciendo la mezcla de los chorros de aire y gas alimentados separadamente;
• el ventilador de aire de combustión, en principio siempre deltipo centrífugo;
• un piloto de encendido;• un sistema de encendido compuesto de un transformador a
alta tensión y uno o dos electrodos de encendido;
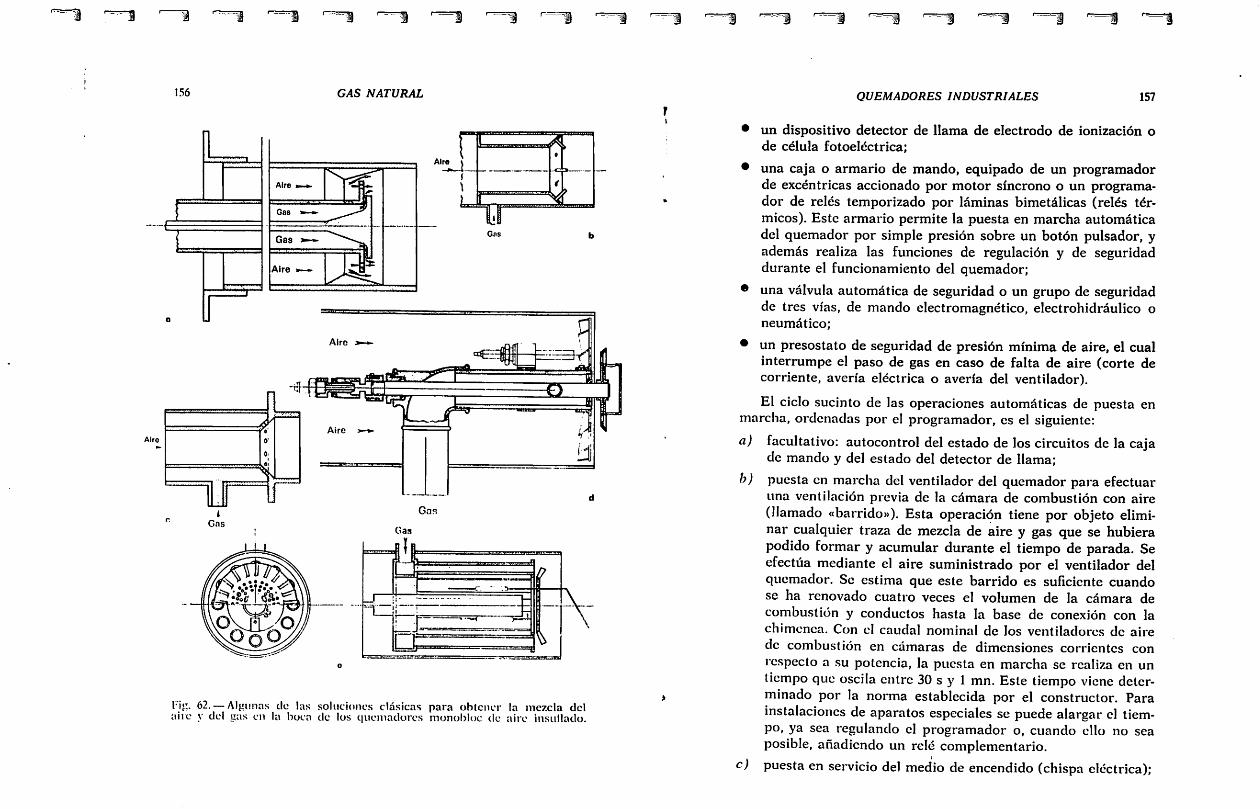
156 GAS NATURAL
l*i«.:. 62.— Algunas de las soluciones clásicas para obtener la mezcla delaire y del gas en la boca de los quemadores monobloc de aire insuflado.
QUEMADORES INDUSTRIALES 157
• un dispositivo detector de llama de electrodo de ionización ode célula fotoeléctrica;
• una caja o armario de mando, equipado de un programadorde excéntricas accionado por motor síncrono o un programador de relés temporizado por láminas bimetálicas (relés térmicos). Este armario permite la puesta en marcha automáticadel quemador por simple presión sobre un botón pulsador, yademás realiza las funciones de regulación y de seguridaddurante el funcionamiento del quemador;
• una válvula automática de seguridad o un grupo de seguridadde tres vías, de mando electromagnético, electrohidráulico oneumático;
• un presostato de seguridad de presión mínima de aire, el cualinterrumpe el paso de gas en caso de falta de aire (corte decorriente, avería eléctrica o avería del ventilador).
El ciclo sucinto de las operaciones automáticas de puesta enmarcha, ordenadas por el programador, es el siguiente:
a) facultativo: autocontrol del estado de los circuitos de la cajade mando y del estado del detector de llama;
puesta en marcha del ventilador del quemador para efectuaruna ventilación previa de la cámara de combustión con aire(llamado «barrido»). Esta operación tiene por objeto eliminar cualquier traza de mezcla de aire y gas que se hubierapodido formar y acumular durante el tiempo de parada. Seefectúa mediante el aire suministrado por el ventilador delquemador. Se estima que este barrido es suficiente cuandose ha renovado cuatro veces el volumen de la cámara decombustión y conductos hasta la base de conexión con lachimenea. Con el caudal nominal de los ventiladores dc airede combustión en cámaras de dimensiones corrientes conrespecto a su potencia, la puesta en marcha se realiza en untiempo que oscila entre 30 s y 1 mn. Este tiempo viene determinado por la norma establecida por el constructor. Parainstalaciones de aparatos especiales se puede alargar el tiempo, ya sea regulando el programador o, cuando ello no seaposible, añadiendo un relé complementario.
puesta en servicio del medio de encendido (chispa eléctrica);
b)
c)

1
158 GAS NATURAL
d) apertura del circuito de gas: sea al piloto, sea directamenteal quemador principal, a caudal reducido si es necesario;
e) puesta en servicio del detector de llama;
/) suspensión del medio de encendido (en algunos sistemas especiales permanece la chispa asociada al detector de llama).
Registro dc aire. 5.Placa dc registro. 6.Conexión entrada aire. 7.Conjunto dc ignición eléctrica.
Anillo refractario.Distribuidor de gas.Aleias directrices dc aire.
Fig. 63. —Quemador de gas compacto, especialmente indicado para calderas de hogar interior y tubulares Ray. (Cortesía Erebus, S. A.)
T
QUEMADORES INDUSTRIALES 159
La gama de potencias nominales oscila, corrientemente, de15 termias/h, o mejor, de 50 termias/h a 1000 termias/h (15 000kcal/h a un millón de kcal/h).
No obstante, se encuentran en el mercado quemadores de potencias inferiores (8 termias/h) y de potencias superiores próximas a las 10 000 termias/h. En este último caso, los quemadoresson, a veces, de doble cabeza de combustión y acostumbran a notener el ventilador incorporado. La fig. 63 es un ejemplo de quemador compacto, con todos los dispositivos de encendido y seguridad incorporados, pero sin el ventilador de insuflación deaire que puede también ser aspirado por tiro forzado.
4.7.2. Quemadores intensivos
Agrupamos bajo esta denominación varios tipos de quemadores de diferente concepción, con el objetivo común de constituirfuentes de calor a alta temperatura.
Se distinguen:
a) quemadores radiantes a alta temperatura;b) quemadores radiantes porosos;c) quemadores concebidos para calentar por convección in
tensa de gran velocidad de salida, llamados corrientemente «quemadores de chorro» o «quemadores jet».
a) Los quemadores radiantes a alta temperatura llevan en suextremo una pieza de refractario con un orificio central omúltiples orificios o ranuras, que se ensanchan, donde seefectúa la combustión prácticamente completa; el refractario llevado a alta temperatura asegura la transmisión de calor por radiación a los productos a tratar.Estos quemadores están normalmente alimentados con mezcla previa dc gas y aire, pero pueden también ser alimentados separadamente con ambos Huidos.Según los modelos y su destino, la temperatura superficialdel refractario puede alcanzar de 1000 a 1700 °C. Se utilizanbastante en metalurgia, así como también en otras ramasindustriales. No son construidos para una aplicación deter-

~I
160 GAS NATURAL
minada, sino para un modo de explotación determinado: elobjetivo buscado es, sobre todo, el calentamiento rápido,sin preocuparse demasiado del rendimiento térmico, aunqueeste último sea en la práctica aceptable. Debido a que esosquemadores se montan en equipo u hornos de débil inercia,con un funcionamiento que puede ser muy intermitente, lapieza de refractario debe ser resistente a los choques térmicos.
Estos quemadores son siempre dc dimensiones limitadas(algunos decímetros cuadrados, como máximo) y formanparedes de temperatura bastante homogénea por yuxtaposición de varios quemadores.
El rendimiento, comprobado en Francia sobre ocho instalaciones, varía de 15 a 39 % con un valor medio de 25 %. Laradiación representa, en promedio, el 44 °/o del calor transmitido a la carga cuando ésta está fría, y el 34 % cuando lacarga está a 1 200 °C.
Mezcla
Fig. 64. —Quemador radiante a alta temperatura, dc forma de copa,alimentado en preine/.cla total (Selas).
La figura 64 representa un quemador radiante a alta temperatura con pieza de refractario de forma cóncava, alimentadoen premezcla total. La figura 65 muestra otro quemador deesc Upo con pieza refractaria tronco-cónica, alimentado separadamente por aire y gas, cuya mezcla se efectúa en laboca del quemador.
Otra disposición consiste en realizar la eombir.Uón en el interior de cierln número de canales eilíndrien •> eiliudro-có-
QUEMADORES INDUSTRIALES 161
nicos, formando múltiples canales agrupados en una sola pieza refractaria que se encuentra toda ella a alta temperaturay produce intensa radiación (ver fig. 66).
Gas
Fig. 65. — Quemador radiante a alta temperatura, de forma troncocónica,alimentado separadamente por aire y gas (Selas).
ir"~"„.,i ^^^^^^*mB^^^.
a 61II 111:11111
Fig. 66. — Quemadores radiantes a alta temperatura, alimentados en premezcla, formados por piezas refractarias con múltiples canales
(Radiant Healing y Ati).
b) Los quemadores radiantes porosos pertenecen al tipo de inyección total de mezcla previa dc aire y de gas, donde la combustión se realiza dentro dc una masa porosa de material refractario. En este caso, la combustión se llama «intersticial»,porque tiene lugar en los intersticios de los granos aglomerados de la masa porosa, y se distingue de la combustión«alveolar», que se obtiene en los orificios cilindricos de unaplaca para panel radiante infrarrojo. La fig. 67 es un esquema de un quemador de este tipo. Cuando se enciende, si lavelocidad de salida de la mezcla fuera dc los intersticios delbloque refractario es inferior al límite dc desprendimiento

162 GAS NATURAL
de llama, ésta se desarrolla sobre la superficie del refractario, apreciándose en ese momento conos azules elementalesa la salida de cada intersticio. Poco a poco, la elevación detemperatura del refractario provoca la penetración de lallama en los intersticios, desapareciendo los pequeños conosazules, aumentando la temperatura superficial del bloque.
Premozcla total
Fundición refractariaRefractario poroso
Fig 67. —Sección dc quemador radiante de combustión «intersticial»en masa refractaria porosa.
Cuando se alcanza el equilibrio térmico, la penetración delfrente de combustión y la temperatura se estabilizan, y laparle anterior del refractario donde tiene lugar la combustión se pone incandescente. Si la penetración del frente decombustión continúa, la cara anterior del refractario puedeoscurecerse completamente, presentándose enionces dos riesgos:
• fusión del refractario en el interior del bloque, si su resistencia piroscópica es insuficiente;
• destrucción por contracciones exeesivas debidas a la diferencia de temperaturas internas.
e) Los quemadores túnel de gran velocidad de salida, llamadostambién quemadores a chorro o quemadores «jet», se caracterizan porque la combustión de la mezcla gaseosa se elcc-túa easi totalmente (90 a 95 %) en una pieza refractariacilindrica o túnel, ele la cual sale a gran velocidad el chorrode los produelos de combustión muy calientes (1400 a1700 "O. sobrepasando siempre los 100 m
QUEMADORES INDUSTRIALES 163
Con excepción de un modelo, el túnel se alimenta siempre enpremezcla estequiométrica de aire y de gas. La sección desalida es, a menudo, más pequeña que la sección recta deltúnel. En su interior la tasa de combustión es muy elevada,sobrepasando generalmente 100 000 termias/h m3.
La figura 68 detalla la disposición de este tipo de quemadores.
VZZZT7-
7SZ.I
zzz.
•¿77?7¡-
Fig. 68. — Cabezas de quemadores túnel y quemadores «jet».
Las potencias nominales de los quemadores «jet» se escalonan entre 10 termias/h y 500 termias/h. Existen pues pequeños y grandes quemadores «jet» que no corresponden a lasmismas utilizaciones.
Los quemadores «jet» se utilizan, como los quemadores radiantes, para las operaciones de calentamiento intensivo yrápido. Pueden utilizarse igualmente en hornos donde loschorros de gases calientes a alta velocidad se utilizan paracrear una recirculación interna y aumentar el intercambiopor convección con las piezas a tratar. También, en ciertoscasos, pueden utilizarse como cámara de combustión en proceso de calentamiento de líquidos por combustión sumergida.
Estos quemadores parecen estar llamados a tener un grandesarrollo.
4.7.3. Quemadores emisores de radiación infrarroja
Se llaman así los quemadores que calientan elementos metálicos o refractarios, llevados a temperaturas del orden de 900 °C,y que presentan el máximo de emisión en la banda de los infra-rrojos entre 2 y 5 inicias, según su temperatura.

164 GAS NATURAL
Se emplean diferentes criterios para designar los emisoresde radiación infrarroja:
a) en función dc la forma:• tubos radiantes;
• paneles radiantes.
b) en función de la temperatura de misión:• tubos y paneles radiantes oscuros (superficie menor de
500 °C).
c) en función de la alimentación de los Huidos:• paneles radiantes de inducción atmosférica;• paneles radiantes con aire insuflado (cuando es nece
sario una premezcla total).
d) en función del tipo de combustión:• paneles radiantes catalíticos.
e) en función de ciertas características particulares:• paneles radiantes anl¡deflagrantes.
Tubos y paneles radiantes oscuros
Estos emisores oscuros están formados por un tubo en formadc horquilla de unos 4 ni de longitud total, o de una placa dehierro fundido o de acero, que se calientan por una llama degas, y cuyas superficies no acostumbran a sobrepasar los 400°C.
Este sistema de calentamiento es poco empleado, puesto quese ha visto desplazado por los paneles radiantes luminosos quetienen mayores posibilidades de empleo.
Paneles radiantes luminosos
Los paneles radiantes luminosos están constituidos por placas cerámicas refractarias perforadas de múltiples orificios cilindricos de pequeño diámetro (hasta 50 orificios por cm2), encuyos alveolos se realiza la combustión. Estas placas de pequeñasdimensiones se ensamblan por medio de un cemento refractarioplástico, para formar las piezas de las dimensiones del emisorde radiación. Están alimentadas, por su parte posterior, por una
QUEMADORES INDUSTRIALES 165
mezcla de aire-gas, y la «combustión alveolar» que se producelleva las placas a una temperatura de 850 a 950 °C, cuya cara anterior dc las placas de refractario constituye el elemento radiante.
La figura 69 muestra la sección esquemática de un panel radiante dc ese tipo.
Mezclador
Placa cerámica Parrilla inoxidablede grandes mallas
Fig 69. —Sección esquemática de un panel radiante luminosodc combustión alveolar en placas de cerámica refractaria.
Paneles radiantes catalíticos y antideflagrantes
Debido al hecho de que la combustión catalítica no se realizacon un rendimiento al 100 %, ysubsisten gases inquemados en losproductos de combustión, estos paneles, que son admisibles parael propano y butano, son prácticamente inadmisibles para el gasnatural.
Respecto a los paneles radiantes antideflagrantes, encuentraninterés de aplicación únicamente para la calefacción de localesque puedan contener accidentalmente una atmósfera explosiva(cabinas de aplicación de pinturas, garajes, etc.).
Estos paneles, de reciente aplicación, no han tenido hasta lalecha un desarrollo comercial importante.

166GAS NATURAL
4.7.4. Quemadores de tubos radiantes a alta temperatura
El calentamiento por tubos radiantes a alta temperatura hanacido de la necesidad de realizar ciertas operaciones de calentamiento ode tratamiento térmico en hornos bajo una atmosferaprotectora a tratar con la llama olos productos de combustión.
La solución adoptada hace muchos años consistía en encerrarlos productos a tratar en un recinto estanco yefectuar la combustión exteriormente a dicho recinto. Según la forma, dimensiones y modo de cargar el recinto, se dice que el horno es demufla, de campana, de crisoles cerrados, de retortas, etc.
Esta solución presenta varios inconvenientes:a) la construcción de una mufla es, a veces, difícil yonerosa,
cuando las dimensiones son grandes y se exigen cspccin-caciones estrictas de resistencia térmica y química;
b) la deteriorización dc la mufla en cualquier lugar exigeuna reparación complicada o una sustitución completa dela mufla, obligando al paro total del horno;
c) la mufla provoca siempre una disminución notable delrendimiento del horno.
La segunda solución consiste en encerrar la llama y los productos de combustión en un recinto determinado o, en el casode varios quemadores, encerrar cada llama en un recinto individual. Esta es la solución adoptada en los hornos de tubos radiantes a alta temperatura.
Estos tubos son de acero refractario, y a la temperatura normal de su utilización de 900 a 1200 °C, deben presentar una resistencia química suficiente frente a los productos de combustiónya la atmósfera del horno. También deben presentar buena resistencia mecánica a los cambios de temperatura.
Los aceros utilizados son del tipo austenítico, con fuerte proporción de cromo y níquel (25% Co, 20% Ni) para los casoscorrientes de temperaturas hasta 1200 °C. Actualmente se estudia emplear acero al cromo y al cobalto, resislenles a 1300 C.
Los quemadores de tubos radiantes constan de dos partes: eltubo propiamente dicho (elemento calefactor) y el quemador.
QUEMADORES INDUSTRIALES 167
El quemador es, en general, del tipo sin mezcla previa, es decir, con alimentación separada de aire y gas, lo que permite obtener una llama larga favorable a una buena homogeneidad detemperatura a lo largo del tubo.
Los tubos pueden ser rectos, en U, en L, etc. Los productosde combustión se evacúan a la temperatura del tubo (del ordende 900 °C). Con el fin de mejorar el rendimiento, varios constructores se han preocupado del problema de recuperación porprecalentamiento del aire de combustión.
La figura 70 representa un tipo de quemador de tubos radiantes.
Diafragma demedición
Entradade aire
Tuboradiante
Termopar
Salidade humos
Cabeza dequemador
Válvula de-pass
Toma de airecaliente
Diafragma demedición
Válvulasde paso
Entrada3 de aireDiafragma de medición
Entrada dei ' =a—— cniraoa ae
V Diafragma gas naturalde medición
Fie. 70.—Tubo radiante en forma de Uconaire de combustión precalentadoen un recuperador de calor incorporado a la salida de los humos.
La utilización de los tubos radiantes a alta temperatura esmuy variada, pero tiene, especialmente, dos aplicaciones concretas:
• la cocción del esmalte vitrificado sobre chapa en horno continuo;
• el tratamiento térmico de metales férreos en horno continuobajo atmósfera activa o protectora en hornos túnel: recocido de tubos, tratamientos de normalización y recorrido,carbonitruración continua, etc.

1
168 GAS NATI/RAL
4.7.5. Quemadores de tubos sumergidos y de combustiónsumergida
El calentamiento de cubas o tanques sin presión, conteniendoagua o soluciones acuosas, está muy extendido en la industria.Se pueden citar, por ejemplo: los baños dc decapado, las cubasde máquinas desengrasantes y de máquinas lavadoras de botellas,los tanques de vaciado en caliente, las cubas dc fosfatación, lascubas de electrólisis, las cubas de concentración de soluciones ode recuperación dc baños usados, etc. Se encuentran también,aunque es menos frecuente, cubas conteniendo diferentes líquidos de las soluciones acuosas.
La solución más sencilla de calentamiento es por el fondo,como se hacía con el carbón y el fuel-oil; sin embargo, sabemosque tanto en el caso de calefacción eléctrica como de calefacciónal vapor, se emplean frecuentemente las resistencias eléctricassumergidas o los serpentines dc vapor, colocados en el interiordel baño. Esle .sistema facilita la instalación de la cuba y sucalorifugado exterior, mejorando sensiblemente la transmisiónde calor entre la fuente dc calor y el líquido y, por lo tanto, surendimiento térmico.
El gas se presenta idealmente para la calefacción de una cubapor medio de tubos sumergidos, en el interior de los cuales serealiza la combustión. Otra solución consiste en dejar barbotearlos productos de la combustión directamente en el líquido, constituyendo la combustión sumergida.
Los quemadores de tubos sumergidos se prevén con una prolongación del tubo hasta encima del nivel del baño, por dondese evacúan fácilmente los productos de combustión.
Los esquemas de la figura 71 ilustran las diferentes disposiciones dc tubos sumergidos. Los quemadores pueden ser de inducción y premezcla o dc corrientes separadas sin mezcla previa.La figura 72 muestra un quemador antorcha dc inducción atmosférica para tubo sumergido. Se observará que los brazos de fijación permiten una cierta distancia entre la boca del quemador yla cuba, con objeto de permitir la adición secundaria dc aire y elpiloto dc encendido.
<~% -=5 ^ <=*%
1 — Tubo sumergido
Sección lateral
Sección por el eje del tubo
3 — Tubo sin perforación de la cuba
R\
2— Instalación en compartimento
Pared de separación J \
4 — jubo en el fondo de la cuba
Vista en planta
\/i~,\r* nn nlzíido

170 GAS NATURAL
Tubo
Fig. 72. —Quemador de antorcha dc inducción atmosférica montado sobrelubo sumergido.
F.l principio de la combustión sumergida es el siguiente:Un quemador o una cámara de combustión inmergida des
carga directamente en el líquido los productos de combustiónque barbotean en su seno y se desprenden por la superficie líquida.
Este sistema da lugar:a) a que, debido al contacto íntimo y dividido de los pro
ductos de combustión y el líquido, aquéllos salgan a lasuperficie a la temperatura del baño;
b) a que exista un intercambio de materia entre los productos dc combustión y el líquido: aquéllos se saturan de loscomponentes volátiles del líquido y éste disuelve partede los componentes solubles c\e los productos dc combustión
QUEMADORES INDUSTRIALES 171
La transferencia de calor va acompañada por consiguiente detransferencia de masas.
Los quemadores para combustión sumergida pueden ser:• dc premezcla total;
• dc aire total y gas separados.
A veces se prevé un aporte suplementario de aire alrededordel quemador, que actúa no como aire secundario, sino comoaire de dilución de los productos de combustión.
Aire — i
„ Célula de detección de llama
3 Piloto de gas3— HÜ03 de bujía de encendido
Tubo repartidor do Iniíbujutilizado en las grande
Fig. 73. — Quemador de combustión sumergida sin premezcla.
El quemador o la cámara dc repartición de los productos dccombustión en el líquido descargan a una cierta profundidad,existiendo en estos orilicios una presión igual a la altura del aguaque deben vencer los productos con combustión. Es necesario,pues, que el aire y el gas o la premezcla lleguen al quemador auna presión superior a la equivalente a esa columna dc agua.
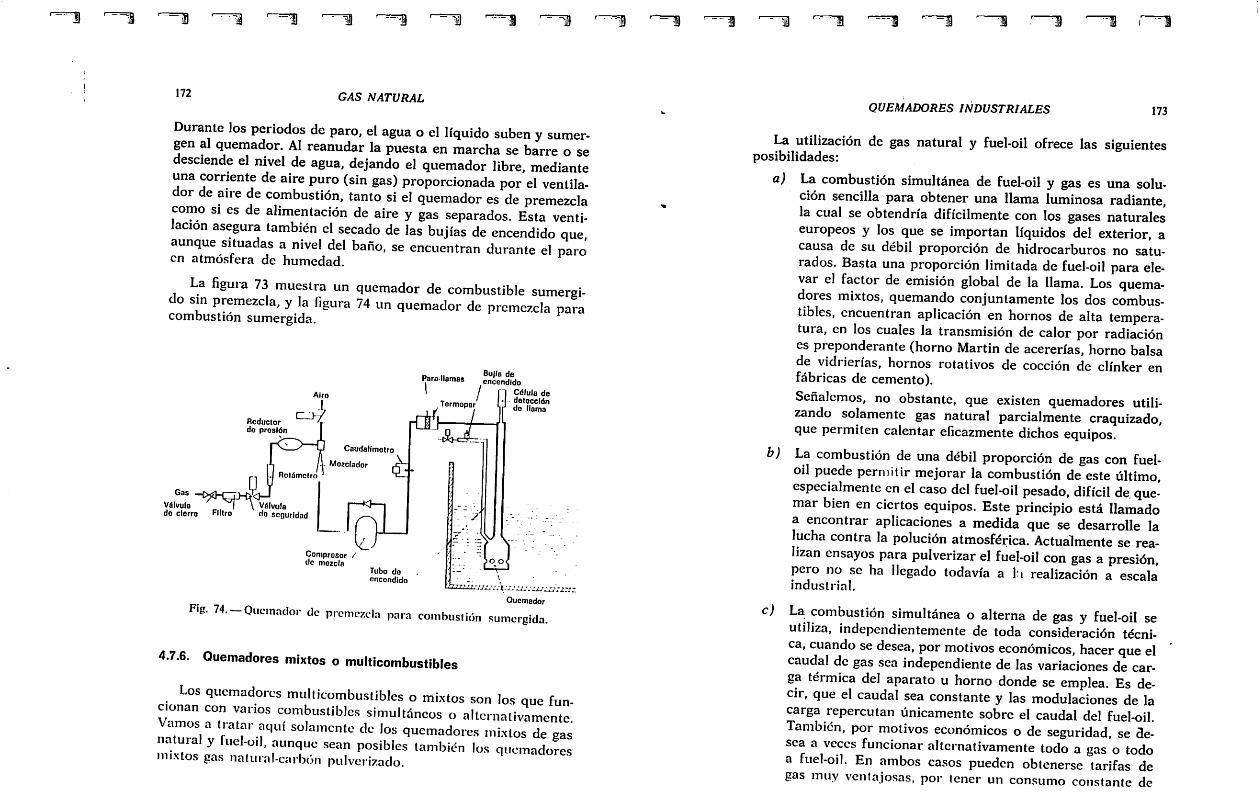
172 GAS NATURAL
Durante los periodos de paro, el agua o el líquido suben ysumergen al quemador. Al reanudar la puesta en marcha se barre o sedesciende el nivel de agua, dejando el quemador libre, medianteuna corriente de aire puro (sin gas) proporcionada por el ventilador de aire de combustión, tanto si el quemador es de premezclacomo si es de alimentación de aire y gas separados. Esta ventilación asegura también el secado de las bujías de encendido queaunque situadas a nivel del baño, se encuentran durante el paroen atmósfera de humedad.
La figura 73 muestra un quemador de combustible sumergido sin premezcla, yla figura 74 un quemador de premezcla paracombustión sumergida.
Gas
Válvulade cierre Filtro
Airo
Reductor '•do presión
Caudafimetro
Mezclador
\_M\ Válvulado seguridad
Compresor /de mezcla
Tubo doencendido
Fig. 74. —Quemador dc premezcla par?
„ „ Bujía deParallamas entendido
/ n Célula de' I-I detecciónTermopar
do llama
Ouemador
para combustión sumergida.
4.7.6. Quemadores mixtos o multicombustibles
Los quemadores multicombustibles o mixtos son los que funcionan con varios combustibles simultáneos o alternativamenteVamos a tratar aquí solamente dc los quemadores mixtos de gasnatural yfuel-oil, aunque sean posibles también los quemadoramixtos gas natural-carbón pulverizado. madores
^ r-^l
QUEMADORES INDUSTRIALES 173
La utilización de gas natural y fuel-oil ofrece las siguientesposibilidades:
a) La combustión simultánea de fuel-oil y gas es una solución sencilla para obtener una llama luminosa radiante,la cual se obtendría difícilmente con los gases naturaleseuropeos y los que se importan líquidos del exterior, acausa de su débil proporción de hidrocarburos no saturados. Basta una proporción limitada de fuel-oil para elevar el factor de emisión global de la llama. Los quemadores mixtos, quemando conjuntamente los dos combustibles, encuentran aplicación en hornos de alta temperatura, en los cuales la transmisión de calor por radiaciónes preponderante (horno Martin de acererías, horno balsade vidrierías, hornos rotativos de cocción de clínker enfábricas de cemento).
Señalemos, no obstante, que existen quemadores utilizando solamente gas natural parcialmente craquizado,que permiten calentar eficazmente dichos equipos.
b) La combustión de una débil proporción de gas con fuel-oil puede permitir mejorar la combustión de este último,especialmente en el caso del fuel-oil pesado, difícil de. quemar bien en ciertos equipos. Este principio está llamadoa encontrar aplicaciones a medida que se desarrolle lalucha contra la polución atmosférica. Actualmente se realizan ensayos para pulverizar el fuel-oil con gas a presión,pero no se ha llegado todavía a h realización a escalaindustrial.
c) La combustión simultánea o alterna de gas y fuel-oil seutiliza, independientemente de toda consideración técnica, cuando se desea, por motivos económicos, hacer que elcaudal de gas sea independiente de las variaciones de carga térmica del aparato u horno donde se emplea. Es decir, que el caudal sea constante y las modulaciones de lacarga repercutan únicamente sobre el caudal del fuel-oil.También, por motivos económicos o de seguridad, se desea a veces funcionar alternativamente todo a gas o todoa fuel-oil. En ambos casos pueden obtenerse tarifas degas muy ventajosas, por tener un consumo constante de

Fig. 75. — Quemador mixto gas y fuel-oil.
Anillo refractario. 6.Alelas distribuidoras de gas. 7.Conducto tórico distribuidor de 8.gas. 9.Copela rotativa.Ventilador de aire primario.
Entrada de gas.Entrada de fuel-oil.Clectroválvula del fuel-oil.Electrones de encendido y con-liol de llama.
in, 76. — Vista pn sección rl»1 un ouemador mixto fuel-oil v aas rotativo Rav.
1 1
QUEMADORES INDUSTRIALES 175
gas durante todo el día o por tener un servicio interrum-pible horario o estacional. El cambio total de combustible requiere, en ciertos tipos de quemadores, un desmontaje rápido con sustitución de piezas intercambiables o lasimple manipulación de dos válvulas. Los quemadoresmixtos son, casi siempre, sin mezcla previa de aire y gas.
Las figuras 75 y 76 ilustran sobre tipos de quemadores mixtosno simultáneos, y simul.ancos gas-fuel-oil.
En la figura 77 se muestran la cabeza de un horno Martin,con un tipo especial de quemador mixto gas-fuel-oil, donde elquemador y especialmente la boca del mismo está refrigeradapor agua.
Quemador
Enfriamiento
Cabeza de horno-forma Venturi
Fuel-oil complementario(marcha mixta)Fluido de pulverización
Acjua de enfriamiento-del quemador.
cha a gas o mixto
Fig. 77. — Horno dc acero Martin, equipado de quemador mixtofuel-oil v gas.

I
176 GAS NATURAL
Los quemadores monobloc de aire insuflado con ventiladoracoplado o independiente, descritos anteriormente en el apartado 4.7.1., pueden también estar previstos para la marcha alterna a gas o fuel-oil.
En los quemadores de gas solo, deben introducirse algunasmodificaciones:
• El encendido eléctrico debe hacerse obligatoriamente por chispa entre dos electrodos aislados, necesitando una tensión máselevada.
• La detección de llama se hace bien por electrodo dc ionización durante el funcionamiento a gas y célula sensible al infrarrojo durante el funcionamiento de fuel-oil, bien por célulasensible a los rayos ultravioleta para los dos combustibles.Finalmente, existen quemadores mixtos especiales, montados
en grandes unidades de quemadores de vapor, en la industria oen las centrales térmicas de electricidad. La combustión se realiza en grandes cámaras de combustión con sobrepresión, alimentándose con aire total a presión distribuido por una caja envolviendo todo un panel de la cámara.
La inyección del fuel-oil es siempre central. La inyección de-gas puede ser igualmente cení ral si la marcha no es nunca simultánea con los dos combustibles. Si la marcha es alternativa, loschorro de gas deben estar bastante alejados del chorro dc fuel-oilpulverizado, de forma que éste reciba siempre suficiente aire decombustión. Esto se logra con varios tipos de inyectores de gas:multidedos, corona, lanzas, ele.
Las figuras 78, 79 y 80 corresponden a quemadores mixtos coninyección central de combustible líquido y sistemas de subdivisión de gas «multidedos», «multilanzas» o de «doble director»(obuses). La particularidad común a estos quemadores es suadaptabilidad a la combustión de solo gas natural, solo fuel-oil osimultáneamente ambos combustibles. Se distinguen por estardiseñados para producii una gran turbulencia en el aire de combustión. El quemador multilanzas de la figura 79 tiene la ventajade permitir desmontar las lanzas de combustión del gris sin tenerque parar el equipo que sigue funcionando con el oh o combus-(iblc.
QUEMADORES INDUSTRIALES 177
© © © © 0 © ©
DETALLE DEPOSICIÓN^, j)
1. Cajón de entrada de aire.2. Cono de combustión refractario.3. Cárter.4. Tobera directriz de aire.5. Aletas de regulación.6. Placa de fachada.7. Puerta.8. Mirillas.9. Piloto de encendido.
10. Tubo con pulverizador de fuel-oil.11. Cabeza quemador.12. Caja anular distribuidora de gas.13. Multidedos del quemador de gas.14. Tubería llegada de gas.15. Tubería llegada combustible líquido.
Fig. 78. —Quemador mixto con sistema dc gas «multidedos» Pillare!(Cortesía Cénit, S. A.)
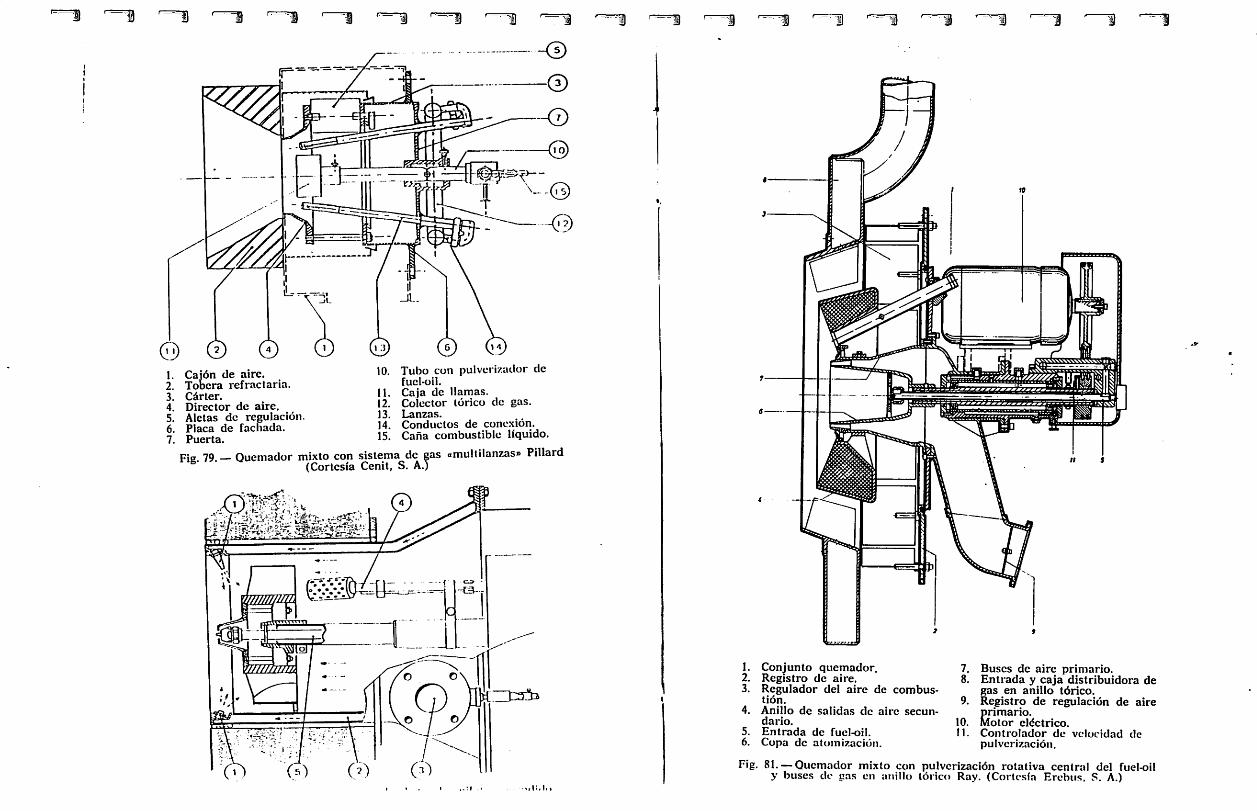
r=TI r
1. Cajón de aire.2. Tobera refractaria.3. Cárter.4. Director de aire.5. Aletas dc regulación.6. Placa de fachada.7. Puerta.
10. Tubo con pulverizador defuel-oil.
11. Caja de llamas.12. Colector lórico dc gas.13. Lanzas.14. Conductos de conexión.15. Caña combustible líquido.
Fie 79 —Quemador mixto con sistema de gas «multilanzas» Pillard(Cortesía Cénit, S. A.)
2n
,t;.t.
D ~%
Vrrrrrrrn
1. Conjunto quemador.2. Registro de aire.3. Regulador del aire de combus
tión.4. Anillo de salidas dc aire secun
dario.5. Entrada de fuel-oil.6. Copa dc atomización.
7. Buses dc aire primario.8. Entrada y caja distribuidora de
gas en anillo tórico.9. Registro de regulación de aire
primario.10. Motor eléctrico.11. Controlador de velocidad dc
pulverización.
Fig. 81. —Quemador mixto con pulverización rotativa central del fuel-oily buses de gas en anillo tórico Ray. (Cortesía Erebos. S. A.)

11
18
0G
AS
NA
TU
RA
L
Lafig
ura
81co
rresp
onde
aot
rom
odelo
dequ
emad
orm
ixto
,co
npu
lver
izació
nro
tativ
ade
lfue
l-oil
ensu
parte
cent
ral
ym
últip
les
buse
sde
gas
enun
anill
otó
rico.
Fina
lmen
te,
elqu
emad
orde
flujo
para
lelo
(fig.
82)
está
desti
nado
alo
seq
uipo
sde
com
busti
ónde
gene
rado
res
deva
por
con
vario
squ
emad
ores
.En
dich
osqu
emad
ores
laes
tabi
lizac
ión
della
ma
seco
nsig
uepo
rre
aliz
arse
laco
mbu
stió
nen
«tre
set
apa
s»(fi
g.83
),en
zona
sde
reac
cion
essu
cesi
vas.
4.7.
7.S
op
lete
s
Los
sopl
etes
son
quem
ador
esde
tipo
anto
rcha
espe
cial
men
teco
nceb
idos
para
elca
lent
amie
nto
otr
abaj
oqu
ere
quie
reap
orta
ción
deca
lor
porc
onta
cto
dire
cto
entre
lalla
ma
ylo
spr
oduc
tos
atr
atar
.En
cier
tos
aspe
ctos
,la
llam
ade
unso
plet
epu
ede
cons
ide
rars
eco
mo
unve
rdad
ero
útil
yno
com
oun
sim
ple
foco
decalo
r. En
una
llam
ade
sopl
ete,
elco
noaz
ulse
llam
ada
rdo
yla
llam
apr
opia
men
tedi
cha
pena
cho.
La
clas
ific
ació
nde
los
sopl
etes
enfu
nció
nde
suap
licac
ión
esla
que
dete
rmin
ala
spr
inci
pale
sdi
fere
ncia
sco
nstru
ctiv
as.
Des
dees
tepu
nto
devi
sta
sedi
stin
guen
los
grup
ossi
guie
ntes
:
•so
plet
esde
reca
lent
amie
nto,
•so
plet
esdc
sold
adur
a,•
sopl
etes
deco
rte
(oxi
cort
e),
•so
plet
esdc
tem
ple
supe
rfic
ial,
•so
plet
espa
ratr
abaj
osde
vidr
io.
Lafig
ura
84re
pres
enta
unso
plet
eal
imen
tado
aga
sa
baja
pres
ión
yai
reso
plad
opo
rve
ntila
dor.
Lafig
ura
85m
uest
rado
sca
beza
sde
sopl
ete
oxic
orte
equi
pada
sdc
boqu
illas
para
gas
natu
ral.
Hay
que
obse
rvar
que,
aunq
uese
anpr
efer
ible
spr
esio
nes
dcga
sel
evad
as,
espo
sibl
eal
imen
tar
con
gas
natu
ral
sopl
etes
deco
rleco
nba
japr
esió
nde
dist
ribu
ció
nd
e2
00
mm
c.
a.
5.
6.
7.
8.
9.
10
.1
1.
12
.1
3.
Pu
ert
ad
efa
ch
ad
a.
14
.E
ntr
ad
aair
ed
eco
mb
usti
ón
.1
5.
Vir
ola
mó
vil
susp
en
did
ay
de
16.
equ
ilib
rio
din
ámic
o.
Vir
ola
perf
ora
da
de
equ
ilib
rad
o17
.está
tico
.1
8.
Dir
ecto
rd
eair
ecil
ind
rico
.R
ose
tad
ep
ala
scu
rvil
ínea
s.19
.D
edo
sd
ein
yec
ció
nd
eg
as.
Cab
eza
de
cañ
ad
eco
mb
usti
ble
20
.lí
qu
ido
.21
.H
og
ar.
Gru
eso
del
fren
ted
elh
og
ar.
22.
Pro
fun
did
add
elca
jón
de
aire
.A
ire
de
co
mb
usti
ón
.2
3.
Mir
illa
.
Célu
lad
eco
ntr
ol
dc
llam
a.
Lle
gad
ad
eg
as.
Air
eco
mp
rim
ido
de
«b
arr
ido
»p
ara
desm
on
taje
en
mar
cha.
Air
ep
rim
ari
ocen
tral.
Lla
ve
de
seg
uri
dad
de
com
bu
sti
ble
líq
uid
o.
Cañ
ad
eq
uem
ad
or
de
com
bu
sti
ble
líq
uid
o.
Lle
gad
ad
eco
mb
ust
ible
líq
uid
o.
Flu
ido
de
pu
lveri
zació
no
reto
rn
od
eco
mb
ust
ible
líq
uid
o.
Dis
po
siti
vo
auto
mát
ico
de
en
cen
did
oelé
ctr
ico
dir
ecto
.D
isp
osi
tiv
od
em
an
iob
raau
tom
áti
ca
de
lav
iro
lam
óv
il.
Fig.
82.—
Que
mad
orm
ixto
com
bust
ible
líqu
ido
yga
sde
fluj
opa
rale
loP
illa
rd(C
ort
esía
Cén
it,
S.A
.)
ZO
NA
NE
UT
RA
0L
IGE
RA
ME
NT
EO
XID
AN
TE
DE
To
rbell
ino
de
IRem
olin
ode
fijoc
ión
I->
tle
llom
o.
ZO
NA
IZ
ON
AR
ED
UC
ID
AI
OX
ID
AN
TE
_D
E_
^P
E

182
Aire
Gas
GAS NATURAL
s
Fig. 84. — Soplete sin premezcla alimentado con gas a baja presióny aire insuflado.
rtotoborn
t^= i ^7">^^N---.
Z* ',T^.<-f' .
<lo corto
Tnl)orü
_ - lobera
Fig. 85. — Cabeza de soplete de oxicorte. A la izquierda: mezclaen la boquilla; a la derecha: mezcla en el portaboquilla.
Fig. 86.
4te jiTBC
Soplete de vidriería. El comburente puede ser aire, oxígenoo aire enriquecido con oxígeno.
QUEMADORES INDUSTRIALES 183
La figura 86 representa el principio de un soplete de la industria del vidrio alimentado con gas y aire a presión. Los sopletesde vidriero son, a menudo, sopletes de mesa, montados sobre trípode y regulables en inclinación.
4.8. Adaptación de los quemadores a los distintosgases y a la marcha mixta con fuel-oil
La adaptación de los quemadores a los distintos gases es sóloel aspecto práctico de la intercambiabilidad dc gases.
Dos gases se dice que son intercambiables cuando son susceptibles de dar el mismo flujo calorífico, posición y comportamiento de la llama, en un mismo quemador, sin modificar nadadel mismo, ni variar la presión dc alimentación.
En el capítulo «Intercambiabilidad» hemos visto que dos gases son intercambiables cuando pertenecen a la misma «familia».Así, el gas natural no es intercambiable, es decir, no puede sustituir, sin modificación del quemador, a los gases manufacturados: gas ciudad, gas pobre, gas integral y gas de coquería, ni alos gases líquidos de petróleo: propano y butano. Por el contrario, es intercambiable, con mezclas en las condiciones señaladas
de intercambiabilidad, de gases manufacturados y de gases GLP,o con mezclas de GLP y aire: aire propanado o aire butanado.
Pero así como el estudio de intercambiabilidad tiene por objetivo definir las características de los gases susceptibles de serutilizados indistintamente en un quemador determinado, el estudio de la adaptación de un quemador funcionando con un gasdc diferente familia a su funcionamiento con gas natural, tienepor objeto determinar las condiciones de sustitución en un equipo determinado.
A continuación analizamos las características tecnológicas dcdiferentes tipos de quemadores.

