FUNDAMENTALS Webster Plastics' Afterburner · 2014-08-22 · FUNDAMENTALS Webster Plastics'...
13
FUNDAMENTALS Webster Plastics' "Afterburner" Robert W. Hall 7 Fourth Quarter 2003 A t Webster Plastics, Inc. (WP) people are driven by intrinsic interest in their work, confident, but not cocky — behavioral traits of a maturing, high- competence work culture. There's no panic, and not much rah-rah. They have won an award for lean manufacturing while seldom using the term "lean." Quality is an obsession without subscribing to any publi- cized "school" of quality. Brick at a time, WP assembled their system their way, guided by the Webster Plastics Strategic Framework, visible to everyone. The 2003 version starts from a review of customer needs, then their mis- sion and vision, culminating in 28 improve- ment projects. All 130 people in WP con- tribute to at least one of them. Over time, these projects have covered every process within WP, but that's just the planned improvement. The "afterburner" is everyone's daily, ongoing improvement as "part of the job responsibility." These little nips and tucks apply the finishing touch to quality and leadtimes. Cost savings add up to so big a chunk of WP's profit that it's one of the few numbers WP doesn't want to share. Most other "lean" companies use similar "tools;" few use them to so much as see the little improvements that WP makes regularly. The difference is the culture, described at WP as "the way we do things around here." Innovation in polymer molding, WP's original key to success, remains a strong streak in the Webster culture. But after the arrival of Vern DeWitt as president in 1990, process improvement began evolving as a complementary strength. Both product design and process development became more scientific, and the culture became much more collaborative, both internally and with customers. WP constantly pushes the envelope of polymer application technology. An aging example is the transmission fluid accumu- lator piston, one of their award-winning designs. By replacing cast iron, this piston saved GM tons in weight and millions in cost, but a dozen years after the original idea, making it remains no small trick. It's 65 percent filler, so it looks and feels like a ceramic with ± 0.0002 in. circumferential tolerance. The ring (different resin) is molded in, so there are no secondary oper- ations. The binder is Fortron supplied by Ticona, which specializes in high-end resins. Loaded with filler, Fortron is an abrasive, equipment-chewing brew at any temperature, and it is injected at a toxic The "afterburner" is everyone's daily, ongoing improvement as "part of the job responsibility."
Transcript of FUNDAMENTALS Webster Plastics' Afterburner · 2014-08-22 · FUNDAMENTALS Webster Plastics'...

FUNDAMENTALS
Webster Plastics'"Afterburner"
Robert W. Hall
7Fourth Quarter 2003
A t Webster Plastics, Inc. (WP) peopleare driven by intrinsic interest intheir work, confident, but not cocky
— behavioral traits of a maturing, high-competence work culture. There's nopanic, and not much rah-rah. They havewon an award for lean manufacturing whileseldom using the term "lean." Quality is anobsession without subscribing to any publi-cized "school" of quality.
Brick at a time, WP assembled theirsystem their way, guided by the WebsterPlastics Strategic Framework, visible toeveryone. The 2003 version starts from areview of customer needs, then their mis-sion and vision, culminating in 28 improve-ment projects. All 130 people in WP con-tribute to at least one of them. Over time,these projects have covered every processwithin WP, but that's just the plannedimprovement.
The "afterburner" is everyone's daily,ongoing improvement as "part of the jobresponsibility." These little nips and tucksapply the finishing touch to quality andleadtimes. Cost savings add up to so big achunk of WP's profit that it's one of the fewnumbers WP doesn't want to share. Mostother "lean" companies use similar "tools;"few use them to so much as see the little
improvements that WP makes regularly.The difference is the culture, described atWP as "the way we do things around here."
Innovation in polymer molding, WP'soriginal key to success, remains a strongstreak in the Webster culture. But after thearrival of Vern DeWitt as president in 1990,process improvement began evolving as acomplementary strength. Both productdesign and process development becamemore scientific, and the culture becamemuch more collaborative, both internallyand with customers.
WP constantly pushes the envelope ofpolymer application technology. An agingexample is the transmission fluid accumu-lator piston, one of their award-winningdesigns. By replacing cast iron, this pistonsaved GM tons in weight and millions incost, but a dozen years after the originalidea, making it remains no small trick. It's65 percent filler, so it looks and feels like aceramic with ±0.0002 in. circumferentialtolerance. The ring (different resin) ismolded in, so there are no secondary oper-ations. The binder is Fortron supplied byTicona, which specializes in high-endresins. Loaded with filler, Fortron is anabrasive, equipment-chewing brew at anytemperature, and it is injected at a toxic
The "afterburner"is everyone's
daily, ongoingimprovement as"part of the jobresponsibility."
8Target Volume 19, Number 4
About Webster Plastics, Inc.Fairport, New York"Innovation is Our Business"
The company began in 1946 in Webster, NY near Rochester, from the beginning specializing in injection molding difficult parts.Over time they became known for expertise in metal-to-plastic conversion, devising unique, better-performing, polymer-basedsolutions. They mold around metal inserts. High-precision microcellular molding is a licensed process for which they are developing applications. Composites with abrasive filler are a specialty, so dies and equipment are both robust and well-main-tained. To an outsider, some processes resemble molding high-precision concrete blocks using polymers as a binder instead of cement. Annual sales are about $25 million.
Of Webster Plastics' 30 customers, they work intensively with seven that account for almost 85 percent of revenue. WP prefersopen-minded customers, willing to collaborate trying new ideas, shunning those interested only in more parts at lower cost. To protect themselves from industry cycles, WP's customers cover a broad spectrum: automotive, medical, aerospace, electronics/electrical, consumer products, and industrial.
Webster Plastics is a division of Acadia Polymers, in turn owned by The Jordan Group LLC, a private investment company in New York City. Sister divisions are Acadia Automotive Sealing and J. M. Clipper, both also well-known for polymer technology.
