
FULLER Maintenance Training Course Text
111
Capacitación en Mantenimiento y Montaje de Chancadores Rotatorios Fuller FFE MINERALS CHILE S.A. BARROS ERRÁZURIZ 1954, OF. 708 TELÉFONO 56-2-3282900 FAX: 56-2-3282950 PROVIDENCIA SANTIAGO, CHILE
-
Upload
lectrolite -
Category
Documents
-
view
82 -
download
2
Transcript of FULLER Maintenance Training Course Text
Capacitación en
Mantenimiento y
Montaje de Chancadores
Rotatorios Fuller
F F E M I N E R A L S C H I L E S . A . B A R R O S E R R Á Z U R I Z 1 9 5 4 , O F . 7 0 8 T E L É F O N O 5 6 - 2 - 3 2 8 2 9 0 0 F A X : 5 6 - 2 - 3 2 8 2 9 5 0 P R O V I D E N C I A S A N T I A G O , C H I L E
B A R R O S E R R Á Z U R I Z 1 9 5 4 , T E L É F O N O 5 6 - 2 - 2 F A X : 5 6 - 2 - 3 P R O V I S A N T I A G O ,
Tabla de Contenidos 1 INSTALACIÓN _________________________________ 1
1.1 INTRODUCCIÓN ___________________________________________ 1
1.3 INSTALACION_____________________________________________ 3 1.3.1 CONSIDERACIONES PREVIAS A LA INSTALACIÓN ______ 3 1.3.2 FUNDACIONES ______________________________________ 3 1.3.3 MONTAJE DE LA CHANCADORA______________________ 4
1.3.3.1 CUERPO INFERIOR _______________________________ 4 1.3.3.2 INYECCION DE LECHADA _________________________ 5 1.3.3.3 CONJUNTOS BASE INFERIOR DEL EXCENTRICO ___ 6 1.3.3.4 CONJUNTO DE CONTRAEJE _______________________ 9 1.3.3.5 CONJUNTO DE CILINDRO HIDRAULICO ____________ 10
1.3.4 REVESTIMIENTOS DEL CUERPO INFERIOR ___________ 11 1.3.5 SEGMENTOS DEL ARO CÓNCAVO ___________________ 11 1.3.6 CUERPO CENTRAL _________________________________ 12 1.3.7 CUERPO SUPERIOR _________________________________ 12 1.3.8 CUERPOS PARTIDOS________________________________ 13 1.3.9 INSTALACION DE LAS PIEZAS CONCAVAS ___________ 14 1.3.10 CONJUNTO DEL EJE DE TRITURACION ______________ 15 1.3.11 ARAÑA ___________________________________________ 15
1.3.11.1 TRITURADORA SOPORTADA POR ARAÑA________ 16 1.3.11.2 SOMBRERETE DE LA ARAÑA ___________________ 17
2 CONDICIONES OPERACIONALES________________ 18
2.1 PREPARANDO DEL CHANCADOR___________________________ 18
B A R R O S E R R Á Z U R I Z 1 9 5 4 , T E L É F O N O 5 6 - 2 - 2 F A X : 5 6 - 2 - 3 P R O V I S A N T I A G O ,
2.2 RODAJE PRELIMINAR NUEVA O DESPUES DE UN CAMBIO DE BUJES_______________________________________________________ 19
2.3 RODAJE CON CARGA _____________________________________ 20
2.4 AJUSTE PRINCIPAL DEL CHANCADOR _____________________ 20
2.5 AJUSTE SECUNDARIO DEL CHANCADOR __________________ 21
2.6 AJUSTE DE LA VALVULA DE ALIVIO ______________________ 21
2.7 ALIMENTACION DE LA TRITURADORA_____________________ 22
2.8 FUNCIONAMIENTO ______________________________________ 22
2.9 ELIMINACION DE MATERIAL IMPEDITIVO EN EL CHANCADOR_____________________________________________________________ 23
2.10 PARADA DEL CHANCADOR______________________________ 24
2.11 BOMBAS DE RESERVA. __________________________________ 24
2.12 RENDIMIENTO DEL CHANCADOR ________________________ 25 2.12.1 TEMPERATURA DEL ACEITE _______________________ 25 2.12.2 AMPERIOS DEL MOTOR DE IMPULSION DE LA TRITURADORA __________________________________________ 26 2.12.3 INDICADOR DE POSICION DEL EJE PRINCIPAL _______ 26 2.12.4 VELOCIDAD DEL EJE PRINCIPAL ___________________ 26 2.12.5 TIEMPO DE MARCHA POR INERCIA__________________ 26 2.12.6 CESTA CRIBADA DEL TANQUE DE REBALSO _________ 26 2.12.7 PRESION DE FILTRO DEL ACEITE DE LUBRICACION__ 26
3 LUBRICACION ________________________________ 28
3.1 LUBRICANTES_______________________________________ 28 3.2 SISTEMA DE LUBRICACION___________________________ 29
3.2.1 PURGA __________________________________________ 30 3.2.2 LLENADO________________________________________ 30 3.2.3 CAMBIO DE ACEITE ______________________________ 30 3.2.4 CAMBIO DE FILTROS _____________________________ 30
3.3 LUBRICACION DEL MANGUITO DE LA ARAÑA_________ 30 3.4 COMPONENTES COMERCIALES _______________________ 31 3.5 SISTEMA DE AJUSTE HIDRAULICO ____________________ 31

B A R R O S E R R Á Z U R I Z 1 9 5 4 , T E L É F O N O 5 6 - 2 - 2 F A X : 5 6 - 2 - 3 P R O V I S A N T I A G O ,
4 MANTENIMIENTO _____________________________ 33
4.1 MANTENIMIENTO PREVENTIVO ______________________ 33 4.1.1 VERIFICACION DIARIA DE MANTENIMIENTO_______ 34 4.1.2 VERIFICACION DE MANTENIMIENTO SEMANAL ____ 35 4.1.3 VERIFICACION MAYOR DE MANTENIMIENTO ______ 36
4.2 CONJUNTO DE LA ARAÑA ____________________________ 37 4.3 RECAMBIO DEL MANGUITO DE LA ARAÑA ____________ 37 4.4 REVESTIMIENTO DE LAS CAVIDADES DE LA ARAÑA ___ 37 4.5 CAMBIO PARCIAL DE LAS FILAS DE CONCAVOS _______ 39 4.6 CAMBIO DE LOS REVESTIMIENTO DEL POSTE__________ 40 4.7 RECAMBIO DEL NUCLEO _____________________________ 47 4.8 PLATO DE GIRO DEL EJE PRINCIPAL___________________ 48 4.9 SELLO DE POLVO ____________________________________ 48 4.10 RECAMBIO DEL ANILLO DE CIERRE HERMETICO CONTRA EL POLVO _______________________________________________ 48 4.11 DESMONTAJE DEL EXCENTRICO _____________________ 49 4.12 RECAMBIO DEL BUJE INTERIOR _____________________ 49 4.13 RECAMBIO DEL BUJE EXTERIOR _____________________ 53 4.14 CONJUNTO CILINDRO HIDRAULICO __________________ 54
4.14.1 MANGUITOS DEL EMBOLO_______________________ 55 4.14.2 ANILLO DE DESGASTE INFERIOR _________________ 55 4.14.3 ANILLO DE DESGASTE CENTRAL _________________ 55 4.14.4 REMONTAJE DEL CILINDRO HIDRAULICO_________ 55 4.14.5 INSPECCION DEL CIERRE HIDRAULICO ___________ 55
4.15 AJUSTE DEL CONTRAEJE ____________________________ 56 4.16 RECAMBIO DE LOS COJINETES DEL CONTRAEJE ______ 58
4.16.1 DESMONTAJE ___________________________________ 58 4.16.2 INSTALACION DE COJINETES ____________________ 58 4.16.3 AJUSTE POR CONTRACCION _____________________ 59 4.16.4 TERMINACION DEL REMONTAJE _________________ 59
4.17 MOVIMIENTO INUTIL DEL CONTRAEJE _______________ 60 4.18 SISTEMA DE AJUSTE HIDRAULICO ___________________ 63
4.18.1 ACUMULADOR__________________________________ 63 4.18.2 PROCEDIMIENTO DE CARGA _____________________ 63 4.18.3 VALVULA DE ALIVIO ____________________________ 64
4.19 MATERIAL DE RESPALDO ___________________________ 64 4.19.1 ZINC ____________________________________________ 64 4.19.2 EPOXICO _______________________________________ 65
B A R R O S E R R Á Z U R I Z 1 9 5 4 , T E L É F O N O 5 6 - 2 - 2 F A X : 5 6 - 2 - 3 P R O V I S A N T I A G O ,
5 PLANOS______________________________________ 66
6 PROCEDIMIENTOS ____________________________ 67
6.1 PROCEDIMIENTO PARA CAMBIO DE POSTE _________________ 67
6.2 PROCEDIMIENTO PARA CAMBIO DE CONCAVOS ____________ 75
6.3 PROCEDIMIENTO DE DESMONTAJE Y MONTAJE DEL HIDROSET. ________________________________________________ 83
6.3 PROCEDIMIENTO DE DESMONTAJE Y MONTAJE DE LA EXCENTRICA ________________________________________________ 87
6.4 PROCEDIMIENTO PARA CAMBIO DEL BUJE DE LA ARAÑA Y FLEXIBLE DE LUBRICACIÓN.__________________ 91
6.5 PROCEDIMIENTO DE CAMBIO BUJE INTERIOR. __________ 94
6.7 PROCEDIMIENTO DE CAMBIO BUJE EXTERIOR __________ 97
6.9 PROCEDIMIENTO DE CAMBIO CONTRAEJE_________________ 100
6.10 PROCEDIMIENTO DE VERIFICACION DEL BACKLASH CHANCADOR _______________________________________________ 103
1
1 INSTALACIÓN Módulo N° 1
1.1 INTRODUCCIÓN La reducción de tamaño de partículas es una operación necesaria en una variada gama de actividades que incluye en la industria minera, metalúrgica, química, del cemento, cerámica, farmocologica, alimentos y otras. El objetivo que principalmente se persigue en la industria minera es obtener un producto de un tamaño en el cual las especies minarologicas valiosas se encuentren liberadas y puedan ser separadas de la ganga estéril en procesos posteriores.
Por la importancia de la operación de reducción de tamaño, es deseable disponer de un conocimiento detallado que entregue los conceptos físicos y de diseño involucrados. A través del esfuerzo de muchos investigadores, se ha desarrollado el nivel de conocimiento de esta área, en aspectos tales como la descripción del proceso de fractura mediante de población. Sin envargo, aun existe por hacer, debido al conocimiento limitado de muchas de las variable involucradas y de su interacción. La variedad de características del material que se procesa en términos tales como dureza, tamaño, forma, fallas de estructura interna y humedad, los efectos de variable del proceso como tamaño de bolas, fracción de llenado del material, formas y tamaños de barras elevadoras, hacen de la reducción del tamaño un campo abierto a la investigación.
Bajo estos conceptos de reducción de tamaño, se encuentra dentro de las líneas de producción el los procesos, como equipo de primera línea el chancador primario giratorio.
Capítulo
1

2
CHANCADOR GIRATORIO Las chancadoras giratorias son usadas principalmente para chancado primario, aunque se fabrican unidades para reducción mas fina que pueden usarse para chancado secundario. La chancadora giratoria consiste en un largo eje vertical o árbol (main shaft) que tiene un elemento de molienda de acero de forma cónica, denominado mantle este eje se asienta en un mango excéntrico en la parte inferior. El eje main shaft esta simplemente apoyado sobre el buje de la araña el cual esta inserto en la araña de centrado en su extremo superior, y a medida que gira el excéntrico, normalmente entre 100 a 150 RPM, describe una trayectoria cónica debido a la acción giratoria de la excéntrica en el interior de la cámara de chancado fija llamada shell, esta cámara esta revestida con elementos de desgaste , por lo general manganeso y el conjunto es llamado cóncavos. Al igual que el chancador de mandíbula el movimiento máximo de la cabeza ocurre cerca de la descarga.
Esto tiende a aliviar el atorado debido al hinchamiento, y la maquina trabaja bien en le chancado libre. El main shaft esta libre para girar en torno a su eje de rotación en le mango excéntrico de modo que durante el chancado los trozos de rocas son comprimidos entre el mantle rotatoria y los segmentos inferiores de los cóncavos, y la acción abrasiva es en dirección horizontal y es despreciable.
Las chancadoras giratorias frecuentemente trabajan sin mecanismos de alimentación y se alimentan directamente por camiones. Si la alimentación contiene demasiado fino en algunos casos se precalifica.

3
1.3 INSTALACION
1.3.1 CONSIDERACIONES PREVIAS A LA INSTALACIÓN
La trituradora lleva manguitos de precisión, engranajes, superficies labradas y partes que se han de proteger contra las condiciones ambientales desfavorables. Aunque estos componentes vienen protegidos suficientemente para el embarque, los materiales protectores tienen una duración relativamente limitada y no debe dependerse de los mismos por largos tiempos. Las capas protectoras en las piezas más sensibles, es decir cojinetes, manguitos, engranajes, etc.-han de examinarse al recibir y renovarse en caso necesario.
Si la trituradora no se instala dentro de un mes, se deberá tomar medidas para proteger los componentes contra el polvo, la suciedad, así como la humedad. Debidamente protegidos, el cuerpo, la araña, el eje principal y componentes semejantes pueden almacenarse al exterior para impedir que se hundan en el suelo durante el tiempo húmedo.
Examinar todas las partes almacenadas periódicamente para comprobar que no quedan sometidos a cualquier pérdida de calidad.
1.3.2 FUNDACIONES
La trituradora ha de montarse sobre una fundación diseñada para apoyar el peso del equipo, así como resistir las cargas producidas durante la marcha. El esquema general de la fundación viene identificado en el dibujo acotado de la fundación, pero su diseño detallado, de que se encarga el comprador, depende de la naturaleza de la substructura geológica. Normalmente, el comprador se encargará también de diseñar una caja de roca adecuada, cámara de descarga y cualquier otra estructura requerida a la estación de trituración.
La fundación viene provista de una abertura en el lado por el cual se mueven los conjuntos de excéntrico y de ajuste hidráulico al instalar y desmontar. Hay que tomar medidas para proveer rieles desmontables sobre los cuales se mueve un carro para manipular dichos conjuntos debajo de la trituradora.
La parte superior de la fundación ha de quedarse áspera para que se fije firmemente la lechada. Los pernos de anclaje deben colocarse en manguitos y verificarse según los dibujos aprobados respecto a sus localizaciones. Asegurarse de que se deja espacio para las calzas, la lechada, la base de la trituradora y los accesorios de montaje al colocar los pernos. También es necesario dejar espacio para las piezas auxiliares tales como unidades impulsoras, la unidad de bombeo de fluido hidráulico, la de bombeo de lubricante y el tanque de rebalso
4
1.3.3 MONTAJE DE LA CHANCADORA
Los siguientes párrafos indican las secuencias utilizadas generalmente en el montaje de la trituradora; cada secuencia puede modificarse de acuerdo a las condiciones existentes en el sitio de instalación
Durante los trabajos de montaje, manipular los componentes con cuidado para evitar dañar las superficies labradas. Examinar cada componente detenidamente cuando se monta la unidad, y quitar rebabas o recalcaduras posiblemente producidas durante el embarque y el manipuleo.
1.3.3.1 CUERPO INFERIOR
Limpiar completamente la superficie superior de la fundación y la superficie inferior del cuerpo inferior para quitar todas las impurezas, grasa y aceite. Colocar calzas de acero de 2 pulg, de espesor y unas de 5 pulg, en cuadro sobre la fundación a ambos lados de cada perno de enclaje. Colocar el cuerpo inferior sobre la fundación estando alineados los agujeros de montaje con los pernos de anclaje. Luego bajarlo sobre las calzas. Nivelar el cuerpo inferior. Emplear cuñas según lo necesario par izarlo. Agregar calzas necesarias a las que ya están en lugar, luego quitar las cuñas. Usar la brida superior labrada para comprobar la horizontalidad. Apretar las tuercas en los pernos de anclaje uniformemente, luego comprobar para averiguar si el cuerpo inferior se hallase todavía a nivel.
Poner una cubierta sobre el sombrerete guardapolvo localizado en el cuerpo inferior. Hacerla bastante fuerte para soportar una persona. Durante los pasos posteriores, se utilizará como una plataforma de trabajo.
Amartillar las tuercas hasta que se hallen apretadas, volver a comprobar la horizontalidad, luego fijar el cuerpo inferior en lugar inyectando lechada. No quitar las calzas.
5
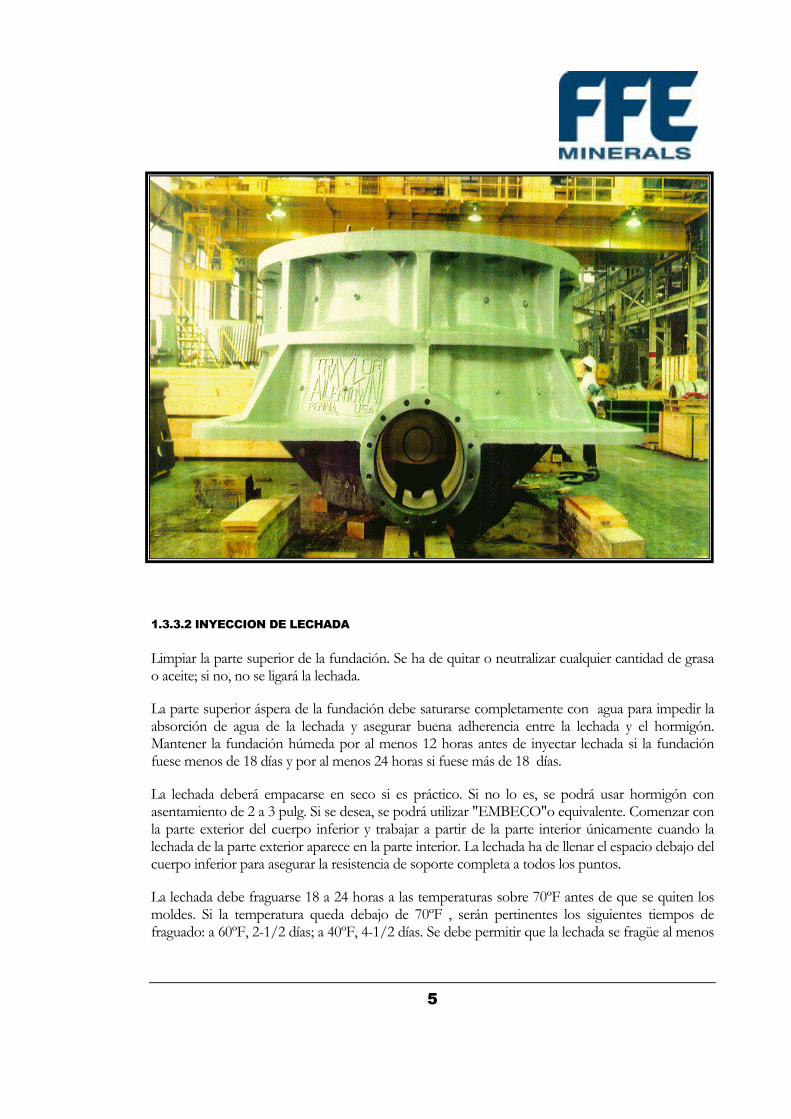
1.3.3.2 INYECCION DE LECHADA
Limpiar la parte superior de la fundación. Se ha de quitar o neutralizar cualquier cantidad de grasa o aceite; si no, no se ligará la lechada.
La parte superior áspera de la fundación debe saturarse completamente con agua para impedir la absorción de agua de la lechada y asegurar buena adherencia entre la lechada y el hormigón. Mantener la fundación húmeda por al menos 12 horas antes de inyectar lechada si la fundación fuese menos de 18 días y por al menos 24 horas si fuese más de 18 días.
La lechada deberá empacarse en seco si es práctico. Si no lo es, se podrá usar hormigón con asentamiento de 2 a 3 pulg. Si se desea, se podrá utilizar "EMBECO"o equivalente. Comenzar con la parte exterior del cuerpo inferior y trabajar a partir de la parte interior únicamente cuando la lechada de la parte exterior aparece en la parte interior. La lechada ha de llenar el espacio debajo del cuerpo inferior para asegurar la resistencia de soporte completa a todos los puntos.
La lechada debe fraguarse 18 a 24 horas a las temperaturas sobre 70ºF antes de que se quiten los moldes. Si la temperatura queda debajo de 70ºF , serán pertinentes los siguientes tiempos de fraguado: a 60ºF, 2-1/2 días; a 40ºF, 4-1/2 días. Se debe permitir que la lechada se fragüe al menos
6
7 días antes de ponerse en marcha los equipos. Los moldes quitados, deben mantenerse húmedos por varios días. Luego aplicar un compuesto de curación.
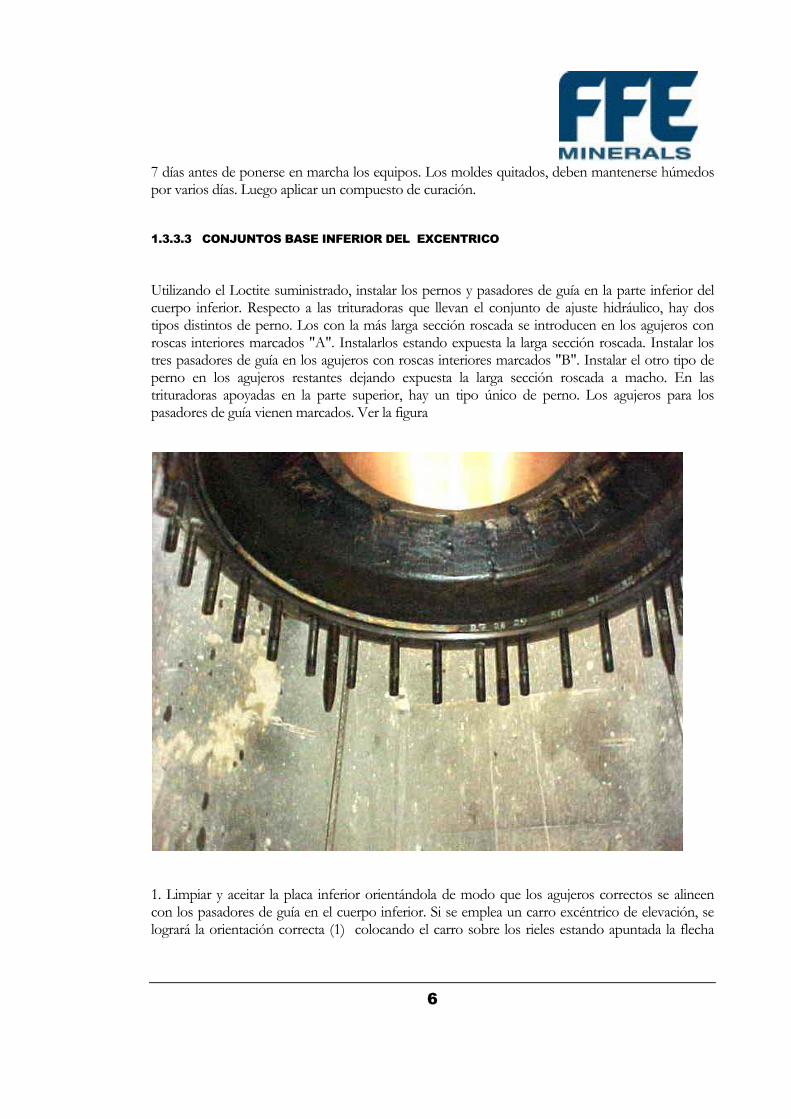
1.3.3.3 CONJUNTOS BASE INFERIOR DEL EXCENTRICO
Utilizando el Loctite suministrado, instalar los pernos y pasadores de guía en la parte inferior del cuerpo inferior. Respecto a las trituradoras que llevan el conjunto de ajuste hidráulico, hay dos tipos distintos de perno. Los con la más larga sección roscada se introducen en los agujeros con roscas interiores marcados "A". Instalarlos estando expuesta la larga sección roscada. Instalar los tres pasadores de guía en los agujeros con roscas interiores marcados "B". Instalar el otro tipo de perno en los agujeros restantes dejando expuesta la larga sección roscada a macho. En las trituradoras apoyadas en la parte superior, hay un tipo único de perno. Los agujeros para los pasadores de guía vienen marcados. Ver la figura
1. Limpiar y aceitar la placa inferior orientándola de modo que los agujeros correctos se alineen con los pasadores de guía en el cuerpo inferior. Si se emplea un carro excéntrico de elevación, se logrará la orientación correcta (1) colocando el carro sobre los rieles estando apuntada la flecha

7
marcada IN hacia la trituradora, y (2) colocando la placa inferior en el carro enganchando el pasador de orientación con los agujeros correspondientes en la placa inferior.
Limpiar y aceitar la placa de desgaste excéntrico y colocarlo en la placa inferior.
El excéntrico y el engranaje cónico están fabricados en la fábrica. Limpiar este subconjunto completamente, recubrirlo con aceite y colocarlo en el anillo de desgaste. Colocar la(s) empaquetadura(s) en la placa inferior, luego poner una cubierta protectora temporaria sobre todo.
8

9
En el cuerpo inferior limpiar la cámara del contraeje, el cárter de engranajes, los manguitos exteriores excéntricos instalados en la fábrica y el sombrerete guardapolvo, luego recubrirlos con aceite. Quitar la cubierta temporaria y mover el excéntrico y el subconjunto de placa inferior debajo del cuerpo inferior. Se emplea el carro excéntrico de elevación, el procedimiento más fácil consistiría en bajar cuatro cables suspendidos desde una grúa a través del cuerpo inferior. Fijarlos a los agujeros de izar en las esquinas del carro y levantarlo hasta que el subconjunto se halle en su posición contra el cuerpo inferior. Si se incluye con la trituradora un conjunto de cilindro hidráulico, instalar y apretar las tuercas en los pernos con la larga sección con roscas interiores solamente. Si la trituradora viene soportada por una araña, instalar y apretar las tuercas en todos los pernos.
1.3.3.4 CONJUNTO DE CONTRAEJE
El conjunto de contraeje se embarca como unidad completamente montada. Limpiar y aceitar la unidad, colocar la(s) empaquetadura(s) contra la brida para apernar, e insertarlo en el cuerpo inferior. Tener cuidado especial al enganchar el piñon con el engranaje cónico de modo que no se produzcan en ninguno de los dos mellas, rebabas, o recalcaduras. Apernar el conjunto al cuerpo inferior. Un agujero de montaje está descentrado para asegurar la orientación correcta del conjunto de contraeje. Los dos agujeros con roscas interiores en el cárter reciben los pernos elevadores para