184 GAS NATURAL
4.8.1. Quemadores con mezcla previa
a) Inducción del aire por el gas
En los quemadores de este tipo, llamados corrientemente quemadores atmosféricos, no es posible sustituir los diferentes gases combustibles con los que funcionan por gas natural, sin modificar los inyectores y las presiones, a fin de mantener el mismo flujo o caudal calorífico.
Recordemos al respecto que el caudal de un inyector vienedado por la fórmula:
„
Q = 0,73 ms — Xd 273 + t
en la cual:
Q = caudal en m3/hs = sección del orificio en mm2p = presión del gas antes del orificio en mbar o en cm de co
lumna de aguad = densidad del gast = temperatura en °Cm = cocficienlc que varía con la forma del orificio y la natu
raleza del gas.
Normalmente se toma:
m = 0,65 para orificio en pared delgadam —0,80 para orificio cilindricom = 0,90 para orificio cónico.
El caudal calorífico vendrá determinado multiplicando el caudal en mVh por el poder calorífico del gas.
Para mantener el mismo caudal calorífico en un quemador,sustituyendo un gas por otro, habrá pues que modificar en losquemadores de este tipo la sección del orificio o la presión delgas, o ambos a la vez.
La relación aire/gas en los quemadores atino- leí ¡eos vienedada por la lórtnuln:
\f SR - U _,/
s
iQUEMADORES INDUSTRIALES 185
en la cual:
S = sección del cuello de la trompas = sección del inyectord = densidad del gasSI = coeficiente comprendido entre 0,6 y 1R = relación aire-gas.
b) Inducción del gas por el aire
A caudal calorífico determinado, el caudal de aire es prácticamente constante cualquiera que sea el gas. Por consiguiente, nohabrá que modificar nada en el inyector de aire: ni sección, nipresión, y sólo modificar las secciones de inducción del gas a finde mantener el caudal calorífico. La relación aire/gas será enestos quemadores:
1 + dR =
1
teniendo las letras la misma significación anterior.
Las fórmulas expuestas permiten calcular las nuevas dimensiones características de un quemador de inducción teniendo encuenta las características del gas al cual debe adaptarse.
4.8.2. Quemadores sin mezcla previa
Puede decirse que los quemadores de este tipo, que representan la gran mayoría de los quemadores industriales, son prácticamente adaptables a todos los gases, sin necesidad de ningunamodificación. Bastará regular las proporciones de aire y gas, loque se hace fácilmente variando los caudales o las presiones.Dado que los parámetros relativos al aire quedan fijos para uncaudal calorífico constante, es decir, que para un mismo caudalcalorífico la cantidad de aire necesario para la combustión esconstante, independientemente del poder calorífico del gas, noserá preciso modificar ni la presión ni el caudal de aire, y bastará ajustar el caudal de gas mediante una válvula. Ahora bien,como al cambiar de gas debe mantenerse el mismo caudal calorífico para un orificio determinado, cuanto mayor sea el poder calorí-

2 v. i. j2
' -r- r 2 £•3 c - — e
rr. as n- ~
— f i""
•£ - 2 3 n
? ?• T i C
DE
MEZCLA
PREVIA
AIRE
GAS
.fe
lo
y)
° cr - -3§ S* 8 * « oo - a. -• -2 c
r* o v. _3i = =• c r.
v¡ Cu 31— c r.
•— o
G 3 Cu 535: ~> g
£* " --3 2?;r es >¿ ri v>
<; 3T. O. ST 3"¡ < "í O 3")
2. 3 Q o. c 3. o p* °Q o3
p o
ts -o ~ o- o- 2-•3 C 2 S O OQ
3 w g¿z. p — *2/w 513s _ p a
• < 3
H 3 '^
« sí £fu o. •-n3 3""'Q. » 15
C>
3 >a. co 3
» =^' o
"^ oc PX
v¡ n
55 C P _ p a. cl
m
ooo_5"3
a.
s » ov.
32 C
C 3 3 — 2
c
- P»3 O
§"8G uu
3 <D «3. 3 O
C- o 50O — OQ
P
2 C
§ o s> p -5' 52. * % o- S. 8 -•
- sí 2 3 3 2. F" -3 EL !! ü=• § 3* ^ "ra -- g £. p,„ 3 3 P'Jj 3 r-G y OQ
13o
a.o
pC/i
o
3
oo3
o 2.^ »s s ^— 2
3 (ra "' pqa 8 g- 3 * c
' | ^ o. c sr -•• 3 SL g o sl 8
P
O — O — <* »n 5 o -
3. -^ 3
3 « 23 ^- GC 55 T33 3 £
55Cu
C G 3 C"g 3 - O
n p ÍJ
C P
o w 2- 2
X,"H 3 2
c
<§ s 8-á oa.c
•— — 3 O 53 — wO P 3. ^ "^55 C/) 3 O^ —— r? CJ 3
3 2.
__ O 3 p »-rr « — ?« oq
C•ao
a.(D
.&CO
3o)Q.O
^ 3. w«S 3 «o o n
r— ' •"* r-rí Pr'-Ír*n: 3^:3^^ •—' O —, P w 3 — >-•
C-3p p
o pp
ir< "3
EL ri3 c- c p.
(i 3
n .c
P V.
O ^i
c_;
p y.
3 o.
nfiCu
-i - ^
c -a 3 - _rv 55 p n
05 P C O- G
•? 5- o" 3 D03c -- w cr o- 55
._, 2 -* 53 c o w= ~ 9 c =: »
¿ w W 2. g3 r ?
: S&§ac =
53 o o 5T g w
r> ,J ¡- ^» —3 D. O c
^ ? g-5"p 3 W f>
o p o* "9— 3* v> 5n i5 ray o ¿i 3
M ^ 5 53-> p 3 Oo '•« W 3
-t 3 o C—•• «•> r\ ^>
^ ~ vi a*
g ¡ -o e- o— ra P
OIb.00
507) o
S ~ E
o
_ O-1 3
O. w n
O- 3r> ra 3
•2 "3
O- Op3
•?' P
O 3-
p p
2-S
o Cu O 53 3 7« «r 63S S o- C <ra
— 2_ p r. C y.
p l:o c
i2 3
P 53
r. cJS 3;¿ P
í 3
O P
P O3 —
r- r Cv; C V5
5J O
f¿. O* -
- o o-c D- c« ra
c3 035 55
2. 3 ^ C-T3 5; O -• 2. ?*55 O O 5' p wa 2. 3 *% c--ow n cr o c pw n cr o c
G 3 Y "t V) O
p C
G pvi —-
-. O
3
CO
v>G
3
3
P_
Cu O63 O. o
G
v> E-_, 3 p
8-3G i
^•-3 O
p — p f)v> C 3 £L 2-
- - g o 3
¡' » 8-s B- 8- 2.W 53 rr o «-
<-< 7* PO O
- -4
Cuadro de características de los quemadores y de sus aplicaciones específicas
Tipo de quemador
Quemadores de inducción (gasinductor)
Quemadores de aire inductor(gas inducido)
Características
9 Quemadores pequeños: presión normalgas 100 n/m c.a. Para grandes potenciasnecesitan °ras a presión superior y ocupan demasiado espacio
• Baja proporción deaire en la mezcla
• Necesitan aire secundario
• No apropiados parahornos o recintos cerrados
• Apropiados para recintos abiertos
• Fácil y amplia regulación de la potencia,manteniendo constante la relación aire-gas
• Variaciones de caudal de 1 a 5 (en elmismo quemador)
• Composición mezclaaire-gas independiente de la contrapresión
• Mayor proporción deaire en la mezcla ymenor proporción deaire secundario
Potenciasnormales
Hasta250 termias/h(25 m3/h)
Hasta500 termias/h(50 m3/h)
Aplicacionesespecíficas
Usos domésticos ycomercialesTubos y paneles radiantes baja temperatura
Para hornos que necesitan gas a presiónmás elevada y dobleinducción de aireQuemadores de tubos inmergidos
Quemadores antorcha& sopletes
ornos y aparatosque necesitan una regulación fácil de lapotencia, manteniendo constante la relación aire-gas de lamezcla
tasÉ
J
i-tj
isJ
m
^^
tas
|*§j
isí

DE
MEZCLA
PREVIA
AIRE
CAS
DE
ALIMENTACIÓN
SEPARADA
DE AIRE Y GAS
(SIN
MEZCLA
PREVIA)
Tipo de quemador
Quemadores con máquinamezcladora (aspirando el gasy el aire a presión atmosférica)
Quemadores de llamas libres(alimentados en premezcla)
Quemadores de premezcla concono refractario
Tipo quemador
Quemadores de alimentaciónseparada en aire y gas
Quemadores monobloc
Quemadores mixtos o multicombustibles
Características
• Mezcla a i r e - g a s decomposición rigurosamente constante encualquier proporcióndeterminada. Posibilidad de mezcla estequiométrica y con exceso de aire
9 Variaciones de caudalde 1 a 20
• Mezcla a alta presiónsi es necesario
• Apropiados para recintos cerrados y apresión
9 Llamas pegadas a losorificios de salida sinpieza refractaria esta-bilizadora
9 Alimentación porcualquiera de los sistemas anteriores demezcla
Cono de combustiónestabilizador de llamaAlimentación porcualquiera de los sistemas anteriores demezcla
Características
De llama blanca
De llama de difusiónen régimen turbulento:derrames convergentes de aire v gasderrame giratorioderrame chorros paralelosAlimentación separada de aire y de gas apresiones bajasAdmite grandes excesos de aire (hasta 10veces el aire teórico)y grandes variacionesde caudal
Caracterizados porformar un bloquecompacto, conteniendo el ventilador deaire, y los dispositivos de encendido, detección de llama, regularidades y regulación automáticaCaracterizados comolos anteriores con tolos los accesorios, pero con el ventiladorno incorporado
Caracterizados porfuncionar simultáneamente o alternadamente con pas y fuel-oil
' Admiten gran variación de relación aire-gas y grandes variaciones de caudal
Potenciasnormales
Hasta4 000 termias/h(400 ms/h)
Según sistema anterior de mezcla
Según sistema anterior de mezcla
Potenciasnominales
Muy pequeñas potencias
Desde pequeñaspotenciasDesde pequeñaspotencias hasta10000 termias/h(1000 m3/h)y más
De 50 termias/h a1000 termias/hHasta10000 termias/h
Desde 80 termias/hHasta25 000 termias/hy superiores
Aplicacionesespecíficas
Quemadores intensivos
Quemadores «jet»Quemadores radiantes a alta temperatura
Quemadoresradiantes porososCalentamiento dehornos de vidrioCombustiónsumergida
Quemadores antorchaQuemadores derampaQuemadores decorona
Quemadores de pipaCalentamiento calderas de calefacción,agua caliente, tanques de líquidos, baños, etc.
Hornos industriales
Aplicacionesespecíficas
Usos comerciales ydomésticos: calentadores instantáneos deagua, cafeterías, etc.
Muy utilizados indus-trialmente, generalmente con cono decombustiónMuy indicados paraproducir llamas muycortas o largas, según sea el tipo dederrame
Indicados para cámaras de combustión abaja o media temperatura (600° C)Se emplean para estufas, secadores, quemadores de aire caliente y, sobre todo,en calderas de vapor
Hornos industriales,especialmente: hornos Martin, hornosde cemento, hornosde vidrio y hornosmetalúrgicosGrandes calderas devapor en centralestérmicas
10
ia¡
l.y
fejffi;
Igg
OÍ
W'
tmii

=1 ^1 ^s
190 GAS NATURAL
tión tienen una influencia directa en los intercambios térmicoscon el recinto y bóveda del horno y con los productos a tratar.Por otro lado, las dimensiones de la llama son un factor importante de la isotermía de la carga, a cuya desigualdad son imputables una parte importante de los defectos de cocción de ciertosproductos.
Afortunadamente, cuando se trata de equipar nuevas instalaciones, estos problemas han sido ya resueltos por los constructores de los hornos o aparatos, que se han preocupado, con todoconocimiento de causa, de adoptar los quemadores más apropiados a su función.
Cuando se trata de convertir hornos existentes, que funcionan con carbón o fuel-oil, al funcionamiento con gas natural, recomendamos acudir siempre al constructor del horno para pedirsu consejo. Si ello no fuera posible, deberá estudiarse minuciosamente el tipo de quemador de gas cuyas características de combustión y dc llama se aproximen lo máximo posible a las de sufuncionamiento actual. Tras ello, es relativamente fácil obtenerunos resultados óptimos, eligiendo juiciosamente los nuevos quemadores o transformando a gas los quemadores de fuel-oil existentes (cuando ello es posible), modificando incluso, si es preciso,su emplazamiento.
A fin de facilitar este trabajo, liemos resumido, en el cuadroanterior, las principales características de los quemadores y lasprincipales aplicaciones de los mismos.
4.10. Elementos auxiliares de los quemadores
Los quemadores van acompañados muchas veces dr una seriede elementos auxiliares para:
91 proteger las canalizaciones y los mezcladores de los retornosde llama,
15 encendido automático,
® detección ile Ins llamas,
'* rcmilacinn attinpi•• lit •>.
=1 T
QUEMADORES INDUSTRIALES 191
El estudio de estos elementos se sale del cuadro de este libro.
No obstante, vamos a enumerar los distintos sistemas queexisten en el mercado y cuándo es necesario aplicarlos.
4.10.1. Protección de las canalizaciones y los mezcladoresde los retornos de llama
Esta protección sólo es necesaria en los quemadores de mezcla previa de aire y gas, en donde la combustión puede propagarsea la mezcla y a las máquinas mezcladoras situadas a veces a cierta distancia del quemador. Los dispositivos utilizados son: parallamas formadas por rejillas y virutas de cuproníquel o acero inoxidable, y válvulas térmicas que cierran el paso "cuando se produce un aumento de temperatura por combustión en su interior.
4.10.2. Encendido automático
El encendido manual de los quemadores por una mecha impregnada de alcohol es todavía empleado con frecuencia en losgrandes quemadores dc hornos de alta temperatura de marchacontinua o de utilización de gran intermitencia. En los demáscasos se recurre a un sistema automático de encendido, que puede ser de mando manual o eléctrico. Estos sistemas son:
® por resistencia eléctrica,
• por chispa eléctrica,
• por cristal piezoeléctrico.
4.10.3. Detección de las llamas
El detector de llama es un dispositivo de seguridad que, encaso de no encendido del quemador después de un tiempo determinado o en caso de extinción accidental en marcha, provoca elcierre de la válvula automática dc llegada de gas al quemador o»rnpo dc quemadores en cuestión.

1 1 • 1 • D
192 GAS NATURAL
Los tipos de detectores de llama corrientemente empleadosson:
• dispositivos de dilatación,
• pares termoeléctricos,• electrodos de ionización,
• células fotoeléctricas.
4.10.4. Regulación automática
La regulación de la marcha de un quemador consiste en regular:
• la potencia térmica o caudal térmico,
° la calidad dc la combustión, es decir, la relación aire-gas.
Esta última se efectúa manualmente y consiste en fijar unavez por todas un valor determinado de la relación. Las válvulasde regulación de proporción se conectan de forma que, al variarel caudal de una de ellas, varía proporcionalmente el caudal dela otra.
La regulación de la potencia o caudal térmico viene determinada esencialmente por la temperatura, y se consigue regulando el caudal de gas al quemador. Esta regulación puede ser automática y es accionada por un termopar, termómetro, manómetro(caso de producción de vapor) o pirómetro.
La regulación puede ser: discontinua o continua.
La discontinua puede ser: «de todo o nada», «todo o poco» y«todo, poco, nada».
La continua puede ser: proporcional, integral, derivada o combinación dc 2 o 3 acciones precedentes.
Actualmente se encuentran en el mercado reguladores gal-vanometálicos, permitiendo obtener impulsiones proporcionalesa la diferencia de temperaturas entre el valor medio y el valorde consigna. Estos sistemas permiten realizar una regulaciónproporcional sencilla dc los quemadores de «'as.
1 ^-^
H2>
CAPITULO V
Aplicaciones industriales
Aparte del empleo del gas natural en la industria para losusos específicos que hemos señalado anteriormente, y en los cuales el gas es insustituible, vamos a exponer las aplicaciones enlas ramas industriales más importantes, señalando los serviciosen los cuales el gas es más idóneo y permite sustituir ventajosamente a otros combustibles.
Las aplicaciones más importantes y corrientes son las siguientes:
Generadores de vapor.Siderurgia y metalurgia de metales férreos.Metalurgia de metales no férreos.Cales y cementos.Vidrio.
Cerámica.
Industria Química.
Industrias agrícolas y de alimentación.Industria Textil.Madera, papel y cartón.Utilizaciones diversas.
5.1. Gas natural en los generadores de vapor
Aunque la elección del combustible utilizado en un generador dc vapor no tenga influencia técnica sobre la producción, suincidencia sobre numerosos factores puede variar muv sensible-

194 GAS NATURAL
mente de un combustible a otro. A este respecto, las ventajasespecíficas del gas le colocan en una situación favorable. Estasventajas se derivan de las características del gas, especialmentedc su estado físico, de su pureza y, dc una manera particular, dela constancia de su composición y de la ausencia de azufre.
Dichas ventajas, respecto a los combustibles sólidos y líquidos, son las siguientes:
© Ausencia de almacenamiento del combustible en el exterior ointerior de la sala de calderas.
9 No hay formación dc cenizas de ninguna forma: sólidas, liquidas, fundidas (escorias) o volantes. Todos los dispositivosde recuperación (tolvas, ceniceros, registros, etc.) y de evacuación pueden suprimirse, especialmente los separadores depolvo, tan importantes y tan numerosos en las grandes centrales modernas de carbón pulverizado. La combustión delgas no poluciona ni contamina la atmósfera.No hay deposición ni formación de depósitos adherentes enlas superficies de intercambio de calor de la caldera, mejorando la transmisión de calor de las partes metálicas y noaumentando la resistencia del circuito dc gases.
* El caudal de combustible, fácilmente mediblc, permite unaregulación sencilla del aire de combustión en función de aquél.
© La mezcla aire/gas puede realizarse íntimamente con un débil exceso de aire, asegurando una combustión completa ymejorando el rendimiento térmico.
• Siendo la proporción de azufre prácticamente nula, no tienenque existir corrosiones en la parle final de la caldera, especialmente en los cconomizadores o recuperadores de aire, losventiladores de tiro forzado y los conductos de unión. La temperatura de los humos puede disminuirse sin temor.
La incidencia del empleo del í/as sobre otros farloics se dejará sentir en:
a ) La conslmcción
Las dimensiones de lis cámaias de • on-luislión •!< I >s calderas pueden rrduchse con respecto a las dimensi-,<n•.;;. comentes de éstas, lililí -ando raí Uní. La perfecta me la de aire/
9
APLICACIONES INDUSTRIALES 195
gas y la rápida combustión de éste, permite aumentar lacarga térmica específica. La infraestructura de recolecciónde las cenizas y escorias puede suprimirse. Desde luego, queda suprimida la parrilla y todos los elementos de manutención mecánica. Las cámaras de combustión, empleando gasnatural como combustible, permitirán cargas térmicas específicas comprendidas entre 0,5 x 106 y 1,5 X 106 kcal m3/hque, referidas a la sección transversal de la cámara, debenpermanecer dentro de los límites de 450 000 a 900 000kcal/m2/h.
b) El funcionamiento
El rendimiento térmico puede mejorarse, como mínimo, detres a cinco puntos (según el combustible que sustituya puede llegar a 8 °/o) gracias a la posibilidad de realizar y mantener la proporción aire-gas a diferentes marchas, con un exceso mínimo de aire del orden del 10 al 20 % cuando confuel-oil no puede bajarse del 20 al 30 % y con el carbón del40 al 50 %. Igualmente existe posibilidad de reducir la temperatura de los humos a la salida de los quemadores, sinriesgo de corrosión en las partes finales de la instalación,debido a la ausencia dc azufre en el gas y de S02 en los productos de combustión. La constancia en la composición delos humos para distintas cargas de la caldera (demandas devapor), permite que los rendimientos industriales de explotación alcancen valores próximos a los rendimientos teóricoso de prueba.
c) La regulación
El empleo del gas natural facilita la utilización de dispositivos de regulación y de mando automático, manteniendo constante la presión de vapor y la mezcla aire-gas del quemador,siguiendo las variaciones de las demandas de vapor.
d) El mantenimiento
Los quemadores de gas no necesitan prácticamente ningúnmantenimiento, permaneciendo siempre libre de goteos y depolvo los frentes de la caldera donde van colocados los quemadores. Las superficies de transmisión dc calor de las calderas permanecen siempre limpias.

196 GAS NATURAL
e) Las inversiones
El gas natural permite la supresión de los parques de almacenamiento del carbón o de los tanques de almacenamientode los combustibles líquidos, así como de todos los dispositivos de alimentación y trasiego de combustible y evacuaciónde cenizas. Tampoco son necesarios dispositivos para suprimir o reducir los riesgos de contaminación atmosférica. Conel gas natural se suprime el riesgo de eventuales indemnizaciones por daños a los vecinos o a la agricultura.
La producción de vapor utilizando gas como combustible, especialmente en las industrias que necesitan el gas natural paraotros menesteres, es cada día mayor. En muchos casos regularizael consumo de gas cuando en otras dependencias la marcha delos aparatos es intermitente y el aumento dc consumo permiteobtener precios más bajos en los contratos de suministro.
La transformación de las calderas no presenta, en general,dificultades, reduciéndose al montaje del equipo de quemadoresy órganos de seguridad y regulación, sin que la estructura de lacaldera, en sí misma, sufra modificación alguna.
5.1.1. Equipos para calderas industriales
El material necesario para la utilización del gas natural en ungenerador de vapor comprende:
• los quemadores,
• los dispositivos de regulación,
© los sistemas dc seguridad.
5.1.1.1. Quemadores a gas natural
Las calderas de hogar interior o pirolubularcs y las acuotu-bulares modernas tienen la cámara dc combustión recubierla con
paredes o tubos de agua. Son, por consiguiente, hogares fríoscuyas paredes están a una temperatura sensiblemente inferior ala de ínllainahilidad del gas.
Esta característica de construcción tiene una consecuencia
importante en lo T' ' *•<" reí" ". a las <ai aelerísl ¡ •>•• .le conslruc-
APLICACIONES INDUSTRIALES 197
ción de los quemadores. Estos deben cumplir, especialmente, lasexigencias siguientes:
a) asegurar una mezcla homogénea y suficientemente rápida del aire y el gas, de manera que la combustión semantenga perfecta y terminada en la cámara de combustión antes de todo contacto con las paredes, cuyabaja temperatura detendría la combustión, con riesgo deobtener inquemados (disminución dc rendimiento) y posibilidad dc formación de mezclas combustibles en el
circuito dc humos;
b) asegurar, a cualquier régimen, que se mantenga constante la proporción de mezcla aire-gas próxima a la relaciónestequiométrica y, en todo caso, dentro de los límitesde inflamabilidad con un amplio margen de seguridad;
c) asegurar una velocidad de salida dc la llama del quemador inferior a la velocidad de propagación de la llama,para evitar el desprendimiento de ésta de la boca delquemador, especialmente durante el periodo de encendido;
d) permitir ajustar el volumen y la longitud dc la llama enfunción de las dimensiones de la cámara de combustión,a fin de asegurar que aquélla llene completamente la cámara, evitando siempre los puntos de impacto con lasparedes. En grandes calderas con cámaras de dimensiones importantes, es preferible colocar varios quemadoresen lugar de uno solo de mayor caudal;
e) permitir la obtención de una llama luminosa que favorezca el intercambio dc calor, particularmente en lascalderas a radiación.
Existen en el mercado español quemadores que satisfacenlas exigencias indicadas. El número de quemadores depende,esencialmente, dc la potencia de la caldera. En general, para calderas dc producción inferior a 20 t/t se coloca un solo quemador; para calderas de producción de 20 a 50 l/h se colocan dosquemadores; para producciones superiores, se colocan cuatroo más quemadores.

198 GAS NATURAL
5.1.1.2. Dispositivos de regulación
Aunque la construcción de algunos órganos de control, de regulación y de marcha automática tiene alguna particularidad, enla utilización de gas los principios generales son los mismos quepara otros combustibles (especialmente para los combustibleslíquidos) y su aplicación no entraña ningún problema particular:por el contrario, la limpieza de gas y de los productos de la combustión son factores favorables para el buen funcionamiento dedichos dispositivos.
La elección del tipo y programa de control y de regulaciónserá, en cada caso, objeto de estudio. En el mercado existen todoslos tipos de materiales que permiten revolver el problema, desdeel más sencillo al más complicado.
5.1.1.3. Órganos dc seguridad
La seguridad merece ser estudiada cuidadosamente, por unaparte en razón de su gran importancia, por otra, en razón de lasexigencias particulares de empleo de un combustible gaseoso.Teóricamente, es más fácil obtener una mezcla perfecta y rápidaentre el gas y el aire comburente —que, por otra parte, puedeaproximarse más o menos a las condiciones de una mezcla explosiva— pero también es cierto que el gas se presta más láeihnen-te (debido a su facilidad de manipulación) a la adaptación dedispositivos que permiten, precisamente, prevenir la realizaciónde tales condiciones.
El conjunto ele órganos de seguridad debe satisfacer a unatriple exigencia:
® impedir toda introducción de gas en un recinto de combustión sin que hayan sido accionados previamente los dispositivos de encendido y de que se haya controlado el liiucioua-núenlo correcto dc estos;
® impedir toda introducción dc una mezcla gas y aiie en proporciones tales que, la combustión de esa ni»-/.' la no puedahacerse rorieelainrnle:
asegurar la interrupción lápida de la alimentación de gas, encaso de extinción imprevista de uno u otro quemador.
APLICACIONES INDUSTRIALES 199
Para respetar estas tres condiciones, es necesario que, en todomomento, se pueda accionar y controlar:
• el caudal de gas,• la presión del gas,
• el caudal de aire,
• la relación gas-aire,• el tiro.
Estos elementos se regulan, en general, para el conjunto delequipo: sería deseable, sin embargo, que, a excepción del último,pudieran regularse para cada uno/ele los quemadores.
Las operaciones de encendido, tanto manuales,,,sémiautomá-ticas o automáticas, consisten en:
• asegurar un barrido eficaz con aire de la cámara de combustión y de los conductos posteriores durante un tiempo suficiente, a precisar en las consignas, a fin de que no haya vestigios de gas en los mismos (cierre defectuoso de la válvulade gas);
• encender el piloto o quemador de encendido y comprobar quela llama se mantiene estable;
• regular la entrada de aire y después abrir el gas;
• asegurarse del buen funcionamiento del quemador;
• en instalaciones equipadas con varios quemadores, efectuar suencendido sucesivamente.
La comprobación de encendido y mantenimiento de la llamaen cada quemador se asegura mediante un dispositivo de «control de llama», que no debe intervenir más que a título de seguridad complementaria en caso dc incidente.
Se utilizan principalmente dos soluciones:
• la ionización de la llama que asegura la detección por mediodc electrodos sometidos a una diferencia dc tensión que puedeser continua o alterna, actuando entonces por rectificaciónde la tensión alterna. Los electrodos deben colocarse en lallama piloto, si existe, o en su defecto, en la llama principal,v su posición debe elegirse cuidadosamente. La elección de

200
GA
SN
ATU
RA
L
electr
odos
dem
asa,
delo
ngitu
dap
ropi
ada,
evita
rála
colo
cació
nde
disp
ositi
vos
dese
gurid
adpo
rsim
ple
desp
rend
imie
nto
dela
llam
ade
labo
cade
lqu
emad
or,
cuya
inte
rven
ción
noten
drá
luga
rm
ásqu
een
caso
de....
desp
rend
imie
nto
exag
era
do
;
lam
edici
ónde
lasra
diac
ione
sem
itida
spo
rla
llam
a,de
bido
aun
acé
lula
fotoe
léctri
case
nsibl
ea
larad
iación
delos
prod
ucto
sde
laco
mbu
stión
.La
posic
ión
yla
orie
ntac
ión
dedi
cha
célu
laso
nim
porta
ntes
yde
ben
esco
gerse
juici
osam
ente.
Ofre
cela
vent
aja
depo
derm
onta
rse
enel
exte
riord
ela
cám
ara
deco
mbu
stión
sinne
cesid
adde
tener
ning
una
parte
enco
ntac
toco
nla
llam
a.
Enge
nera
l,el
riesg
oco
nsist
een
laex
tinció
nev
entu
alde
lalla
made
lqu
emad
or,
segu
idode
lde
rram
ede
lame
zcla
aire-g
assin
ence
nder
enla
cám
ara
deco
mbu
stión
;és
tase
halla
ríaen
ton
ces
llena
deun
ame
zcla
enpr
opor
cione
sex
plosiv
as,c
uyo
ence
ndi
dopo
dría
prov
ocar
una
defla
grac
ión.
Laex
tinció
nin
opin
ada
dela
llam
apu
ede
tener
dos
caus
as:
varia
ción
odi
smin
ució
nin
tempe
stiva
dela
pres
ión;
desa
rreglo
dela
com
busti
ón,h
acien
doqu
ela
mezc
laai
reas
enel
quem
ador
qued
efu
erade
loslím
ites
deinf
lamab
ilidad
(paro
deco
men
teen
elve
ntilad
o,-de
aire
ofu
ncion
amien
tocle
tectu
oso
de
est
e).
Los
dispo
sitivo
sde
segu
ridad
debe
npo
der
respo
nde,
aes
tasdo
ssi,u
acion
esys
uacc
ióndeb
etra
ducir
seen
unco
rletot
aly
apido
dela
llega
dade
gas
alos
quem
ador
es.
Lavu
elta
1M
tuauo
nno
rmal
nopu
ede
hace
rsemá
squ
epo
rint
erven
ción
Lain
stalac
ión
más
senc
illa
com
pren
depu
es:
undis
posit
ivode
contr
oldc
lapr
esión
prov
ocan
doel
corte
del^
O^
r**
"*
™^
^av
ariació
ndélo
,un
disp
os¡ti
vode
ro,d
e,a
accio
mm
cIoc|
gasa
los
quem
ador
esen
caso
deex
tinci
ón
AP
LIC
AC
ION
ES
IND
US
TR
IAL
ES
20
1
El
rear
me
del
órga
node
cort
ede
gas
nopo
dría
efec
tuar
sem
ásqu
em
anua
lmen
te,
deta
lfo
rma
que
nopu
eda
volv
erse
aen
cend
erha
sta
que
laca
usa
del
cier
rede
lga
sse
haya
dete
ctad
oy
supr
imid
o,y
desp
ués
deef
ectu
ar,
enel
orde
nqu
ede
ban
hace
rse
,to
das
las
man
iob
ras
del
ence
nd
ido
.
Elór
gano
deco
rte
debe
ráta
mbi
énin
terv
enir
enca
sode
falta
deco
rrie
nte,
que
prov
ocar
áel
paro
del
vent
ilado
rde
aire
com
bure
nte
yde
lv
enti
lad
or
deti
ro.
Enes
tas
cond
icio
nes,
yre
aliz
ando
una
com
prob
ació
npe
riódic
ay
frecu
ente
delb
uen
func
iona
mien
tode
losdi
fere
ntes
órga
nos
dese
gurid
ad,
cuya
elecc
ión
estan
too
más
impo
rtant
equ
ela
delq
uem
ador
,la
utili
zaci
ónde
gas
natu
ral
enla
sca
lder
asof
rece
ráto
das
las
gar
antí
asne
cesa
rias
.
Co
in
oiu
rol
Val
vtd
odo
cic
Vcn
iiln
do
i
Tir
o
inils
ador
mar
cha-
paro
Rol
ato
mpo
rizo
dor
Ven
tila
ció
nca
lder
a/"
"\
7¿g¡
¡,..
Vál
vula
auto
mát
ica
dces
con*
/;.
I.i
oírn
osle
PlC
SOSl
illO
Ml.i
I""
'IT
.I.l
lo|1
1l'
nm
im.ii
iinl
ro
''T
^f—
s'
x-f
f~!-
B-?
í•"
Roou
lador
«teco
r„a+
ff
.f,
1J--
•:r
dolo
cald
orn
"»8"
Das
'•
t,„LV
nlvu
l.i(I.
-1
,I
l--^
=H
~Vól
vu,;i
dcci
erro
i»">
«09
JI
snni
irida
df
''I
N«
i''•"
••'•'•
eom
bim
tldrí
dcla
cold
ora
'"9
,-+
Vol
vida
dore
cula
dV
..IV
..!.-,
•I:,|
ll|.in
,i„pi
loto
s
V-d
vitln
dcci
erre
del
ndm
Fig.
87.-E
sque
ma
dclo
sdi
spos
itivo
sde
segu
ridad
para
com
busti
óndc
gas
natu
ral
enun
grup
ode
quem
ador
espa
rage
nera
dore
sdc
vapo
r.
Lafig
ura
87re
pres
enta
unes
quem
aco
mpl
etode
uneq
uipo
dese
gurid
adpa
rava
rios
quem
ador
esde
cald
eras
,em
plea
nd»
natu
ral.
locas
51.
2.C
onve
rsió
nde
cald
eras
exis
tent
esa
gas
natu
ral
Am
edid
aqu
epr
ogre
sala
disp
onib
ilida
dde
gas
natu
ral
enun
are
gión
oun
ain
dust
riade
term
inad
a,la
reno
vaci
óndc
los

U i' i r^ II f~~ri
202 GAS NATURAL
equipos se hace en función de dicho combustible, ya que son pocos los casos en que se abandona una vez adoptado y apreciado.En aquellos equipos y calderas que inicialmente empleaban otroscombustibles y que, en una primera etapa, fueron adaptados algas natural, se sustituyen, a medida que se requiere su renovación, por hornos y calderas concebidos y construidos para la utilización de dicho combustible.
Es indudable que los constructores que han adquirido unaperfecta maestría sobre el gas natural pueden ofrecer instalaciones específicas que den plena satisfacción a los usuarios, tanto en resultados como en comodidad y seguridad.
Sin embargo, la llegada de gas natural a nuevas zonas y regiones por extensión de redes de transporte y distribución, plantea la conversión de las instalaciones existentes y, por ello, seha considerado interesante señalar algunas peculiaridades:
I) Calderas construidas o equipadas para funcionar con fuel-oilEl acondicionamiento de tales calderas es una operación sen
cilla y poco costosa:• no hay que efectuar ninguna modificación en la caldera
en sí misma;
• todos los equipos auxiliares, ventiladores y óiganos deregulación pueden conservarse. Concretamente, los caudales y las potencias absorbidas por los ventiladores deaire-comburente y-dc-t-iro son ligeramenteinferiorcsXdis-minución del exceso dc aire) a cuando funcionaban confuel-oil o carbón como combustible, ya que, teóricamente,la cantidad de aire necesaria para la combustión dependeúnicamente del calor desarrollado en el hogar (potenciade la caldera) y no del tipo de combustible;
9 los quemadores de fuel-oil pueden conservarse; siemprees posible disponer los quemadores dc gas alrededor dclos inyectores de lucí. Pueden también sustituirse porquemadores mixtos gas-fucl. Es interesante 'conservar losquemadores de fucl, así como todos los dispositivos dealimentación cuando ya están instalados, puesto que permiten asegurar, en determinados casos, las variaciones dela carga a fin de mejorar la modulación en el consumoele i'.as:
1 1
APLICACIONES INDUSTRIALES 203
• los dispositivos de control de llama por célula fotoeléctrica pueden eventualmente adaptarse a las características particulares de la llama de gas natural.
2) Calderas construidas o equipadas para funcionar con carbónLa adaptación a gas natural de las calderas a carbón presenta problemas más complejos y conduce a inversiones relativamente más importantes. Por ello, en general, no resultaaceptable más que en quemadores de combustión modernaen buen estado.
Dada la variedad de tipos existentes, no es posible establecer reglas precisas para las transformaciones a realizar ysobre los resultados a obtener. Es algo que compite al constructor de la caldera. No obstante, podemos dar ideas generales, en el caso de calderas con parrilla mecánica, que permitirán a los industriales darse una idea de la naturaleza eimportancia relativa de su problema.La parrilla puede, en general, conservarse. En este caso esnecesario protegerla, al pasar a la combustión de gas, por unasolera de ladrillos refractarios colocada sobre la misma. Lacombustión mixta gas-carbón sobre parrilla es posible enalgunos casos particulares.
La única condición que debe respetarse es que el volumen dela cámara de combustión sea suficiente.
Enrías calderas dé íübó«T de aguaes^necesario que la distanciade la solera a los primeros tubos que reciben el «golpe de fuego»,sea suficiente. Esta condición exige, a la vez, la supresión de laparrilla mecánica. En la figura 88 se representa una caldera de263 m2 de superficie de calefacción timbrada a 25 kg/cm2 conrecalentador, parrilla mecánica, economizador y chimenea detiro mecánico, en la que se modificó su estructura frontal al convertirla a gas natural suprimiendo la parrilla.
En general, el incremento en el rendimiento «calculado» puede alcanzar el 8%, cifra largamente confirmada por la experiencia:
Rendimiento gas natural: 92 %Rendimiento carbón: 85 %
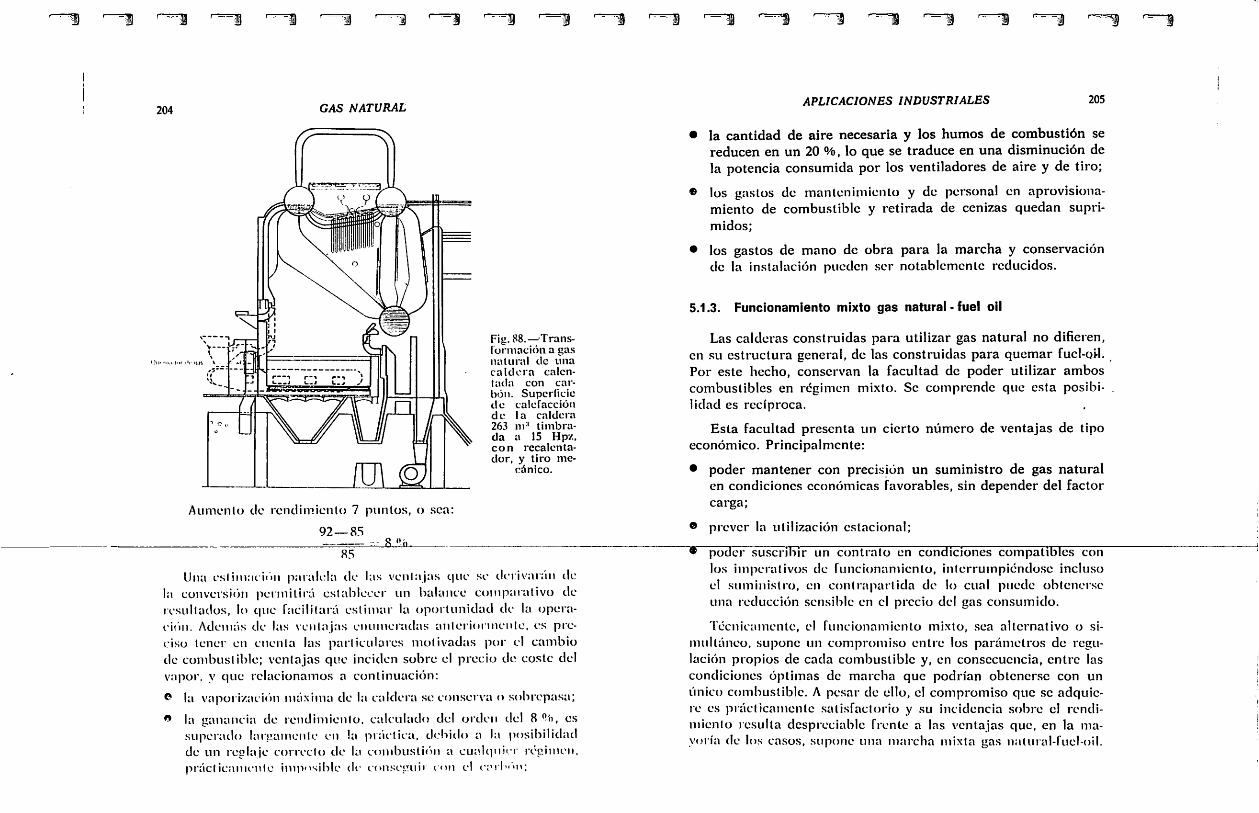
1
204 GAS NATURAL
ir ^
Aumento dc rendimiento 7 puntos, o sea:
92—85r- 8 «Mi.
Fig. 88.—'Transformación a gasnatural de unacaldera calcn-lada con carbón. Superficiedc calefaccióndc la caldera263 ni:l timbrada a 15 Hpz,con recatentador, y tiro me
cánico.
85
Una estimación paralela tic las ventajas que se derivarán dela conversión permitirá establecer un balance comparativo deresultados, lo que facilitará estimar la oportunidad dc la operación. Además de las ventajas enumeradas anteriormente, es preciso tener en cuenta las particulares motivadas por el cambiode combustible; ventajas que inciden sobre el precio de coste delvapor, y que relacionamos a continuación:
© la vaporización máxima dc la caldera se conserva o sobrepasa;
* la ganancia de rendimiento, calculado del orden del 8 °/o, essuperado largamente en la práctica, debido a la posibilidaddc un reglaje correcto de la combustión a cualquier régimen,prácticamente imposible de conseguir con el carbón;
"1 1 '"f
APLICACIONES INDUSTRIALES 205
la cantidad de aire necesaria y los humos de combustión sereducen en un 20 %, lo que se traduce en una disminución dela potencia consumida por los ventiladores de aire y de tiro;
los gastos de mantenimiento y de personal en aprovisionamiento de combustible y retirada de cenizas quedan suprimidos;
los gastos de mano de obra para la marcha y conservacióndc la instalación pueden ser notablemente reducidos.
5.1.3. Funcionamiento mixto gas natural -fuel oil
Las calderas construidas para utilizar gas natural no difieren,en su estructura general, de las construidas para quemar fuel-oi-1.Por este hecho, conservan la facultad de poder utilizar amboscombustibles en régimen mixto. Se comprende que esta posibilidad es recíproca.
Esta facultad presenta un cierto número de ventajas de tipoeconómico. Principalmente:
• poder mantener con precisión un suministro de gas naturalen condiciones económicas favorables, sin depender del factorcarga;
• prever la utilización estacional;
"• poder suscribir un contrato en condiciones compatibles conlos imperativos de funcionamiento, interrumpiéndose inclusoel suministro, en contrapartida de lo cual puede obtenerseuna reducción sensible en el precio del gas consumido.
Técnicamente, el funcionamiento mixto, sea alternativo o simultáneo, supone un compromiso entre los parámetros de regulación propios de cada combustible y, en consecuencia, entre lascondiciones óptimas dc marcha que podrían obtenerse con unúnico combustible. A pesar de ello, el compromiso que se adquiere es prácticamente satisfactorio y su incidencia sobre el rendimiento resulta despreciable frente a las ventajas que, en la mayoría de los casos, supone una marcha mixta gas natural-fuel-oil.

206 GAS NATURAL
Sin embargo, el funcionamiento mixto no puede ser tomadoen consideración hasta después de haber establecido un balanceexhaustivo de las consecuencias económicas, directas o indirectas, que comporta.
Ejemplo:
A) Una fábrica de papel, produciendo 300 a 350 t/día de papel, destinado especialmente a la fabricación de sacos, transformóa gas natural una caldera moderna ALSTHOM, prevista para lacombustión dc carbón, de las características siguientes:
CapacidadVariaciones de cargaPresión del vaporTemperatura de recalentamientoTemperatura del economizadorTemperatura de los humosCaudal máximo de los quemadoresConsumo anual
45 t dc vapor/h10 a 45 t vapor/h75 a 110 kg/cm2
480 °C
300 °C
120 -145 °C
440 m3/h19 683 010 m3
Dicha caldera suministra el 25 °/o de las calorías necesarias a
la fábrica, produciéndose el restante 75 % en otras calderas, quemando cortezas de pino.
Quemadores:
La caldera está provista dc 3 quemadores dc gas de las carac-terísticas siguientes:
Caudal máximo unitario
Caudal mínimo unitario
Presión del gasPresión del aire
Gas utilizado
Aire de combustión:
1 370 Nm3/h340 NmVh
0,035 a 0,500 kg/cm260 a 150 mm c.a.
gas natural de podercalorífico superior, de9 000 kcal/m3 a 15 °C,750 mmHg.
El aire de combustión está suministrado por un ventiladorcentrifugo equipado en su orificio de aspiración con un dispositi-
1 ^1 ~-=%
APLICACIONES INDUSTRIALES 207
vo a palas orientables, permitiendo variar las cantidades de airea suministrar a los quemadores. Dicho aire está pulsado a travésde un cambiador de calor donde se recalienta a 150 °C, distribuyéndose a esa temperatura a los quemadores. El aire se admite acada quemador en la parte posterior del mismo por un registrode turbulencia, compuesto de una especie de cilindro provisto depalas que pueden abrirse o cerrarse, maniobrando una palancasituada en el frontis del quemador.
Seguridad:
La seguridad está constituida (ver fig. 89) por un detector dellama H, que mantiene abierta la válvula electromagnética (10)de alimentación del piloto de encendido acoplada a la válvulaelectromagnética (8) de seguridad de los quemadores.
V ^ I ^ CI«COITO
-t¿HH>< ' ' E*3
-t*r-IB
Fig. 89. — Esquema de los circuitos de seguridad y de regulación.
\

208 GAS NATURAL
La válvula electroneumática (3) está accionada por los «pre-sostatos» de gas (5), colocados a ambas partes de aquélla y porel «presostato» de aire colocado en el conducto de distribucióndc aire. Dicha válvula no abre el gas más que cuando la presiónde entrada es la correcta (suficiente presión) y cierra el gas sise produce un exceso o una falta de presión. La válvula (4) estádestinada a evacuar el gas a la atmósfera cuando se cierra la válvula (3), a fin dc impedir, por una parte, la subida de presión enla tubería de gas, si la válvula (3) no fuera hermética y, de otraparte, la entrada de gas a los quemadores si las válvulas decierre colocadas en el circuito dc alimentación de los quemadoresno aseguraran una estanquidad absoluta cuando se cierran. Porotro lado, un enclavamicnto eléctrico dc seguridad no permiteel funcionamiento del encendido más que cuando la válvula (7)de alimentación del quemador está cerrada.
Encendido:
El encendido solamente puede realizarse si se efectúan lasoperaciones siguientes:
Accionar el contactor de barrido de la caldera, que pone enmarcha los ventiladores de admisión de aire de combustión y deextracción de humos. Barrido de la caldera con aire durante 3
minutos. Accionamiento del contactor de encendido que provocala formación de chispas. Abertura de la válvula electromagnéticadel piloto de encendido (10), desbloqueando automáticamente elenclavamicnto eléctrico dc seguridad. En esc momento se enciende el piloto, y el detector de llama // entra en funcionamiento,provocando la abertura de la válvula electroneumática del quemador. Abertura a mano de la válvula (7). Reapertura dc los registros de turbulencia dc aire a la posición determinada en losensayos. La regulación de la admisión de aire se efectuará accionando los registros de entrada de aire del ventilador.
Piloto de encendido:
El piloto está compuesto de dos tubos concéntricos: el principal (interior), por el que circula una mezcla aire-gas que quemaen el interior del tubo a unos centímetros dc su extremidad; el
APLICACIONES INDUSTRIALES 209
otro, exterior al principal, conduce gas puro que asegura el alargamiento de la llama del piloto y garantiza su estabilidad.
En el interior del tubo principal se aloja el electrodo detectorde llama que desemboca en la extremidad del piloto en el puntodonde se efectúa la combustión.
El dispositivo de encendido por chispa es exterior al piloto,y penetra solamente en el interior de aquél en el punto donde seefectúa la combustión. La longitud de la llama del piloto esde 0,80 a 1 m.
Regulación:
Teniendo en cuenta las variaciones importantes de la demanda dc vapor de la instalación con tiempos de respuesta del ordende 10 s, la regulación automática tuvo que ser estudiada meticulosamente. Se trataba, en efecto, dc mantener la presión de vaporcualquiera que fuera la carga, y de ajustar el caudal de aire decombustión al caudal de gas introducido en el quemador.
El funcionamiento del conjunto de regulaciones, cuyo detalley mecanismo no vamos a describir, puede resumirse como sigue:
• Un aumento dc demanda de vapor se traduce en una disminución de la presión, lo que provoca inmediatamente un aumento de abertura de los alabes del ventilador de aire, con objetode proporcionar el caudal de aire necesario a la nueva situación.
• Esta acción provoca igualmente un aumento instantáneo deabertura de la válvula de entrada de gas natural, proporcional al caudal de aire anterior.
• Encaso de una disminución de la carga se producen las operaciones inversas.
La regulación del tiro de la chimenea se ha mantenido igualal que tenía la caldera, antes de su conversión a gas, es decir,por una cadena de acción proporcional del registro de tiro.
Gracias a la elasticidad de utilización, se ha podido equiparuna caldera que debía hacer frente a variaciones importantes enel régimen de marcha dc las instalaciones, en las meior<*s rnnrli.

1 =1 Ti
210 G/iS NATURAL
ciones de rapidez, automatismo y seguridad, lo que hubiera sidodifícilmente realizable con otro combustible que no fuera gasnatural.
Aunque el tipo de tarifas aplicadas a los suministros de gassea más favorable a los consumos regulares, la solución adoptadaen la papelera citada ha permitido obtener una mejora sobre elconjunto de gastos de combustible, por el hecho de que las otrascalderas han podido trabajar en condiciones óptimas de rendimiento y marcha regular, efectuándose la modulación dc la carga mediante la caldera a gas.
B) Una refinería de azúcar, tratando durante un año el azúcar bruto producido en 15 azucareras, con una capacidad de producción de 130000 t/año, se equipó con una caldera a gas natural de 30 t/h, para asegurar todos los servicios térmicos: jarabescirculando a temperaturas próximas a 70 °C; evaporación secados, etc., después de pasar el vapor por la central eléctrica paraproducir la energía eléctrica necesaria.
La caldera es Babcock & Wilcox, tipo FML 16, timbrada a32 kg/cm2 La presión a la salida del recalentador es de 26 kg/cm2.El vapor está recalentado a 400°C. En marcha continua, la caldera asegura 28 t/h, con posibilidades de punta de 31 l durante 1 h.
La caldera está equipada con dos quemadores de una potencia de 11 000 termias/h, funcionando a 400 mm c.a.
El encendido de cada quemador se hace por antorcha. Elcontrol de llama se hace por célula fotoeléctrica sensible a losrayos ultravioleta.
En la conducción de gas se instalaron:
Una válvula de cierre manual.
Un diafragma de medición del caudal de gas que regulala toma de aire del ventilador de combustión.
Una válvula de mando neumático de seguridad general.
Un regulador de presión reduciendo la presión del gas a400 milibarias (4 000 mm c. a.) y una válvula de seguridadpara presión mínima de gas.Un grupo de seguridad con válvula manual y válvula neumática sobre la alimentación de cada quemador.
r==% T T
APLICACIONES INDUSTRIALES 211
La regulación comprende:
• Una regulación del caudal de vapor a 25 kg/cm2 efectivos,accionando:La regulación del caudal de gas (que actúa sobre el caudalde aire).Una regulación de la alimentación de agua accionada porel caudal de vapor (medido a la salida de la caldera).Una regulación del recalentamiento, accionado por sondas termostáticas colocadas en la salida del vapor.
• El cuadro de control de la caldera, colocado con los reíaisy regulaciones en una cabina, registra:La presión del vapor.El caudal del vapor.El caudal de gas.El caudal de aire.
Las temperaturas (vapor recalentado y humos).El contenido en oxígeno de los humos.
5.2. Gas natural en la siderurgia y metalurgiade productos férricos
En esta actividad de la industria, el gas natural encuentra elmayor número y la mayor diversificación de aplicaciones en lascuales se valoran al máximo sus cualidades específicas. Todoslos problemas térmicos que se replantean pueden justificar suempleo.
En este capítulo se recogen las observaciones efectuadas y lasinformaciones recibidas de las utilizaciones más características,
como son:
Reducción directa del mineral.
Altos hornos y cubilotes de fusión de hierro fundido.Hornos de aceros Martin Siemens y hornos eléctricos.Hornos de recalentamiento.Hornos de tratamientos térmicos.
Atmósferas controladas.
Técnicas especiales.Oxicorte.

212GAS NATURAL
5.2.1. Reducción directa del mineral
El objetivo perseguido es la reducción del mineral por la acción directa de un gas reductor, sin pasar por los altos hornos,donde el elemento reductor es el coque.
En numerosos países se han efectuado investigaciones sobrediversos procesos. Sin embargo, aunque varios de dichos procesos hayan pasado del estado de investigación yhayan sido objeto'dc instalaciones piloto o de ensayos industriales ninguno dcellos ha conducido todavía a realizaciones industriales económicamente útiles, salvo en condiciones muy especiales. Esta situación puede evolucionar en sentido positivo en el curso de lospróximos años.
5.2.2. Altos hornos
La utilización del gas natural en los altos hornos conoce ungran desarrollo en países que disponen de cantidades importantes de ese combustible. Así, por ejemplo, en la U. R. S. S., mas
- de 80 Altos hornos utilizan el gas natural en inyección en lastoberas dc aire.
Paralelamente a la inyección de gas natural, se ha desarrolladoel enriquecimiento del aire por oxígeno, cuya concentración, queen término medio oscila entre 21,7 « y 23 «ó, puede llegar a alcanzar en ciertos casos el 27 «H, y hasta el 29 %. Cada 1*o deoxígeno añadido al aire, hasta la concentración de 27 %, aumentala producción del horno alto en un 2,5 %. Si al mismo tiempose incrementa la inyección de gas natural en las loberas, el consumo específico dc coque disminuye rápidamente, pudiendoen algunos casos obtenerse una economía dc coque igual a1-1,25 kg/m\
En una encuesta realizada por el Comité de utilización de gasde la I.G.U. (International Gas Union) entre varios países utilizando el gas natural en los altos hornos, se resumía así:
«A título indicativo, en los altos hornos, cuya temperaturadel viento está limitada a 950° C, sin aportación dc oxígeno, seinyectan 80 m» de gas natural por t dc fundición. 1 m3 de gasnatural sustituye a 1 kg de coque.
^1 1 ,™!
APLICACIONES INDUSTRIALES 213
»Se citan proporciones más elevadas, alcanzando hasta 1,6 kilos de coque por m3 de gas natural. Estas proporciones corresponden a temperaturas del aire más elevadas con inyección simultánea de oxígeno.»
En todos los casos citados, el gas natural se inyecta en lastoberas.
No se ha hecho mención de dificultades en el empleo de gasnatural: al contrario, sus condiciones de funcionamiento se estiman favorables tanto desde el punto de vista de la inversióncomo de la explotación. La débil proporción o la ausencia deazufre del gas natural es un elemento favorable para su empleo.
Las tendencias actuales para una mayor valorización de dichatécnica son:
• aumento de la temperatura del aire,
• inyección simultánea de oxígeno,
• empleo simultáneo de gas y fuel-oil, con eventual pulverización del fuel-oil con el gas,
• cracking preliminar del gas, con inyección de los productosde disociación encima del nivel de las toberas.
Esta última técnica permitiría proporciones de inyección superiores a las obtenidas por la inyección del gas natural brutoen las toberas. La elevada proporción del gas natural en hidrógeno puede favorecer la reducción del mineral.
5.2.3. Hornos de fusión
5.2.3.1. Cubilotes de fusión dc hierro fundido
En diversos países se han realizado instalaciones inyectandogas natural en los cubilotes para la fabricación de hierro fundido,sustituyendo parcialmente, con éxito, al coque. El interés económico es considerable a causa de la disminución de coste del combustible y del aumento de la capacidad de producción del cubilote. Se atribuye gran importancia a la ausencia de azufre delgas natural.