Significant events in Webster Plastics' history:1946 Founding in Webster, NY.1973 Began production of composite wiper system pivot housing 1989 Sold to Bunzl (UK)1990 New president, Vern DeWitt, starts migration of Webster culture1994 All employees begin to engage in planning a new plant designed for lean1995 Most Innovative Use of Plastics Award from the Society of Plastics Engineers for the accumulator piston for
automatic transmissions (first plastic part to be used in a transmission)1996 Most Innovative Use of Plastics Award from the Society of Plastics Engineers for the self-adjusting clutch ring1998 Sold to The Jordan Group; move to new Fairport plant in four days, staying in the Rochester area1999 Advance the use of teams, beginning the next stage of cultural advance; form tighter cells; work the plan for
the new plant2000 Win the IEE/NIST Outstanding Achievement Award for Successful Lean Manufacturing2002 Win IndustryWeek Ten Best Plants Award 2002 Receive Society of Plastics Engineers lifetime achievement award for the wiper pivot housing (350 million
made; no known field failures in 30 years).
The Fairport location, housing all operations, has 75,000 square feet. Administration, sales, and engineering consume 8000square feet. All other space "moves product," operating 24/7 using five shifts, fully staffed at all times, including tool room andmaintenance. The total workforce, including the president, is only 130 people. Twenty-one of those are the total "office."Product engineering consists of only eight people; sales has four more; customer service, two. In the plant, people are cross-trained. At Webster, everyone has work to do, and finds work to do.
The plant has 43 injection molding machines, from 22 ton to 1000 ton size. Setup times range from 10-40 minutes dependingon process complexity (multi-shot with color change is pretty complex). All machines are fed by a closed loop automated mate-rial handling system with ten miles of piping. While that keeps lift trucks out of the plant, the big payoff is quality. For example,WP vacuums the particulates from all returning material for regrind, garnering up to 800 pounds of particulate each day.Precision blending is a must; many blends are a technical challenge. Besides that, synchronized timing of feedstock delivery tomachines is so important that material handling, the operation of this system, requires the highest certification of any operativework in the plant.
WP has 350 different blends of resin (and filler) and 650 end item SKUs. It ships to an average of 450 pull system signals perweek, usually for same-day or next-day delivery in standard returnable containers. Flexibility is a must; weekly customer fore-casts are only 60 percent accurate; WP averages 99.8 percent on time delivery to their actual needs.

9Fourth Quarter 2003
650°F. Like many other WP parts, the accu-mulator piston's field record is unblem-ished by any known field failure. Processcontrol is dialed in and held. No uproar inthe plant betrays that WP processes suchwicked stuff.
By the 1990s, mastering such demand-ing processes without clamor and wastecalled for a transition from reliance onprocess "art" to science. The major hurdlewasn't learning new techniques.Technically, WP personnel are astute. Thecultural shift to collaboration, making fact-based process improvement non-threaten-ing to someone's presumed control, was amuch greater challenge.
Firing Customers
Vern DeWitt, the president, believes inleadership, not control. As he puts it,"Everything is much simpler when all I haveto do is paint them a picture and they makeit come alive. Letting the people run thebusiness beats the hell out of trying to con-trol a bunch of control freaks." He pays lit-tle attention to the numbers. Do everythingelse well, and good numbers pop out.
But it took most of the 1990s to get tothat point. A one-time manufacturingsupervisor, when he became president,Vern understood that WP had to fail-safequality and lean the operations. He beganthis personally, with about ten people in acorner of the shop floor, drawing the firstspaghetti diagram of a long, confusing flow.He figured that if improvement was obvi-ously beneficial, and he gave encourage-ment, one or two leaders in a group wouldlaunch further initiatives on their own. Itgenerally works.
Vern calls this a disease model of bestpractice growth. Start an infection andmaintain ideal cultural conditions for it tospread. (Public health officials use quanti-tative epidemic growth models, but Vernonly uses them as an analogy.)
But back then, manufacturing conver-sion was not WP's biggest problem.General Motors accounted for 87 percent ofsales — in the Lopez era when only pricemattered — while WP needed customers to
partner in innovation, the greatest valueopportunity to both parties. WP began to"fire customers." In the next four years theyreplaced 70 percent of them and drasticallyreduced sales to GM. DeWitt recalls thatdeveloping customer partnerships andimproving customer service was the bighump. It gave WP breathing room to do allthe rest.
When selecting customer partners,being picky pays. WP looks at the resourceseach customer consumes monthly. Theywant industry leaders in innovation that rec-ognize the value that WP can bring to them,growing, but financially stable so they pay,and on time. To maintain close workingrelationships, WP lavishes attention onseven customers, but stays alert for more.No relationship is apt to last forever. Beforepaying a visit, sales engineers researchprospective customers, approaching onlythose that fit the pattern and where they cancontact the right people. Occasionally WPtakes a chance on a customer that needs alittle "shaping up" — but only if the long-term promise is something better than wilt-ing on their commodity treadmill.
Cultural Migration
All change at WP was limited by thespeed of culture shift. In 1990, Webster hada control culture. Managers thought thatsuccess was control of others, or resources,or a process. Despite this, the organizationcould and did execute planned improve-ment. They instituted more scientific,process-centered problem solving, anddeveloped process monitoring, DOE, fail-safe, setup time reduction, and other tools.In 1994, they began planning a new planthaving the infrastructure to put quality inthe process and take the waste out.Everyone had a part in the planning. By thetime they made the move in 1998, everyonewas committed not only to making the planwork, but to improving on it.
The move-in was choreographed tothe last detail and executed in four dayswith no pre-build of inventory. Aghast cus-tomers were astounded when WP pulledthis off without missing a shipment.
Vern DeWitt,the president,
believes inleadership, not
control.

10Target Volume 19, Number 4
The new plant was only the most visi-ble change of 1998. It catalyzed a newphase in leadership and culture building.Gripped by a control mentality, WP couldnot fire up the "afterburner." People would-n't open up and share little things theylearned with each other. The company wasa confederation of little teams rather thanone big improvement team, daily lookingfor opportunities to improve, exploitingthem, and passing on anything learned toeveryone else. Not having the "want-to,"the control-oriented could not comprehendthe "how-to."
