
for Regulatory Compliance and Process Control and Emission Monitoring... · for Regulatory...
8
Particulate and Emission Monitoring Solutions for Regulatory Compliance and Process Control Passionate about Particulate EN 15267-3 EN 15859 - Filter Dust Monitor - Filter Leak Monitor Sira MC090152/00 Sira MC110187/00 Sira MC050066/05
Transcript of for Regulatory Compliance and Process Control and Emission Monitoring... · for Regulatory...

Particulate and Emission Monitoring Solutions
technical services worldwide
for Regulatory Compliance and Process Control
Passionateabout
Particulate
EN 15267-3EN 15859 - Filter Dust Monitor - Filter Leak Monitor
Sira MC090152/00Sira MC110187/00Sira MC050066/05

About us
Regulatory Compliance:
Industrial processes installing and operating continuous monitoring instrumentation to meet and/or exceed national and international requirements including US EPA, UK MCERTS and German TÜV standards
• Measurementinmg/m3
• Monitoringtheperformanceoff ilter plant systems• Quantitative/indicativemonitoring
Corporate Responsibility:
Industrial processes monitoring emissions toprovidedata for theirowninternallydrivenenvironmentalprogramsand quality control procedures
• Improvedenvironmentalperformancethroughcorporategovernanceorenvironmentalprograms (e.g. ISO 14000)
• Instrumentsmeetthedemandforhighqualitymeasurementsimilartoanyprocessinstrumentwheredataisofvaluetotheorganisation
Process Improvement:
Industrial processes installing monitoring instruments to improve their processwithafinancialreturn
• Instrumentoutputisdirectlyusedtocontroltheprocess
• Typicalusesincludeimprovedpowderproduction,reductionofproductlossfromprocessparticlecollectiondevicesandreducedrunningcostsoffabricf ilters(e.gextendinglifeofbags)
PCME isaleadingspecialistinthedevelopment,manufactureandsupplyofcontinuousparticulateemissionmonitorsforindustrialprocesses.With instrumentsmonitoringover30,000emissionsourcesworldwideacrossabroadrangeof industries,PCME’sparticulatemonitoringsolutionsmeetstringentregulatoryrequirementswhichimproveenvironmentalperformanceandcontrol,increaseplanteffectivenessandassistinreducingcosts.
Headquartered inCambridgeshire,UK,withdistribution representingover40countriesworldwide,PCMEoperateacontinualdevelopmentprogrammetomaintaintheirpositionattheforefrontofadvancedparticulateemissionmonitoringsolutions.
ManyPCMEparticulatemonitoringsystemsarecertifiedbyTUVandMCERTStoEN15267-3withQAL1asdefinedbyEN14181.Othersystemsarecertifiedtothelatestperformancestandardspecifictofilterleak/filterparticulatemonitoring(mg/m3)asdefinedbyEN15859providingpeaceofmindthatthelatestregulatoryrequirementsaremet.
PCMEofferanunparalleledrangeofsensorandsystemtechnologies,withafocusonaddedvalue featuresdesigned toaddress thedifferingparticulateemissionmonitoringchallengesfaced by specific industries. These unique PCME features have been developed throughyearsofpracticalapplicationexperience,withongoingconsultationbetweenplantoperators,regulatorsandPCMEdrivingacontinuousdevelopmentprogramforthefurtheringofparticulatemonitoringtechnology.
ThePCMEQAL181WS(left)isdesignedtomeasureparticulateswherethefluegasisbelowdewpointorwherewaterdropletsarepresesnt.ThisproductmarksasignificantmilestoneinthatitisthefirstcompletesystemtobeTUVcertifiedtoEN15267-3withQAL1asdefinedbyEN14181withacertificationrangeof0-15mg/m3.Itutilisesadirectextractivecontinuousmonitoring approach with heating which overcomes the problem of interference fromcondensationandwaterdropletswhenusinganin-situparticulatemonitorafterwetcollectors.