214 GAS NATURAL
El gas natural es inyectado en el cubilote por encima de lastoberas de inyección de aire.
Gracias al funcionamiento mixto gas natural-coque, la capacidad de producción del cubilote puede casi doblarse. El consumode calor, que es del orden de 950 termias por t de fundiciónlíquida empleando únicamente coque, ha podido reducirse a alrededor de"600 tcrmias/t después dc pasar a la marcha mixtacoque-gas. El gas natural encuentra, además de su empleo en loscubilotes, grandes posibilidades en otros servicios, tales como:
Secado de arenas de moldes.
Cocción de moldes.
Oxicorte.
Calentamiento de cucharas de colada.
Tratamientos térmicos: recocido de la fundición ferrítica yperlítica.
Generación de gas de atmósferas controladas.
Ejemplo:
Entre las realizaciones recientes efectuadas en USA, en URSS
y en Holanda, podemos citar en esta última la fundición deLeiden de la Koninglijke Nerderlandsche Grofsmcderij, especializada en la fabricación dc lingoteras de acerería (peso unitario20 t) donde, uno tras otro, dos cubilotes de 1,30 m de diámetrose han equipado para la marcha mixta coque-gas.
Las lingoteras se cuelan a 1 300° C. La temperatura del canalse sitúa alrededor de 1 400 a 1 430° C, pudiendo alcanzar l 450° C.
Gracias a pasar al gas natural en marcha mixta con el coque,los cubilotes de 12 l/h, funcionando con coque solo, produjeron22 t/h en la marcha mixta. También se han efectuado ensayos conpequeños cubilotes para un diámetro dc 600 mm, obteniéndoseuna producción de 4 l/h, mientras que para 800 intn de diámetrose obtuvieron 6 t/h.
El consumo de coque, anles del empleo dc gas, era de 130 kg/t,es decir, 960 termias (PCS) por t de fundición líquida. El rendimiento térmico estaba comprendido entre 30 y 35 %. Después deincorporar el gas natural, el consumo de coque para una pro-
1 1 ^"H
APLICACIONES INDUSTRIALES 215
ducción de 25 t/h es de 40 kg/t de fundición, con un consumode gas natural de 30 Nm3 por t (poder calorífico del GN,7 560 kcal/Nm3). El consumo térmico específico se sitúa entre520 y 640 termias por tonelada.
Entre las mejores se pueden citar:
• Disminución del contenido en azufre del hierro colado. Las
pérdidas en silicio y manganeso eran idénticas a las encontradas en los cubilotes empleando únicamente coque.
• Mejor calidad de la fundición obtenida.
• Ausencia de polvo o de humos visibles en la chimenea, es decir, reducción de la polución.
Entre las mejoras económicas podemos citar:
• Economía considerable del coque, lo que representa una disminución notable sobre el precio de coste de la colada y unaumento en el rendimiento térmico.
• Menor desgaste de los cubilotes.
• El precio de coste del combustible por tonelada de fundiciónse reduce aproximadamente a la mitad.
• Se dobla la producción y se incrementa la agilidad.
• La explotación es económica.
5.2.3.2. Hornos de acero Martin Siemens
El gas natural es utilizado en numerosos países, especialmente en URSS. A pesar de que su temperatura de combustiónes ligeramente inferior a la del fuel-oil, es muy apreciado por losaceristas por su elevada potencia calorífica, su pureza (ausenciade azufre y vanadio) y por poderse disponer a presión.
Para obtener en un horno Martin Siemens buenas condicionesde calentamiento, es preciso que se cumplan las cuatro condiciones siguientes:
• caudal suficiente de combustible;
• posibilidad de evacuar los humos sin producirse excesos depresión en las puertas;

,™|
21
6G
AS
NA
TU
RA
L
9lla
ma
dete
mpe
ratu
rael
evad
ay
defu
erte
pode
rem
isiv
o,pa
rti
cula
rmen
ted
ura
nte
elre
fino
;
•gr
anra
pide
zde
mez
cla
del
com
bust
ible
yco
mbu
rent
e.La
tem
pera
tura
teór
ica
deco
mbu
stió
nde
lalla
ma
dega
sna
tura
l,co
mpa
rada
con
lade
lfue
l-oil
yga
sde
gasó
geno
,en
pro
porc
ione
ses
tequ
iom
étric
as,
con
aire
prec
alen
tado
a12
00°
C,es
lasi
gu
ien
te:
Co
mb
usti
ble
Tem
pera
tura
dc
co
mb
usti
ón
Gas
natu
ral
Gas
natu
ral
frío
a15
0°C
23
45
"C
23
60
°C
Gas
de
gasó
ge-
Fu
cl-o
iln
op
recale
nta
do
a1
20
0°C
*
23
85
°C
23
35
°C
Aná
lisi
sm
edio
del
gas
dc
gas
óg
eno
CO
j:4
%-C
O:
26
%-H
^:1
5%
-CH
f.4
%-N
2:
51
%
Ape
sar
dequ
ela
ste
mpe
ratu
ras
deco
mbu
stió
nso
nm
uypr
óxim
asen
tre
los
dist
into
sco
mbu
stib
les,
elga
sna
tura
ltie
nem
enor
pode
rem
isiv
o,po
rlo
que
enel
mom
ento
dela
sfa
ses
defin
alde
cola
day
afin
o,do
nde
los
inte
rcam
bios
por
radi
ació
ntie
nen
impo
rtan
cia,
esne
cesa
rio
aum
enta
rel
pode
rem
isiv
ode
lga
sna
tura
l,cu
yalla
ma,
natu
ralm
ente
,es
men
oslu
min
osa,
bien
aña
dien
doun
com
bust
ible
más
rico
enca
rbon
o,bi
enef
ectu
ando
uncr
acki
ngpa
rcia
lde
lm
etan
oqu
eau
men
tela
lum
inos
idad
por
lapr
esen
cia
dcpa
rtíc
ulas
deca
rbon
oin
cand
esce
ntes
.
Act
ualm
ente
,la
solu
ción
ado
pta
da
enla
spl
anta
squ
edi
spon
ende
gas
natu
ral
yfu
el-o
ilco
nsis
teen
efec
tuar
una
com
bust
ión
mix
taem
plea
ndo
lapr
esió
nde
lga
spa
rapu
lver
izar
elfu
el-o
il.E
stos
quem
ador
esde
ben
ser
alim
enta
dos
con
gas
aal
tapr
esió
n:4
a8
kg/c
m2.
La
prop
orci
ónde
fuel
-oil
añad
ida
alga
ses
deun
20a
30°/o
dura
nte
lapr
imer
afa
se,
para
aum
enta
rla
a40
-50
%en
laco
lad
ay
afin
o.
Otr
asté
cnic
asdc
util
izac
ión
del
gas
natu
ral
solo
,en
los
ho
rno
sde
fusi
ónde
lac
ero,
está
nen
expe
rim
enta
ción
con
resu
ltad
ospr
omet
edor
es,a
ñadi
endo
oxíg
eno
enla
com
bust
ión
oef
ectu
ando
uncr
ack
ing
pre
vio
del
gas.
AP
LIC
AC
ION
ES
IND
UST
RIA
LE
S2
17
Ennu
mer
osos
paíse
sla
impo
rtanc
iare
lativ
ade
los
horn
osM
artin
Siem
ens
para
lafa
bric
ació
nde
lac
ero
está
enre
gres
ión,
debi
doal
desa
rrol
lode
los
conv
ertid
ores
bási
cos
alox
ígen
o.
Falta
nda
tos
prec
isos
rela
tivos
ala
utili
zaci
ónde
lgas
natu
ral
enho
rnos
Mar
tin.
No
obst
ante
,en
Rus
iaes
muy
empl
eado
ysu
sté
cnic
ospr
opug
nan
habe
renc
ontra
doun
proc
edim
ient
opa
raem
plea
rga
sna
tura
lso
lo,
efec
tuan
doun
crac
king
parc
ialde
lga
sen
los
rege
nera
dore
sde
lho
rno.
EnU
RSS,
yaen
elañ
o19
64,
210
horn
osM
artin
cons
umie
ron
440
0m
illon
esde
m3de
gas
natu
ral,
prod
ucie
ndo
40,2
mill
ones
detd
eac
ero,
esde
cir,e
l60
%dc
lapr
oduc
ción
tota
lde
acer
oM
artin
del
país
.
Encu
alqu
ier
caso
,pue
dese
ñala
rse
ensu
favo
rqu
ela
sco
ndi
cion
esde
mar
cha
del
horn
oso
nm
ásfa
vora
bles
que
con
fuel
-oil
solo
.El
cons
umo
espe
cífic
ode
gas
esde
150
m3/
tde
acer
o.E
lco
nsum
oto
tal
deca
lor
delo
sho
rnos
Mar
tin,
que
era
del
orde
nde
130
0/2
600
kcal
/kg,
hapo
dido
ser
man
teni
doco
nel
gas
natu
rala
sus
límite
sm
ásba
jos:
130
0/1
400
kcal
/kg.
La
prod
ucci
ónde
los
horn
osha
podi
dose
rau
men
tada
enun
15°/o
.E
lac
ero
obte
nido
esde
mej
orca
lidad
debi
doa
laau
senc
iade
azuf
reen
elg
as.
5.2.
3.3.
Ho
rno
sd
cfu
sió
nel
éctr
ico
s
La
utili
zaci
ónde
gas
natu
ral
enlo
sho
rnos
eléc
tric
os,a
unqu
eap
aren
tem
ente
sorp
rend
ente
,se
hare
vela
doen
cier
tos
caso
sex
trem
ad
am
en
tein
tere
san
te.
Elpr
inci
pio
esm
uyse
ncill
o:se
intro
duce
unqu
emad
orde
gas
natu
ral-o
xíge
noen
elin
teri
orde
lho
rno
eléc
trico
,se
apo
rla
puer
tade
traba
joo
por
lade
prec
alen
tam
ient
o(a
prox
imad
am
ente
un
ah
ora
ante
sde
lce
bad
o)
y,p
ost
erio
rmen
te,
com
oco
mpl
emen
tode
lca
ldeo
eléc
tric
ode
spué
sde
lapu
esta
ense
rvic
iod
eéste
.
Eje
mpl
os:
Los
resu
ltad
osde
expl
otac
ión
deun
horn
oel
éctr
ico
de8-
10t,
desp
ués
deva
rios
mes
esde
func
iona
mie
nto,
enm
arch
ano
rmal
yem
plea
ndo
elca
lent
amie
nto
con
gas-
oxíg
eno,
fuer
onlo
ssi
gu
ien
tes:

=1 =1
218 Gi4S NATURAL
Producción horariaDuración media por coladaConsumo eléctrico por t de lingoteConsumo de gas natural nv'/tConsumo de oxígeno m3/tDuración media de las bóvedasDuración del revestimiento desílice
Promediomarcha normal
2 705 kg5,29 h
792 kWh0
l m:'96 coladas
60 coladas
Promedio conquemadoresgasIoxigeno
3 510 kg4,10 h
591 kWh15 m320 m3
138 coladas
90 coladas
Estos resultados se obtuvieron únicamente en marcha de no
che. En marcha continua, los tiempos de colada pueden reducirse,obteniendo regularmente 6 coladas en 24 h.
5.2.4. Hornos de recalentamiento
La adaptación dc estos hornos al gas natural, tanto si se tratade hornos de empuje para laminación, como hornos para forja,hornos de solera móvil u hornos de solera rotativa, no presentaninguna dificultad. A temperaturas inferiores a 1 000° C, el intercambio de calor se realiza más por convección que por radiación;la menor luminosidad de la llama de gas no entraña, en este caso,ninguna disminución dc rendimiento respecto a otros combustibles.
Para temperaturas superiores a 1 000° C es descable ciertaluminosidad de la llama, en particular en los hornos de calentamiento dc tochos, lingotes, slabs y palanquilla, en los que lainsuficiente radiación de la llama debe compensarse por una radiación acrecentada de la bóveda y de las paredes del horno, cuyatemperatura debe ser más elevada y la pérdida calorífica másimportante.
La utilización del gas natural da la posibilidad de una regulación precisa de la combustión y permite obtener el régimen máseconómico con la regulación aire-gas correspondiente a las óptimas condiciones del tratamiento (atmósfera neutra o con ligera
1
APLICACIONES INDUSTRIALES 219
falta de aire). Además, permite reducir la temperatura de evacuación de los productos de la combustión hasta un valor próximoal punto de rocío, sin que las partes metálicas frías sufran riesgos de corrosión.
Los hornos de recalenlamiento son, prácticamente todos, deatmósfera normal y, por tanto, oxidante, puesto que los productos dc combustión circulan alrededor de las piezas a calentar enel laboratorio del horno. El calentamiento en atmósfera normaltiene el inconveniente dc provocar una oxidación superficial delmetal, tanto más importante cuanto mayor sea la temperatura yla duración de la operación. Este inconveniente resulta menor sila capa de óxido formado no es adherente (cascarilla) y se desprende fácilmente al manipular la pieza a la salida del horno.Resulta diferente si dicha capa es lo suficientemente adherentepara exigir una operación de descalaminado. Se han realizadonumerosos trabajos para estudiar las condiciones de formaciónde óxido y las características de adherencia, pero sus resultadosno son concluyentes. En la práctica, esos fenómenos vienen influenciados por numerosos parámetros, principalmente por lacomposición del metal tratado y el aspecto de su superficie. Enparticular, los aceros aleados son más sensibles a este fenómeno.El interés principal de la conversión de los hornos de recalentamiento al gas natural reside en la posibilidad de mejorar lascondiciones del calentamiento mediante quemadores apropiados,que producen una forma, unas dimensiones y un poder emisivode la llama adecuados, y una combustión sin exceso de aire queparece juega un papel importante en la formación del óxido ysus condiciones dc adherencia. La elección dc quemadores intensivos (de llama corta) ha permitido aumentar en proporcionesimportantes la capacidad de producción de esos hornos. Los hornos especialmente proyectados y dotados de quemadores radiantes múltiples situados en la bóveda, parecen llamados a tenergran desarrollo.
El gas natural está especialmente adaptado para su aplicaciónen hornos de recalentamiento, tanto desde el punto de vista de laperfecta realización de la combustión como desde el punto de vista del control y conducción de los hornos.

1 1
220 GAS NATURAL
Los resultados obtenidos en la conversión al gas natural hanpermitido mejorar:
• la conservación dc los equipos,
• el rendimiento térmico,
9 el aumento de la potencia,
<& la calidad de los productos (pérdidas al fuego por oxidación).
Debemos mencionar aquí ciertas soluciones adoptadas paraefectuar un calentamiento, sin oxidación, en atmósfera normal(citada al hablar dc la recuperación del calor de los productosde combustión), cuando deben alcanzarse niveles elevados detemperatura (1 300° C) y presentar a la laminación aceros perfectamente limpios (sin cascarilla).
El principio es el siguiente: una atmósfera de productos decombustión permanece neutra o reductora para el acero, si lasrelaciones CO2/C0 y H2O/H2 son inferiores a todas las temperaturas de las zonas del horno y a los límites óxido-reductores alas mismas temperaturas. Esta condición se alcanza con el gasnatural cuando la combustión se realiza con el 50-55 °í> del aire
teórico.
Pero en dichas circunstancias no es posible alcanzar la temperatura de l 300° C, a menos que el aire se introduzca a 900° C (conlias frío) o con aire a 700° C y gas a 600° C. Esta última soluciónes la que se adopla normalmente, y los productos de combustión que salen de la zona de alta temperatura, se utilizan despuésde terminar su combustión con más aire, para el calentamientodel aire y del gas a las temperaturas exigidas, mediante recuperadores metálicos de calor.
Esta solución, estudiada especialmente para el trefilado delacero, puede encontrar aplicación en las forjas y laminadoresmodernos, donde se busca la economía del metal, la conservaciónde utillajes costosos, la precisión y el buen aspecto de las superficies de las piezas terminadas. La economía del metal basta sobradamente, en los aceros finos y especiales, para compensar elIhiero aumento de consumo con relación a un horno tradicional.
APLICACIONES INDUSTRIALES 221
Ejemplos:
A) Horno de empuje de 100 t/h de potencia, para tratar palanquilla de 83 X 83 mm de 10 m de longitud para laminación deredondos de 5 a 25 mm de diámetro.
Características del horno:
Dimensiones
LongitudAncho
Alto
Totales
33 m
12,6 m
4,5 m
Útiles
18,5 m
11 m
1,4 a 0,7 m
El horno tiene dos zonas de calentamiento:
Una zona de calentamiento principal, que comprende los 2/3de la longitud del horno.
Una zona de igualación final.
La solera está inclinada 8o sobre la horizontal con objeto defacilitar el avance de las palanquillas. La bóveda es del tipo suspendida.
La zona de calentamiento dispone de 10 quemadores en posición frontal. La zona de igualación de 14 quemadores. Los quemadores son dc inyección de gas y aire en la boca del quemador,sin mezcla previa.
Los productos dc la combustión circulan en contra corrientedel avance de las palanquillas, y se evacúan bajo la solera enla parte posterior del horno en una galería que las conduce a unrecuperador. El aire de combustión se recalienta a 450-500° C, circulando en un recuperador metálico vertical.
La regulación automática es independiente para cada una delas dos zonas de calentamiento. Está constituida por cuatro tomas a radiación total, repartidas dos a dos en cada zona delhorno; dos de ellas están conectadas a un registrador de temperaturas, las otras dos accionan el dispositivo de regulación propio a cada parte del horno. Las temperaturas medidas y reguladas son las del ambiente del horno.

r^|j
222 GAS NATURAL
Un dispositivo de proporción de mezcla regula la constanciade la relación aire-gas para el conjunto de quemadores, midiendoel caudal de aire caliente que actúa como fluido motor en la regulación. Dos manómetros controlan y regulan la presión delhorno actuando sobre el registro de tiro. La seguridad intervieneen caso de falta o exceso de presión de aire o de gas, en casode sobrepasar las temperaturas límites.
El recuperador está protegido, en caso de sobrecalentamiento,por la admisión automática de aire suplementario de enfriamiento a la entrada del recuperador. Una circulación de aguaenfría la viga que soporta la curva de la bóveda entre las doszonas, y enfría también los seis tubos de empuje de la entradade la carga al horno: el caudal de agua es de unos 40-50 m3/h.
Los datos de explotación son los siguientes:
Combustible: gas natural.
Presión del gas en los quemadores: 250 mm c. a.
Temperatura del horno: 1 240° C
Capacidad máxima de producción: 100 t/hCaudal térmico máximo de los equipos de calentamiento:
50 400 termias/h
Caudal térmico medio: 23 500 termias/h
Caudal máximo dc aire caliente: 48 500 m3/h
Tiempo de elevación de temperatura (horno frío): 72 h
Modo de utilización: dos turnos de 8 h
Tiempo de calentamiento de las palanquillas: 1 a 2 h, segúnlos perfiles fabricados.
Consumo específico para el conjunto de fabricaciones: 440termias (PCI)/t
Potencia eléctrica instalada: 20 000 kW
Potencia media consumida: 12 000 kW
Alimentando el horno los trenes de laminación (trabajandoautomáticamente a gran velocidad) es necesario un gran sincronismo entre ambos elementos. Es igualmente necesario que lacalidad del calentamiento y las temperaturas en el acero, de unapalanquilla a otra, sean constantes. Es necesario evitar la pérdida
T)
APLICACIONES INDUSTRIALES 223
de material buscando una formación de calamina tan baja comosea posible: en fin, los paros por accidente y por cambios defabricación, las puestas en marcha, el soldado de las palanquillaspor una subida excesiva ¡de temperatura en los paros, así comouna subida rápida en las nuevas puestas en marcha, exigen uncombustible fácil de regular y potente, lo que el gas natural hapermitido alcanzar y mantener.
B) Horno de empuje, tratando 10 t/h, de palanquillas de85 X 85, cortadas por oxicorte a una longitud máxima de 2,50metros para laminación de redondos de 10 mm a 33 mm dediámetro.
Características del horno:
Horno de bóveda suspendida de 20 m de largo y 4,8 m deancho, permitiendo el tratamiento de palanquillas de 2,50 m delargo. La carga se efectúa por un dispositivo de empuje de 15 t, actuando sobre el conjunto de palanquillas y desplazándolas unadistancia correspondiente al ancho de una de ellas, después dehaber descargado por la parte delantera del horno una piezamediante un empujador lateral que la hace deslizar paralelamente a la pieza contigua, sobre una rampa, y a través de unaabertura situada frente al empujador lateral.
El calentamiento se efectúa mediante 4 quemadores colocadosen posición frontal del lado de descarga del horno de una potencia unitaria de 1 000 termias/h. Dichos quemadores están alimentados con gas natural a una presión de 80 mm c. a., reducida enun regulador de presión, a partir de la red de distribución, trabajando a 3 000 mm c. a. Los productos de combustión ligeramente oxidantes (5 a 15 % de exceso de aire) recorren el hornoa contra corriente de la carga. No hay recuperador de calor sobre los humos. El encendido de los quemadores es manual.
La regulación automática tiene por objeto asegurar los valoresde consigna del orden siguiente:
• temperatura del horno, pudiendo estar comprendida entre1 100 y 1 300° C;
• presión del horno igual a 8 Pa ± 1 Pa; para conseguirlo, laregulación actúa sobre:

o
ELo
i-n
c(raO
CLo
c3
•3Cco
C"l
c"cr
EL
cuo
33O75
4*.OO
33
eraoi
o
/•^
CuO3co
51po.
o
3 8p o
8-s"OO•-1
rc oCO w
o wtu
•3 2/j» OCO CL
CL°" O3«-•
rc
Cu "O Cu
42 ""» *-"? 2° W« (t 3 "~
S"8Q< P P* 0)O 3 S- <-sM 5. o"°CL 3 O O
» o a £.
EL ' 3 ?T
rc 5O H, o
c ? ^o« * 2 ~3 3* § O*
Ér. 3 ° Src Ja ^ O
3 2-3°a a rc
37 ej»3 3 «rc £ co ^n
M X 5 3
0)
ta
3- rc(t> —
« 3-Oi3O
roen
3 Brc S 3" " IJ ¡~>
3 3 £ g.j'S» °
2 rc »im O rt-rc <. £L c£•> co ~- 3t» j» » c£
P 9* S* 3^• rc rc i
Vía de rodadura.
Solera móvil.Puesta del horno.
Pórtico de elevación de la puerta.Bóveda suspendida.Conos de combustión de los quemadores.Canales de evacuación de los humos.
Recuperador de calor.
ST Ov ?
5* Cu Cu Cu5; rc rc k*VL ja
r«S" ^_ í» *" o(n "o n oq »S. 3 3- 3 orc to J» ja p3 j;* • 3rc 3 Cu W Cuco rc co Ja
" 0 » O rl
« p o ¡ip ja
co
CL<g
co rc
3 v rc
£ Eg3 3 »Cu rc po 3
rc
rc 2i 3
v< 3>< Cup rc
M _ O Po « rc -t
co rc
O
B> P ^- *—3 co fi> prc O 2.3 . o*3" Cu arc rc p
i < 3= 33
w 2. p.o o <3 3 P
corc
oo3i-i-
•t
3 2.p3
3rcCu
O •t CL 3 V)O rc o 3 rc3 era ™ p 2
*S & SL o 823 8 g-S
roco
o- rc 3P —. * tra <" p-
sftJ 3 w £L
p
2. rc" a o
fr * 3 ? S
2. o W „ 32 o »-j o ^p 2 £L 3
0 » S' 3- »m CK 3Sf 3 3 3 co3 rc m CL
rcC 2? p «3 -. ^ O 3-
S. S o »3 - o s
2 cl 3^ O o
•a
co V t S. S§ &B* 8 o-? 3 "g tt |13 g ^ fl »
p
S-'d o cl 5Tp 3 2.fL
•i V p
p "*' Src 3
Fig. 90.— Horno de solera móvil para calentamiento de lingotesde 200 toneladas.
rc rc rc
d o o5 ft) Ja3 3 3• cl- a
p p»—• ^—
CL CLrc rc
era jaJ» B*
arc
oo
3cr3co
a3
fí
lig
ti»
gi
!<¡P
t|É

226 GAS NATURAL
Los apoyos de las paredes, situados a un lado y otro de lasolera móvil, están hechos de elemento refractario y comprendendos series de seis canales de evacuación de humos repartidos atodo lo largo del horno.
Dos colectores laterales blindados y calorifugados interiormente conducen los humos a la base del recuperador, situadomuy próximo a la parte posterior del horno.
La bóveda es del tipo suspendida, para la cual se emplearonrefractarios poco densos y en capas delgadas. Está recubiertade una capa aislante limitando las pérdidas de calor. Una pantalla, colocada encima, protege a la bóveda de la radiación de lapuerta cuando ésta permanece abierta.
La solera está concebida para soportar las pesadas cargas previstas. El principio de la construcción del carro recuerda el delos vagones que soportan cargas pesadas o el de los pórticos degrúa de los puertos: está apoyado sobre cuatro grupos de dosruedas de gran diámetro, con objeto de asegurar un buen repartode los esfuerzos, evitando así las incalculables sobrecargas locales que se producen en las ruedas cuando se reparten uniformemente a lo largo de la solera montadas de manera rígida sobreésta. El carro lleva una serie dc cuadros metálicos que no leson solidarios y que pueden dilatarse individualmente sin reacción sobre aquél. Dichos cuadros están recubiertos, en su partesuperior, de una chapa gruesa que recibe la obra de revestimiento refractario de la solera. La capa superior de la misma estáformada por ladrillos resistentes a las cargas. Todo el perímetrode la solera está formado por hormigón refractario. El calentamiento del horno se efectúa por 26 quemadores de gas del tipode combustión a gran velocidad (quemadores «jet») con airecaliente (350° C) y gas a presión. Están colocados en cada ladodel horno agrupados en dos hileras:
• una superior, próxima a la bóveda,
• una inferior, sensiblemente al nivel de la solera. La gran velocidad de ejecución de los productos dc la combustión asegura una excelente circulación interna, favorable a una buenahomogeneidad de la temperatura de la carga.
APLICACIONES INDUSTRIALES 227
La temperatura de la carga está controlada por un registradorpotenciómetro conectado a seis tomas fijas situadas alrededordel horno (más dos utilizadas para el recuperador de calor sobrelos humos).
Para el calentamiento de los lingotes, se limita la temperaturamáxima del horno y permanece constante durante la igualación.
La regulación es del tipo clásico de acción proporcional e integral, recibiendo los impulsos de dos cañas pirométricas colocadas a través de la bóveda. Dichos reguladores reducen progresivamente el caudal de los dos fluidos, gas y aire, proporcionalmente. La relación aire-gas se mantiene constante a todos losregímenes gracias a dos válvulas motorizadas, acopladas, que enfunción de las impulsiones recibidas del regulador de temperatura, actúan simultáneamente sobre el caudal de combustible ysobre el caudal de aire.
La regulación de la presión es indispensable para asegurar unabuena igualación de la temperatura: una ligera sobrepresión ala altura de la solera se mantiene gracias a un regulador queactúa sobre el registro de tiro de la chimenea.
La potencia térmica instalada es de 8 000 termias/h, correspondiente a un caudal de gas natural de Lacq de unos 900 Nm3/h.
Dos lingotes, uno de 90 t y otro de 110 t calentados en dichohorno, dieron los siguientes resultados de explotación:
Lingote de 90 t:
• Temperatura de entrada (en la superficie): 560° C en la partesuperior. 450° C en el piso (solera)
• Subida a 1 255° C (temperatura superficial): 2 h
• Mantenimiento a 1 255° C: 15 h
Lingote de 110 t:
• Temperatura de entrada (en la superficie): 500° C en la partesuperior. 420° C en el piso (solera)
• Subida en temperatura en dos fases-Subida a 1 050° C: 1 h

22
8G
AS
NA
TU
RA
L
Man
ten
imie
nto
a10
5°C
:3
hS
ub
ida
a1
25
5°
C:
1h
Man
ten
imie
nto
a1
255°
C:
18h
En
losg
ráfic
osde
lasf
igur
as91
y92
,la
curv
a1
seña
lala
tem
pera
tura
dela
caña
piro
mét
rica
del
horn
oy
lacu
rva
2la
del
caud
alde
gas
natu
ralp
ara
ellin
gote
de90
t.La
scu
rvas
3y
4da
nla
sm
ism
asca
ract
erís
tica
sp
ara
elli
ngot
ede
110
t.L
osco
nsum
osde
gas
fuer
onlo
ssi
guie
ntes
:
Cal
enta
mie
nto
lingo
tede
90t:
490
0m
3C
alen
tam
ient
olin
gote
de11
0t:
650
0m
3P
érdi
das
a1
250°
C(e
nbó
veda
):15
0N
m3/
h
5.2.
5.H
orn
os
de
tra
tam
ien
tos
térm
ico
s
Baj
oes
tade
nom
inac
ión
seag
rupa
nun
ase
rie
deop
erac
ione
squ
eco
mpo
rtan
unci
clo
más
om
enos
larg
oy
com
plej
ode
fase
ssu
cesi
vas
de
cale
nta
mie
nto
yen
fria
mie
nto
.
La
cara
cter
ísti
caes
enci
ald
ees
eci
clo
esla
pre
cisi
ón
,cu
yas
exig
enci
asva
ncr
ecie
ndo
am
edid
aqu
elo
sim
pera
tivos
deca
lidad
son
más
rigu
roso
sy
las
tole
ranc
ias
defa
bric
ació
nm
áses
trec
has.
Est
apr
ecis
ión,
que
supo
nere
spet
arre
glas
estr
icta
s,de
beco
nse
guir
se,
enpa
rtic
ular
,en
dos
cam
pos:
1)P
reci
sión
dela
tem
pera
tura
No
setr
ata
sola
men
ted
eal
can
zar
ym
ante
ner
un
ate
mp
era
tura
máx
ima,
con
poco
sgr
ados
dedi
fere
ncia
,en
unde
term
inad
om
omen
tode
laop
erac
ión,
sino
más
bien
dere
spet
arun
aci
erta
curv
ade
tem
pera
tura
enfu
nció
nde
ltie
mpo
,en
unci
clo
oper
ativ
o,qu
epo
drá
dura
rva
rias
hora
so
vari
osdí
as.
La
doci
lidad
del
gas
natu
ral
loco
nvie
rte
enco
mbu
stib
lepa
rtic
ular
men
teap
topa
raad
apta
rse
ala
sex
igen
cias
del
cicl
oop
erat
orio
dees
tetip
ode
horn
o.N
osó
lope
rmit
eob
tene
ry
man
tene
run
are
gula
ción
prec
isa
dela
com
bust
ión,
sino
divi
dir
lazo
nade
cale
ntam
ient
oen
estr
ech
asfr
anja
s,a
fin
desu
min
istr
aren
cad
ap
un
tode
lho
rno
yen
cada
inst
ante
,ela
port
ede
calo
rne
cesa
rio
ysu
fici
ente
.
TI
""""l
IA
PL
ICA
CIO
NE
SIN
DU
ST
RIA
LE
S22
?
"1
50
0°1
40
02
13
00
Olí
20
0<
11
00
1r~
£'8
88
n"
\-8
00
<7
00
nr
60
0U
J5
00
Q.
40
0S
30
0LU
20
0
r-1°
8
£90
0
"g80
0Z
70
0U
J (O6
00
O5
00
£400
O3
00
1)2
00
CO Z
10
0O
fc 1 I t L t U L•>
*2
rO
01
23
45
67
89
10
1112
1314
1516
17
181
92
021
22
23
TIE
MP
OE
NH
OR
AS
Fig.
91.—
Cal
enta
mie
nto
deun
ling
ote
de90
t.
ü1
50
0o
14
00
Z1
30
0U
J1
20
0«
jllO
O2
10
00
£90
0
-f—
T* ± tt
t70
0<
60
0K
500
UJ
40
0^
300
£20
0H
,08
t t
:£9
00
E8
00
5"™
0C
O6
00
< O5
00
S40
°O
30
0
32
00
CO Z
10
0
8o
1 1 1íL
f\
t\
V
£>
4
12
34
S6
78
91
011
12
13
14
1S
16
17
18
19
20
21
22
23
TIE
MP
OE
NH
OR
AS
Fig
.92
.—
Cale
nta
mie
nto
de
110
t.
1 r~~^% ' 1 ' 1 1
230 GAS NATURAL
2) Precisión de la atmósfera
En toda operación de tratamiento térmico pueden producirse,paralelamente a las acciones físicas perseguidas, reacciones denaturaleza química, a veces perjudiciales, y a veces útiles, quees necesario poder controlar. Se trata, corrientemente, de la acción de los productos de la combustión sobre las piezas en tratamiento. La pureza del gas natural, especialmente la ausencia deazufre, constituye un factor importante que permite eliminargran parte de las reacciones parásitas y perjudiciales. La supresión de la acción agresiva de los productos sulfurosos puede, enciertos casos, imponer la utilización del gas natural para tratamientos que sería difícil o imposible realizar correctamente conotros combustibles. Por otra parte, la composición constante delgas permite un ajuste preciso de la combustión, que puede sermantenido o modificado a lo largo del ciclo, de forma que lasposibles reacciones de los productos de la combustión sean regulables con precisión.
En el caso en que, sin embargo, sea necesario proteger losproductos tratados de toda reacción, o de provocar reaccionespositivas de la atmósfera, el gas aporta una solución particularmente elegante, bien sea por calentamiento de los hornos a través de tubos radiantes, bien sea por la producción de atmósferasneutras de protección o atmósferas activas de tratamiento. Estacontribución es tanto más apreciable debido a las exigencias crecientes de calidad, puesto que un gran número de tratamientosdeben hacerse bajo atmósfera controlada.
Teniendo en cuenta estas consideraciones, se pueden agruparlos hornos de tratamiento térmico en dos grupos:• Hornos de atmósfera normal
• Hornos de atmósfera con!rolada
Los primeros se utilizan siempre que la acción de los productos de la combustión sobre las piezas a tratar pueda considerarsedespreciable o tolerable. El gas natural permite, mejor que cualquier otro combustible, mantener en cl curso de la operacióntérmica la calidad de atmósfera que más se adnpi. a |os productos tratados v a l-.s lines p'-rsecuidns.
APLICACIONES INDUSTRIALES 231
Los segundos son utilizados cada vez que las acciones de losproductos de combustión: oxidación, decarburación, etc., seanincompatibles con las calidades de los productos a tratar. Entales hornos, los recintos para el tratamiento deben estar separados de los recintos para la combustión, realizándose el intercambio de calor entre ellos por conducción y radiación a travésde las paredes que los separan. Dichas paredes pueden ser lasde muflas, en los casos en que el recinto de tratamiento esté enel interior del de combustión, o de tubos radiantes, en el casoinverso, en que el recinto de combustión esté en el interior delde tratamiento.
En ambos casos, el gas natural permite una regulación de losquemadores muy próxima al estequiométrico y, por lo tanto, derendimiento térmico óptimo. Además, los dispositivos de recuperación de calores perdidos podrán ser utilizados en las mejorescondiciones, gracias a la limpieza y pureza del gas natural, paraalcanzar el mejor balance térmico del conjunto.
En el aspecto tecnológico no hay diferencias fundamentalesentre los distintos tipos de hornos utilizados para los tratamientos térmicos —con gas natural—, que podrán ser, según loscasos, de atmósfera normal o de atmósfera controlada, sin quedeban modificarse sensiblemente sus disposiciones generales. Conrespecto a otros combustibles, estos últimos vienen, en efecto,determinados esencialmente por las dimensiones y peso de losproductos a tratar, la capacidad de tratamiento y los dispositivosde alimentación y circulación, etc.
Vamos a hacer una breve descripción de los.distintos tipos dehornos y su adaptación al gas natural.
Hornos de solera fija o móvil
Estos hornos tienen un recinto o laboratorio de caldeo fijo,dc formas adaptadas a las dimensiones, forma y naturaleza delas piezas, las cuales permanecen en posición fija durante todala duración del calentamiento.
La solera del horno puede ser lija, introduciendo sobre la misma las piezas a tratar, o móvil, a fin de facilitar las operacionesde carga y descarga fuera del horno.

23
2G
AS
NA
TU
RA
L
El
cale
nta
mie
nto
pu
ede
hac
erse
enat
mó
sfer
an
orm
alo
con
tro
lad
a.
•E
nel
pri
mer
caso
,lo
squ
emad
ores
está
nre
part
idos
alre
dedo
rde
lla
bora
tori
oa
uno
ova
rios
nive
les,
afi
nde
regu
lari
zar
laho
mog
enei
dad
del
cald
code
lam
aner
am
áspe
rfec
tapo
sibl
e.L
am
últi
ple
divi
sión
delo
spu
ntos
deca
lent
amie
nto
posi
bles
con
elga
s,pr
esen
taa
este
resp
ecto
num
eros
asve
ntaj
as.
Sepu
eden
util
izar
quem
ador
esde
todo
slo
stip
os:
ain
ducc
ión
con
flui
dom
otor
aire
oga
s,o
aal
imen
taci
ónse
para
dade
lai
rey
del
gas.
Ave
ces,
esto
sho
rnos
está
neq
uipa
dos
con
quem
ador
esm
ixto
sga
sna
tura
l-fu
eloi
l,pe
rmit
iend
oel
empl
eod
eu
no
uo
tro
ded
ich
os
com
bu
stib
les.
•E
nel
seg
un
do
caso
,el
cale
nta
mie
nto
enat
mó
sfer
aco
ntr
ola
da
exig
e,bi
enla
inte
rpos
ició
nde
una
muf
laai
slan
dola
carg
a,bi
enel
empl
eode
tubo
sra
dian
tes
para
elca
ldeo
.E
sta
últi
ma
solu
ción
espe
cífi
cade
los
com
bust
ible
sga
seos
ospe
rmit
e,di
spo
nien
doju
icio
sam
ente
los
tubo
sen
ella
bora
tori
o,ob
tene
rex
trao
rdin
aria
hom
ogen
eida
dde
cale
ntam
ient
o.L
osqu
ema
dore
squ
eeq
uipa
nlo
stu
bos
son
quem
ador
esde
indu
cció
no,
loqu
ees
pref
erib
le,
quem
ador
esde
alim
enta
ción
sepa
rada
,qu
epe
rmite
nob
tene
rm
ásfá
cilm
ente
una
llam
ala
rga,
aseg
ura
ndo
una
mej
orre
para
ción
dete
mpe
ratu
ras
alo
larg
ode
ltu
bo.
Exi
sten
tubo
sra
dian
tes
con
recu
pera
ción
.
Hor
nos
deca
mpa
na
Com
oen
los
horn
osde
sole
ralij
a,la
carg
ape
rman
ece
fija
resp
ecto
alho
rno
dura
nte
toda
ladu
raci
ónde
ltr
atam
ient
o.Si
nem
barg
o,su
intr
oduc
ción
seef
ectú
a,no
por
desp
laza
mie
nto
dela
carg
a,si
nopo
rde
spla
zam
ient
ode
lho
rno:
este
seha
llafo
rm
ado
por
una
cam
pana
que
pued
ede
spla
zars
epo
rpu
ente
-grú
ay
colo
cars
een
cim
ade
laca
rga,
lacu
alqu
eda
así
cubi
erta
para
inic
iars
eel
pro
ceso
de
cale
nta
mie
nto
.
Una
cam
pana
sirv
ege
nera
lmen
tepa
rava
rias
base
s,a
fin
deas
egur
arun
aut
iliza
ción
met
ódic
ade
lcon
junt
o:po
rej
empl
o,un
aba
sees
táen
enfr
iam
ient
o,ot
raen
cale
ntam
ient
oy
laot
raen
carg
a.E
lho
rno
oca
mpa
napa
sasu
cesi
vam
ente
deun
aa
otra
base
,ob
teni
éndo
seas
íun
aut
iliza
ción
casi
cont
inua
del
equi
po.
1
AP
LIC
AC
ION
ES
IND
UST
RIA
LE
S2
33
Esto
sho
rnos
pued
ense
rde
cale
ntam
ient
odi
rect
o(a
tmós
fera
norm
al)
oin
dire
cto
(atm
ósfe
raco
ntro
lada
).E
nes
teúl
timo
caso
,es
frec
uent
ela
util
izac
ión
detu
bos
radi
ante
s.
Com
opu
ede
com
pren
ders
e,el
gas
sead
apta
espe
cial
men
tebi
ena
ese
tipo
deho
rno,
debi
dopr
inci
palm
ente
ala
senc
illez
ylig
erez
ade
lequ
ipo
dequ
emad
ores
.Cad
aba
sedi
spon
edc
tom
asde
alim
enta
ción
enai
rey
gas,
sobr
ela
scu
ales
esfá
cil
deco
nect
arel
horn
om
edia
nte
tubo
sfl
exib
les,
para
sufu
ncio
nam
ient
o.
Los
quem
ador
espu
eden
ser
dedi
vers
ostip
os,
pero
los
más
corr
ient
esso
nlo
sde
alim
enta
ción
sepa
rada
deai
rey
gas.
Es
muy
fáci
l,co
nel
gas
natu
ral,
aseg
urar
auto
mát
icam
ente
unpr
ogr
ama
pred
eter
min
ado
deca
lent
amie
nto.
Laap
licac
ión
más
corr
ient
ede
ese
tipo
deho
rno
esel
reco
cido
dech
apas
enpl
acas
oen
bobi
nas
yel
reco
cido
deal
ambr
een
bobi
nas.
Una
varia
nte
esel
horn
oco
nel
evad
or,
enel
cual
las
base
sm
óvile
sse
intr
od
uce
nen
laca
mp
ana
fija
.
Ho
rno
sco
nti
nu
os
otú
nel
Exist
eun
agr
andi
vers
idad
enes
taca
tego
ríade
horn
os.
Los
horn
ostú
nel
seca
ract
eriz
anpo
rel
desp
laza
mie
nto
dela
carg
aco
nre
laci
ónal
disp
ositi
vode
cale
ntam
ient
o.Es
teúl
timo
está
form
ado
por
una
gale
ríafij
ade
form
are
ctilí
nea
oci
rcul
ar(a
vece
sen
form
ade
U),
enla
que
está
ndi
spue
stos
sobr
eto
dasu
long
itud
opa
rtede
ella
los
elem
ento
sca
lefa
ctor
es,e
sde
cir,
los
quem
ador
es.E
stos
está
nco
loca
dos
enla
spa
rede
sla
tera
les
oen
lab
óv
ed
a.
Las
piez
asa
trat
arre
corr
enla
gale
ría,e
ntra
ndo
fría
spo
runa
extre
mid
ady
salie
ndo
por
laot
raa
una
tem
pera
tura
varia
ble,
segú
nel
trat
amie
nto
.
Elci
clo
dete
mpe
ratu
ras
está
impu
esto
por
lana
tura
leza
del
trat
amie
nto,
yel
horn
o,pa
raaj
usta
rse
alm
ism
o,pu
ede
com
pre
nd
er:
•U
nazo
nade
prcc
alcn
tam
ient
opr
ogre
sivo
,po
rre
cupe
raci
ónde
lca
lor
perd
ido
delo
spr
oduc
tos
dcla
com
bust
ión
que
cir
cu
lan
en
co
ntr
aco
rrie
nte
.
9U
na
zo
na
de
cale
nta
mie
nto
.