Al Gross arrived to become director ofoperations. Joe Buonocore became plantmanager. Expected: Regular participationin improvement and self-directed team-work. Control-oriented managers could nolonger cope; neither could workers unableto shake the need to be directed. Wheneverpersonnel proved incapable of participating
in free-flowing initiative instead of beingtold what to do, WP helped them findanother job at a more suitable place. Aftera period of high-turnover turmoil, mostpeople signed up for the duration; turnoverreturned to the six percent range.
WP develops very skilled people.Some, enticed by the promise of green grasselsewhere, left for a time, but returned to afreer environment — with "pretty good ben-efits" as a bonus. Figure 1 summarizes a fewnotable process achievements from tuningup the new plant.
"Firing" An Owner
Move-in signaled the beginning of thesecond phase of culture building for contin-uous, detailed improvement — the after-burner — which could not fully ignite with-out a change in ownership. The parentcompany until 1998, Bunzl, didn't "get it."
Figure 1.
Selected Process Metrics: Webster Plastics, Inc.
1999 2003
Customer quality (ppm) 750 10Yield efficiency 92% 99.8%On-time delivery 75% 99.8%Lot size reduction index* 100 20Operating equipment effectiveness (OEE)** 70% 87%
* Lot sizes vary considerably, and so do setup times. Easy setups are in single digits; complex ones up to an hour of down time. To synchro-nize the machine, tool, and resin to meet at the same time; setups, or changeovers, are a total team effort with operators, material handling,tool room, and maintenance. With this big reduction, WP became much more responsive. They can ship to an urgent call for non-scheduled,same-day delivery within two hours — don't enjoy the surprise, but they can do it. About two-thirds of all shipments are routinely same-day ornext-day by customer pull signals anyway.
** The average across all injection molding operations is 87%, but OEE varies from 60-95% depending on the abrasion and toxicity of theresin, and the dimensional demands of the particular part.

11Fourth Quarter 2003
In general, anything unrelated to dollar lineaccountability was off their map. Theydimly understood the logic of robust toolingand equipment, or of quality processes.The value of training and teamworkescaped their ken. Anything as heretical asone big team of people running processesand spontaneously improving them wasutterly incomprehensible.
Exasperated, Vern DeWitt told Bunzl,"This isn't working," and shopped for a newinvestor. He found one with a completelydifferent attitude in The Jordan Group,which specializes in investments in basicindustry with good potential. They don'tleverage to the hilt to buy, then milk a com-pany as a cash cow to pay the debt. Theyexpect to infuse more money to build thebusiness. In return, they expect growth anda good return, and they expect that leader-ship will make it happen. Vern meets withthem once a year.
Although they are serious about agood return on their money, the JordanGroup takes a big-picture, long-term viewevaluating a company. They like to seeincreasing sales and profitability, but ask,"What do you do that makes you of value toall the stakeholders?" That's your compa-ny's real value, not how much investorscan wring out. Being private, no quarterlynumber games need be played to keep thestock price pumped.
This outlook made a big difference.The Jordan Group gets it when Vern (oranyone) describes robust processes,process monitoring, teamwork, adventur-ous innovation, continuous improvement,and even epidemiology theories of spread-ing best practices.
Innovation
All WP production entails some degreeof technical challenge; WP doesn't "shootand ship" commodity parts just to maintainvolume. The fun part of innovation, how-ever, is constantly looking for somethingnever done before, interacting with salesengineers, customers, resin suppliers, andothers, taking challenges that at first lookimpossible. Every swing for the fence
doesn't hit a home run — a long-running,high-margin product, like the accumulatorpiston. Base hits count too. John Beswick,engineering manager, says that innovationis the only reason WP is successful, and toinnovate, you're constantly trying to seesomething that no one else has seen.
Ed McManus, customer developmentengineer, loves the job; he has a green lightto innovate — and patents on three of his"wacky" ideas. At customer sites, he looksfor metal parts with peculiar angles, or thatrequire multiple steps to form, or swathedin fasteners begging to be displaced. Hehelps customers solve problems. Manysolutions don't always yield new parts forWP, or even for a sister division, but it'simportant that customers know that he istrying to make them better. When he doesstretch them with a mind-boggling propos-al, his competency and his motives aremuch more credible.
An experienced innovator like Ed fore-sees paths to technical feasibility for eachnovel idea. Foundering technically is lesslikely than getting beat up in a gauntlet ofbusiness issues: The customer has a five-year contract to make the existing part inChina. It's part of a big package with anoth-er supplier. End users lack confidence in apolymeric substitute; engineering logicworks out; marketing logic doesn't. WPprefers to resolve these issues beforelaunching a New Product Developmentproject; reality is that show stoppers aren'talways self-evident early on.
Once a product idea is in develop-ment, WP emphasizes to customers that topreclude mixed messages, they have a sin-gle point of contact, a project engineer, butdevelopment is by a team consisting of atleast two other people, a manufacturingengineer and a quality engineer. The NewProduct Development process is a rigorous,gated Advanced Quality Planning Process(APQP) with 37 check points from FEMA topackage approval. They try out a new dieon a production machine with just one cav-ity first, and cut the rest when that checksout. Establishing initial process parametersfor an SPC-ready start up is a scientificprocess; WP cannot afford extensive trial
Exasperated,Vern DeWitttold Bunzl,
"This isn'tworking," andshopped for anew investor.

12Target Volume 19, Number 4
and error. After establishing the initialprocess standard, continuous improvementtakes over.
Robust Precision
Most of the molds are owned by cus-tomers, but built to last by one of eight part-ner tool houses using WP specifications.After that, WP takes good care of them intheir own tool room. Some have lasted 30years.
Tool and equipment precision are cru-cial to quality, so WP doesn't mess withequipment fluttering on the edge of processcapability, but replaces it early, before wearis obvious. Doing so helps to keep process-es in their limits, and it cuts "machineissue" maintenance, now down to about1.5 percent of all scheduled time. WP prac-tices both predictive and preventive main-tenance. Indeed, the mission of everyonein the plant is to keep each process wellwithin its capability, or "in the green" usingtheir process monitoring system.
