fmea training.pdf
34
Rolls-Royce Proprietary 1 •How could things go wrong? •Where are the biggest risks? •How could things go wrong? •Where are the biggest risks?
description
FMEA
Transcript of fmea training.pdf
Rolls-Royce Proprietary 1
•How could things go wrong?•Where are the biggest risks?•How could things go wrong?•Where are the biggest risks?
Rolls-Royce Proprietary 2
• FMEA Origination• The different types FMEA• FMEA’s Link with Continuous Improvement• Our focus is on Process FMEA• FMEA Worksheet• Why we use FMEA• When to use FMEA• Potential Applications of FMEA• Steps on completing FMEA
Rolls-Royce Proprietary 3
Where does FMEA come from?Where does FMEA come from?Where does FMEA come from?
•Developed by the Aerospace industry in the 1960s
•Spread to the Automotive industry•Now used extensively across all industry
sectors•Reference SAE J-1739
•Developed by the Aerospace industry in the 1960s
•Spread to the Automotive industry•Now used extensively across all industry
sectors•Reference SAE J-1739
Rolls-Royce Proprietary 4
Different Types of FMEADifferent Types of FMEADifferent Types of FMEA
•Design•An analytical technique used primarily by Design
Responsible Engineer/Team as a means to assure potential failure modes, causes and effects have been addressed for design related characteristics
•Process•An analytical technique used primarily by a Manufacturing
Engineer/Team as a means to assure potential failure modes, causes and effects have been addressed for process related characteristics
Rolls-Royce Proprietary 5
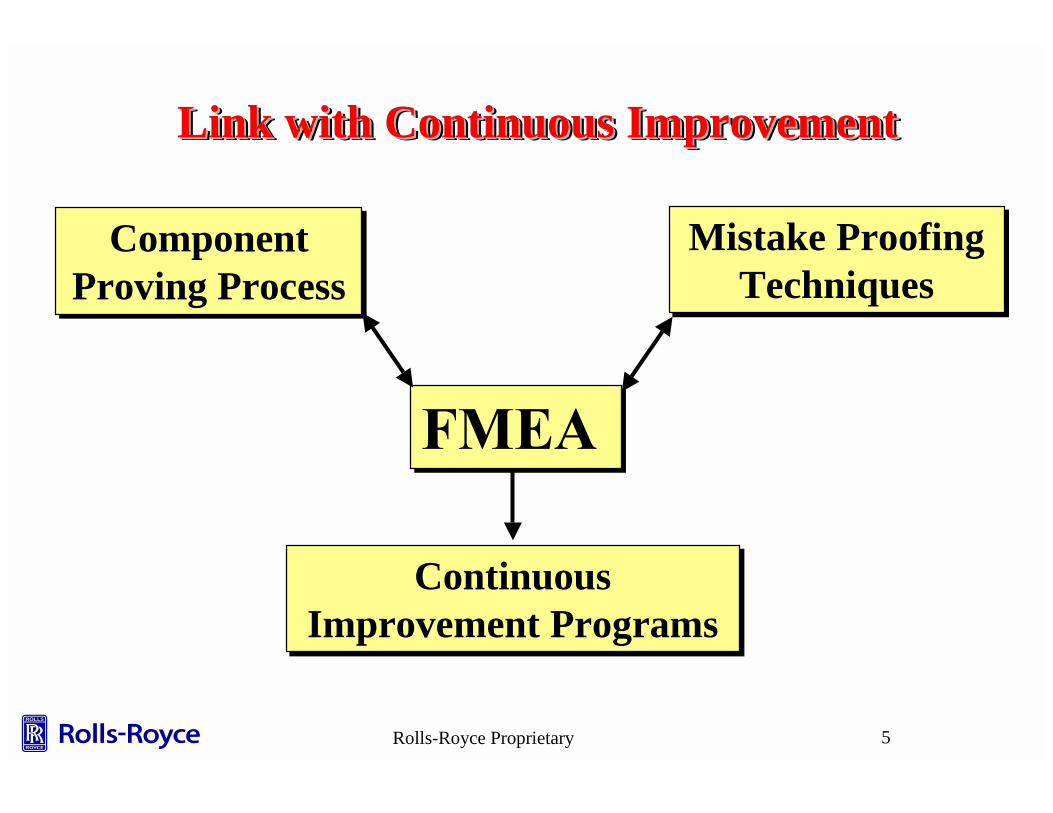
Link with Continuous ImprovementLink with Continuous ImprovementLink with Continuous Improvement
Mistake Proofing Techniques
Mistake Proofing Techniques
Continuous Improvement Programs
Continuous Improvement Programs
Component Proving Process
Component Proving Process
Rolls-Royce Proprietary 6
Our Focus is on Process FMEAOur Focus is on Process FMEAOur Focus is on Process FMEA
•A structured approach to:•Identifying the way in which a process can fail to meet critical
customer requirements •Estimating the risk of specific causes with regard to these
failures•Evaluating the current control plan for preventing these failures
from occurring•Prioritising the actions that should be taken to improve the
process
•Concept:• To identify ways the product or process can fail and then plan
to prevent those failures, utilising mistake proofing tools and techniques.