10
ayudar a desmontar el conjunto del contraeje. Ver la sección sobre mantenimiento respecto a las instrucciones acerca del ajuste de contacto de dientes y movimiento inútil.
Fijar una cubierta temporaria sobre el sombrerete guardapolvo para impedir que las materias extrañas y la humedad entren en el cojinete y las zonas del cilindro hidráulico.
1.3.3.5 CONJUNTO DE CILINDRO HIDRAULICO
Si uno quede incluido en el triturador, el conjunto de cilindro hidráulico se embarcará como unidad montada. Orientar el conjunto con el objeto de alinear los agujeros debidamente con la placa inferior, luego instalar los anillos "O". Si se dispone un carro excéntrico de elevación y mira hacia el sentido correcto, se logrará la orientación apropiada poniendo la lengüeta en la parte inferior del conjunto en la muesca en el anillo interior del carro. Colocar el anillo de desgaste central y el del émbolo en el émbolo y mover el conjunto debajo del cuerpo inferior.
11
El conjunto se levanta en su posición muy fácilmente utilizando una grúa para elevar el carro de la manera descrita en la sección sobre conjuntos del excéntrico y de la placa inferior. Alinearlo con los pasadores de guía izándolo con torno izador, o gato. Instalar y apretar las tuercas en todos los pernos.
Instalar el transductor de posición de la cubierta del cono de trituración de acuerdo con las instrucciones del fabricante suministradas. Es especialmente importante limpiar las superficies de contacto y asentar el anillo "O" debidamente.
Apernar el codo con su empaquetadura a la brida localizada en la parte inferior de la cubierta inferior. Apernar la defensa para la cubierta inferior en su lugar dejando abierta la parte inferior. Instalar el resto de la tubería hidráulica, luego apernar la parte inferior en la defensa para la cubierta inferior.
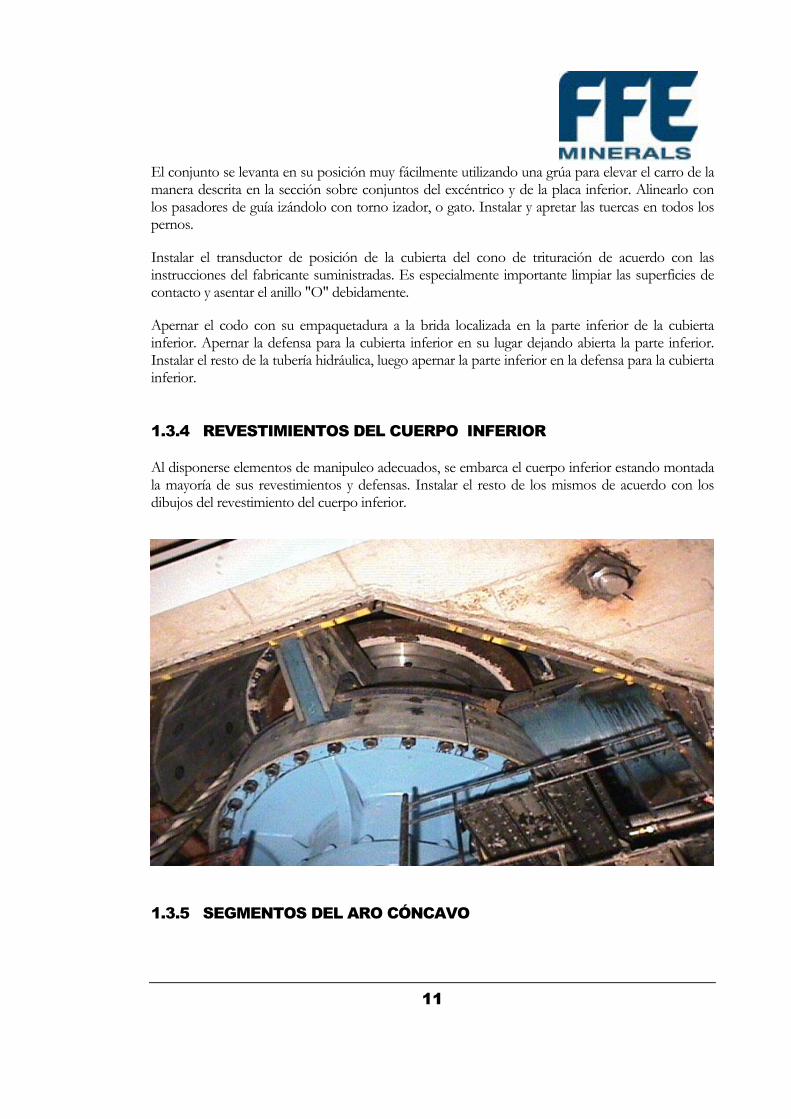
1.3.4 REVESTIMIENTOS DEL CUERPO INFERIOR
Al disponerse elementos de manipuleo adecuados, se embarca el cuerpo inferior estando montada la mayoría de sus revestimientos y defensas. Instalar el resto de los mismos de acuerdo con los dibujos del revestimiento del cuerpo inferior.
1.3.5 SEGMENTOS DEL ARO CÓNCAVO
12
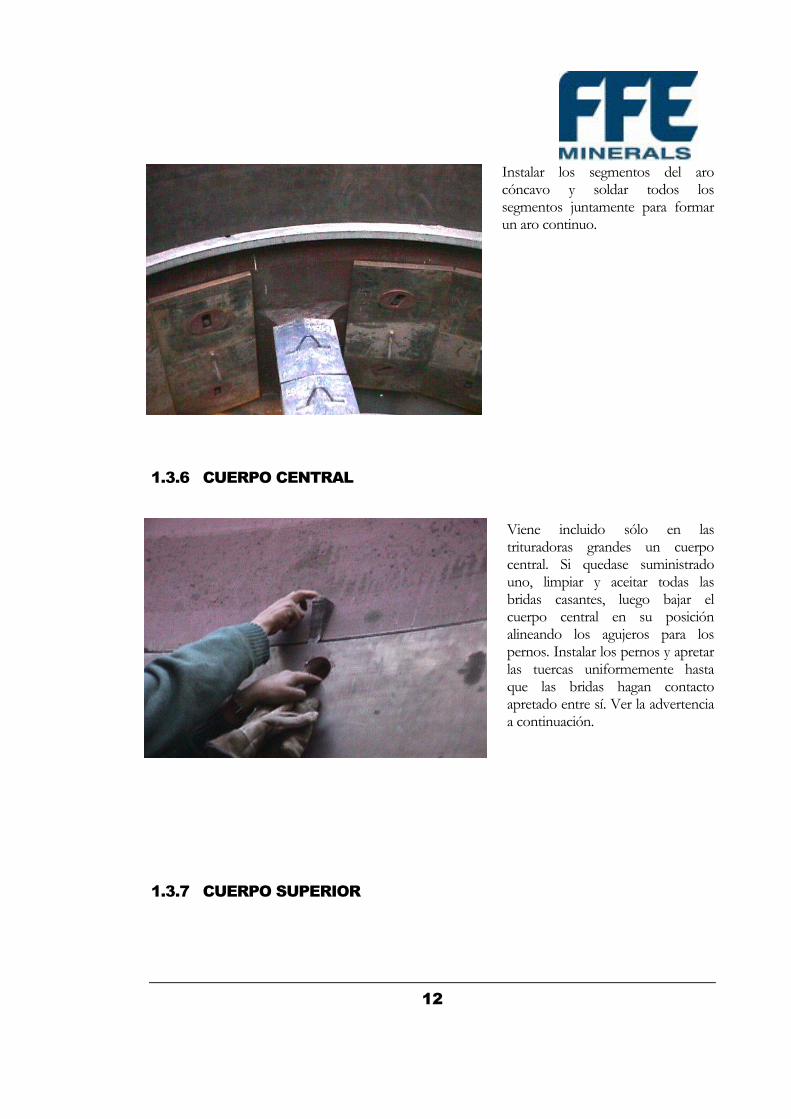
Instalar los segmentos del aro cóncavo y soldar todos los segmentos juntamente para formar un aro continuo.
1.3.6 CUERPO CENTRAL
Viene incluido sólo en las trituradoras grandes un cuerpo central. Si quedase suministrado uno, limpiar y aceitar todas las bridas casantes, luego bajar el cuerpo central en su posición alineando los agujeros para los pernos. Instalar los pernos y apretar las tuercas uniformemente hasta que las bridas hagan contacto apretado entre sí. Ver la advertencia a continuación.
1.3.7 CUERPO SUPERIOR

13
Limpiar y aceitar todas las bridas casantes. Bajar el cuerpo superior en su posición alineando los agujeros para los pernos. Asegurarse de orientarlo de modo que la araña se halle al ángulo correcto para la alimentación. Instalar los pernos y apretar las tuercas uniformemente hasta que las bridas hagan contacto apretado entre sí.
ADVERTENCIA : El ajuste entre los cuerpos es cónico. Apretar las tuercas uniformemente para evitar el desalineamiento de los cuerpos.
1.3.8 CUERPOS PARTIDOS
En algunas trituradoras, el cuerpo superior o el mismo y el cuerpo central van partidos verticalmente en mitades. Montar las mitades de la manera siguiente, luego instalar los cuerpos según lo descrito anteriormente. Limpiar y aceitar las bridas casantes, mover las mitades juntamente, y alinear los chaveteros verticales. Apernar las bridas juntamente, pero no tan apretadamente que las mitades no pueden moverse al instalar las chavetas.
Insertar las chavetas y apretar todos los pernos uniformemente.
Calentar las varillas de conexión encogibles en palanqueta de gimnasia a 250ºF aproximadamente y colocarlas en sus rebajes dentro del cuerpo a las uniones.
Apernar las placas de retención de las varillas de conexión a la parte inferior de las bridas verticales a fin de que soporten las grandes varillas de conexión encogibles exteriores. Calentar dichas varillas a 250ºF aproximadamente y colocarlas en las bridas verticales.
Las varillas de conexión enfriadas, volver a comprobar la tensión de los pernos.
14
1.3.9 INSTALACION DE LAS PIEZAS CONCAVAS
Repasar los procedimientos acerca de MATERIALES DE RESPALDO en la sección sobre MANTENIMIENTO para preparar la superficie antes de proceder.
ADVERTENCIA
Colocar las piezas cóncavas correctamente.
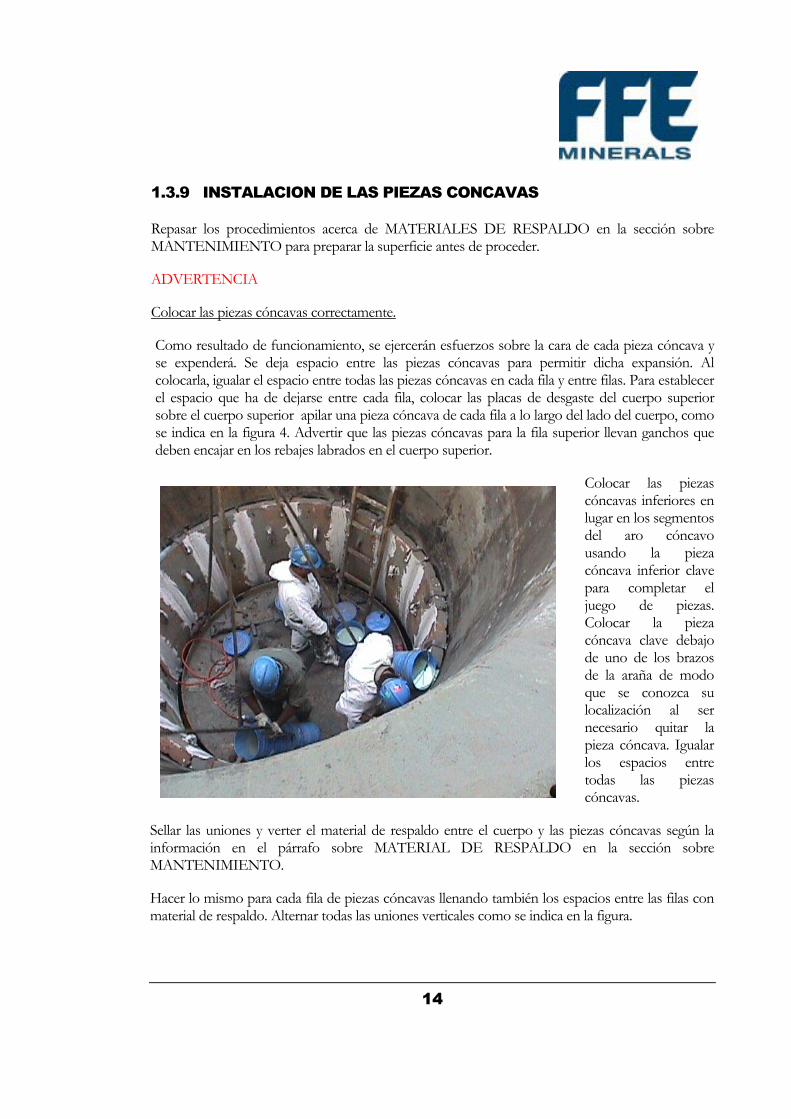
Como resultado de funcionamiento, se ejercerán esfuerzos sobre la cara de cada pieza cóncava y se expenderá. Se deja espacio entre las piezas cóncavas para permitir dicha expansión. Al colocarla, igualar el espacio entre todas las piezas cóncavas en cada fila y entre filas. Para establecer el espacio que ha de dejarse entre cada fila, colocar las placas de desgaste del cuerpo superior sobre el cuerpo superior apilar una pieza cóncava de cada fila a lo largo del lado del cuerpo, como se indica en la figura 4. Advertir que las piezas cóncavas para la fila superior llevan ganchos que deben encajar en los rebajes labrados en el cuerpo superior.
Colocar las piezas cóncavas inferiores en lugar en los segmentos del aro cóncavo usando la pieza cóncava inferior clave para completar el juego de piezas. Colocar la pieza cóncava clave debajo de uno de los brazos de la araña de modo que se conozca su localización al ser necesario quitar la pieza cóncava. Igualar los espacios entre todas las piezas cóncavas.
Sellar las uniones y verter el material de respaldo entre el cuerpo y las piezas cóncavas según la información en el párrafo sobre MATERIAL DE RESPALDO en la sección sobre MANTENIMIENTO.
Hacer lo mismo para cada fila de piezas cóncavas llenando también los espacios entre las filas con material de respaldo. Alternar todas las uniones verticales como se indica en la figura.
15
Localizar la pieza cóncava clave en la segunda fila a 180 grados alejado de la en la fila inferior, luego continuar alternando la situación de la pieza cóncava clave en cada fila sucesiva del mismo modo ya indicado.
1.3.10 CONJUNTO DEL EJE DE TRITURACION
El eje de trituración, el núcleo, el revestimiento del cono de trituración, la tuerca del cabezal, el anillo guarda polvo, el retenedor del mismo, vienen montados en la fábrica por lo general. Si no se hubiese premontado, seguir el procedimiento de montaje titulado RECAMBIO DE LAS CUBIERTAS DEL CONO DE TRITURACION.
Limpiar y aceitar los gorrones del conjunto de eje principal. Desmontar la cubierta temporaria del cuerpo inferior, luego bajar con mucho cuidado el conjunto del eje a través de la trituradora en el excéntrico. Tener cuidado especial de asegurarse que el anillo guardapolvo dentro del extremo inferior del núcleo se engancha con la parte exterior del sombrerete. Bajar el conjunto del eje hasta que descanse sobre el armazón de la trituradora. No es necesario desmontar el perno de ojo en la mayoría de los casos.
1.3.11 ARAÑA
La araña se entregará estando fijado a la misma su manguito y la línea interior de lubricación. Limpiar el manguito con cuidado y lubricarlo.
Colocar la placa de retención para el sello de la araña y el sello de la araña en la tuerca de cabeza del eje principal.
Izar al araña en su posición encima de la trituradora, luego bajarla lentamente manteniéndola al nivel de modo que entren en las cavidades de la araña sin trabarse. Además, evitar averiar el eje, el manguito y la manguera de lubricación de la araña.

16
Instalar el sello de la araña en la cavidad del manguito de la araña y apernar el retenedor del sello a la araña.
Insertar los pernos para la araña y apretar los pernos gradualmente alternamente para evitar inclinaciones y trabas. Al apretar todas las tuercas, darles golpes de mandarria. Colocar las placas de desgaste del cuerpo superior y apernarlas.
Montar las defensas de la araña. En algunas instalaciones, las cavidades en las defensas se llenan con material de respaldo según las instrucciones en la sección sobre MATERIAL DE RESPALDO.
1.3.11.1 TRITURADORA SOPORTADA POR ARAÑA
Si la trituradora fuese del tipo soportado por araña, limpiar y lubricar el anillo de desgaste de la articulación de rótula y colocarlo sobre la brida del manguito de la araña.
Limpiar y lubricar la tuerca de suspensión y atornillarla en el extremo del eje principal hasta hacer contacto con el anillo de desgaste.
Utilizando una grúa, levantar el eje principal y apretar la tuerca por un mínimo de una vuelta completa o elevar el eje principal hasta que alcance la altura que confiere el ajuste deseado para el funcionamiento y atornillar la tuerca hasta hacer contacto con el asiento. Insertar la chaveta en la tuerca.
17
ADVERTENCIA No hacer funcionar la trituradora estando el núcleo en contacto con el bonete. El eje principal debe elevarse y la tuerca de suspensión debe apretarse por un mínimo de una vuelta completa antes de hacer funcionar la trituradora.
1.3.11.2 SOMBRERETE DE LA ARAÑA
No instalar el sombrerete de la araña hasta verificarse que el lubricante se aplica al manguito de la araña. Hacer referencia a la sección sobre VERIFICACION PREVIO DE PONER EN MARCHA. A este momento, instalar una cubierta protectora temporaria para eliminar la suciedad
Si viene incluido en la máquina el sistema de ajuste hidráulico, las interconexiones para dicho sistema quedan indicadas en el esquema hidráulico. Montar el acumulador en una posición vertical en la pared de la fundación y fijarlo en lugar con una consola.
Colocar la válvula de alivio cerca de la trituradora en un lugar accesible, puesto que se hacen ajustes finales a su valor predeterminado cuando la trituradora funciona con carga.
Durante la instalación, tener cuidado especial al mantener los tubos, los accesorios y las mangueras libres de suciedad, grasa y materias extrañas que podrían penetrar en el sistema. Examinar cada pieza con cuidado, limpiarla en caso necesario, y purgar por soplo de aire al conectar la unidad.
Tomar mediadas para calentar todas las líneas que serán expuestas a las temperaturas menores de 70ºF. Efectuar las conexiones eléctricas apropiadas a los componentes del sistema. Interconectar los calentadores, su arrancador y el termostato con la compañía de electricidad a fin de que el aceite pueda mantenerse a la temperatura de trabajo sin tener en cuenta si la potencia se alimenta a la trituradora.
CARGA DEL ACUMULADOR Cargar el acumulador a 300 psi con nitrógeno seco de acuerdo con las instrucciones del fabricante. Usar la manguera de cargo y el manómetro suministrados como parte de la trituradora. Será necesario un cilindro que contiene 80 pies cúbicos de nitrógeno presurizado a 2200 psi. LLENADO DEL SISTEMA Después de purgar el sistema, asegurarse que el tapón queda en el depósito. Cerrar la cubierta de inmediato después de llenar para impedir que los contaminantes penetren en el sistema. El aceite que se ha de usar viene especificado en la sección sobre LUBRICACION. Ver las instrucciones del fabricante antes de accionar la bomba. Ajustar el termóstato a 100ºF y permitir que el aceite alcance dicha temperatura. Al alcanzar este punto, accionar la válvula de tres direcciones y bombear aceite en las líneas de la trituradora. Desmontar el tapón del purgador de aire para la cubierta inferior y bombear aceite en el espacio debajo del émbolo hasta que se haya llenado y el aceite purgado se halle claro y exento de aire arrastrado. Reponer el tapón.
ADVERTENCIA No accionar el calentador ni las bombas hasta que el sistema se haya llenado con aceite. Asegurarse que las válvulas quedan abiertas completamente antes de poner en marcha la bomba.

18
2 CONDICIONES OPERACIONALES Módulo N° 2
2.1 PREPARANDO DEL CHANCADOR
ANTES DE PONER LA TRITURADORA EN MARCHA POR LA PRIMERA VEZ, O DESPUÉS DE UN REPOSO GENERAL, DEBE REALIZARSE LOS TRABAJOS SIGUIENTES:
1. Purgar las tuberías y el chancador.
2. Llenar el tanque de rebalso con un aceite lubricante especificado (ver la sección sobre
lubricación). Calentar el aceite.
3. Comprobar la apretadura de todas las tuercas, especialmente las de los pernos del cuerpo y las de los pernos de araña.
4. Volver a comprobar la tubería y la canalización eléctrica localizadas debajo de la
trituradora asegurándose que se hallan protegidas.
5. Antes de conectar el accionamiento, comprobar la rotación del motor de impulsión.
6. Comprobar la acción de las alarmas en las líneas de entrada y salida de aceite.
7. Purgar de aire de sistema de ajuste hidráulico y examinar las lineas hidráulicas para ver si hubiese fugas.
8. Elevar el eje principal de la trituradora por dos pulgadas utilizando el sistema de ajuste
hidráulico.
Capítulo
2
19
9. Asegurarse que el sistema de agua de enfriamiento se halla conectado y está funcionando.
10. Comprobar el sistema de presionización de aire y de ajustar la presión entre ½ y 1 psi.
11. Comprobar la acción del sistema de lubricación del manguito de la araña.
12. Una vez que el aceite de lubricación ha alcanzado la temperatura correcta, poner la bomba
de aceite en marcha y permitir circular el aceite a través de la trituradora hasta que se puede percibir un flujo completo en el indicador visual de flujo localizado en la línea de retorno.
13. Comprobar el caudal de aceite a los cojinetes del excéntrico y del contraeje.
14. Poner el motor de la trituradora en marcha.
2.2 RODAJE PRELIMINAR NUEVA O DESPUES DE UN CAMBIO DE BUJES
DEJAR FUNCIONAR LA TRITURADORA POR AL MENOS OCHO HORAS. DURANTE ESTE TIEMPO, LOS COMPONENTES DE LA MISMA SE ASENTARÁN UN POCO. ENTRETANTO, VERIFICAR LO SIGUIENTE:
1. Buscar cualesquier fugas de aceite que provengan de la entrada de aceite y las tuberías de
retorno.
2. Las fugas de aceite por el sello del contraeje señalan el flujo excesivo de aceite a los cojinetes del contraeje. Si se produciesen fugas, cerrar la válvula en esta línea un poco para reducir el flujo, pero observar el indicador visual de flujo a fin de asegurar que el flujo no se detiene completamente. Se requieren aproximadamente 3 gpm.
3. Comprobar la temperatura de los cojinetes del contraeje. Al poner la mano en el cárter del
contraeje. ( Ver la sección a continuación sobre rodaje con carga).
4. Asegurarse que el sistema de enfriamiento de aceite está en marcha. Comprobar el funcionamiento de los manómetros y termómetros en la unidad de bombeo.
5. Comprobar el funcionamiento del sistema de lubricación del manguito de la araña.
20
6. Examinar el soporte hidráulico y los sistemas de ajuste.
2.3 RODAJE CON CARGA
Después del rodaje preliminar, la cantidad material del 50% de la capacidad de la trituradora puede alimentarse en la cámara de trituración. El material de alimentación debe ser seco y no ha de contener partículas finas o trozos de tamaño mayor de 2/3 del tamaño de la boca de alimentación. Después de triturar aproximadamente una hora, parar la máquina. Asegurarse que los pernos del cuerpo, los de la araña, así como los del anclaje quedan apretados. Verificar continuamente la apretadura de estos pernos durante las dos primeras semanas de servicio y a intervalos regulares posteriormente.
Comprobar periódicamente las temperaturas de los cojinetes del contraeje. Si aparecen altas, se indicará el flujo insuficiente a los cojinetes o juego entre rodillos inadecuado. ( Ver la sección sobre ajuste de contraeje en las instrucciones de mantenimiento respecto a los consejos sobre ajustes de rodillos).
Aumentar poco a poco la cantidad de material de alimentación durante un tiempo de unas cuarenta horas hasta alcanzar la plena capacidad. El tiempo necesario para lograr la producción máxima se determina por las características de la piedra y el tiempo necesario a fin de que se alisen las superficies de trituración. Con la mayoría de los tipos de piedra, se logra la producción máxima después de sesenta o ochenta horas de servicio.
El ajuste de la trituradora se cambia elevando hidráulicamente el eje principal mediante la bomba hidráulica motorizada y bajando el eje mediante la alimentación por gravedad a través la válvula de solenoide de maniobra. (Ver la sección sobre EL SISTEMA ADJUSTE HIDRAULICO para obtener la explicación completa.
2.4 AJUSTE PRINCIPAL DEL CHANCADOR El medidor provisto con el equipo del indicador de posición, para la cubierta del cono de trituración viene calibrado en pulgadas en incrementos de 1/8 pulg. Señala la altura del conjunto de eje principal encima de su posición completamente descendente. Con una nueva pieza cóncava y un nuevo cono de revestimiento, un movimiento ascendente por 1 pulg. produce una reducción en el ajuste de aproximadamente1/4 pulg. Una vez desgastadas las superficies de trituración, la altura a la cual se realizará este ajuste aumentará, pero la relación del movimiento del eje a la reducción del ajuste permanecerá bastante constante. El ajuste final puede realizarse después de observar el tamaño de grano final de la salida. El tamaño grano final puede mejorarse considerablemente a este período por medio de un pequeño ajuste manteniendo la máxima capacidad a un ajuste dado. Todos los cambios del ajuste se han de hacer estando parado la
21
trituradora o marchando la misma sin carga, nunca mientras que desmenuza materias. Si oscila la aguja del indicador para la cubierta del cono de trituración podría ocasionarse por el aire en el sistema. Si fuera el caso bajar el conjunto del eje a su posición "completamente ascendente", y purgar el sistema. (Respecto a los detalles, ver la sección sobre el sistema de ajuste hidráulico de la trituradora).
En cuanto a una trituradora soportada por una araña, el ajuste se regula cambiando la situación de la tuerca localizada en la parte superior del eje principal. El ajuste se hace de la manera siguiente: Desmontar la tapa de la araña, soportar el eje principal o elevarlo por grúa, quitar la clave de la tuerca, y hacer girar la tuerca hacia arriba o abajo por el eje principal hasta alcanzarse la distancia deseada. Al hacer el ajuste, reponer el soporte de la araña en su condición de funcionamiento.
ADVERTENCIA No hacer funcionar la trituradora haciendo contacto el núcleo con el bonete. El eje principal ha de desmontarse del bonete para permitir que la tuerca de suspensión se haga girar al menos una vuelta completa.
2.5 AJUSTE SECUNDARIO DEL CHANCADOR Hay un ajuste mínimo de la trituradora que oscila de acuerdo a la aplicación, y la trituradora no ha de hacerce funcionar a un ajuste menor que dicho mínimo. Un cambio en las condiciones de trituración puede alterar también el ajuste mínimo admisible, y uno previamente aceptable podría resultar demasiado pequeño en las nuevas condiciones. Un ajuste excesivamente estrecho se indica con un aumento anormal de la potencia que el motor consume.
2.6 AJUSTE DE LA VALVULA DE ALIVIO En las máquinas provistas del sistema de adjunte hidráulico, la válvula de alivio localizada en la parte inferior de la trituradora se ajuste mientras que la misma funciona en plena carga normal. En tal condición, ajustar la válvula hasta que una carga normal lo haga abrir permitiendo bajar el eje. Luego ajustar dicha válvula en posición más alta de modo que sostenga las máximas cargas normales. El propósito de la válvula de alivio es proteger la máquina contra piezas no desmenuzables. Si tal pieza se atasca en la trituradora, se abrirá la válvula y el eje principal baja para descargar la pieza. Puede ser necesario hacer varios ajustes para el ajuste adecuado.