Few injection molding machines arekept more than five years. Barrels andscrews are replaced more frequently —before wear is detectable. WP constantlyworks with equipment suppliers to improveprecision of injection — repeatability oftheir core process step. For example,"cushion," a much-studied machine char-acteristic, refers to the stopping point inforward thrust of a screw with each injec-tion cycle. The more precisely it repeats,the better the control of volume and pres-sure on each shot. Consequently WP hasbegun to convert from hydraulic injectionmolding machines to electric. They offer an8-10 X advantage in cushion repeatability,are quieter, and take less maintenance.
Integrating this approach into the cul-ture at WP was a long journey. Instinct is "ifit ain't broke, don't fix it" — wait until theneed is obvious rather than rely on predic-tion to replace or maintain tooling andequipment. Breaking this psychology, learn-ing to trust data and analysis, was the bighurdle to thorough acceptance of scientificmolding.
To prevent non-standard maintenance
and unplanned downtime, durability is amust. Equipment wear is a leading cause ofwaste of both time and quality, often the topPareto item of reasons molding processesgo out of control, either as a slow drift or asudden lurch. So WP tries to extend thetrouble-free life of molds and equipment.For example, they have a program withWestland, the primary supplier of screwsand barrels, to develop a screw and barrelwith 10 X the life of previous designs.
Like many other improvements, thisscrew and barrel project depends on meas-urements from WP's process monitoringsystem. Among much other data, the system keeps counts of work cycles onmolds, robots, screws & barrels, and otherequipment.
Process Monitoring: Mattec
Mattec is a commercial package usedby many plastic molders; WP has enhancedthe system until, in use, it's relatively"Websterized." On every machine in oper-ation, every three seconds, the systemmonitors five times, three temperatures,two volumes, and three pressures. If eachof these 13 parameters is within controllimits, the monitor for that machine staysall-green. If a parameter needs attention,that section of the screen lights yellow, andan andon light begs for attention. If it goesred, the machine instantly shunts all partsinto a hold container, so they are notshipped. Counts from hold containers arethe record of molding process defects;actually shipping a defective part is anextremely rare event.
This system is accessible from anycomputer. Summary screens signal whenany process at any machine flips out of con-trol; anyone can switch over to the detailscreens for that machine. Sample screensare illustrated in Figures 3 and 4. Everybodydoesn't run to a problem, of course.Response is a team effort; everyone has awalkie talkie. After initial assessment, anoperator (or anyone) calls whoever can bestprovide immediate help — if any is needed.The walkie talkies help coordinate the teameffort for quick changeovers too.
Breaking thispsychology,learning totrust data andanalysis, wasthe big hurdleto thoroughacceptance ofscientificmolding.
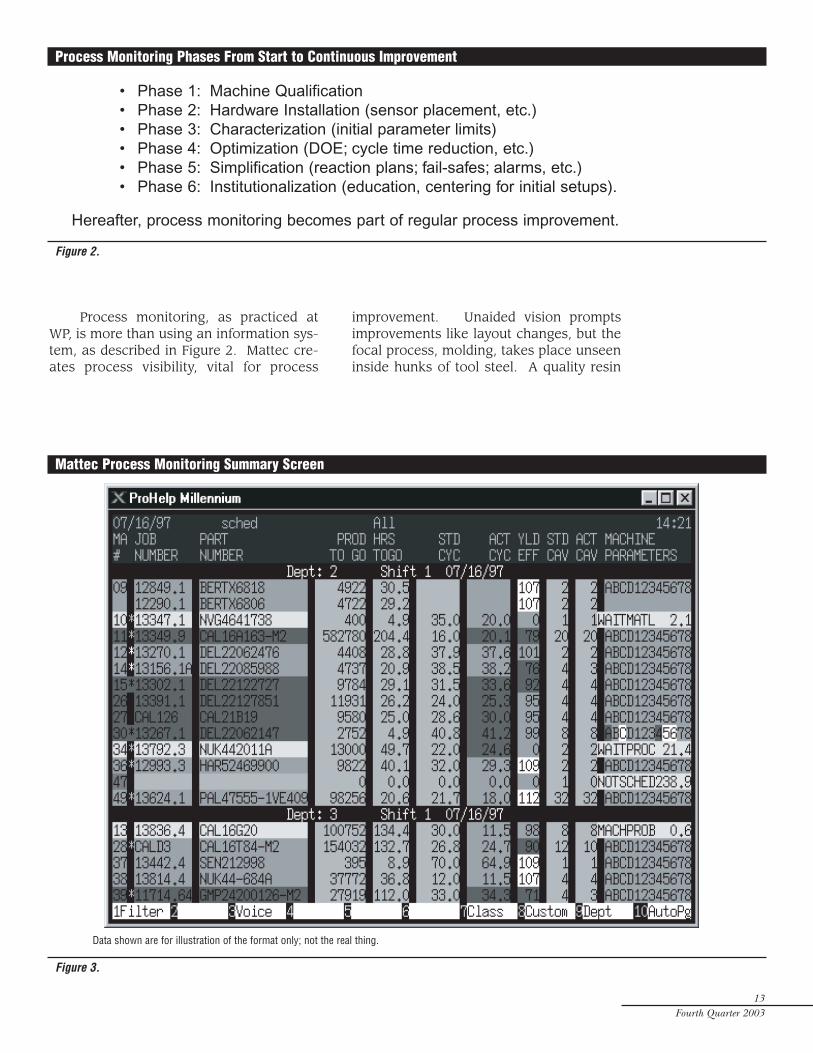
Data shown are for illustration of the format only; not the real thing.
13Fourth Quarter 2003
Process monitoring, as practiced atWP, is more than using an information sys-tem, as described in Figure 2. Mattec cre-ates process visibility, vital for process
improvement. Unaided vision promptsimprovements like layout changes, but thefocal process, molding, takes place unseeninside hunks of tool steel. A quality resin
Figure 2.