Innovation and Product Development
PCME Provide Industry-Leading Solutions
Particulate Matter Continuous Monitoring System for wet stack applications
ThePCMESTACK160(right) issuitable formeasuringdustconcentrationsandmonitoringfilterfailureinmediumtolargediameter stacks (2 to 15m) on industrial and combustionprocesses.Itprovidesamoresensitiveandreliablealternativetotraditionalopacityinstruments.TheinstrumentisbasedonProScatterTMlaser-basedtechnologywhichmeasuresthelightscattered back from the particulate, without the need for aretroreflectorontheoppositesideofthestack. Back Scatter ProScatterTM
Particulate Monitoring System for large stacks

Particulate emission monitoring is a challenging technical field, not only because of the application-specific accuracy andperformanceofparticulateemissionmonitors,butalsoduetotheharshenvironmentsinwhichtheymustcontinuouslyoperate.Tomeetthesechallenges,PCMEproduceacomprehensiverangeofmonitoringsolutionstomeetthebroadneedsofparticulateemittingindustriesworldwideandtherequirementsofnationalandinternationalregulations.
Filter Performance Monitors continuously monitor and display particulate emissionsand indicate relative changes over time to provide valuable feedback on filter plantperformance (bagfilters, cyclone filters, dryers, scrubbers). In addition, the ability tolocatefaultyfiltermediabyroworcompartmentminimisestheneedtoreplacefiltrationmedia,reduceslabourrequirementsforfaultlocationandreducesprocessdowntime.This functionality can be combined with Particulate Measurement Systems andPCME’sdataloggingcontrolunits,andwhererequiredsystemsareavailablewithfullperformanceapprovals.
products
Particulate Measurement Systems
ParticulateMeasurement Systems provide continuousmeasurement of particulateemission concentrations which, for a defined range of application conditions,have the accuracy and consistency of response to be reliably calibrated againstisokinetic gravimetric test samples (standard reference method). PCME’s rangeof approved particulatemeasurement systems satisfy rigorous standards tomeetnational and international regulatory requirements. Instruments are also supplied fornon-regulatorymeasurementwithsimilarperformancetoapprovedinstruments.
Filter LeakMonitors, also known asBurst BagDetectors (Europe) andBag LeakDetectors (US), track changes in emissions from particulate arrestment plant andprovidea tool tominimiseemissionsandmonitor forarrestmentplantmalfunction(e.g. damaged filtration media). PCME’s range includes approved Filter LeakMonitorswherequalityassurancefeaturesarerequired–performancestandardsaresimilartoASTMstandardD7392-07forBagLeakDetectorsandthereforeofferMACTcompliantmonitoringsolutionsintheUSA.Instrumentsnotverifiedunderanapprovalschemeretainavarietyofqualityassuranceandfunctionalityoptions.