22
2.7 ALIMENTACION DE LA TRITURADORA
La producción de la trituradora se afecta por el método de alimentación. Idealmente, el material de alimentación se ha de descargar en la tolva de alimentación de modo que primero haga contacto con el material ya situado allá. Luego se rompa por el brazo de la araña mientras que pasa en la trituradora. La trituradora se alimenta así uniformemente alrededor del plato produciendo el desgaste uniforme en las piezas cóncavas. Descargar alternamente el material de alimentación a dos puntos en los lados opuestos de la tolva yendo paralelo a la araña. La alimentación desde sólo un lado produce el desgaste irregular y alto consumo de potencia con relación a la producción. El tamaño máximo de un trozo no debe tener las dimensiones superiores a 2/3 de la boca de alimentación ocasionando una pérdida de producción mientras que se elimina el material impeditivo.
Se ha de mantener la alimentación tan continua como posible para mantener la trituradora llenada. Se logra así la producción máxima.
2.8 FUNCIONAMIENTO Si la trituradora viene provista con un sistema de ajuste hidráulico, el mismo no deberá hacerse funcionar estando el eje principal más bajo de 2 pulg. a partir de su posición completamente ascendente. De otra manera se dispondrá una cantidad demasiado pequeña de aire para eliminar el material impeditivo de la trituradora en caso que suceda esto. (Ver la sección sobre ELIMINACION DE MATERIAL IMPEDITIVO, a continuación).
Durante el período de rodaje, hacer verificaciones frecuentes de la potencia. Idealmente, se ha de instalar un kilovatímetro registrador para da una lectura completa del consumo de potencia. La tendencia de las necesidades de potencia para un material y un ajuste dados una vez establecida, oscilará el consumo de potencia a medida que se cambie la configuración de desgaste en las superficies de trituración. Si excede los limites razonables y aumentan las necesidades de potencia mientras que decrece la capacidad, se deberán inspeccionar ambas piezas cóncavas.
Examinar especialmente la zona de la descarga. Sucede frecuentemente que un reborde se forma a la extremidad inferior de la cubierta del cono de trituración. Recortar dicho reborde para permitir la descarga libre del producto; al mismo tiempo verificar si se hubiese formado un hueco en las piezas cóncavas inferiores.
Una vez que un hueco se forma en la fila inferior de las piezas cóncavas, aumenta el consumo de potencia mientras que decrece la capacidad. En casos extremos en que se alimentan finos mojados
23
y pegajosos, se ocasiona el "empaquetamiento". Esto produce la presión más alta que lo normal que acciona la válvula de alivio. Dicha válvula deja escapar aceite que regresa al tanque y permite bajar el conjunto de eje principal. Esto ocasiona el paso de un producto extragrande, lo que necesita la elevación del eje cada vez que se acciona la válvula de alivio. Una extensión de la duración de las piezas cóncavas se puede lograr recortando sus partes inferiores, pero un nuevo juego se ha de instalar cuanto antes.
2.9 ELIMINACION DE MATERIAL IMPEDITIVO EN EL CHANCADOR
Durante las operaciones normales de trituración, podría pararse la trituradora como si hubiese ocasionado por una falla de alimentación eléctrica. Al suceder esto hacer lo siguiente:
1. Oprimir el pulsador LOWER (bajar) hasta que se hubiese caído el eje
aproximadamente ¾ pulg. a 1 pulg., como se señala en el indicador de la posición del cono del revestimiento.
2. Accionar el motor de impulsión. 3. Tan pronto como se pone en marcha el motor de la trituradora, soltar el pulsador
LOWER (bajar) y permitir que se eliminen los materiales impeditivos en la trituradora. 4. Poner la bomba de la unidad hidráulica en marcha, luego oprimir el pulsador RAISE
(elevar) para que el eje principal regrese en su posición normal.
Si la trituradora no puede purgarse de esta manera, bajar el émbolo un poco más y hacer lo mismo. Si no se logra, se trabará casi ciertamente un objeto no desmenuzable entre la cubierta del cono de trituración y la pieza cóncava inferior, tal como una espiga del diente de pala o una broca, objetos más grande que el ajuste para el lado abierto de la trituradora. Por lo tanto será necesario eliminar todo el material de la cámara de trituración.
Si el indicador de posición de la cubierta del cono de trituración muestra que el eje principal ya se ha caído por una distancia bastante larga, señalará que la válvula de alivio se ha accionado por haberse trabado un objeto no desmenuzable en la trituradora. El obstáculo, si es de acero, deberá quitarse quemándolo con un soplete de gas o sea arco eléctrico. Si se emplease un arco eléctrico, asegurarse que la trituradora está bien conectada a tierra para evitar daños a los cojinetes.
ADVERTENCIA Al quitar un objeto no desmenuzable, no trabajar directamente encima del mismo, y utilizar una criba protectora. Cualquier objeto trabado en la cámara de

24
trituración se hallará bajo presión extremadamente alta y al soltar el objeto, puede salir de la trituradora con fuerza explosiva.
En las trituradoras soportadas por araña, intentar poner en marcha el motor de impulsión de la trituradora. Si no se logra ponerlo en marcha después de intentos repetidos, quitar la carga cavando hasta que se haya removido bastante material para permitir reponer en marcha.
ADVERTENCIA Al intentar poner en marcha una trituradora cargada, dejar suficiente tiempo entre intentos a fin de evitar el recalentamiento del motor de impulsión.
Evitar las condiciones que ocasionan el consumo continuo de energía excesiva.
Cualesquier condiciones que hagan que la potencia obsorbida exceda la nominal del motor de impulsión por períodos prolongados pueden ocasionar severos daños a la trituradora.
2.10 PARADA DEL CHANCADOR EMPLEAR LA SIGUIENTE SECUENCIA DE OPERACIONES A EFECTOS DE PARAR LA TRITURADORA:
o Detener la alimentación. o Permitir que la trituradora funcione hasta que se halle vacío. o Parar el motor de impulsión. o Parar la bomba de lubricación.
2.11 BOMBAS DE RESERVA. Cuando el régimen de la trituradora lo requiera, tanto la unidad de bombeo para aceite lubricante como la del sistema de ajuste hidráulico llevan dos bombas. Normalmente se hace funcionar cada día la misma bomba. Para asegurarse que la bomba de reserva en cada unidad queda en las condiciones de trabajo, usarlo cada día cada mes.
25
2.12 RENDIMIENTO DEL CHANCADOR SE HAN DE OBSERVAR LOS PUNTOS SIGUIENTES CON EL OBJETO DE MONITOREAR EL RENDIMIENTO DE LA TRITURADORA:
2.12.1 TEMPERATURA DEL ACEITE
El aceite que entra en la trituradora debe ser de 100ºF aproximadamente. El aceite que sale de la misma suele ser entre 115ºF y 130ºF. La temperatura de aceite entrante y proveniente de la trituradora se ha de registrar regularmente. Estas temperaturas de trabajo dependen de las variables siguientes:
1. El trabajo que realiza la trituradora. A medida que aumente la carga de trituración, se
elevará la temperatura del aceite procedente de la trituradora. 2. La temperatura del agua de enfriamiento. A medida que aumente la temperatura del
agua de enfriamiento, crece la del aceite entrante en la trituradora, y por consiguiente, se eleva la del aceite procedente de la máquina.
3. La cantidad de agua de enfriamiento, a medida que decrezca el caudal de agua de
enfriamiento, crece la temperatura del aceite entrante en la trituradora, y por consiguiente, aumenta la temperatura del aceite procedente de la trituradora.
4. La condición del enfriador de aceite. Se pueden acumular gradualmente depósitos en
las superficies del enfriador, y aumenta la temperatura del aceite entrante en la trituradora. Por consiguiente, crece la temperatura procedente de la máquina.
5. La condición de los manguitos del excéntrico, el excéntrico, y las zonas de la
chumacera del eje principal. Los daños ocasionados a estas superficies de contacto aumentará la temperatura de aceite de la trituradora.
ADVERTENCIA LA TRITURADORA NO HA DE HACER FUNCIONAR SOBREPASANDO 140ºF LA TEMPERATURA DEL RETORNO DE ACEITE.
26
2.12.2 AMPERIOS DEL MOTOR DE IMPULSION DE LA TRITURADORA
La velocidad de alimentación de la trituradora se ha de regular con el objeto de mantener la carga de la trituración dentro de los limites de la capacidad del motor de impulsión. Los amperios consumidos para la trituración, así como el aumento de amperios devatiados han de registrarse periódicamente.
Un incremento en los amperios devatiados respecto a una temperatura de aceite dada señala un cambio del estado de las superficies de la chumacera.
2.12.3 INDICADOR DE POSICION DEL EJE PRINCIPAL
Una trituradora soportada hidráulicamente no ha de hacerse funcionar haciendo contacto el émbolo con la placa de cubierta del cilindro. El eje principal debe ser de un mínimo de 2 pulg. encima de su posición inferior.
2.12.4 VELOCIDAD DEL EJE PRINCIPAL
Cuando se acciona la trituradora sin carga, rotará el eje principal en el sentido de rotación del excéntrico a causa del movimiento lateral del aceite viscoso. A una temperatura dada del aceite, la velocidad de la rotación del eje ha de ser de la misma. Un incremento de velocidad para una temperatura dada de aceite señala una alteración de las superficies de la chumacera.
2.12.5 TIEMPO DE MARCHA POR INERCIA
El tiempo, durante el cual la trituradora marcha por inercia después de desconectar el motor de impulsión, ha de monitorearse. Una reducción del tiempo de marcha por inercia señala una alteración de las superficies de la chumacera.
2.12.6 CESTA CRIBADA DEL TANQUE DE REBALSO
Un manguito averiado se señala generalmente por un depósito de plomo en la cesta cribada del tanque de rebalso. Dicho plomo se extrae de los manguitos de aleación de bronce y aparece en la cesta cribada en forma de láminas de hoja metálica pocos miles de pulg. de espesor. Estas láminas de plomo se parecen a hojas metálicas de aluminio a excepción de su color.
2.12.7 PRESION DE FILTRO DEL ACEITE DE LUBRICACION

27
Una vez que la diferencia entre la presión del aceite entrante en el filtro y el proveniente del mismo excede de las recomendaciones del fabricante, se ha de limpiar el filtro.
Las temperaturas del aceite de lubricación entrante y proveniente de la trituradora, así como los amperios del motor de impulsión y el indicador de posición de la cubierta del cono de trituración ha de monitorearse continuamente. La velocidad del eje principal, el tiempo de marca por inercia y la cesta cribada del tanque de rebalso deberían monitorearse de vez en cuando o después de un suceso, tal como una parada o sea la marcha continua a la intensidad en amperios o sea a las temperaturas de aceite mayores que la normal.
28
3 LUBRICACION Módulo N° 3
3.1 LUBRICANTES
SE ACONSEJA QUE LOS LUBRICANTES QUE SE USAN EN LA TRITURADORA TENGAN LAS CARACTERÍSTICAS SIGUIENTES:
Sistema de lubricación 1500 SSU a 100ºF (excéntrico, contraeje, cojinetes, engranajes.)
Aceite EP 320
Sistema de ajuste hidráulico 1500 SSU a 100ºF Aceite EP 320
Cojinete de la araña Grasa con base de calcio o sodio (bomba de barril) NLGI No. 1 ( de verano) NLGI No. 0 (de invierno)
Cierre hermético contra el polvo Grasa con base de calcio o sodio NLGI No. 1 Empaquetar a mano durante el montaje
o los trabajos de mantenimiento
A fin de eliminar la posibilidad de que cualquier uno de los sistemas contamine el otro en caso de escapes dentro de la trituradora, se utiliza siempre el aceite de calidad idéntica en tanto el sistema de ajuste hidráulico como el de lubricación.
Capítulo
3
29
Los lubricantes han de almacenarse en recipientes limpios y bien cerrados mantenidos en una zona limpia. Limpiar los recipientes y cualquier equipo que manipula lubricantes antes de utilizar con el objeto de impedir que suciedad y otros contaminantes penetren en la trituradora.
ADVERTENCIA NO MEZCLAR LOS LUBRICANTES. Ha de evitarse mezclar diferentes tipos de lubricante. Unos no son compatibles con otros. Si se usan conjuntamente, se podrán ocasionar defectos en las partes. Al determinar la equivalencia de distintos lubricantes, se han de examinar sus especificaciones y composición con cuidado. Si es deseable cambiar de lubricante, será necesario remover completamente el lubricante previamente usado antes de aplicar el nuevo en caso de incompatibilidad de los dos tipos.
3.2 SISTEMA DE LUBRICACION
La parte excéntrica de la trituradora de la trituradora se lubrica con aceite bombeado en la trituradora a tres puntos. Estos comprenden el émbolo del soporte hidráulico, los cojinetes del contraeje, y el manguito del excéntrico exterior. La cantidad principal del aceite entra en el émbolo del soporte hidráulico, engrasa los aros del soporte del eje principal y se bombea hacia arriba por el excéntrico a fin de lubricar el manguito interior del excéntrico.
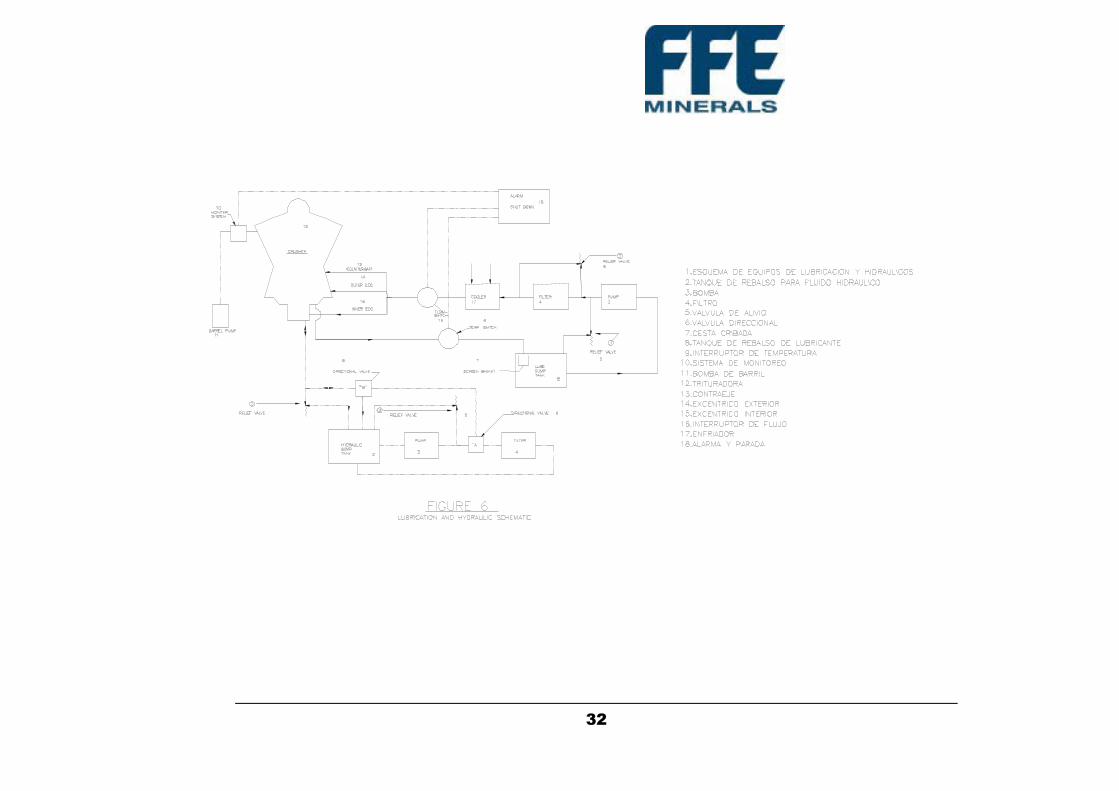
Encima del excéntrico, la cantidad principal de este aceite corre hacia abajo, por gravedad, entre el excéntrico y el manguito exterior del mismo y engrasa estas superficies. Este aceite se descarga sobre el engranaje. La cantidad de aceite que no corre hacia abajo por el manguito exterior del (excéntrico) se conduce por un canal localizado detrás del manguito exterior del excéntrico a un punto de descarga sobre el engranaje. El aceite introducido al manguito exterior del excéntrico se descarga también sobre el engranaje. Todo el aceite corre en la zona situada debajo del engranaje y se evacua de la trituradora por la línea de descarga de 6 pulg. en el tanque de rebalso. El juego de bombas consta de una o dos bombas, un filtro y un enfriador (ver la figura 6). Unicamente una bomba ha de accionarse a la vez; la otra es una de reserva. El filtro y las bombas vienen protegidos por válvulas de alivio.
El tanque de rebalso viene equipado de calentadores con regulación termostática para mantener el aceite a una temperatura bombeable. La boca de entrada del tanque de rebalso queda provista con una cesta cribada con el objeto de atrapar desechos provenientes de la tubería o la trituradora.
30
3.2.1 PURGA
Purgar el sistema de lubricación durante el montaje, antes de cambiar el aceite, y después de hacer trabajos de mantenimiento.
3.2.2 LLENADO
El aceite se llena en el sistema de lubricación por la boca de acceso de la cesta cribada en el tanque de rebalso. Antes de llenar el aceite, asegurarse que el canal de descarga queda cerrado. Cerrar la boca de acceso inmediatamente después de terminar el llenado para impedir que los contaminantes penetren en el sistema. El aceite que se ha de usar queda especificado en la sección sobre lubricantes.
3.2.3 CAMBIO DE ACEITE
La frecuencia a la cual se ha de cambiar el aceite varia mucho a varias instalaciones. Tomar una prueba de vez en cuando y hacer ensayar la misma para establecer si necesitase un cambio.
3.2.4 CAMBIO DE FILTROS
Observar la caída de presión a través del filtro y prestarle servicio de acuerdo a las instrucciones del fabricante.
3.3 LUBRICACION DEL MANGUITO DE LA ARAÑA
La bomba de barril que lleva lubricante al manguito de la araña se halla provista de un regulador que regula el intervalo a la cual el lubricante se bombea al manguito y monitorea el rendimiento del sistema. El regulador puede ajustarse para llevar un chorro constante de lubricante siempre que se llene la zona del manguito inicialmente o después que se haya purgado. Para el funcionamiento normal, ajustar el regulador para llevar veinte cuentas de lubricante cada cinco minutos. Hacer referencia a las instrucciones del fabricante respecto a los detalles. Las condiciones de trabajo de una instalación específica pueden necesitar un ciclo distinto, pero el sistema debería llevar al menos veinte cuentas de lubricante cada quince minutos.
31
3.4 COMPONENTES COMERCIALES
Los motores, las bombas, las unidades impulsoras y otros componentes obtenibles en el comercio utilizados en cualquier parte de la instalación de la trituradora, incluso de las unidades de bombeo de lubricante y el dispositivo hidráulico, han de lubricarse de acuerdo a las instrucciones del fabricante de estos componentes.
3.5 SISTEMA DE AJUSTE HIDRAULICO
El eje principal está soportado por una cantidad de aceite entre el émbolo y la cubierta del cilindro. Esta cantidad de aceite soporta el eje principal y todas las cargas de trituración, y sirve también de regular el ajuste de la trituradora cambiando la posición vertical del eje principal. El aceite se atrapa en esta zona con una válvula de alivio. Si las fuerzas aplicadas en este aceite exceden del ajuste de presión de la válvula de alivio, dicha válvula permite el flujo del aceite a partir del cilindro al depósito. Esta condición puede ocasionarse por fragmentos metálicos extraños o sea condensamiento producido por material mojado y pegajoso, o sea por la acumulación de material en la zona de descarga localizada debajo de la trituradora. La pérdida de aceite debajo del émbolo permite que el eje principal cambie de su posición y se alarga el espacio entre las superficies de trituración.
El juego de bombas del sistema hidráulico consta de un tanque de rebalso, una o dos bombas ( una de reserva), un filtro y válvulas direccionales de solenoide (ver la figura 6).
Unos calentadores de regulación termostática vienen provistos en el tanque de rebalso para mantener la bomba a una temperatura bombeable. El aceite usado en el sistema hidráulico es el mismo usado en el sistema de lubricación.
32
33
4 MANTENIMIENTO Módulo N° 4
4.1 MANTENIMIENTO PREVENTIVO Las constantes inspecciones sistemáticas de la trituradora resultarán en menos trabajos de mantenimiento...menor tiempo de parada... menos cuentas de reparaciones. Las comprobaciones de mantenimiento ayudarán a determinar el desgaste y detectar las fallas antes de que puedan ocasionar daños graves. Las trituradoras que funcionan muchas horas por cada día necesitarán comprobaciones más frecuentes.
Las condiciones de trabajo varían tan mucho que no es posible recomendar un programa de mantenimiento preventivo para todas las trituradoras. No obstante, se ha de observar un tipo de inspección periódica. Esta observación de los procedimientos conservará la trituradora en buenas condiciones de trabajo e impedirá fallas costosas.
Para hacer los trabajos propios de mantenimiento a la trituradora, se aconseja anotar las horas de funcionamiento en un registro. Luego, un período de trabajo predeterminado una vez pasado, se ha de inspeccionar la trituradora completamente. La duración de dicho período variará con el tipo de producto y el número de horas de funcionamiento y puede establecerse mejor con la experiencia. El equipo nuevo, sin embargo, ha de examinarse después de un período de funcionamiento relativamente corto. Se puede prolongar algo el próximo período de inspección. Se puede proceder así hasta establecerse un período máximo de funcionamiento, lo que ha de considerarse como el programa de funcionamiento entre inspecciones.
Capítulo
4
34
4.1.1 VERIFICACION DIARIA DE MANTENIMIENTO
Comprobar la cantidad de aceite lubricante en el depósito. El nivel de aceite ha de alcanzar la marca indicada en le indicador visual de nivel antes de poner en marcha la máquina.
Verificar el almacenaje de aceite hidráulico. No llenar el depósito después de elevar el eje principal, puesto que el aceite rebosará si se baja el eje por una distancia bastante larga.
Después de poner en marcha la trituradora y comenzar la alimentación examinar las lineas de alimentación y la placa de cubierta para asegurarse que no existen escapes. Los escapes hacen que la trituradora pierda su ajuste. Ver la figura 7.
Verificar el ajuste del lado abierto. No ajustar a un punto más estrecho que lo recomendado. Ajustar la trituradora cuando está vacío.
Comprobar el nivel de aceite en la unidad de lubricación para el manguito de la araña y asegurarse que la bomba puede ponerse en funcionamiento.
Estando la trituradora en marcha, verificar la apretadura de los pernos y las partes; apretar en caso necesario.
Verificar si se produciese ruido excesivo cuando se halla en marcha la trituradora.
verificar la temperatura del aceite al cambiar de turno de trabajo y durante de parada. Examinar la cesta cribada en el tanque de rebalso de aceite lubricante para asegurarse que no hay materias extrañas.