Process Monitoring Phases From Start to Continuous Improvement
• Phase 1: Machine Qualification• Phase 2: Hardware Installation (sensor placement, etc.)• Phase 3: Characterization (initial parameter limits)• Phase 4: Optimization (DOE; cycle time reduction, etc.)• Phase 5: Simplification (reaction plans; fail-safes; alarms, etc.)• Phase 6: Institutionalization (education, centering for initial setups).
Hereafter, process monitoring becomes part of regular process improvement.
Figure 3.
Mattec Process Monitoring Summary Screen

14Target Volume 19, Number 4
history produces a quality part, and thisongoing story is largely described usingMattec data. To see improvement opportu-nities, WP personnel learn to interpret theprocess from its data, then try to "think likethey were the resin."
Process Improvement
At Webster, everyone whose responsi-bility is "getting it out the door" focuses onprocess, first by keeping processes "in thegreen," which is the system code for allparameters in spec; then on making thegreen greener by improvement. Processimprovement is not clearly separable fromprocess monitoring.
The plant is divided into cells, a multi-functional team responsible for each cell oneach shift. Machine operators tend the cellat all times, augmented by a quality processtechnician, a molding process technician,and a material handling technician. Theobjective is not to keep people extraordi-narily busy, but to keep the machines mak-ing quality parts, giving people time tothink about the process, and tools to helpthem think about it.
Every part is run to a set of parameterstandards representing the best conditionsdocumented at that time. Everyone isencouraged to come up with ideas for bet-terment, either to keep a process in thegreen, or to improve the standard. Whenan idea is tried and it works, a process isapt to run "above 100 percent efficiency"until that standard is changed at the end ofthe quarter. Every quarter, the workforce"cashes" their improvements by evaluatingthe cost differences between the new stan-dards and the previous ones. And thegame begins again.
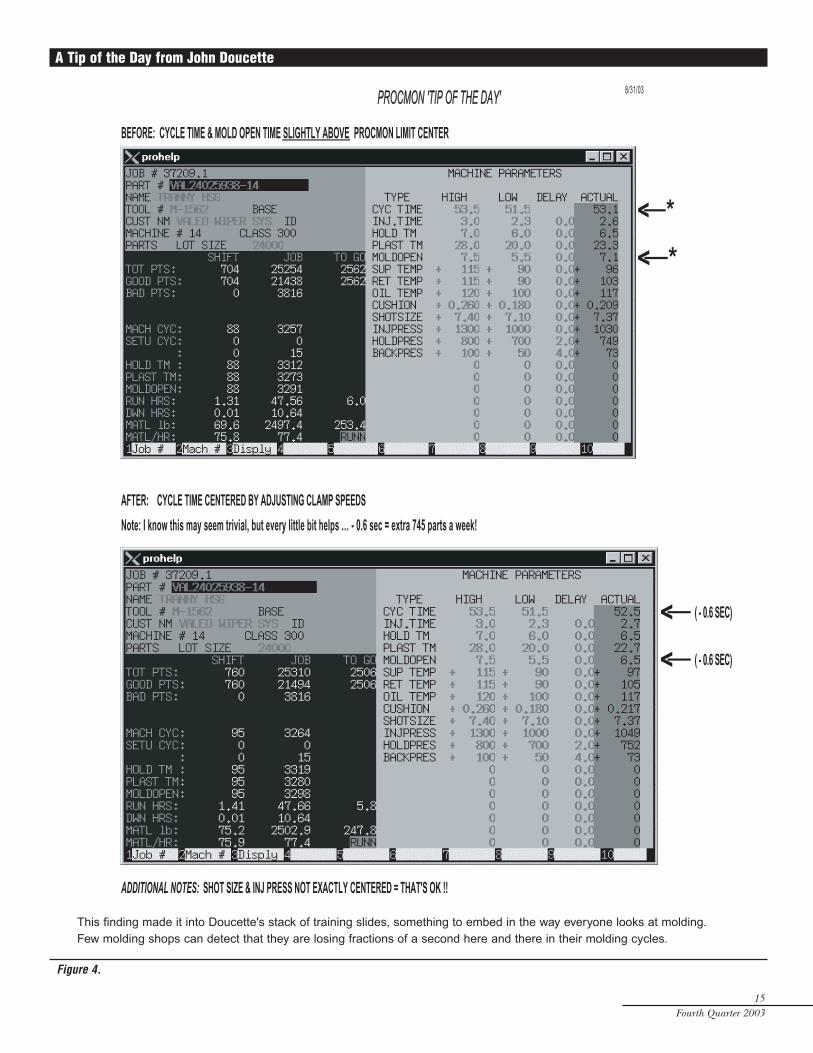
About half of all "afterburner" improve-ments are "cashed" by technicians workingthe processes. The other half involve JohnDoucette, a roving process checker, whosniffs out best practice wherever he can,issuing a "tip of the day" to everyone on allthree shifts. Once a quarter, after old stan-dards are cashed in, he summarizes his bestfindings in a class given to everyone on allthree shifts. This not only stimulates finding
best practices, but that everyone knowsthem and uses them.
Typical of Webster's organization,John is formally a process engineer whoreports to maintenance. Actually, he'severyone's idea prompter, advisor, andimprovement assistant. He and otherscheck whether ideas are going to workusing tools like Design of Experiments(DOE) almost daily. Figure 4 illustrates oneof his findings.