Rolls-Royce Proprietary 7
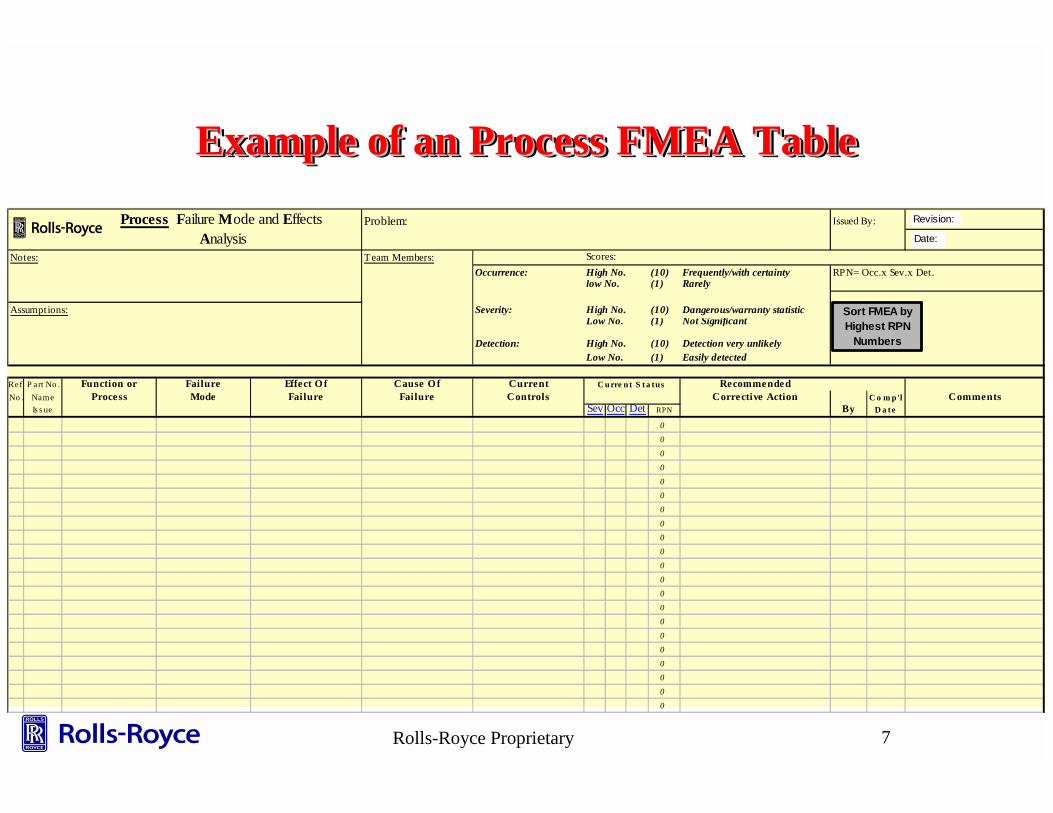
Example of an Process FMEA TableExample of an Process FMEA TableExample of an Process FMEA TableProblem: Issued By:
Notes: Team Members: Scores:Occurrence: High No. (10) Frequently/with certainty RPN= Occ.x Sev.x Det.
low No. (1) Rarely
Assumptions: Severity: High No. (10) Dangerous/warranty statisticLow No. (1) Not Significant
Detection: High No. (10) Detection very unlikelyLow No. (1) Easily detected
Ref. P art No . Function or Failure Effect Of Cause Of Current C u rre n t S ta tus RecommendedNo . Name Process Mode Failure Failure Controls Corrective Action C o m p'l Comments
Is s ue Sev Occ Det RPN By D a te
0
0
0
0
00
0
0
00
0
0
0
00
0
0
00
0
0
Process Failure Mode and Effects Analysis
Sort FMEA by Highest RPN
Numbers
Revision:
Date:
Rolls-Royce Proprietary 8
Why we use FMEA?Why we use FMEA?Why we use FMEA?
rather than cure.
•Increase probability of DETECTION•Identify biggest contributor to failures
and eliminate them•Reduce probability of failure occurring•Build quality into the product & process
Rolls-Royce Proprietary 9
When to use FMEA?When to use FMEA?When to use FMEA?