35
4.1.2 VERIFICACION DE MANTENIMIENTO SEMANAL
Verificar todos los artículos en la guía de mantenimiento diario. Examinar el filtro para ver si se hallase sucio y lleno de sedimento. Cambiar el aceite cuando contiene impurezas o cuando una cantidad grande de sedimento se ha formado en el fondo del depósito. Vaciar el tanque, limpiar y volver a llenarlo con nuevo aceite en caso necesario.
Examinar todas las líneas de aceite y las uniones de la trituradora para asegurarse que no existen escapes.
Figura 7 : Conjunto simplificado de la trituradora 1. Cámara de trituración 2. Cierre estanco al polvo 3. Vaciado del aceite 4. Manguito interior del
excéntrico 5.Anillo de desgaste del
excéntrico 6. Aros de soporte del eje
principal 7. Embolo 8. Aceite para el soporte hidráulico 9. Placa de cubierta
36
Examinar la bomba de aceite para ver si hubiese ruido y indicaciones de desgaste.
Examinar el cono de revestimiento y los aros de las piezas cóncavas para ver si hubiese grietas y zonas desgastadas. Examinar el espacio entre la tuerca de cabeza y la parte inferior de la araña para establecer la magnitud de desgaste.
Examinar el cierre estanco contra el polvo para ver si se hubiese desgastado y la apretadura del retenedor del mismo con el objeto de evitar romper los pernos.
4.1.3 VERIFICACION MAYOR DE MANTENIMIENTO
Verificar todos los artículos en la guía de mantenimiento diario y la del semanal.
Desmontar la trituradora, ver la figura 7, y examinar lo siguiente:
Los revestimientos del cuerpo inferior para ver si se estuvieran desgastados.
El manguito del cuerpo inferior para ver si estuviera desgastado o rayado.
La superficie cónica de los cuerpos superior e inferior para ver si se hubiese movido o desgastado.
Las piezas cóncavas del cuerpo para ver si estuviesen desgastados.
Las superficies de contacto inferior y superior del excéntrico para ver si estuviesen desgastadas o rayadas.
La superficie del eje debajo y encima del cabezal de trituración; debe hallarse liso y sin rayas.
La holgura entre el manguito de la araña y el eje principal.
Los dientes del piñón y el engranaje motor para ver si se encontrasen desgastados.
El émbolo y el empaque para ver si se hallasen desgastados el empaque para ver si estuviese agrietado.
Las defensas del brazo de la araña para ver si se hallasen desgastados.
Todos los sellos para ver si hubiese escapes. Recambiarlos en caso necesario
37
4.2 CONJUNTO DE LA ARAÑA Desmontar la tapa de la araña. Desconectar la línea de lubricación procedente al cojinete de araña localizado en la parte exterior de la araña y tapar o taponar los extremos desconectados.
Desmontar las defensas y los pernos de la araña, luego clavar cuñas debajo de los brazos de la araña a través de las aberturas en las cavidades de la misma. Es importante clavar las cuñas uniformemente. Acaso será necesario utilizar gatos hidráulicos y una grúa conjuntamente con las cuñas para liberar la araña. No obstante, es esencial evitar la desalinización de la araña en sus asientos, lo que hace que se trabe allá. Cuando está libre, elevar la araña de la trituradora y colocarla en bloques. Cubrir el manguito para impedir la penetración de suciedad.
4.3 RECAMBIO DEL MANGUITO DE LA ARAÑA
Desconectar los accesorios de lubricación de la araña y los pernos del retenedor del manguito. Desmontar la araña de la trituradora. Después de desmontar el sello y la placa de retención, picar muescas a lo largo del diámetro interior del manguito hasta que se hunda y puede extraerse. Limpiar el diámetro interior de la araña antes de insertar el nuevo manguito.
El manguito se ajuste por contracción con el diámetro interior de la araña. El método mejor de ajustar el manguito consiste en empacarlo en hielo seco hasta que se deslice fácilmente en le diámetro interior.
Asegurarse de alinear los agujeros para la entrada de lubricante y los para los pernos antes de instalar.
Al instalar el manguito, seguir las instrucciones de montaje en el párrafo sobre la araña encontrada en la sección acerca de instalación.
4.4 REVESTIMIENTO DE LAS CAVIDADES DE LA ARAÑA
Si los revestimientos del material de respaldo en las cavidades de la araña se hallasen flojos o agrietados, recambiarlos. Quitar todo el material viejo y limpiar las cavidades y los extremos cesantes de los brazos de la araña. Poner laminitas en el saliente labrado al lado abierto de cada cavidad para mantener la araña un poco elevada. De esta manera, habrá bastante espacio para bajar la araña y asentarla firmemente. Ver la figura 8. El espesor de las laminitas viene especificado en la tabla siguiente:

38
TABLA 1 TAMAÑOS DE LAMINITAS PARA LA ARAÑA
Tamaño de Espesor de Trituradora Laminilla (Pulgadas) (Pulgadas)
------------------ ----------------- 30 y 36 1/2
42 y mayor 3/4
Bloquear los agujeros de los pernos de la araña con tapones de madera o un tablón y llenar el fondo de cada cavidad con arcilla o una mezcla de aceite y asbesto hasta que se halle el nivel con la parte superior de las laminitas. Colocar la araña en el cuerpo superior, y, como se indica en la figura 8, usar una galga palpadora entre el labrado en el cuerpo superior y el reborde debajo de la araña a fin de establecer cuando esta centrada la misma. Tomar las medidas a dos o más puntos en cada lado. Cubrir cualquier espacio por el cual pueda escapar el material de respaldo, y llenar el material referido de acuerdo a las instrucciones en la sección sobre Material de Respaldo. El material de respaldo una vez endurecido, quitar la araña, las laminitas, los tapones y el material de sellado. Para posteriormente instalar una vez que se instale el pilón.
39
4.5 CAMBIO PARCIAL DE LAS FILAS DE CONCAVOS
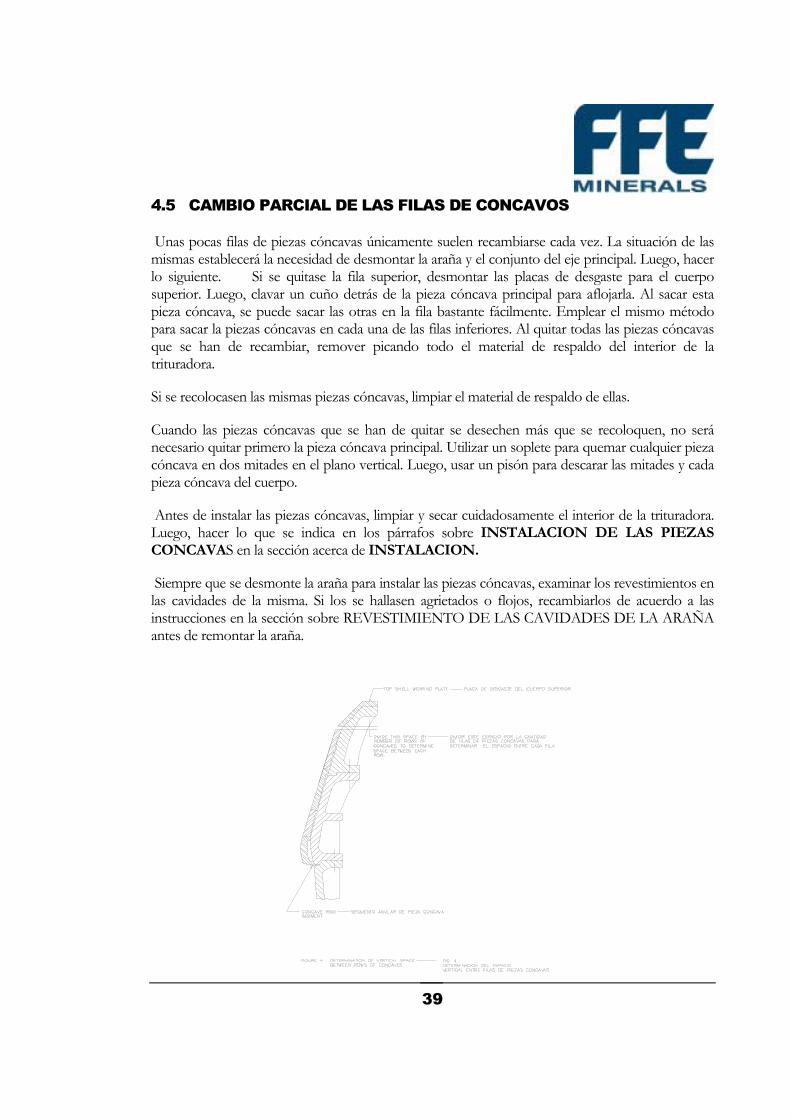
Unas pocas filas de piezas cóncavas únicamente suelen recambiarse cada vez. La situación de las mismas establecerá la necesidad de desmontar la araña y el conjunto del eje principal. Luego, hacer lo siguiente. Si se quitase la fila superior, desmontar las placas de desgaste para el cuerpo superior. Luego, clavar un cuño detrás de la pieza cóncava principal para aflojarla. Al sacar esta pieza cóncava, se puede sacar las otras en la fila bastante fácilmente. Emplear el mismo método para sacar la piezas cóncavas en cada una de las filas inferiores. Al quitar todas las piezas cóncavas que se han de recambiar, remover picando todo el material de respaldo del interior de la trituradora.
Si se recolocasen las mismas piezas cóncavas, limpiar el material de respaldo de ellas.
Cuando las piezas cóncavas que se han de quitar se desechen más que se recoloquen, no será necesario quitar primero la pieza cóncava principal. Utilizar un soplete para quemar cualquier pieza cóncava en dos mitades en el plano vertical. Luego, usar un pisón para descarar las mitades y cada pieza cóncava del cuerpo.
Antes de instalar las piezas cóncavas, limpiar y secar cuidadosamente el interior de la trituradora. Luego, hacer lo que se indica en los párrafos sobre INSTALACION DE LAS PIEZAS CONCAVAS en la sección acerca de INSTALACION.
Siempre que se desmonte la araña para instalar las piezas cóncavas, examinar los revestimientos en las cavidades de la misma. Si los se hallasen agrietados o flojos, recambiarlos de acuerdo a las instrucciones en la sección sobre REVESTIMIENTO DE LAS CAVIDADES DE LA ARAÑA antes de remontar la araña.
40
Remontar la trituradora utilizando las instrucciones en la sección sobre INSTALACION bajo el título CONJUNTO DE EJE PRINCIPAL Y ARAÑA. Antes de reponer la araña, examinar el manguito de la misma y el sello localizado entre el eje de trituración. Recambiarlos en caso necesario.
4.6 CAMBIO DE LOS REVESTIMIENTO DEL POSTE
Las cubiertas del cono de trituración suelen recambiarse estando el conjunto del eje de trituración desmontado de la trituradora.
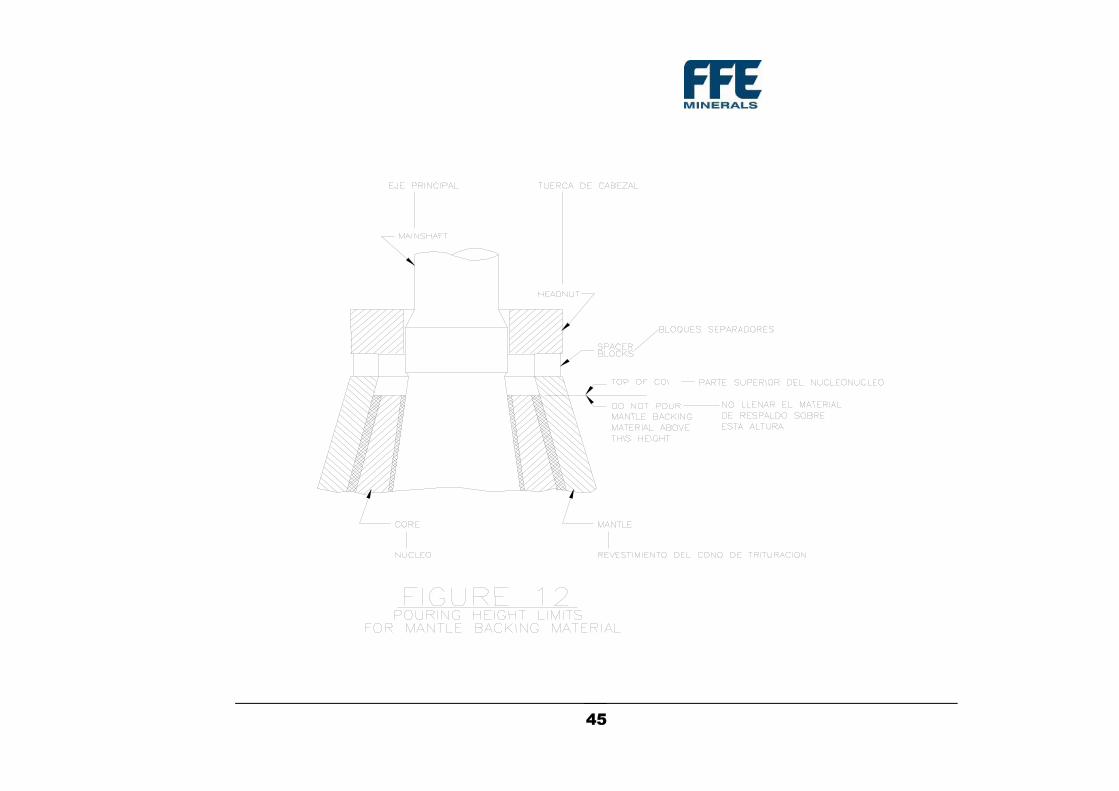
Colocar el conjunto del eje principal en una posición vertical en su pozo de reparaciones. Asegurarse de soportar el peso del conjunto en la parte inferior del eje, no en le núcleo. Si se soporta el peso en la parte inferior del núcleo, podrá aflojarse el ajuste en el eje. (Ver la sección sobre RECAMBIO DEL NUCLEO). Para quitar la tuerca del cabezal, quitar primero las espigas de montaje localizadas entre la tuerca del cabezal y el revestimiento del cono de trituración. La tuerca del cabezal podría constar de una o dos piezas. Si fuese el tipo de dos piezas, quitar la tuerca exterior únicamente. La tuerca que se ha de quitar se afloja más fácilmente soldando orejetas en las misma. Luego golpear las orejetas con un pisón balanceado por una guía. Si no girase fácilmente la tuerca, cortar el aro de quemadura localizado entre la tuerca y el revestimiento del cono de trituración. Esto aliviará la presión en las roscas de la tuerca del cabezal para facilitar la remoción de la tuerca. Un nuevo aro de quemadura puede soldarse a la tuerca para que se pueda usar nuevamente la misma. Ver la figura 12.
La tuerca del cabezal quitada, aflojar la cubierta del cono de trituración golpeándolo en la parte inferior con el pisón que se ha utilizado en la tuerca del cabezal. Calentar la parte inferior de la cubierta del cono de trituración inferior en caso necesario. Soldar orejetas a la cubierta del cono de trituración y desmontarlo elevando. Examinar el núcleo para asegurarse que se halla apretado en el eje. Un núcleo flojo puede descubriese golpeándolo con una mandaría. Un resonante señala un punto apretado, mientras que un sonido sordo señala un punto flojo. Si el núcleo está flojo, se deberá quitar del eje e instalar de nuevo.
Quitar picando todo el material de respaldo restante de los componentes completamente. Proteger las superficies labradas en la parte inferior del eje.
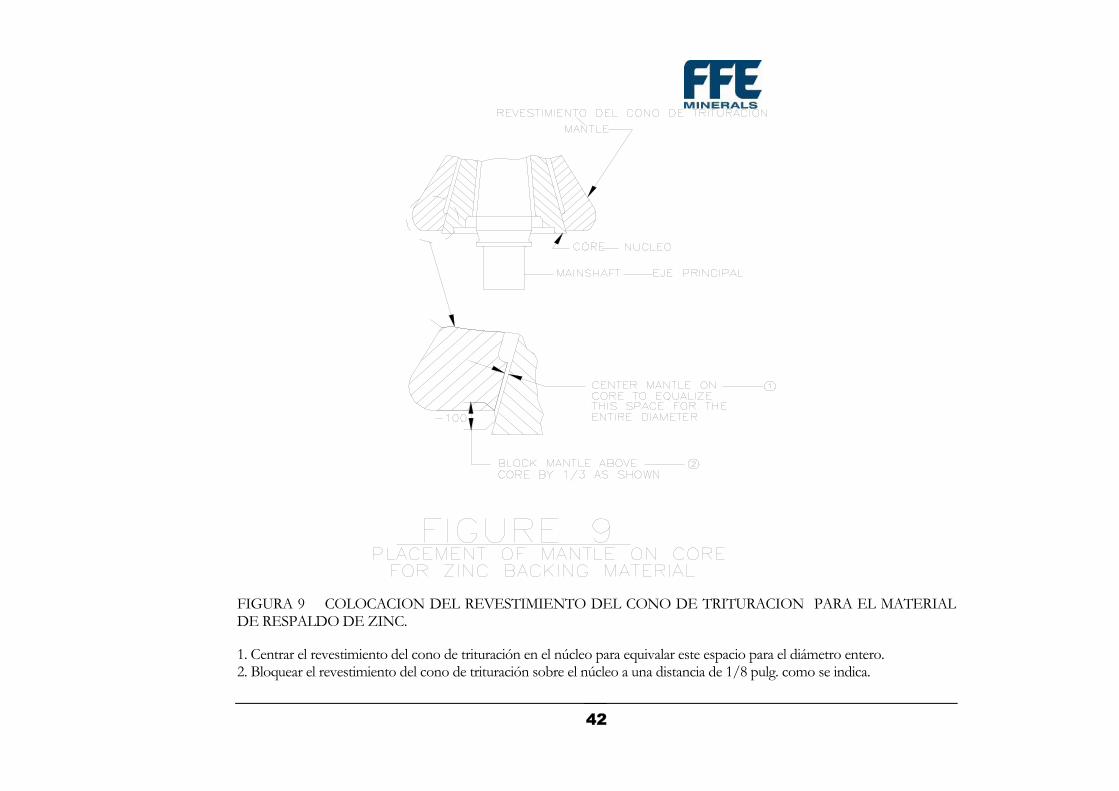
Colocar el cabezal inferior de la cubierta del cono de trituración en el núcleo. Luego, elevar y acuñarlo 1/8 pulg. sobre su posición inferior, y centrarlo a la parte superior. (Ver las figuras 9 y 10). Taponara la parte inferior con una mezcla de arcilla y verter material de respaldo entre la misma el núcleo de acuerdo a las instrucciones en la sección sobre MATERIAL DE
41
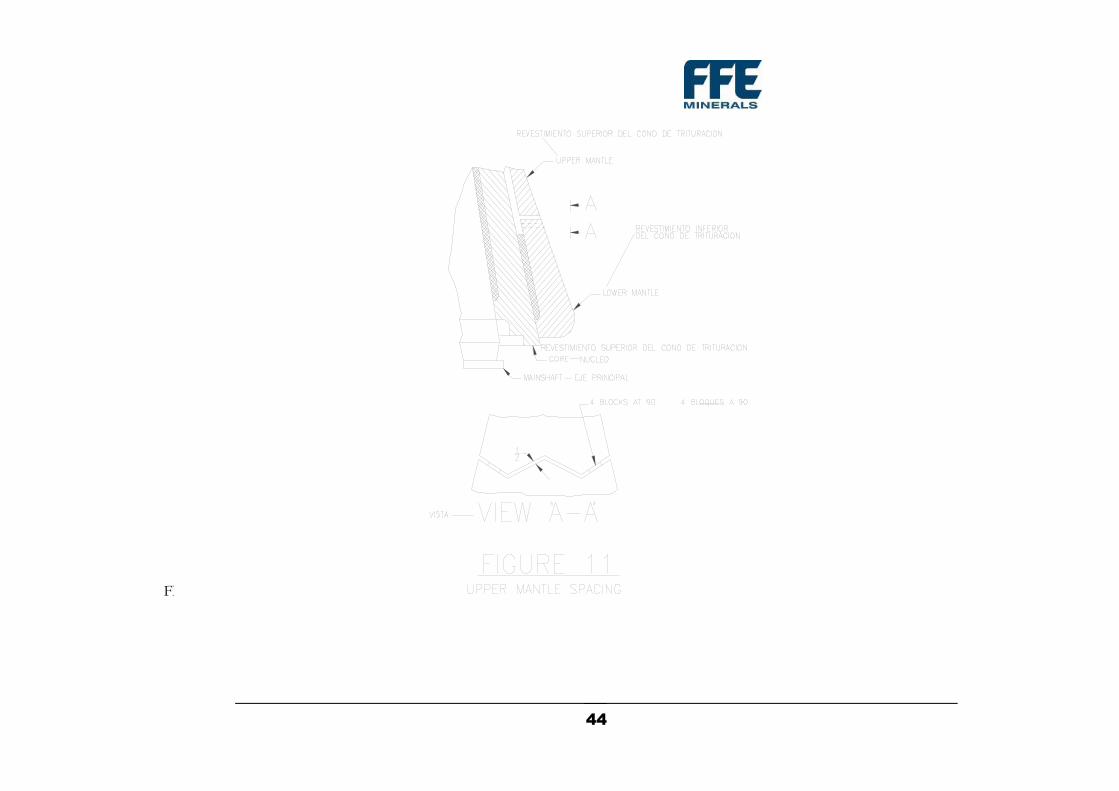
RESPALDO. Colocar el cabezal superior de la cubierta del cono de trituración en posición en el núcleo dejando un espacio de aproximadamente ½ pulg. desde el cabezal inferior. Usar bloques metálicos para fijar el espacio. Centrar el cabezal superior de la cubierta cono de trituración a las partes superior e inferior, asegurándose que la superficie superior se halla a un ángulo recto con relación al eje, y que casará exactamente con la tuerca del cabezal. Montar dicha tuerca, pero emplear bloques de tres pulg. de altura para mantenerla separada de la parte superior de la cubierta de cono de trituración. (Ver las figuras 11 y 12). Esta disposición impedirá el desplazamiento de la cubierta del cono de trituración y lo mantendrá centrado y cuadrado.
Empaquetar la mezcla de arcilla en el espacio a la unión localizada entre los cabezales superior y inferior de la cubierta de cono de trituración llenando el espacio entre dichos cabezales y el núcleo.(Ver la figura 13). Verter material de respaldo de acuerdo a las instrucciones en la sección sobre MATERIAL DE RESPALDO. Usar canaletas. No verter el material de respaldo sobre la parte superior del núcleo. Instalar el conjunto de la tuerca del cabezal del modo correcto y golpearlo con una mandaría hasta apretarla. Permitir que el conjunto se enfríe o se cure, según sea apropiado. Después que se haya enfriado el conjunto, quitar la arcilla y cualesquier otros materiales de bloqueo o colocación. Luego volver a golpear la tuerca del cabezal hasta apretarla y sujetarla en dos lugares con espigas. Soldar la espiga a la tuerca del cabezal y a la cubierta del cono de trituración.
Volver a instalar el anillo de cierre hermético contra el polvo y el retenedor del mismo si se hubieran removido. Colocar un bloque contra una cara en la cabeza de cada perno embutido en el retenedor y soldarlos por puntos al mismo para impedir que se aflojen los pernos. Examinar el anillo de desgaste localizado en la parte inferior del eje. Recambiarlo en caso necesario.
Volver a instalar el conjunto de eje principal y recolocar la araña de acuerdo a los procedimientos acerca de CONJUNTO DEL EJE PRINCIPAL Y ARAÑA en la sección sobre INSTALACION. Antes de recolocar la araña, examinar el manguito y el sello entre el mismo y el eje principal. Recambiarlos en caso necesario. Al mismo tiempo, examinar el material de respaldo en las cavidades de la araña en el cuerpo. Si se quedasen aflojo o instrucciones en la sección sobre REVESTIMIENTO DE LAS CAVIDADES DE LA ARAÑA.
Durante los pocos primeros días de marcha con una nueva cubierta del cono del cabezal. Si hubiese un movimiento percible entre la cubierta y la tuerca, quitar las espigas y apretar la tuerca. Insertar las espigas y soldarlas a la cubierta y la tuerca del cabezal.
42
FIGURA 9 COLOCACION DEL REVESTIMIENTO DEL CONO DE TRITURACION PARA EL MATERIAL DE RESPALDO DE ZINC.
1. Centrar el revestimiento del cono de trituración en el núcleo para equivalar este espacio para el diámetro entero. 2. Bloquear el revestimiento del cono de trituración sobre el núcleo a una distancia de 1/8 pulg. como se indica.
43
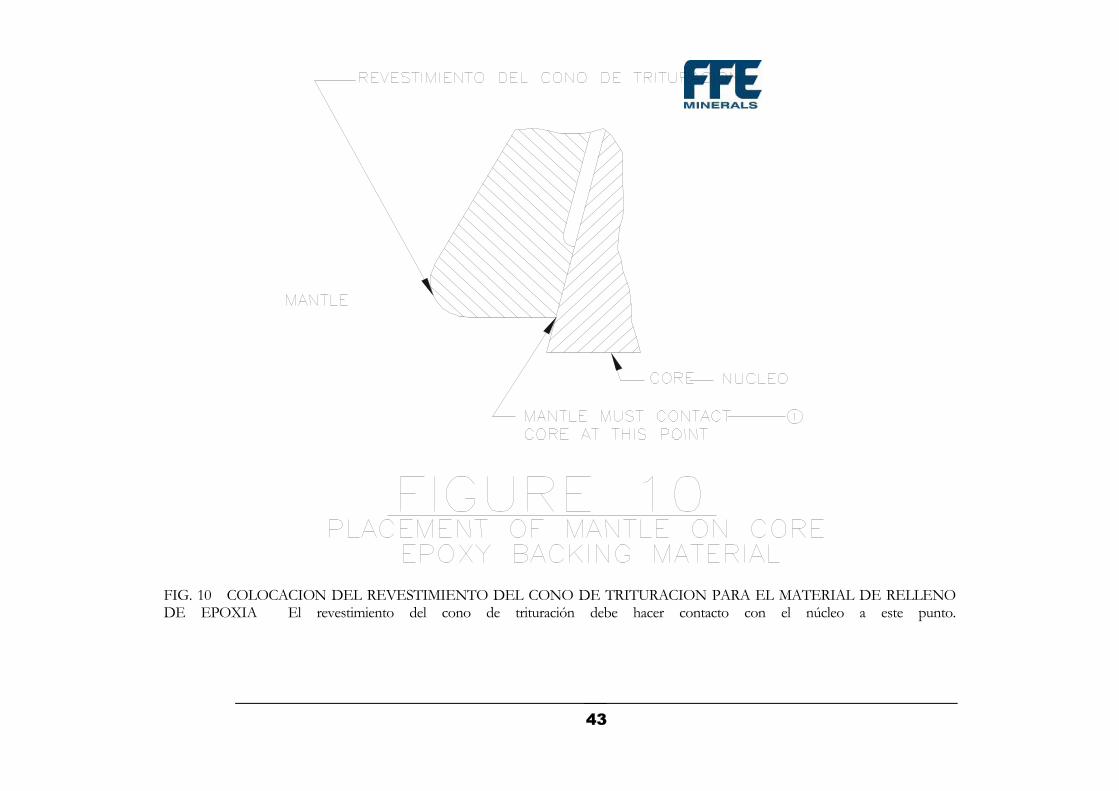
FIG. 10 COLOCACION DEL REVESTIMIENTO DEL CONO DE TRITURACION PARA EL MATERIAL DE RELLENO DE EPOXIA El revestimiento del cono de trituración debe hacer contacto con el núcleo a este punto.
44
FIG. 11 ESPACIAMIENTO DEL REVESTIMIENTO SUPERIOR DEL CONO DE TRITURACION
45
Figura 12