1
234 GAS NATURAL
• Una zona de igualación.
• Una zona de enfriamiento.
Los hornos continuos o túnel pueden ser dc caldeo directo oindirecto: en este último caso el empleo de tubos radiantes esla solución más interesante. Corrientemente, estos hornos estánequipados con recuperadores para el precalenlamicnto del airedc combustión.
Ejemplos:
A) Instalación de tratamientos térmicos de piezas de forjaen las factorías de Simca, constituidos por 2 líneas de temple yrevenido y 2 líneas de normalización y recocido isotérmico.
Cada línea de temple y revenido comprende:
Un horno de temple. Constructor: Horno «Incandcscent».
• Longitud útil® Ancho útil
• Ancho entre pies derechos• Temperatura máxima• Capacidad de tratamiento
5 520 nim
915 mm
1 280 mm
900 °C
1 t/h
El horno está dividido en tres zonas: Zona de precalenta-miento, zona de calentamiento y zona dc mantenimiento. Cadauna de las zonas está equipada con 12 quemadores del tipo deaire insuflado: caudal máximo de cada quemador: 3 m3/h gasy 29 m3/h aire; presión del gas en los tubos dc alimentación decada 1/2 zona: 200 mm c.a.; presión de aire: 350 mm c.a.
El tanque de temple al agua contiene 14 000 1. Dicha agua serenueva en circuito cerrado por medio dc una bomba capaz paraun caudal máximo de 150 m3/h y de una altura manométricade 20 m de columna de agua, asegurando la agitación necesariapara conseguir un temple conveniente. El agua se enfría pasandoa través de un refrigerador tubular a razón de 150 m'/h.
La instalación comprende también un tanque de temple alaceite, de características idénticas al tanque de temple al agua,pero lleva, además, dos agitadores en la cuba.
APLICACIONES INDUSTRIALES 235
Un horno de revenido. Constructor horno: «Incandescent».
• Caudal máximo de cada quemador• Longitud útil• Ancho útil• Ancho entre pies derechos• Temperatura máxima
5,1 Nm39 160 mm
1 580 mm
1 800 mm
700 °C
El horno está igualmente dividido en tres zonas: zona deprecalentamiento, zona de calentamiento yzona de mantenimiento. Cada una de esas zonas está equipada con seis quemadoresde aire insuflado y de aire de dilución periférico. Dadas lasbajas temperaturas de funcionamiento del horno, el aire de dilución previsto sobre cada quemador tiene por objeto uniformizarla temperatura en todo el laboratorio del horno, favorecido porseis ventiladores de circulación colocados en la bóveda.
La regulación dc la temperatura de cada horno está repartidapor zonas y es completamente automática. Registradores-reguladores proporcionales de una o varias direcciones o de acciónproporcional integrada y derivada, mantienen constantes lastemperaturas deseadas, salvo en el caso del horno de revenido,donde el sistema de regulación está asegurado por un registrador-regulador de tres direcciones y de tres posiciones: todo,medio o poco.
Cada línea de recocido isotérmico comprende:
Un homo de austenización, de empuje de bandejas. Constructor: «Stein et Roubaix».
•
9
9
LongitudAncho
Temperatura máximaProducción
Consumo térmico
9 080 mm
1 280 mm
900 °C
1 000 kg/h550 000 kcal/h
En la primera parte del horno, que corresponde a la elevaciónde temperatura, los quemadores están colocados en las paredeslaterales, junto a la bóveda y debajo dc la solera refractaria, encámaras delimitadas por los muretes dc soporte de la solera.Los productos de combustión procedentes de los quemadores ín-

1 •"""Hi ^^Tl
236 GAS NATURAL
feriores se envían al laboratorio a través de aberturas practicadas en la solera sobre el lado opuesto de los quemadores! Todos los quemadores de esta primera parte del horno constituyendos zonas de calentamiento independientes, controladas separadamente por los dispositivos de regulación de temperatura. Enla parte correspondiente al mantenimiento, todos los quemadores están, igualmente, repartidos en dos zonas independientes,pero colocados bajo la solera. Las dos zonas del horno estánseparadas hasta cerca dc la bóveda por un múrete, con objetode disminuir los intercambios dc calor entre ellas.
A la salida del horno de austenización una deshornadora seintroduce, bandeja por bandeja, en la cámara de enfriamiento.
Horno de mantenimiento dc empuje de bandejas. Constructor: «Stein et Roubaix».
• Longitud• Ancho
• Temperatura de trabajo• Consumo térmico
14 600 mm
1 650 mm
700 °C
130 000 termias/h
El horno está acoplado a la cámara de enfriamiento anterior de forma que la carga del mismo está obturada por la puerta dc salida de la cámara precedente. El deshornado se efectúapor una puerta dc guillotina maniobrada por un pistón oleohi-dráulico.
El calentamiento se efectúa por 24 quemadores de baja presión a turbulencia, desembocando en tubos semirradiantes enaleación refractaria.
Los quemadores están colocados en las dos paredes lateralesdebajo del lecho de deslizamiento y entre los muretes que sirvende apoyo al mismo. Se prolongan a través del laboratorio por lostubos semirradiantes que proyectan los productos de combustión en cl horno, en las proximidades de la pared opuesta. Elcalentamiento se reparte en seis zonas. La bóveda lleva seis ventiladores de circulación, uno por cada zona. La circulación delos productos dc combustión facilita cl intercambio caloríficocon los productos tratados y permite la homogeneización de latemperatura en cada una de las zonas del horno.
APLICACIONES INDUSTRIALES 237
El enfriamiento de las piezas se efectúa en una célula o cámara metálica, en la cual un ventilador envía al interior aire frescoaspirado de la nave. Unas persianas regulables permiten variarla intensidad de enfriamiento en función del tonelaje tratado.
La regulación de temperaturas del horno de austenización seefectúa mediante un pirómetro de cuatro direcciones actuandosobre los conductos de alimentación de aire en cada una de lascuatro zonas del horno. La acción es progresiva. La temperaturase registra por medio de un pirómetro de cinco direcciones, correspondiendo cuatro a las cuatro zonas, sirviendo la quinta pararegistrar la temperatura de la célula de enfriamiento.
La regulación de temperaturas del horno de mantenimiento,que comprende seis zonas, se realiza por medio de un pirómetrode seis direcciones, que actúa sobre unas válvulas motorizadasmontadas sobre las conducciones de aire y de gas de cada zona.La regulación es del tipo «todo o nada», pero a caudal nulo lospilotos de los quemadores permanecen encendidos. La temperatura se registra por otro pirómetro de seis direcciones.
Como aplicación del gas natural en hornos de tratamientostérmicos podemos citar que la Empresa Seat, de Barcelona,convirtió a gas natural todos sus hornos que funcionaban hastaentonces con propano.
B) En una de las factorías de SKF donde se fabrican en línealos anillos o aros de los cojinetes, los hornos de tratamiento térmico del proceso de fabricación, funcionan con gas natural.
Dos son los tratamientos a que se someten los aros en su proceso de fabricación:
• Después de su forjado en caliente, los aros desbastados sesometen a un recocido antes de su mecanización.
• Después de torneados, los aros se someten a un calentamientoy temple en aceite.
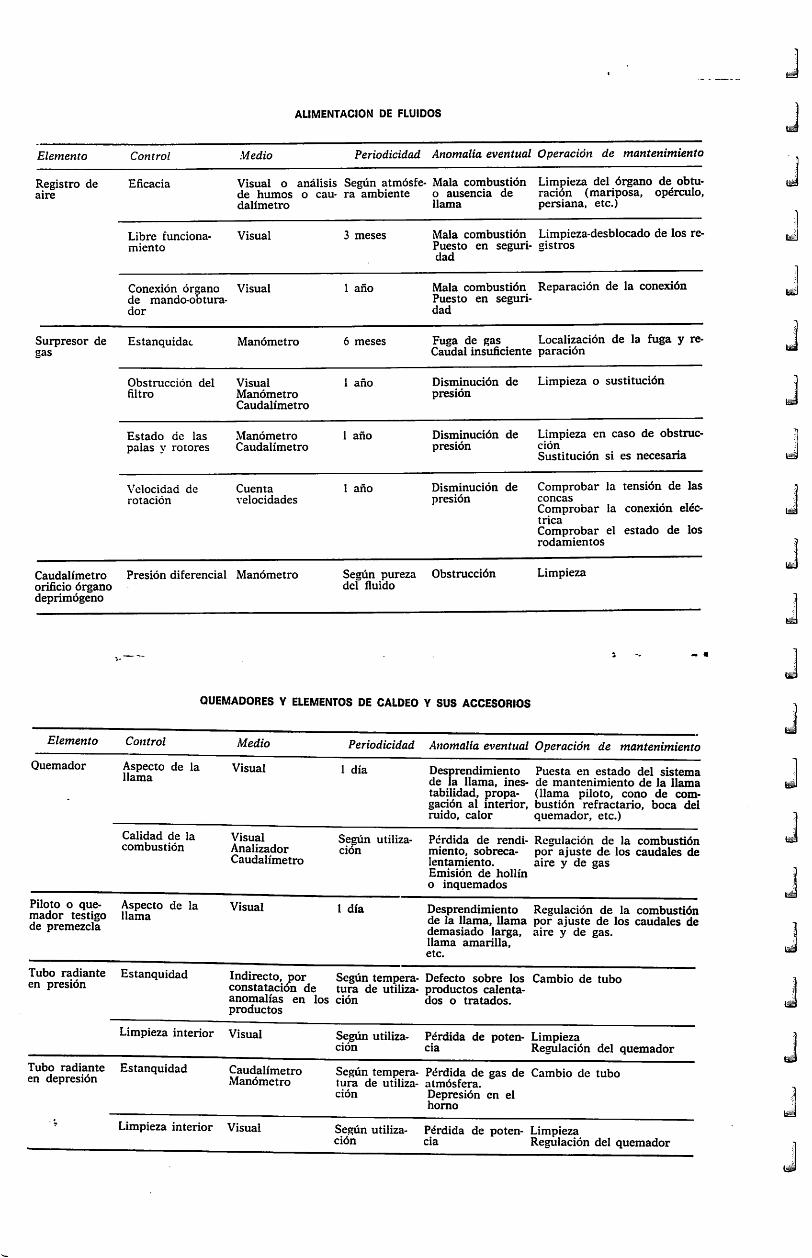
ALIMENTACIÓN DE FLUIDOS
Elemento Control Medio Periodicidad Anomalía eventual Operación de mantenimiento
Registro deaire
Eñcacia Visual o análisis Según atmósfe- Mala combustión Limpieza del órgano de obtu-de humos o cau- ra ambiente o ausencia de ración (mariposa, opérculo,dalímetro llama persiana, etc.)
Libre funcionamiento
Visual
Conexión órgano Visualde mando-obturador
3 meses Mala combustión Limpieza-desblocado de los re-Puesto en seguri- aistrosdad
1 año Mala combustión Reparación de la conexiónPuesto en seguridad
Surpresor de Estanquidacgas
Manómetro 6 meses Fuga de gas Localización de la fuga y re-Caudal insuficiente paración
Obstrucción delfiltro
Estado de laspalas y rotores
Velocidad derotación
VisualManómetroCaudalímetro
ManómetroCaudalímetro
Cuentavelocidades
Caudalímetro Presión diferencial Manómetroorificio órganodeprimógeno
1 año Disminución de Limpieza o sustituciónpresión
1 año
1 año
Disminución de Limpieza en caso de obstruc-presión ción
Sustitución si es necesaria
Disminución de Comprobar la tensión de laspresión concas
Comprobar la conexión eléctricaComprobar el estado de losrodamientos
Según pureza Obstrucción Limpiezadel fluido
QUEMADORES Y ELEMENTOS DE CALDEO Y SUS ACCESORIOS
Elemento Control
Quemador Aspecto de lallama
Calidad de lacombustión
Piloto o que- Aspecto de lamador testigo llamade premezcla
Medio
Visual
VisualAnalizadorCaudalímetro
Visual
Periodicidad Anomalía eventual Operación de mantenimiento
1 día Desprendimiento Puesta en estado del sistemade la llama, ines- de mantenimiento de la llamatabilidad, propa- (llama piloto, cono de com-gación al interior, bustión refractario, boca delruido, calor quemador, etc.)
Según utiliza- Pérdida de rendí- Regulación de la combustióncion miento, sobreca- por ajuste de los caudales de
lentamiento. aire y de gasEmisión de hollíno inquemados
1 día Desprendimiento Regulación de la combustiónde la llama, llama por ajuste de los caudales dedemasiado larga, aire y de gas.llama amarilla,etc.
Tubo radiante Estanquidaden presión
Indirecto, por Según tempera- Defecto sobre los Cambio de tuboconstatación de tura de utiliza- productos calenta-anomalías en los ción dos o tratados,productos
Limpieza interior Visual
Tubo radiante Estanquidad Caudalímetroen depresión Manómetro
Limpieza interior Visual
Según utiliza- Pérdida de poten- Limpiezación cia Regulación del quemador
Según tempera- Pérdida de gas de Cambio de tubotura de utiliza- atmósfera,ción Depresión en el
horno
Según utiliza- Pérdida de poten- Limpiezación cia Regulación del quemador
dátil
l*Ü
(gg
(ap1
m
jsg
IMi
(til
ji&É

^D
238 GAS NATURAL
Recocido de aros forjados
Después de forjados en caliente (1 160 °C), los aros desbastados se someten a un recocido en hornos de las características siguientes:
Tipo de horno: Horno de empuje con bandejas (22 bandejaspor línea: 2 líneas de bandejas).
Dimensiones: Longitud 38 mAncho 7 m
Altura 3,6 m
Carga unitaria por bandeja: 190 kg
Cadencia de carga: 1 bandeja cada 7,30", o sea 8 bandejas porhora
Producción: 1 500 kg/h
Calentamiento: Por tubos radiantes en depresión
Potencia térmica: 2 300 termias/h (280 m3/h, de gas natural)
N.° de tubos radiantes: Horno de alta temperatura: 32 quemadores
Horno de baja temperatura: 13 quemadores
Regulación: por «todo o poco» regresiva
Control de temperatura: Horno de alta temperatura: en 6zonas
Horno de baja temperatura: en 6zonas
Gas de protección: Horno de alta temperatura: atmósfera endotérmica (40 % N2, 40 % H2, 20 % CO)Horno de baja temperatura: atmósferaexotérmica (98 °/o N2)
Calentamiento antes del temple
Después de su mecanizado, los aros se someten a un templado al aceite seguido de un revenido a 180 °C por calentamientoeléctrico. El conjunto de estos tratamientos forma una línea:^continua.
•> ...
APLICACIONES INDUSTRIALES 239
Elcalentamiento antes del temple se efectúa en unhomo¡Paraaros de pequeño diámetro y en otro para los diámetros mayores, con las siguientes características:
Para aros de pequeño diámetro:
Tipo de hornoProducción
Calentamiento
Potencia térmica
Regulación
Gas de protección
horno de cinta transportadora300 kg/h23 tubos radiantes alimentados con gas
246 termias (30 m3 de gas natural)3 zonas de regulación «todo o poco»2 zonas de subida de temperatura1 zona de mantenimiento
atmósfera endotérmica
Para aros de diámetros mayores:
Tipo de hornoProducción
Calentamiento
Potencia térmica
RegulaciónGas de protección
horno de rodillos350 kg/h23 tubos radiantes alimentados con gas
370 termias/h (45 m3 de gas natural)3 zonas de regulación «todo o poco»
atmósfera exotérmica (98 % N2)
El gas de protección se produce apartir del gas natural en tresgeneradores de atmósfera controlada, necesarios para el consumode los cuatro hornos de tratamiento.
• Dos quemadores idénticos de una capacidad de producción,cada uno, de 90 m3/h de gas de atmósfera endotérmica (40 JoN2, 40 %H2, 20 %CO), cuyo consumo de gas para cada uno deellos es de 35 m3/h.
• Un quemador de una capacidad de producción de 120 m3/h degas de atmósfera exotérmica (98 % N2), siendo su consumode gas natural de 20 ms/h.
5.2.6. Atmósferas controladas
Al tratar de los hornos de tratamientos térmicos, hemos distinguido entre hornos de atmósfera normal y hornos de atmósfera controlada. Hemos señalado que gran parte de los trata-

r^U —^j
240 GAS NATURAL
mientos térmicos son muy delicados y exigen muchas precauciones, por lo que es necesario evitar el contacto de la accióndirecta de las llamas de los productos de combustión, desprendidos en los quemadores, de las piezas a tratar, para evitar lasposibles acciones termoquímicas. Hemos visto que, en estoscasos, el calentamiento se efectúa a través de mullas o de tubosradiantes. Pero, además, se exige otra condición: que las piezasa tratarestén en una atmósfera apropiada a su composición ya lanaturaleza de los tratamientos solicitados (incluso un horno decalentamiento eléctrico). Por ello debe disponerse de un quemador de atmósfera controlada, en el que la composición del gasde protección, perfectamente definida para cada aplicación, seaabsolutamente constante.
Siendo el gas de protección fabricado a partir de una combustión, es fácil deducir la importancia de que el combustible debase tenga características precisas e invariables. Por estas razones, el gas natural es apreciado para la alimentación de quemadores dc atmósferas controladas. Estas, según la naturaleza delas acciones, serán: atmósferas neutras de protección (para evitar la oxidación o dcscarburación) o atmósferas activas (para lacarburación o carbónitruración).
Las atmósferas de combustión contienen siempre, totalmenteo en parte, los gases siguientes:
N2-C02-H20-CO-H2-02
excepcionalmente, CH4
Entre esos gases y los aceros pueden producirse las reacciones reversibles siguientes, según la temperatura y la presión parcial dc los distintos constituyentes:
2 Fe + 02 í=± 2 FeO -> Fe,0,Fe | H>0<- FeO + R,Fc-|-CO»j=í FeO -l- CO
Fe.C -I Cü27=±3 Fe + 2 COFe,C i ?.H2^>3 Fe + CIM3 Fe | 2C0<=¡Fc«C + CO,
FcíO, (0(2)(3)
(4)(5)(6)
Excepto el N, todos los demás gases contenidos en los productos de combustión reaccionan con cl acero, sobre el que son
APLICACIONES INDUSTRIALES 241
susceptibles de provocar acciones oxidantes (1,2,3), decarburantes(4,5) o carburantes (6).
La dirección de esas reacciones está determinada por las relaciones de las presiones parciales:
H2
H20
CO
C02
CH4
H2
El objetivo de la preparación de atmósferas controladas esmantener, alrededor de las piezas, atmósferas en las cuales sehabrán eliminado los elementos nocivos, o se realizarán entre losdiferentes constituyentes un equilibrio tal que las reacciones nopueden producirse más que en el sentido deseado.
Partiendo del gas natural, pueden prepararse los tres principales tipos de atmósferas neutras o activas, por combustión parcial con o sin catalizador, seguido de la eliminación de C02 y H20.
1) Gas quemado parcialmente
Por combustión con falta de aire del gas natural, seguido decondensación, se obtienen las atmósferas exotérmicas siguientes,cuya composición puede oscilar entre los límites señalados:
CO 8 a 12%
H2 8 a 16%
C02 4 a 6%
CH« 0,5 a 1 %
H20 0,8 a 3%
N2 68 a 73 %
Estas atmósferas, de preparación sencilla y barata, son sen
siblemente neutras; los valores de las relaciones v sonC02 H20
superiores a los valores límites dc las constantes de equilibrioa las temperaturas corrientes dc los tratamientos. Presentan elinconveniente de ser combustibles, lo que obliga a tomar ciertasprecauciones, especialmente para su introducción en los hornosy para la purga de éstos.

r~i n ^ti
242 GAS NATURAL
2) Atmósferas ricas en nitrógeno
Por combustión casi completa del gas natural, seguida deeliminación de H20 por condensación y absorción, y de C02 porbases orgánicas líquidas, se pueden obtener atmósferas cuya composición se sitúe entre los límites siguientes:
CO 0,5 a 5%
H2 0,5 a 5%H20 0,02 a 0,002 %
N2 99 a 90 %
Estas atmósferas, neutras e incombustibles, se utilizan principalmente para el recocido brillante y el recocido sin decarburación. Pueden igualmente utilizarse como gas de soporte para lapreparación de atmósferas activas, especialmente de cementación, añadiéndole un hidrocarburo, metano o propano.
3) Atmósferas endotérmicas
Se obtienen partiendo de una mezcla aire-gas demasiado ricaen gas para ser combustible, que se hace pasar por un catalizadoren un horno de calentamiento externo; los gases del mismo sesometen a un enfriamiento, seguido dc una absorción sobre basesdébiles o carbón activo, con objeto de eliminar toda traza devapor de agua.
La composición de la atmósfera obtenida se sitúa entre loslímites siguientes:
CO 17 a 20 %
C02 0 a 2 %
H2 40 a 45 %
CH4 0 a 1 %
N2 43 a 34 %
Los valores de las relacionesCO u2
CO» 1120
reacciones reversibles anteriores (2) (3) (4) (5) se realizan de derecha a izquierda; las atmósferas son, pues, desoxidantes y carburantes. Se refuerzan estas acciones por adición dc hidrocarburos, metano y propano, para la cementación gaseosa o por la regeneración de superficies descarburadas, por adición de NH<, parala carbonitruración.
son tales que las
APLICACIONES INDUSTRIALES 243
Ejemplos:
A) Recocido de fundición maleable ferrítica y perlítica enatmósfera neutra.
En una nueva planta de una sociedad filial de la Renaultse trataba de instalar 7 nuevos hornos de recocido: 2 para el recocido de la fundición ferrítica; 2 para tratamiento de aceros y3 para el recocido de la fundición perlítica.
Para que las piezas respondieran a imperativos de normas muyestrictas, era imprescindible tratarlas siguiendo condiciones detemperatura bien programadas y en atmósferas perfectamentedefinidas. Fue necesario pues, instalar unos hornos:
— disponiendo equipos de calentamiento modulado, precisosy convenientemente dispuestos para seguir las curvas detemperatura;
— capaces de mantener las piezas a tratar en un ambienteabsolutamente de acuerdo con las prescripciones.
Si la concepción general de los hornos dependía de la operación térmica a realizar (hornos de recocer calentados por tubosradiantes con atmósfera controlada), el estudio de su realizacióndependía grandemente del combustible empleado. Para escogeréste convenía, en lo posible, conciliar los imperativos técnicoscon las consideraciones económicas.
La elasticidad de marcha, la facilidad de conducción y la precisión de la regulación son, sin duda alguna, ventajas en favordel calentamiento eléctrico. En contrapartida, su coste de explotación es extremadamente alto. Además, el empleo de la electricidad permitía la instalación de quemadores de atmósfera controlada.
Las condiciones de precio eran favorables a ciertos combustibles líquidos. No obstante, éstos no permitían prestarse a todaslas condiciones técnicas ni resolver todos los problemas.
Por el contrario, los combustibles gaseosos, aunque menosventajosos desde el punto de vista económico que los combustibles líquidos, presentan el interés de ser mucho menos onerososque la electricidad y al mismo tiempo se prestan bien a las mis-

™1 1
244 Gi4S NATURAL
mas técnicas de utilización, adaptándose prácticamente a todaslas aplicaciones.
Solamente después de un estudio profundo se escogió el gasnatural, del que se podía disponer en buenas condiciones de suministro, para calentar los hornos de tratamiento, así como parala fabricación de gases de atmósfera.
Las características de esos hornos son las siguientes:
Horno de recocido de fundición férrica
Producción: 500 kg/h
Cliclo de tratamiento:
Horno alta temperatura. Subida y mantenimiento a 950°Cdurante 18 h 20 min
Horno baja temperatura. Enfriamiento de 950 °C a 750 °C durante 1 h 40 min
Enfriamiento lento de 750 °C a 700 °C , durante 20 h
Dimensiones de las bandejas soporte de las piezas: 0,8 X 0,8 m,altura 0,4 m
Carga de piezas por bandeja: 420 kg
Cadencia de carga: 2 bandejas cada 50 min (colocadas una allado de otra)
Longitud útil de los hornos: Alta temperatura 18 m
Baja temperatura 21,75 m
Tipo de hornos: Hornos de empuje con bandejas (2 líneasde bandejas). Hornos superpuestos: horno de baja temperaturasuperpuesto al de alta temperatura.
Calentamiento: Calentamiento por tubos radiantes en depresión, alimentados con gas natural.
Atmósfera de protección: Nitrógeno.
Equipos y regulación por horno: 40 quemadores y tubos radiantes en U; control de temperaturas en 8 zonas (horno altatemperatura); 22 quemadores y tubos radiantes en U; controlde temperatura en 11 zonas. Uniformidad de temperatura obtenido por 11 ventiladores de circulación (horno baja temperatura).
Potencia térmica unitaria por tubo radiante: 40 termias/h
r-^j "1
APLICACIONES INDUSTRIALES 245
Potencia térmica instalada:
Horno alta temperatura 1600 ter/hHorno baja temperatura 880 ter/h
O sea, aprox. 300 m3/h de gas natural ... 2480 ter/h
Horno de recocido de fundición perlítica
Producción: 600 kg/h
Ciclo dc tratamiento: Subida y mantenimiento a 970 °C durante 19 h 48 min
Enfriamiento de 970 °C a 800 °C: 1 h 48 min
Enfriamiento rápido de las piezas a la salida del horno porcolocación de éstas sobre un transportador vibratorio.
Dimensión de las bandejas: 0,8 X 0,8 m; altura 0,4 m
Carga de piezas por bandeja: 270 kgCadencia de carga: 2 bandejas cada 54 minLongitud útil de horno: 19,5 m
Tipo de horno: Horno de empuje con bandejas (2 líneas debandejas)
Calentamiento: Por tubos radiantes en depresión, alimentados con gas natural
Atmósfera de protección: Nitrógeno
Equipos de regulación: 40 quemadores y tubos radiantes en U.Zona de enfriamiento ventilado antes dc la descarga (1 ventiladorde circulación)
Potencia térmica unitaria por tubo radiante: 40 ter/h
Potencia térmica instalada: 1 600 ter/h o sea, aprox, 200 m3/hde gas natural
Se disponen de tres quemadores de atmósfera neutra (N2) capaces, cada uno de ellos, de producir 220 m3 de nitrógeno.
B) Transformación a gas natural de 3 hornos de campanapara recocido de chapas en bobinas, utilizando anteriormente

246 GAS NATURAL
fuel-oil, y de 2 generadores exotérmicos de atmósfera controlada,utilizando anteriormente propano (desprovisto de propileno).
Los hornos de campana se equiparon con 12 quemadores conun consumo total de 1 800 termias/h. La conversión de fuel-oila gas natural se hizo deteniendo uno a uno los hornos. Para elprimer horno se invirtieron cerca de 4 semanas, pero el tercerose pudo transformar en menos de 2 semanas.
Respecto a la transformación de los 2 generadores de atmósfera controlada, produciendo uno de ellos la atmósfera utilizadapara recocidos normales y el otro una atmósfera destinada a losrecocidos de carburación completa (caso de chapas para esmaltado directo), no presentaron ninguna dificultad, puesto que laconstancia de composición del gas garantiza la constancia dela composición de la atmósfera producida, lo que anteriormentesólo podía conseguirse con el propano desprovisto de propilenoy no podía lograrse con el propano comercial.
La sustitución del fuel-oil por el gas en los hornos ha permitido una mayor homogeneidad en el calentamiento de las campanas, así como condiciones de trabajo más agradables, especialmente sensibles en este tipo de hornos, que necesitan el montajey desmontaje de las alimentaciones de combustible. El gas permitió, además, realizar una regulación de temperaturas modulantesin extinción de los quemadores. Se ha facilitado igualmente elencendido de los quemadores instalando pilotos permanentes.Aunque no tenemos datos exactos del balance de explotación, seha obtenido una disminución del coste de calentamiento graciasa la economía realizada en la conservación de las campanas deacero inoxidable, debido a que el gas natural ha producido unadisminución notable de las deformaciones y corrosiones de lasmismas.
C) Conversión a gas natural dc todos los equipos térmicosde una factoría que produce de 16 a 18 000 t mensuales de tubossin y con soldadura, y emplea a 2 550 personas.
Una parte de los equipos estaba alimentada por gas manufacturado y el resto por fuel-oil ligero. Todos fueron convertidos agas natural.
1
I
APLICACIONES INDUSTRIALES 247
Los equipos que utilizaban el gas manufacturado eran lossiguientes:
• 2 hornos túnel Nassheuer calentados por tubos radiantes (1de 4 t/h, 1 de 2,5 t/h, pudiendo ser forzado a 4 t/h. Estos hornos son de recocido blanco sin descarburación bajo atmósferacontrolada.
• Generadores de atmósferas Nassheuer para los hornos precedentes, del tipo exotérmico.
• 1 horno de recocido de 3 t/h.
• 1 estufa de calentamiento directo por aire caliente para lacocción de resinas epóxidas.
• 1 rampa de calentamiento de tubos antes de su revestimiento con betunes.
• 2 hornos de calentamiento de extremidades de tubos.
La conversión de todos ellos se realizó con la intervención delos constructores de los hornos en servicio. La conversión no
presentó ningún problema técnico especial.
La transformación de los hornos túnel consistió en cambiar
los inyectores de gas en los quemadores de los tubos radiantes,los asientos de las válvulas motorizadas y los caudalímetros degas y de aire. Además, se instalaron antorchas o pilotos nuevosoxi-gas y se añadió una chimenea para mejorar el tiro.
Sobre los generadores se cambiaron los quemadores y loscaudalímetros.
No hubo dificultades en el horno de recocido.
Sobre la estufa, la necesidad de un buen encendido múltipleobligó a modificar la posición de los pilotos de encendido.
Los equipos que utilizaban fuel-oil ligero eran los siguientes:
• Un horno de recocido Stein et Roubaix con calentamiento an
tes dc temple al aire y revenido de una capacidad de 16 t/h.
• Una caldera Poray de 360 termias/h para producir agua recalentada para el calentamiento de los tanques de fosfatación.
• Tres generadores de aire caliente.

1
248 GAS NATURAL
• Una caldera de agua caliente para calefacción de los locales.• Tres cubas de combustión sumergida para máquinas de de
sengrasar Mabor.
El horno de recocer estaba provisto de 48 quemadores defuel-oil ligero que podían recibir un equipo de combustión degas, permitiendo el funcionamiento no simultáneo con amboscombustibles.
Actualmente, la marcha normal del horno es con gas natural,pero el fuel-oil puede utilizarse, en casos de emergencia, sin desmontar ninguna pieza, por la simple maniobra de las válvulas.Esta transformación, que se efectuó durante las vacaciones delpersonal, ha resultado particularmente beneficiosa bajo el puntode vista de facilidad de explotación y reducción de los costes deconservación, sin perjudicar lo más mínimo ni la producción niel balance de explotación.
D) Horno de calentamiento con atmósfera controlada y contemple incorporado.
Una importante factoría de fabricación dc vehículos industriales, empleando 4.450 personas y produciendo camiones de105 a 225 CV para cargas de 19 t, y con remolque para 35 t, dispone de un importante taller de tratamientos térmicos utilizando gas como combustible, comprendiendo:
• Dos hornos túnel para recocido de piezas en bruto.• Un horno de calentamiento antes de temple.• Un horno de empuje de calentamiento antes dc temple en
baño de sales.
• Un horno de tubos radiantes para cementación v temple bajoatmósfera controlada.
° Una máquina de lavar calentada por tubos sumergidos, seguido de un túnel de secado de dos cámaras de combustión. ^
• Tres hornos especiales para cementación gaseosa, continuocon temple incorporado.
Por su originalidad describimos este último tipo de hornoespecialmente concebido para la finalidad deseada.
APLICACIONES INDUSTRIALES 249
Características del horno:
Longitud :Anche
Alto :
• Modo de utilización :
• Capacidad por operación :
• Temperatura del aceitede templado :
® Duración del tratamiento :
• Consumo medio :• Temperatura del aceite
de templado :• Atmósfera controlada :
4,70 m3,00 m4,50 m
continuo para cementación ytemple directo200 a 300 kg de piezas, según forma y tamaño
920 °C
según espesor de concentracióndeseado
180 termias/h
150 °C
atmósfera
mica
carburante endotér-
El horno (fig. 93) comprende tres partes: la cámara o esclusa,la cuba de temple y el horno propiamente dicho. La cámara,situada encima de la cuba de temple, está cerrada por una puerta deslizante de mando neumático. Un quemador rampa situadodelante de esta puerta se destina a quemar cualquier fuga delgas de atmósfera a su abertura o durante el tratamiento. La cámara y el horno están provistos de transportadores de rodillosindependientes pero adyacentes, accionados por dispositivos mecánicos de empuje accionados a su vez eléctricamente. La llegadadel gas de atmósfera está situada en la parte alta y posterior delhorno.
La cuba de temple, cuya capacidad es de 7 700 1 de aceitecaliente, mantenido a 150 °C por resistencia eléctrica y homoge-ncizado por cuatro agitadores helicoidales dc dos velocidades derotación, comprende una cuba de recepción y de seguridad, conuna capacidad de 10 000 I. En caso de incendio del aceite de temple, éste se trasiega a la cuba donde se enfría, mientras que lacombustión se extingue a medida que se llena.
El horno propiamente dicho, situado a continuación y separado de los elementos anteriores por una puerta de guillotina de

Campana y conductode evacuación de lacortina de llamas
Mando de la puertade la cámara
CÁMARA-
Puerta deslizantede la cámara
Válvula de explosión
Pulsador de deshornado
Ouemador de puerta
Mando del pulsadorNivel de aceite'
Orificio de reenvíode aceite ^—, .. . ^
Deslizadores de guiado \ \ I— * •!-"»Cubetas de toma de aceite *•**——^—^—para la bomba de circulación
ti
Mando de la puertadel horno
Ventiladores de agitaciónVaciado de aceite
E
HORNO
Toma para análisis
. Introducción del gasde atmósfera controlada
6 tubos radiantes encada lado del horno
Pulsador de deshornado
1\
Mando del pulsador
J
Fig. 93. — Sección longitudinal del conjunto del homo de calentamientocon atmósfera controlada y con temple incorporado.
2 ^ 3*o o -VI
c >CL —C P
CD T3
21
o"
S
o
v;
C/> Cu
r< o=• 3*
•-Ío ^so.c ">o <>o —
s I3 3P "
3 °P H-¡
v> z?CD O
p*¿a'd 55*c oo
P -5" O
o
CD raü Cu
2* 5"
— Cí
• B 3, ^ c
P O
°- aO 3— CD
3- °
P* S £
-3P
p
c3P O
p
OQ p
P
3 nO.»P **
oP-i
erap
— oP CD
2 tí.3 OO O
O *1
3 33 Cuo p•-s
p P CD O Si.Cfl
o £° so 2:<p
P
a>3
n> p
c* 3 ~o <
2- 5:P oCu -P —
PC/5
3 £c £T
p Cuo
"3 —cT pp o
S 3p-jp
Vio
<ro'3CuO
2.8-o o
en ro
Cu JT O- D-O 2 CD CD
o o'p ^»-$
OQ <<P*^ en
«•< C- TiCu n>o •"!
c¡* o* *3t/i •-{«-• »
3CS'SS5¡ cf 8-SLS.ilCCo-í-PPwCu3;tr2.CD cu r1
o PCD (/>_ oO Xi P3^ ííP
3 3
"3 <-<ro
2. cO 3p "3
P
3 rt
2. cuo 5¡-
—j ra co n eso 3 ^. R —c 0? p. 3 ^rs -• „ O CD W
— a>
3 ^ ^ cu p^ cr p cd ^cu «• 3- - c
003— tn3* 2- 3
íi. pe (5rt (t rr1-c 3. o cCu i-tPen na
cr^
o §
p p K o- tf o g.2 dé.2-!; »•
S rf s a c «V)
Pl^n O 5- en Pcd *" 31 < cu*- OT íí C» o -^'9* o
P p •o s»V) -
c
CDPQP3 C Wt P I gen — E —
CuO
•-t
• 3 v) ^^ Vi r~ jd-.T3 (5 13 g
P»
P ro
P
Q
3 p - -
p o n p c_ - g N 3o- « 3
Cu P
Cu fj
n>— ^ CD» ^ 3
p« 3
B"8
•t O
2 v>
n>co EL o
P Cu g* ra §0 w SoqSU? «»3 & w^-3 » S Cux. jti ra
' en3-O•1
3-¡ — P< 3' Cu Cu£L 3 O O
CD O
c- 33 en
en -1 o
p 3# p cCu CD* — 32- 3 p ocd ° o -ati Cu-N 2í ° c 3?Ñ DS 3 ílR 8 p cT
U o eCD C 3
P M 2.w o o"
§ 3-#¡2 pOQ ^. í-P 3 5-o- S" op CD 3en 3 3
"* BJ O
s-S-g-
3 O ""io 7 ?
"3 o
^ P
^ '75 OCu -• OCD 3 3
CuCD
•3p *-
3 S.Cu 3 =•o 3 «en o« w oCu >-i-> g-rt rt G M 9-
P ^ OQ - -
cr 3S p 3 %
2.1 oCD 3
- >°"«P CD P "O
•=- o rao
«i &«-• O" *-•O » 3
S-* $ p
p &
ta o w pn Cu 3 3— CD r^> <-\ !Z
8 11 - «3- Cu ra p *3O P 3 P
T* P C P P
p en
n> 3p
o «»•t
ao en
r 3P CD
Cu O3i Pp 3
c S "33- °- pcr p qc
§ e2. wej C
"3CD C3 t
S 33 3 C)Cu C
S' o ^ on r* •, »-JC O E. nST r1 3* Cu CD
3 CDCD *li
en pcd o_ «-♦•
CD p3 a•-J o
ñ 3 ° 3 CD2. en í¿ n S- enCu C § O» P C-Cu C 3
P«
30 O- 3. P ct O t3P* 2. cu 3. g* O* 3 2
y^ cu 5; i. O 5^ i" en «. <
cn *» «^ >d 3 en *^ **• ^^ *s^. S2. Cu o 3 3 _ 2 P ppu
2-&r^ ?o
3. a. o- 5- 3 3
O CDCu enCD Cu
1 ° 2" 2 OQo ai o* 3. po-"? o ^ oP en ra S
Si. CD
P*"Cu
Ui ^C Ocr ^1
CT en CO -. 3
— CDP 3
3 p p8 g.
en P _.3^S 3
O
3 5P O•-1 p
? 3
» S M « » c p 3m ^^ 5
mt»ittFr»P» 3* p S-O O cu S OQ en P. o £ ^
^
S
o
tn
co
5
ttlCO
1^
¡•80
i¡0
__ 1lili;
Mi
i'«¡4

T
252 GAS NATURAL
mientras que el nivel inferior del chasis queda a la altura deldeshornado. Puede recibir entonces la carga que sale del hornoy el conjunto del chasis desciende, introduciendo la carga en eltanque donde se efectúa el temple, mientras la segunda carga,que estaba sobre el piso superior del chasis, queda a la altura decarga del horno y es empujada al interior del mismo. Queda entonces libre el piso superior del chasis para recibir una nuevacarga, que es empujada al interior de la cámara. El chasis, cargado en sus dos niveles, asciende: la carga templada puede empujarse fuera del horno y la tercera carga introducida queda enespera en lo alto de la cámara para que la carga en curso de calentamiento o de cementación venga a colocarse en el piso vacíodel chasis para su templado. Y así sucesivamente.
Generador de atmósfera:
La producción de atmósfera se efectúa en un generador endotérmico utilizando una mezcla gas-aire con mucho defecto deaire. La retorta conteniendo el catalizador se alimenta con lamezcla gas-aire anterior y es calentada por dos quemadores superpuestos, dispuestos tangencialmente y alimentados por unmezclador de aire inductor. Dos caudalímetros, uno sobre elaire y otro sobre cl gas, a la entrada del mezclador, sirven pararegular aproximadamente la relación aire-gas; un tercer caudalímetro dc precisión sobre el circuito de gas desembocando a lasalida del mezclador, permite añadir éste para ajustar las proporciones al valor deseado.
Después de atravesar la retorta, el gas craquizado a 1050-1 100°C se enfría rápidamente a 30 °C en un enfriador de circulación de agua, a fin de conservarle las características adquiridasa alta temperatura, para enviarlo después al horno.
El automatismo del horno de tratamiento térmico implica elautomatismo del generador. Dicho automatismo consiste en asegurar la seguridad y la constancia de marcha que debe realizarabsolutamente una proporción de mezcla aire-gas con una tolerancia inferior al 0,4 %. Una adición del 1 al 4 % de gas en elhorno permite bajar el punto de rocío a —10 °C.
La temperatura de reacción en la retorta debe controlarse rigurosamente, y la temperatura de su calentamiento debe estar
1 r_^l ^m
APLICACIONES INDUSTRIALES 253
comprendida entre dos límites impuestos, uno por el comportamiento de los materiales de la retorta y el otro por la apariciónde un depósito de hollín inmediatamente por debajo de 800 °C.
En el caso de descenso de la temperatura, se cierra la llegadade la mezcla aire-gas a la retorta. En caso de falta de uno de losfluidos, se para el compresor del mezclador.
Producción media por generador: 30 m3/h.
5.2.7. Técnicas especiales
Agrupamos en este apartado ciertas técnicas relativamentenuevas, algunas de las cuales son poco empleadas todavía enEspaña. Se trata de procesos específicos y en particular del gasnatural, susceptibles de representar un progreso importante enla utilización óptima dc ese combustible.
5.2.7.1. Calentamiento rápido
El principio es el siguiente: Los tratamientos térmicos queintervienen en el curso de fabricación de un objeto manufacturado, ya no son considerados como una operación independienterealizada en un taller especial, con un proceso de fabricaciónestático, sino, por el contrario, como una operación mecánicaque viene a incrustarse en su lugar en el ciclo de fabricación.Se sustituyen entonces los hornos de tratamiento clásico porverdaderas máquinas de tratamiento, a las cuales se ha conseguido dar una cadencia de producción y un automatismo queequivale al de una máquina útil empleada en las operaciones demecanización.
Las características comunes a estas técnicas son las siguientes:
• rapidez,
• precisión,
• automatismo,
• economía de combustible.

TI "U .*™m*i r™wi ^-^j —1
254 G4S NATURAL
5.2.7.2. Tratamiento a la llama
Mientras que los procesos tradicionales obligaban a calentarla totalidad de la pieza, incluso si el tratamiento no interesabamás que a una parte, el tratamiento a la llama realiza la localiza-ción del tratamiento bien superficialmente o bien en profundidad.
El calentamiento se efectúa al aire libre por uno o varios sopletes, cuya forma, localización y movimiento se adaptan exactamente al tratamiento particular a realizar. Es necesario que eltratamiento esté perfectamente localizado, que el calentamientoy el enfriamiento sean suficientemente rápidos y, al mismo tiempo, se sigan de cerca para que no sean influidos por conductibilidad las fracciones de la pieza inmediatamente próximas a lasque han dc sufrir el tratamiento.
Esta exigencia tiene una doble consecuencia: dc una parte,los sopletes deben alimentarse con oxígeno para realizar el calentamiento máximo con una localización exacta; de otra, elenfriamiento sigue inmediatamente al calentamiento al mismoritmo que éste.
Los sopletes pueden alimentarse con todos los gases (acetileno, propano y butano) y especialmente con gas natural.
La aplicación más frecuente de este proceso es el temple superficial que, según las dimensiones y las formas de las piezas,puede tener dos variantes:
El temple instantáneo, en el cual la totalidad dc la superficiea templar se calienta toda a la vez. La pieza, después dc conseguida la temperatura, se sumerge por desplazamiento rápidoen el baño de temple. Este sistema se aplica a numerosas piezas,tales como engranajes, cigüeñales, árboles de levas, etc.
El temple progresivo o lineal, en el cual la pieza a tratar semonta en un torno vertical u horizontal y gira alrededor de sueje, mientras que el carro porta-útil, en cl que van montados lossopletes y el dispositivo de enfriamiento, se desplaza a lo largode una generatriz. El calentamiento y el enfriamiento que siguese efectúan así sucesivamente como en una operación de mecanización. La velocidad de avance está dirigida por la temperatura superficial dc la pieza.
APLICACIONES INDUSTRIALES 25b
Este procedimiento se aplica a las piezas de revolución cuyasuperficie debe templarse. Se aplica igualmente a los engranajesde grandes dimensiones, en los que el temple se efectúa así, diente por diente.
5.2.7.3. Calentamiento por radiación a alta temperatura
Esta técnica consiste en exponer las piezas a la acción defuentes de calor a temperatura muy superior a la que hace faltaobtener, limitando el tiempo de exposición al tiempo necesariopara alcanzar dichas temperaturas. El principio de este procedimiento es crear, entre el objeto a tratar y la fuente de calor,un gradiente de temperatura de suficiente importancia para conseguir el efecto de calentamiento deseado en un tiempo determinado.
El problema consiste en no tratar de regular la temperaturade un horno, sino el tiempo de permanencia en un medio de caldeo cuya temperatura está rigurosamente regulada.
La variación del tiempo de calentamiento en función de latemperatura es muy importante: por ejemplo, en un horno a870°, una barra de acero de 25 mm de diámetro no alcanza completamente esta temperatura hasta los 8 min, mientras que en elinterior de ambientes a 1370° y 1650°C alcanza dicha temperatura, respectivamente, en 80 y 45 s. Esta reducción del tiempo decalentamiento es todavía más marcada si las piezas a tratar sondc un espesor mayor. Para obtener estas grandes velocidades decaldeo, hace falta disponer de fuentes de calor de alto potencial.Por consiguiente, las técnicas empleadas para realizar la combustión son completamente diferentes, recurriendo a quemadores de concepción especial en el interior de los cuales la combustión se completa al menos el 90 %: el calentamiento se obtienebien por suacción de la radiación a alta temperatura de una piezarefractaria calentada por combustión rápida de la mezcla gaseosa, bien por convección de los productos de combustión llevados a muy alta temperatura.
En los hornos equipados con quemadores clásicos, la cantidaddc calor liberado en un tiempo determinado, referido al volumende la cámara de combustión, se sitúa entre 400000 kcal/h/m3 y

256 GAS NATURAL
5 000 000 kcal/h/m3. Por otra parte, la velocidad de circulaciónde los productos de combustión no sobrepasa apenas los 30 m/s.Con la nueva técnica se alcanzan valores de 80 000 000 kcal/h/m3a 500 000 000 kcal/h/m3, con velocidades de circulación de losproductos de combustión de 120 m/s a 300 m/s.
Es fácil comprender que, en estas condiciones, la concepciónde un horno cambia totalmente, ya que el proceso de los intercambios térmicos se modifica profundamente y es posible obtener velocidades de calentamiento mucho mayores.
No es cuestión de entrar aquí en detalles sobre los dispositivos puestos a disposición en la práctica para conseguir esos objetivos. Varios constructores pueden ofrecer el aparellaje necesario. Este debe comprender, esencialmente:
• Un dispositivo de preparación de la mezcla gaseosa que permita alimentar los quemadores con las cantidades de aire y gasque correspondan exactamente a la mezcla teórica, con laposibilidad de variar dichas proporciones para obtener unacombustión oxidante, neutra o ligeramente reductora, segúnlos casos.
• Quemadores de construcción apropiada para que permitan alcanzar las temperaturas elevadas requeridas. Estos quemadores de formas muy variadas, comprenden todos un elementoen material refractario de muy alta resistencia térmica.
• Dispositivos anti-retorno de llama, con objeto de evitar todainflamación intempestiva de la mezcla, en proporción explosiva, distribuida a los quemadores.
5.2.8. Oxicorte
El oxicorte consiste en seccionar los metales por la aplicaciónde una combustión localizada y continua, obtenida por la acciónde un chorro de oxígeno puro, actuando sobre un punto previamente llevado a una temperatura conveniente.
Partiendo de ese principio, el oxicorte es una operación quese efectúa en dos tiempos distintos:
• Cebado del corte a 1350 °C, aproximadamente, para el acerodulce, por combustión de una mezcla gas-oxígeno.
APLICACIONES INDUSTRIALES 257
• Realización del corte por proyección dé un chorro de exige-no puro, incorporado en el eje de la llama.
La operación se desarrolla de la siguiente forma:
La llama de la combustión eleva localmente, en un primertiempo, el metal a la temperatura conveniente (cebado).
En un segundo tiempo, la inyección de oxígeno sobre el punto calentado inicia la reacción de oxidación, que desprende asimismo una cantidad importante de calor. El metal se transformaen óxido, que al fundirse se desprende. El óxido formado puedeser sólido, líquido o gaseoso. Lo más favorable es el óxido líquidoque, al eliminarse fácilmente, permite asegurar la propagaciónde la reacción.
Debemos señalar que la temperatura de fusión del óxido debeser inferior a la temperatura de fusión del metal, de tal formaque -la eliminación del óxido facilite la continuidad de la operación. En el caso de aceros especiales bastante duros o de notable espesor de corte, se tiene que recurrir a ciertos artificios. Estos artificios pueden ser: el calentamiento del oxígeno de corte,el empleo de un maUrial de aporte actuando de fundente, elempleo de polvos fundentes incorporados al chorro de oxígenode corte o inyectados en su superficie.
El gas natural se presta notablemente para esta operación,tanto si se realiza a mano como a máquina.
Con máquinas llevando carros porta-sopletes, se obtienen cortes muy regulares y limpios. Dichas máquinas permiten efectuartodas las operaciones deseadas con una gran precisión.
Con gas natural mezclado con oxígeno cuya temperatura máxima alcanzada es del orden de 2 750°, las condiciones de trabajoson muy parecidas a las obtenidas con el propano y el acetileno.Solamente el tiempo de cebado es algo superior con relación alacetileno, pero la diferencia es mínima e incluso esta desventajadesaparece cuando se trata de cortar grandes longitudes, ya quela velocidad de corte depende más de la acción del oxígeno quede la llama dc calentamiento.
1
'
.

258 GAS NATURAL
El gas natural puede utilizarse empleando los sopletes depropano, pero se obtienen mejores resultados con las boquillasespeciales para gas natural, puestas a punto por los diferentesconstructores de sopletes y de máquinas de oxicorte.
En favor del gas natural debe señalarse la perfección de corte,igual o superior a la obtenida con el acetileno. No hay peligrode fusión de las aristas y las películas de óxido formadas no sonadherentes. Estas dos ventajas mejoran la precisión del corte,a la vez que se reduce al máximo el mecanizado o el empleo demuelas.
Como la combustión que forma el dardo de calentamiento seefectúa con un gran exceso de oxígeno, se obtienen, además deCO2 y H2O, cantidades importantes de O2 lo que motiva que lallama sea menos carburante en las superficies de corte y hagainnecesario, en la mayoría de los casos, el recocido para su mecanización posterior.
El oxicorte está tan extendido que es difícil mencionar todaslas aplicaciones del mismo: aparte de en calderería y en chapis-tería, se emplea en destrucción, recuperación en fundición y ensiderurgia y para trabajos especiales (desprendimientos de tubos, descosido de remaches, etc.).
El cuadro adjunto da idea de las velocidades de corte y delos consumos de oxígeno y de gas natural correspondientes adiferentes espesores.
Espesormm
Boquilla0 mm
Velocidadde corte
m/h
ConsumoOxígeno
l/h
ConsumoGas
naturall/h
5 10/10 30 1250 270
12 10/10 25 1480 320
20 15/10 21 3 980 480
30 15/10 18 4 290 560
50 20/10 16 7 550 690
80 20/10 15 8 180 850
100 25/10 13 11570 960
250 25/10 10 13 200 1360
5.3.
r^j
APLICACIONES INDUSTRIALES
Gas natural en la metalurgia de metalesno férricos
259
En este ramo industrial se encuentra no sólo la misma diversidad de operaciones que en la metalurgia de los metales férreos,sino que aquéllas se multiplican por la variedad de aleaciones ymetales.
A excepción de los metales preciosos o raros, esas operaciones, tanto si se trata de la fusión, de su elaboración o de su tratamiento térmico, deben realizarse a temperaturas sensiblementeinferiores a las exigidas por los metales férreos. Debido a ello,el gas natural encuentra un vasto campo de aplicación.
La sensibilidad de estos metales a las acciones químicas delos productos de combustión y especialmente a las impurezasque pueden contener, exigen, a menudo, el empleo de un combustible puro, cuya docilidad permita un ajuste preciso de lasatmósferas de combustión. Además, en aquellos casos en que elmaterial a tratar deba mantenerse protegido de toda acción agresiva de la atmósfera, el gas natural aporta una solución al calentamiento mediante tubos radiantes, así como a la producción deatmósferas de protección.
El gas natural se presta perfectamente al calentamiento dehornos de fusión, tanto si se trata de hornos basculantes o dereverbero para los metales, como de cubas de galvanización, hornos de fusión en crisoles para aluminio, aleaciones de cobre oaleaciones ligeras. Los hornos de crisol especialmente construidos para el empleo del gas natural permiten, gracias a una disposición especial de los refractarios que rodean los crisoles, obtenerrendimientos muy elevados, asegurando una mayor duración delos crisoles debido a la supresión de los golpes de fuego.
El quemador o quemadores se disponen en los hornos de crisol (generalmente de forma cilindrica), de manera que su eje seatangente a una generatriz de la cámara de combustión; los gasesde combustión tienen que rodear el crisol para salir por el orificio de evacuación situado opuestamente a los quemadores y a unnivel superior. Dichos productos de combustión pueden emplearse, a su salida, para precalentar el aire de combustión o los lin-

1r"
~^H
rT^
%
26
0G
AS
NA
TU
RA
L
gotes
delm
etala
fund
irco
ntenid
osen
una
estu
fasit
uada
enlas
prox
imid
ades
delc
riso
l.La
com
busti
ónse
regu
laco
nven
ient
emen
tepa
raqu
ese
efec
túe
enla
sco
ndic
ione
sec
onóm
icas
más
favo
rabl
es,
com
patib
les
con
labu
ena
cons
erva
ción
del
mat
eria
l:se
proc
ura,
pues
,qu
ese
aun
aco
mbu
stión
casi
neut
ra,c
onun
am
uylig
era
falta
deai
repa
raev
itarl
ade
struc
ción
por
oxida
ción
aalt
atem
pera
tura
del
cris
ol.
Est
afa
ltade
aire
debe
ser
mín
ima,
con
obje
tode
evita
rla
pérd
ida
deca
lorp
orin
quem
ados
delos
prod
ucto
sde
com
bus
tión
que
seev
acúa
nde
lhor
no,y
tambi
énpa
raqu
eel
hidr
ógen
olib
requ
ene
cesa
riam
ente
les
acom
paña
,no
sedi
fund
ay,
enco
nta
cto
con
elba
ño,
sea
abso
rbid
opo
rci
erto
sm
etal
esfu
ndid
os,
com
opo
rej
empl
oel
alum
inio
.La
expe
rienc
iay
una
serie
deen
sayo
sef
ectu
ados
,han
dem
ostra
do,
sinem
barg
o,qu
ela
fusió
nde
lal
umin
ioy
deal
eaci
ones
liger
asen
horn
osde
criso
l,no
seha
visto
afec
tada
pore
sefe
nóm
eno
alu
tili
zar
gas
nat
ura
l.
Seha
llega
doa
lam
isma
conc
lusió
nen
elca
sode
horn
osde
llam
adi
rect
aa
parti
rde
lapu
esta
ense
rvic
iode
unho
rno
deba
lsa
defu
sión
de18
tde
alum
inio
,ca
lent
ado
por
gas
natu
ral,
enel
cual
elqu
emad
oref
ectú
aun
aco
mbu
stió
nre
tard
ada
con
crac
king
delm
etan
o,au
men
tand
oel
coef
icien
tede
emisi
ónde
lalla
ma.
La
idea
dire
ctriz
hasi
dosu
prim
irto
daac
ción
dire
cta
dela
llam
ay
delo
spr
oduc
tos
dela
com
busti
ónso
bre
elba
ño,
aseg
uran
dola
trans
mis
ión
deca
lor
por
radi
ació
ndi
rect
aen
trela
llam
ay
elb
año
.Lo
sre
sulta
dos
deex
plot
ació
nha
nco
nfirm
ado
las
prev
isio
nes,
tant
oen
loqu
ese
refie
real
bala
nce
térm
ico
del
horn
o,co
mo
ala
pérd
ida
alfu
ego
yal
fenó
men
ode
gase
ado.
Hem
osqu
erid
osu
bray
ares
teej
empl
opo
rque
conf
irma,
una
vez
más
,la
impo
rtanc
iade
lael
ecci
ónde
los
quem
ador
esy
dela
sca
ract
erís
ticas
deco
mbu
stió
n,as
íco
mo
delo
sin
terc
ambi
osde
calo
r,en
laut
iliza
ción
indu
stri
alde
lga
sna
tura
l.
Enlo
que
sere
fiere
ala
sop
erac
ione
sde
lam
inad
ode
chap
asy
extru
sión
detu
bos
yal
ambr
es,
elga
sna
tura
lse
reve
laco
mo
unco
mbu
stib
lein
tere
sant
e.R
esul
tafá
cil,
ape
sar
del
rela
tivo
bajo
nive
lde
las
tem
pera
tura
sde
cale
ntam
ient
o,re
aliz
ares
ta
n
AP
LIC
AC
ION
ES
IND
UST
RIA
LE
S2
61
oper
ació
n,de
bido
alar
epar
tició
nyd
ivisió
nra
ciona
lde
laszo
nas
deca
lent
amie
nto,
que
perm
iten
evita
rto
dorie
sgo
deca
lent
am
ien
tolo
cal.
Para
las
oper
acio
nes
detra
tam
ient
o,el
gas
natu
ral
pres
enta
las
mism
asve
ntaj
asqu
een
lam
etal
urgi
ade
los
met
ales
férre
os.
Igua
lmen
te,co
nex
igenc
iasdi
fere
ntes
segú
nlos
meta
les,l
ospr
obl
emas
deat
mós
fera
depr
otec
ción
pued
enre
solv
erse
fáci
ly
eco
nóm
icam
ente
utili
zand
oga
sna
tura
lco
mo
mat
eria
prim
a.En
loqu
ese
refier
ea
losm
etales
yale
acion
esde
cobr
e,la
ause
ncia
deaz
ufre
pued
ese
rfa
ctor
decis
ivo
para
suad
opci
ónco
mo
mat
eria
defa
bric
ació
nde
atm
ósfe
ras
depr
otec
ción
,ne
cesa
rias
para
elre
coci
doen
calie
nte,
dond
eel
met
alde
bepr
oteg
erse
cont
rato
dapo
sibi
lidad
deox
idac
ión.
Eje
mpl
os:
A)H
omo
decr
isol
para
fusió
nde
plom
oSe
trat
ade
unho
rno
decr
isol
cont
enie
ndo
500
kgde
una
alea
ción
depl
omo
yan
timon
iout
iliza
dapa
rala
fabr
icac
ión
deac
umul
ador
esel
éctr
icos
.El
cale
ntam
ient
ose
efec
túa
con
quem
ado
res
dega
s(c
uyas
llam
asse
dirig
enta
ngen
cial
men
tea
las
pare
des
del
hoga
r),
alim
enta
dos
por
indu
cció
nde
aire
apr
esió
ny
gas
apr
esió
nat
mos
féric
a.El
baño
defu
sión
sem
antie
nea
600°
Cpo
rmed
iodc
una
regu
laci
ónau
tom
átic
aqu
eac
túa
sobr
ela
pres
ión
del
aire
.Pa
raun
apr
oduc
ción
dc90
kg/h
dem
etal
fund
ido
seco
nsu
men
:
—2
m3de
gas
natu
rald
c9
000
kcal
/m3
por
100
kgde
met
alen
perí
odo
detr
abaj
oco
ntin
uo;
—2,
6m3
dega
sna
tura
lde
900
0kc
al/m
3po
r10
0kg
dem
eta
l,te
nien
doen
cuen
tael
cons
umo
nece
sari
opa
raca
len
tar
elho
rno
desp
ués
delo
spa
ros
detr
abaj
odu
rant
ela
noch
ey
los
días
fest
ivos
.
La
prop
orci
ónde
piez
asre
chaz
adas
hasi
dode
l2,7
8%
.
La
expe
rienc
iaha
dem
ostr
ado
que
para
untr
abaj
odi
ario
con
tin
uad
od
e6
h30
min
a22
h30
min
,es
inte
resa
nte
noap
agar
com
plet
amen
telo
squ
emad
oras
dura
nte
las
hora
sde
paro
de