•FMEA is most beneficial as a “before-the-event” action
•Design FMEA should be done during initial design of product
•Process FMEA should be done during design of manufacturing process
•Process FMEA can be done for legacy product/processes
Rolls-Royce Proprietary 10
Potential Applications for PFMEAPotential Applications for PFMEAPotential Applications for PFMEA
•Component Proving Process•Outsourcing / Resourcing of product•Develop Suppliers to achieve Quality
Renaissance / Scorecard Targets•Major Process / Equipment / Technology
Changes•Justification of Fast Track RESA?•Cost Reductions•New Product / Design Analysis•Assist in analysis of a flat pareto chart
Rolls-Royce Proprietary 11
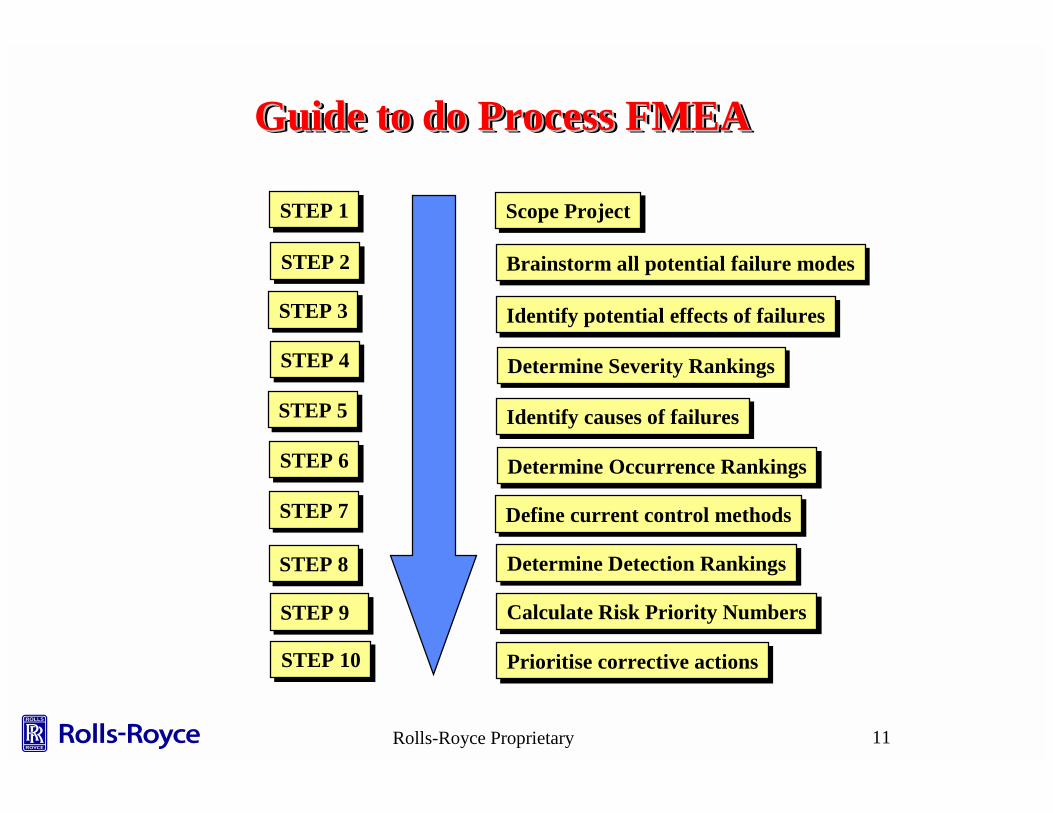
Guide to do Process FMEAGuide to do Process FMEAGuide to do Process FMEA
Brainstorm all potential failure modesBrainstorm all potential failure modes
Identify potential effects of failuresIdentify potential effects of failures
Identify causes of failuresIdentify causes of failures
Define current control methodsDefine current control methods
Calculate Risk Priority NumbersCalculate Risk Priority Numbers
Prioritise corrective actionsPrioritise corrective actions
Determine Severity RankingsDetermine Severity Rankings
Scope ProjectScope Project
Determine Occurrence RankingsDetermine Occurrence Rankings
Determine Detection RankingsDetermine Detection Rankings
STEP 1STEP 1
STEP 2STEP 2
STEP 5STEP 5
STEP 6STEP 6
STEP 4STEP 4
STEP 3STEP 3
STEP 7STEP 7
STEP 8STEP 8
STEP 9STEP 9
STEP 10STEP 10
Rolls-Royce Proprietary 12
Complex PartComplex PartComplex Part
Rolls-Royce Proprietary 13
Step 1 - Scope ProcessStep 1 Step 1 -- Scope ProcessScope Process
•Formulate cross functional team•Understand customer/process
requirements•Define start and end of process•All team members walk and observe
the process•Get the ‘process worker’ to explain
the operation/process under review.
•Make notes/observations
Defining Scope of FMEA is
CRITICAL!
Defining Scope of FMEA is
CRITICAL!