46
FIG. 13 SELLADO DE JUNTA ESTRIADA

47
4.7 RECAMBIO DEL NUCLEO
Si hubiese de recambiarse el núcleo en el eje principal, quitar la tuerca del cabezal y la cubierta del cono de trituración del modo descrito en la sección sobre RECAMBIO DE LAS CUBIERTAS DEL CONO DE TRITURACION. Quitar la tuerca del cabezal interior, si hubiese una, y el anillo de cierre hermético contra el polvo de su reborde inferior. Poner el eje principal de pie en su pozo, soldar orejetas al núcleo y levantarlo del eje principal.
Deslizar el nuevo núcleo sobre el eje y centrarlo. Soldar por puntos bloques a la parte superior y mantener el espaciamiento igual alrededor del eje. Prever la caída en el paso siguiente. Inspeccionar el ajuste a la parte inferior. Calentar el núcleo según sea necesario para permitir caer al punto al cual la parte inferior de la pieza cónica en el eje. La caída debe ser un mínimo de 1/8 pulg. y un máximo de ¼ pulg.(Ver la figura 14). Permitir que se enfrie el conjunto.
Verter material de respaldo en el espacio entre el eje y el núcleo hasta llenarlo. Hacer referencia a la sección sobre MATERIAL DE RESPALDO. Quitar los bloques de centrado.
FIG.14 MEDIDAS DE LA POSICION DEL NUCLEO

48
4.8 PLATO DE GIRO DEL EJE PRINCIPAL
El anillo de desgaste del eje principal, fabricado de bronce, encaja en el rebajo labrado en la parte inferior del eje. Un perno sujeta el anillo en lugar. Examinar la superficie del anillo para asegurarse que no se han desgastado, rayado u obturado las ranuras de lubricación (la profundidad de las ranuras de lubriqueda reducida a ¼ pulg.). Partículas metálicas embebidas en la superficie señalan que otras partes de la trituradora se han de reparar o recambiar. Si el anillo de desgaste central se hallase también desgastado y se hubiese de recambiar, pedir ambos anillos como juego de recambio. Antes de ajustar el nuevo anillo de desgaste del eje principal, asegurarse que la espiga de coincidencia en la parte inferior del eje se halla recto. Recambiar en caso necesario.
4.9 SELLO DE POLVO
El anillo de cierre hermético contra el polvo encaja sobre el bonete del mismo. El anillo flota dentro del rebajo formado por el núcleo de la cubierta del cono de trituración y el retenedor del anillo según el movimiento giratorio del conjunto del eje. Si el material que se ha de desmenuzar no es muy abrasivo, será posible que no sea necesario desmontar el conjunto del eje por un período prolongado no obstante, sacar elevando el conjunto periódicamente(aproximadamente cada 12 meses) con el objeto de examinar la disposición de cierre hermético contra el polvo. Observar la condición del aceite lubricante. Si la contaminación por polvo y arenilla hubiese aumentado anormalmente, efectuar la inspección más temprano.
Examinar las superficies de rozamiento del bonete y el anillo de cierre hermético contra el polvo para asegurarse que las superficies no se encuentran deformadas o rayadas. Comprobar para asegurarse que la holgura diametral entre estas superficies no es excesivamente más ancha de la de 0.20 pulg. nominal de nuevas piezas. También examinar las superficies de rozamiento del anillo de cierre hermético contra el polvo y su retenedor. Recambiar las piezas desgastadas. Sin embargo, antes de instalar un nuevo anillo de cierre hermético, quitar cualesquier cantos vivos que se han formado en el retenedor. La prosionización de aire en el cuerpo inferior impedirá la penetración de polvo en la cámara de cierre,así reduciendo la contaminación por aceite.
4.10 RECAMBIO DEL ANILLO DE CIERRE HERMETICO CONTRA EL POLVO
Elevar el conjunto del eje principal de la trituradora. Quitar las regletas enclavadoras de los pernos que sujetan el retenedor al núcleo de la cubierta del cono de trituración; quitar los pernos, el retenedor y el anillo de cierre. Limpiar completamente el rebajo localizado en el núcleo y limpiar el nuevo anillo de cierre.
49
Insertar el nuevo cierre y reponer el retenedor del mismo. A efectos de tomar precauciones para evitar aflojar los pernos durante la marcha, instalar regletas de acero de ½ pulg. x 1 pulg. x 1-1/8 pulg. entre la cabeza de cada perno y su contrataladro. Ligeramente soldarlos por puntos a los retenedores manteniendolos lejos de la parte inferior de los contrataladros a fin de que se puedan desmontar mas fácilmente en el futuro.
4.11 DESMONTAJE DEL EXCENTRICO
Según los procedimientos siguientes para desmontar el excéntrico, se supone que la máquina lleva un sistema de ajuste hidráulico con sus componentes. Si no los llevase, omitir estos procedimientos, pero efectuar todos los otros.
Si fuese deseable desmontar la araña y el conjunto del eje principal, emplear las instrucciones en la sección precedente sobre DESMONTAJE DE LA ARAÑA. Si no fuese necesario desmontarlos, elevar el eje principal, insertar bloques entre la parte inferior del núcleo y los brazos localizados en el cuerpo inferior. Luego, bajar el eje en los bloques. Los bloques han de ser bastante altos para impedir que el émbolo toque fondo y que el eje haga contacto con el bonete del cierre hermético. Abrir líneas a puntos apropiados para evacuar los aceites lubricante y hidráulico de la parte inferior de la trituradora. Desmontar la defensa de la cubierta inferior, el transmisor de la posición de la cubierta del cono de trituración y toda la tubería y canalización eléctrica conectadas al lado inferior de la trituradora. Tapar o taponar las líneas desconectadas para los aceites lubricante e hidráulico.
Soportar el conjunto del cilindro hydráulico, quitar las tuercas que lo sujetan a la placa inferior. Bajar dicho conjunto y moverlo a partir del lado inferior de la trituradora.
El excéntrico desmontado, examinarlo para asegurarse que no está rayado, no lleva fisuras irregulares ocasionads por calor, el metal no se ha manchado, y no lleva deformaciones circunferenciales. Examinar el engranaje cónico del piñon para asegurarse que no se halla dañado o desgastado excesivamente; comprobar el contacto entre los dientes. Si fuese necesario, arreglar los dientes manualmente. Para remontarlo, hacer referencia a la sección sobre INSTALACION y seguir las instrucciones presentadas allá omitiendo solamente las no aplicables. Sin embargo, es importante efectuar todos los trabajos de lubricación, limpieza y adjuste indicados.
4.12 RECAMBIO DEL BUJE INTERIOR
El excéntrico se halla generalmente sacado de la trituradora al recambiarse el manguito interior del excéntrico. No obstante, este manguito puede recambiarse estando el excéntrico en la trituradora. Si el manguito se hubiese recambiar estando el excéntrico en la trituradora, desmontar la araña, el conjunto del eje principal y el bonete contra el polvo.
Por lo general, un manguito dañado puede desmontarse poniendo barras debajo del reborde inferior del mismo y elevándolo con una grúa. Ver la Figura 15.

50
FIG.15 DESMONTAJE DEL MANGUITO INTERIOR DEL EXCENTRICO
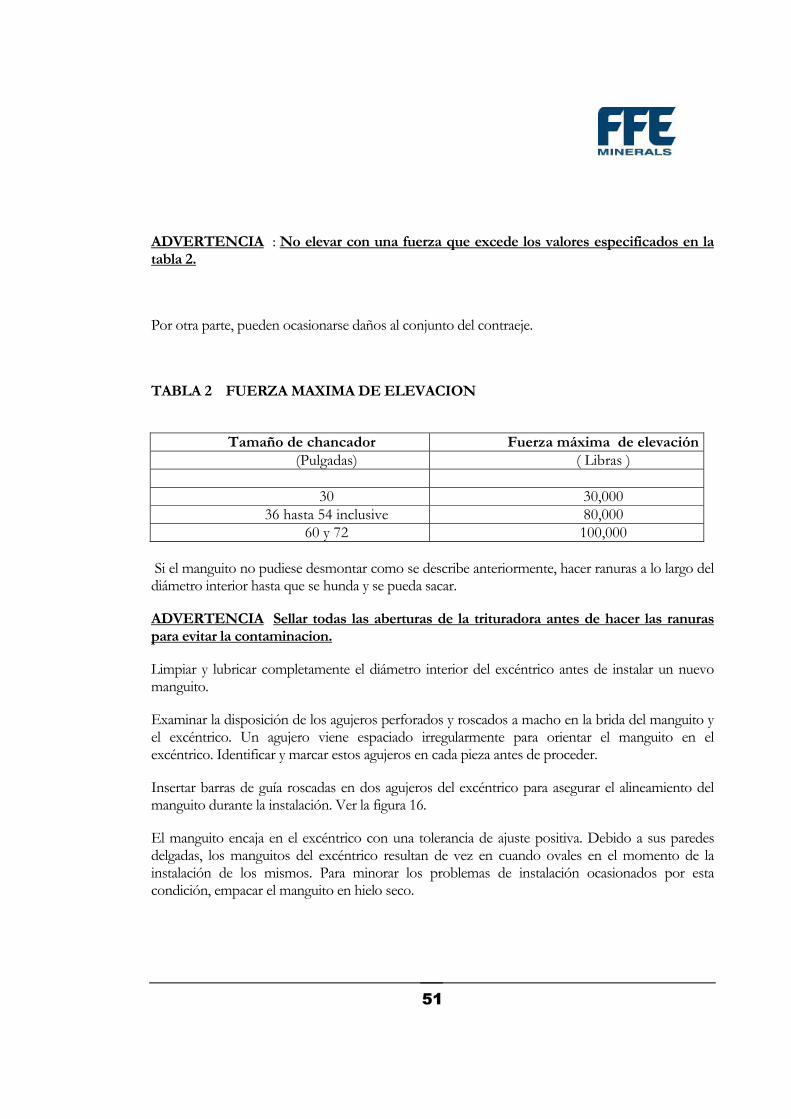
51
ADVERTENCIA : No elevar con una fuerza que excede los valores especificados en la tabla 2.
Por otra parte, pueden ocasionarse daños al conjunto del contraeje.
TABLA 2 FUERZA MAXIMA DE ELEVACION
Tamaño de chancador Fuerza máxima de elevación
(Pulgadas) ( Libras )
30 30,000 36 hasta 54 inclusive 80,000
60 y 72 100,000
Si el manguito no pudiese desmontar como se describe anteriormente, hacer ranuras a lo largo del diámetro interior hasta que se hunda y se pueda sacar.
ADVERTENCIA Sellar todas las aberturas de la trituradora antes de hacer las ranuras para evitar la contaminacion.
Limpiar y lubricar completamente el diámetro interior del excéntrico antes de instalar un nuevo manguito.
Examinar la disposición de los agujeros perforados y roscados a macho en la brida del manguito y el excéntrico. Un agujero viene espaciado irregularmente para orientar el manguito en el excéntrico. Identificar y marcar estos agujeros en cada pieza antes de proceder.
Insertar barras de guía roscadas en dos agujeros del excéntrico para asegurar el alineamiento del manguito durante la instalación. Ver la figura 16.
El manguito encaja en el excéntrico con una tolerancia de ajuste positiva. Debido a sus paredes delgadas, los manguitos del excéntrico resultan de vez en cuando ovales en el momento de la instalación de los mismos. Para minorar los problemas de instalación ocasionados por esta condición, empacar el manguito en hielo seco.
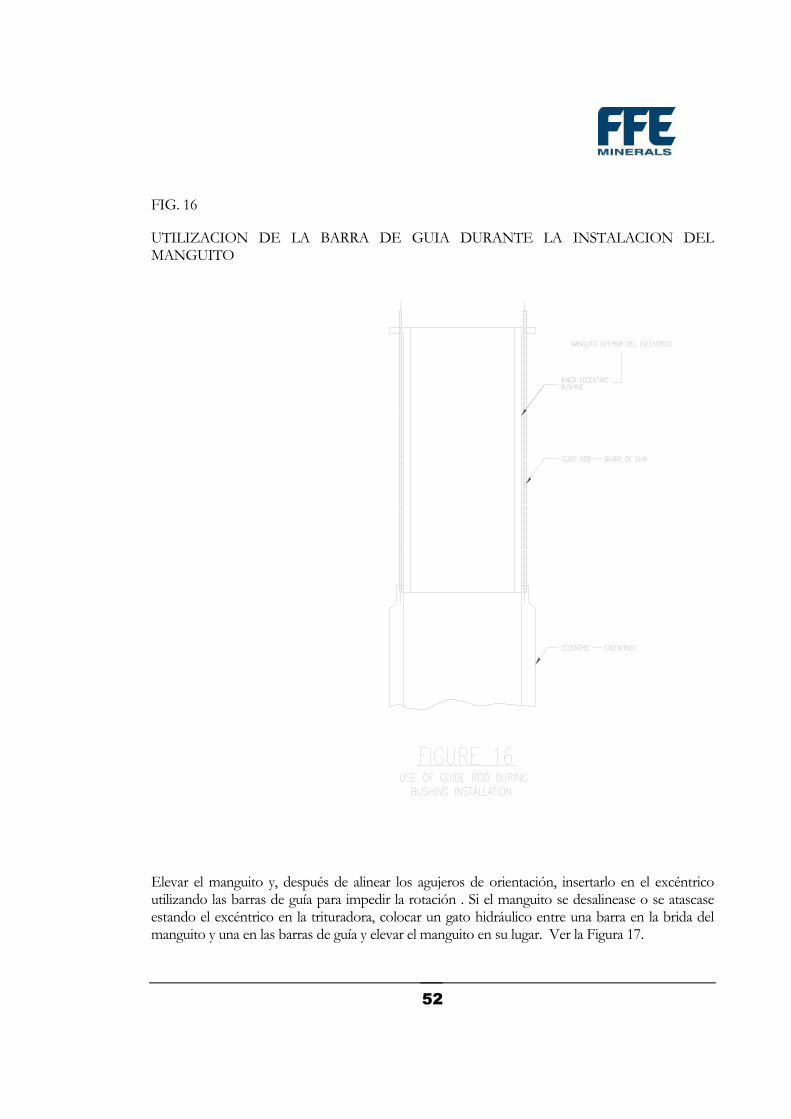
52
FIG. 16
UTILIZACION DE LA BARRA DE GUIA DURANTE LA INSTALACION DEL MANGUITO
Elevar el manguito y, después de alinear los agujeros de orientación, insertarlo en el excéntrico utilizando las barras de guía para impedir la rotación . Si el manguito se desalinease o se atascase estando el excéntrico en la trituradora, colocar un gato hidráulico entre una barra en la brida del manguito y una en las barras de guía y elevar el manguito en su lugar. Ver la Figura 17.

53
FIG. 17 UTILIZACION DEL GATO DURANTE LA INSTALACION DEL MANGUITO
El manguito una vez colocado en lugar, instalar salpicadores y pernos y sujetarlos juntamente con alambre freno.
Limpiar completamente el excéntrico y el manguito.
4.13 RECAMBIO DEL BUJE EXTERIOR
54
Para recambiar el manguito exterior del excéntrico, es necesario desmontar el excéntrico y el bonete contra el polvo de la trituradora.
A fin de quitar el manguito exterior, hacer referencia a la sección sobre RECAMBIO DEL MANGUITO EXTERIOR, y seguir un procedimiento semejante.
Examinar la disposición de los agujeros perforados y roscados a macho en la brida del manguito y el cuerpo de la trituradora. Un agujero viene espaciado irregularmente para orientar el manguito en le cuerpo de la trituradora. Identificar y marcar estos agujeros en cada pieza antes de proceder.
Para instalar el manguito exterior, usar hielo seco y barras de guía como se describe en la sección sobre RECAMBIO DEL MANGUITO INTERIOR.
Si el manguito una vez colocado en lugar, reponer el bonete del cierre hermético y la empaquetadura, instalar los pernos y sujetarlos juntamente con alambre freno.
Limpiar completamente el diámetro interior del manguito y la canaleta de retorno de aceite.
Remontar la trituradora según las instrucciones apropiadas en la sección sobre INSTALACION.
4.14 CONJUNTO CILINDRO HIDRAULICO
Para desmontar el conjunto, ver el procedimiento sobre (DESMONTAJE DEL EXCENTRICO).
Colocar el conjunto del cilindro hidráulico en un estante de modo que los pernos que fijan la cubierta inferior sean accesibles. Utilizar pernos de ojo para elevar el anillo de desgaste central y el inferior a partir de la parte superior de émbolo. Quitar las tuercas y contratuercas de los pernos. Elevar el cilindro en le sentido vertical permitiendo que el émbolo se encuentre en la cubierta inferior.
Evacuar el aceite restante del émbolo, luego invertir para ganar acceso al cierre hidráulico. Quitar los doce tornillos de cabeza y el retenedor del cierre.
Deslizar el juego de sellos de alta presión de émbolo para la inspección. Examinar la superficie de desgaste del émbolo para ver si se hallase royada. Luego examinar el cilindro hidráulico para ver si los manguitos superior e inferior tuviesen rayas. Los defectos comos estos ocasionan averías a los sellos de alta presión. Esto provoca las pérdidas de aceite en el sistema hidráulico de modo que no se mantenga el ajuste de la trituradora.
Un frotador de goma que sirve para sello del émbolo se encuentra en un rabajo localizado en el manguito superior. Para quitar el frotador, sacar los prisioneros y desmontar la placa de retención. Recambiar cualesquier piezas que aparezcan dañadas.
55
4.14.1 MANGUITOS DEL EMBOLO
Los manguitos superior e inferior del émbolo se ajusten a presión ligera en el cilindro hydráulico. Para sacarlos, seguir un procedimiento semejante al del desmontaje de manguito de la araña o sacarlo aprovechando el espacio entre los manguitos.
Al insertar nuevos manguitos, enfriarlos hasta alcanzar una holgura diametral de aproximádamente 0.015 pulg. Deslizar los manguitos en lugar asegurándose que se hallan asentados firmemente debajo de sus bridas.
4.14.2 ANILLO DE DESGASTE INFERIOR
Ambos lados del anillo de desgaste inferior vienen ranurados. Una vez que las ranuras de lubricación en la superficie de trabajo inicial se han reducido por desgaste a la profundidad de ¼ pulg., invertir el anillo para una duración segunda después de asegurarse que ambos lados van paralelo, labrar la cara desgastada hasta que vaya paralelo a la otra. Si no fuesen paralelo, labrar la cara desgastada hasta que vaya paralelo a la otra. El espesor del anillo labrado no debe ser menor que el original menos 5/16 pulg. Si no fuese posible, instalar un nuevo anillo.
4.14.3 ANILLO DE DESGASTE CENTRAL
El anillo de desgaste central es un pieza forjada templada completamente. Examinar las superficies superior e inferior para ver si se hallasen rayadas o desgastadas excesivamente. Comprobar la superficie esférica contra la superficie de contacto del anillo de desgaste del eje. Si estas superficies no casan exactamente, se deberán recambiar ambos anillos al mismo tiempo.
4.14.4 REMONTAJE DEL CILINDRO HIDRAULICO
Para remontar el cilindro hidráulico, invertir el procedimiento descrito en la sección sobre DESMONTAJE DEL CONJUNTO. Limpiar todas las piezas completamente y untarlas con aceite al montarlas. Hay un anillo en o entre la brida inferior del cilindro hidráulico y la cubierta inferior. No intentar reutilizar esta anillo en o; instalar un nuevo.
Antes de montar el transmisor de la cubierta del cono de trituración, limpiar completamente las superficies de contacto del transmisor y la cubierta inferior. Instalar el nuevo anillo en o debajo de la brida de montaje. Tener cuidado de no averiar el vástago del núcleo buzo o los conductores del elemento sensible. (Hacer referencia a las instrucciones del fabricante).
4.14.5 INSPECCION DEL CIERRE HIDRAULICO
56
El cierre hidráulico puede examinarse sin desmontar completamente el conjunto del cilindro de la trituradora. Para efectuar esta inspección, proceder como sigue:
1. Elevar el conjunto del eje principal y colocar bloques en los brazos del cuerpo inferior para soportarlo.
2. Bajar el émbolo hasta que descanse sobre la placa de cubierta.
3. Quitar la defensa para ganar acceso a los pernos de la cubierta inferior.
4. Quitar el transmisor de la posición de la cubierta del cono de trituración.
5. Sacar cuatro tornilos opresores equidistantes e instalar varillas de bajar largas.
6. Apretar las tuercas debajo de la cubierta inferior, y quitar las tuercas y contratuercas de todos los tornillos opresores restantes y de los pernos, de modo que la cubierta inferior venga fijada por las cuatro varillas de bajar.
7. Usando un gato y bloques, bajar la cubierta inferior aproximadamente 8 pulg. El émbolo, que se asenta en la cubierta inferior, se moverá hacia abajo una distancia semejante. Dejar la cubierta inferior en los bloques.
8. Utilizar el agujero del transmisor de posiciónpara elevar el émbolo hasta que sea posible alcanzar los prisioneros que sujetan el retenedor de los cierres hidráulicos; quitar el retenedor y deslizar los cierres del émbolo.
El contraeje ha de mantenerse ajustado, donde el eje rota fácilmente sin tener ningún juego lateral o axial percible.
4.15 AJUSTE DEL CONTRAEJE
El juego longitudinal ha de ser entre 0.004 y 0.007 pulg. Se hace un ajuste guitando primero los pernos alambrados y la placa de sujeción del contraeje provista en las trituradoras más grandes o la arandela de seguridad del contraeje en las más pequeñas. Luego aflojar la contratuerca en el eje y apretar la tuerca del contraeje haciendo girar el mismo hasta obtener el juego longitudinal necesario.
ADVERTENCIA AJUSTAR EL CONTRAEJE CON CUIDADO.
El ajuste produce efectos significantes en la duración del cojinete y se debe hacer tan exactamente como práctico. Las mitades interiores del cojinete hacen contacto más estrecho con sus anillos-guías exteriores apretando la tuerca del contraeje. Las mitades interiores del cojinete se alejan de sus anillo-guías aflojando la tuerca del contraeje, lo que permite los movimientos lateral y axial en el eje, cojinetes y piñón.