IWf
262 GAS NATURAL
trabajo. A este efecto se mantiene, por medio de la regulaciónautomática, una temperatura de 450°C en los crisoles desde las22 h 30 min hasta las 4 de la mañana, lo que representa paralos quemadores un caudal pequeño. A las 4, la regulación automática dispone que se mantenga la temperatura de 600° C hastaque empieza el trabajo a las 6 h 30 min.
La introducción de la regulación automática en las operaciones de esta clase presenta un gran interés de orden económico,permitiendo mantener el baño a la temperatura reconocida comola más conveniente, produciendo una economía de combustibley, sobre todo, lo que es más ventajoso bajo el punto de vista delprecio de coste, una disminución notable de rechazos originadospor una temperatura demasiado elevada.
B) Fusión de aleaciones ligeras procedentes de recuperación
Se refiere a dos plantas para tratar restos de aleaciones dealuminio de 40 000 t/año de capacidad cada una, y de otra, paratratar aleaciones cuprosas de 12 000 t/año de capacidad.
La fundición consta de:
• Tres hornos de reverbero de balsa, utilizados para tratar losresiduos (virutas de torno, material de recuperación, etc.) cuyorendimiento metal es superior a 88 °/o.
• Cuatro hornos rotativos de baño de sales, destinados a tratarlos residuos de rendimiento metal pobre, pudiendo bajar hasta 35 %.
• Un horno dc solera, utilizado para tratar residuos ferrosos.
• Cinco hornos basculantes y un horno fijo, que reciben el metal líquido de los hornos rotativos y del horno dc solera, y locuelan en lingotes.
Los hornos de reverbero, de una capacidad total de 120 t, secalientan por seis quemadores de gas de 1 800 termias/h. La regulación se hace por control de temperatura de la bóveda (regulación de marcha entre 1 000 y 1 100° C). La temperatura del bañose controla permanentemente y se mantiene entre 750 y 800° C.
Los hornos rotativos tienen una capacidad de 3 a 3,5 t/unoy están equipados por quemadores sin mezcla previa dc aire, de
TI
APLICACIONES INDUSTRIALES 263
900 termias/h, con regulación del caudal de gas según el caudalde aire. Para evitar la oxidación de la granalla, la fusión se haceen baño líquido de sales. Siendo la sal mala conductora del calor,la transmisión no puede hacerse por radiación como en los hornos clásicos, y se transmite por conducción en el curso de larotación del horno cuando la zona calentada en la bóveda secoloca bajo el metal.
C) Recocido continuo de bandas de aleaciones de cobre y detubos, barras, cables, etc., de cobre, latón o aleaciones conaluminio
El recocido de bandas de 300 a 1 250 mm de ancho y de 3 a18 décimas de mm de espesor se realiza en un horno verticalcontinuo, con una producción mínima de 2 t/h, y una gran diversificación de la demanda, tanto en calidades como en dimensiones.
Las características físico-químicas de las diferentes aleacionestratadas imponía al horno un calentamiento preciso y rápido, yuna atmósfera no oxidante. El sistema de calentamiento escogidofue el de convección forzada con proyección octogonal, de chorros de gas de atmósfera controlada sobre la banda. Dicha atmósfera se recicla y se recalienta por circulación en conductosprovistos de tubos radiantes de calefacción.
El horno, que tiene 24 m de alto, comprende cuatro zonas:dos zonas de calentamiento, una zona de mantenimiento y unazona de enfriamiento. Las dos primeras están equipadas con 8 tubos radiantes (4 de cada lado). La zona de mantenimiento estáequipada con 4 tubos radiantes al sentido de paso. Cada zonaes una unidad autónoma con su correspondiente equipo de calentamiento, de reciclaje y de regulación. La regulación se hacepor «todo o poco», mediante la acción de una válvula neumáticasobre la entrada de aire que regula, a su vez, la entrada de gas.Una red de seguridad montada sobre panel de control permiteprevenir:
• La falta de aire de combustión.
• La falta de gas.

i
264 GAS NATURAL
• La falta de aire comprimido.• La falta de agua de refrigeración.
El recorrido de tubos se realiza en un horno de recocer derodillos dc 60 m de largo, que comprende:
9 una mesa de carga de 10,45 m,© una cámara dc entrada de 12,6 m dc largo, donde se efectúa
la purga de los tubos,• el horno propiamente dicho, de 6,75 m dc largo, con dos zonas
dc calentamiento bajo atmósfera,• una zona de enfriamiento de 23 m de longitud,
• una mesa dc descarga de 6,45 m.
Según el tipo de tubos tratados, la velocidad de circulaciónvaría entre 0,2 y 2 m/min.
El conjunto dc la instalación está bajo atmósfera de protección.
Los quemadores están regulados de forma que, a pleno caudal, los productos de la combustión son suficientes para crear enel horno la atmósfera neutra deseada, pero a poco caudal soninsuficientes para mantener la atmósfera conveniente, siendo entonces necesario recurrir a un generador exotérmico dc ayuda,situado encima del horno y alimentando principalmente la zonade enfriamiento.
El horno está dividido en 2 zonas de calentamiento de temperatura creciente (600° C en la primera y 700° C en la segunda).
Cada zona está equipada de 4 quemadores (2 por lado) dispuestos sobre la solera, por un lado, y bajo la misma, por otro.Su potencia total es de 700 lennias/h. Dichos quemadores sonde premezcla total con encendido manual y piloto dc seguridad.
5.4. Gas natural en la fabricación de cales y cementos
La piedra caliza, constituida esencialmente por carbonatocalcico, se descompone bajo la acción del calor en ca' y gas carbónico.
n
APLICACIONES INDUSTRIALES 265
La reacción se efectúa a una temperatura del orden de los920° C, y los consumos teóricos y prácticos de energía son, respectivamente, del orden de 760 y 1 150 kcal/kg de cal. Según eltipo de horno y de primera materia, el consumo específico práctico oscila entre 900 y 1 500 kcal/kg.
Las técnicas de fabricación están actualmente en plena evolución:
• Los utilizadores exigen cada día cales de mejor calidad, quepresenten buena reactividad y una baja proporción de azufre.
• Los antiguos hornos de cuba verticales empleando coque sesustituyen progresivamente por otros, que utilizan combustibles fluidos. Estos son de dos tipos:
— horno de cuba vertical,
— horno rotativo.
La explotación de ambos tipos puede ser competitiva. Los hornos de cuba son más apropiados para la cocción de calizas degrueso calibre.
Sin embargo, y con el fin de limitar sus inversiones, ciertasempresas están interesadas en modificar sus hornos de coquepara realizar la calcinación mediante fuel-oil o gas. Las modificaciones (ya en curso en varios países) no están todavía biendefinidas y parece difícil técnica y económicamente conseguiruna marcha regular. Sin embargo, se han podido establecer ciertos principios, que deben respetarse:
• Inyectar el gas por quemadores múltiples y en diferentes niveles. Esos quemadores se colocan sobre las paredes verticales y/o en cl interior del horno.
• Modificar eventualmente el revestimiento refractario del hor
no para establecer cámaras de combustión laterales o parareducir la reacción del horno a nivel de los quemadores.
® Rcciclar los productos de la combustión para aumentar elvolumen dc gas que circula por el horno, a fin de homogenei-zar y disminuir la temperatura de combustión.
Se trata, en efecto, de una modificación radical del procesode cocción, actualmente realizado por lechos superpuestos de

r^| r~^| 1 1
266 GAS NATURAL
carbón y piedras; así, ahora, se asegura un reparto convenientedel calentamiento sobre toda la superficie del lecho de cocción.Una carga sola de piedras más o menos calibradas, ofrece, porel contrario, una mayor resistencia desigual a la circulación vertical de los gases quemados, ocasionando irregularidades de cocción y una proporción elevada de incocidos o requemados.
Además, la disminución dc volumen de la carga que resultadc la desaparición del combustible sólido (un tercio en volumen)facilita el descenso del producto. Con el calentamiento a gas nose produce disminución de volumen y, en consecuencia, las posibilidades de atasco de la carga son mayores llegando inclusoa impedir el descenso.
Bajo el punto de vista económico, el procedimiento de calentamiento por lechos superpuestos, si el horno está bien conducido, es de rendimiento elevado, el cual resulta difícil de superarcon el gas natural, el cual en este caso no puede hacer valer suscualidades fundamentales, que son: regularidad, pureza y precisión en la regulación. Desde luego, el gas tiene la ventaja dc lasupresión dc las cenizas y dc la ausencia de azufre.
Por el contrario, la técnica de empleo del gas natural estácompletamente resuelta utilizando hornos de cuba nuevos, concebidos y proyectados para ese combustible y en los hornos rota-livos.
La conversión a gas natural de estos últimos, que utilizabanhasta ahora fuel-oil, presenta las mismas soluciones técnicas quepara los hornos rotativos de ectnenio, por lo que nos remitimosa ellas.
I'jeniplos:
A) Horno de cal para la fabricación de carbonato sódico destinado a: papeleras, cultivo de champiñones e industria química y farmacéutica
Horno de cuba vertical: Altura total, incluido skip. 21 ni; altura útil, 16 m; diámetro interior medio, 2 m, pennilirudo unaproducción de 20 a 25 l/día, pero que se ha limitado, despuésd" la conversión a pn- natural. :• P t/día, ("n nl)¡--i • -I teducir
1 I
APLICACIONES INDUSTRIALES 267
los inconvenientes de la granulometría «todo uno» de 10 a300 mm.
A pesar del prolongado tiempo de cocción (24 h), y de lahomogeneidad de temperaturas como resultado del reciclaje delos humos, quedan de 3 a 4 % de incocidos (% CO2 en la cal).La reactividad ha sido juzgada como buena.
El consumo medio indicado es de 90 Nm3/h de gas naturalde 8,5 termias (P. C. I.)/Nm3 para una producción de 12 t/día expresado el tonelaje en cal, correspondiendo a un consumo específico de 1 530 termias P. C. I./t. Este valor, relativamente elevado, se justifica por la marcha reducida de producción (50 %) quecorrespondería, para una producción de 20 t/día, a un consumoespecífico de 1 140 termias P. C. I./t, cifra muy próxima a lo normal en este tipo de horno.
El equipo de calentamiento está constituido por una coronade 10 quemadores, situados a unos 3,5 m sobre el plano de deshornado, cuyos ejes están inclinados 45° sobre la horizontal, desembocando de arriba a abajo en una zona de mayor diámetro:2,6 m, en lugar de 2 m.
Se trata de quemadores sin mezcla previa de aire alimentadoscon un gas mezcla de gas natural y humos reciclados, de maneraque dicha mezcla tenga un poder calorífico aproximado de 2 ter-mias/m3. El interés del reciclado de gases es doble: cl descensode la temperatura máxima (del orden de 900° C) permite obteneruna buena reactividad, y el aumento de volumen de los gases favorece una buena homogeneidad.
La conducción del horno es manual y no hay regulación automática de la temperatura. El horno hace más de 15 años que fueconvertido a gas natural y tiene reputación de trabajar a plenasatisfacción: el equipo de calentamiento, muy sencillo, es robusto, y no ha dado lugar a ninguna dificultad de explotación.El comportamiento del refractario es bueno, necesitando una reconstrucción cada 10 años.

r~~i
268 GAS NATURAL
B) Homo vertical dc 200 t/día de capacidad, produciendo la calpara la agricultura y la industria química partiendo decalizas muy duras (98 % de CO€a) de una granulometñade 50 a 90 mm
Este horno es dc un solo compartimiento de 2,7 nr de secciónhorizontal; por cl contrario, cuando la granulometría es más pequeña, es necesario dividir el horno en varios compartimientospara asegurar un buen descenso dc la carga, evitando al mismotiempo la formación de chimeneas.
El equipo de calentamiento comprende dos niveles de 2 quemadores cada uno, superpuestos, con refrigeración por circulación dc agua. Cada quemador comprende 16 cabezas alimentadascon gas natural, a 2 kg/cm1.
La totalidad del aire de combustión está introducido en losquemadores por la aspiración del tiro del ventilador. En estehorno no hay ni reciclado dc los productos dc combustión, ni recuperación de CO;: los humos se toman en la cúspide del hornoy son aspirados, a través de un ciclón separador de polvo, por elventilador de tiro situado en la base del horno.
La altura total es de 19 ni, sin incluir el sistema de carga.l?.sle último, así como el deshornado, es hermético.
El consumo de gas es de 1 275 m'/h (de los cuales 500 m3 corresponden a la hilera superior de quemadores y 775 a la hilerainferior), lo que corresponde a un consumo específico de I 200 termias P. C. I./t, siendo el gas natural de 8 termias P. C. Í./Nm3.
Es interesante resaltar que ese horno puede variar su producción de 90 a 230 t/día, con un consumo de 600 a I 500 Nm3/h,y con un consumo específico invariable.
El horno es de regulación automática. El conjunto automatizado es conducido por un solo hombre.
La reactividad de la cal alcanza el índice 400 al cabo de 7
min, lo que puede considerarse un buen resultado. Los incocidos'•oh de un 3 "i' (medidos en "<> de CO- desprendido por la cal).
La cal es descalcada a 120° C; la lemperatiua máxima de'•(H-cióu c-^ <l< I I5(V <".
"="=1 1
APLICACIONES INDUSTRIALES 269
A la salida del horno, los humos a 300° C contienen 0,5 a 1 %de CO y alrededor de 4 % de 02. Los otros constituyentes, especialmente el C02, no nos han sido facilitados. El óxido de carbono y el oxígeno están dosados permanentemente por analizadores-registradores automáticos. A título indicativo, diremos queel consumo total de electricidad para el servicio global del hornoes de 12 kWh/t de cal. La reposición del revestimiento refractariodel horno, que en los hornos calentados con fuel-oil se efectúacada 5 años, se puede cifrar con el gas natural cada 8 a 10 años.El horno descrito lleva en funcionamiento con gas más de15 años.
C) Horno a doble cuba vertical, especialmente concebido paragas natural
El horno se compone de dos cubas verticales comunicadasentre sí en la parte baja del fuego. El conjunto es imponente:32 m de alto y 6,5 m de ancho. El horno comprende cinco zonasprincipales:
• carga,
• prccalentamiento,
• cocción,
• enfriamiento,
® descarga.
La marcha es alterna.
A cada carga, la tolva pesadora descarga en una dc las cubas2 750 kg dc piedras calcáreas dc gran pureza (98 °/o de CaC03 y2 % dc impurezas). Simultáneamente, las tolvas de descarga evacúan 1 500 kg de cal.
En la cuba en cocción, los quemadores (lanzas) se alimentancon gas natural puro a 4,5 kg/cm2 relativos, mientras en la cubaen enfriamiento se alimentan con aire para evitar que pueda entrar en su interior el polvo.
La capacidad dc producción es de 110 a 200 l/día, tratandolas piedras de granulometría comprendidas entre 50-120 mm. Elresto es transformado en castina.

,r~! -*! "^1 1 "
S:T-C
II:J:
Tolva pesadora.
A1-A2: Compuertas tolvapesadora.
Compuertaaire-humoscuba 1.Compuertaaire-humoscuba 2.Compuertacierre cuba 1.Compuertacierre cuba 2.Chimeneacuba 1.Chimeneacuba 2.Aire primariocuba 1.Aire primariocuba 2.Quemador dcfías cuba 1.Quemador degas cuba 2.Descargacuba 1.Descarencuba 2."
DI: Compuertadescargacuba 1.
D2: Compuertadescarcacuba 2.
RI-R2: Aire dcenfriamiento.
Rampa.Transportador dc cinta.Conducto.Piloto.
TI-T2: Tolva dedescarpa.
PI-P2: Palpadorde control
r~~=1 '"TI r"-f "^^1
APLICACIONES INDUSTRIALES 271
Cada cuba está equipada con 18 quemadores o lanzas de gasdispuestas uniformemente en toda la sección (ver esquema figura 94) de manera que la combustión a la salida de cada lanzase reparte en superficies idénticas, asegurando así una buena regularidad del calentamiento en toda la masa. Los quemadoresse instalan en la zona GiG2 del esquema adjunto. Están formadospor dos partes unidas por un codo: una parte horizontal, deacero ordinario refractario de 0,5 a 1 m de largo, protegido contra el desgaste por una chapa curvada de acero; otra parte vertical, de acero refractario de una longitud de 3,7 m. La combustión tiene lugar de arriba a abajo.
El funcionamiento del horno es el siguiente:
Se suponen las dos cubas llenas hasta el nivel N y se suponela cuba 1 en calentamiento.
a) Se llena la tolva pesadora A con los registros Ai y A2 cerrados.
b) El registro B¡ se coloca en posición de cierre de la chimenea Ei y de abertura de la entrada de aire primario Pt.
c) El registro B2 se coloca en posición de cierre de la entrada dc aire primario P» y de abertura de la chimenea E2.
d) Los registros F¡ y F2 de las cubas 1 y 2 se cierran.
El aire primario llega por P,, desciende en la cuba 1 y permitela combustión del gas en los quemadores G,. La llama y los gasescalientes descienden, cuecen las piedras, pasan por el conductoH, remontan en la cuba 2 y se escapan por la chimenea E2.
Durante ese tiempo, las deshornadoras C¡ y C2 tienen un movimiento de vaivén que hace caer la cal en T¡ y T2 después de queésta se haya enfriado por el aire de enfriamiento que llega porRi y R2.
Al final de la cocción:
a) Se corta el gas a los quemadores G, y se alimentan conaire.
b) Los registros B¡ y B2 basculan, cerrando el primero P, yabriendo E>. mientras el secundo cierra F-. v nhrr P,

1
272 GAS NATURAL
c) Los registros F¡ y F2 se abren y, al mismo tiempo, se cierra la entrada de aire en R¡ y R2.
d) Se inmovilizan Ci y C2 y se abren los registros D¡ y D2,que se cierran inmediatamente después de evacuar la calsobre un transportador TC.
e) Mientras los registros F¡ y F2 están completamente abiertos, se abre cl registro A, de la tolva pesadora A¡, llenandoasí la cuba 1.
f) Una vez vacía la tolva 4 se cierra el registro A¡ y losregistros F¡ y F2. Las deshornadoras C¡ y C2 reemprendensu movimiento de vaivén.
El aire de enfriamiento vuelve a circular por R¡ y R2. El aireprimario llega ahora por P2 a la cuba 2, donde desciende asegurando la combustión de gas admitido por G2. La llama y los productos de combustión calientes descienden en la cuba 2, cuecenlas piedras y, pasando por el conducto H, remontan la cuba 1 yse escapan por la chimenea E¡. La tolva pesadora se llena nuevamente. AI final del período de combustión se llenará esta vezla cuba 2.
Durante todas estas operaciones, unos palpadores P¡ y P2 controlan permanentemente el nivel de las piedras de las cubas. Lasindicaciones se transmiten al armario de mando, el cual, comparándolas con las correspondientes a un nivel teórico ideal, manda el ritmo dc la descarga.
El tiempo de inversión del ciclo es siempre de 60 s, durantelos cuales todas las maniobras de carga, descarga y modificaciónde las circulaciones de aire y de gas tienen lugar automáticamente.
El tiempo de calentamiento varía según la regulación del horno, de acuerdo con la producción deseada. Así, para una producción de 110 t/día:
• Calentamiento
• Inversión
© Calentamiento
es decir, 73 inversiones por 24 horas.
I 123" (cuba I)
60"
1 123" (cuba 2)
1 " 1 r 1
APLICACIONES INDUSTRIALES 273
Para 180 t/día, el número de inversiones sería de 123 por24 horas.
El tiempo de paso de las piedras por las diferentes zonas delhorno está, aproximadamente, en la relación siguiente:
• 40 °/o en la zona de precalentamiento,• 40 °/o en la zona de cocción,• 20 % en la zona dc enfriamiento.
El consumo de este horno es de 150 m3 de gas natural por1 500 kg de cal.
Una central suministra el aire necesario, cuyas cantidades sonimportantes (para el enfriamiento, por ejemplo, hacen falta6 000 m3/h en promedio de aire a 5o para que los productos descargados del horno salgan a 50-60°).
La calidad de los productos que salen del horno tiene lascaracterísticas siguientes:
• CaO 95,96 %• CO.Ca 1,5 °/o• Si. Fe. Alúmina 2,0 %• H20 0,3 °/o• Varios 0,24 %
La cal fabricada tiene alta reactividad, es decir, que su reacción al agua o al ácido clorhídrico es muy rápida.
Esta cualidad se obtiene gracias a la técnica del horno: ladcscarbonatación se produce a partir de 860°, y la cocción se obtiene entre 1 000 y 1 050° C. En los otros sistemas, la cocción serealiza a temperaturas mucho más elevadas, del orden de 1 200°;este exceso de temperatura disminuye la reactividad.
5.4.1. Cemento
Para la fabricación dc cemento se utilizan en la actualidadúnicamente los hornos rotativos. Estos hornos se calientan mediante quemadores colocados en la cabeza del horno del ladodonde se efectúa la salida del clínker: los productos dc la com-

274 GAS NATURAL
bustión circulan a lo largo del horno en sentido inverso a lacirculación de los productos.
Los quemadores pueden ser dc carbón pulverizado, de fuel-oil y gas natural o dc mezcla, cu proporciones variables, dc estoscombustibles.
En los países donde se dispone de gas natural en grandescantidades y la red de distribución está próxima a las ceméntelas, se emplea el gas nal mal solo o en combustión mixta conel fuel-oil y el carbón.
En Estados Unidos, el 47 % del cemento fabricado es producido en hornos de gas. En Italia, el 70 % de las fábricas situadaspróximas a las redes de distribución de gas natural, utilizan esecombustible. En la URSS, República Democrática Alemana yotros países de Europa Oriental, lodos los hornos que puedendisponer dc gas lo utilizan, sea para procedimiento húmedo,semiseco o seco. Lo misino puede decirse de Holanda, Bélgica,Francia, etc.
Siendo las condiciones de fabricación y los tipos de hornosmuy variados, los equipos de calentamiento han sido adaptadosgeneralmente por los mismos ceméntelos. Es pues imposible describir un quemador tipo. La tendencia actual consiste en construir quemadores sin aire primario. No obstante, los quemadores de doble inyección (con aire primario y secundario) dan endeterminados casos resultados aceptables.
En la figura 95 representamos un quemador mixto gas-fuel-oilpara horno rotativo, que puede funcionar:
a) sólo con gas natural.
h) con gas v fuel-oil conjuntamente.
El conjunto está compuesto dc una ternera y el quemadorpropiamente dicho. La lobera consta de dos partes: la anterior,que penetra en el horno, y la posterior, donde va lijado el quemador que se introduce en la lobera.
El quemador es del tipo laminar cónico, donde el cono dc laboquilla puede desplazarse sobre su asiento, más o menos, mediante un volante accionado desde el exterior, regulando la forma v caudal de la llama.
— .9
>
> ÍBl ,-•-,o
"U
I i '? LO r.
O ra ™i-} m a
O 1 1
\
L Ll mí
LC/)
.2 C
ú
18o cj•a oC¡ {i
•j3
O

"I
"1
27
6G
AS
NA
TU
RA
L
Elga
sse
intro
duce
enel
circu
itoin
terio
rm
edian
teun
tubo
flex
ible
.
Lalo
bera
,do
nde
sein
trodu
ceel
quem
ador
,co
nsta
dedo
spa
rtes:
laan
terio
r,qu
epe
netra
enel
horn
oy
lapo
sterio
r,do
nde
vafij
ado
elqu
emad
or.E
staúl
tima
disp
one
deun
anu
eva
entra
dade
gas
enel
circ
uito
exte
rior
entre
lato
bera
yel
quem
ador
,y
una
entr
ada
deai
repr
imar
iopa
rala
com
bust
ión
del
fuel
-oil,
enca
sode
mar
cha
mix
ta.
Un
anill
oco
nal
abes
incl
inad
os,
colo
cado
junt
oa
labo
cade
lqu
emad
or,
impr
ime
alH
uido
gas
oai
requ
eci
rcul
apo
rel
circ
uito
exte
rior
deen
fria
mie
nto,
unm
ovi
mie
nto
dero
taci
ón.
Dic
hos
alab
esso
nre
gula
bles
desd
eel
exte
rior
med
iant
eun
am
aniv
ela.
La
part
ean
teri
orde
lato
bera
que
pene
traen
clho
rno
está
prot
egid
aex
terio
rmen
leco
ntra
lara
diac
ión
por
unre
vest
imie
nto
refr
acta
rio.
Para
elfu
ncio
nam
ient
oún
icam
ente
con
gas,
ésle
sein
trod
uce
ensu
may
orpa
rte
encl
quem
ador
por
clci
rcui
toin
terio
ry
alm
ism
otie
mpo
sein
trod
uce
otra
part
epo
rel
circ
uito
exte
rior
,co
ntrib
uyen
doal
enfr
iam
ient
ode
lcon
junt
oy
com
oco
mpl
emen
tode
laco
mbu
stió
n.E
nes
teca
so,
está
cerr
ada
laen
trad
ade
aire
pri
mar
io.
Para
elfu
ncio
nam
ient
om
ixto
,el
fuel
-oil
sein
trod
uce
enel
quem
ador
depu
lver
izac
ión
colo
cado
encl
eje
del
apar
ato,
cont
inu
ando
laci
rcul
ació
ny
com
bust
ión
del
gas
por
los
circ
uito
sin
teri
ory
exte
rior,
sinad
mis
ión
deai
repr
imar
io.
Cua
ndo
elca
udal
dcfu
el-o
ilso
brep
asa
unpo
rcen
taje
elev
ado
dcla
pote
ncia
calo
rífic
ato
tal,
ade
term
inar
enca
dain
stal
ació
n,se
cier
rael
gas
deci
rcul
ació
npo
rel
circ
uito
exte
rior
yse
abre
laen
trad
ade
aire
prim
ario
para
elin
icio
dcco
mbu
stió
nde
lfu
el-o
il.
El
conj
unto
delo
bera
yqu
emad
ores
pued
ede
spla
zars
eap
oya
doen
unba
stid
oro
chas
is,
roda
ndo
porc
lsue
lo(fi
g.96
)o
sus
pend
ido
deun
pórt
ico.
El
chas
islle
vacl
vent
ilado
rdc
aire
pri
mar
ioy
sopo
rta
lato
bera
por
med
iaci
ónde
una
unió
ndc
card
ánqu
epe
rmite
laor
ient
ació
nde
lcon
juni
ode
ntro
delh
orno
.
El
ch
asi
sp
erm
ite:
9la
extr
acci
ónrá
pida
dcla
lobe
ray
quem
ador
esde
lho
rno
9la
regu
laci
ónfie
lape
netr
ació
ny
orie
ntac
ión
dedi
cha
tobe
ra.
rT=
sir=
Ir=
==
l
AP
LIC
AC
ION
ES
IND
US
TR
IAL
ES
Lle
gada
sde
fuel
-oil
Tob
era
quiw
iado
r
\?.y
o--v
-':0
o
27
7
Leg
adas
dcg
as
Cir
cu
ito
inte
rio
r
Fig.
96.—
Esq
uem
ad
eq
uem
ad
or
de
gas
para
ho
rno
rota
tiv
od
ece
men
toap
oy
ado
sob
rech
asis
,ro
dan
do
po
rel
suel
o.(C
ort
esía
deC
énit
,S.
A.)
Nat
ural
men
te,
exis
ten
otro
sti
pos
dequ
emad
ores
par
aho
rno
sro
tati
vos
basa
dos,
más
om
enos
,en
los
mis
mos
prin
cipi
os.
Más
adel
ante
,ci
tam
os
alg
un
os
ejem
plo
s.
Los
resu
ltad
osde
laut
iliza
ción
dega
sna
tura
lso
nm
uyva
riad
osa
cau
sade
lava
ried
adde
prim
eras
mat
eria
s,de
horn
osy
deco
mbu
stib
les.
Par
are
sum
ir,
los
dato
sre
cogi
dos
enho
rnos
util
izan
doga
sna
tura
l,pe
rmit
enes
tabl
ecer
las
sigu
ient
esco
ndi
cio
nes:
•L
aco
mbu
stió
nde
gas,
sin
aire
prim
ario
frío
,co
ntri
buye
am
ejo
rar
elre
nd
imie
nto
de
com
bu
stió
n.
•L
ana
tura
leza
del
gas
pres
enta
inco
nven
ient
esba
joel
punt
ode
vis
tade
latr
ansm
isió
nde
calo
ren
lazo
nade
clin
keri
-zació
n.
•L
aca
paci
dad
depr
oduc
ción
delo
sho
rnos
enm
arch
ano
rmal
,pu
ede
man
ten
erse
con
clga
s.A
caus
ade
lafa
cili
dad
deco
ndu
cció
ny
obse
rvac
ión,
prin
cipa
lmen
te,
del
inte
rior
del
horn
o,lo
sin
cide
ntes
ypa
ros
dela
prod
ucci
ónse
redu
cen.
La
pro
ducc
ión
po
rca
mpa
ñade
berí
a,pu
es,
mej
orar
.

278 GAS NATURAL
9 No se observan variaciones en el comportamiento de los refractarios.
• El interés de la débil proporción de azufre del gas no es sensible. Se presenta incluso como un inconveniente, obligandoa añadir más yeso al clínker.
• En lo que se refiere a la captación de polvo, se considera elaumento de volumen de los humos como un inconveniente y,por el contrario, la proporción más elevada en vapor dc aguacomo un factor favorable.
Teniendo en cuenta que la participación del combustible enel precio de coste del cemento es del orden de la tercera parte,la utilización óptima de las calorías es imperativa. El precio delcombustible es un factor determinante. El consumo específicode calor, según el procedimiento de fabricación (vía seca o húmeda), y los tipos y tamaño de los hornos es del orden de 800 a1 500 kcal/kg.
Teóricamente, teniendo en cuenta que el volumen de humosen la combustión estequiométrica del gas natural es de 3 a 5 °/osuperior al del fue-oil, y de 10 % respecto al carbón, las pérdidaspor los humos serían, a igualdad de las demás circunstancias, unpoco más elevadas, lo que conduciría a un consumo específicoligeramente superior. Pero puesto que cl gas natural permite unacombustión completa con un exceso de aire inferior a los demáscombustibles sólidos y líquidos, se compensa largamente esadesventaja teórica. La experiencia industrial ha revelado que eraposible mantener el mismo consumo térmico específico que conotros combustibles, e incluso reducirse sensiblemente.
Todas las conversiones efectuadas, a partir de conceptos aveces bastante diferentes, han demostrado la importancia de lamanera dc inyectar cl gas en la cabeza del horno: ésta debe permitir una mezcla perfectamente homogénea del aire y cl gas, afin de efectuar una combustión completa sin inquemados, al mismo tiempo que la obtención de una llama de longitud conveniente, cuya zona más caliente se sitúa correctamente con relacióna la zona de clinkerización.
Las soluciones utilizadas se inspiran en dos principios técnicos que proporcionan resultados satisfactorios:
r^j 1 r^*l
APLICACIONES INDUSTRIALES 279
• inyección de gas natural a gran velocidad por una tobera provista de un gran número de orificios, generalmente dispuestos en arcos de círculo excéntricos hacia abajo respecto aleje del horno; las presiones de inyección varían de 3 a 9kg/cm2, según las instalaciones;
• inyección, en el eje del horno, de un chorro de gas muy dividido o en llama delgada de forma cónica, dando lugar a unallama axial con buena luminosidad. Las presiones de inyección son del orden de 1 kg/cm2.
La concordancia de resultados que se obtienen con estas dostécnicas, la primera basada en una llama de fuerte impulsión,pero poco brillante, y la segunda en una llama luminosa, muestraque la radiación de la llama no tiene, en los hornos de cemento,la importancia que normalmente se le atribuye.
La complejidad de los intercambios térmicos que reúnen eneste tipo de horno todos los medios de transmisión de calor:conductibilidad, convección y radiación, llevan a pensar que, enefecto, la parte de radiación directa de la llama está lejos de serpreponderante, siendo, por el contrario, muy importante la radiación de las paredes sobre la carga. Por otro lado, la presenciaen los hornos dc polvo en suspensión, añade al poder emisivode la llama cl de partículas en suspensión. En ningún caso hasido posible atribuir a la mayor o menor luminosidad de lallama una influencia sobre el consumo específico.
Conviene destacar que el gas natural puede utilizarse fácilmente en marcha mixta con otros combustibles, especialmentecon el carbón pulverizado, lo que permite una gran elasticidadde marcha. También puede utilizarse con doble equipo para gasy fuel-oil, pudiendo retirarse del horno uno u otro equipo cuandono es necesario. Esta solución permite establecer contratos desuministro interrumpibles, en las mejores condiciones.
Debe destacarse también, y ello es una ventaja no despreciable, que con la marcha al gas natural puro se mejora el rendimiento de las instalaciones de separación de polvo.

280 GAS NATURAL
Ejemplos:
A) Quemador de llama rotativa en horno de cemento
Un original y sencillo quemador de gas fue adoptado conexcelentes resultados en un horno rotativo de cemento de 1 500
t/día de capacidad de producción. El quemador utiliza únicamente gas natural para la cocción. Se suprimió totalmente elaire primario; sólo el aire secundario procedente del enfriadorbasta a la combustión total del gas.
La tobera utilizada es muy sencilla (ver esquema de la lígula 97). Está compuesta de un tubo de diámetro interior dc 150 mmy de un cono divergente, pudiendo desplazarse longitudinalmenteen su interior hasta el extremo del tubo por medio dc un sistema dc tornillo con manivela accionada desde cl exterior. Solda
das sobre el exterior del cono están colocadas cuatro aletas, cuyodiámetro exterior de 149 mm permite desplazarlas en el interiordel tubo de 150 mm. Dichas aletas provocan al gas que circulapor el interior del tubo un movimiento de rotación saliendo porel estrecho espacio anular comprendido entre el cono y el extremo del tubo formando una llama laminar delgada y luminosaa partir de 0,5 m alrededor del cono. El conjunto está refrigerado por una camisa con circulación dc agua.
Alabas illroi lilccs,1.-1 „.'-.
llegada <lr gos
Fig. 97.— Esquema de quemador dc gas para horno rotativo de cemento.
Cuando se varía el caudal de gas sin cambiar la posición delcono respecto al tubo, la presión varía. Por ello, la forma dela llama varía y cambia la posición de la zona de cocción. Elloes muy importante en los hornos de cemento, donde hace faltaque la clinkerización o vitrificación de la materia se realice en
APLICACIONES INDUSTRIALES 281
una zona del horno relativamente estrecha. Es necesario que enese punto exacto el calor desprendido por la llama sea máximo,y que la temperatura del clínker sea del orden de 1400 a 1500° C.
Por otra parte, la composición de la pasta, tanto física comoquímicamente, no es nunca la misma. Desde luego, en la explotación se pretenden obtener pastas que se ajusten lo más posiblea los datos teóricos y que sean a la vez homogéneas y constantes. A pesar dc ello, subsisten siempre pequeñas variaciones deaptitud a la cocción que obligan a variar el caudal de gas paraobtener un resultado satisfactorio. Con cl fin de que no cambiela posición dc la zona dc cocción, hace falta, necesariamente, enese momento, ajustar la posición del cono para que la presiónquede constante.
Después dc numerosas modificaciones dc la tobera, se ha llegado a un conjunto de calentamiento que permite cocer elmaterial en condiciones por lo menos iguales a las obtenidasanteriormenle con el fuel-oil. La ventaja principal de ese quemador es la gran simplificación del aparato y su bajo precio decoste. Un dispositivo de suspensión por carriles permite retirarrápida y automáticamente la tobera del horno.
El rendimiento de la instalación puede considerarse satisfactoriamente. En promedio, con una producción de 1 400 t/día, elconsumo específico oscila entre 830 y 850 termias por toneladade clínker. Este consumo pudo descenderse a 815 termias/t durante varios días. Se espera conseguir 800 termias cuando todoesté a punto.
B) Quemador de dos etapas para horno rotativo de cemento
Este quemador pretende, y consigue, la formación de unallama lo más luminosa posible. El quemador está constituidoesencialmente de dos partes:
• Una cámara en la cual cl 25 % del gas del quemador se mezcla con aire frío o ligeramente caliente para obtener unallama primaria estabilizada por un disco.
• Un tubo desembocando en el centro de esc disco, que permiteintroducir cl 75 °b restante del cas en una zona de remolinos

282 GAS NATURAL
donde se craquiza parcialmente para quemar después en elhorno con el aire caliente procedente del recuperador, formando una llama estable y luminosa.
Sin entrar en detalle de las características dc un horno rotativo de cemento, recordemos que se trata de un cilindro de chapa gruesa de un diámetro de 2,3 a 4 m, de una longitud variableentre 50 y 170 m, que gira alrededor de su eje a una velocidadde 0,5 a 2 vueltas/min, aproximadamente.
El quemador se introduce por la extremidad inferior del horno y se dispone de forma que la parte de la llama a alta temperatura esté situada en la zona donde se desea efectuar la cocción,que necesita 1400 a 1450° C. El objetivo radica en obtener unallama en esta parte del horno, con un rendimiento máximo.
El horno que se equipó con este quemador es un horno rotativo funcionando en vía húmeda, produciendo 320 l/día dcclínker.
La potencia calorífica instalada es de 20 000 termias/h, o sea2400 m'/h de gas natural; cl aire secundario se introduce alrededor del quemador a la velocidad de 4 m/s y a una temperaturapróxima a 600° C; la combustión se efectúa con un exceso dcaire del orden dc 15 °o. El consumo específico de calor es prácticamente cl mismo obtenido con cl anterior quemador defuel-oil.
C) Empleo de gas natural en un horno de cemento, utilizandocarbón pulverizado
La cocción del cemento se efectúa por vía seca en un hornorotativo, produciendo 1400 l/día de clínker.
El horno tiene 65 m dc largo y está ligeramente inclinadosobre la horizontal. Su diámetro exterior es de 4,4 men su partesuperior (carga) y de 4 m en su parte inferior (lado quemador).Está revestido de ladrillos refractarios aislantes, salvo en la parle inferior (zona de cocción), donde está revestido de refracta-nos dc magnesio. La cocción se hace en contra-corriente, y el desplazamiento de la carga por acción combinada de la pendientey el movimiento de rotación. La clinkerización finaliza cuando
APLICACIONES INDUSTRIALES 283
la temperatura alcanza 1450° C aproximadamente, lo que se produce en la zona baja del horno.
El clínker obtenido se evacúa a un refrigerador o recuperador situado bajo el horno (longitud 15 m, diámetro 3 m) dondecede la mayor parte del calor que contiene al aire soplado. Esteaire caliente se emplea como comburente en el horno rotativoy en el secador de crudo, y como fluido caliente en el secador decarbón.
El horno rotativo está calentado simultáneamente con gasnatural y carbón pulverizado (1/3 gas, 2/3 carbón), pero puedefuncionar con sólo uno de ambos combustibles.
El consumo específico es de 900 kcal/kg, aproximadamente.La llegada al horno del gas y del carbón pulverizado arrastradopor aire, puede hacerse por la misma tobera, o por dos toberasdiferentes colocadas una encima de la otra. El aire de combustión está suministrado por el enfriador de clínker. El gas seregula en la cámara de recepción a 7 kg/cm2 relativos, y se admite en el horno a esa presión. El carbón, después de secado ypulverizado, se transporta al horno por medio de aire (10 % delaire necesario para la combustión).
La marcha mixta gas-carbón ha permitido obtener resultadosparticularmente interesantes. La influencia del gas en estos resultados no es despreciable. Gracias a la facilidad de regulación,la llama, de longitud y luminosidad deseadas, se consigue fácilmente. Esta cualidad permite, si es necesario, desplazar o modificar rápida y fácilmente la zona de combustión.
La marcha a gas es excepcional. Durante los períodos en queha sido empleada se ha podido comprobar una precisión y rapidez de regulación, una conducción fácil y un rendimiento almenos tan bueno como en la marcha mixta.
5.5. Gas natural en la industria del vidrio
La industria del vidrio utiliza cantidades importantes de gases ricos, propano o gas manufacturado, para la mayoría deoperaciones anexas a la fusión (fceders, máquinas automáticas,

1 ™1
284 GAS NATURAL
hornos de recocer y decorar, etc.). La disponibilidad de gas natural permite no sólo utilizarlo en esas operaciones, sino realizaren condiciones competitivas el calentamiento de los hornos decrisoles y de balsa.
5.5.1. Hornos de balsa
Los hornos de balsa están constituidos esencialmente por unacuba en material refractario, de forma generalmente rectangular, cubierta de una bóveda aplanada. Sus dimensiones varíanenormemente: se valoran generalmente por la superficie delbaño de fusión, que es de 10 a 100 m2 para el vidrio hueco y quepuede alcanzar hasta 500 m2 para el vidrio plano. La capacidaddc producción que se expresa en t por m2, es del orden de 1para cl vidrio plano y dc 2 a 2,5 para el vidrio hueco.
Las primeras materias se introducen por uno de sus extremos,estando el otro unido a unos canales, llamados «feeders», dondeel vidrio se derrama por gravedad hacia las máquinas de fabricación. Para el vidrio plano, el extremo de extracción está provisto de un sifón de donde unos rodillos lo extraen y estiran enforma de lámina plana, también puede obtenerse por flotación.
El horno dc balsa está generalmente provisto de recuperadores o regeneradores, donde se calienta el aire de combustión porrecuperación de una parte del calor dc los humos.
El equipo de calentamiento consta de unos inyectores de combustible, los cuales desembocan en el horno en la proximidad delos canales de refractario de llegada del aire de combustión procedente dc los dispositivos dc recuperación. La llama se desarrolla entre la bóveda y la superficie del baño, y los productos decombustión se evacúan por orificios apropiados.
En los hornos de regeneradores, los mismos orificios sirvenalternativamente para la introducción del aire caliente y para lasalida de los humos, de acuerdo con los ciclos dc inversión delhorno. En los hornos con recuperadores, los orificios de admisióndc aire y los de evacuación de humos son distintos, puesto quela recuperación del calor se efectúa dc manera continua a través dc paredes dc refractario que separan ambos Huidos.
"1
APLICACIONES INDUSTRIALES 285
Los hornos de balsa pueden ser de dos tipos:
• Hornos de calentamiento en bucle o herradura, en los cualeslos orificios de llegada de aire y de combustible están colocados en uno de los lados menores del rectángulo. La llamase desarrolla en forma de bucle para volver sobre ella mismay evacuarse por canales situados en el mismo lado que losorificios de llegada citados. El recorrido de la llama es puessensiblemente igual al doble de la longitud de la balsa.
• Hornos de calentamiento transversal, en los cuales los orificios de llegada están colocados a lo largo de uno de los ladosmayores del rectángulo, y los orificios de evacuación estáncolocados en el lado mayor opuesto, por lo que la llama, eneste caso, sólo dispone para su desarrollo de la anchura dela balsa.
La característica de la transmisión de calor en este tipo dehorno es la preponderancia (como en todos los hornos dereverbero) de la radiación sobre la convección, por las razones siguientes:
• El vidrio es mal conductor del calor, por el contraio, es transparente; por ello, sólo la radiación puede alcanzar las. capasprofundas de la masa y, por consiguiente, calentar el baño entodo su espesor y no solamente su superficie.
• Las corrientes de convección son perjudiciales a la calidaddel vidrio, ya que entrañan el riesgo de arrastrar hacia la salida, antes de su fusión completa, partículas de materias primas, que producirían en las piezas fabricadas un defecto otara que se denomina «grano».
La llama debe ser:
• Caliente: para que su elevada temperatura pueda producirel máximo de partículas radiantes, y favorecer la evolucióndel proceso dc disociación dc los hidrocarburos y demás fenómenos exotérmicos.
• Voluminosa: con objeto de llenar el horno y calentar uniformemente todas sus partes.
• Suave: para poder adaptarse fácilmente a la forma del hornosin causar la destrucción de determinadas partes del refractario por la acción del dardo dc la llama.

TI
286 GAS NATURAL
• Luminosa: para permitir su penetración por radiación en elbaño.
• Fácil de regular: para poder producir una atmósfera oxidanteo reductora y prevenir la formación de defectos en el vidrio oun ataque grave del refractario.
Al ser metano el principal constituyente del gas natural, lascaracterísticas de combustión de dicho gas son las que condicionan su utilización. Su velocidad de combustión es baja, alcanzando su valor máximo en el caso de mezcla aire-gas teórica, queaumenta con el precalentamiento del aire. Los volúmenes deaire y gas medidos a 15 °C están en relación 10 a 1; las temperaturas, densidades y velocidades de ambos fluidos son sensiblemente diferentes en el quemador, por lo que resulta difícil conseguir una mezcla íntima y rápida. Si no se consigue evitarlo, secorre el riesgo, teniendo en cuenta la débil velocidad de propagación de la llama del metano, que ésta se prolongue más allá delos límites autorizados por la construcción del horno y penetreen el recuperador o regenerador.
El metano, como todos los demás hidrocarburos de cadenacorta, da una llama no luminosa. Puede, sin embargo, conseguirse una llama luminosa si se le disocia (cracking) antes de la combustión o al inicio dc ésla. La disociación produce la formaciónde partículas de carbono libre que dan a la llama un gran poderdc radiación. La disociación es fácil dc conseguir en los hornoscon regenerador, gracias al rccalentamiento del aire a una temperatura próxima a los 1000°C. No sucede lo mismo en loshornos con recuperador, donde la temperatura del aire apenassobrepasa los 650 °C.
Teniendo en cuenta las consideraciones anteriores, es necesario que la llama de gas presente las siguientes características:
• La mezcla del aire y del gas debe realizarse desde el momentodc su introducción en el horno. De lo contrario, la llama esdemasiado larga y la combustión no termina hasta la entradadc los regeneradores.
• Un recalentamiento progresivo y relativamente lento del airey del gas debe permitir a la llama desarrollarse completamen
1
APLICACIONES INDUSTRIALES 287
te en el horno. Una llama de ese tipo (sin mezcla previa), llamada de difusión, tiene un alto poder emisivo.
• La posición, forma y velocidad del chorro de gas deben sertales que favorezcan la formación de partículas de carbonopor disociación térmica, ayudados por la inyección de ciertacantidad de gas al abrigo del aire en una zona de alta temperatura.
Se han adoptado diversas soluciones, en los hornos de balsa,para la introducción dc aire y de gas, con objeto de satisfaceresas condiciones.
Las disposiciones más corrientes, tanto en los hornos de bucle como en los de calentamiento transversal, son las siguientes:
• Los orificios de inyección del gas se colocan en la parte late*ral del conducto de llegada de aire, formando entre ellos unángulo de convergencia de unos 98° (esquema fig. 98 solución A).
• Los orificios de inyección se colocan, bajo el conducto de lie.gada de aire, entre éste y el nivel del vidrio (esquema fig. 98solución B).
Estas disposiciones son recomendables para cl gas natural, con la única condición de que la geometría dc los quemadores permita una difusión del gas en la corriente del aire, detal forma que la mezcla se produzca lo más cerca posible de laentrada de la balsa.
Los inyectores dc gas natural presentan las característicassiguientes:
• En cl caso de que estén colocados a uno y otro lado del conducto de llegada del aire, se utilizan inyectores cilindricos,cuya convergencia produce, a partir del punto donde se cruzan los chorros, una llama única, ampliamente expansiva, quellena completamente la totalidad del volumen del conductodc aire. Esta llama es bastante luminosa, ya que encontrándose encerrada en ella una porción de gas sin quemar, se calienta y disocia antes de su difusión en el aire.