Rolls-Royce Proprietary 14
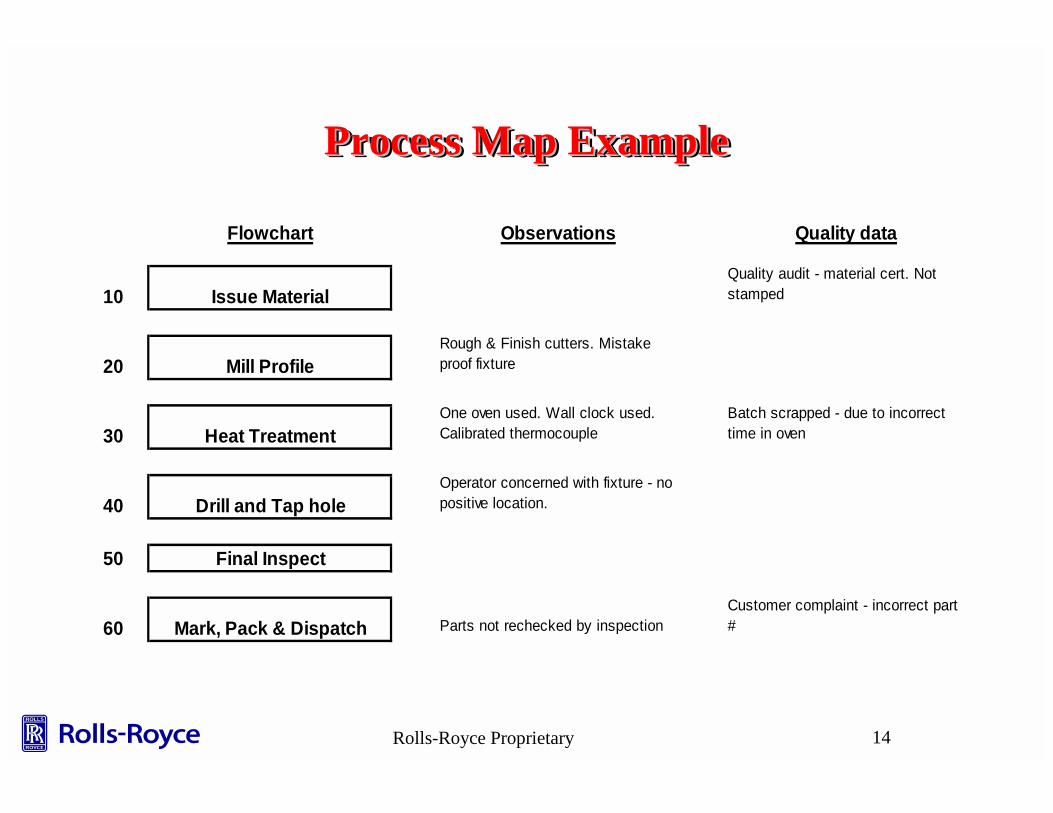
Process Map ExampleProcess Map ExampleProcess Map Example
Flowchart Observations Quality data
10 Issue MaterialQuality audit - material cert. Not stamped
20 Mill ProfileRough & Finish cutters. Mistake proof fixture
30 Heat TreatmentOne oven used. Wall clock used. Calibrated thermocouple
Batch scrapped - due to incorrect time in oven
40 Drill and Tap holeOperator concerned with fixture - no positive location.
50 Final Inspect
60 Mark, Pack & Dispatch Parts not rechecked by inspectionCustomer complaint - incorrect part #
Rolls-Royce Proprietary 15
Definition of a failure modeDefinition of a failure modeDefinition of a failure mode
•The way in which a specific process input fails - if not detected and either corrected or removed, will cause an effect to occur.
•The way in which something goes wrong•Surface too rough•Shaft not round•Radius too large•Bent•Improper set-up
Rolls-Royce Proprietary 16
Step 2 - Brainstorm all potential failure modesStep 2 Step 2 -- Brainstorm all potential failure modesBrainstorm all potential failure modes
•Utilise process flow chart- break down each step
•Use knowledge of previous and existing parts/processes
•Review all quality information-complaints, scrap, rework, turn backs, etc.
•Talk to internal and external customers
Rolls-Royce Proprietary 17
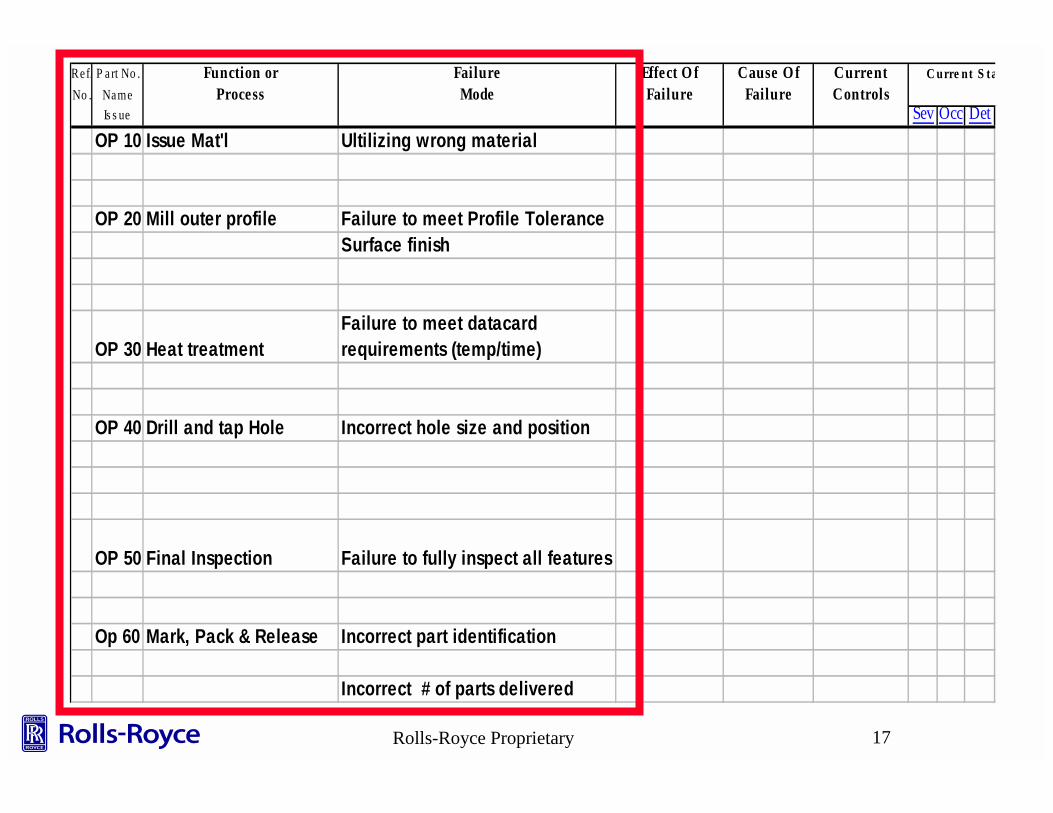
Ref. P a rt No . Function or Failure Effect O f Cause O f Current C urre nt S taNo . Name Process Mode Failure Failure Controls
Is s ue Sev Occ DetOP 10 Issue Mat'l Ultilizing wrong material
OP 20 Mill outer profile Failure to meet Profile ToleranceSurface finish
OP 30 Heat treatmentFailure to meet datacard requirements (temp/time)
OP 40 Drill and tap Hole Incorrect hole size and position
OP 50 Final Inspection Failure to fully inspect all features
Op 60 Mark, Pack & Release Incorrect part identification
Incorrect # of parts delivered
Rolls-Royce Proprietary 18
Definition -Effects of failureDefinition Definition --Effects of failureEffects of failure
• Effect - impact on customer requirements. Generally external customer focus, but can also include downstream processes.