DustGrossFilterFailureDetectorstracksignificantincreasesinparticulateloadingstoindicatefailureinthearrestmentplant(e.g.grossbagfilterfailureorcycloneoverflow).GrossFilterFailureDetectoralarmstypicallyrequireimmediatereactivemaintenancetobetakenonthefilterplant,asthereisnopre-emptivewarningorearlyindicationoffilterdeterioration.
Filter Performance Monitors
Filter Leak Monitors
Dust Gross Filter Failure Detectors
industries
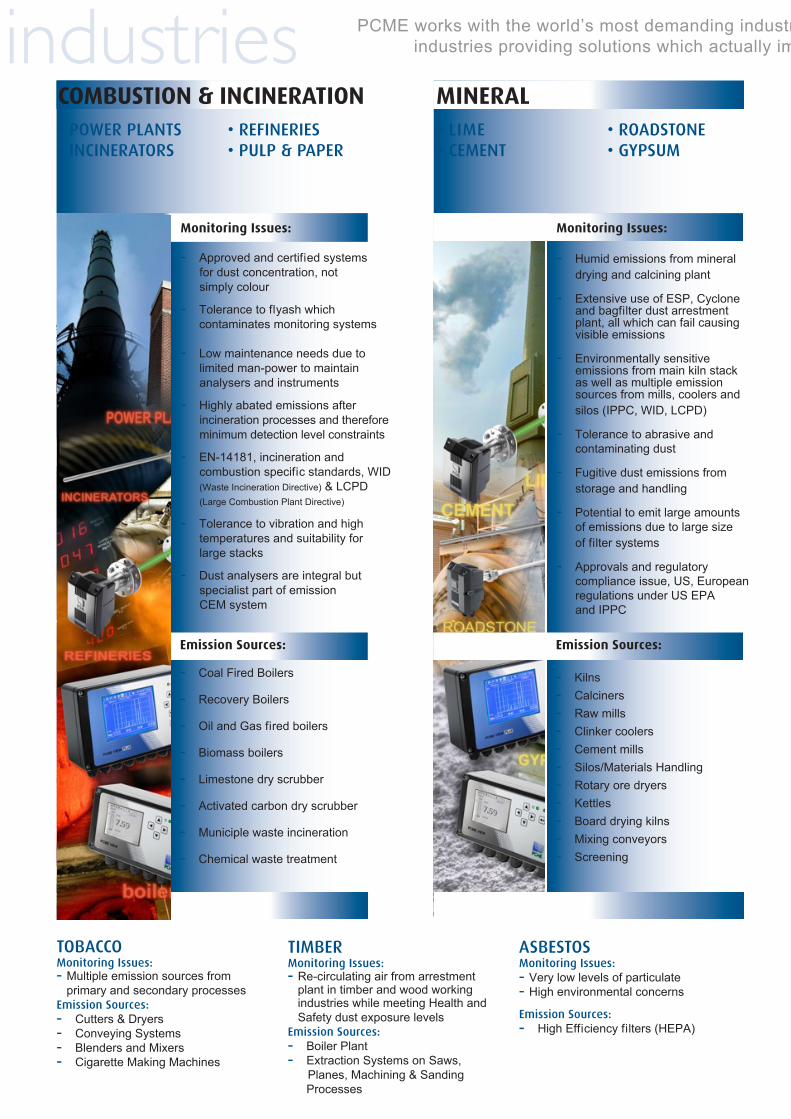
Monitoring Issues:
- Approvedandcertifiedsystems fordustconcentration,not simply colour
- Tolerancetoflyashwhich contaminates monitoring systems
- Lowmaintenanceneedsdueto limitedman-powertomaintain analysers and instruments
- Highlyabatedemissionsafter incinerationprocessesandtherefore minimumdetectionlevelconstraints
- EN-14181, incineration and combustionspecificstandards,WID (WasteIncinerationDirective) & LCPD (LargeCombustionPlantDirective)
- Tolerancetovibrationandhigh temperaturesandsuitabilityfor large stacks
- Dustanalysersareintegralbut specialistpartofemission CEM system
Monitoring Issues:
- Humidemissionsfrommineral drying and calcining plant
- ExtensiveuseofESP,Cyclone andbagfilterdustarrestment plant,allwhichcanfailcausing visibleemissions
- Environmentallysensitive emissionsfrommainkilnstack aswellasmultipleemission sourcesfrommills,coolersand
silos (IPPC, WID, LCPD)
- Tolerancetoabrasiveand contaminating dust
- Fugitivedustemissionsfrom storageandhandling
- Potential to emit large amounts ofemissionsduetolargesize offiltersystems
- Approvalsandregulatory compliance issue, US, European regulations under US EPA and IPPC
Emission Sources: - CoalFiredBoilers - RecoveryBoilers - OilandGasfiredboilers - Biomassboilers - Limestonedryscrubber - Activatedcarbondryscrubber - Municiplewasteincineration - Chemicalwastetreatment
Emission Sources:
- Kilns- Calciners- Rawmills- Clinker coolers- Cement mills- Silos/Materials Handling- Rotary ore dryers- Kettles- Boarddryingkilns- Mixingconveyors- Screening
COMBUSTION & INCINERATION MINERAL
TOBACCOMonitoring Issues:- Multipleemissionsourcesfrom primary and secondary processesEmission Sources:- Cutters & Dryers- ConveyingSystems- BlendersandMixers- CigaretteMakingMachines
ASBESTOSMonitoring Issues:- Verylowlevelsofparticulate- HighenvironmentalconcernsEmission Sources:- HighEfficiencyfilters(HEPA)
TIMBERMonitoring Issues:- Re-circulatingairfromarrestment plantintimberandwoodworkingindustrieswhilemeetingHealthand SafetydustexposurelevelsEmission Sources:- BoilerPlant- ExtractionSystemsonSaws, Planes,Machining&Sanding Processes
• LIME • CEMENT
• ROADSTONE • GYPSUM
• POWER PLANTS • INCINERATORS
• REFINERIES• PULP & PAPER
PCMEworkswiththeworld’smostdemandingindustrialcompaniesacrossabroadrangeofmanufacturing industriesprovidingsolutionswhichactuallyimproveenvironmentalperformanceandcontrol.