Training at Work; For Work
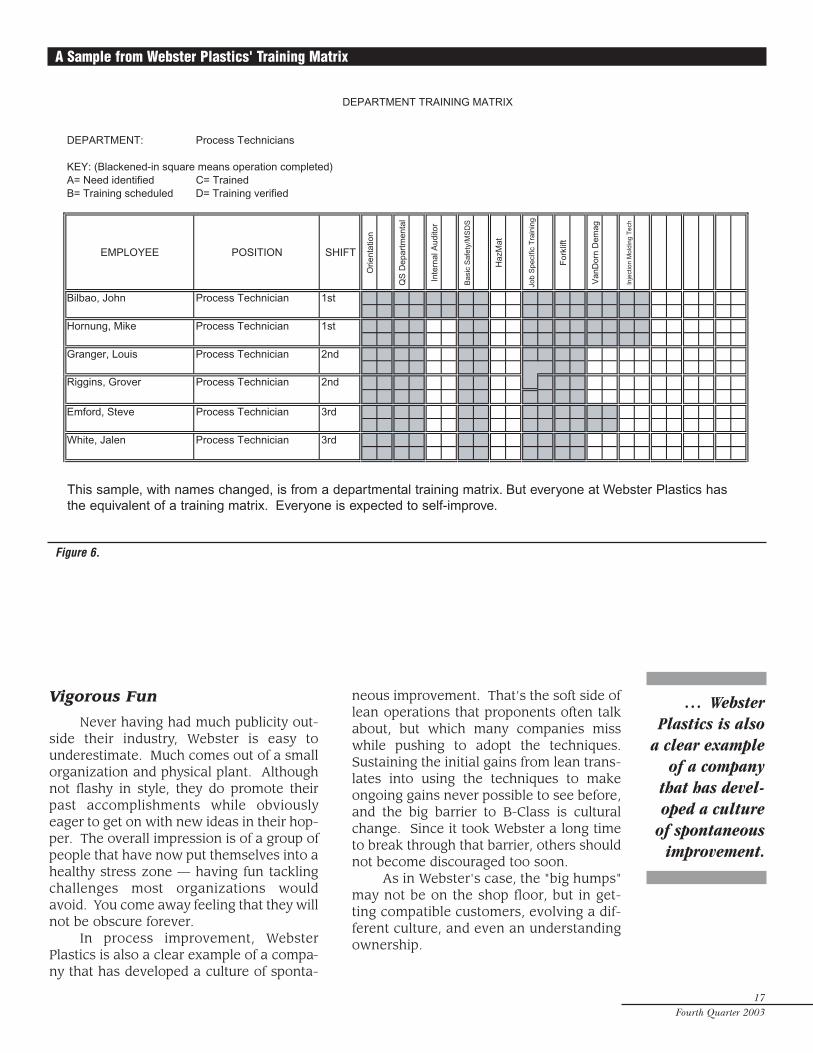
The effectiveness of Webster's traininghas been cited as outstanding more thanonce. Most of it is on the job; little in aclassroom. They take it in small bites,learning to do as they go, so there are nobig time gaps between instruction and per-formance. WP operations abound in checksheets, instructions, and system promptsof times to do something, like clean molds.Figure 5 shows the detail of just one train-ing check sheet. Turning in a fully-initialedcheck sheet fills in another block on anemployee's training matrix (Figure 6). Asthe improvement processes uncover bettermethods, the training and the trainingcheck sheets are regularly updated.
Everyone at WP has a training matrix.Figure 6 illustrates the master record keptby Roxanne Emler, the one and only HRmanager. Her office is next to the employ-ee's entrance, and she mixes her hours soas to interact with everyone on all shifts.From employee selection onward, a bigpart of Roxanne's job is workforce develop-ment. The matrix is also a key document toschedule the right mix of people on everyshift.
Learning to be an auditor, or on-the-job trainer, is part of the matrix, so as theyprogress, everyone should eventuallybecome a trainer. WP has at least one cer-tified trainer on every shift. The pay systemis set up to encourage people to increaseskills. Merit increases depend on a mix ofcross-functional job performance assess-ment and pay-for-knowledge. Everyonegets an annual profit sharing bonus too.
About half ofall "afterburn-er" improve-ments are"cashed" bytechniciansworking theprocesses.
15Fourth Quarter 2003
PROCMON 'TIP OF THE DAY'PROCMON 'TIP OF THE DAY' 8/31/03
BEFORE: CYCLE TIME & MOLD OPEN TIME SLIGHTLY ABOVE PROCMON LIMIT CENTER
AFTER: CYCLE TIME CENTERED BY ADJUSTING CLAMP SPEEDS
Note: I know this may seem trivial, but every little bit helps … - 0.6 sec = extra 745 parts a week!
ADDITIONAL NOTES: SHOT SIZE & INJ PRESS NOT EXACTLY CENTERED = THAT'S OK !!
<— ( - 0.6 SEC)
<— ( - 0.6 SEC)
<— *
<— *
Figure 4.
A Tip of the Day from John Doucette
This finding made it into Doucette's stack of training slides, something to embed in the way everyone looks at molding.Few molding shops can detect that they are losing fractions of a second here and there in their molding cycles.