• Does not fit• Can not load/fasten• Poor performance• Intermittent operation• Erratic operation
Rolls-Royce Proprietary 19
Step 3 - Identify potential effects of failuresStep 3 Step 3 -- Identify potential effects of failuresIdentify potential effects of failures
• For each failure mode, identify the effect(s) on the current or next process or customer downstream in the manufacturing/assembly process.
• Describe the effects of the failure in terms of what the customer might notice or experience
Rolls-Royce Proprietary 20
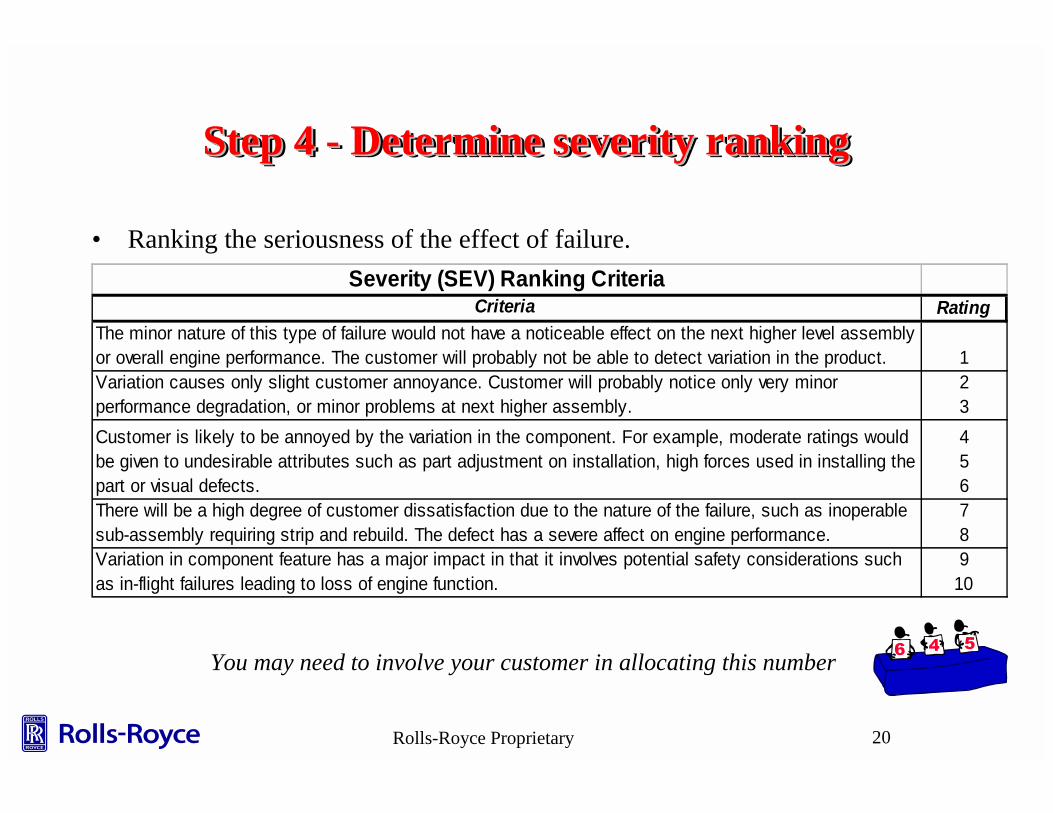
Step 4 - Determine severity rankingStep 4 Step 4 -- Determine severity rankingDetermine severity ranking
• Ranking the seriousness of the effect of failure.
You may need to involve your customer in allocating this number
Severity (SEV) Ranking CriteriaCriteria Rating
The minor nature of this type of failure would not have a noticeable effect on the next higher level assembly or overall engine performance. The customer will probably not be able to detect variation in the product. 1Variation causes only slight customer annoyance. Customer will probably notice only very minor performance degradation, or minor problems at next higher assembly.
23
Customer is likely to be annoyed by the variation in the component. For example, moderate ratings would be given to undesirable attributes such as part adjustment on installation, high forces used in installing the part or visual defects.
456
There will be a high degree of customer dissatisfaction due to the nature of the failure, such as inoperable sub-assembly requiring strip and rebuild. The defect has a severe affect on engine performance.
78
Variation in component feature has a major impact in that it involves potential safety considerations such as in-flight failures leading to loss of engine function.