industries
Monitoring Issues:
- Humidemissionsfrommineral drying and calcining plant
- ExtensiveuseofESP,Cyclone andbagfilterdustarrestment plant,allwhichcanfailcausing visibleemissions
- Environmentallysensitive emissionsfrommainkilnstack aswellasmultipleemission sourcesfrommills,coolersand
silos (IPPC, WID, LCPD)
- Tolerancetoabrasiveand contaminating dust
- Fugitivedustemissionsfrom storageandhandling
- Potential to emit large amounts ofemissionsduetolargesize offiltersystems
- Approvalsandregulatory compliance issue, US, European regulations under US EPA and IPPC
PCMEworkswiththeworld’smostdemandingindustrialcompaniesacrossabroadrangeofmanufacturing industriesprovidingsolutionswhichactuallyimproveenvironmentalperformanceandcontrol.
Monitoring Issues:
- Tolerance to contaminating particulatewithhighcarbon, moisture and metal content
- Emission control is critical due to toxicnatureofsomeparticulates
- EXrequirementsfromBlast Furnaces
- Highlevelsofparticulateand largearrestmentplantfrom smelting,sinterandfurnace applications
- Lowlevelabatedemissions (typically <0.2 mg/m3) in non-ferrousandbattery industries
- Elevatedtemperaturesand abrasivedustscreateincreased maintenancechallenges
- Efficientcontrolandoperation ofmulti-compartmentbagfilters and ESP
Emission Sources: - Furnaces - Shotblastingprocess- Sand plant- Smeltingfurnaces- Converters- Lead refineries- Anodebakingovens- Coke plant- Calciners- Electrolytic reduction- Reverbertoryfurnaces- Steel casting- Blastfurnaces - Sinter plant
Emission Sources:
- Spray dryers- Agglomerators- Silos- Mills- Classifiers- Pelletizers- Fluidbedandrotarydryers- Dryers- Coolers- Materialshandling- Blenders- Process Reactors
METALS CHEMICAL AND FOOD
GALVANISINGMonitoring Issues:- Typicallyshort-termbatchprocessesEmission Sources:- GalvanisingBath
PHARMACEUTICALMonitoring Issues:- Humidemissionsfromdryingplant- Product loss
Emission Sources:- HighEfficiencyFilters(HEPA)- Spray Dryers- MaterialsHandling&Blending- VacuumTransfersystems&Silos
AUTOMOTIVEMonitoring Issues:- Oilaerosolsafterenginecompartmentmachiningoperation- PreventativeMaintenanceonfiltersEmission Sources:- Coalescentfilters - Paint Spray Extraction- CastingandShotblasting
• STEEL • FOUNDRY • BATTERY
• NON-FERROUS• ALUMINUM
• CARBON BLACK • PLASTICS • Ti02
• PIGMENTS
• SUGAR • STARCH• MILK POWDER
Monitoring Issues:
- Discriminatingbetweensteam and particulate in spray dryer stacksinfood,detergentand
chemicalindustry
- Tolerance to contamination due toinherentphysicalproperties ofcarbonblackandother chemicalpowders
- Explosivegaszonesinrefineries, paintoperationsandchemical processing
- ATEXdustzonesdueto potentiallyexplosiveareasin
starch,sugarandflourprocesses (problematicforopticalsystems)
- Extensiveuseofbagfiltersand cycloneswithmeasurement,
process optimisation and failuredetectionrequirements
- Digitalandanalogueinterface to existing instrumentation, plant control systems and LAN connections

The instrument interface is optimised for parallel use bymaintenance,processandenvironmentalpersonnel.Powerfulsingle and multi-sensor control units permit secure system configurationandaccess todata.Graphic trendand reviewscreens provide Bagfilterpulseandaverageemissionsconcurrently and local or PC configuration and reportingis fully supported by opendataarchitecture.
added value designs
Patented Insulated sensor technology (option) permitsinstrumentstooperatereliablyinhighhumiditystacksafterspraydriersandfluiddriers.ElectroDynamicTM measurement technologydiscriminateseffectivelybetweenparticulateandwatervapour.
ElectroDynamicTM instruments are tolerant to rod contamination since the charge induction is not restrictedtodirectcontactbetweenparticulateandthemeasurementsurface. DynamicOpacityTM instruments operate with noreduced accuracy even with the transmitter and receiveroptics 90% contaminated. The design of ProScatterTM
instrumentsensuresthatcriticalopticalcomponentsremainunaffectedbyanybuild-upofcontamination.