57
Una vez efectuado el ajuste correcto, y la contratuerca está apretada, volver a apretar la placa de sujeción del contraeje y alambrar nuevamente las cabezas de los pernos de la misma en las trituradoras más grandes o reinstalar la arandela de seguridad del contraeje en los más pequeños.
58
4.16 RECAMBIO DE LOS COJINETES DEL CONTRAEJE
Para recambiar los cojinetes del contraeje, es necesario desmontar el conjunto del contraeje.
4.16.1 DESMONTAJE
Desconectar el tren de accionamiento y despejar una zona bastante grande para quitar el conjunto de contraeje. Quitar los pernos que sujetan dicho conjunto al cuerpo inferior. Insertar dos de estos pernos en los agujeros roscados a macho para elevar el conjunto hasta aflojarse. Luego quitarlo.
ADVERTENCIA Quitar el conjunto con cuidado para evitar dañar las superficies labradas y el piñón localizado en el extremo interior.
Al extremo exterior, quitar la arandela de seguridad del contraeje o el alambre de fijación, los pernos de la placa de sujeción y la placa de sujeción, cualquiera que sea equipo normal en la trituradora.
A partir del extremo exterior sacar empujando el eje de su cárter. El cojinete exterior completo permanecerá en el cárter; el anillo-guía interior y la jaula del cojinete interior permanecerán en el eje.
Examinar la orientación de todas las piezas del cojinete para establecer el sentido en el cual se han de instalar las nuevas. Estando el eje quitado de su cárter, desmontar el piñón y remover tirando el anillo-guía del cojinete interior del cárter.
4.16.2 INSTALACION DE COJINETES
Instalar apretando un anillo-guía exterior en cada extremo del cárter del contraeje y colocarlo contra el reborde.
Montar en caliente un anillo-guía con su jaula en el extremo exterior del contraeje. Asentarlo contra el reborde. Emplear los métodos descritos en la sección siguiente sobre AJUSTE POR CONTRACCION.
Montar el piñón en el extremo interior del eje, instalar la chaveta y el anillo de sujeción, luego deslizar el contraeje en el cárter.
Colocar este conjunto en la posición vertical estando el piñón en el sentido descendente. Elevar y anivelar el cárter a una altura que permita colocarse un gato debajo del piñón para soportar y mover el eje.
59
Montar en caliente el anillo-guía interior y una jaula en el extremo exterior del contraeje. Colocarlos de modo que el juego axial del eje se halla dentro 0.004 a 0.007 pulg. Establecer dicho juego elevando cuidadosamente el eje hacia arriba y hacia abajo y midiendo el movimiento con un indicador de cuadrante mientras que se hace rotar el mismo.
El juego axial una vez establecido, poner la tuerca del contraeje en el eje haciendo girar hasta que se asienta contra el cojinete exterior sin moverse.
Instalar la arandela de seguridad o la placa de sujeción del contraeje, los pernos de la misma y el alambre de sujeción, cualquiera que sea equipo normal en la trituradora.
4.16.3 AJUSTE POR CONTRACCION
Calentar las piezas del cojinete para montarse en caliente en una emulsión de aceite y agua de cinco partes de agua a una parte de aceite soluble. La emulsión debe ser completamente limpia, y los componentes han de sumergir completamente. Calentar la emulsión lentamente el punto de ebullición y mantener esta temperatura por una hora aproximadamente. Si es deseable, se puede usar aceite lubricante puro en lugar de la emulsión. Se calienta a 300ºF y se mantiene a esa temperatura por al menos una hora. No permitir que la temperatura sobrepase 300ºF. Se aconseja que se fabrique un indicador de aguja que tiene el tamaño del diámetro interior del cojinete. Dicho indicador servirá para verificar que el cojinete calentado se halla expandido bastante para deslizarse fácilmente en el eje.
ADVERTENCIA Nunca calentar las partes con llama directa. Suspender los componentes en la emulsión.
El calor de una llama directa puede recalentar y deformar los componentes. Los mismos resultados pueden producirse permitiendo que los componentes hagan contacto con el recipiente en el cual se calientan el punto donde se aplica el calor.
Si se encuentran dificultades en ajustar y colocar un componente en el eje, se ha de quitar rápidamente. Volver a calentar e intentar ajustar y colocar otra vez.
4.16.4 TERMINACION DEL REMONTAJE
Colocar la empaquetadura y insertar el conjunto del contraeje en el cuerpo inferior. Tener cuidado particular al enganchar el piñón con el engranaje cónico de modo que no se produzcan muescas, rebabas o recalcaduras.
Instalar y apretar los pernos de montaje.
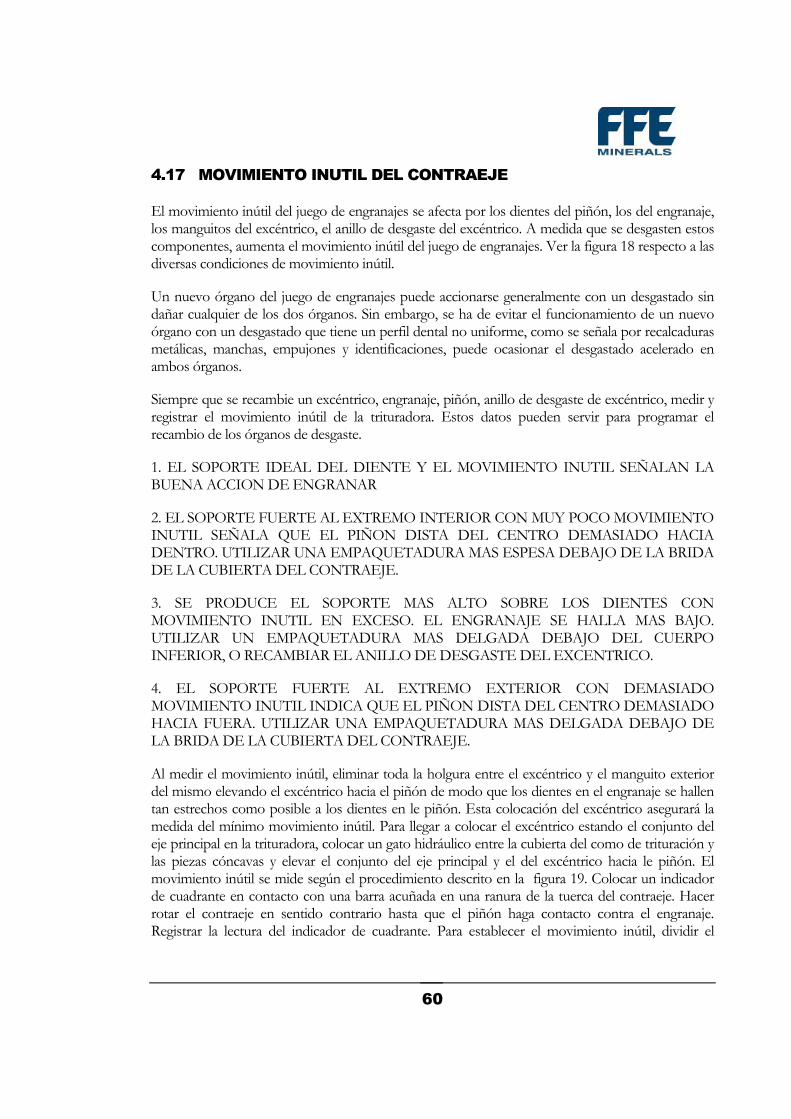
60
4.17 MOVIMIENTO INUTIL DEL CONTRAEJE
El movimiento inútil del juego de engranajes se afecta por los dientes del piñón, los del engranaje, los manguitos del excéntrico, el anillo de desgaste del excéntrico. A medida que se desgasten estos componentes, aumenta el movimiento inútil del juego de engranajes. Ver la figura 18 respecto a las diversas condiciones de movimiento inútil.
Un nuevo órgano del juego de engranajes puede accionarse generalmente con un desgastado sin dañar cualquier de los dos órganos. Sin embargo, se ha de evitar el funcionamiento de un nuevo órgano con un desgastado que tiene un perfil dental no uniforme, como se señala por recalcaduras metálicas, manchas, empujones y identificaciones, puede ocasionar el desgastado acelerado en ambos órganos.
Siempre que se recambie un excéntrico, engranaje, piñón, anillo de desgaste de excéntrico, medir y registrar el movimiento inútil de la trituradora. Estos datos pueden servir para programar el recambio de los órganos de desgaste.
1. EL SOPORTE IDEAL DEL DIENTE Y EL MOVIMIENTO INUTIL SEÑALAN LA BUENA ACCION DE ENGRANAR
2. EL SOPORTE FUERTE AL EXTREMO INTERIOR CON MUY POCO MOVIMIENTO INUTIL SEÑALA QUE EL PIÑON DISTA DEL CENTRO DEMASIADO HACIA DENTRO. UTILIZAR UNA EMPAQUETADURA MAS ESPESA DEBAJO DE LA BRIDA DE LA CUBIERTA DEL CONTRAEJE.
3. SE PRODUCE EL SOPORTE MAS ALTO SOBRE LOS DIENTES CON MOVIMIENTO INUTIL EN EXCESO. EL ENGRANAJE SE HALLA MAS BAJO. UTILIZAR UN EMPAQUETADURA MAS DELGADA DEBAJO DEL CUERPO INFERIOR, O RECAMBIAR EL ANILLO DE DESGASTE DEL EXCENTRICO.
4. EL SOPORTE FUERTE AL EXTREMO EXTERIOR CON DEMASIADO MOVIMIENTO INUTIL INDICA QUE EL PIÑON DISTA DEL CENTRO DEMASIADO HACIA FUERA. UTILIZAR UNA EMPAQUETADURA MAS DELGADA DEBAJO DE LA BRIDA DE LA CUBIERTA DEL CONTRAEJE.
Al medir el movimiento inútil, eliminar toda la holgura entre el excéntrico y el manguito exterior del mismo elevando el excéntrico hacia el piñón de modo que los dientes en el engranaje se hallen tan estrechos como posible a los dientes en le piñón. Esta colocación del excéntrico asegurará la medida del mínimo movimiento inútil. Para llegar a colocar el excéntrico estando el conjunto del eje principal en la trituradora, colocar un gato hidráulico entre la cubierta del como de trituración y las piezas cóncavas y elevar el conjunto del eje principal y el del excéntrico hacia le piñón. El movimiento inútil se mide según el procedimiento descrito en la figura 19. Colocar un indicador de cuadrante en contacto con una barra acuñada en una ranura de la tuerca del contraeje. Hacer rotar el contraeje en sentido contrario hasta que el piñón haga contacto contra el engranaje. Registrar la lectura del indicador de cuadrante. Para establecer el movimiento inútil, dividir el
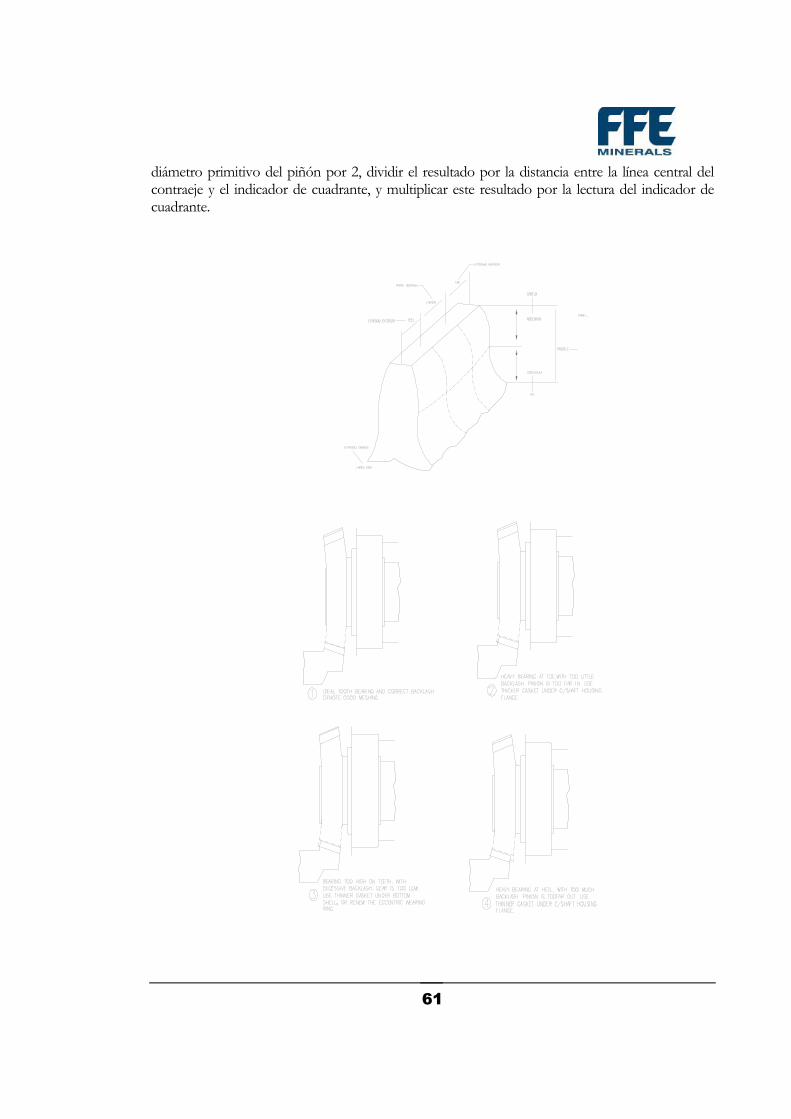
61
diámetro primitivo del piñón por 2, dividir el resultado por la distancia entre la línea central del contraeje y el indicador de cuadrante, y multiplicar este resultado por la lectura del indicador de cuadrante.
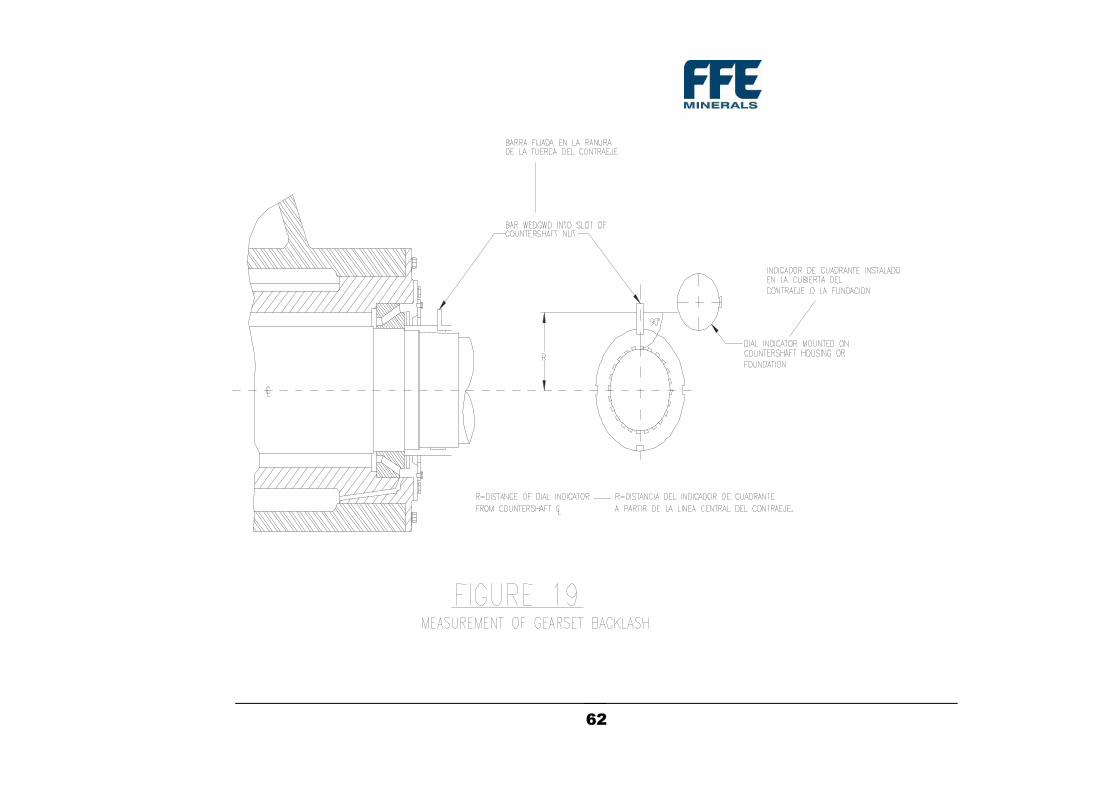
62

63
4.18 SISTEMA DE AJUSTE HIDRAULICO
Es necesario asegurarse solamente que todas las conexiones se hallan apretadas. El ajuste de la trituradora aumentará si hay fugas en la línea. Después de llenar el sistema inicialmente con aceite, o al rellenarlo después que se haya evacuado, destornillar el tapón del purgador en la brida inferior del cuerpo del cilindro. Hacer funcionar la bomba hidráulica hasta que se obtenga un chorro de aceite puro. Reponer el tapón.
Elevar el eje principal un poco y destornillar el purgador de aire en el acumulador. Cerrarlo después de obtener un chorro de aceite puro. Repetir este procedimiento dos veces mas para asegurarse que todo el aire se ha purgado del sistema.
El aceite en el sistema de ajuste hidráulico se ha de filtrar una vez a la semana por un hora permitiendo funcionar la bomba.
4.18.1 ACUMULADOR
El acumulador sirve de un absorbedor de fluctuaciones de presión suprimiendo las pulsaciones producidas durante la trituración normal. Dicho acumulador consiste en un cuerpo de acero, un saco de separación con un válvula de gas a alta presión incorporada y un conjunto de orificio para fluidos. El saco se carga mediante una válvula de entrada de gas localizada en el extremo ciego del acumulador sale de la planta, el saco se carga a una cierta presión, pero es posible que sea necesario cambiar esto para conformarse a las condiciones particulares de trituración.
El acumulador requiere muy poco cuidado salvo comprobaciones regulares para asegurarse que se mantiene la presión de precarga. Para comprobar la presión, se requieren un adaptadora portátil, un conjunto de indicador y un cilindro de nitrógeno. Excepto el cilindro de nitrógeno, estos artículos se hallan en forma de juego de piezas para armar y puede suministrarse por la compañía Fuller como equipo optativo. Para precargar, utilizar el nitrógeno seco exento de oxígeno.
4.18.2 PROCEDIMIENTO DE CARGA
Quitar el resguardo y la tapa de la válvula de aire localizada en el extremo ciego del acumulados, y sujetar el adaptador de carga y el conjunto de indicador. Fijar un extremo de la manguera a la válvula cargadora y el otro al adaptador en el cilindro. Con una llave, abrir lentamente la válvula del cilindro de nitrógeno para cargar el acumulador. Cerrar la válvula cargadora. El indicador señalará la presión de precarga. Continuar con este procedimiento hasta alcanzar la presión correcta y esperar aproximadamente dos minutos hasta que se estabilice el acumulador. Si la presión hubiese caído durante ese tiempo a la requerida, asegurarse que la válvula del cilindro de nitrógeno se halla cerrado. Si el indicador señalase la presión en exceso, reducirla destornillando la válvula de escape localizada en el lado del adaptador del acumulador y deprimiendo el mango.

64
El conjunto de manguera una vez desmontado se producirá una ligera caída de presión. Esto se ocasiona por una pérdida de nitrógeno en la manguera. Deprimir el mango de nuevo, y el indicador mostrará la presión correcta. Después de la instalación inicial, comprobar la presión de precarga al menos una vez durante la primera semana para asegurar que no se han ocasionado fugas. Comprobar cada mes posteriormente.
NOTA
Al comprobar la presión del gas, la presión del fluido en el sistema debe hallarse a cero.
4.18.3 VALVULA DE ALIVIO
La válvula de alivio queda ajustada para accionarse a un presión mejor que la producida durante los trabajos normales. Este ajuste protege el sistema hidráulico impidiendo la entrada de fragmentos extraños de hierro en la cámara de trituración, lo que ocasiona una acumulación excesiva de presión. El ajuste de presión de esta válvula ha de establecerse el al tanteo, ya que depende del material para triturar, lo que regula la presión de trituración normal. Una vez ajustado, no estorbarlo.
4.19 MATERIAL DE RESPALDO
Los materiales de respaldo, sea zinc o epoxia, llena las cavidades de la defensa de la araña en algunas trituradoras y forma los asientes en todas las cavidades de la araña, así como llena el espacio entre el cuerpo y las piezas cóncavas y entre el núcleo y el revestimiento del cono de trituración. La mayor parte de los materiales de respaldo se cola en el sitio de trabajo observando los procedimientos siguientes que se han de complementar en el sitio para incluir detalles adicionales y tener en cuenta las condiciones locales.
4.19.1 ZINC
Al utilizar zinc como material de respaldo, elegir el grado mejor únicamente.
ADVERTENCIA Tener cuidado al trabajar con el zinc, porque es peligroso.
Los vapores de zinc son tóxicos; es esencial la buena ventilación. También hay peligros, porque se manipula y cola metal fundido. Se han de traer vestimentas y guantes protectores.
ADVERTENCIA Las partes deben quedar absolutamente secas.
Las superficies y las zonas entre partes donde se llenará el zinc fundido no han de hallarse húmedas. La combinación de agua y zinc fundido produce una reacción violenta. Eliminar el húmedo superficial mediante un soplete con llama ancha.
65
Antes de colar, tomar medidas para limitar y regular el flujo del zinc fundido obstruyendo juntas, formando anillos de colada o obstrucciones, y fabricando canalones. Una combinación de asbesto, arcilla y aceite, mezclada a una consistencia arcillosa sirve generalmente para taponar juntas y grietas y formar anillos de colada. Este material se obtiene en el comercio bajo el nombre comercial de “Babbitrite”. Bandas de madera de ajuste forzado respaldadas con soporte sirven también para cubrir juntas tales como las entre las piezas cóncavas. En algunos casos, los soportes son esenciales a causa de la presión son esenciales a causa de las presión ejercida por el paso del metal fundido en las cubiertas de las juntas. Un trozo de perfil angular o perfil o pueden servir de canalones para facilitas la colada.
Durante la colada, la temperatura del zinc debe estar entre 825º y 950ºF. Las temperaturas sobre 950ºF ocasionan reacciones poco deseables en el zinc. Colar rápidamente a partir de varios puntos distintos, nunca en un punto simple.
Cuando hace frío, calentar el interior del cuerpo y las piezas cóncavas a 175ºF aproximadamente para evitar enfriar el zinc antes de que pueda llenar todos los espacios. El enfriamiento rápido durante el flujo del metal produce vacíos y un respaldo inadecuado.
4.19.2 EPOXICO
Si se utiliza un material de respaldo de epoxia, se suministrarán las instrucciones del fabricante. Los espacios y las juntas deben taponarse para impedir fugas durante la colada.

66
5 PLANOS Módulo N° 5
Los planos que se adjuntan a este módulo deben ser los de cada instalación en particular.
5.1.- DATA SHEET 5.2.- ASSEMBLY 5.3.- CLEARENCE- FUNDATION 5.4.- SPIDER ASEMBLY 5.5.- TOP SHELL ASSEMBLY 5.6.- MIDDLE SHELL ASSEMBLY 5.7.- BOTTOM SHELL ASSEMBLY 5.8.- BOTTOM SHELL LINNER ASSEMBLY 5.9.- BOTTOM PLATE ASSEMBLY 5.10.-ECCENTRIC ASSEMBLY 5.11.-HYDRAULIC CYLINDER ASSEMBLY 5.12.- MAIN SHAFT ASSEMBLY 5.13.- CONCAVE ASSEMBLY 5.14.- COUNTER SHAFT ASSEMBLY 5.15.- COUNTER SHAFT EXTENSION 5.16.- LUBRICATION SYSTEM 5.17.- LUBE OIL SCHEMATIC 5.18.- CRUSHER LUBE SISTEM 5.19.- HIDRAULIC SISTEM SCHEMATIC 5.20.- SPIDER LUBRICATION SYSTEM
Capítulo
5
67
6 PROCEDIMIENTOS Módulo N° 6
6.1 PROCEDIMIENTO PARA CAMBIO DE POSTE
ASPECTOS GENERALES La Planta deberá entregarse a Mantención el día programado a las 08:00 horas, con la tolva de alimentación limpia (ver punto 8), efectuar el bloqueo eléctrico y posteriormente el bloqueo mecánico.
Se adjunta la siguiente información:
1) Necesidades de repuestos,
2) Necesidades de herramientas,
3) Necesidades de equipos,
4) Necesidades de instrumentos,
5) Necesidades de materiales generales,
6) Necesidades de lubricantes,
7) Necesidades de mano de obra.,
8) Trabajos solicitados a operación ,
9) Análisis de tareas,
10) Carta Gantt.
Capítulo
6

68
1.- Necesidades de Repuestos. • Poste eje principal conjunto,
• Plato acero centrador,
• Sello labio buje araña
• Buje araña
• Cubierta brazo araña
• Plato desgaste del pistón
2.- Necesidades de Herramientas:
Estrobos de 1-1/2” x 10 metros (levantar araña). 4
Estrobos de ¾” x 1 metro, (para buje araña) 6
Estrobo de 2 1/4” x 4 metros, 1
Estrobos de ¾” x 1,5 metros, 4
Grilletes de ½” x 5/8” , 6
Grillete de 4” capacidad de 130 ton. 1
Cáncamos de M36X4X150 3
Cáncamos de M24X3X100 3
Metros de cordel de ½”, 60
Extensiones para alumbrado, 10
Piolas de seguridad, largas, 10
Escaleras de aluminio, 2
Tambores vacíos, 5
3.- Necesidades de Equipos:
Equipo de oxicorte, completo 1 Chasconeadores, 2
Esmeriles anulares 2 Gatas de 200 toneladas, 2
Tecle de 5 toneladas, 1 Tecle señorita de 2 toneladas, 1
Tecle de 3 toneladas. 1 Llave torque manual de 120 lb-pie, 1
Retroexcavadora, 1 Radios para comunicación, 3
Grúa móvil de 5 toneladas, 1
69
4.- Necesidades de Instrumentos:
juego de micrómetros interior 1
termómetro de inmersión, 1
termómetro de contacto, 1
filler corto, 2
filler largo, 2
comparadores de carátula, 2
pie de metro, 1
manómetro de 0-300 Psi. 1
5.- Necesidades de Materiales Generales:
kilos de soldadura Super Alloy de 1/8”, 20
kilos de soldadura Super Alloy de 5/32”, 20
kilos de soldadura Timang (Manganeso), 30
palos de 10” x 10” x 12”, 10
tablones de 2” x 10” x 12 pies , bruto, 10
litros de solvente, 220
botellas de gas, 5
lija de diferentes granos,
palos de 12” x 12” x 2 metros. 2
6.- Necesidades de Lubricantes:
litros de aceite OMALA 320 o equivalente. 20
Kg grasa EP-1, 200
Líquido penetrante para detectar grietas
litros de solvente industrial. 200
7.- Necesidades de Mano de Obra:
Supervisores 2 Maestros segunda 8
Capataces 2
Maestros primera 2 Se distribuirán en dos turnos de 12 horas al día.
70
8.- Trabajos Solicitados a Operación:
Limpieza de alimentación: Limpiar zona de descarga de los camiones hacia el equipo de modo que
no halla peligro de desmoronamiento, y con un metro desde la boca del chancador hacia atrás.
Limpieza manual del foso de alimentación: Una vez que se haya efectuado la limpieza con
maquinarias, se debe rematar ésta, con escobas para evitar que el polvo entre al lubricante cuando
se extraiga el poste.
Limpieza de la tolva de descarga del chancador: La tolva de descarga se deberá dejar con nivel de
carga alto, de modo que ayude al acceso hacia la parte baja del chancador.
Prueba del equipo luego del cambio de poste por 30 minutos.
9.- Análisis de Tarea:
Bloquear Alimentación:
EJECUTOR: Operador Control Chancador RIESGOS : Descarga de mineral con personal trabajando. ACCION : Dar aviso de la mantención a quién corresponda poner semáforo en rojo y barreras a acceso de camiones.
Limpiar Alimentación
EJECUTOR: 4 Jornaleros, equipo seguridad completo incluye máscara para polvo. RIESGOS Caída de distinto nivel, ACCION Usar cinturones de seguridad y piolas. HERRAMIENTAS Raspadores
Sacar carga y limpiar foso alimentador de chancador
Con martillo picador botar taludes ( si es permitido usar el martillo picador ) durante turno anterior, y hacer cama para introducir retroexcavadora, luego continuar con un cargador frontal pequeño (Tipo Bob Cat por ejemplo), para finalmente con jornaleros, rematar la limpieza del foso. El chancador debe ser operado cada vez que se necesite evacuar la carga que está soltando la retroexcavadora o los jornaleros. Se debe barrer alrededor de la boca.
71
EJECUTOR : - Jornaleros
- Chofer retroexcavadora - Operador cargador frontal pequeño RIESGOS : - Daño a equipo y materiales, - Caída de distinto nivel.
ACCION : - El martillo picador de rocas, la retroexcavadora y el cargador
frontal deberá ser operado por personal autorizado
- Asegurarse que la cama para retroexcavadora, sea la apropiada.
HERRAMIENTAS : - Martillo picador, - Cargador frontal pequeño (Bob Cat)
- Retroexcavadora, - Rastrillos, pinochos, escobas, palas y picotas.
Bloquear chancador y sus sistemas hidráulicos
El procedimiento de bloqueo será entregado por Minera Collahuasi de acuerdo con sus políticas de seguridad. Bloquear motor del chancador, bloquear bombas de lubricación del chancador, bloquear sistema hidroset, bloquear detectores nucleares, verificar que la posición del poste sea la mínima (en cero).
A) Desmontaje de la araña
Soltar pernos de la araña
Sacar tuercas de fijación de la araña,
Dejar con anticipación, todas las tuercas impregnadas con líquido penetrante.
Retirar los cuatro pernos de la araña, por medio de un estrobo y grúa.
Desacoplar el flexible de lubricación de la araña y dejarlo libre.
Para aflojar araña, se debe ocupar gatas de 200 toneladas.
EJECUTOR : - 1 supervisor - 1 Capataz - 1 Mecánico primera
- 3 Mecánicos segunda
RIESGOS : Golpeado por, proyección de partículas.
ACCION : Usar en todo momento los elementos de protección personal, haciendo incapié en los lentes.
HERRAMIENTAS : - 2 gatas hidráulicas con una bomba, - Cuñas de acero,
- Masas de 12 libras,

72
- Caja de herramientas - Cáncamo M20X2.5X60 - 2 bástagos de 2” de diámetro como mínimo.
Sacar Araña
Se debe marcar la posición de la araña antes de sacarla. Armar una estructura de madera en sitio donde se dejará la araña. Al levantar araña, evitar dañar el flexible de lubricación del buje araña. Cuando la araña esté en movimiento no debe haber ninguna persona en el foso. Al dar presión a los gatos, ambos deben salir al mismo tiempo, de modo que presionen parejo a la araña.
RIESGOS : Golpeado por, proyección de partículas,
daño al equipo, caída de distinto nivel. ACCION : - Usar cinturón y piola de seguridad. - Asegurarse de la buena posición de la base de madera para apoyar la araña. HERRAMIENTAS : - Grúa
- 2 Estrobos de 1-1/4”x 8 Mts”, - Palos de 12” x 12”. - Barretillas.
Reparación de la araña.
Limpiar araña de restos de mineral, limpiar buje de la araña, soldar orejas para izar lainas del brazo y laterales de la araña, soltar pernos de amarre de la araña, medición del buje de la araña. Instalar lainas de la araña y terminar de poner protecciones a ellas, soldar topes de apoyo de lainas, revisión de asiento de la tapa de la araña.
RIESGOS : Golpeado por caída de distinto nivel. Daño visual.
ACCION : - Usar escaleras, - Sólo una persona debe dirigir las maniobras del gruero,
HERRAMIENTAS : - 1 máquina soldadora, - Careta y vestimenta en cuero - Equipos de oxicorte, - Estrobos de 3/4” x 3 pies, - Grilletes, - Esmeril portátil, - Soldadura para acero manganeso,
- Solvente industrial, - 20 Kilos de trapo
B.- Procedimiento para sacar Poste
Para estrobar poste y colocar grillete se debe utilizar una plataforma.. Izar el poste muy aplomado y lentamente para evitar daño al sello de polvo. Dejar el poste en sitio de reparación, y proteger con grasa antioxidante después de haberlo limpiado.
RIESGOS Golpeado por, daño a equipos.