910
Rolls-Royce Proprietary 21
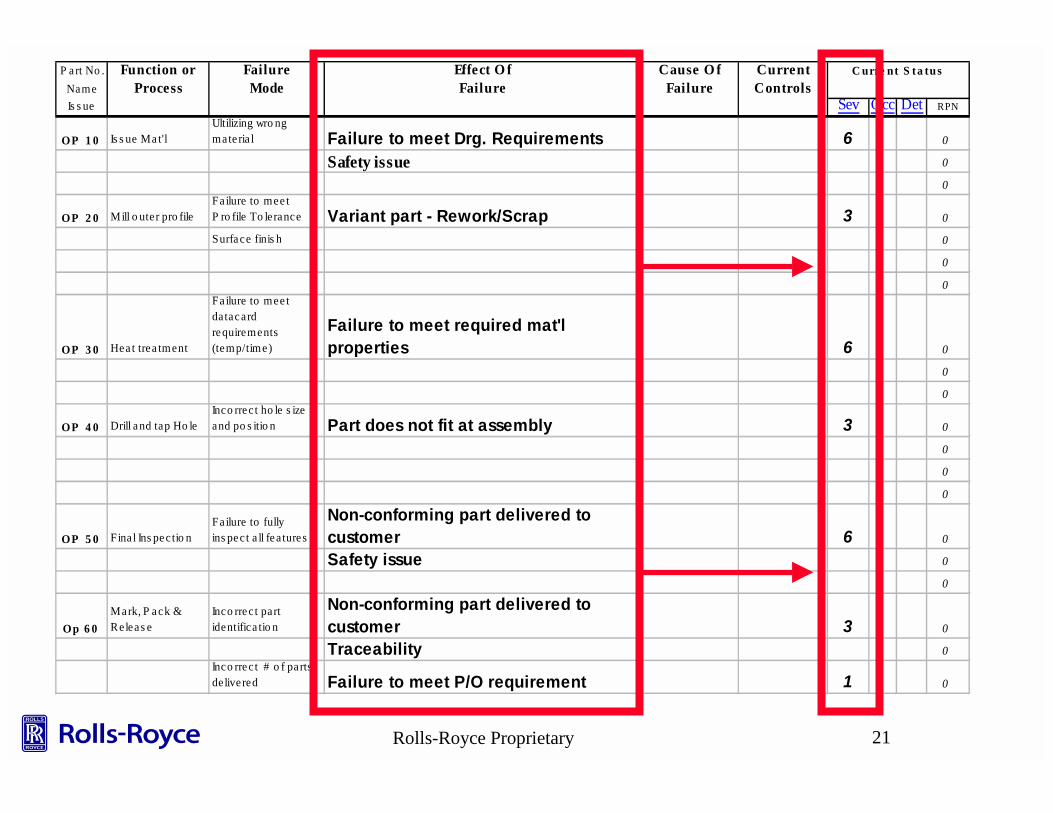
P art No . Function or Failure Effect O f Cause O f Current C urre nt S ta tusName Process Mode Failure Failure ControlsIs s ue Sev Occ Det RPN
OP 1 0 Is s ue Ma t'lUltilizing wro ng mate ria l Failure to meet Drg. Requirements 6 0
Safety issue 0
0
OP 2 0 Mill o uter pro fileFailure to mee t P ro file To lerance Variant part - Rework/Scrap 3 0
Surface finis h 0
0
0
OP 3 0 Hea t trea tment
Failure to mee t da tacard requirements (temp/time)
Failure to meet required mat'l properties 6 0
0
0
OP 4 0 Drill and tap Ho leInco rrec t ho le s ize and po s itio n Part does not fit at assembly 3 0
0
0
0
OP 5 0 Final Ins pectio nFailure to fully ins pect a ll fea ture s
Non-conforming part delivered to customer 6 0
Safety issue 0
0
Op 6 0Mark, P ack & Releas e
Inco rrec t part identifica tio n
Non-conforming part delivered to customer 3 0
Traceability 0Inco rrec t # o f parts de livered Failure to meet P/O requirement 1 0
Rolls-Royce Proprietary 22
Definition - CausesDefinition Definition -- CausesCauses
• Sources of process variation that causes the Failure Mode to occur.
• Part not in fixture properly• incorrect tool• gage inaccurate
Rolls-Royce Proprietary 23
Step 5 - Identify all potential causes of failureStep 5 Step 5 -- Identify all potential causes of failureIdentify all potential causes of failure
• How the failure could occur, described in terms of something that can be corrected or controlled
• Experiments may have to be conducted to determine causes -use Technical Problem Solving
• There could be more than one cause for each failure
Rolls-Royce Proprietary 24
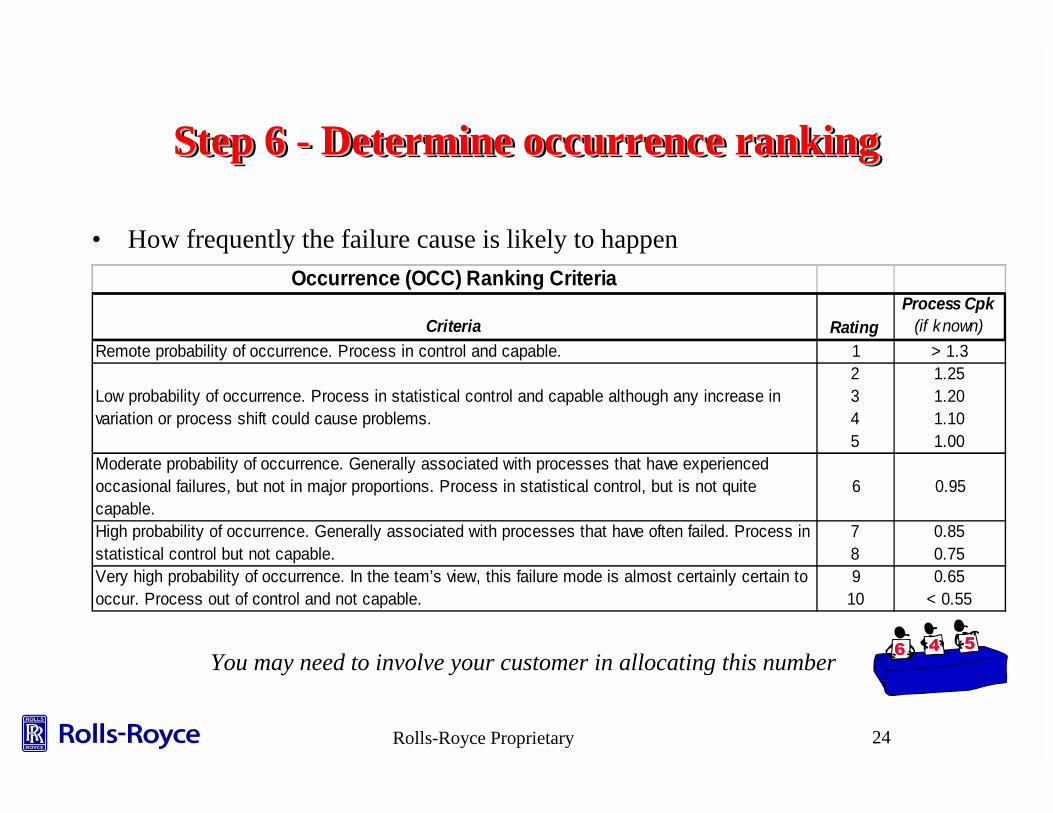
Step 6 - Determine occurrence rankingStep 6 Step 6 -- Determine occurrence rankingDetermine occurrence ranking
• How frequently the failure cause is likely to happen
You may need to involve your customer in allocating this number
Occurrence (OCC) Ranking Criteria
Criteria RatingProcess Cpk
(if known)Remote probability of occurrence. Process in control and capable. 1 > 1.3
Low probability of occurrence. Process in statistical control and capable although any increase in variation or process shift could cause problems.