PCME’s particulate emissionmonitoring systems carry fullregulatory approvals including European CEM certification(QAL1 for EN 14181, EN 15267-3), German TA-LUFT,BlmSchV17,13and27,UKMCERTScertificationandmeettheperformancerequirementsforUS-EPAPS-1andPS-11.
Advanced ProbeContamination check
Dynamics of dust levels during bag cleaning. Cleaning Sequence marker pulses are fed to the system and displayed as red lines to aid in location of faulty filter rows
Robustautomaticself-checksareprovidedonallcomplianceinstruments,specificallyonPCME'sLightScatterinstruments.Thesechecksprovideanauditoftheinstrument'soperationwhile not changing the measurement principle to satisfyQAL 3 of EN-14181. The diagram below shows how themeasurement path remains constant while self-checks areperformedinaLightScatterinstrument.
PCMEprovideafullsuiteofPCsoftwareforemissionsreporting,instrumentconfigurationandprocessoptimisation.Softwareforthedownloading,displaying,analysisandreportgenerationofemissionsdatafromaPCMEemissioncontrolunitprovidesinstantaneousandhistoricalaccesstoemissionsdataforboth processandlegislativereportingpurposes.
• Real-timemode and short-term log for process control.Long-termlogforemissionreporting
• Powerfultrendviewswithzoomandpanfacilities• ReportingtosatisfyEN-14181(QAL3reporter)• Instrument overview, alarms, maintenance and failure
condition reports• Environmental reporting with data backup and system
redundancy• ‘Predict’softwareoptiontolocatefaultyfiltermediaand
reducemaintenanceonmulti-compartmentfilterhousesPatented insulated rod
Tolerance to Contamination Powerful User Interface
Humid Monitoring Conditions
Environmental and Process Reporting
Automatic Self-Checks
Approved, Accurate and Repeatable MeasurementsSensoroptionsandmodulesareavailable formonitoring inchallengingindustrialconditionsincluding:
•Elevatedpressureandtemperatureapplications•Acidattackprotection(combustionoffuelswithhighsulphurcontent)•Elevatedtemperatureacidattackprotection(asabovewithhighertemperaturerating)•Highhumidityapplications(processandspraydriers)•Airpurgedsensor(conductivedustandhighdust applications) •Explosivedustandgaszones(ATEXandIEX)
Rugged Sensor Options
ElectroDynamicTM rod contaminated with carbon black
Measurment volume of ProScatterTM - Forward Scatter instrument
technologies
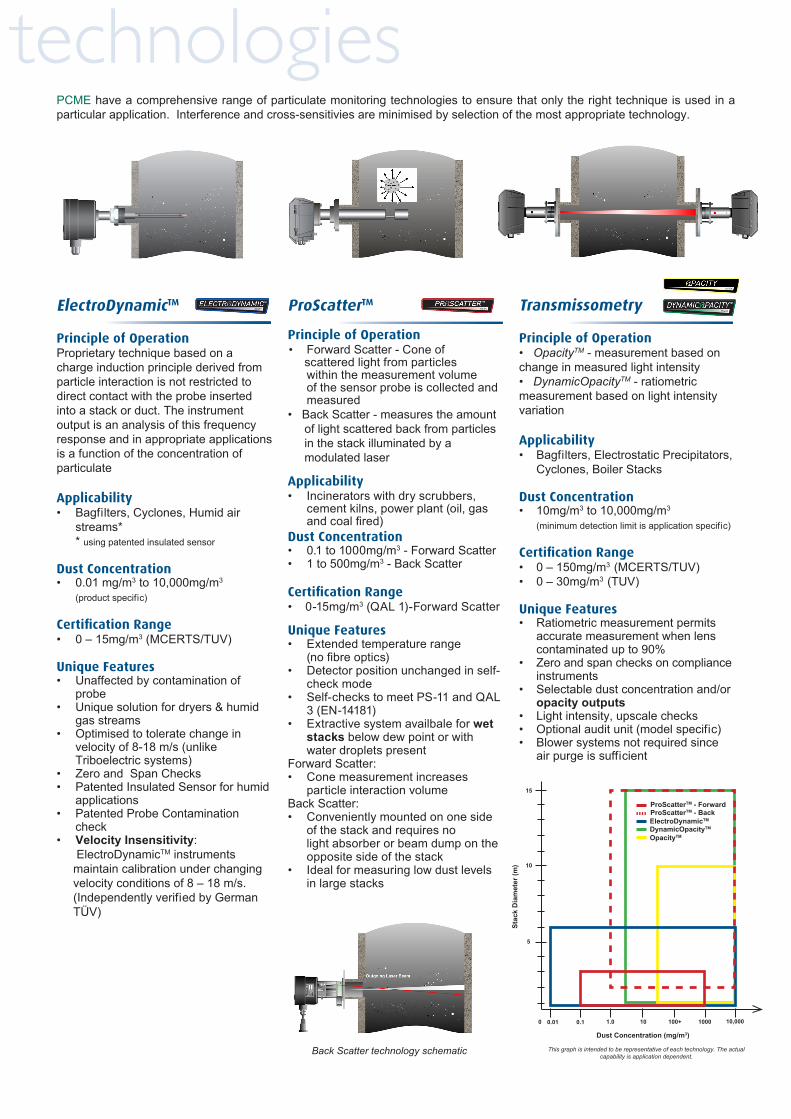
ElectroDynamicTM
Principle of OperationProprietarytechniquebasedonachargeinductionprinciplederivedfromparticle interaction is not restricted to directcontactwiththeprobeinsertedintoastackorduct.Theinstrumentoutputisananalysisofthisfrequencyresponse and in appropriate applications isafunctionoftheconcentrationofparticulate