73
ACCION Una sola persona dirige las maniobras del gruero.
Hacer movimientos lentos con la grúa . Cuando el poste esté en movimiento no debe haber ninguna persona en el foso.
HERRAMIENTAS - Grúa. - Estrobo de 2 1/4”X4 Mts, - Grillete de 4”, - Solvente industrial, - Trapos. - Limpieza
Luego de finalizar los procedimientos de sacado de araña y de poste, se procede a limpiar las partes que entran en contacto con el aceite. El poste que se instalará debe estar limpio, pero antes de montarlo se vuelve a revisar. El bonnet debe ser limpiado El buje de la araña debe ser limpiado en conjunto con el sello de labio y retenedor. RIESGOS Caida a diferente nivel. ACCION Usar arnés de seguridad y tener buenos accesos. HERRAMIENTAS Solvente industrial,
Trapos. C) Procedimiento de Instalación del poste. Una vez que la limpieza sea aprobada por la supervisión se comienza con el procedimiento de instalación del poste. Para instalar el poste, el grillete de 4” y el estrobo correspondiente se instalan con la ayuda de escaleras o una plataforma o canastillo. El sello de grafito debe ajustarse con una bandit, para disminuir su diámetro, para que entre en el bonnet. El sello de polvo del poste debe estar bien engrasado y con deslizamiento liviano. Izar el poste aplomado y lentamente, posicionarlo sobre el bonnet, una vez en esta posición, un maestro primera y tres segunda entrarán a la zona de descarga, el maestro primera guiará al gruero para introducir el poste dentro del buje interior, los movimientos deben ser muy lentos. Al introducirse el primer sello de grafito dentro del bonnet, quitar la bandit, hacer lo mismo con el segundo sello de grafito. Luego de introducido el poste en el buje interior se procede a bajar el poste hasta que el sello de polvo esté a 10 MM, del borde del bonnet en esta posicion se detiene la bajada y por medio de destornilladores se procede a centrar el sello de polvo respecto al bonnet, al centrarlo bajar el poste hasta destensar el estrobo. Para quitar el estrobo y grillete se debe usar una plataforma
D) Procedimiento de instalación de la Araña
Al instalar la araña se debe poner grasa Ep-1 en el buje de la araña y sello de labio. Se debe colocar antiadherente en los extremos de los brazos de la araña.

74
Levantar la araña, limpiar los extremos y poner antiadherente o grasa de tal modo que no se trabe cuando se quiera volver a sacar. Instalar un alambre en el flexible que permita guiarlo hacia el agujero correcto y tenerlo tensado a medida que baja la araña, esto se hace para evitar un estrangulamiento y corte de este con el peso de la araña. Posicionar la araña y bajarla lentamente, centrar primero el buje araña respecto al poste cuando entre, verificar que el sello de labio no se halla dañado ni salido de su posición, una vez realizado esto, centrar en el top shell, cuando las pestañas de ambos extremos de la araña entren en los bordes del top shell, bajar hasta destensar los estrobos. Instalar los cuatro pernos de amarre de la araña, poner las super tuercas y darle a cada pequeño perno un torque de 120 lb-pie.
RIESGOS: -Apretado por,
-Daño al equipo. -Caida a diferente nivel y en el mismo nivel.
ACCION: -No meter las manos debajo de la araña cuando aún no se haya asentado.
-Sólo una persona dirige la maniobra. Mover la grúa lentamente. -Usar arnés de seguridad y piolas.
HERRAMIENTAS: - Grúa, - Estrobo de 1-1/4”, - Antiadherente de níquel o grasa,
Aseo general
Se debe retirar y sacar todos los materiales extraños en la descarga del chancador. Reponer puerta de inspección de la tolva del chancador. Retirar todos los materiales usados y escombros.
RIESGOS: Equipo en movimiento.
ACCION - Todo el personal debe hacer abandono del foso del chancador.
- Dejar los pasillos libres de materiales. - Guardar herramientas e instrumentos, - Limpiar derrames de aceite.
- Prueba de equipo. Una vez que la etapa de limpieza general halla concluido proceder a desbloquear el equipo, este procedimiento depende del cliente el cual debe asegurar su ejecución de modo de evitar accidentes a personas equipos o materiales. Probar el equipo por 30 minutos sin carga luego, cargar de a 20 %, en 24 horas debe estar a plena capacidad.
75
6.2 PROCEDIMIENTO PARA CAMBIO DE CONCAVOS ASPECTOS GENERALES
1) Necesidades de repuestos,
2) Necesidades de herramientas,
3) Necesidades de equipos,
4) Necesidades de instrumentos,
5) Necesidades de materiales generales,
6) Necesidades de lubricantes,
7) Necesidades de mano de obra.,
8) Trabajos solicitados a operación ,
9) Análisis de tareas,
10) Carta Gantt.
1.- Necesidades de Repuestos. - Cóncavos primera corrida
- Cóncavos segunda corrida
- Cóncavos tercera corrida
- Cóncavos cuarta corrida
- Lainas 0.5,1, 2,5,10 mm de espesor, Cuadradas de 50 MM de lado.
- Corazas superiores top shell
- Pernos corazas superiores top shell.
- Sello buje araña
- Buje araña
- Tapa para evitar que entre polvo cuando quede expuesto el interior del chancador.
- Plato bronce desgaste pistón
76
2.- Necesidades de Herramientas:
estrobos de 1-1/4” x 10 metros
(levantar araña).
4 cáncamos de M36X4X150 2
estrobos de ¾” x 1 metro, 4 cáncamos de M24X3X100 2
estrobos de ½” x 3 metros, 4 cáncamos de M20X2.5X60. 2
estrobo de 2 1/4” x 4 metros, 1 masas de 6 libras, 6
estrobo de ½” x 2 metros 1 masas de 12 libras, 6
estrobos de 1” x 3 metros 4 cinceles, 10
grilletes de ½” x 5/8” , 2 metros de cordel de 3/4”, 70
grilletes de 1”, 2 metros de cordel de ½”, 70
grilletes de ¾”, 2 Cuñas de fierro, de diferentes medidas,
grillete de 4”, 1 Cuñas de madera, de diferentes medidas,
Pinochos - Barretillas, boquillas oxi-gas para calentar, 4
Picotas - Palas, boquillas oxi-acetileno para cortar. 4
escobas. 2 extensiones para alumbrado, 10
escaleras de aluminio, 4 piolas de seguridad, largas, 20
bandejas para preparar yeso, 2 espátulas, 6
plataforma para acceso a la araña, 1 escobillas de acero, 10
tambores vacíos, 10 plataformas de trabajo, 3
revolvedores de Araldit, 3 equipos de oxiflame. 2
3.- Necesidades de Equipos:
soldadoras de arco, manual, 2 chasconeadores, 6
equipos de oxicorte, completos, 3 taladros eléctricos, 2
tecles de 5 toneladas, 1 esmeriles portátiles, 3
tecles señorita de 2 toneladas, 1 gatas de 200 toneladas, 2
llave torque manual de 120 lb-pie, 1 tecles de 2 toneladas, 2
2 galleteras eléctricas, 2 Retroexcavadora, 1
2 martillos neumáticos PB-8, m 2 Cargador frontal pequeño 1
1 grúa móvil de 5 toneladas, 1 radios para comunicación, 3
1 camión tolva. 1 equipo para torchar, 1

77
4.- Necesidades de Instrumentos:
1 juego de micrómetros interior,
1 termómetro de contacto,
1 filler, corto,
1 filler, largo,
1 pie de metro,
1 manómetro de 0-300 Psi.
5.- Necesidades de Materiales Generales:
kilos de soldadura Super Alloy de 1/8”, 50
kilos de soldadura Super Alloy de 5/32”, 100
kilos de soldadura Timang (Manganeso), 100
palos de 10” x 10” x 12”, 4
tablones de 2” x 10” x 12 pies , bruto, 10
litros de solvente, 220
botellas de gas, 18
kilos de carbón para torchar , de 5/32” – 5/16”, 50
sacos de yeso, 15
varillas de oxiflame, 50
Lija de diferentes granos,
Trapos,
palos de 12” x 12” x 2 metros. 2
mts cordel de ¾”. 30
mts cordel de ½”. 30
6.- Necesidades de Lubricantes:
litros de aceite Omala 320 o equivalente. 200
kilos de grasa EP-1, 200
Líquido penetrante para detectar grietas,
litros de solvente industrial. 200
78
7- Necesidades de Mano de Obra:
2 Supervisores
2 Capataces
2 Maestros Primera
2 Soldadores
16 Maestros Segunda
8.- Trabajos Solicitados a Operación:
Limpieza de alimentación
Limpiar zona de descarga de los camiones al chancador.
Limpieza de foso alimentador de chancador
Con el martillo picador (si es permitido usarlo) se debe desmoronar los taludes del foso, con el fin de hacer una adecuada cama para la retroexcavadora que limpiará, además es de gran ayuda un cargador frontal pequeño.
Limpieza manual del foso alimentador
Una vez que se haya efectuado la limpieza con maquinarias, se debe rematar ésta con escobas para así facilitar el cambio de cóncavos. Se debe limpiar del tramo menor a la boca del chancador.
Limpieza tolva de descarga de chancador
La tolva de descarga se deberá dejar llena en caso de no hacer mantención al chute de la correa que sale del chancador.
9.- Análisis de Tarea:
Bloquear Alimentación: Para esta tarea revisar los pasos en el procedimiento anterior de bloqueo
Bloquear chancador y sus sistemas hidráulicos
El procedimiento de bloqueo será entregado por el cliente de acuerdo a sus políticas internas de seguridad. Bloquear motor principal, bloquear bombas de lubricación del chancador, Bloquear sistema hidroset, bloquear detectores nucleares. Verificar que la posición el poste sea la mas baja. Sacar carga y limpiar foso alimentador de chancador Con martillo picador botar taludes (si es permitido usar el picador de rocas) durante turno anterior alternativamente, y hacer cama para introducir retroexcavadora, continuar con cargador frontal pequeño y finalmente con jornaleros, rematar la limpieza del foso.
El chancador debe ser operado cada vez que se necesite evacuar la carga que está soltando la retroexcavadora, cargador o los jornaleros. Se debe barrer alrededor de la boca del chancador y dejar espacio suficiente para tránsito y trabajo, ya que se utilizará como espacio de trabajo el piso que está a nivel de la araña.
79
EJECUTOR 6 Jornaleros 1 Chofer retroexcavadora
RIESGOS Daño a equipo y materiales,
Caída de distinto nivel.
ACCION El martillo deberá ser operado por personal autorizado. Usar cinturones de seguridad y piolas. Asegurarse que la cama para retroexcavadora sea la apropiada.
HERRAMIENTAS Martillo picador,
Retroexcavadora, Rastrillos, pinochos, escobas, palas y picotas.
A) Desmontaje de la Araña : Consultar procedimiento anterior de desmontaje de la araña. B) Sacar Poste : Consultar procedimiento anterior de desmontaje del poste.
Instalar (apernada) tapa excéntrica
Apernar la tapa con los pernos que amarran el buje exterior, además disponer de plataformas de trabajo para retirar y posicionar los cóncavos e instalar escaleras sin problemas. (Las plataformas de trabajo deben ser diseñadas de tal manera que permitan a los trabajadores trabajar con los masos sin problema).
Además se deben retirar todos los top shell wearing plate, para poder retirar la primera corrida de cóncavos.
RIESGOS: Caída de distinto nivel, golpeado por.
ACCION Usar cola de seguridad ,
Una sola persona dirige las maniobras de la grúa.
HERRAMIENTAS Tapa y Plataformas de trabajos, Grúa, Estrobos de ½”.
Sacar primera corrida de cóncavos
Sacar la llave de la primera corrida de cóncavos por medio del picador de rocas, mediante cuñas de acero o finalmente torchando si es necesario. Sacar de igual manera el resto de los 19 cóncavos, dejándolas en la bandeja para retirarlas. Ocupar martillos neumáticos para poder determinar posición de la llave de la segunda corrida. Izar bandeja con lainas usadas y descargarlas en camión tolva.
RIESGOS Golpeado por Proyección de partículas,
Caída de distinto nivel.
ACCION Ninguna persona debe permanecer en la bandeja cuando se estén sacando las lainas.
Usar permanentemente el cinturón. Los martillos neumáticos deben estar estrobados. Usar tenazas para sostener cuñas.

80
HERRAMIENTAS Máquina soldadora, Equipo de oxicorte. Cuñas de acero,
Martillos neumáticos, Barretillas, Mazas, Estrobos de ½” Grilletes de ½”
Cordel para asegurar martillo, Cincel neumático
Sacar segunda corrida de cóncavos.
Seguir procedimiento del punto anterior.
Sacar tercera corrida de cóncavos.
Seguir procedimiento del punto anterior.
Sacar cuarta corrida de cóncavos.
Seguir procedimiento del punto anterior.
Sacar la quinta corrida de cóncavos
Seguir procedimientos del punto anterior.
Aseo y Limpieza general al Cuerpo del chancador y a los cóncavos de repuestos.
Dejar el cuerpo del chancador limpio de restos de resina epóxica, poniendo hincapié en las ranuras y en el alojamiento de la primera corrida de lainas, además se debe limpiar los cóncavos de repuestos es necesario limpiar en todas las zonas donde se rellenará con epóxico. Se debe inspeccionar la superficie por golpes y rebabas, desgaste, soplar el polvo. La limpieza es primordial en este trabajo por lo tanto se debe realizar con el mayor esmero y buscando el mejor resultado.
RIESGOS Proyección de partículas,
Caída de distinto nivel. ACCION Usar piola de seguridad,
Uso de lentes de seguridad.
HERRAMIENTAS Cinceles neumáticos, Esmeril portátil,
Brochas, Mazas.
Chascones
Instalar la quinta corrida de cóncavos.
Se deben instalar los cóncavos y sujetarlos de alguna manera puede ser desde un poco de soldadura hasta un carrusel soporta cóncavos. Antes de montar los cóncavos se deben limpiar con alcohol todas las superficies que entraran en contacto con el epóxico. Una vez que las lainas estén todas apoyadas y distribuidas en el diámetro, es decir el espacio lateral entre cóncavos debe ser compartido como mínimo esta distancia debe de ser de ½”. Separar los cóncavos con tablillas de madera. Instalar la llave siempre debajo del brazo de la araña. Macear y ocupar gatas para moverlas. Instalar llaves . Sellar con cordel y
81
yeso toda las uniones de los cóncavos. Poner resina a la cuarta corrida echando por cuatro partes a 90 grados. Inspeccionar las filtraciones y sellar nuevamente. 12 (de 5 galones) tarros de resina aproximadamente. RIESGOS Caída de distinto nivel, Apretado por, Contacto con líquidos químicos,
Quemaduras. Proyecciones a los ojos,
ACCION Mantener tránsito expedito para el manejo de la resina. Usar
barretillas para acomodar los cóncavos. La persona que dirige la maniobra debe ser una. Se deben mantener los lentes puestos y se deben usar guantes y trajes de goma para contrarrestrar el salpicado.
HERRAMIENTAS Barretillas cortas y largas, Tablillas de madera, Yeso, Plataforma de trabajo Bateas para preparar yeso, Planas, Tapa excéntrica, Guantes de goma, Estrobos de ½”, Grilletes de ½”, Cuñas de maderas, Masas de 16 ó 12 libras, Resina epóxica, Taladro revolvedor, Cordel de ½” x 10 metros. Instalar la cuarta corrida de cóncavos.
Repetir procedimiento del punto anterior.
Con la única diferencia que se debe calcular la distancia entre las filas de cóncavos, para esto se deben montar un cóncavo de cada fila y se debe medir la distancia entre el top shell wearing plate y el primer cóncavo, esta distancia se divide por el número de filas de cóncavos, al obtener la separación esta se hace con cordeles o trozos de madera. Se ocupan 12 tarros de resina aproximadamente. Además se debe poner la llave de esta fila a 180 grados.
Instalar la tercera corrida de cóncavos
Repetir procedimiento de montaje que se dió en la quinta corrida, se ocupan 13 tarros de 5 galones.
Instalar la segunda corrida de lainas.
Repetir procedimiento descrito anteriormente, se ocupan 14 tarros de 5 galones cada uno.
Finalmente una vez que se tengan colocados con epóxico todas las corridas de cóncavos, se intalan los top shell wearing plate. C) Instalación de Poste Ver el procedimiento descrito anteriormente.
D) Instalar Araña y Lubricar Ver el procedimiento descrito anteriormente.
82
Aseo general y probar equipo
Se debe retirar las plataformas y sacar todos los materiales extraños en la descarga del chancador. Reponer la puerta de inspección de la tolva de descarga del chancador. Retirar todos los materiales usados y escombros. RIESGOS: Equipo en movimiento. ACCION: Todo el personal debe hacer abandono del foso del chancador. Dejar los pasillos libres de materiales. Guardar herramientas e instrumentos, Limpiar derrames de aceite.
83
6.3 PROCEDIMIENTO DE DESMONTAJE Y MONTAJE DEL HIDROSET.
TAREAS 1.- Limpieza de foso de alimentación: La limpieza del foso de alimentación se debe realizar de una manera segura, esto es, se debe limpiar hasta 1 metro atrás desde el borde de la boca del chancador y el talud se debe dejar sin posibles desmoronamientos de mineral ni de piedras, téngase presente que el personal trabajará en la zona de descarga del equipo cualquier caída de mineral o piedra es un riesgo potencial.
EJECUTOR 6 Jornaleros 1 Chofer retroexcavadora (si es que se usa esta máquina). RIESGOS Daño a equipo y materiales,
Caída de distinto nivel. ACCION El martillo deberá ser operado por personal autorizado.
Usar cinturones de seguridad y piolas. Asegurarse que la cama para retroexcavadora sea la apropiada. HERRAMIENTAS Palas Picotas Raspadores
Picarroca Retroexcabadora.
A medida que se vaya botando los taludes de carga desde la alimentación, el chancador debe correr para desalojar esta carga, al final cuando la alimentación quede en condiciones, se debe dejar la cámara de descarga vacía, parra poder ingresar el carro de remoción de excéntrica.
Se deben abrir las puertas de acceso a la cámara de descarga del chancador
2.- Desmontaje de la araña Ver procedimiento de desmontaje de la araña 3.- Desmontaje del poste Ver procedimiento de desmontaje del poste. 4.- Desmontaje del hidroset 4.1 Necesidades de repuestos
Empaquetaduras interior (ítem 1-9-26) y exterior (ítem 1-9-25).
Plato de acero centrador (ítem 1-9-28)
Plato de bronce desgaste pistón (ítem 1-9-27).
Flexible del hidroset (ítem 3-8) corrugado 3” diámetro, 42” largo para 1000 psi de trabajo.
Flexible de retorno lubricación (ítem 2-11) 6” diámetro .
Flexible de lubricación pistón y buje interior (ítem 2-7) 2” diámetro.
84
.
4.2 Necesidades de herramientas
4 estrobos de 1” X 8 mts de largo.
2 estrobos de 1” X 2 mts de largo.
2 estrobos de ½” X 2 mts. de largo.
2 Eslingas para 4 toneladas.
4 grilletes de 1”
Llave de impacto que de 4000 lb-pie
Dado de impacto para perno M48 X 5 MM.
Llave de golpe para perno M48 x 5 MM.
Caja con herramientas menores completa.
4.3 Necesidades de equipos
1 Equipo de oxi corte completo.
El carro remoción excéntrica debe estar en buenas condiciones al igual que el huiche que lo tira.
La grúa de pedestal debe estar en condiciones.
4.4 Necesidades de instrumentos
1 juego de micrómetros interior 0-60”,
1 termómetro infrarrojo,
1 filler, corto,
1 filler, largo,
1 pie de metro,
1 manómetro de 0-300 Psi.
4.6 Necesidades de materiales generales
20 kilos de soldadura Super Alloy de 1/8”, 2 palos de 10” x 10” x 12”,
20 kilos de soldadura Super Alloy de 5/32”, 5 tablones de 2” x 10” x 12 pies , bruto,
30 kilos de soldadura para acero manganeso, 220 litros de solvente,
18 botellas de gas, 30 kilos carbón para torchar , de 5/32” – 5/16”,
Lija de diferentes granos, 20 kilos de Trapos,
2 palos de 12” x 12” x 2 metros.
4.7 Necesidades de lubricantes,
85
Se usará el lubricante solicitado en los procedimiento de montaje y desmontaje araña y poste.
4.8 Necesidades de mano de obra,
2 Supervisores
2 Capataces
2 maestros primera
10 maestros segunda
5 Trabajos solicitados a operación
La gente de operaciones debe responsabilizarse y realizar la limpieza hasta dejar el carro de
remoción de excéntrica en posición.
Se deben facilitar el operador de la grúa de pedestal
Deben coordinar todos los bloqueos y desbloqueos de equipo.
6 Análisis de tareas
6.1 DESMONTAJE DEL HIDROSET
• Ingresar el carro de remoción de excéntrica a la cámara de descarga.
• Sacar protección de las líneas hidráulicas y cable del sensor de posición del manto.
• Desconectar los tres flexibles, se debe despichar el aceite que caerá en tres tambores.
• La gente de instrumentación debe desconectar el sensor de posición del manto
• Estrobar el hidroset, por medio de 4 estrobos de 1” X 8 mts y dos estrobos de 1” X 2 mts.
Apuntalando con la grúa de pedestal dispuesta para la mantención.
• Proceder a soltar las tuercas y contratuercas del hidroset item 1-5-16 y 1-5-17, que son las que
afirman el hidroset al bottom shell (cuerpo inferior).
• Una vez soltadas las tuercas y contratuercas, dejar cuatro espárragos con sus tuercas en el
extremo, y probar la nivelación de la estrobada, bajando el hidroset, se retiran las últimas cuatro
tuercas si la bajada esta nivelada, sino apoyar el hidroset en las tuercas y nivelar, luego levantar,
retirar las cuatro tuercas y bajar el hidroset hasta el carro remoción excéntrica.
• Con la ayuda del carro remoción de excéntrica sacar afuera el hidroset.
Con el hidroset fuera se puede revisar lo siguiente:
Las empaquetaduras interior (item 1-9-26) y exterior (item 1-9-25).
El plato de acero centrador (item 1-9-28).
86
El plato de bronce (item 1-9-27).
Superficie superior del pistón (item 1-9-9)
.
6.2 MONTAJE DEL HIDROSET
• Con la ayuda del carro remoción de excéntrica llevar el hidroset y posicionarlo al centro del
chancador.
• Estrobar con cuatro estrobos de 1” X 8 mts del largo y dos estrobos de 1”X 2 mts, a través de la
zona de paso de carga del equipo hacia la grúa de pedestal.
• Levantar el hidroset y verificar el nivel del hidroset, al estar desnivelado por la estrobada se corre
el riesgo de torcer uno o mas esparragos, por lo tanto se debe nivelar lo mejor posible.
• Al levantar llegar lo mas cerca de los espárragos y chequear el alineamiento y nivelación del
flange del hidroset respecto de los espárragos.
• El hidroset tiene una sola posición para ubicarla tiene tres guías entre los espárragos, además las
ocho tuercas que afirman la excéntrica, tienen sus alojamientos en el flange del hidroset y
finalmente el agujero de descarga del aceite debe quedar en el eje hacia el lado del contraeje y
debajo del agujero de descarga de la excéntrica.
• Instalar todas las tuercas y contratuercas de amarre y dar el torque 3500 lb-pie.
• Conectar los flexible de retorno aceite 6”, el del sistema hidráulico 3” y el de lubricación del pistón
y buje interior de 2”, todos con sus respectivas empaquetaduras.
• Instrumentación debe conectar el sensor de posición del manto.
• Instalar la protección de las líneas de aceite y cable sensor.
87
6.3 PROCEDIMIENTO DE DESMONTAJE Y MONTAJE DE LA EXCENTRICA
1 Necesidades de repuestos
• Dos empaquetaduras de 1/16” (ítem 1-7-3).
• Dos empaquetaduras de 1/32” (ítem 1-7-4).
• Plato bronce de giro excéntrica (ítem 1-7-2).
• Buje exterior (ítem 1-5-2).
• Empaquetadura del bonnet (ítem 1-5-4).
1 Necesidades de herramientas
• Las necesarias ocupadas normalmente para desmontar el hidroset.
• Espátulas para raspar.
• Dos estrobos de 1” X 8 Mts.
• Un grillete de 1”.
• Un yugo en cruz de 1 mts, de largo cada brazo.
3 Necesidades de equipos
• Grúa de pedestal
• Yugo
4 Necesidades de instrumentos,
• 1 juego de micrómetros interior 0-60”,
• 1 termómetro infrarrojo,
• 1 filler, corto,
• 1 filler, largo,
• 1 pie de metro,
• 1 manómetro de 0-300 Psi.