2345
1.251.201.101.00
Moderate probability of occurrence. Generally associated with processes that have experienced occasional failures, but not in major proportions. Process in statistical control, but is not quite capable.
6 0.95
High probability of occurrence. Generally associated with processes that have often failed. Process in statistical control but not capable.
78
0.850.75
Very high probability of occurrence. In the team’s view, this failure mode is almost certainly certain to occur. Process out of control and not capable.
910
0.65< 0.55
Rolls-Royce Proprietary 25
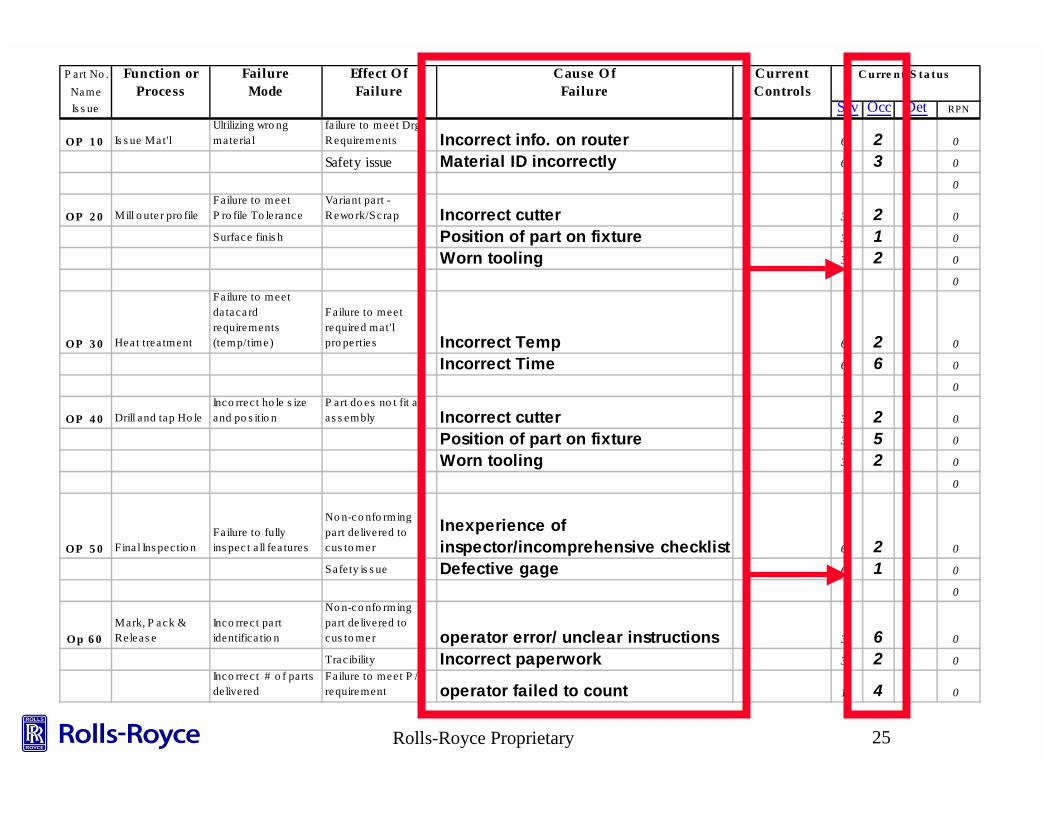
P art No . Function or Failure Effect O f Cause O f Current C urre nt S ta tusName Process Mode Failure Failure ControlsIs s ue Sev Occ Det RPN
OP 1 0 Is s ue Mat'lUltilizing wro ng materia l
fa ilure to mee t Drg. Requirements Incorrect info. on router 6 2 0
Safety issue Material ID incorrectly 6 3 0
0
OP 2 0 Mill o ute r pro fileFailure to meet P ro file To le rance
Variant part - Rewo rk/Sc rap Incorrect cutter 3 2 0
Surface finis h Position of part on fixture 3 1 0
Worn tooling 3 2 0
0
OP 3 0 Hea t trea tment
Failure to meet da taca rd requirements (temp/time)
Failure to meet required mat'l pro pe rtie s Incorrect Temp 6 2 0
Incorrect Time 6 6 0
0
OP 4 0 Drill and tap Ho leInco rrect ho le s ize and po s itio n
P art do es no t fit a t a s s embly Incorrect cutter 3 2 0
Position of part on fixture 3 5 0
Worn tooling 3 2 0
0
OP 5 0 Fina l Ins pec tio nFailure to fully ins pec t a ll fea tures
No n-co nfo rming part de livered to cus to mer
Inexperience of inspector/incomprehensive checklist 6 2 0
Safety is s ue Defective gage 6 1 0
0
Op 6 0Mark, P ack & Releas e
Inco rrect pa rt identifica tio n
No n-co nfo rming part de livered to cus to mer operator error/ unclear instructions 3 6 0
Tracibility Incorrect paperwork 3 2 0Inco rrect # o f parts de livered
Failure to meet P /o requirement operator failed to count 1 4 0
Rolls-Royce Proprietary 26
Definition - current controls?Definition Definition -- current controls?current controls?