Applicability• Bagfilters,Cyclones,Humidair streams* * using patented insulated sensor
Dust Concentration• 0.01mg/m3 to 10,000mg/m3 (productspecific)
Certification Range• 0–15mg/m3 (MCERTS/TUV)
Unique Features• Unaffectedbycontaminationof probe• Uniquesolutionfordryers&humid gas streams • Optimisedtotoleratechangein velocityof8-18m/s(unlike Triboelectricsystems)• ZeroandSpanChecks• PatentedInsulatedSensorforhumid applications• PatentedProbeContamination check• Velocity Insensitivity: ElectroDynamicTM instruments maintaincalibrationunderchangingvelocityconditionsof8–18m/s.(IndependentlyverifiedbyGerman TÜV)
ProScatterTM
Principle of Operation • ForwardScatter-Coneof scatteredlightfromparticles withinthemeasurementvolume ofthesensorprobeiscollectedand measured•BackScatter-measurestheamountoflightscatteredbackfromparticlesinthestackilluminatedbya modulated laser Applicability • Incineratorswithdryscrubbers, cementkilns,powerplant(oil,gas andcoalfired) Dust Concentration • 0.1to1000mg/m3-ForwardScatter• 1to500mg/m3-BackScatter Certification Range •0-15mg/m3(QAL1)-ForwardScatter
Unique Features• Extendedtemperaturerange (nofibreoptics)• Detectorpositionunchangedinself- checkmode• Self-checkstomeetPS-11andQAL 3 (EN-14181)• Extractivesystemavailbaleforwet stacksbelowdewpointorwith waterdropletspresentForwardScatter:• Conemeasurementincreases particleinteractionvolumeBackScatter:• Convenientlymountedononeside ofthestackandrequiresno lightabsorberorbeamdumponthe oppositesideofthestack• Idealformeasuringlowdustlevels in large stacks
Transmissometry
Principle of Operation • OpacityTM-measurementbasedonchangeinmeasuredlightintensity•DynamicOpacityTM - ratiometric measurementbasedonlightintensityvariation
Applicability • Bagfilters,ElectrostaticPrecipitators, Cyclones,BoilerStacks
Dust Concentration • 10mg/m3 to 10,000mg/m3
(minimumdetectionlimitisapplicationspecific)
Certification Range • 0–150mg/m3 (MCERTS/TUV)• 0–30mg/m3 (TUV)
Unique Features• Ratiometricmeasurementpermits accuratemeasurementwhenlens contaminated up to 90% • Zeroandspanchecksoncompliance instruments• Selectabledustconcentrationand/or opacity outputs• Lightintensity,upscalechecks• Optionalauditunit(modelspecific)• Blowersystemsnotrequiredsince airpurgeissufficient
PCMEhaveacomprehensiverangeofparticulatemonitoringtechnologiestoensurethatonlytherighttechniqueisusedinaparticularapplication.Interferenceandcross-sensitiviesareminimisedbyselectionofthemostappropriatetechnology.