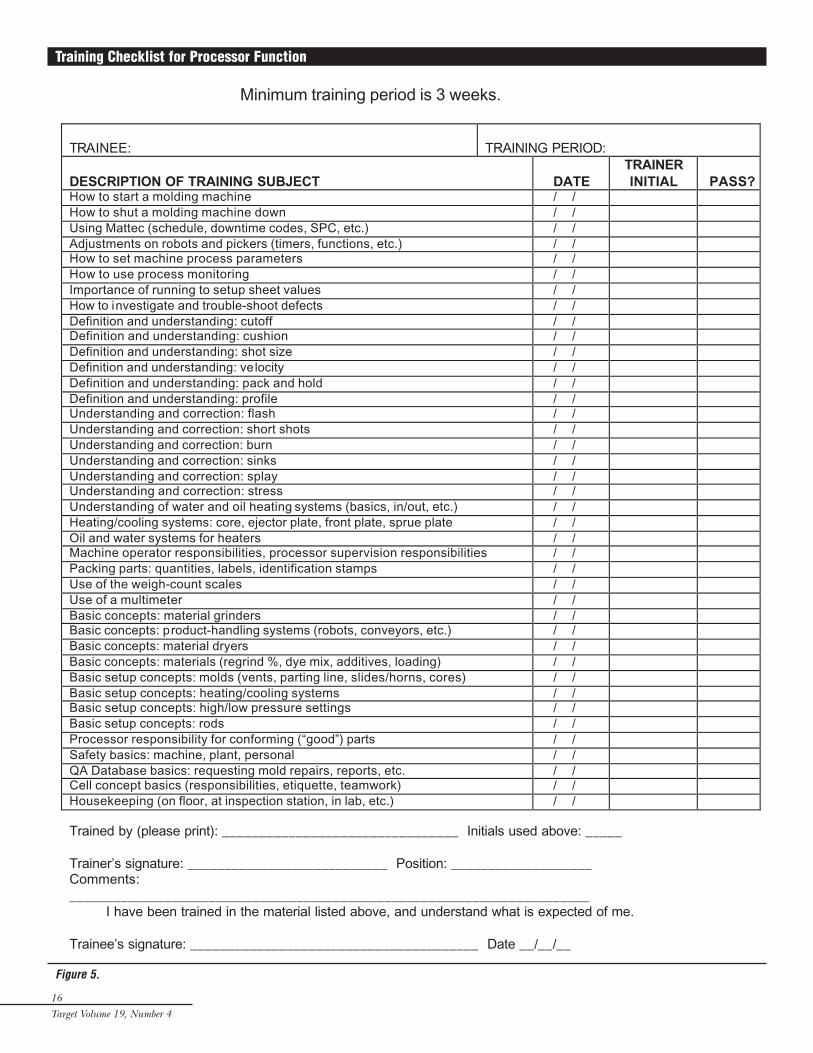
Training Checklist for Processor Function
16
Target Volume 19, Number 4
Figure 5.
Minimum training period is 3 weeks.
TRAINEE: TRAINING PERIOD:
DESCRIPTION OF TRAINING SUBJECT DATETRAINERINITIAL PASS?
How to start a molding machine / /How to shut a molding machine down / /Using Mattec (schedule, downtime codes, SPC, etc.) / /Adjustments on robots and pickers (timers, functions, etc.) / /How to set machine process parameters / /How to use process monitoring / /Importance of running to setup sheet values / /How to investigate and trouble-shoot defects / /Definition and understanding: cutoff / /Definition and understanding: cushion / /Definition and understanding: shot size / /Definition and understanding: velocity / /Definition and understanding: pack and hold / /Definition and understanding: profile / /Understanding and correction: flash / /Understanding and correction: short shots / /Understanding and correction: burn / /Understanding and correction: sinks / /Understanding and correction: splay / /Understanding and correction: stress / /Understanding of water and oil heating systems (basics, in/out, etc.) / /Heating/cooling systems: core, ejector plate, front plate, sprue plate / /Oil and water systems for heaters / /Machine operator responsibilities, processor supervision responsibilities / /Packing parts: quantities, labels, identification stamps / /Use of the weigh-count scales / /Use of a multimeter / /Basic concepts: material grinders / /Basic concepts: product-handling systems (robots, conveyors, etc.) / /Basic concepts: material dryers / /Basic concepts: materials (regrind %, dye mix, additives, loading) / /Basic setup concepts: molds (vents, parting line, slides/horns, cores) / /Basic setup concepts: heating/cooling systems / /Basic setup concepts: high/low pressure settings / /Basic setup concepts: rods / /Processor responsibility for conforming (“good”) parts / /Safety basics: machine, plant, personal / /QA Database basics: requesting mold repairs, reports, etc. / /Cell concept basics (responsibilities, etiquette, teamwork) / /Housekeeping (on floor, at inspection station, in lab, etc.) / /
Trained by (please print): ________________________________ Initials used above: _____
Trainer’s signature: ___________________________ Position: ___________________Comments:_______________________________________________________________________
I have been trained in the material listed above, and understand what is expected of me.
Trainee’s signature: _______________________________________ Date __/__/__
17Fourth Quarter 2003
Figure 6.
A Sample from Webster Plastics' Training Matrix
DEPARTMENT TRAINING MATRIX
DEPARTMENT: Process Technicians
KEY: (Blackened-in square means operation completed)A= Need identified C= TrainedB= Training scheduled D= Training verified
EMPLOYEE POSITION SHIFT
Orie
ntat
ion
QS
Dep
artm
enta
l
Inte
rnal
Aud
itor
Bas
ic S
afet
y/M
SD
S
Haz
Mat
Job
Spe
cific
Tra
inin
g
For
klift
Van
Dor
n D
emag
Inje
ctio
n M
oldi
ng T
ech
Bilbao, John Process Technician 1st
Hornung, Mike Process Technician 1st
Granger, Louis Process Technician 2nd
Riggins, Grover Process Technician 2nd
Emford, Steve Process Technician 3rd
White, Jalen Process Technician 3rd
This sample, with names changed, is from a departmental training matrix. But everyone at Webster Plastics hasthe equivalent of a training matrix. Everyone is expected to self-improve.
Vigorous Fun
Never having had much publicity out-side their industry, Webster is easy tounderestimate. Much comes out of a smallorganization and physical plant. Althoughnot flashy in style, they do promote theirpast accomplishments while obviouslyeager to get on with new ideas in their hop-per. The overall impression is of a group ofpeople that have now put themselves into ahealthy stress zone — having fun tacklingchallenges most organizations wouldavoid. You come away feeling that they willnot be obscure forever.