I J —1 J —1
288 GAS NATURAL
\
^^H
s
\
p¿m • ;
s
Solución A Solución B
Fig. 98
• En los demás casos, el inyector de gas produce un chorro deforma cónica, cuya geometría se determina de manera que lamezcla dc aire y gas esté prácticamente terminada cuando elconducto de aire desemboca en el horno.
Dc acuerdo con los cálculos teóricos, en las mismas condiciones de funcionamiento, temperatura y relación aire-combustible,el fuel-oil tendría un rendimiento térmico superior al del gas, yaque su temperatura teórica de combustión es más elevada y elpoder emisivo de la llama es mayor. En la práctica, puede ocurrirde otra manera: el metano puede quemarse completamente con
APLICACIONES INDUSTRIALES 289
un exceso de aire inferior al que es necesario para el fuel-oil. Conexcesos de aire respectivamente del 5 °/o y del 15 °/o, las temperaturas teóricas de combustión son sensiblemente las mismaspara el gas natural que para el fuel-oil.
Por otra parte, es relativamente fácil obtener llamas de difusión de gas natural cuyo factor de misión sea de 0,5. Este valor,aunque inferior al factor de misión de la llama del fuel-oil, estápróximo al óptimo de radiación, que se sitúa alrededor de 0,45.
Cuando los dispositivos de inyección dc gas natural se hanescogido correctamente y se han adaptado a las característicastecnológicas de los hornos, es posible obtener llamas de gas natural de resultados próximos a los que se obtienen con el fuel-oil.
Los consumos específicos de gas están comprendidos entre1 500 y 2 500 kcal/kg.
5.5.2. Hornos de crisoles
Los crisoles, abiertos o cerrados, en los que se efectúa la fusión del vidrio se colocan sobre la solera del horno, cubierto poruna bóveda y normalmente provisto de regeneradores o recuperadores.
Contrariamente a los hornos de balsa, los hornos de crisol
tienen un régimen de producción discontinuo, que comprende lasfases siguientes:
• Carga de los crisoles.
• Fusión.
• Extracción del vidrio para fabricación.
Los inyectores de combustible colocados próximos a las llegadas del aire producen una llama que se desarrolla entre labóveda y los crisoles. La posición dc esos inyectores varía segúnla forma, las dimensiones y la tecnología de los hornos, los cuales presentan gran variedad: pueden colocarse en el centro de lasolera, en la bóveda o sobre los lados. Lo esencial es que la disposición escogida asegure una mezcla completa y suficientementerápida del aire y del gas, y produzca una llama suave y envol-

290 GAS NATURAL
vente. Por el contrario, no es necesario que la llama sea luminosa.El calentamiento se efectúa principalmente por convección entre la pared de los crisoles y la llama: ésta debe circular alrededor de los crisoles antes dc salir por los conductos de evacuación dispuestos generalmente al nivel de la solera. Se produce,además, una radiación de la bóveda del horno a la parte superior de los crisoles.
La elección dc los quemadores es importante a fin dc obtener una llama suave, envolvente y cuya longitud pueda ajustarseperfectamente a las dimensiones de la cámara de combustión,que acostumbra a ser reducida. Con inyectores de llama cónicase efectúa una mezcla suficientemente rápida del gas con el airefrío o caliente, según que el horno esté provisto o no de recuperadores; por otra parte, se puede ajustar con precisión la longitud de la llama, puesto que ese tipo de inyector permite, a caudalconstante, variar la velocidad dc salida.
El gas permite una regulación con un mínimo exceso de aire;desde luego, los crisoles están menos expuestos a los golpes defuego y su duración de vida es mayor.
5.5.3. Operaciones anexas a la fusión
Para estas operaciones el gas natural se encuentra en competencia no sólo con el fuel-oil, sino con otros gases ricos, corrientemente gas manufacturado o propano.
Dichas operaciones se efectúan bien en el interior de un recinto (calentamiento de «leeders», arcas de recocer y decorar, derccalentamicnlo) o bien al aire libre, por acción directa de lallama sobre el producto (requemado, corle o formas diversas).
* Calentamiento de feeders
Los leeders o canales de distribución reciben el vidrio delhorno de fusión a I 300°C, aproximadamente, y lo dirigen hacialas máquinas automáticas en donde se distribuyen gola a gota.
El vidrio debe mantenerse a una temperatura muy precisa,variable según la naturaleza del vidrio y el peso de las piezas a
T) T)
APLICACIONES INDUSTRIALES 291
fabricar, comprendida entre 1 150 °C y 1 250 °C. La temperaturadetermina la viscosidad del vidrio y debe regularse con precisión, de forma que el peso de la gota que sale del orificio de colada sea rigurosamente constante. Para obtener este resultadodeben repartirse a lo largo de cada canal de distribución unaserie de pequeños quemadores individuales. Los quemadoresdeben alimentarse con la mezcla previa aire-gas, preparada en diferentes tipos de mezcladores.
La utilización del gas natural no presenta dificultad alguna enla sustitución dc los otros gases ricos, puesto que la obra derefractario caliente actúa como excelente dispositivo de estabilización de llama. Basta regular el dispositivo de mezcla deacuerdo con las características del nuevo gas. El cambio de gaspuede hacerse sin parar la producción.
• Calentamiento de arcas de recocer
El recocido del vidrio consiste en calentar las piezas fabricadas hasta una temperatura próxima a 600 °C, suficiente para destruir las tensiones internas que se hayan producido. Este recalentamiento está seguido de un enfriamiento controlado, lentoal principio, luego rápido. Esta operación se realiza corrientemente en túneles de marcha continua: generalmente hay unaarca por máquina, de manera que su carga sea homogénea.
El gas se presta muy bien a la realización de tal ciclo, puestoque es posible dividir las zonas de calentamiento para asegurar,en cada puesto del túnel, el aporte calorífico exactamente necesario. Se utilizan dos técnicas indistintamente: el calentamientoindirecto o de atmósferas distintas, que supone la existencia deuna mufla donde las piezas se encuentran protegidas del contacto con los productos dc combustión; y cl calentamiento directo, o en atmósfera común, donde los productos de combustióncirculan libremente alrededor de las piezas.
La primera técnica, que se impone con la utilización del fuel-oil y de combustibles dc alta proporción de azufre, no tienerazón de ser con el gas natural: con éste no es de temer la formación de «blanco de arca» para proporciones inferiores a 10 mgpor termia (1 000 kcal), lo que es corriente en los gases naturales

^=1| •^=1 T
292 GAS NATURAL
que se distribuyen en España. La supresión de la mufla simplifica notablemente la combustión en las arcas y mejora sensiblemente el rendimiento térmico; esta mejora puede ser, según loscasos, dc 25 % a un 50 %. Aun en el caso de que se estime necesario poner las piezas fuera del contacto de los gases de com-busión, el gas natural permite eliminar la mufla, puesto que puede emplearse el calentamiento con tubos radiantes, que con unrendimiento ligeramente inferior al calentamiento directo, aunque superior a la mufla, presenta las mismas ventajas que esteúltimo.
El equipo o conversión dc las arcas de recocer al gas naturalnecesita ciertas precauciones, según el tipo de quemadores empleados. Los quemadores con cono de refractario constituyen undispositivo de estabilización dc llama suficiente. Por el contrario,las rampas transversales de calentamiento, dispuestas bajo eltapiz transportador, tienen que ir provistas de dispositivos deestabilización.
9 Calentamiento de arcas de decorar
El decorado se realiza por vitrificación de esmaltes cerámicoscolocados sobre el vidrio. Esos esmaltes serán tanto más adherentes cuanto mayor sea la temperatura de su cocción, con laúnica limitación de la temperatura de reblandecimiento del vidrio. La utilización de la radiación en pantallas radiantes de gaspermite, no obstante, sobrepasar ligeramente dicha temperatura,puesto que la decoración cerámica es la única en absorber laenergía de radiación, mientras que el soporte dc vidrio es transparente y no la absorbe.
El calentamiento dc las arcas de decorar es totalmente aná
logo al de las arcas de recocer, y puede llevarse a cabo en atmósfera común o en atmósferas separadas. El gas natural, gracias asu pureza, se presta perfectamente para el calentamiento en atmósfera común, ya que los productos de combustión no producen ninguna acción sensible sobre los esmaltes. Como en las arcas dc recocer, puede recurrirse siempre al calentamiento portubos radiantes.
r—1|
APLICACIONES INDUSTRIALES 293
• Recalentamiento de piezas
Este tipo de horno sólo existe en vidrierías donde las piezasse fabrican a mano: esta operación es larga y exige calentamientos periódicos para dar a la pieza en fabricación la plasticidadnecesaria.
Los hornos de recalentamiento son, generalmente, pequeñoshornos de forma cilindrica de eje horizontal abiertos por unaextremidad y calentados a una temperatura entre 1 200° y 1 300°,por uno o varios quemadores dispuestos tangencialmente a lapared interior del horno, la cual transmite el calor a las piezas,principalmente por radiación.
El empleo de gas natural en estos hornos supone la adaptación del quemador o quemadores. Se trata, generalmente, de quemadores de mezcla previa que se regulan según relación estequiométrica. Cuando esos quemadores ya existían quemando propano o butano, convendrá casi siempre agrandar los orificios desalida o colocar cabezales provistos de dispositivos estabilizadores.
• Operaciones al aire libre
En estas operaciones se produce un calentamiento localizadoe intensivo. La llama ataca directamente una zona generalmentepequeña de la pieza, que debe alcanzar la temperatura de fusiónrápidamente, para no afectar las zonas próximas con posiblesdeformaciones.
Las características del gas natural, particularmente su velocidad de deflagración, impone ciertas precauciones a los quemadores.
Estos deben ajustarse a las dos condiciones siguientes:
• dar una llama estable con una velocidad de derrame de los
fluidos elevada; se caracteriza por la potencia específica, expresada en kcal/h y cm2 de sección del quemador, que, normalmente, es del orden de 10 000 kcal/h/cm2;
• producir una llama de la máxima temperatura posible, cuyasdimensiones, bien definidas, sean constantes para una potencia dada.

rT^|j
294 GAS NATURAL
Para conseguirlo, la regulación de la combustión y la utilización de un dispositivo de estabilización, a base de llamas auxiliares, compensan una temperatura teórica y una velocidad de deflagración ligeramente más débiles.
Ejemplos:
Pocas referencias se encuentran referente a resultados deexplotación de hornos de balsa y de crisoles, porque los fabricantes de vidrio son muy celosos dc sus instalaciones y no quierendivulgar los resultados que han obtenido con quemadores degas natural que, generalmente, ellos mismos han adaptado a sushornos.
No obstante, describiremos la conversión de los hornos defusión y recocido de vidrio para la fabricación de vidrieras oventanales artísticos.
Esos especialistas desecharon los métodos antiguos de producción de vidrios de colores, planos, cuyo trasluz sombrío seacentuaba debido a las juntas de cemento. Tras muchos ensayosdecidieron utilizar vidrios gruesos de color que tallan con efectoprismático, a fin de dar vida, color y relieve a sus vidrieras Suunión, igualmente modificada, vuelve a ser como antes, de plomo.
El proceso de fabricación de las vidrieras consiste en dibujar sobre papel el proyecto a escala, e iluminarlo a la acuarelaDicho proyecto se agranda a su tamaño natural sobre cartón loque permite establecer una plantilla para cada vidrio y fijar elespesor del alma de plomo de las uniones. El vidrio se corta ysetalla de piezas gruesas en los colores deseados, según la plantillade cartón.
Las piezas se ensamblan luego con las juntas de plomo y unavez montado el panel, se enmasillan con una masilla líquida quepenetra en los intersticios (entre el plomo yel vidrio) yque unavez seco y solidificado, da una estanquidad total, aumentandola solidez de la vidriera. Los ventanales obtenidos forman composiciones robustas, con materiales gruesos, translúcidos y mul-l.colores, ensamblados por plomo reforzado de estaño; recogencualqu.er luz, con colores degradados, agradables a la vista llenos de diversidad y de vida.
P—^ r^^j
APLICACIONES INDUSTRIALES 295
El problema planteado a principios de 1955 consistía en fabricar el vidrio, ya que no encontraban en el mercado de la medida y colores deseados. Efectuaban entonces la fusión del vidrio,colocándolo en dados y recociendo éstos.
Todas estas operaciones se realizan actualmente con gas, conuna producción de 40 t/año, gracias a los equipos que describimos a continuación:
Horno de fusión: Se trata de un horno de 2 crisoles cerradosconteniendo cada uno de ellos 70 kg, cuyas dimensiones exteriores son: largo 1,82 m; ancho: 1,28 m; alto: 1,35 m. El calentamiento de ese horno se efectúa con un quemador de aire insuflado de baja presión, sin mezcla previa. El caudal del quemadores de 12 m3/h para mantener la temperatura entre 1300 y1 360° C. El consumo de puesta en régimen es de 255 m3 en 72 horas. El aire destinado a la combustión se recalienta en un recuperador de acero refractario, colocado en el conducto horizontalde evacuación de humos. Dicho aire llega al quemador a una temperatura próxima a los 400° C.
Las medidas de seguridad consisten en cerrar la llegada delgas, por medio de una válvula electromagnética, en caso de faltade presión de gas, de aire o de falta de corriente. Completan elequipo sistemas de alarma ópticos y sonoros. Los ventiladoreseléctricos para el aire de combustión están provistos de una manivela a mano que permite, en caso de corte de corriente, alimentar el quemador con aire y continuar la combustión lenta afin de evitar la pérdida de la colada y la deterioración de los crisoles. El control de temperatura se realiza con un pirómetro fijo.La producción de piezas de vidrio es del orden de 140 kg/día. Lacolada se efectúa a mano con cuchara calibrada.
Horno de recocer: El recocido de las piezas de vidrio se realizaen un horno de 3 compartimientos. El calentamiento de cadacompartimiento está asegurado por 2 quemadores de un caudaltotal de 12 m3/h, del mismo tipo que el de los hornos de fusión,colocados en las paredes laterales. La carga del horno de 3 compartimientos es de 140 kg. El recocido debe hacerse a una temperatura constante y el ciclo para cada compartimiento es deuna hora, aproximadamente. Estos hornos, en razón de su intermitencia, no van provistos de recuperador de calor.

296 GAS NATURAL
5.6. Gas natural en la industria cerámica
Dada la diversidad de las fabricaciones cerámicas y el complejo carácter fisicoquímico de las operaciones térmicas necesarias, la industria cerámica es una de las actividades en que laimportancia del combustible es fundamental. La elección de éstepuede tener una influencia decisiva no solamente sobre el preciode coste, sino también sobre la calidad de los productos fabricados.
La primera materia base de la industria cerámica es la arcilla,producto natural complejo, constituido esencialmente, en proporciones variables, por aluminio y sílice asociadas a cierta cantidadde impurezas, tales como cal, potasio, magnesio, sodio y óxidode hierro.
La diferencia entre los productos obtenidos proviene, en parte, de la composición de la arcilla de base y, en parte, de los procesos y temperaturas de cocción. A menudo se precisa una mezcla previa de tierras de diferentes procedencias para mantenerconstantes las características de un producto.
Los grandes grupos cerámicos son:
• Tierras cocidas
• Lozas
• Gres
• Porcelanas
Las composiciones medias de estos productos son las siguientes:
Pérdida al fuegoSílice totalAlúminaOxido de titanioOxido de hierroCalMagnesioPotasioSodioImpurezas varias
Tierrascocidas
15,845,014,4
0.85,1
15,60,72.20,20,2
Loza
6,968.520,2
0,50.60,60,31.30,60.5
Gres Porcelana
6,7 0,167,0 73,319,7 21,5
1,2 0,11.9 0,30,3 1,30.41.8 10,3 3.40,7
APLICACIONES INDUSTRIALES 297
En el cuadro siguiente se detallan las características principales de cocción de los diferentes productos cerámicos. Debe observarse que el gres ordinario y las porcelanas exigen un cambiode atmósfera durante la cocción.
La gran variedad de productos cerámicos, que van desde laladrillería a la loza, refractarios, productos artísticos y porcelanas, exigen para cada uno de los productos características decocción diferentes.
Las operaciones térmicas fundamentales exigidas para la fabricación de los diferentes productos son el secado y la cocción.
5.6.1. Secado
Todos los productos a base de arcilla son manufacturados apartir de una pasta obtenida por mezcla, trituración y amasadode tierras. Esta última operación necesita la adición de ciertacantidad de agua.
La finalidad del secado es eliminar gran parte de dicha agua,a fin de dar a las piezas manufacturadas una dureza suficientepara permitir su manipulación. Debe realizarse con precauciónpara evitar deformaciones o fisuras provocadas por una evaporación demasiado rápida. En el curso de los últimos años se hanconseguido grandes progresos en la aceleración del secado. Realizado anteriormente al aire libre, durante varios días, actualmente se efectúa en secaderos, más o menos mecanizados, entiempos que pueden ser inferiores a una hora.
Las técnicas de construcción de los secadores son de una granvariedad: cámaras fijas con alimentación por vagonetas o portransportadores de jaulas, túneles continuos, etc. Sus características vienen esencialmente determinadas en función de las dimensiones de las piezas, del tonelaje y del circuito de los productosen la fábrica. Sean las que furen, el gas natural constituye uncombustible particularmente apreciado. En la mayoría de los casos, y sin ningún inconveniente para el producto y el material,es posible efectuar un calentamiento directo, esto es, con unamezcla de aire y de productos de combustión en el aire en proporción de aire suficientemente elevada para poder considerarlocomo aire puro. El rendimiento térmico, en estos casos, es próximo al 100 %.

coOU
2tíO
co
OHO
QO«o.
cow
wPStítí
3WQ
ZO
I—<
uuou
wQ
cow
<cu
uz
«Qh
co<
pco
«tíHU<os<
s
i
o
§
¡
S
8
§
5
3
I
oq
U
s o.i? s
•o -s ¿2O "3J •6 <
E oo .a
a e
— — <N
8
E S< o
.8 8
O 3O ">
a,Oc£Ot/>f
Égo•o S .«
'ES S> 3co >
OOOO
§2g" o
ZZ °
8
O O OO OO O Ox *^
(9TJ
M C
3 i2 g•O J3 -
« s «
fsjlo 13 « 15uuuu,
óo S iS
O U 14
o-Oí*ío^-t:
OQ O* -J T3
£ 2¿ ücl JO
E o
I"
-r oo
O O
"O *¡
O.
J
S*
O O
•5 t s3 u£
O o
2 5 SoT -T 2SS S © ~o o S —•
¿2o> —.
«8-Sm bu o
E •£ E 3 § §< 60< ÍJ S CQ
UOSa.<Uh f.
^
APLICACIONES INDUSTRIALES 299
El secado puede también hacerse, completamente o en parte,por radiación: con gas natural es relativamente fácil conseguiruna combinación armónica entre radiación y convección que permita una aceleración sensible del proceso, evitando todo riesgoinherente a tal rapidez.
Finalmente, teniendo en cuenta el calor sobrante o perdido enlos hornos de cocción, las operaciones de secado pueden realizarse, totalmente o en parte, por recuperación de los humos odel aire de enfriamiento.
5.6.2. Cocción
Esta operación, cuyos principios son comunes a todos losproductos, presenta, no obstante, una gran diversidad según seala naturaleza de las tierras, procesos de fabricación y temperaturas de cocción. La cocción, a través de un conjunto de modificaciones fisicoquímicas complejas, tiene por objeto conferir alproducto fabricado cierto número de cualidades como dureza,impermeabilidad, resistencia mecánica, aspecto, etc. Según loscasos, puede realizarse en una o varias fases, y ello nos conducea analizar separadamente, para cada tipo de cerámica, el proceso dc cocción, los hornos y cl empleo del gas natural.
5.6.2.1. Productos de tierra cocida
La cocción se efectúa, en este caso, en una sola operación durante la cual el producto se lleva progresivamente a una temperatura comprendida entre 900 y 1050° C, y luego es enfriado lentamente hasta la temperatura ambiente. La curva de temperaturas debe, tanto en su parte ascendente como descendente, teneren cuenta las zonas críticas correspondientes a los puntos detransformación dc la arcilla y de la sílice.
En la cocción de todos los productos cerámicos, la curva detemperaturas correspondiente a una pieza cualquiera, tratadasola, puede ser muy corta. La experiencia ha demostrado que eltiempo de cocción es del orden de una hora para muchos productos. En la práctica, cada pieza no se cuece sola; teniendo encuenta que se cuece a la vez una carga más o menos importantey que el producto es mal conductor del calor y ofrece una im-

300 GAS NATURAL
portante inercia térmica, la operación opone una resistencia considerable a la subida de temperatura. La necesidad de hacer subir homogéneamente toda la carga obliga a aminorar el régimende marcha. Este inconveniente queda agravado por la inevitableheterogeneidad de un horno de cocción, en el que la convecciónnatural favorece siempre las partes altas en perjuicio de las bajas. El registro de las curvas de temperaturas tomadas en diferentes puntos de la carga demuestra con evidencia el retraso queexperimenta la parte inferior en la subida de temperatura, retraso que impone una disminución de marcha para permitir alos diferentes puntos de la carga que alcancen todos ellos el nivel de temperatura máxima exigida por la cocción. Estas dificultades son tanto mayores cuanto más amplias son las seccionesde los hornos y más importantes los tonelajes tratados. La fabricación de productos de tierra cocida se efectúa siempre engrandes partidas, con una densidad de carga máxima. La cocciónresulla pues muy lenta, y se necesitan varios días para grandesunidades.
Sin entrar en detalles sobre los principios de construcción delos hornos de cocción empleados, distinguiremos dos grandestipos:
• Hornos dc fuego móvil, como el Hoffmann, cl dc zig-zag, cl decámaras paralelas, etc.
• Hornos túnel, cuyo empleo tiende a generalizarse.
Nos ocuparemos de examinar el problema dc sus equipos decombustión adaptados al gas.
5.6.2.2. Hornos dc fuego móvil
Estos hornos, de construcción antigua, fueron concebidospara su funcionamiento con carbón. Progresivamente, el carbónfue abandonado por el fuel-oil o por el gas natural.
La misma construcción impone la forma de empico de estosúltimos dos combustibles, que sólo pueden introducirse por losorificios dispuestos en su bóveda para la introducción del carbón.La dificultad reside en el hecho de que así como éste, cayendopor gravedad, quedaba al pie de la carga, consiguiendo así la
APLICACIONES INDUSTRIALES 301
heterogeneidad mencionada anteriormente, los combustibles líquidos y gaseosos se inflaman en el momento mismo de su inyección en el horno, y queman sobre todo en la parte alta, quese encuentra favorecida en relación a la baja. Con el gas naturalesta dificultad es todavía más sensible, debido a su débil densidad y a la rapidez de su mezcla con el aire. Para paliar esta dificultad, se inyecta el gas natural a alta presión, con velocidadesde salida superiores a las de inflamación, con lo que la combustión no se inicia antes de que se igualen ambas velocidades. Estasolución es de gran simplicidad, pues el quemador de gas se reduce a un simple inyector y ha dado excelentes resultados.
Los consumos específicos de estos hornos varían en funciónde diversos factores: naturaleza del horno, clase de tierras yproductos, densidad de carga, temperatura de cocción, númeroy situación de los quemadores, regulación de la combustión, etcétera, pudiendo alcanzar cifras comprendidas entre 35 y 90Nm'/t, cuya media se sitúa alrededor de 45 a 47 Nm3/l.
El empleo del gas natural ha aportado mejoras muy importantes en el funcionamiento de estos hornos, mejoras debidasprincipalmente a:
calidad de los productos,disminución de rechazos de cocción,
productividad,condiciones de trabajo del personal,disminución de gastos de conservación.
5.6.2.3. liorno túnel
El horno túnel se presta a una mayor diversificación dc losequipos dc calentamiento. Sin embargo, teniendo en cuenta laimportancia de la carga, su densidad y las secciones del horno,las condiciones equivalen a las del horno Hoffmann, puesto queno se dispone para desarrollar la combustión de los espacios previstos durante la carga entre los empilados de productos. Los primeros hornos túnel se equiparon pues igual que los hornosHoffmann, introduciendo el combustible por el techo, reforzandola acción por medio de quemadores laterales, situados sobre lasparedes laterales del horno, con cl fin de mejorar cl calentamiento

302 GAS NATURAL
de las partes inferiores. Últimamente han aparecido en el mercado (especialmente para la cocción de loza sanitaria) hornostúnel más racionales, con calentamiento vertical de abajo a arriba por medio dc quemadores situados en la solera (ver ejemplo).
Poco a poco, los simples inyectores de gas de los hornosHoffmann se han ido sustituyendo por otros, de combustión másracional, con alimentación separada de aire y gas, de forma quepueda modelarse la llama y extenderla por toda la altura delhorno. En algunos casos, se ha efectuado un reciclado de los humos con el fin de retardar la combustión y facilitar el calentamiento de la parte baja. También se han sustituido con indiscutible ventaja los quemadores ordinarios por quemadores dechorro «jet».
El registro de temperaturas en diferentes puntos de la carga,efectuada sobre los mismos hornos, equipados sucesivamentecon diferentes tipos de quemadores, han demostrado la posiblemejora de la isotermía del horno con beneficio directo del consumo de gas. Igualando la temperatura de la parte baja con laparte superior de la carga, es posible reducir el tiempo necesariopara alcanzar la temperatura de cocción en toda la carga, que setraduce en un aumento dc la producción y en una disminucióndel consumo específico de gas. Se produce, por otra parte, unamejora sensible de la calidad, que se manifiesta particularmenteen las tejas, cuya coloración queda perfectamente uniforme.
En cualquier caso, la adopción del gas natural produce unareducción en las inversiones, gracias a la simplicidad dc construcción de sus quemadores y una disminución de los gastos dc explotación, debida a la supresión de los costes de mantenimiento.El gas natural se presta, además, a introducir una regulaciónautomática, lo que se traduce en una reducción considerable demano dc obra para el funcionamiento y la vigilancia del horno ydel proceso.
5.6.2.4. Productos cerámicos propiamente dichos: lozas y azulejos, gresy porcelanas
En general, las lozas pueden definirse como tierras cocidascuya porosidad se ha suprimido por una capa llamada esmalte,que le confiere a la vez impermeabilidad y aspecto decorativo.
APLICACIONES INDUSTRIALES 303
La primera materia es una arcilla más rica en sílice que lautilizada para la tierra cocida, con un contenido de impurezasmucho menor (ver cuadro anterior de composiciones medias).
La cocción puede efectuarse, sea de una vez (esmaltado sobrecrudo) sea en dos fases (esmaltado sobre producto de primeracocción o bizcocho). El decorado puede colocarse sobre el esmalte y ser recocido con éste, o bien sobre el esmalte cocido y originar una tercera cocción.
Las arcillas que se utilizan en la fabricación de los gres y porcelanas, generalmente llamadas kaolines, son semejantes a lasprecedentes. La diferencia esencial estriba en que, gracias a unacocción a temperatura más elevada, la pasta vitrifica en la masay pierde toda porosidad sin necesidad de recurrir a una capaimpermeable. En algunas calidades, sin embargo, se recurre alesmalte para obtener un aspecto más decorativo.
Los tipos de hornos utilizados son similares para todos esosproductos; no obstante, la calidad de los refractarios del hornodebe ajustarse a las temperaturas que deben alcanzarse.
Los hornos de cámara con hogares laterales son actualmentepoco utilizados y tienden a desaparecer. No obstante, la conversión a gas natural se efectúa con pleno éxito. Su transformaciónes muy sencilla: basta colocar un quemador en cada hogar suprimiendo la parrilla de carbón o sustituyendo el quemador defuel-oil. Los quemadores serán del tipo de alimentación separadade gas y aire, la cual permite ajustar las dimensiones de la llamaa las características dc la cámara.
En los hornos túnel, como en los de alfarería, la carga a cocer se coloca sobre vagonetas o sobre placas deslizantes o rodillos, y se desplaza en el interior del túnel, donde una circulación metódica dc los humos y del aire de combustión asegurauna doble recuperación:
• por utilización del calor que arrastran los humos a la salidade la zona de fuego, para el calentamiento progresivo dc lacarga;
• por calentamiento del aire de combustión que atraviesa lazona de enfriamiento, recuperando el calor arrastrado por lacarga cocida.

^^i
304 GAS NATURAL
El ciclo correspondiente a este proceso se caracteriza por unacurva de temperaturas a lo largo del horno sobre lacual se sitúanlas zonas de precalentamiento, cocción y enfriamiento. Dicha curva de temperatura varía según el horno, el producto y el procesode cocción. Debe tenerse en cuenta las distintas fases de coccióny, en particular, las precauciones a tomar en las proximidades delos puntos dc transformaciones del producto.
Debido a tales exigencias, el combustible empleado debe permitir una regulación fácil y precisa, así como un reparto y unaposición juiciosamente determinada de los quemadores para queaseguren, en cada punto del horno, el aporte de calor perfectamente adaptado al ciclo de cocción. El gas natural se presta admirablemente a estas exigencias.
La disposición de los quemadores permite mejorar la isotermía del horno, que se traduce por:
• aumento del porcentaje de productos de primera calidad,
• disminución de los rechazos.
Para conseguir estos resultados, consecuencia de la uniformidad de temperaturas en la parte alta y baja de la carga, se harecurrido a diversos dispositivos: quemadores en la bóveda coninyección de gas-aire a presión, colocación de quemadores en lasparedes laterales del horno, colocación de quemadores al nivelde la solera, con combustión vertical de abajo a arriba y, finalmente, utilización dc los quemadores dc chorro a alta velocidado quemadores «jet».
Por otro lado, la constancia de la composición del gas permiteuna mejor regulación de la atmósfera necesaria para la cocciónde gres y porcelana, la cual exige una atmósfera reductora enun período del ciclo de cocción. También la pureza del combustible y, sobre todo, la ausencia de azufre ha permitido la coccióna fuego directo, suprimiendo la mulla, en ciertos hornos dedicados especialmente a loza sanitaria, esmaltado, decorado y fabricación de aisladores eléctricos de porcelana.
Finalmente, los hornos-célula constituyen un útil de trabajoprecioso para la industria cerámica. Especialmente concebidos
i-e-; ricos: <'.)s natural nrop;uv< v butano.lililí7:innn r\
1 "*"""f
APLICACIONES INDUSTRIALES 305
han permitido una reducción muy importante del tiempo de cocción, gracias a sus dimensiones reducidas y a su facilidad deregulación.
Además, su elasticidad de marcha permite seguir las fluctuaciones de la producción mucho más fácilmente que el horno túnel, del que constituye el elemento complementario. El hornotúnel se adapta mejor a la producción de grandes series, quepermiten una mayor homogeneidad de carga. El horno célulaconviene más a las pequeñas series o a piezas especiales queexigen un ciclo de cocción apropiado.
El funcionamiento con gas puede ser completamente automatizado: la marcha del horno puede ser programada en tiempos, temperaturas y atmósferas, y la cocción llevada a cabo delprincipio al fin sin ninguna intervención manual.
La cocción de la decoración se efectúa en hornos fijos o enhornos túnel muflados de pequeña sección y de ciclo rápido,cuya marcha y conducción está enteramente automatizada. Elcalentamiento de estos hornos está realizado por un pequeño número de quemadores. Los productos de la combustión circulanentre la pared exterior y la mufla que constituye la cámara decombustión: a su salida se evacúan a la atmósfera después depasar por la zona de introducción de piezas, en la que aseguransu precalentamiento. La recuperación así realizada contribuye amejorar el rendimiento global del horno.
Los hornos que hemos citado son los tipos más corrientesen la industria cerámica, pero existen otros tipos, algunos de loscuales son derivados de los anteriores:
Horno de cámara con solera móvil
Horno de zig-zag y derivados del Hoffmann
Horno de pasaje de baja y alta secciónHorno túnel, muflado y semimuflado
Horno de losetas muflado y de llama directaHorno de rodillos
Horno de bandejas
Horno rotativo para fusión y fritado de esmaltesHorno de balsa para fusión y fritado de esmaltes.

•""""IT
30
6G
AS
NA
TU
RA
L
En
todosellos
esposible
yfácil
sutransform
acióna
gasna
tura
l.
Ejem
plo
s:
A)
Ladrillería
moderna
produciendo750
t/díaasegurada
porun
hornotúnel
de300
t/día
deladrillos;
unhorno
túnelde
220t/día.
El
restose
produceen
doshornos
Hoffm
annan
tiguos.
To
das
lasin
stalacion
esex
istentes:
ho
rno
s,secad
ores
yg
ene
radoresde
vaporestán
alimentados
porgas
natural.
Vam
osa
describirel
hornotúnel
ylos
quemadores
delhorno
más
mo
dern
o:
Lo
ng
itud
del
ho
rno
:102
mA
nch
ura
útil
:
Altu
raú
til:
Cap
acidad
:T
ipo
dep
asod
ecad
av
ag
on
eta
:
Pro
du
cció
nd
iaria
:
3,4
2m
1,9
5m
32v
ag
on
eta
s
21a
25h,
esd
ecir,av
ance
med
iov
agó
ncad
a20
min
,ap
rox
.v
ariable
de280
a300
t,según
lad
ensid
adde
losp
rod
ucto
s,es
decir:12
t/h,
aprox.
Ver
esqu
ema
(íig.99).
Suparticularidad
resideen
laconstrucción
dela
bóveda,m
uyligera,
planay
suspendida,em
pleandoladrillos
refractarioslige
ros,de
den
sidad
inferio
ra
1,lo
qu
eha
perm
itido
establecer
un
aestru
ctura
metálica
deso
po
rtecon
perfileslam
inadosnorm
alesde
pequeñasección.
Adem
ás,el
buenaislam
ientotérm
icode
esosladrillos
(22cm
deesp
esor
enla
zon
adc
cocció
n)
perm
iteo
bten
erun
balan
cetérm
icom
uy
satisfactorio
.
Lo
sm
uro
sla
tera
les
de
lazo
na
de
co
cció
nh
an
sido
co
nceb
ido
s
también
para
ob
tener
unexcelente
aislamiento.
Están
lorm
ado
sp
or
22cm
delm
aterialan
terior.
22cm
delad
rillos
«isoperlor»,y
losladrillos
rojo
sde
revestim
iento
exterio
r,con
unesp
esor
de29
cm,
loscu
alessirv
ende
apo
vo
ala
estiin
inia
metálica
dela
bó
ved
a.
a,O
•I
a
0)
C*3Ox¡«B0)
3cr
W

i n Tí
308 GAS NATURAL
En la zona de precalentamiento de la carga se instalaron 18quemadores de impulsión, con premezcla total aire-gas, con unapotencia nominal de 1 850 termias/h. La velocidad de salida delos productos dc combustión es tal (120 m/s) que la subida detemperatura, tan delicada entre los 300 °C y los 700 °C, puedeefectuarse rápidamente gracias a la excelente homogeneizacióndc la temperatura entre la solera y la bóveda del horno, contribuyendo de esta manera a la obtención de productos de un colorcompletamente uniforme.
2. «=<tLEGADADE GAS
í •I HPnAHALLEGADA DEAIRE PULSADO
rr ra
INYF.CTOIl
Fig. 100. — Quemador C. II. R. 1. C.
r^l r~^T)
APLICACIONES INDUSTRIALES 309
En la zona de cocción se han dispuesto verticalmente, en labóveda, 12 hileras de 4 quemadores (48 en total) alimentadostambién con aire pulsado, que permiten una combustión prácticamente sin llama visible y un perfecto equilibrio de la temperatura en todos los puntos de la zona de cocción. Los 48 quemadores están repartidos en 6 zonas comprendiendo dos líneas de 4quemadores cada una, regulada cada zona por un regulador detemperatura en conexión con unas electroválvulas de alimentación de gas. Dc esta forma, la cocción puede garantizarse congran precisión, y progresivamente, entre 800 y 955°C.
En la figura 100 se detalla esquemáticamente este tipo de quemadores verticales.
En la zona de enfriamiento, donde se trata de llevar los productos a la temperatura ambiente, recuperando al máximo el calor que contienen, sin someterlos a variaciones brutales de temperatura, el aire que circula por el interior del horno es tomadoen la bóveda por dos ventiladores y enviado a los quemadorescomo comburente y parte al secadero.
El consumo específico de calor no sobrepasa las 485 termiasP.C.I/t para el conjunto de operaciones de la fabricación, secadoy cocción. La mano de obra se reduce a 15 hombres repartidosen tres turnos. Toda la preparación de tierras, amasado, prensadoy secado está completamente automatizada.
B) Fabricación de azulejos decorados
Se trata de la fabricación de azulejos de loza decorados y enrelieve a escala industrial. Se producen 80 000 m2 de azulejos pormes, de una gama muy variada, comprendiendo unos 600 modelos de una constante regularidad de dimensiones (108 X 108 mm)y dc buena calidad.
La cocción del bizcocho se efectúa en un horno túnel normalde llama directa, de una longitud de 90 ra, en el cual se calientaprogresivamente hasta alrededor dc los 1250 °C, donde sufrenla transformación termoquímica necesaria, saliendo con la blancura conveniente.
Métodos de control estadístico permiten mantener una calidad elevada del bizcocho, eliminando todo defecto. Los azulejos

310 GAS NATURAL
lisos se dirigen hacia la decoración, los de relieve directamenteal esmaltado.
La cocción de las piezas esmaltadas se realiza con dos hornosmuflados tipo Dressler, asegurando el calentamiento protegidode los gases de combustión (ver esquema de la lig. 101). La temperatura de cocción es dc 1 070 °C, y las piezas pasan sucesivamente a una antecámara de entrada y luego a la zona de precalentamiento, equipada de un reciclado dc la atmósfera a fin derealizar la homogeneización de temperaturas entre la parte altay baja de la carga.
Después de ia cocción pasan a una zona de enfriamiento equipada como el horno dc bizcocho: una zona de enfriamiento rápido, una zona de enfriamiento lento y una zona de enfriamientonormal.
La zona de cocción está equipada de quemadores de pre-mez-ela gas-aire inducido, alimentados a una presión de gas de 1,5kg/cm3 efectivos. Los quemadores están reunidos en grupos ysometidos a la acción de un regulador neumático de temperatura.
El conjunto de los aparatos de control y de regulación, asícomo los órganos de mando de los motores, están reunidos en unarmario que agrupa todas las funciones, y permite, por medio deesquemas sinópticos, situar cada uno de los aparatos en marcha.
Un pupitre de mando facilita al personal la supresión de marcha del horno.
C) Cocción de cerámica sanitaria
La cerámica sanitaria comprende: lavabos, bidets, cubetasde W.C., fregaderos, cubetas, placas de duchas e incluso bañerascompletas. Todas las piezas son de gres esmaltado. La cocción serealiza en un horno túnel de 130 m de largo de tipo muflado dedos pasos paralelos en un mismo sentido, calentado con gas enla zona de cocción por 3 líneas de quemadores verticales ascendentes (una línea axial entre las dos mullas y dos a lo largo de losexteriores de las mullas). En el esquema (fig. 102) se representauna sección transversal del horno en la zona de fuego.
1. iVIuíla.2. Cámara de combustión.3. Circulación de aire de convec
ción.
4. Vagoneta.5. Quemadores.6. Pirómetro.
Fig. 101.— Horno continuo tipo Dressler
1. Línea de quemadores verticales. 4. Cámara de acceso a los equipos2. Muda. de caldeo.3. Mulla. 5. Cámara de combustión.
Fig. 102. — Esquema de la sección transversal del horno túnel muflado.

1 I
312 GAS NATURAL
Cada paso paralelo tiene una anchura de 1,30 m, y una alturade 0,80 a los pies derechos y 1 m en la clave de la bóveda.
La cocción se efectúa a 1 200 °C, aproximadamente (cono fusible n." 6), y el tiempo dc paso en el horno es actualmente de 48horas. Este tiempo es el de la monococción de las piezas de gresgrueso mientras que las piezas de gres fino se someten a dospasadas de 48 horas cada una. Las vagonetas tienen una longitud dc 2 m, y se introducen en el horno a razón de una cada 45minutos. Las piezas se apilan, según su naturaleza, en soportesrefractarios sílico-aluminosos o en carburo de silicio.
Todo el horno va apoyado sobre unos pilares y estructura metálica, bajo la solera del horno, en la zona de calentamiento, deforma que los quemadores colocados en el lecho sean accesiblesy fácilmente visitables.
El horno comporta 3 cámaras de combustión semiestancasequipadas con 3 líneas o hileras de quemadores de premezcla,alimentadas por mezcladores de aire inductor y gas reducido apresión atmosférica. El equipo de calentamiento instalado en clconjunto del horno es de 30 quemadores (3 hileras de 10) peroactualmente solamente funcionan 12.
El gas que llega de la estación de regulación a la presión dc5 000 mm c.a. se reduce primero a 600 mm en un único reguladorde presión para lodo el horno, y luego a la presión atmosféricapor medio de 3 reguladores a cero que alimentaban los mezcladores (1 por hilera de quemadores). El aire de combustión sesuministra por 3 ventiladores centrífugos conectados en paralelo, de los cuales 2 están en servicio y olio de reserva. Cada unade las cámaras de combustión lleva un ventilador dc extracciónmecánica situado del lado de entrada al horno. No hay recicladode los productos de combustión.
El encendido se efectúa manualmente a la puesta en serviciodel horno, y como las cámaras de combustión están normalmentea 1400°C, no se han previsto detectores de llama. 1.a zona decalentamiento tiene 22 m de longitud en el centro del horno.
La regulación del horno se hace actualmente a mano a partirde un cuadro de mando situado en las proximidades del horno,
TAPLICACIONES INDUSTRIALES 313
pero está previsto un sistema de regulación automática de temperaturas.
Es todavía prematuro dar un balance de explotación del horno y del consumo específico del mismo, ya que el horno cuyacapacidad de producción prevista es de 35 t por día incrementaprogresivamente su producción partiendo de la mitad de su carga normal.
D) Secado por infrarrojos de piezas calibradas de porcelana
Antes dc describir la instalación, que es una verdadera innovación en la industria cerámica, es necesario recordar ciertos fenómenos físicos que caracterizan el secado de una pasta cerámica.
Se trata de una operación cuya complejidad es debida a varios factores de diferente orden:
• constitución de la pasta (arcillas y agua),
• tensiones internas producidas durante su preparación y sumodelado,
• fuerzas multidircccionales puestas en juego por la contracción debida a la evaporación (en las pastas de porcelana esaproximadamente de un 5 %),
• coeficiente de frotación sobre los moldes,
• variaciones de espesor en diferentes puntos de un mismo objeto.
Debido a todo ello, son muchos los factores que concurren ala formación de grietas en la pieza, si no se presta una particularatención. El proceso de secado más corriente es el secado poraire caliente en secadores fijos o móviles. Este sistema, que tienela ventaja dc la simplicidad, tiene el inconveniente de la duración del secado (con una uniformidad difícilmente realizable)que inmoviliza un número importante de moldes para una mismapieza, con las consecuencias inmediatas del espacio ocupado, etc.La utilización de un secadero tratando las piezas por paso mecánico era tentador, pero debía recurrirse a otro medio de transmisión del calor. La radiación infrarroja que tiene la propiedad,cuando es absorbida, de liberar la energía calorífica en la misma,

314 GAS NATURAL
se adapta perfectamente a ese tipo de utilización, en la medidaque se tiene en cuenta las características de absorción del producto tratado.
Estas dependen:
• de la longitud de onda de la radiación emitida,
• del contenido de agua de las pastas,
• del ángulo de incidencia de radiación sobre las piezas,• de la distancia emisor-receptor.
La particularidad del secador, que vamos a describir, estribaen tener en cuenta los factores anteriores y utilizar los rayosinfrarrojos de una manera racional.
El secador consiste en un horno túnel de 10 m de largo, recorrido por una cadena dc arrastre de los productos, en formade S, con 3 hileras de elementos radiantes colocados encima dclas 3 ramas dc la S. Estas hileras son móviles y regulables.
• en un plano vertical: ello permite regular su altura respectoa las piezas;
• en un plano horizontal: un sistema de cremallera permitecambiar las distancias de las hileras para ajustarías al tamaño de las piezas;
• alrededor de un eje longitudinal: unas guías permiten modificar la inclinación de los emisores.
La cadena lleva 210 carros individuales destinados a recibirlos moldes que descansan sobre un eje, cuya rotación uniformees arrastrada automáticamente por el avance de la cadena.
El tiempo de paso de los productos puede variar de 4 min alinfinito, siendo su límite práctico generalmente inferior a 4 min.El retorno de la cadena se efectúa por el exterior del secador,lo que permite el enfriamiento de los moldes antes de su pasodelante de las máquinas de calibrar.
Hemos dicho que los emisores están dispuestos en 3 hilerasparalelas longitudinales correspondiendo al circuito de paso.Cada línea está compuesta de hecho de 4 emisores de 2 m, alimentado cada uno poi mm mezclador de aire inducid- I :, llegada
. 3 r—^
APLICACIONES INDUSTRIALES 319
petróleo (30 °/o) y para la síntesis del metanol (17 °/o). Estas proporciones podrán variar en el futuro debido al uso creciente entratamientos de refinería, a la demanda creciente de metanol y ala extensión de la reducción directa ¡de mineral de hierro.
5.7.2.2. Amoníaco
Para la síntesis del amoníaco, el consumo específico del gasnatural para el «steam reforming» es inferior al necesario parael «reforming» catalítico de la nafta o del fuel-oil. Ello explica lapreponderancia que ha adquirido el gas natural en la producción.
5.7.2.3. Metanol
El «reforming» al vapor produce también el metanol, que presenta la misma relación molecular H/C que el metano. Ultima-mente han sido puestos a punto procesos a baja presión que disminuyen sensiblemente el consumo de energía y simplifican elesquema de la Planta.
5.7.2.4. Acetileno
El acetileno ha tenido durante largo tiempo una especial importancia como primera materia para numerosos procesos desíntesis. El acetileno se produce del gas natural por «cracking»catalítico. Para mantener la competencia con el etileno, será preciso promover nuevas técnicas. El acetileno que se adapta mejora las pequeñas capacidades que la química del etileno, permiterealizar instalaciones «a medida» en función de las necesidades.
5.7.2.5. Gas reductor
El gas reductor obtenido por «reforming» del gas natural seutiliza para la reducción directa del mineral en esponja de hierro.En este aspecto presenta indudables ventajas para aquellos países que disponen de importantes reservas de mineral de hierro,pero que no poseen carbones coquizables para tratarlo. Se estándesarrollando rápidamente varios procesos, entre los que han alcanzado el nivel de explotación industrial los proceso Hyl, Mi-drex y Purofer.
r=l 1
320 GAS NATURAL
Los procesos de reducción directa de mineral de hierro pueden clasificarse en tres categorías: horno de cuba y de retortas,horno de lecho fluido y hornos rotativos.
La reducción directa en hornos de cuba procede de gases reductores, obtenidos por «reforming» al vapor del gas natural y de lacorriente eléctrica.
La reducción en lecho fluido procede del H2 puro, obtenidoigualmente por «reforming» dc gas natural. Su puesta a punto noes todavía perfecta.
La reducción directa en hornos rotativos parte de combustibles sólidos, y aunque ha tenido varios fracasos en los últimosaños, parece que se vislumbran esperanzas de éxito. La unidaddc producción, que para los hornos de cuba es de 450 000 t deesponja por año, para los hornos rotativos se encuentra a nivelde 150 000 l/año.
La inyección directa dc gas reductor caliente (900 a 1 000 °C)en el horno alto produce una disminución sensible del consumodc coque, que es reemplazado por el gas reductor, con lo que elhorno alto se convierte en polivalente en cuanto se refiere a laelección de combustibles: coque, combustible auxiliar directoen las toberas (gas natural, combustibles líquidos o carbón pulverizado), y gas reformado obtenido a partir del gas natural.
La inyección de gas reductor, aplicado en hornos altos, pilotoe industriales, ha demostrado su eficacia y permite abrir unanueva utilización del gas natural, liberando importantes cantidades de coque, combustible dc calidad que escasea. Tiene laventaja de que se puede aplicar fácilmente a todos los hornosaltos existentes.
El horno alto continuará pues siendo el útil básico para lafabricación dc acero en las siderúrgicas de los países desarrollados, puesto que su balance energético es cl mejor (consume menos energía) y se adapta a varios combustibles y a diferentescalidades dc minerales.
5.7.2.6. Proteínas
La producción de proteínas sintéticas para la alimentacióndel ganado alcanza un nivel prometedor. Una parle esencial de
APLICACIONES INDUSTRIALES 321
esta producción estará basada en el gas natural por transformación directa o por síntesis previa de metanol. Serían necesarias1,7 t de gas natural para elaborar 1 t de proteínas sintéticas.En 1980 la producción de Europa Occidental alcanzó las 600 000t/año, de las cuales la mitad eran producidas por el gas natural.
Las proteínas sintéticas, obtenidas por un proceso de fabricación puesta a punto por la «Shell», tienen un contenido proteí-nico de alrededor del 70 °/o. Su valor nutritivo se aproxima a lasmejores calidades de harina de pescado. Su empleo en los compuestos alimenticios sería comparable al practicado con el pescado y la harina de soja.
El proceso directo de «Shell» está basado en una tecnologíade separación y cultivo de diferentes células de bacterias en proporciones definidas. El gas natural es una primera materia muyinteresante, y tiene la ventaja de que se necesitan prácticamentepocas operaciones de pretratamiento en comparación con otrosprocesos basados en la utilización de otros hidrocarburos.
La fermentación, que se produce a más de 42 °C, permitiráevacuar fácilmente el calor desarrollado en las unidades de producción continua. El cultivo de bacterias se efectúa difundiendouna mezcla metano-aire en la solución acuosa conteniendo amo
níaco, fosfatos y trazas de otros elementos minerales. Se extraede forma continua una espuma que tiene en suspensión de 2 a3 % de células bacteriológicas. Después de su separación, ellicor se devuelve al fermentador, y los productos proteínicos seextraen bajo el aspecto de un queso blanco que se seca posteriormente.
5.7.2.7. Azufre
Finalmente, la extracción del H2S del gas natural de los yacimientos que lo contienen (Gas de Lacq), ha dado lugar al desarrollo de la química del azufre, con la producción de compuestossulfurados que encuentran aplicación en la fabricación de materias plásticas, fibras sintéticas, textiles, alimentos para el ganado,colorantes, odorizantes, etc.