88
5 Necesidades de materiales generales
• 20 kilos de soldadura Super Alloy de 1/8”,
• 20 kilos de soldadura Super Alloy de 5/32”,
• 30 kilos de soldadura para acero manganeso,
• 3-palos de 10” x 10” x 12”,
• 4- tablones de 2” x 10” x 12 pies , bruto,
• 220 litros de solvente,
• 18 botellas de gas,
• 30 kilos de carbón para torchar , de 5/32” – 5/16”,
• Lija de diferentes granos,
• 20 kilos de Trapos,
• 2-palos de 12” x 12” x 2 metros.
7 Necesidades de lubricantes
Se usarán los mismos lubricantes usados en el desmontaje y montaje de la araña y poste.
8 Necesidades de mano de obra.
• 2-Supervisores
• 2-Capataces
• 2-maestros primera
• 10-maestros segunda
9 Trabajos solicitados a operación
• La gente de operaciones debe responsabilizarse y realizar la limpieza hasta dejar el carro de
remoción de excéntrica en posición.
• Además debe proveer el operador de la grúa de pedestal
• Debe coordinar todos los bloqueos y desbloqueos de equipo.
89
10 Análisis de tareas,
10.1 Desmontaje de la excentrica.
• Se debe seguir el mismo procedimiento anterior de desmontaje del hidroset hasta dejar fuera en el
carro el hidroset.
• Una vez que el hidroset está fuera de la cámara de descarga sobre el carro debe estrobarse
nuevamente con la misma maniobra que fue sacado y se debe sacar del carro.
• El carro nuevamente se ingresa a la cámara de descarga vacío y se posiciona en el eje del
chancador.
• Se baja dos estrobos de 1” por el centro de buje interior, por debajo se estroba un yugo en cruz y
se levanta hasta tocar con la parte inferior del cuerpo excéntrica.
• Marcar la posición del plato que soporta la excéntrica ya que tiene una sola postura.
• Se sueltan las ocho tuercas que sujetan el plato que soporta la excéntrica y se va bajando la
maniobra junto a la excéntrica, también en este caso debe bajar nivelada la excéntrica.
• Apoyarla sobre el carro y sacarla fuera de la cámara de descarga con el yugo debajo.
Con la excéntrica fuera se puede revisar
• El desgaste del buje exterior.
• El desgaste del plato de giro de la excéntrica.
• La corona de la excéntrica (contacto y desgaste).
• La superficie exterior del cuerpo excéntrica.
• El desgaste del buje interior.
10.2 MONTAJE DE LA EXCENTRICA.
• Ingresar la excéntrica a la cámara de descarga y dejarla en el eje del chancador.
• Limpiar y raspar (sacar todo el resto de empaquetadura) el flange del bottom plate.
• Montar en el flange del bottom plate, las dos empaquetaduras de 1/16” (ítem 1-7-3) y sobre ellas
las dos empaquetaduras de 1/32” (ítem 1-7-4), estas se deben montar cuidando que no queden
montadas ni con trozos de suciedad, estas empaquetaduras forman parte de la regulación del
backlash.
• Aceitar el cuerpo excéntrica y el buje exterior para un mejor desplazamiento entre ambos.

90
• Estrobar el yugo y levantar la excéntrica en forma nivelada, se debe tener cuidado ya que la
excéntrica tiene contrapeso el cual desplaza el centro de gravedad y se carga hacia el lado del
contrapeso.
• Llevarla a la posición donde fue marcada y centrar el cuerpo excéntrico con el buje exterior.
• Cuando se centre se introduce dentro del buje exterior .
• Acercar el flange de la excéntrica a los espárragos y verificar que los agujeros estén entrando en
los espárragos antes de subir en forma definitiva.
• Subir la excéntrica en su posición exacta y revisar que las empaquetaduras del bottom plate no
sufran daño ni pierdan su posición debido a que estas empaquetaduras son las responsables de la
regulación del backlash.
• Apernar las ocho tuercas que soportan la excéntrica.
91
6.4 PROCEDIMIENTO PARA CAMBIO DEL BUJE DE LA ARAÑA Y FLEXIBLE DE LUBRICACIÓN.
1) Necesidades de repuestos
• Buje de la araña (ítem 1-2-2).
• Sello de labio (ítem 1-2-13).
• Flexible de lubricación (ítem 1-2-9)
2) Necesidades de herramientas
• Dos espárragos hilo corrido M36X4X1500 lg mm.
• 3-Cáncamos M36X4X150
• 3-cáncamos M24X3X100
• 3-cáncamos M20X2.5X60
• 2-Estrobos de ¾”X4 mts.
• 1-disco de 28” de diámetro de madera ½” espesor.
• 1-disco de 28” de diámetro de acero de 2”.
• Una caja de acero revestido en lana mineral y madera para enfriar el buje.
• Tambor para introducir dentro del buje para quitar espacio y el nitrógeno actúe mas sobre el buje.
• Una gata de 30 toneladas con pistón de 6”.
• 3-termos de nitrógeno líquido.
• 1-flexible para verter el nitrógeno.
• Regla de luz.
• Caja completa con herramientas menores.
• 1-spencer con 5 fresas de forma.
3) Necesidades de equipos Grúa de pedestal en buen estado.
4) Necesidades de instrumentos
1 juego de micrómetros interior 0-60” 1 termómetro infrarrojo
1 filler corto 1 filler largo
1 pie de metro
92
5) Necesidades de materiales generales
• 30-kilos de soldadura para acero manganeso,
• 10-palos de 10” x 10” x 12”,
• 5-tablones de 2” x 10” x 12 pies , bruto,
• 220-litros de solvente,
• 20-kilos de carbón para torchar , de 5/32” – 5/16”,
• Lija de diferentes granos,
• 20-kilos de Trapos,
6) Necesidades de lubricantes
• 220-litros de solvente
• 5-litros de aceite hidráulico
7) Necesidades de mano de obra
• 1-Supervisor
• 1-maestro primera
• 3-maestros segunda
8) Trabajos solicitados a operación
• Manejo de la grúa de pedestal.
• Coordinación de los bloqueos de los equipos.
9) Análisis de tareas
• Se debe retirar la araña del chancador para eso consultar el procedimiento para sacar la araña.
• Con la araña fuera sobre maderas, nivelar la araña, tomando como superficie referencia, el flange
del buje.
• El buje nuevo debe estar limpio y chequeadas las superficies que estarán sometidas a
interferencia, el chequeo se hace con regla de luz (regla de pelo).
• Sacar el sello de labio y el retenedor de este sello ubicado en la parte baja del buje.
93
• Para sacar el buje gastado, instalamos un disco de madera primero y luego uno de acero de 2” de
espesor en la parte baja del buje, el diámetro de ambos discos debe ser igual al diámetro del buje
considerando su espesor esto es 28”.
• Ambos discos se instalan primero el de madera y luego el de acero, el de madera sirve para aislar
un poco de la baja temperatura del nitrógeno líquido al disco de acero, ambos discos son
soportados por debajo por un gato hidráulico de 30 Ton y hacen un sello para evitar que el
nitrógeno líquido escurra.
• Se instalan los dos cáncamos en el buje y se estroba (estrobo de ¾”x4 mts).
• Dentro del buje y apoyado en el disco de madera se pone un tambor sellado para hacer el espacio
mas pequeño, de tal forma que el nitrógeno actúe mas directamente sobre las paredes del buje.
• Se tapa la superficie superior del buje con madera y trapos.
• Previo a depositar el nitrógeno, se hecha agua dentro del buje, para que cuando se vierta el
nitrógeno, esta se congele y ayude a sellar, la cantidad necesaria para sacar el buje es un termo
de nitrógeno.
• Mientras se vierte el nitrógeno se tensan los estrobos con la grúa. De tal manera que cuando se
contraiga la tensión lo saque, en ese momento el gruero debe tirar hasta sacarlo completamente.
• Una vez afuera el buje limpiar el alojamiento y verificar que no tenga rebabas ni algún elemento
que vaya a detener el buje cuando se monte, lubrique con aceite hidráulico esta zona para un
mejor deslizamiento.
• Solo con el buje fuera es posible desacoplar el flexible de lubricación para su cambio, en este
momento se hace el cambio del flexible.
• Apernar los dos espárragos guías en el flange de la araña.
• El buje nuevo debe estar depositado en una caja sellada, donde se pueda verter nitrógeno sin
problemas, además se introduce dentro del buje un tambor para quitarle espacio al aire
aprovechando mejor el nitrógeno sobre el buje, el buje se enfriará por 30 minutos, está claro que
el buje debe ser enfriado con los cáncamos, estrobos y grúa listos para la maniobra.
• Una vez enfriado el buje levantarlo y posicionarlo, pasar los agujeros del flange del buje por los
espárragos guías de modo que no pierda la posición de montaje y los agujeros del flange del buje
con los agujeros de la araña coincidan para poder pasar el perno.
• Estando entre los espárragos guías bajar el buje hasta su posición final.
• Una vez en la posición final, revisar que los tres agujeros que hay en la zona media del buje
coincidan con la ranura de lubricación de la araña.
• Instalar el sello de labio con su retenedor.
.

94
6.5 PROCEDIMIENTO DE CAMBIO BUJE INTERIOR.
1) Necesidades de repuestos • Buje interior (ítem 1-8-4).
• Alambre (ítem 1-8-6).
2) Necesidades de herramientas
• Dos espárragos hilo corrido M24X3X1800 lg mm.
• 3-cáncamos M36X4X150
• 3-cáncamos M24X3X100
• 3cáncamos M20X2.5X60
• 1-estrobo de 1” x 4 mts.
• 2-grilletes de 1”
• 1-platina de 2” con extremos redondeados a un radio de 37 ¾”.
• 2-Estrobos de ¾”X4 mts.
• Una caja de acero revestido en lana mineral y madera para enfriar el buje.
• Tubo cerrado para introducir dentro del buje para quitar espacio y el nitrógeno actúe mas
sobre el buje.
• 2-termos de nitrógeno líquido.
• 1 flexible para verter el nitrógeno.
• Regla de luz.
• Lima y lijas de diferentes granulometrías.
• Caja completa con herramientas menores.
• 1-spencer con 5 fresas de forma.
3) Necesidades de equipos Grúa de pedestal operativa
95
4) Necesidades de instrumentos
1 juego de micrómetros interior 0-60” 1 filler largo
1 termómetro infrarrojo 1 pie de metro
1 filler corto
5) Necesidades de materiales generales,
10-palos de 10” x 10” x 12”,
5-tablones de 2” x 10” x 12 pies , bruto,
Lija de diferentes granos,
20-kilos de Trapos
6) Necesidades de lubricantes
• 220-litros de solvente,
• 5-itros de aceite hidráulico.
7) Necesidades de mano de obra para el trabajo específico • 1-Supervisor
• 1-Maestros primera
• 3-Maestros segunda.
8) Trabajos solicitados a operación , • Manejo de la grúa de pedestal.
• Coordinación de los bloqueos de los equipos
.
9) Análisis de tareas, • Sacar la araña, revisar el procedimiento de desmontaje de la araña.
• Sacar el poste, revisar el procedimiento de desmontaje del poste.
• Retirar los pernos de amarre del buje con el cuerpo excéntrica.
• Retirar el contrapeso superior.

96
• Una vez que el poste está fuera, se introduce una platina de 2” de espesor, con sus extremos
redondeados con radio de 37 ¾” y al centro una oreja para estrobar.
• El buje nuevo debe estar limpio y chequeado con regla de luz, de modo que no tenga
imperfecciones o protuberancias que lo puedan trabar en su montaje.
• Bajar un estrobo de 1” y tirar solo hasta 45 toneladas.
• El buje comenzará a deslizarse hasta salir.
• Limpiar el alojamiento del buje, revisando que no halla elementos ni protuberancias o rebabas,
que eviten que el nuevo buje resbale con facilidad.
• El nuevo buje se debe enfriar dentro de una caja cerrada de acero revestida en lana mineral y
madera, se debe introducir un tubo cerrado, dentro del buje para reducir espacios.
• Instalar los cáncamos en el buje y por medio de dos grilletes de ½” y un estrobo de ½” x 4mts,
dejar listo el buje para llevarlo a montar, por medio de la grúa.
• Instalar los dos espárragos guías en el cuerpo de la excéntrica.
• Lubricar con aceite hidráulico el alojamiento del buje interior.
• Comenzar a enfriar el buje alrededor de 30 minutos, usar 2 termos de nítrogeno líquido.
• Cuando esté listo levantar el buje y posicionarlo, insertar los agujeros del flange del buje en los
espárragos guías.
• Al estar el buje entre los espárragos bajarlo e insertarlo en su alojamiento, luego bajarlo
rápidamente, hasta su posición final.
• Posicionar el contrapeso superior.
• Instalar los pernos que amarran el buje al cuerpo excéntrica y ambos cortagotas.
97
PROCEDIMIENTO DE CAMBIO BUJE EXTERIOR
1) Necesidades de repuestos - Buje exterior (ítem 1-5-2).
- Empaquetadura del bonnet (ítem 1-5-4).
- Goma “L” que va pegada en el bonnet. (ítem 1-5-4-2) 2) Necesidades de herramientas, - Caja aislada para enfriar el buje.
- 3 termos de nitrógeno.
- 1 flexible para verter el nitrógeno.
- 2 espárragos M36X4X2000 MM.
- Caja de herramientas menores.
- 3 Cáncamos M36x4x150
- 3 Cáncamos M24x3x100
- 3 Cáncamos M20x2.5x60
- 1 estrobo de ¾”x 6mts.
- 3 grilletes de ¾”
- 2 Espátulas
- 1 Cuchillo
- 1 spencer
- 5 fresas de forma.
3) Necesidades de equipos, - Grúa de pedestal
- Camión de 5 ton con gancho.
4) Necesidades de instrumentos, - 1 juego de micrómetros interior 0-60”,
- 1 termómetro infrarrojo,
- 1 filler, corto,
- 1 filler, largo,
- 1 pie de metro, 5) Necesidades de materiales generales
- 20 kilos de trapos.
- 50 litros de solvente.
98
- 2 tablones
- Lijas de todos granos.
- 2 Limas finas. 6) Necesidades de lubricantes
- 20 litros de aceite hidráulico.
7) Necesidades de mano de obra para el trabajo específico, - 1 Supervisor.
- 1 Capataz.
- 3 Maestro segunda.
8) Trabajos solicitados a operación, - Manejo de la grúa de pedestal.
- Coordinación de los bloqueos de los equipos.
9) Análisis de tareas, o Desmontaje de la araña : Ver procedimiento desmontaje araña. o Desmontaje del poste : Ver procedimiento de desmontaje del poste. o Desmontaje del hidroset : Ver procedimiento de desmontaje del hidroset. o Desmontaje de la excéntrica : Ver procedimiento de desmontaje de la excéntrica. o Soltar los pernos de amarre del bonnet y buje exterior al Bottom Shell.
o Estrobar y desmontar el bonnet.
o Instalar los cáncamos en el buje y estrobarlo.
o Por medio de la grúa tirar el buje para sacarlo, sin necesidad de enfriarlo.
o Sacar el buje exterior y dejarlo a un lado donde no entorpezca el tránsito.
o Limpiar la zona del alojamiento del buje .
o Limpiar el nuevo buje revisando que no tenga resaltos que pueden trabarlo al momento del
montaje, usar regla de luz.
o Para montar el buje nuevo es necesario enfriarlo dentro de una caja de acero aislada con lana
mineral y madera, este se enfría porque en algunos casos por su gran tamaño y poco espesor el
buje se deforma en algún grado.
o El buje se enfría por 40 minutos, con los cáncamos, grilletes, estrobo y grúa listos para sacarlo e ir
a montarlo rápidamente.
o Instalar los dos espárragos guías.
o El buje exterior tiene una sola posición y está dada por el desigual espaciamiento de uno de los
agujeros del flange del buje y además por la ventana cuadrada que trae el buje, la cual debe
coincidir con la ventana del bottom shell.
99
o Sacar el buje, verificar la posición y montarlo entre los espárragos guías, bajarlo y cuando calce en
su alojamiento bajarlo rápidamente hasta su posición final, verificar que las ventanas del buje y
frame coincidan.
o Despues de un tiempo prudente, instalar la empaquetadura que va entre el bonnet y el buje
exterior.
o Montar el bonnet y apernar el conjunto.
o Montar la excéntrica : Revisar el procedimiento de montaje excéntrica. o Regular el backlash : Revisar el procedimiento de ajuste del backlash. o Montar el hidroset : Revisar el procedimiento de montaje hidroset. o Montar el poste : Revisar el procedimiento de montaje del poste.
o Montar la araña : revisar el procedimiento de montaje del poste.
100
6.9 PROCEDIMIENTO DE CAMBIO CONTRAEJE 1) Necesidades de repuestos, - Contraeje ajustado y limpio.
- 4 empaquetaduras (ítem 1-12-18).
2) Necesidades de herramientas, - Llave de impacto.
- Dado para perno M48x5.
- Espátula
- Raspadores.
- 1 Estrobo de ½”X4 mts
- 2 estrobos de ½”x3 mts.
- 3 grilletes de ½”.
- Caja de herramientas.
3) Necesidades de equipos, - Monoriel
4) Necesidades de instrumentos, - Reloj comparador con base magnética.
- Micrómetro interior 0-60”.
5) Necesidades de materiales generales, - 5 kilos de trapos.
- 50 litros de solvente.
- 2 tablones.
- 8 bloques de madera de 12”x12”x25”
- Lijas de todos granos.
- 2 Limas finas.
6) Necesidades de lubricantes, - 10 litros de aceite iso 320.
7) Necesidades de mano de obra. - 1 Supervisor.
- 1 Maestro primera.
- 3 Maestros segunda.
8) Trabajos solicitados a operación.

101
- Coordinación de los bloqueos de los equipos.
9) Análisis de tareas. • Bloquear el equipo: Revisar el procedimiento de bloqueo dispuesto por la Compañía.
• El contraeje nuevo debe estar en condiciones de montaje, es decir limpio, con su juego axial
ajustado entre 0.005” a 0.007”.
• Medir el backlash antes de sacar el contraeje, en esa posición de la excéntrica. Ver procedimiento
específico.
• Desacoplar ambos machones y retirar el eje extensión.
• Desconectar las RTD’S de los rodamientos.
• Limpiar ambos machones, las gomas de amortiguación, las empaquetaduras y los o’ring.
• Soltar los pernos de amarre del contraeje al bottom shell.
• Por medio de los dos pernos gatos extraer el contraeje.
• Estrobar en la zona del acoplamiento para soportarlo.
• Tirar de a poco el contraeje, cuidando de estrobar adecuadamente de tal forma de mantenerlo
horizontal, para evitar golpes del piñón con la carcaza, para cambiar la maniobra de levante y tiro,
se debe apoyar sobre maderas para liberar.
• Para tirar en la dirección axial el contraeje se puede hacer con tecle de palanca, soportándolo con
el monoriel.
• Una vez que está fuera, se deben sellar o tapar todos los conductos de aceite para evitar la
contaminación, tanto en el contraeje como en el frame.
• Limpiar el alojamiento del contraeje y revisar el contraeje nuevo, debe estar limpio con todos sus
conductos de aceite libres.
MONTAJE DEL NUEVO CONTRAEJE.
• Aceitar las guías del contraeje nuevo y del alojamiento para un mejor deslizamiento en el montaje.
• Estrobar el contraeje y levantarlo en forma horizontal.
• Guiarlo hacia el alojamiento y apoyar la primera guía del contraeje en la guía mas externa del
bottom shell y comenzar a deslizarlo hacia adentro.
• Para dar el empuje final al contraeje, se pone un estrobo en un perno base y en el otro perno un
tecle de palanca, al comenzar a cerrar el arco este comenzará a empujar el contraeje hasta su
posición final.
• Al no coincidir los agujeros el contraeje se puede girar con la ayuda del monoriel .
• Apernar el contraeje.
• Medir el backlash, ver procedimiento específico, no debe variar mucho respecto al medido antes
con el contraeje viejo.

102
• Instalar las RTD’S.
• Engrasar machones y montar extesión de contraeje con sus gomas, empaquetaduras y o’rings, se
debe tener cuidado de no dañar el o’ring, cuando se esté apretando los pernos de los machones.

103
6.10 PROCEDIMIENTO DE VERIFICACION DEL BACKLASH CHANCADOR
1) Necesidades de repuestos
- 2 Empaquetaduras de 1/16” para bottom plate.
- 2 Empaquetaduras de 1/32” para bottom plate.
- 3 Empaquetaduras de 1/16” para el contraeje.
- Además de información del rango de backlash recomendado y el diámetro del pitch del piñón. Estos
son:
Rango: .065” a .085”
Diámetro del Pitch del piñón: 18.824”.
2) Necesidades de herramientas - Un reloj comparador.
- Un porta power de 50 ton.
- Una huincha de medir (Flexómetro).
- Una platina de 25X25X3 (mm) para instalar en la tuerca del contra eje.
- Conocer la medida del diámetro del pitch del piñón.
- Un tecle de cadena o de palanca
3) Necesidades de equipos - Soldadora.
4) Necesidades de instrumentos - Reloj comparador.
- Pie de metro.
- Calculadora.
5) Necesidades de materiales generales - 5 kg. De trapos de limpieza.
6) Necesidades de lubricantes - 5 litros de solvente.
7) Necesidades de mano de obra - 1 Supervisor.
- 1 Maestro primera.
- 2 Maestros Segunda.
8) Trabajos solicitados a operación
104
- Coordinación de bloqueo de equipo.
- Dejar un nivel alto en la cámara de descarga de tal manera que ayude al acceso hacia la parte baja de
los cóncavos, para poner el porta power.
- Apertura de escotilla para acceder a la cámara de descarga para poner porta power entre mantos y
cóncavos
8) Análisis de tareas, 1.- Procedimiento de Verificacion del back lash con el chancador abierto.
Esto quiere decir que durante una inspección general o parcial del chancador, éste solo se encuentre con la excéntrica
y el contraeje, sin cilindro del hidráulico (hidroset), Poste y Araña, para este caso el procedimiento correcto es el
siguiente:
1) Posicionar la corona de la excéntrica en el punto mas cercano al contraeje, esto se puede
lograr mediante porta power y madera, con estos elementos se empuja la excéntrica apoyando
el porta power entre los cóncavos y el buje interior, presionando en dirección al contraeje se
logra aproximar la corona la mas cercana al piñon, ya que con el corrimiento de la excéntrica
se absorve el juego existente entre el cuerpo excéntrica y el buje exterior, pudiendo así simular
el engrane mas apretado de una normal operación del chancador con carga.
2) Una forma de verificar que la corona está pegada al piñón del contraeje es con un Filler 12” de
.002” de espesor, este no debe entrar entre el buje exterior y el cuerpo excéntrico en la parte
superior, esto se mide en el lado del contraeje.
3) En la tuerca partida del contraeje ubicar mediante soldadura una platina (25x25x3 mm) sobre
la tuerca en forma perpendicular al eje del contraeje.
4) Instalar el reloj comparador de tal forma que el parpador se ubique en forma perpendicular a la
platina instalada en la tuerca, la distancia que se genera entre el eje del contraje y el punto de
apoyo del parpador se le llama “R”, esta se obtiene midiendo el diámetro medio de la tuerca
más la distancia entre la cara exterior de la tuerca y el punto de apoyo del parpador del reloj
comparador.
5) Una vez obtenido la distancia “R” se posiciona el contacto del piñón con la corona en
cualquiera de sus dos caras y se fija el reloj en cero, una vez realizado este paso se gira el
105
contraeje hasta que realice el contacto con la otra cara del diente de la corona esta distancia
que se mide en el reloj comparador se le llama “Rc”.
6) Con la medida “R” y “Rc” “Dp” se puede calcular, el back lash ( “Bc” ) para el caso del chancador
de 60”X89” el diámetro primitivo se obtiene del fabricante (FFE Services). El back lash se obtiene
con la siguiente fórmula;
Bc = Dp * Rc/ (2 * R)
7) Si la medida obtenida del backlash es sobre el rango del valor teórico se debe sacar
empaquetaduras del bottom plate o contraeje. Si la diferencia de valor es superior a .030” se
deben sacar empaquetadura del bottom plate, por este punto que es recomendable verificar el back
lash antes de montar el hidroset.
8) Si el valor es inferior al valor teórico, el back lash se encuentra muy cerrado por lo que se debera
agregar empaquetaduras y sera de acuerdo al calculo, manteniendo sobre las .030” para el bottom
y menos para el contraeje; por ejemplo:
Al sacar una empaquetadura del Bottom plate de 1/16” o de 1/32” el backlash se reducirá en .0375”
y .1875” respectivamente:
1/16 “= .0625” * 80% * 75% = .0375”
1/32 “=.03125” * 80% * 75% = .01875”
Al sacar empaquetaduras de 1/16” o de 1/32” desde el contraeje, el backlash se reducira
aproximadamente en .0125” y .00625” respectivamente.
1/16” = .0625” * 80% * 25% = .0125”
1/32” =.03125” * 80% * 25% = .00625”
Para este método es necesario la verificación y ajuste en un solo punto a diferencia del método
siguiente:

106
2.- Procedimiento de verificación del back lash con el chancador armado.
1) Para este método, una vez que el chancador está bloqueado eléctricamente y se han tomado
todas las medidas de seguridad, se procede a instalar un porta power o gato entre los cóncavos y
el mantle del main shaft en el sentido opuesto al contraeje, una vez que está apretado se realizan
los puntos del nº 3 al nº 6 del metodo anterior y se registra la medida.
2) Se saca el porta power y se gira el chancador una vuelta de contra eje mediante el tecle de
palanca, una vez girado se realiza la medición del back lash en ese punto.
3) Se repite nuevamente el punto nº 2 hasta obtener cuatro mediciones, con esta medidas se saca
un promedio y se compara con el valor teórico, si este valor está fuera de los rangos de tolerancia,
se procede a correguir de acuerdo al punto nº 7 del método anterior.


