Back Scatter technology schematic
0 0.01 0.1 1.0 10 100+ 1000 10,000
5
10
15
Dust Concentration (mg/m3)
Stac
k D
iam
eter
(m)
ProScatterTM - Forward
ElectroDynamicTM
DynamicOpacityTM
OpacityTM
ProScatterTM - Back
This graph is intended to be representative of each technology. The actual capability is application dependent.

technical services worldwide PCME offerindustryleadingexpertisetocustomersandpartnersthroughacomprehensiverangeoftechnicalsupportservices,trainingpackagesanda‘knowledgetransfer’approach.Ouraimistoprovideexpertadviceandsupporttoaidyouinmeetingyourspecificparticulatemonitoringchallenges,frominitialconsultationandproductselectionthroughtolife-cyclesupportservicesandtailoredmaintenanceprograms.ThedemandsofmeetingEnvironmentalregulatorycompliance,processcontrolandoptimisation,plus corporate social responsibility needs, each present unique demands on particulate monitoring. Our Technical SupportServicesTeambringexperiencefromawiderangeofindustrysectorsandprocessapplications,thusensuringthatsystemsareset-up,operatedandmaintainedtomaximiseperformanceandfunctionalityfortheirintendedpurpose.PCME’srangeofTechnicalServicesalsoenableEnvironmentAgencyregulatedprocessesthataresubjecttotheOperatorMonitoringAssessment(OMA)schemetomaintainorimprovetheirscoringthroughhavingformalandservicemaintenancecontractstoensurethatcalibrationandmaintenanceiscarriedoutatthecorrecttime.OurservicepackagesalsohelpensurePartA2andPartBprocessesmettheirpermitrequirementswithregardtomaintainingtheirmonitoringsystems.
PCME’sservicecapabilityextendsthroughouttheworldandhasproventoproviderobust,responsiveservicestoourglobalcustomerbase.Weknowtheimportancetoourcustomersofhavinginstrumentsservicedattheirsitestoreducedowntimeandincreaseinstrumentavailability.World-wideservicepartnershaveteamsofserviceengineerswhoaretrainedbyPCMEtoprovideon-sitesupport.IntheUK,anetworkoffieldserviceengineersprovideson-sitenationalcoverage.
Preventative maintenance, extended warranty, rapid breakdown response andcalibrationservicesareallcoveredbyarangeofservicecontractstomeetregulatoryandprocessspecificsupportrequirements.IntheUK,arangeofcontractshelpoperators achievea highOMA (OperatorMonitoringAssesement) score for theirmonitoringsystemsandworldwidePCMEsupportsitsdistributionpartnerstoprovidesimilarhighlevelfieldandfactoryservices.
ManyofPCME’sinstrumentsincludeautomaticself-checkstoprovidewarningoftheneedforanyinstrumentrepairorservice.Inthecaseofinstrumentbreakdownournetworkoffieldserviceengineersarefullytrainedtocarryoutinstrumentfaultanalysisandrepaironsite.FactoryrepairservicesareavailablefromtheUKheadquartersinStIves,Cambs.
PCMEunderstandsthatacalibrationisnotsimplyanIso-kinetictest.Documentedandtraceablecalibrationprocedurescaptureinstrumentperformanceandconfiguration.Calibrations are provided using a range of National and International samplingstandards(eg.EN13284-1andBSISO9096)viaasubcontractednetworkofapprovedsamplingpersonnel.IntheUK,samplingpersonnelareMCERTSapproved.
PCME provides regular on-site and factory service training for plant personnel tosupporttheirmonitoringsystems.Inaddition,PCMEorganisesTrainingCoursestoimproveknowledgeandunderstandingofinstrumentservicerequirements,legislativeissues,thefeaturesandperformanceofmonitoringsystemsandtheoptimiseduseofemissionsanalysisandreportingsoftware.
Worldwide on-site support
Service Contracts
Breakdown Service
Calibration Services
Training
PCME LtdClearview Building
60 Edison RoadSt Ives Cambs UK
PE27 3GH
Tel: +44 (0)1480 468200Fax: +44 (0)1480 463400
E-mail: [email protected]
Contact your national or area sales and service office
PCMEhaveglobal service centrestocoverrepairsinNorthandSouthAmerica,Europe,Australasia,AsiaandAfrica.Pleaseseeourwebsiteforfurtherdetails.


![Sustainable Regulatory Compliance[1]](https://static.fdocuments.in/doc/165x107/577cdd861a28ab9e78ad346d/sustainable-regulatory-compliance1.jpg)