322
5.8.
GAS NATURAL
Gas natural en industrias agrícolasy de alimentación
Las industrias agrícolas absorben más de la mitad de la energía térmica utilizada en este sector, correspondiendo la mayorparte de las necesidades de combustible a las azucareras, destilerías y fábricas de productos lácteos. La principal aplicación delgas en las mismas reside en la producción de vapor yen las operaciones de secado por calentamiento directo.
No parece que las industrias azucareras en España, tanto porsu ubicación —si no están próximas a una red de distribuciónde gas— como por su período interrumpido de actividad, puedanllegar a ser consumidoras importantes de gas natural.
Por el contrario, el gas resulta insustituible en la preparaciónde productos en polvo (leche, café, huevos, etc.) por desecacióndirecta de mezcla de aire y productos de combustión. Tambiénes de gran utilidad para desecación de granos (maíz, trigo, etc.),y deshidratación de productos agrícolas para su conservación(yerba, gramíneas, pulpa de remolacha, maíz, etc.), para la alimentación del ganado.
Al final de una campaña de deshidratación de vanados productos agrícolas, se comprobó un consumo de 231 m* de gas portonelada de producto tratado. Esta cifra, evidentemente, es función del promedio de humedades de los productos a secar.
Las industrias agrícolas y alimenticias, que transforman losproductos naturales dc la agricultura para suministrarlos almercado, están en constante desarrollo.
Dichas industrias utilizan la energía, principalmente con finestérmicos, para las operaciones de secado, lavado, esterilización,torrefacción y cocción.
Los gases combustibles se utilizan mucho en las operacionesbien conocidas de torrefacción y cocción.
El campo de secado resulta particularmente importante parala utilización del gas, por varias razones:
APLICACIONES INDUSTRIALES 323
• necesita grandes cantidades de energía;
• tiene lugar a temperaturas bajas, que permiten con los combustibles gaseosos, rendimientos elevados;
• la tecnología de combustión del gas y de calentamiento defluidos deberá adaptarse a todas las operaciones de secado.
La mayor parte de los vegetales contienen, en el momento desu recolección, demasiada agua para que su conservación seabuena. Es el caso de los cereales como el maíz, por ejemplo, quepuede contener 35 % de agua en promedio y que debe bajarsea 15 % para su comercialización. Otros, como los forrajes, la remolacha y ciertas frutas, se cosechan verdes.
Desde luego, los procesos de fabricación de la industria dealimentación, proporcionan productos acabados secos, partiendo de soluciones acuosas: azúcar, café, té, leche y huevos enpolvo. Igualmente ciertos productos de confitería, como las galletas y los bizcochos, deben secarse en la fase final de su fabricación.
El secado con aporte térmico consiste, generalmente, en hacer circular en contacto con el producto a tratar, aire o gasescalientes. Existen gran variedad de secadores que se pueden clasificar en:
• secadores estáticos, en los cuales el producto tratado estáinmóvil;
• secadores continuos, donde el producto tratado se desplazacontinuamente.
Entre los secados continuos se distinguen los secadores:
• en masa, o de capa gruesa;
• en capa delgada (rotativos, de tapiz, etc.) para los productossólidos;
• de pulverización, para el tratamiento de líquidos, tratándoseentonces de una evaporación casi total.
El coste de la operación es función de las inversiones a efectuar y del consumo de gas, el cual toma una importancia creciente a causa del aumento del coste de la energía.

324 GAS NATURAL
Los secadores de aire caliente tienen rendimientos térmicosque dependen de la naturaleza del producto tratado y de las técnicas utilizadas, y están situadas en la gama del 40 al 80 °/o.
Para mejorar los rendimientos se recomiendan varias disposiciones:
• controlar con precisión la operación;
• utilizar el aire a la mayor temperatura posible;
• reciclar el aire cuando está poco saturado;
• recuperar el calor latente de condensación del vapor de aguaextraído.
En la industria de la alimentación se nos ofrecen dos actividades en las fábricas de galletas, bizcochos, pastelería y pan,donde el gas se emplea en la calefacción de los hornos o en secadores para el secado y ahumado de jamones, salchichas y charcutería, y en las fábricas de pastas alimenticias, fábricas de conservas, cerveza, etc., donde se requiere el suministro de vapor ode agua caliente.
Ejemplos:
A) Secado de granos en calentamiento directo con gas
Una instalación de almacenamiento de granos de 413 000quintales de capacidad, conteniendo más de un 50 % de maiz,alrededor de 20 % de colza y 20 % de trigo, somete a dichos granos a un secado antes de su almacenamiento para evitar su alteración por oxidación y fermentación alcohólica.
El maíz de cosecha normal no sobrepasa normalmente el 15 %de humedad y, en este caso, se almacena sin secado térmico consólo una ventilación adecuada.
En el caso dc mayor humedad —maíz cosechado mecánicamente que puede contener hasta un 30 o 35 %— necesita un secado previo a su almacenamiento. A su recepción se le debesometer a una ventilación sin calentamiento, seguido inmediatamente de un secado térmico por aire caliente, con objeto de llevar su humedad a un 15,5 %.
=1
APLICACIONES INDUSTRIALES 325
Para el trigo y la cebada hay que disminuir igualmente la humedad, si es necesario hasta un 16 °/o. Para la colza, por el contrario, se procede al secado térmico si la humedad inicial sobrepasa un 10 °/o, para reducirla a 8 %.
La instalación de secado consta de dos secadores idénticos.Cada secador vertical de aire caliente, proyectado para tratarprincipalmente el maíz y accesoriamente los otros cereales, es decalentamiento directo por gas con quemador en la corriente deaire.
El caudal total de aire por secador es de 144 000 m3/h, de loscuales 12 000 m3/h son de aire de enfriamiento no calentado, y132 000 m3/h son de aire caliente saliendo del generador a 105-110 °C. La mezcla del aire de enfriamiento (que se precalienta enla parte baja del secador a expensas del calor de los granos quese descargan) con el aire caliente del generador, se encuentra a97-100 °C a la entrada del secador. Los secadores trabajan endepresión con aspiración a través de la columna de granos. Sondel tipo de 2 pasos de aire y éste sale por su parte superior a30-32 °C.
Los granos se desplazan verticalmente a velocidad constante,pero de forma cíclica, con alternancia de períodos de descenso yde paro obtenidos por un dispositivo rotativo apropiado. Estedispositivo es el que regula el secado en función de la humedadinicial del grano. Cada secador está equipado con un separadorde polvo multiciclón conteniendo 140 ciclones.
La calefacción directa de cada secador se obtiene por mediode un quemador rampa en corriente de aire de 3200 termias/hEl gas llega a 4 kg/cm2, y se reduce su presión a 3000 mm c.a. enla cámara receptora para alimentar después el equipo de calentamiento, el cual consta de: válvula manual de cierre, reguladorfinal de presión a 100 mm, salida para llama piloto, válvula desegundad electromagnética de rearme manual, salida eventualsegunda válvula de seguridad electromagnética y válvula modulante dc regulación.
La regulación de temperatura es progresiva y accionada porun termopar, colocado directamente en el secador; la marchadel quemador se regula por mediación del motor de la válvulade modulación.

326 GAS NATURAL
Debe observarse que los secadores de fuel-oil, que necesitanun intercambiador de calor, se regulan únicamente para todo opoco.
La regulación del descenso del grano en función de la humedad se hace cíclicamente por la relación de períodos de descensoy paro. Los métodos modernos de recogida de cereales dan granos todavía húmedos, que hace falta secar para llevar la humedada su valor preciso, el cual permita su buena conservación y cumpla las condiciones contractuales dc venta en el mercado nacional y extranjero.
El gas natural permite el calentamiento directo del aire de secado en buenas condiciones de higiene, seguridad y economía deexplotación, utilizando los quemadores en corriente de aire. Estesistema tiende a sustituir los antiguos sistemas a base de cambiadores de calor, indispensables con los otros combustibles,con objeto de evitar así la polución de los productos tratados.
B) Cocción de bizcochos y pastelería industrial
Un grupo importante de la industria pastelera, especializadoen la producción de bizcochos y artículos cocidos a base de harina, empica 1 350 personas y asegura una producción anual de22 000 t.
La cocción de bizcochos se realiza en dos hornos continuos de
106 m de largo cada uno, cuya zona de calentamiento es de 80 m.La producción anual de estos dos hornos es de 10 000 I, es decir,alrededor de 1 300 X 10'1 piezas.
La harina se suministra por camiones cisterna a razón de 25a 30 t/día. Se aspira de los camiones mediante tubería y se almacena en silos. La materia grasa se suministra en estado líquido yse almacena en depósitos, mantenida a 45 °C. El azúcar y la lechefresca se utilizan cada día a razón de 6 l y 2 500 I, respectivamente.
Cada horno está constituido por una caja metálica calorifu-gada, dc doble envolvente, por el interior de la cual se desplazauna cinta de lela metálica continua, cuyo circuito de telonio pasabajo la caja de cocción. La zona de cocción mide -O »n de largo
"""""I
APLICACIONES INDUSTRIALES 327
y está equipada con 200 quemadores de rampa situados debajo yencima de la cinta de transporte, repartidos en intervalos crecientes desde la entrada a la salida. La curva de temperaturasestablecida por los servicios técnicos está controlada a ± 5 °C.La temperatura media se sitúa hacia los 180 °C.
Cada rampa de quemador está alimentada por un venturi ainducción atmosférica, y está provista de 80 mecheros multi-llama.
La curva de temperatura propia de cada variedad del productose obtiene por el encendido o apagado de cierto número de quemadores. La temperatura de cada zona se lee sobre indicadorescolocados en las paredes laterales del horno.
En caso de fallo de la corriente eléctrica, la seguridad estágarantizada por el cierre de una electroválvula colocada sobre laconducción de gas. El encendido de Jos quemadores se hace amano, con una antorcha de gas.
Los datos de explotación son los siguientes:
Horario de trabajo: 2 o 3 turnos por díaTiempo de puesta en régimen: 60 a 90 minTemperatura de trabajo: 180 °CVelocidad dc paso: 15 m/minDuración de la cocción: 4 a 6 min
Producción horaria: 1000 kg por horno
Las ventajas obtenidas con el empleo del gas han sido: estabilidad y calidad de los productos obtenidos, automatismo ycontinuidad de la fabricación, limpieza del material y del lugarde trabajo y, finalmente, un mayor silencio en las instalaciones.
C) Calentamiento directo para la fabricación de leche en polvoy producción de vapor
La cooperativa en cuestión recoge diariamente 340 000 1 deleche. Parte de la misma, destinada a la venta, se pasteuriza ydistribuye no acondicionada en la región. Otra parte se transforma en leche en polvo. Se producen 3 t de mantequilla por hora yse fabrica un alimento para el ganado constituido por leche descremada, reengrasada y adicionada de vitaminas y complejos minerales.
328 GAS NATURAL
El gas se utiliza en una caldera mixta gas-fuel para la producción de vapor; y también la producción directa de aire caliente porquemador en corriente de aire para la fabricación de leche enpolvo. El quemador en corriente de aire (es decir, mezcla deaire y de productos de combustión) está constituido por un conjunto de rampas de gas de una potencia total de 4 000 termias/h,y lleva 6 ramas verticales y 2 ramas horizontales, cuya longituddesarrollada es del orden de 13 m.
Este equipo está provisto de dispositivos completos dc regulación y de seguridad. El circuito dc alimentación dc gas del quemador tiene una válvula dc seguridad electromagnética de rearmemanual y una válvula motorizada de regulación. También tienedos manostatos de seguridad, uno de mínima presión de gas yotro de máxima.
El quemador está equipado de un piloto permanente de encendido eléctrico por chispa. La detección de llama se efectúa mediante un electrodo de ionización conectado a un armario-progra-mador.
La válvula dc seguridad conectada al detector dc llama, a losdos manostatos de presión de gas, a los motores dc los ventiladores de la corriente de aire y al motor de los extractores, asícomo al motor de la bomba de alimentación dc leche, de formaque dicha válvula cierra el paso de gas cuando:
® se apaga fortuitamente cl gas;
• hay falta o exceso de presión del gas;
• fallan o se paran los motores de los ventiladores y extractores;
• se para la bomba de alimentación de leche.
5.9. Gas natural en la industria textil
En la industria texlil la utilización de vapor de agua o dc aguacaliente, representa el 90 % de las necesidades térmicas, entrelas que se incluyen las correspondientes a la calefacción y humi-dilicación de naves v locales.
APLICACIONES INDUSTRIALES 329
Independientemente de las ventajas deque puede beneficiarsela industria textil con el empleo del gas natural como combustible para los casos citados, describiremos a continuación algunosde los procesos de transformación de dicha industria que utilizan la combustión directa de gas natural.
5.9.1. Chamuscado de hilos y tejidos
El tratamiento más difundido por acción directa de la llamaes el chamuscado que, al eliminar la pelusa de las fibras, contribuye a lograr una superficie más uniforme, más brillante y conmejor presentación.
Los quemadores para chamuscado de hilos se reducen a unacámara de combustión cilindrica por cuyo eje pasa el hilo. Lasmáquinas de chamuscado de hilo están equipadas con un grannúmero de quemadores dispuestos en paralelo. Deben alimentarse con una mezcla de aire y gas en quemadores de aire inductory gas inducido, o en máquinas mezcladoras. El consumo de gasvaría de 40 a 90 kJ por km de hilo, en función del peso del hilo(10 a 50 g/km), de su velocidad (350 a 800 m/mn) y de la producción horaria (20 a 50 km de hilo/h).
El quemador clásico para chamuscado de tejidos consiste enuna cámara robusta, de longitud no inferior a la anchura de lapieza a tratar, alimentada por una premezcla de aire y gas Elquemador se dispone perpendicularmente al tejido, produciendouna llama que choca contra su superficie. La velocidad del tratamiento depende del peso del tejido y de la calidad deseada. Paratratamientos corrientes sobre tejidos de 1,70 m de anchura elconsumo resultante de gas natural por kilogramo de tejido tratado oscila alrededor dc 0,05 termias para tejidos pesados v de0,1 termias para tejidos ligeros.
5.9.2. Abrasado
Un resultado análogo al del chamuscado se obtiene al sometera los tejidos al contacto de placas metálicas calentadas al rojopor quemadores a gas natural, de pequeña potencia, distribuidosdebajo de las placas.

330 GAS NATURAL
5.9.3. Secado mediante cilindros
Existen en la industria textil diversos tipos de secadores que,al entrar en contacto con cl producto a tratar, determinan lapérdida dc la humedad de ésle. Estos cilindros pueden calentarse mediante quemadores rampa a gas natural, dispuestos según su eje, bien sea directamente o bien por mediación de unacamisa de agua que asegure una homogénea repartición de latemperatura sobre la superficie del cilindro.
5.9.4. Presecado por radiación
Los paneles radiantes a rayos infrarrojos son utilizados frecuentemente como complemento de las operaciones dc presecadoen máquinas generalmente provistas de otro sistema de calefacción. Este equipo complementario resulta útil bajo un dobleaspecto:
• aumenta la capacidad de producción de un material en explotación;
• permite obtener este resultado sin aumentar la carga de lafuente de energía existente, en la mayoría de los casos ungenerador de vapor.
5.9.5. Polimerización
El calentamiento por radiación ha sido aplicado con éxitoa máquinas de polimerización de apresto o resinas pigmentarias.
Los polimerizadores comprenden una sección de calentamientopor radiación en la cual el tejido es llevado a la temperatura detratamiento en dos o tres segundos; a continuación viene unazona de mantenimiento de la temperatura conseguido por convección a través de los productos de combustión y, por último,la polimerización concluye en la parte alta del polimerizador,cuya temperatura es regulable.
5.9.6. Secado por convección
La convección natural consiste en utilizar directamente el calor de los productos de combustión procedentes de quemadoressituados bajo el tejido a una distancia suficiente para evitarsobrecalentamientos locales. Los productos de combustión se
APLICACIONES INDUSTRIALES 331
mezclan con el aire y calientan por convección los productos atratar.
Este sistema se utiliza en algunas máquinas Rame, de velocidad de tratamiento relativamente baja, que justifica este dispositivo sencillo pero suficiente para su capacidad de producción.
5.9.7. Máquina Rame
Una máquina Rame a convección forzada se compone de varios comportamientos idénticos, de una longitud aproximada de3 m, incluyendo cada uno su propio dispositivo de calefaccióny ventilación. Las máquinas Rame asocian al efecto térmico unaacción mecánica de estirado transversal del tejido, cuyos bordesse sujetan lateralmente mediante unas pinzas arrastradas por doscadenas sin fin, que permiten la traslación del tejido en un planohorizontal.
La zona de combustión del gas se encuentra siempre en depresión con respecto al recinto calentado, depresión motivadapor los ventiladores dc barrido. La combustión se realiza, biensea en el interior de tubos perforados de acero refractario obien directamente en una vaina de aspiración de aire fresco yatmósfera rcciclada.
Existen dispositivos especiales que permiten efectuar el calentamiento directo o indirecto a voluntad del utilizador. Un registro especial permite evacuar los productos de la combustiónal exterior, a través de una chimenea, o bien introducirlos, totalo parcialmente, en el interior de la Rame.
La potencia térmica requerida varía entre 120 y 200 termias/hpor compartimiento, según sean los tratamientos a realizar y clpeso por metro del tejido a tratar. Se consigue dicha potenciapor medio de un número variable de quemadores, así como pordistintos sistemas de alimentación. La regulación automáticadc la temperatura se realiza individualmente para cada unode los compartimientos a través de las indicaciones de un detector situado generalmente frente a los ventiladores de barrido.
Las ventajas del calentamiento directo a gas natural son deorden técnico y económico.
332 GAS NATURAL
1) Ventajas de orden técnico:• Espacio reducido: el espacio en una Rame para la cá
mara de combustión de gas es mucho menor que el del intercambiador correspondiente, lo cual facilita la adaptación de equipos de calefacción directa a gas en los aparatos existentes.
• Gran flexibilidad térmica: la instalación de potencias caloríficas altas, unido a la baja inercia térmica del dispositivo dc calentamiento, permiten obtener una rápida variación de temperatura en la cámara de tratamiento, disminuyendo con ello los riesgos de deterioro de tejidos.
• Simplicidad de construcción y funcionamiento; la construcción de los aparatos se simplifica por la supresión devainas, chimeneas, intercambiadores, etc., necesarios enel calentamiento indirecto.
2) Ventajas de orden económico:• Gastos de inversión reducidos: la simplicidad del proce
dimiento permite reducir notablemente los gastos, tantoen la adquisición de nuevos aparatos como en la adaptación de los existentes.
• Gastos de mano de obra bajos: los gastos de explotaciónimputables al calentamiento a gas son prácticamente nulos, en razón del automatismo de los equipos.Consumo reducido: el consumo de combustible es extremadamente reducido, ya que los productos de la combustión del gas contribuyen íntegramente al calentamientode la máquina.Gastos de entretenimiento mínimos: los gastos de entretenimiento de los quemadores son prácticamente nulos, así como los de limpieza y conservación de las partesmecánicas internas del aparato, debido a la combustióncompleta del gas.Mejora de la productividad: la potencia y baja inerciatérmica dc los equipos dc calentamiento directo a gas permiten variaciones rápidas dc temperatura, reduciéndoselos tiempos muertos que separan las operaciones sucesivas efectuadas a distintas temperaturas, pudiéndose incrementar cl número de tratamientos durante una mismajornada.
9
9
APLICACIONES INDUSTRIALES 333
Ejemplo: Tratamiento de textiles
Los textiles de todas clases, naturales, artificiales y sintéticos, excepto la lana, son tratados en una planta donde se procedea su blanqueo, tinte y apresto. La capacidad de tratamiento esde 500 piezas de 100 m de longitud por día.
El equipo está diversificado en función de los tratamientosrealizados, y los aparatos están calentados con vapor, electricidad y gas natural. Aparte de las instalaciones de lavado y tinte,que no describimos aquí, la fábrica está provista de los elementos térmicos siguientes:
1 máquina Rame de calentamiento mixto vapor y gas;1 «Hot-Flue» calentado por vapor y electricidad;1 presecador calentado por gas mediante paredes radiantes.
Finalmente citaremos otros diversos materiales calentadospor gas, pero de menor importancia: 2 mercerizadores, 1 estampadora, 1 flameadora.
Vamos a discutir someramente la Rame y el presecador.
La Rame está formada por la yuxtaposición, en longitud, decuatro compartimientos idénticos. El primero está calentado sólopor vapor, mientras que cada uno de los tres siguientes está equipado, a la vez, de tubos de vapor con aletas y de quemadores degas.
Para el secado hasta 160-165 °C el calentamiento se hace sólocon vapor, pero para los tratamientos térmicos de fibras sintéticas hasta 220 °C, el calentamiento es mixto: vapor y gas. Elcalentamiento únicamente con vapor puede evaporar 810 kg/h.
La Rame trabaja por convección forzada de aire caliente o,en la marcha mixta, por una mezcla de aire caliente y productosde combustión de gas. Cada compartimiento está equipado de 8ventiladores dc reciclado, a razón dc 4 por cada lado (fig. 103),montados sobre un eje único y accionados por un motor de velocidad de transmisión por polea. Cada compartimiento lleva dospuntos de extracción, a excepción del primero, que lleva solamente uno. Los ventiladores de reciclado descargan sobre uncambiador dc calor formado por tubos de aletas, por las cuales

334 GAS NATURAL
circula el vapor. La corriente de aire pasa después por un conducto formando cámara de combustión del quemador, mezclándosecon los productos de combustión de éste.
Entradadeltejido
Vapor Vapor + gas Vapor + gas Vapor -!• gas
Fig. 103.— Esquema de la Rame con indicación del sistemade calentamiento y situación de los puntos de extracción.
Salidadeltejido
Cada uno de los tres últimos compartimientos de la Rameestá equipado de dos quemadores antorcha, colocados cada unoen la cámara de combustión por donde circula el aire de reciclado. La potencia total del equipo térmico de gas es de 360termias (calculado en P.C.I.).
Cada quemador antorcha está alimentado con premezcla dcaire y gas, producida en una máquina mezcladora. El quemadorse enciende por un piloto alimentado igualmente con premezcla.Este piloto lleva un lermopar de detección de llama que actúasobre la válvula de mando electromagnético de la válvula neumática de seguridad del circuito del quemador (fig. 104).
La válvula motorizada de regulación de mando electromagnético está accionada por un galvanómetro indicador y reguladorde temperatura, conectado a un lermopar situado en el conductode aire, después del quemado! que, por diferencia -mi una lem-
1
APLICACIONES INDUSTRIALES 335
peratura de consigna, permite la regulación en tres etapas: todo,progresivo y nada (paro de quemadores). Dicha válvula motorizada está situada en el circuito de aire del quemador, y la presión del aire detrás de dicha válvula actúa sobre una válvula neumática de regulación situada en el circuito de gas. El funcionamiento del quemador está supeditado al de los motores de losventiladores de extracción y a la presión de alimentación de gasdetectada por un manostato de máxima y mínima.
Válvula motorizadade regulación
Aire 50 mbarAire del piloto
Gas
Regulador de caudalPilotoalimentadocon premezcla
Válvula neumáticade regulación necionadapor aire comprimido
Caja de mezcla DJ
iiiinmii iiiiiniiniiiiiiiiiiiiiiii^Quemadoralimentado conpremezcla•H
Regulador de caudal
Válvula neumática deseguridad Kromschróder
Fig. 104. —Esquema de alimentación de aire y de gasde un quemador de Rame.
•MGas del piloto
Aparte dc la regulación de temperatura utilizada en el calentamiento mixto vapor y gas, la Rame está equipada de un sistema de regulación de la velocidad de paso del tejido, en función de la humedad residual a la salida, y que funciona inclusoen el caso de calefacción sólo por vapor. El órgano detector esun psicómetro palpador que mide la resistividad eléctrica deltejido húmedo actuando sobre un motor de velocidad variableque permite una variación de paso entre 20 m/mm y 100 m/mm,con aceleración lenta y desaceleración rápida.
El presecador colocado antes de la «Hot-Flue» permite bajarla humedad del tejido de 100 a 30 %y tiene una capacidad deevaporación de 180 kg de agua por hora.

—1
336 GAS NATURAL
Completamente calentado por gas, el presecador está equipado con 56 paneles radiantes. La transmisión de calor se efectúa en su mayor parte por radiación infrarroja, pero tambiénen parte por convección del aire caliente y de los productos decombustión del gas. Estos últimos se evacúan mediante un ventilador de extracción.
La velocidad de paso se regula en función de la de paso porla «Hot-Flue». La regulación de temperatura se hace por «todo opoco», en función de la medición de temperatura del aire caliente por termopar, que acciona una válvula de mando electromagnético sobre un by-pass de la alimentación en gas de los panelesradiantes.
La llegada del gas está condicionada al funcionamiento delextractor. Los paneles se encienden por resistencias eléctricas yno llevan detector de llama.
5.10. Gas natural en la industria de la madera,papel y cartón
En las factorías de la industria maderera, del papel y del cartón, la mayor aplicación del gas natural se encuentra en la producción de vapor. También se emplea para la producción de airecaliente de secado, por mezcla directa del aire con los productosde combustión.
En las fábricas importantes de pasta de papel la produccióndevapor seencuentra ligada a la producción de energía eléctrica,generando el vapor a alta presión, que es utilizado en turbinaspara producir electricidad y, a continuación, a la salida de lasturbinas, se utiliza todo su calor para los procesos térmicos de laindustria. El empleo del gas como combustible, manteniendo unbuen rendimiento térmico, permite reducir las cantidades deaire de combustión de los humos, con lo que los ventiladores deaire y aspiradores de tiro resultan de dimensiones más reducidas.
En los aportes caloríficos de las papeleras, tanto para la preparación de la pasta como en las máquinas de fabricación depapel, es decir, en todos los procesos de producción, el gas natural encuentra aplicación para:
1
APLICACIONES INDUSTRIALES 337
• la alimentación de las calderas de la central de vapor;
• la alimentación mixta de la caldera de licor negro;
• la alimentación del generador de gases calientes para el secado.
En determinados sistemas de calefacción y secado se utilizatambién el gas en paneles radiantes, con objeto de aumentar lavelocidadde secado de las máquinas de fabricación de papel. Unainstalación de este tipo permite, con una pequeña inversión,aumentar la producción de una maquinaria muy costosa, incrementando consiguientemente su rentabilidad.
Los problemas que presenta el encolado del cartón, así comoel secado de diversos productos con que se recubren ciertos papeles para aplicaciones concretas (papel «couché», papeles pintados, papel alquitranado, etc.), permiten soluciones muy interesantes con el gas, en especial haciendo uso de la radiación infrarroja.
Ejemplos:
Secado continuo de papel pintado
El proceso de fabricación parte del principio de una bobinade papel que se desarrolla y se somete a dos tratamientos sucesivos:
• aplicación de una primera capa, que consiste en depositar unadelgada capa de carga y de cola, variable según la calidad delpapel; el papel se calienta a continuación por dos paneles radiantes de gas;
• aplicación de una segunda capa, siempre sobre la misma cara,cuyo espesor es regulado por un «cuchillo de aire».
Este dispositivo consiste en una rampa con una delgada ranura del ancho del papel. Una turbina suministra el aire necesarioa la formación del chorro que choca contra la capa aplicada, eliminando así el excedente del producto.
La segunda capa es una emulsión vinílica o acrílica destinada a asegurar la protección del papel y su lavabilidad. El papelasí tratado pasa a continuación a una estufa continua, donde se

338 GAS NATURAL
precalienta, antes de su entrada, por medio de 5 paneles radiantesde gas, y luego se seca en la estufa mediante la circulación de gases calientes a temperatura del orden de 180 a 200 °C.
La figura 105 representa esquemáticamente el principio defuncionamiento de la estufa:
1. Ventilador.2. Termostato.3. Quemador lateral4. Ventilador.5. Extracción gases calientes.6. Deflector.
7. Toma de extracción gases calientes.
8. Difusores.9. Calorífugo.
10. Ventiladores de enfriamiento.11. Papel.
Batería dc paneles radiantes.12
Fig. 105. — Esquema de funcionamiento de la estufa Sat.
La entrada y salida del papel están situadas en el lado opuesto a la cámara de combustión. La entrada del papel se efectúapor la parte superior y la salida por la inferior.
La estufa tiene 7 m de longitud útil, y es una estufa de convección forzada de doble paso superpuesto, que permite tratarpapeles de 0,60 m de ancho. El chasis es metálico y el cuerpo dechapa con un calorifugado clásico. El desplazamiento del papelen la estufa está asegurado por unos rodillos.
El papel se seca por convección forzada, por medio de unamezcla de aire caliente y productos de combustión de gas producidos en una cámara de combustión situada en el extremoopuesto a la entrada.
~~=!
APLICACIONES INDUSTRIALES 339
Dos ventiladores de 11 000 m3/h cada uno, colocados uno enla parte alta de la estufa y otro en la parte baja sobre el ejevertical del quemador, aspiran y reciclan en la estufa la mezclade aire caliente y de productos de combustión, cuyo recicladoestá regulado manualmente por un registro. Una pantalla de chapa asegura el aislamiento térmico entre el paso del papel y lacámara de combustión. El aire caliente o mezcla se reparte pormedio de unos difusores regulables, colocados uno encima y otrodebajo del papel a tratar. La evacuación de los gases calientesse realiza por dos chimeneas colocadas igualmente una en laparte superior y otra en la inferior de la estufa.
El quemador es del tipo «monobloc» de 45 termias/h, y suencendido se efectúa por un piloto permanente.
El funcionamiento de la estufa es automático. Tres motores,con variador de velocidad incorporado sincrónico, aseguran lacirculación del papel por la estufa. La regulación de la velocidadde circulación se efectúa en función de la humedad del papela la salida de la estufa, siendo medida por el paso de una corriente de baja tensión sobre un rodillo palpador qué actúa por intermedio de un psicrómetro.
Si el papel es demasiado seco, los motores se aceleran y lavelocidad de paso del papel aumenta. Por el contrario, si el papel es demasiado húmedo, los motores giran más lentos y lavelocidad de paso del papel disminuye. Además, el operador dispone de un medio de regulación de la calefacción por panelesradiantes que completan la regulación de circulación del papel.
La regulación de la temperatura en la estufa se hace por «todoo nada», mediante un termostato que limita la temperatura dela cámara de combustión a 300 °C, como máximo. La seguridaddel funcionamiento del quemador se garantiza por un detectorde llama tipo electrodo de ionización, colocado sobre el pilotopermanente del quemador. El quemador está supeditado al funcionamiento de los tres motores de arrastre del papel, de formaque en casos de eventuales incidentes de fabricación y paro delos motores de arrastre, se cierra la válvula electromagnética deentrada de gas al quemador y éste se apaga. La instalación secompleta con un timbre de alarma.
1
340 GAS NATURAL
La duración del tratamiento para la impregnación de las doscapas, en paso continuo, es de 20 s por 14 m de papel tratado.Esta longitud corresponde al paso ida y vuelta en la estufa porlos paneles radiantes, y no supone más de 25 m/min cuando no seutilizan los paneles radiantes. Esta estufa permite las siguientesvelocidades de evaporación: 90 l/h, con precalentamiento, y60 l/h, sin precalentamiento.
5.11. Gas natural en utilizaciones diversas
Aparte de Jas utilizaciones del gas natural en las distintasramas industriales que hemos descrito, el gas natural encuentraaplicación en una serie de utilizaciones específicas, que podemosagrupar como sigue:
• Calentamiento directo
• Calentamiento indirecto
• Operaciones térmicas específicas.
5.11.1. Calentamiento directo
El calentamiento directo puede consistir en el calentamientodel aire por combustión de gas en su corriente, obteniendo unamezcla de aire y productos de combustión a la temperaturadeseada, o en el calentamiento directo, por gas, de líquidos ode productos (contenidos en hornos sin mullas).
Debemos señalar especialmente el desarrollo rápido y reciente de operaciones térmicas fundadas en la técnica de los quemadores de gas en corriente de aire.
Los quemadores en vena o corriente de aire deben respondera ciertos criterios, entre los cuales es necesaria una combustiónperfecta completa a cualquier régimen dc marcha, los productos de combustión deben ser compatibles con las no. mas de higiene en el caso de secado de cintos productos alimenticios vcon las exigencias de seguridad en el caso de ventilación de'"cales.
APLICACIONES INDUSTRIALES 341
Las principales ventajas de esta técnica son las siguientes:
• inversiones inferiores a cualquier otra solución-vapor tributaria de una central de vapor;
• rendimiento térmico elevado y sin pérdidas en el transportedel fluido;
• funcionamiento posible a temperaturas más elevadas que conel vapor;
• posibilidad de aumento y mayor homogeneidad de la transmisión de calor respecto a los producios a tratar;
• control de temperaturas más exacto y posibilidad dc modificación de temperaturas más rápida durante el ciclo;
• espacio compacto reducido.
Entre los procesos de calentamiento directo por quemadoresen corriente de aire, podemos señalar:
a) Ventilación atemperada de locales industriales
Frecuentemente, los procesos de Fabricación son una fuenteimportante de polución del aire en los locales industriales. Estetipo de contaminación, cuyas posibles causas son múltiples, sepresenta en numerosas actividades de la industria.
En todos los casos, es necesario reemplazar el aire viciadopor otro fresco mediante una ventilación adecuada. En ciertoscasos, se quiere renovar 10 veces el volumen de los locales porhora. En la práctica, lo corriente hasta ahora era evacuar elaire viciado dejando que su renovación se efectuara de modonatural por los orificios del local, cuyas dimensiones y situaciónno fueron previstas para tal función.
La solución racional consiste en prever unos dispositivos queaseguren la admisión artificial y canalizada de aire fresco. Puesto que no sería aceptable, en invierno, introducir grandes cantidades dc aire del exterior a temperaturas muy bajas, la instalación debe completarse con un sistema dc calentamiento dcdicho aire hasta una temperatura por lo menos igual a la quereina en el local.

1
342 GAS NATURAL
El interés del calentamiento directo por gas en vena de aireradica en que su rendimiento es del 100 %, ya que todo el calordesprendido en la combustión se encuentra en la mezcla de airey productos de combustión. Sin embargo, esta técnica de ventilación excluye toda posibilidad de reciclaje y, por tanto, comosistema de calefacción puede resultar costosa. En Estados Unidos, Inglaterra y Bélgica existen reglamentaciones al respectoprecisando las proporciones de compuestos nocivos de la combustión, a fin de no perjudicar la salud de las personas queocupan el local que se ventila.
Las ventajas del sistema pueden resumirse como sigue:
• economía de combustible de 25 a 40 %,
• reducción del coste de mantenimiento superior al 50 %,
• disminución de 35 a 50 % en la inversión global de la instalación,
• mínimo espacio ocupado y rápida puesta en régimen.
La parte esencial del equipo es el quemador, que debe comprender ciertos dispositivos de seguridad. Sus características deconstrucción sonespeciales, dadas sus condiciones de empleo: enefecto, deben poder asegurar, a todo régimen de marcha de lacorriente de aire, una llama estable y una combustión completa.
Además, diferentes dispositivos de seguridad, de los que citamos a continuación, garantizan y protegen al material y al personal de las consecuencias de incidentes eventuales de funcionamiento:
• detector de llama, a tiempo de respuesta rápida, destinado acortar el gas caso de fallo del encendido o de paro imprevistode la combustión;
• manostato de presión, destinado a mantener cl caudal de gasentre los límites de seguridad impuestos;
• termostato de máxima sobre la temperatura de la mezcla aire-productos de combustión, para evitar todo riesgo de sobrecalentamiento accidental, sea por exceso de gas o por insuficiente caudal de aire;
APLICACIONES INDUSTRIALES 343
• dispositivo de enclavamiento del encendido del quemador, ala puesta en servicio del ventilador de la corriente o vena deaire.
Además de la ventilación de grandes locales industriales, elprocedimiento es indicado para establecer cortinas de aire caliente, para renovación de aire en las cabinas de pintura, paralocales comerciales, etc.
La figura 106 representa una instalación de quemador en corriente de aire.
Toma de aire
ChapasQuemador amovibles Filtros
Registro de aire ParrillaVentiladores . de protección
Fig. 106. —Generador de aire caliente para renovación de aire.
b) Tratamiento de superficies
Las estufas de secado de pintura en marcha continua sonactualmente muy corrientes. La calefacción directa representa,sobre las instalaciones de calefacción indirecta (aire calentadopor cambiador de vapor), una economía de combustible quepuede representar un 45 °/o.
Además, las nuevas técnicas permiten la eliminación total delos efluentes por reciclaje de la atmósfera cargada de disolventes, con recuperación y utilización en la estufa del calor producido en la combustión de aquéllos.

T
344 GAS NATURAL
c) Secado de alimentos, agrícola e industrialEn general, la utilización del secado directo por gas sustituye
al secado indirecto, sea por vapor, sea por combustibles líquidosa través de un cambiador de calor. Se conciben fácilmente lasventajas del secado directo en la inversión, el rendimiento y laagilidad de utilización.
El secado directo por gas en el campo agrícola de la alimentación, aunque muy atractivo gracias a las características constantes del gas, no siempre está autorizado sin restricciones entodos los países.
Este procedimiento encuentra aplicación especialmente parael secado de la malta, la alfalfa y los granos (maíz, trigo, centeno, etc.), e incluso para la fabricación de leche en polvo poratomización en la corriente de aire caliente. Para alcanzar temperaturas de 180 °C a 200 °C, compatibles con las exigencias delsecado por atomización, el vapor, en caso de calefacción indirecta del aire, debe alcanzar presiones del orden de 14 a 20 barias, como resulta del cuadro adjunto:
Temperatura delaire secado
100 °C150 °C200 °C250 °C300 °C
Temperatura delvapor (saturado)
125-150°C175-200 °C225- 250 °C275-300 °C325-350 °C
Presión del vapor(saturado)
1,5- 4 barias8-15 »
25-40 »60-86 »
122 -168 »
Ello implica inversiones muy gravosas, tanto más cuanto sonsuficientes presiones mucho menos elevadas para las otras necesidades térmicas de las instalaciones.
Para esta aplicación es posible obtener economías de un 20 aun 30% en inversiones para caudales de aire de más dc 30000kg/h y rendimientos superiores del 20 al 25 %.
Otro ejemplo interesante es el de fabricación de un concentrado en proteínas a partir de residuos de pescado. A partir deéstos se prepara un hidrolizado dc proteínas solubles, que se precipitan por atomización.
/
APLICACIONES INDUSTRIALES 345
Otros ejemplos son el secado de la malta, los granos y la alfalfa, así como la torrefacción del café y el secado de embutidos.
En el secado industrial podemos citar el secado de ladrillosy piezas cerámicas crudas, en donde el quemador se incorpora ala corriente de los gases y aire procedentes de la combustión enel horno, con lo que, de esta forma, puede recuperarse su calor.Debe también señalarse el secado de textiles estampados y delpapel en curso de fabricación.
d) Incineración dé efluentes
Esta aplicación del gas natural, que se extiende rápidamente,consiste en oxidar completamente y en caliente los efluentes hi-drocarburados procedentes, por ejemplo, de los disolventes, paratransformarlos en gas carbónico y vapor de agua, elementos nocontaminantes.
La incineración se efectúa por combustión directa a 700o-800 °C, o bien por combustión catalítica hacia 350°-400 °C. Estaúltima depende de la posibilidad de envenenamiento del catalizador y de su regeneración. El quemador en corriente de airepermite una homogeneización de temperatura muy rápida al nivel del quemador, de forma que la longitud de la cámara decombustión es menos importante que en otras técnicas, dondela homogeneización tiene lugar en la cámara.
Para contenidos de oxígeno superiores a 18 % en los efluentes, la dilución de los solventes es suficiente para que aquéllos(a menudo a temperatura de 100°C) puedan servir de comburente en la incineración. Para contenidos más bajos, es necesario un aporte suplementario de aire (oxígeno).
Como empleo de incineración de efluentes podemos citar elcaso de las imprentas (offset), de las instalaciones de secado ycocción de lacas, barnices y pinturas, etc.
e) Hornos industriales a fuego directo
La solución del horno muflado, que es absolutamente necesaria en el caso de combustibles conteniendo impurezas susceptibles de alterar la calidad de los productos en curso de tratamien-

1 1
346 GAS NATURAL
to o elaboración, no es necesaria en el caso de combustibles gaseosos exentos de azufre.
La estructura dc los hornos queda notablemente simplificaday disminuida la cuantía de las inversiones. El gas permite disminuir sensiblemente la importancia de las cámaras de combustión, e incluso eliminarlas completamente repartiendo el caudalcalorífico en múltiples quemadores situados en los lugares másfavorables. Es el caso de los hornos túnel de cocción de cerámicay de porcelana a fuego directo, equipados de quemadores múltiples situados en las paredes y en la bóveda, caso que hemos mencionado al tratar del gas natural en esa industria.
Se pueden igualmente adoptar quemadores radiantes a altatemperatura, como los descritos en el capítulo dc los quemadores intensivos, los cuales aportan la energía calorífica a la cargadel horno por radiación, así como quemadores de gran velocidadde salida de los productos de combustión o quemadores «jet»,que activan fuertemente la transmisión de calor por convección.
Otros hornos recurren a técnicas específicas diferentes dc lasutilizadas para otros combustibles, por ejemplo: los hornos dcfusión en metalurgia, la fabricación de hierro Tundido en hornoscuba a gas sin coque, la fabricación de cal, la calcinación a fuego directo, la producción de cromato sódico, cl termofijado y elsecado dc tejidos, etc.
Finalmente, existe en muchos casos la posibilidad dc equiparlos hornos con recuperadores continuos de calor para precalentarel aire, o éste y el gas; están concebidos especialmente para clgas, teniendo en cuenta que sus productos de combustión no soncorrosivos ni cargados de hollín o polvo.
f) Hornos equipados de quemadores de radiación
Aparte de la radiación del recinto o laboratorio del hornollevado a altas temperaturas con quemadores de gas, nos referimos en este apartado a los equipos de calentamiento especiales,concebidos para transmitir el calor por radiación a los productos elaborados. El gradiente importante de temperatura permitealcanzar la temperatura útil de tratamiento muy rápidamente,
D 1
APLICACIONES INDUSTRIALES 347
pero obliga igualmente a determinar con precisión el tiempo necesario para completar la operación térmica.
En general, este tipo de quemadores se utiliza, sobre todo, enlas líneas de tratamiento continuo. Para procesos de temperaturas relativamente bajas (200 a 300°C) existen paneles radiantes(temperatura de emisión de 300 a 900 °C) que se montan alrededor de la cadena de avance de las piezas y se disponen y regulanen función de éste. En este tipo de hornos se recupera a menudoel calor de los productos de combustión, que se ponen en contacto con las piezas a tratar con objeto de aumentar el rendimiento global.
Como ejemplo de estas aplicaciones podemos citar el secadode pinturas sobre metal (muebles metálicos, neveras, industriadel automóvil, etc.) en la industria del papel, en el secado de tintas de imprenta, y en el secado de tejidos Ramel). También sehan obtenido muy buenos resultados en el secado de las piezasde porcelana calibradas, que permiten una cadencia más rápidade la cadena de cocción. Citemos igualmente el calentamientopor infrarrojos de cubas para la fabricación de resinas sintéticas,en donde se calcula un rendimiento térmico doble del obtenido
por medios clásicos dc calentamiento.
Finalmente, ciertos tipos de paneles radiantes de infrarrojosse utilizan para la calefacción de grandes locales. Este sistema,que se sale del cuadro de nuestro estudio, es interesante sobretodo en el caso de locales de altura elevada, mal aislados y malcerrados: naves industriales, iglesias, palacios de deportes, etc.También se utiliza en recintos abiertos al aire libre: terraza de
cafés, campos de deporte, escaparates de tiendas, etc.
g) Calentamiento de líquidos por combustión sumergida
En la combustión sumergida, los líquidos se calientan porcontacto directo con los productos de combustión generados porcl quemador, el cual penetra directamente en el líquido.
El intercambio térmico es tan rápido que los productos decombustión abandonan el líquido por su superficie a la temperatura de este último. Estos productos salen cargados dc losproductos volátiles del líquido. Por el contrario, éste puede di-

r^l •• j
348 GAS NATURAL
solver los compuestos solubles (principalmente el anhídrido carbónico CO2).
Los productos de combustión emergen saturados, puesto quela cantidad de agua de saturación de los productos de combustión aumenta con su temperatura. Ello tiene las siguientes consecuencias:
• a cierta temperatura (55 °C para el gas natural), la cantidadde agua producida por la combustión equivale a la cantidadde agua de saturación. El rendimiento respecto al P.C.I. esdel 100%;
9 a temperaturas inferiores, parte del agua producida por lacombustión se condensa en el baño, recuperándose su calorde vaporización. El rendimiento resulta superior al 100%;
• a temperaturas superiores, se produce el fenómeno contrario.Hay evaporación de agua del baño para saturar los productosde combustión y ello de forma creciente con la temperatura,hasta una temperatura próxima a los 90°C, para la cual todoel calor desprendido por los productos de combustión se emplea en evaporar el agua de saturación. A dicho límite, elrendimiento en relación al P.C.I. es nulo y no es posibleaumentar la temperatura del líquido, por lo que conviene nosobrepasar los 80°C si se desea conservar un valor aceptabledel mismo.
Los quemadores de combustión sumergida, de los que existennumerosos modelos y dc los que hemos representado un tipoen la figura 73, se utilizan para el calentamiento de baños dedecapado, para la concentración de soluciones, calentamientode piscinas y de grandes cantidades de agua, producción deatmósferas saturadas de agua, regulación de reacciones químicas, etc.
5.11.2. Calentamiento indirecto
En las operaciones térmicas que no ponen en contacto losproductos de combustión con los productos fabricados, ciertastécnicas son comunes a diferentes combustibles; sin embargo,por otra parte, han nacido nuevas técnicas, derivadas desde suorigen únicamente para los combustibles gaseosos.
APLICACIONES INDUSTRIALES 349
Estas técnicas encuentran aplicación en el calentamiento decubas para el estañado, galvanización, revenido en aceite, cromado, decapado, fosfatado, etc.
También pueden aplicarse en diversos hornos de marchacontinua que han sido proyectados y construidos especialmentepara utilizar gas en las industrias de alimentación, papel, vidrio, etc.
Un crisol para la fusión de metales no férreos permite, conel gas, unas cargas térmicas sensiblemente más elevadas, debidoa que permite una cámara de combustión y unos espacios entreel crisol y el revestimiento refractario más reducidos. Mejor rendimiento térmico y menor rotura de crisoles por golpes de fuego.
Especialmente en cl calentamiento de líquidos pueden emplearse dos sistemas: el calentamiento por el fondo del tanque ocuba y el calentamiento por tubos sumergidos, constituyendo elintercambiador de calor.
a) Calentamiento de líquidos por el fondo de la cuba
En el caso de calentamiento de cubas o marmitas, aun a temperaturas elevadas, se utilizarán quemadores sin mezcla de gasy aire o quemadores con mezcla con proporciones de aire inferiores a los de la mezcla teórica, en los que pueda admitirse enel hogar el aire secundario tomado de la atmósfera. Estos quemadores podrán ser uno o varios con formación de numerosaspequeñas llamas verticales (como en las calderas de calefaccióndoméstica) completamente adaptados a la forma dc cada tanque o cuba. De esta forma se elimina la necesidad de un hogarrevestido de paredes refractarias, como en el caso dc empleo dccomestibles sólidos o líquidos.
En la figura 107 representamos una cuba calentada por elfondo, mediante un reparto uniforme de pequeñas llamas, eliminando el peligro de sobrecalentamiento local, en la que el tirose produce por la suficientealtura de la cuba, y el aire secundarionecesario a la combustión se admite por una serie de orificiosrepartidos bajo la parte inferior del hogar. Los productos de lacombustión circulan por el interior de una doble pared rodeando la cuba y se escapan a la atmósfera sea por orificios practica-

r^^j r~j
350 GAS NATURAL
dos en la parte superior de la doble pared junto con los vapores,captados todos por una campana, sea por una chimenea metálica que los expulsa al exterior. Unos nervios soldados en el fondoy en las paredes verticales de la cuba aumentan los intercambios de calor. La doble pared debe estar calorifugada en sus caras exteriores.
Calorífugo
Aire
Secundario
s=sl
A X A A A X 'l
Fig. 107. —Cuba calentada por el fondo.
La transmisión del ílujo de calor por el fondo del recipientepuede no ser conveniente en según qué operaciones. Así, el zincfundido utilizado para galvanizar, ataca alhierro (aun el ARMCO),sobre todo entre 420° y 480 °C, formando una costra o escoria(zinc duro) conteniendo 95 % de zinc y 5 % de hierro que seadhiere al fondo del baño, constituyendo un obstáculo para latransmisión del calor. Conviene pues efectuar el calentamiento
APLICACIONES INDUSTRIALES 351
lateral de la cuba y evitar éste por debajo del nivel máximosusceptible de alcanzar la costra. Los baños de fosfatación presentan un problema análogo. Los quemadores deberán pues colocarse repartidos a lo largo de las paredes de la cuba.
b) Calentamiento de líquidos por tubos sumergidos
Esta técnica, similar a la de los serpentines de vapor y deresistencias eléctricas sumergidas, en la que la fuente de calorestá colocada en el seno del líquido a calentar, obtiene rendimientos térmicos del orden de 70 a 80 %, muy superiores a los de calentamiento por el fondo, del orden de 45 a 55 %.
Se trata de un sistema de calentamiento interno indirecto,
diferente a la combustión sumergida de calentamiento directo,puesto que no hay contacto entre los productos de combustióno la llama y el medio a calentar. Los productos de combustióndel quemador circulan a través de un tubo sumergido en la cuba,y salen al exterior por el mismo tubo. En lo que concierne a laforma y emplazamiento del tubo, así como al tipo de quemador,pueden adoptarse distintas disposiciones. Lo mismo puede decirse del tiro natural o indirecto de los productos de combustión.
Las características que debe satisfacer un tubo sumergido sonlas siguientes:
• potencia térmica importante para permitir una puesta en régimen de temperatura rápida. Según el tipo de quemador elegido, la densidad del flujo térmico referida a la superficieinterna del tubo va desde 20 a 30 termias/h/m2;
• espacio ocupado reducido, lo que obliga a trabajar a tasasdc transmisión tan elevadas como sea posible;
• facilidad dc montaje. Se pueden utilizar tubos que atraviesanlas paredes de la cuba o, en caso principalmente de cubas nometálicas, tubos apoyados sobre las paredes sin que atraviesen las mismas.
En la transmisión de calor por mediación de tubos sumergidos en el baño, se obtiene una utilización más racional del calor.El empleo de tubuladuras sumergidas permite utilizar quemadores de todas clases para producir cualquier temperatura. Es-

1 1 r****!
352 GAS NATURAL
tos tubos pueden adoptar la forma más conveniente al recipiente o cuba conteniendo el baño a calentar. En la figura 71 delapartado 4.7.5 del capítulo de quemadores hemos representado varias soluciones de calentamiento de baños por tubos sumergidos. La elección de una u otra dependería del problema aresolver: movimiento y circulación de las piezas a tratar, riesgosde choques, deformación de tubos, depósitos en el fondo de lascubas, etc.
En la figura 108 presentamos un esquema de calentamientode baños por tubo sumergido formando bucle, de forma queuna parte de los productos de la combustión pueda reciclarsevarias veces en el circuito. La evacuación de los excedentes seefectúa al exterior por un tramo también sumergido.
Fig. 108.— Cuba calentada por tubo sumergido en bucle.
La ventaja de esa disposición es la mejora del rendimientotérmico, debido a que el reciclado aumenta el volumen de losgases en circulación, y por tanto su velocidad en beneficio de lamejora de transmisión de calor, con una temperatura inferioren la combustión que favorece la buena conservación del intercambiador. La forma de los tubos puede ser cualquiera, así comosu emplazamiento en el baño el más conveniente, por lo que suempleo tiende a generalizarse.
Respecto a los quemadores, se pueden utilizar, según los casos, quemadores atmosféricos o quemadores con aire a presión,que se montan sobre un extremo del tubo. Los quemadores dcantorcha de inducción atmosférica pueden utilizarse teniendo encuenta que sus características de construcción y la presión deutilización permitan cl arrastre dc la totalidad del aire estequio-métrico. Con el gas natural, ello obliga a utilizar presiones delorden dc 1 bar o poner el tubo en depresión, por ejemplo por
-J r—1
APLICACIONES INDUSTRIALES 353
tiro forzado, para facilitar la admisión de aire secundario. Ladensidad del flujo térmico es del orden de 20 termias/h/m2.
Los quemadores de aire a presión, aire inductor/gas distendido, o aire y gas a presión sin mezcla previa, permiten alcanzare incluso sobrepasar una densidad de flujo térmico de 30 termias/h/m2.
Estos quemadores pueden montarse herméticos con el tubo,lo que permite a este tipo de instalación responder a las condiciones más exigentes bajo el punto de vista de la seguridad. Eneste caso, el quemador está equipado de un dispositivo de encendido automático por chispa a alta tensión y de un sistema decontrol de llama.
El tubo sumergido funciona en presión y el conducto de evacuación puede prolongarse estanco hasta el exterior del local oinstalarse sobre la cuba.
Con el empleo de quemadores de alta velocidad o «jet» sehan conseguido elevadas tasas de transferencia térmica, entre40 y 200 termias/h, con tubos de diámetros mucho más pequeños (25-50 mm), con lo que se consigue, además, un considerableincremento del espacio útil de la cuba.
5.11.3. Operaciones térmicas específicas del gas
Se trata de operaciones térmicas concebidas para ser realizadas con combustibles gaseosos y que no son posibles con otroscombustibles.
En el capítulo II (Consideraciones sobre el empleo de gasnatural) ya hemos definido lo que se entiende por «usos específicos del gas», y hemos detallado la serie de operaciones térmicasen las cuales el gas es insustituible o debe tener prioridad. Repetimos aquí las técnicas basadas en la utilización directa de lallama de gas. Estas son:
• Calentamiento directo a la llama de matrices y moldes de fundición.
• Esterilización a la llama de conservas de champiñones en lata,en sustitución del tratamiento clásico en marmita de vapor(autoclaves).