In process improvement, WebsterPlastics is also a clear example of a compa-ny that has developed a culture of sponta-
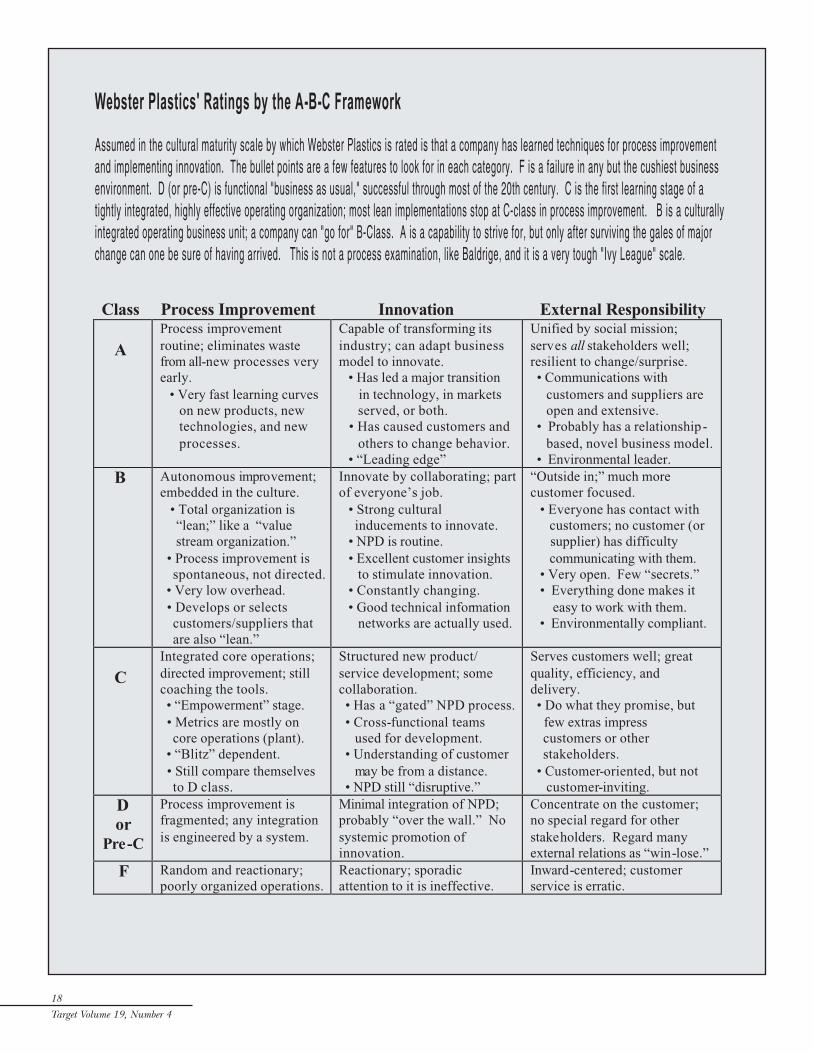
neous improvement. That's the soft side oflean operations that proponents often talkabout, but which many companies misswhile pushing to adopt the techniques.Sustaining the initial gains from lean trans-lates into using the techniques to makeongoing gains never possible to see before,and the big barrier to B-Class is culturalchange. Since it took Webster a long timeto break through that barrier, others shouldnot become discouraged too soon.
As in Webster's case, the "big humps"may not be on the shop floor, but in get-ting compatible customers, evolving a dif-ferent culture, and even an understandingownership.
. . . WebsterPlastics is also
a clear exampleof a company
that has devel-oped a culture
of spontaneousimprovement.
18
Target Volume 19, Number 4
19Fourth Quarter 2003
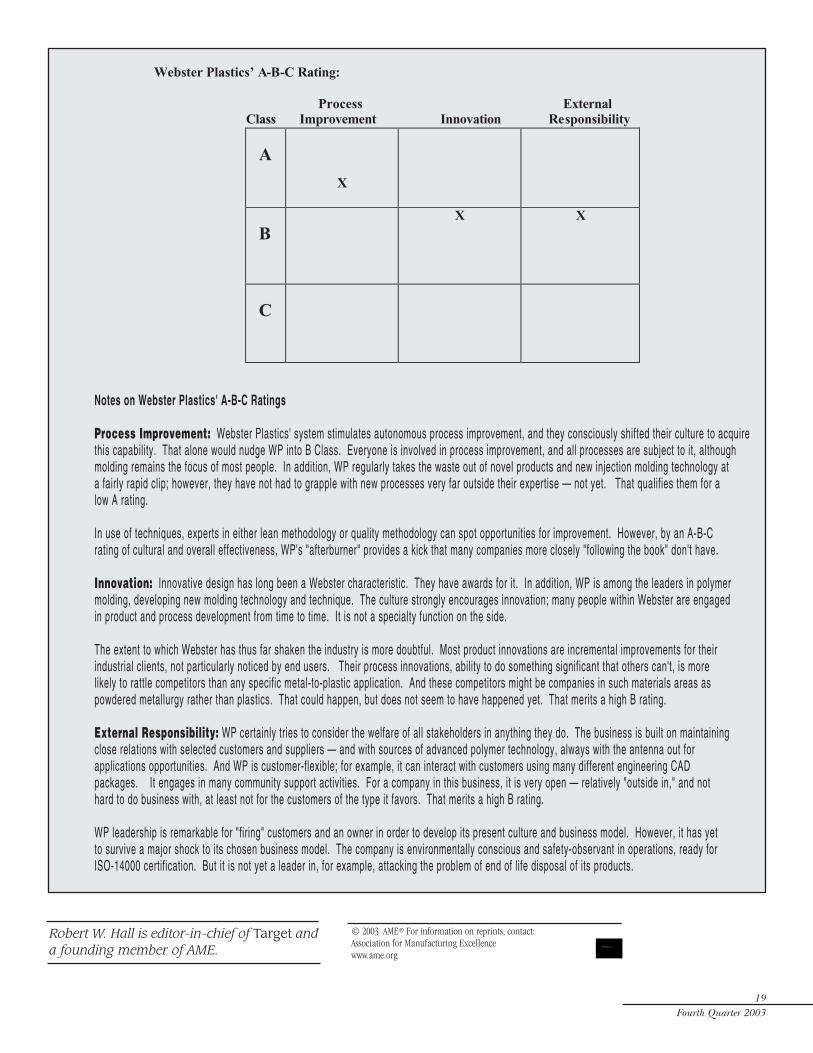
Webster Plastics’ A-B-C Rating: Process External Class Improvement Innovation Responsibility
A
X
B
X X
C
Robert W. Hall is editor-in-chief of Target anda founding member of AME.
© 2003 AME® For information on reprints, contact:Association for Manufacturing Excellencewww.ame.org