1 1 •—1 r~l
354 GAS NATURAL
• Calentamiento rápido por medio de quemadores llamados dechorro o «jet» de piezas metálicas. Estos quemadores, provistos de cámara de combustión incorporada, expulsan los productos de combustión a gran velocidad sobre las piezas atratar, de forma que aceleran enormemente la transmisiónde calor.
• Temple superficial por calentamiento dilecto de piezas melá-licas al soplete.
• Fabricación de piezas de vidrio por medio de sopletes.
• Flameado y chamuscado de tejidos, torcidos, etc.
• Soldadura de plásticos.
• Oxicorte, soplete de orfebrería.
5.12. Recomendaciones para el control y mantenimientode equipos térmicos industriales utilizando gas
El control y el mantenimiento de los equipos térmicos es muyconveniente y normalmente resulta sencillo.
El «control» tiene por objeto comprobar cl funcionamientoy las condiciones de marcha de las instalaciones. El «mantenimiento» tiene por objeto conservar o volver a poner en buen estado los equipos. Caso de desarreglos o averías, la «reparación»tiene por objeto la sustitución o reparación de las piezas o elementos defectuosos, con objeto de volver a colocar la instalaciónen funcionamiento normal.
El mantenimiento consiste en una serie de operaciones quehay que prever de manera periódica: limpieza, control, comprobaciones, ensayos, mediciones y sustitución normal de piezasgastadas (lámparas, por ejemplo) en vistas al funcionamientoconecto de los equipos.
La reparación es una operación ele carácter ae< id nial v puede pre.senlar.se de improviso.
El mantenimiento tiene carácter preventivo, y en gran medidael buen mantenimiento suprime la reparación. Si aotr.'l se realiza
m 1 1 ?<****§
APLICACIONES INDUSTRIALES 355
periódicamente se evitan generalmente desarreglos accidentalescostosos y generadores de paros prolongados. El mantenimientose admite como cosa normal en toda clase de máquinas, peroen los equipos térmicos parece que a veces se considera comoun lujo.
El quemador y todo el equipo de calentamiento con sus órganos de regulación y de seguridad deben merecer especial atención.
Resulta de gran utilidad para los industriales disponer de lasinstrucciones de los constructvres de equipos térmicos, para laexplotación, mantenimiento y reparación de sus aparatos, asícomo una lista de las piezas de recambio que sea conveniente tener en stock.
Una buena práctica en el control y el mantenimiento de loshornos, calderas y demás equipos térmicos, consiste en asegurarque se cumplen las condiciones de explotación que se establecieron para su funcionamiento, cuyos puntos principales son:• capacidad de producción,
• calidad de los productos,
• rendimiento térmico,
• seguridad de funcionamiento,
• higiene de las condiciones de trabajo,
lo que implica la precisión y regulación de la combustión.
Las causas de posibles desarreglos son múltiples:
• las derivadas de las condiciones de marcha de los quemadores, mecanismos, etc.,
• la obstrucción de filtros, cámaras de combustión, conductos,galerías de humos, etc.,
• las corrosiones químicas, las contracciones térmicas, los desgastes mecánicos,
• el envejecimiento de las membranas de los contadores, reguladores de presión, etc.

"1
356 GAS NATURAL
Es fácil establecer criterios sobre los elementos que hay quecontrolar y cómo debe hacerse su mantenimiento, excepto en loque se refiere a la combustión.
No hay regla general aplicable a cómo debe realizarse la combustión en los equipos térmicos.
Debido a que el contenido de calor en productos de combustión es mínimo para una temperatura determinada, cuando lacombustión se realiza estequiométricamente, es decir, sin excesoni falta de aire, no se obtienen datos de aplicación general quesirvan para buscar cl mejor funcionamiento de un aparato uhorno existente.
En efecto, la composición de los productos de combustiónpuede depender de los efectos químicos particulares que se deseen obtener sobre los productos a tratar (metales, productoscerámicos, decorados, colores, etc.) o corresponder a niveles detemperatura impuestos por los procesos, o resultar de los efectos de dilución por aportaciones adicionales de aire resultantesde la concepción de los equipos.
De la misma manera, la naturaleza de las llamas, unida a laintensidad mayor o menor de la combustión, es función de lastransferencias de calor deseadas, progresivas o localizadas.
En general, todo cl control de la combustión debe referirsea las condiciones particulares propias del equipo examinado, talcomo el constructor lo lia previsto y tal como la práctica de laexplotación industrial lo ha confirmado o ha hecho variar voluntariamente. Cualquier regulación de la combustión que tenga porefecto cambiar la composición dc los productos de combustiónen contacto con las cargas tratadas, los soportes de carga o lasparedes de los intercambiadores de calor, no debe realizarse sino es con la seguridad dc que la modificación de la composiciónes compatible con la calidad de los tratamientos y el comportamiento de los materiales.
Igualmente, las regulaciones que tienen por efecto cambiar lamarcha de la combustión, su intensidad, la forma de las llamas, etc. no deben realizarse si no se tiene la certeza de que lascondiciones de los intercambios térmicos con la carga y los materiales se mantienen rigurosamente o se mejoran.
*| ~^f 1 r~f
APLICACIONES INDUSTRIALES 357
Estas observaciones, enunciadas en forma negativa, podríanhacer creer en una dificultad excepcional en el control y mantenimiento de los equipos térmicos de gas. Pero significan, solamente, que deben evitarse los errores procedentes de intervenciones mal preparadas, fundadas en referencias insuficientes conrespecto al normal funcionamiento de los equipos.
Exponemos a continuación las recomendaciones establecidaspor la «Comisión de las Utilizaciones» de la Association Techni-que de l'Industrie du Gaz (A.T.G.) de Francia, con motivo desu 92.° Congreso. Dicho documento consta de tres partes:
• 5.12.1
® 5.12.2
• 5.12.3
Primera parte: control y mantenimiento corriente delos principales elementos de los equipos térmicos degas.
Segunda parte: reparaciones, casos de avería.
Tercera parte: medios corrientes de control.
5.12.1. Control y mantenimiento de los equipos térmicosde gas
Se presenta bajo la forma de unos cuadros correspondientesa cada uno de los elementos componentes de los equipos:
En la primera columna se detalla el componente objeto delmantenimiento. En la segunda columna se establecen los controles que deben hacerse sobre el componente.
En la tercera columna se detallan los medios utilizados paraestablecer los controles anteriores.
En la cuarta columna se hace referencia a la periodicidad dclos controles.
En la quinta columna se detallan las anomalías eventualesque pueden haberse descubierto con los controles.
Finalmente, en la sexta columna se incluyen las operacionesde mantenimiento que deben efectuarse, para conservar en buenestado los aparatos o para volver a colocarlos en buen funcionamiento.

AUMENTACIÓN DE FLUIDOS
Elemento Control Medio Periodicidad Anomalía eventual Operación de mantenimiento
Canalizaciones Estanquidad
Paso libre
Válvula o gri- Estanquidadfo de regula- externación de caudal
Estanquidadinterna
Puesta en presión 1 añomanómetroAgua jabonosaHelio
CaudalímetroManómetro
1 año
Puesta en presión 1 añomanómetroAgua jabonosaHeüo
Manómetro 1 añc
Libre funciona- Manualmiento de los órganos
1 año
Filtro Estanquidadexterna
Puesta en presión 1 añomanómetroAgua jabonosa
Fuga Localización de la fuga y reparación (elemento de caliza-ción, junta, soldadura, racor,etc.)
Falta de caudal Localización de la obstrucciónFalta de presión (pérdida de carga) y limpieza
o reparación
Fuga Sustitución de juntas o prensa-estopa
Fuga Sustitución de juntas y «cla-pets» internos o sustitucióndel elemento
Imposibilidad de Desatascamiento o sustituciónmaniobra del elemento
Fuga Sustitución de las juntas
ObstrucciónColmatación
VisualManómetro
Filtro gas: Pérdida de presión Limpieza o sustitución1 añoFiltro aire:según situación
AUMENTACIÓN DE FLUIDOS
Elemento Control Medio Periodicidad Anomalía eventual Operación de mantenimiento
Reguladores de Presión de salida Manómetropresión
Estado de lamembrana
Estanquidadinterna
Visual
Manómetro
6 meses
1 año
1 año
Estanquidadexterna
Agua jabonosa 1 año
Libre funciona- Manómetromiento de los órganos
1 año
Mezclador de Composición de la Analizador de gas 1 mesaire y gas mezcla
Perturbación de la Regularpresión de salida
Regulación defec- Sustitucióntuosa
Fuga Limpieza o sustitución del«clapet» y asiento
Fuga Sustitución de las juntas
Regulación defec- Limpieza de los órganos detuosa regulación
Combustión defec- Limpieza y regulación del mez-tuosa clador a partir del análisis de
la mezcla aire-gas y de losproductos de combustión
Ventilador Obstrución del fil- Visualtro o de la parri- ManómetroUa de aspiración Caudalímetro
Estado de las- pa- Manómetrolas Caudalímetro
Según atmósfe- Disminución de la Limpiezara ambiente presión
1 año
Velocidad de rota- Cuenta 1 añoción " velocidades
Disminución de la Limpieza en caso de obstruc-presion ción
Sustitución si es necesaria
Disminución de la Comprobar la tensión de laspresión concas
Comprobar la conexión eléctricaComprobar los rodamientos
tmM
(£Ü
J
tomi
J
Vil
iaÉ
HÉÉ

QUEMADORES Y ELEMENTOS DE CALDEO Y SUS ACCESORIOS
Elemento Control Medio Periodicidad Anomalía eventual Operación de mantenimiento
Tubo inmergí- Estanquidaddo
Visual Según utiliza- Puesta en seguri- Cambio de tuboción dad, fuga de agua,
obturación por elagua.
Limpieza interior Visual Según utiliza- Pérdida de poten- Limpiezación cia
Retroceso de Ha- Regulación del quemadormas
EQUIPO DE REGULACIÓN
Captador de Verificación-con- Visualtemperatura traste del capta- Comparación con
dor aparatos patrónEstado de la funda de proteccióndel caDtador
3 a 6 meses Deterioro del cap- Cambiartador tuosoRegulacióndefectuosa
el elemento defec-
Captador de Paso libre de los Manómetro Según utiliza- Regulaciónpresión conductos del cap- ción defectuosa
tador
Limpieza de los conductos delcaptador
Servomotor Regulación de las Manómetro obielas de acciona- Analizadormiento de las válvulas
Tiempo de respuesta
VisualCronómetro
3 a 6 meses Combustión defec- Regulación de las bielastuosa a ciertos regímenes
3 a 6 meses Tiempo de res- Ajustepuesta demasiadolargo o demasiadocorto
EQUIPO DE REGULACIÓN
Elemento Control Medio Periodicidad Anomalía eventual Operación de mantenimiento
Válvula Libre funciona- Manómetro 3 a 6 meses Defecto de regula- Desatascado, desbloqueado,miento y eficacia Manual ción y (o) de com- limpieza, reparación
bustión
Electroválvula Estanquidad Manómetro 3 a 6 mesesinterna
Fuga Limpieza o sustitución del elemento defectuoso
Regulador de Limpieza de las Manómetropresión tomas de presión
3 a 6 meses Regulacióndefectuosa
Limpieza (ver alimentación defluidos)
Registro de Libre funciona- Visualevacuación de miento y eficacia Manualhumos
3 a 6 meses Sobrepresión o Ajustedepresión anormal
Electrodo de Desgasteionización
Posición
Limpieza
Célula Desgaste
EQUIPO DE SEGURIDAD
Control de la co- 1 mesrriente de ionización por un micro-amperímetro
1 mes
Visual 1 mes
Control de la co- 1 mesrriente por amperímetro o minivol-tímetro
Señal de detección Sustituciónen ausencia de lallamaPuesta en seguridad intempestiva
ídem.
ídem.
Colocación en posición correcta
Limpiarlo
Señal de detección Sustituciónen ausencia de lallamaPuesta en seguridad intempestiva
jfcfcffi
jáálfól
tgi
laüll
llgj'l
I4§!
ImÁ
Mi
tí»
tsü
ni!
I'¡¿lili
i¡íM
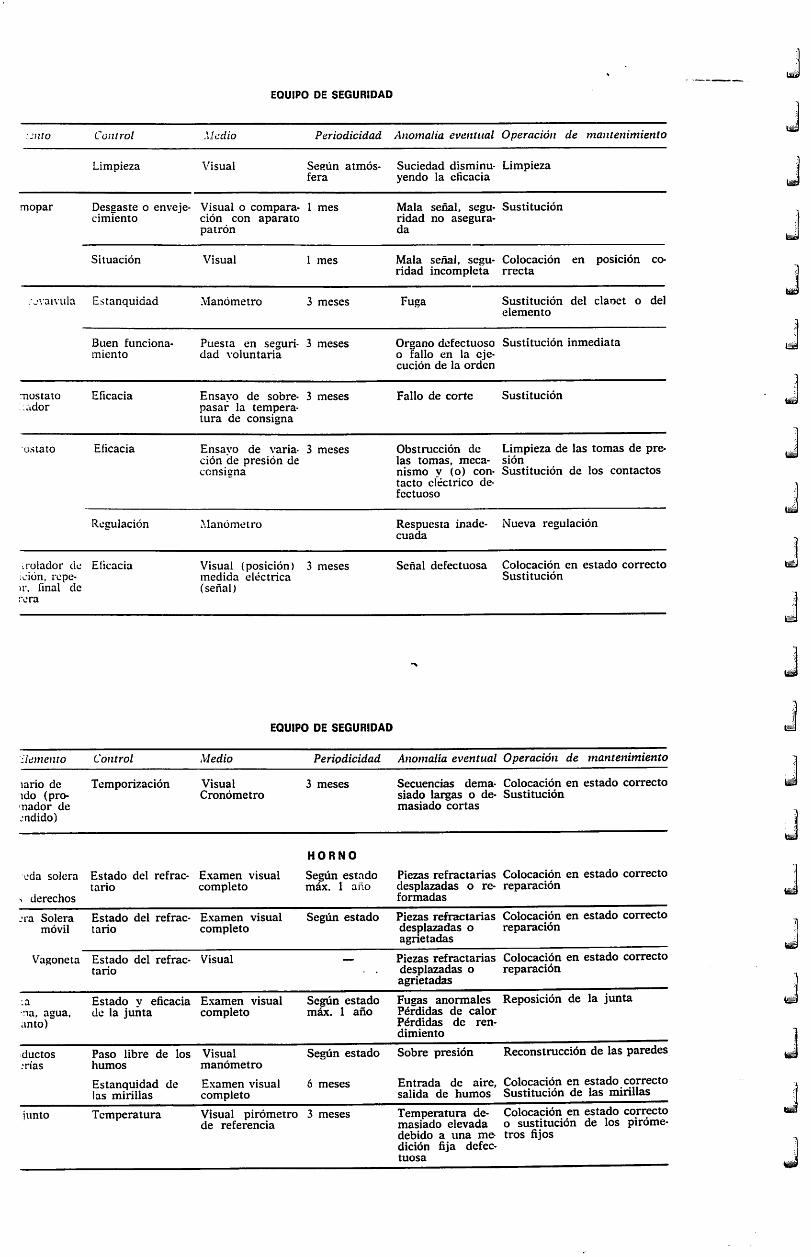
EQUIPO DE SEGURIDAD
•J1U0 Control Medio Periodicidad Anomalía eventual Operación de mantenimiento
Limpieza Visual Según atmósfera
mopar Desgaste o enveje- Visual o compara- 1 mescimiento ción con aparato
patrón
Situación Visual 1 mes
.•jvaivula Estanquidad Manómetro 3 meses
Buen funciona- Puesta en seguri- 3 mesesmiento dad voluntaria
mostato Eficacia;udor
ostato Eficacia
Reculación
irotador de Eficacia¡ción, rope->r, final derera
Ensayo de sobre- 3 mesespasar la temperatura de consigna
Ensayo de varia- 3 mesesción de presión deconsigna
Manómetro
Visual (posición) 3 mesesmedida eléctrica(señal)
Suciedad disminu- Limpiezayendo la eficacia
Mala señal, segu- Sustituciónridad no asegurada
Mala señal, segu- Colocación en posición co-ridad incompleta rrecta
Fuga Sustitución del claoet o delelemento
Órgano defectuoso Sustitución inmediatao fallo en la ejecución de la orden
Fallo de corte Sustitución
Obstrucción de Limpieza de las tomas de pre-las tomas, meca- siónnismo y (o) con- Sustitución de los contactostacto eléctrico defectuoso
Respuesta inade- Nueva regulacióncuada
Señal defectuosa Colocación en estado correctoSustitución
EQUIPO DE SEGURIDAD
'¿lamento Control Medio Periodicidad Anomalía eventual Operación de mantenimiento
íario deido (probador dejndido)
Temporización Visual 3 meses Secuencias dema- Colocación en estado correctoCronómetro siado largas o de- Sustitución
masiado cortas
eda solera Estado del refractario
•> derechos
jra Solera Estado del refrac-móvil tario
Vagoneta Estado del refractario
.a Estado y eficaciana, agua, de la juntaanto)
ductos Paso libre de los.rías humos
Estanquidad delas mirillas
junto Temperatura
Examen visualcompleto
HORNO
Según estadomáx. 1 año
Examen visual Según estadocompleto
Visual
Examen visual Según estadocompleto máx. 1 año
Visualmanómetro
Examen visualcompleto
Según estado
6 meses
Visual pirómetro 3 mesesde referencia
Piezas refractarias Colocación en estado correctodesplazadas o re- reparaciónformadas
Piezas refractarias Colocación en estado correctodesplazadas o reparaciónagrietadas
Piezas refractarias Colocación en estado correctodesplazadas o reparaciónagrietadas
Fugas anormales Reposición de la juntaPérdidas de calorPérdidas de rendimientoSobre presión Reconstrucción de las paredes
Entrada de aire, Colocación en estado correctosalida de humos Sustitución de las mirillas
Temperatura de- Colocación en estado correctomasiado elevada o sustitución de los piróme-debido a una me- tros fijosdición fija defectuosa
mn
|gg
IB8
t¡p8
ktmsi

ce
OX
•a
c.'oS2<uo.
O
coO
i•g ví
|s¡3§<U (U
33co
« CO
a* c
isggért E O 3 &cu-C cu „P
Sí 0.-.S•a «.a «CJ
•a 732i3—i >-•
"O cu+-> .¡S •>
W coZ.7373 >
.2 «73 73
73 coed c3
."2 63 cu
2,«>
I"5 o
o >
« co2 o
tJJ
o-2 -:<U <U 2
io j¡ rt ioo-o b nc ~ 3 i-*
, « « C fefí'2^3
CU
c
."2 «oo o3 co
S 3
So
Sí «3«t *H u<
73 o
^ oTJOü
H «73tju-i o co,« cu t- oWt3 O.T3
tV)
rt
2.2u
•tí cl
O co
lis,3<u3U* 73 a
í*
cu có 2*■♦ o.2 i« 6 2
3 2 p»73 O
a) to co
«i"» S73 2 o«J «3 u 3£ 73 <u 73^Stí O co
W SQ a-a
CU H
BU
73Cd
73
"3crBCJ
+->
co
W
1r^
APLICACIONES INDUSTRIALES 367
5.12.2. Reparaciones, caso de averías
Acabamos de pasar revista a los elementos componentes delos equipos térmicos que han de ser objeto de operaciones corrientes de control y mantenimiento. También se han señaladolas anomalías eventuales propias de cada uno de ellos.
En el caso en que una de esas anomalías se identifique con lacausa de una avería, la reparación de ésta es idéntica a la operación de mantenimiento.
Sin embargo, puede suceder que la causa de una avería no seainmediatamente identificable, y que la búsqueda de esa causa necesite una encuesta metódica que puede conducirse siguiendo lasindicaciones contenidas en esta segunda parte.
No debe olvidarse que la investigación de las causas de unaavería se facilita grandemente cuando la instalación está provistade un cuadro de señalización de defectos.
En esta parte, las averías posibles de los equipos térmicos sereparten en tres fases cíe funcionamiento:
5.12.2.1. Averías dc encendido
5.12.2.2. Defectos que afectan a la producción
5.12.2.3. Paros intempestivos
Al igual que anteriormente, se presenta en forma de cuadros.En la primera columna se designa el elemento componente o lacaracterística del equipo. En la segunda columna se enumeranlas causas posibles de la avería. En la tercera columna se indicala operación a efectuar para la reparación y, finalmente, en laquinta columna se señalan las precauciones eventuales que deben tomarse.
Antes de emprender una reparación hay que asegurarse deque la avería es efectiva y no aparente. Si para la reparacióntiene que eliminarse la acción de un órgano de seguridad o demando, esta eliminación no debe conservarse más que el tiempoestrictamente indispensable.

5.12.2.1. Averias de encendido de los quemadores
a) Falta dc alimentación de aire
Componente ocaracterística
Ventilador de aire
Causa posible Operación Medios
Falta de alimentación Restablecer la alimenta- Voltímetroeléctrica del motor ción comprobando los
circuitos.
Motor quemado
Rotación invertida
Sustitución
Invertir los hilos
Rotura o deslizamiento Sustituir o tensar lasde las correas de trans- correasmisión
Rotura de cojinete o Sustitución o engraseagarrotamiento
Válvulas de seguridad Colocar las válvulas ygas o registros de aire registros en posición co-controlando el arranque rrectaen falsa posición
Temporizador de arran- Regular los relés, sus- Cronómetroque después de paro de- titüir o temporizar pro-sajustado o deteriorado visionalmente
Registro de aire Agarrotamiento de los Desbloquear, engrasarmecanismos de maniobra
Rotura de un mecanis- Repasarmo de maniobra
Defecto del sistema eléc- Repasartrico, hidráulico o neumático
Componente ocaracterística Causa posible Operación Medios
Caudal o presión de aire El ventilador no gira o Ver las causas posiblescon ruido anormal anteriores de ventilador
Registros de aire que no Ver las causas posiblespueden maniobrarse de registros de aire
Registros de visita abier- Cerrar los registrostos
Detectores de caudal o Regular, sustituir o fi- Manómetrode presión de aire desa- jarlos provisionalmenterreglados o deteriorados
Filtro de aire o tela me- Limpiartálica de protección obstruida
Conducto, tubería, jun- Repasarta o recuperador agujereado
Conductos de humos o Desobstruir, limpiarrecuperador obstruido
Entrada de aire nuevo Abrir, desobstruir,insuficiente, en el local agrandaro taller
Precauciones
Cortar la corriente.
Cortar la corriente.
Cortar la corriente.
Cortar la corriente.
Si temporizado provisionalmente, colocar uncartel señalando el nuevo tiempo.
Precauciones
Si fijados provisionalmente, colocar carteladvirtiéndolo
Parar el ventilador
iaóM
ViÉÜ
fttftty
t'fiti
ta¿g
^p
i*¿
tyi

b) Defecto de alimentación de gas
Componente ocaracterística Causa posible Operación Medios
Caudal o presión de gas Válvulas manuales ce- Abrir las válvulasiradas
Válvulas de purga o Cerrar las válvulaseventuales abiertas
Válvulas de mando eléc- Comprobar la alimenta-trico o neumático per- ción maniobradas a ma-maneciendo cerradas no o sustituirlas
Filtros de gas obstruí- Limpiardos
Detector de caudal o de Regular, sustituir o inu- Manómetropresión desarreglado o tilizar provisionalmenteestropeadoRegulador fuera de servicio
Regulador de presión Válvula de toma de im-Je encendido pulsión cerrada o toma
obstruida
Membrana de regulación Sustituir membranaestropeada o perforada
Asiento del «clapet» obs- Desmontar el reguladortruido y examinarlo o susti
tuirlo
c) Defecto de barrido
Se designa por «barrido» la operación que consiste en ventilar las cámaras de combustión o los recintos calentados directa
mente con gas mediante aire fresco, con objeto de evacuar losgases que se hubieran podido acumular durante el paro de losquemadores.
Componente ocaracterística Causa posible Operación Medios
Componentes eléctricos Relés temporizadores o Identificar el relé, reem-de mando deteriorados plazar o inutilizar
Otros componentes
Cables deteriorados Cortar los bornes y sustituir cables
Presión o caudal de aire ver a) ManómetroinsuficientePresión de gas incorrec- ver a)ta, insuficiente o exce- Restablecer valores nor-siva males
Presión del vapor o tem- Bajar presión o enfriarperatura excesiva o nivel de agua (calderas)insuficiente o excesivo
Falta de fluido motor Restablecer la presión Manómetro(aire comprimido de de aire comprimidomando de válvulas)
Válvulas manuales de Cerrar las válvulas conposición controlada en troladasposición incorrecta
Válvula de seguridad de Comprobar válvulas deposición controlada en seguridad: sustituirlasposición incorrecta
Registros de aire o de Maniobrar los registroshumo en posición incorrecta
Precauciones
Si maniobradas a mano,aislar el gas en el quemador
Aislar el gas (eventual-mente: purga en nitrógeno)
Si inutilizar provisionalmente, colocar pancartaadvirtiéndolo
Aislar el gas
Aislar el gas
Aislar el gas, rehacercuidadosamente las juntas
Precauciones
Si inutilizado, señalarlocon pancarta
Aislar (cerrar) el gasmás arriba
Aislar (cerrar) el gasmás arriba
LjjiaÉi
Ifili
Lyj
t^j
iigi
(tjjaij
iffifl
iffit»
ItfÉ

d) Defectos de los sistemas eléctricos de seguridad
Componente ocaracterística
Prebarrido
Chispa de encendido
Detector de llama
Componente ocaracterística
Causa posible Operación Medios
Componentes eléctricos ver a)
Transformador de en- Restablecer la conexión Voltímetrocendido desconectado o sustituirquemado
Arcos parásitos sobre el Observar las chispas, Voltímetrocircuito alta tensión piar (polvo), secar (hu
medad), sustituir cableso aisladores
Válvulas de gas o regis- Colocar válvulas y registros de aire controlando tros en posición correc-el encendido en posición taincorrecta
Enclavado por detec- Observar por la mirilla Controlador eléctricoción parásita (células) suprimir la llama para- universal
sita. Sustituir
Enclavado por corrien- Comprobar blindajetes parásitas (electro- eléctrico. Cambiar ca-dos) bles
Tubo de visión de célu- Limpiar. Colocar en po- Visualla sucio o fuera de lí- sición correctanea o electrodo de ionización desplazado
En corto circuito por Secar, limpiar, compro-humedad o polvo bar que el aire de barri
do está limpio, filtradoo sin aceite
Tensión de alimenta- Restablecer la tensión Voltímetroción insuficiente correcta
Causa vosible Operación
Ensartado deficiente del Taponar, ensartar«coffret» o de la célula
Medios
Precauciones
Cortar la corriente antes de intervenir
Cortar la corriente antesde intervenir
Cortar corriente, antesde intervenir
Precauciones
Señal de deteccióninsuficiente
Comprobar tubo de vi- Controlador universal,sión o posición de elec- utilizar una llama o si-trodo, observar la Ua- mulador eléctricoma, comprobar los circuitos eléctricos. Sustituir los aparatos
Tempertura de los apa- Aumentar el caudal de Comprobar con el toqueratos demasiado eleva- aire de refrigeración, de la manoda Colocar una pantalla
térmica
j
J
j
(Jg
J
(n¡¡jI!
•t^

5.12.2.2. Defectos que afectan a la producción
a) Defecto de rendimiento
El rendimiento considerado es el rendimiento térmico igualal cociente del calor útil por el calor contenido en el combustible.
Componente ocaracterística Causa posible Operación
Rendimiento de com- Mal estado del quema- Separarbustión dor
Medios
Posición aire-gas inco- Restablecer proporcio- Análisis de humosrrecta ~ nes, comprobar la ali
mentación de fluidos
Temperatura aire o gas Limpiar los cambiado-incorrecta " res de calor, revisar con
ductos y galerías
Defecto de tiro o circu- Desobstruir, repararlación de humos inco- conductos y recuperado-rrecta. Recuperadores resobstruidos o agrietados
Componente ocaracterística Causa posible Operación
Rendimiento del inter- Mal estado del recinto Reparar paredes refrac-cambio de calor térmico tarias o metálicas
Incrustación de las su- Limpiarperficies de intercambio
Cortocircuitos de los hu- Repararmos
Entradas de aire parási- Calafateartas
Mala disposición de la Restablecercarga
Mala alimentación del Restablecerfluido a calentar (calderas, generadores de airecaliente)
Fugas de agua en el re- Repararcinto
Mal aislamiento térmico Reparar
Medios
Precauciones
Dejar enfriar. Seguir lasinstrucciones para reparar y montar correctamente
No enviar aire a los inquemados
Aislar el gas. Dejar enfriar
Aislar el gas. Dejar enfriar
Precauciones
Seguir los planos e instrucciones del constructor, para reparar o montar correctamente loselementos defectuosos
No provocar sobrecalentamientos locales
titiüijijl
TuM*
*tmá.
Mi».
feia^
(gg¿!
tgg|)
¿•i¿¿M¡
Ca¿£

b) Defecto de potencia útil
Componente ocaracterística Causa posible Operación
Potencia del quemador Mal rendimiento de Ver: a) de 5.122.1combustión
Limitación del caudal Ver: a) y b) 5.122.1de aire o de gas
Potencia de los inter- Mal rendimiento del in- Ver: a) de 5.122.2cambios o transmisio- tercambio o de la trans-nes de calor misión de calor
Limitación de la poten- Ver anteriorescia del quemador
Limitación del caudal Ver a) de 5.1222de humos
Limitación de la alimen- Ver a) de 5.1222tación de los productoso fluidos a calentar
5.12.2.3. Paros intempestivos
a) Defectos eléctricos
Componente ocaracterística Causa nosible
4—
Operación
Medios
Medios
Alimentación eléctrica Microrruptura o tensión Investigareventualmenteinsuficiente
Relés testigcr
Detector de llama Señal de detección even- Regular las llamastualmente insuficiente
Controlador eléctricouniversal
Relés eléctricos Relé averiado
Cableado averiado
Aparellaje eléctrico Aparatos averiados(manostratos, termostatos, cajas de control deposición) Cables deteriorados
Vibraciones
Sustituir o eliminar pro- Voltímetrovisionalmente
Aserrar los bornes,reemplazar cables
Sustituir, reparar, anular provisionalmente
Aserrar los bornes,reemplazar cables
Sustituir la fijación, establecer conexiones flexibles
Temperatura excesiva Enfriar o desplazar elaparato, colocar unapantalla térmica
Precauciones
Precauciones
Leer atentamente lasinstrucciones del aparato
<sg
\m!i
I'KJJJWI
Hajff

"-1 ' i "~i '—i ^
o
12'3c
eCU
O
'.2
•O
<U
Q
a.
O
R «oai:
£gO «3tj Cj
•d d,36.o
cu.« aC/5 o
co
'SbS
a
.11~ CU
o"0
2|ag<Í3
¿órj'ioOre
— <3
«Ja?*osco *-> cu
« 2
y:2 «j< o c
CU
GCU^v
S °M CU
cd-Q
21c 2cuX>>"—'cu
d
a, .53
•Oo
c0
3 G<: 3
có o"
cu •"
Or°
10CU
a cu o2-o-rtra o
•5 fl'o 52 fe¿o P-2
O ¿2 >
Ccu
C
:2'o2ccu
B
<
1cu
Oí
.é-S
w o
Sal
10 c
3«0CU C U
2coa
S2:2 Su; acu cu
fe uO.
u.htu a
CU -M•— CO
•2-°ra o
ptjQ
o•a
•B fio
2
c"O cu
<u fiCm (J
O
(OO
'3g
Cu cu
O cU
8SS e «
fe oS'ra -2 <" 3>
S-2ft-|
'—l **"% ""l
APLICACIONES INDUSTRIALES 379
5.12.3. Medios de control corrientes
Los medios de control corresponden a los instrumentos de medida utilizados corrientemente por el personal de explotación delas fábricas.
Vamos a citar a continuación los aparatos utilizados en laindustria, sin dar las recomendaciones esenciales correspondientes a su buen empleo, que están suficientemente detalladas enlas instrucciones de los fabricantes.
a) Medición de presiones y presiones diferenciales• Manómetros de tubo en U.
• Manómetros metálicos (manómetros Bourdon).
• Manómetros de membrana.
• Manómetros de campana.
• Manómetros de doble campana.
b) Medición de caudales
• Contadores:
de turbina,de pistones rotativos,de membrana.
• Caudalímetros:
órganos deprimógenos (diafragma-venturi-tobera),caudalímetro de flotador.
c) Medición de temperaturas
Pares termoeléctricos.
Resistencias termométricas.
Pirómetros de aspiración.
Pirómetros de radiación.
Pirómetros ópticos de desaparición de filamento.Pirómetros de contacto.
Comparación de temperaturas por cambio de color.Termómetros de tensión de vapor.
Termómetros de líquido.
Conos fusibles.

I '"n -~i n
380 GAS NATURAL
d) Análisis de los productos de combustión• Métodos de absorción volumétrica.
Aparatos de Orsat.Analizadores de tipo «Fyrite».Detectores tipo «Draeger».
Analizadores de radiación infrarroja.Analizadores magnéticos.
Analizadores de conductibilidad térmica.
e) Determinación del punto de rocío• Temperatura de rocío.
• Aparatos de punto de rocío tipo «Alnor».• Higrómetros de condensación.
• Higrómetros de cloruro de litio.
f) Otras medidas
• Medidas acústicas.
• Medida de velocidades de derrame:
anemómetros,
sondas de Prandtl (o Pilot dobles).
• Medida de las velocidades de rotación de máquinas giratorias.
• Medidas eléctricas.
TI —1 1 «~|
.!«•
ÍNDICE alfabético
Abrasado de tejidos, 329Acetileno, producción, 319Aire, características, 3—.coeficiente de suministro, 18—.exceso, 18— teórico, 17Aislamiento del horno, 48Aleación de cobre, recocido, 263— ligera, fusión, 262Alimentación de fluidos, control y
mantenimiento, 358-360Alta presión, fórmulas, 106
, gráficos, 106Altos hornos, 212American Petroleum Institut (A.P.I.),
56
American Standard Association
(A.S.A.), 56Amoníaco, producción, 319Anhídrido carbónico, características,
3
Arca de decorar, calentamiento. 292recocer, calentamiento, 291
Aros forjados, recocido, 238Atmósfera endotérmica, 242— rica en nitrógeno, 242Avería de encendido, 366-372—, reparación, 366Azufre, producción, 321Azulejo decorado, fabricación, 309
Baja presión, fórmulas, 106, gráficos, 106
Bunsen, mechero, 145Butano, características, 3
Cal, fabricación, 264Caldera, conversión a gas natural,
201
—.funcionamiento mixto gas natu-ral-fuel oil. 205
— industrial, equipos, 196Calentamiento de líquidos por com
bustión sumergida, 347el fondo de cuba, 349tubos sumergidos, 351
— directo, 340— indirecto, 348Calor de condensación, 14— de producto de combustión, re
cuperación, 49— del gas, medición, 12— latente, 31— perdido, prevención, 48
.recuperación, 48— sensible, 31Cámara de combustión, volumen,
129
mezcla, 136Cambiador de calor, 78Campo válido, medida, 79Canalización a baja presión, abaco
cálculo, 109Carga térmica, recuperación, 49— volumétrica, 130Catalana de Gas y Electricidad, S. A.,
55
Caudal, medición, 378Cemento, fabricación, 273Cerámica, característica cocción, 298—.cocción, 299

vt i
1 "~~1 "*"*"1 ' I 1 "^1 ""Tí
382 ÍNDICE alfabético
Cerámica, empleo gas natural, 296— sanitaria, cocción, 310—.secado, 297Coeficiente rugosidad tubería, 112— suministro aire, 18Combustible, problemas dc coste,
42Combustión del gas, características,
16—, diagrama, 25— en tres etapas, 181—, rendimiento, 29— sumergida, 168
.calentamiento de líquidos, 347—, temperatura teórica, 19Cono de combustión, 148Constante dc conversión, 15Consumo de gas natural, 4— específico dc gas, 43, 52— mundial de gas natural, 6Contador de gas, 78
pistones rotativos «Delta», 81turbina Elster, 82
T.U.
Control de alimentación de fluido,358-360
elementos de caldeo, 361quemadores, 361
— del equipo dc regulación, 362equipo dc seguridad, 363, 364
térmico dc gas. 354, 357horno, 365
—, medios corrientes, 378Cuantómetro dc turbina G.W.F., 8.1Cuba calentada por el fondo, 350
tubo sumergido, 352Cubilóle dc fusión, hierro fundido,
213Chamuscado dc hilos, 329
tejidos, 329
Dardo, soplete, 180Defecto de producción, reparación,
373-375
Dellapración, variación de velocidaden función del lador aire, 22
—.velocidad. I'.»Delbourg, diagrama, 23Densidad de gas, medición. 14Desprendimiento di- II una. veloci
dad, 21Detección de llama. \')\Diagrama de combo--lión. 2^- .- I: 1 .- • P.V ' '•! V
Diagrama de Ostwald, 28Distribución del gas natural, 55
Elemento dc caldco, control y mantenimiento, 362
ENAGAS, 7, 56, 59, 85. 122Encendido automático, 191Ensayo de estanqucidad, 120
funcionamiento, 121resistencia mecánica, 119
Equipo de regulación. Control ymantenimiento, 362
seguridad. Control y mantenimiento, 363, 364
— térmico industrial. Control ymantenimiento, 354, 357-366
Estación receptora, 58, aparatos, 62.clasificación, 59
dc gas a alta presión, esquema, 60
, modo dc instalación, 86, normas de instalación, 85, precauciones, 89, seguridad de la instalación
eléctrica, 88, valvulería, 62
Estufa Sat, esquema funcionamiento, 338
— de secado de pintura, 343Etano, características, 3Explotación, comprobación, 119—, paro, 119—.puesta en marcha, trámites, 122
servicio, 119
Factor de conversión de unidades,15
Feeder, calentamiento, 290Filtro de gas, 62
natural, ejemplos, 63Fiorcntini, regulador de presión, 73,
74, 75Francel, rcguladoi presión, 72
Gas, combustión, características, 16—,—, recirculación. 46—.consumo específico, 52—, procesos industriales, 43— de Lace», 321—, familias, 23—, liontos especial, s, 51—. iiilercainhiabilidad, 21— intercambia!'! l'*3
. !">'ÜrÍ'>M. '"
'—i •—I 1 «***"% •*»/
índice alfabético 383
Gas, medición calor, 12—,— densidad, 14—,— peso específico, 14—,— potencia calorífica, 13—,— presión, 10—,— volumen, 9— natural, 1
, aplicaciones industriales, 193asociado, 1
,calentamiento directo, 340, características de los compo
nentes, 3.componentes, 1, 2.consumo, 4, consumo mudial, 6.diagrama combustión, 28>distribución, 55.eficiencia utilización, 39.empleo, 35en España, características, 7
—(— esquema transporte, 57, fabricación cal, 264,— cemento, 273fgenerador vapor, 193, industria agrícola, 322industria cerámica, 296
.industria de alimentación, 322maderera, 336papelera, 336química, 316textil, 328vidrio, 283
1mercados, 35, 36.metalurgia, 211, — metal no férrico, 259no asociado, 1
, preferencia utilización, 38.siderurgia, 211,reservas, 4, utilizaciones diversas, 340, ventajas, 40
—. operaciones térmicas específicas,353
—, procesos especiales, 51— quemado parcialmente, 241— reductor, producción, 319—, uso específico, 39CAZ DR FRANCE, 113
.regla cálculo, 118Generador dc aire caliente, 343
atmósmera, 252vapor, 193
, reculación. 198.seguridad. 198-201
Gres, 296
Hidrógeno, características, 3—.producción, 318Hilo, chamuscado, 329Hoffmann, horno, 151, 301— con quemados de radiación, 346— continuo, 233
Dressler, 311—.control y mantenimiento, 365— crisol, fusión plomo, 261
vidrio, 289— de acero Martin Siemens, 175, 215
atmósfera controlada, 239cemento, empleo gas natural
y carbón pulverizado, 282quemadores llama rotativa,
280balsa, 284campana, 232doble cuba vertical, 270fuego móvil, 300fusión, 213
eléctrico, 217de vidrio, 295
recalentamiento, 218recocer vidrio, 295recocido de fundición férrica,
244perlítica, 245
solera fija, 231móvil, 225, 226
tratamiento térmico, 228— especial para gas, 51— industrial a fuego directo, 343— muflado Dressler, 310—, rendimiento propio, 30— rotativo de cemento, 275
,quemadores de gas, 277— túnel, 233
ele cerámica, 301, 307muflado, 311
Ignición, temperatura, 19Impulsión generador, 131Incineración de efluentes, 343Industria maderera, gas natural, 336— papelera, gas natural, 336— química, gas natural, 316
t como combustible, 316( primera materia, 318
— textil, gas natural, 330.máquina Rame, 331. poHincnr/aeión. 330

1 ^1
384 índice alfabético
Industrial textil, presecado por radiación, 330
, secado mediante cilindro, 330,— por convección, 330
Inflamabilidad, límite, 19Instalación eléctrica, seguridad, 88Intercambiabilidad de gases, 21International Gas Union (I.G.U.), 35,
39, 132
Kowarski, fórmula determinaciónnúmero Reynols, 103
Leche en polvo, fabricación, 327Límite inflamabilidad, 19Lozas, 296, 302
Llama blanca, 127—.características, 126— con mezcla previa, 127— de antorcha, 127
difusión, 127pura laminar, 127
turbulenta, 127— sin mezcla previa, 127—, velocidad crítica retorno, 21—,— desprendimiento, 21—,— propagación, 131
Mantenimiento de alimentación defluido, 358-360
elemento dc caldeo, 361plantas, 45quemadores, 361
— del equipo dc regulación, 362seguridad, 363, 364
— térmico de gas, 354, 357horno, 365
Masoneilan, regulador presión, 74Mercado colectivo, 35— comercial, 35— doméstico, 35— industrial, 35Metano, l—, caractcrísl icas, 3—, temperatura teórica combustión,
20
Metanol, producción, 319Meycrhofer, quemador, 152Mezcla, sistemas, 136Mezclador, 136— de aire inductor y gas despresu
rizado, 137inducción, 136
atmosférica, 136Mineral, reducción directa. ?.\2
Modulación del quemador, 131
Nitrógeno, características, 3
Operación térmica específica delgas, 353
.rendimiento total, 31Ostwald, diagrama, 28Oxicorte, 256Oxígeno, características, 3
Panel radiante catalítico y antidcfla-grante, 165
— radiante luminoso, 164oscuro, 164
Panhaudle, fórmula pérdida carga,112
Papel pintado, secado continuo, 337Paro intempestivo, reparación, 376,
377
Pascal, unidad, 12Pastelería industrial, cocción, 326Penacho, soplete, 180Pérdida de carga lineal, 104
singular, 114sobre tramo longitud L.,
105
Peso específico del gas, medición,14
Piezas de vidrio, rccalentamiento,293
Pintsch-Bamag, regulador presión,73
Poder calorífico, 13inferior (P.C.I.), 13
. medición, 13superior (P.C.S.). 13
— comburívoro, 17— fumígeno, 17
húmedo, 17seco, 17
Porcelana, 296—, secado por infrarrojo, 313Potencia calorífica, 13
, medición, 13— específica, 131— térmica, 130Potencial dc combustión, 23, 25Presión de gas, medición, 10— diferencial, medición, 378— .factores conversión unidades, II—, medición, 378—, registrador. 84Producto de combustión, análisis,
379
*!
índice alfabético 385
Producto de combustión, características, 126
, contenido calorífico, 31, diagrama pérdida calor, 32
Propano, características, 3Proteína sintética, producción, 320Punto de rocío, determinación, 379
Quemador a chorro («jet»), 47, 159,162, 163
gas natural, 196—.adaptación a combustibles, 183— apropiado, uso, 45— autoestable, 147—, avería encendido, 366-372—.características v aplicaciones, 187-
189
— C.E.R.I.C., 308—.clasificación, 132, 133—.control y mantenimiento, 362— de alta velocidad, 47
antorcha, 144, 145con corona de estabiliza
ción, 144cocina doméstico, 147combustión sumergida, 168,
169, 170, 171, 172corona, 145, 146corriente convergente de aire,
152divergente de gas, 152paralela, 154
gas compacto, 158llama blanca, 151
con régimen de difusiónturbulento, 151
libre alimentado en premezcla, 143
rotativa, 280mezcla precia, 135, 184
en máquina mezcladora,142, 143
por aire inductor, 140,141
inducción atmosférica, 137
pipa, 145, 146, 147premezcla combustión en con
tacto con refractario, 146, 150rampa, 145rotación aire, 153
gas, 153tubo radiante alta temperatu
ra, 166. 167
Quemador de tubo sumergido, 168,169, 170
túnel de gran velocidad, 162,163
—.definiciones, 130— doméstico, 143, 144—.elección, 186—.elementos auxiliares, 190— emisor de radiación infrarroja,
163— especial, 154— industrial, 125— intensivo, 159— jet, 159, 162. 163— mixto, 126, 172, 174, 175, 177, 178
, gas y fuel-oil Pillard, 275—, modulación, 131— monobloc aire insuflado, 154, 155—- multicombustible, 126, 172, 174,
175, 177, 178— multigás, 126— radiante a alta temperatura, 159,
160, 161poroso, 159, 161
—.regulación automática, 192— sin mezcla previa, 151, 185—.tipos, 135— todogás, 126
Rame. máquina, 331—, —. Esquema, 334—,—.Ventajas económicas, 332—,—.— técnicas, 332Red interior de tuberías, 91
, canalización, 95, 96,— en cajas y galerías
técnicas, 95,— enterrada, 94.condiciones recorrido,
93
, determinación trazado92
, situación válvula aislamiento, 96
— interna de distribución, métodocálculo, 116
Reductor de presión, 68Registrador de presión, 84
temperatura, 84Regulador dc presión, 68
, cualidades, 70, estabilidad, 70.estanquidad al cierre, 70, fidelidad, 70

386 índice alfabético
Regulador de presión, Fiorcntini, 73,74, 75
Francel, 72, límite de presión y de cau
dal, 71Masoneilan, 74Pintsch-Bamag, 73
, precisión, 70, principio funcionamiento,
69
, requisitos, 77«Rockwell», 76Rombach, 75
, sensibilidad, 70, sobrepresión al cierre, 80
Rendimiento de combustión, 29— propio del horno, 30— total operación térmica, 30Renouard, abaco cálculo pérdida
carga
—.fórmulas pérdida carga, 107, 108Reparación de averías, 366Resistencia mecánica de tubería, en
sayo, 120Retorno de llama, velocidad crítica,
21
Reynolds, número, 103Rockwell, regulador presión, 76Rombach, regulador presión, 75
Secado de alimentos, 344granos, calentamiento directo
gas, 324Siderurgia, gas natural, 211Sistema dc medida, 8Soldadura, control radiográfico, 121Soplete, 180—.dardo, 180— de oxicorte, 182
vidriería, 182—, penacho, 180
Técnica moderna, aplicación, 44Tejido, abrasado, 329—, chamuscado, 329Temperatura de ignición, 19
Temperatura, medición, 378—, registrador, 84— teórica de combustión, 19Temple, calentamiento previo, 238Tierra cocida, 296
, productos, 29Transmisión del calor, incremento,
ventajas, 45, 46Tratamiento de superficies, 343Tubería, características, 97—, determinación diámetro, 100
ensayo de funcionamiento, 122resistencia mecánica, 119
. espesor teórico, 98esquema de instalación, 117pérdida de carga en accesorios,115
, lineal, 104, singular, 114
en tramo longitud L.,105
Tubo sumergido, 168.calentamiento líquidos, 351
Unidades de medida, 8Uso específico gas, 39
Válvula de cierre, 63.cualidades, 64
seguridad, 66, 67—.elección y montaje, 65—.perdida carga, 115—, tipos, 64Velocidad dc deflagración, 19
, variación en función delfactor aire, 22
propagación de llama, 131Ventilación atemperada de local in
dustrial, 341Vidrio, empleo dc gas natural, 283—, recocido, 291Volumen de humos húmedos, 17
secos, 17gas, medición, 9
Wobbe, índice, 23
,
i m i w .«* > —i w
T>
, Wt