• Systematic methods/devices in place to prevent or detect failure modes or causes (before causing effects)
• Prevention consists of mistake proofing, automated control and set up verifications
• Controls consists of audits, inspection, training, etc.
Rolls-Royce Proprietary 27
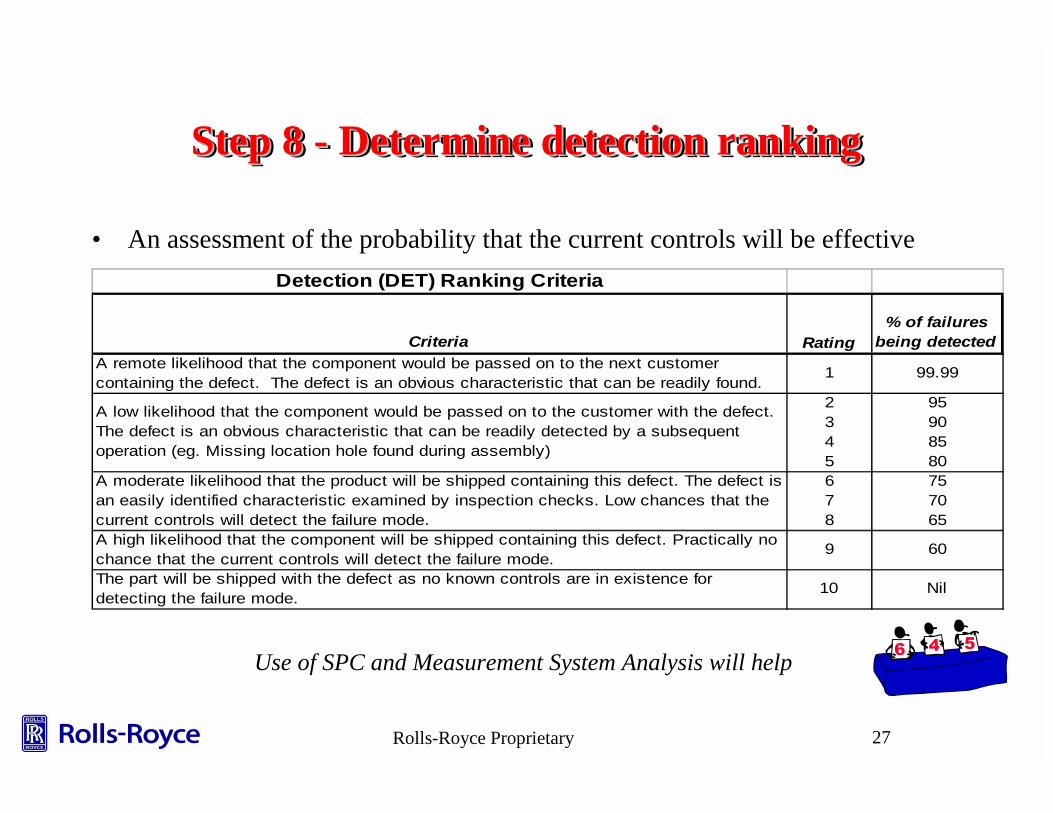
Step 8 - Determine detection rankingStep 8 Step 8 -- Determine detection rankingDetermine detection ranking
• An assessment of the probability that the current controls will be effective
Use of SPC and Measurement System Analysis will help
Detection (DET) Ranking Criteria
Criteria Rating% of failures
being detectedA remote likelihood that the component would be passed on to the next customer containing the defect. The defect is an obvious characteristic that can be readily found.
1 99.99
A low likelihood that the component would be passed on to the customer with the defect. The defect is an obvious characteristic that can be readily detected by a subsequent operation (eg. Missing location hole found during assembly)
2345
95908580
A moderate likelihood that the product will be shipped containing this defect. The defect is an easily identified characteristic examined by inspection checks. Low chances that the current controls will detect the failure mode.
678
757065
A high likelihood that the component will be shipped containing this defect. Practically no chance that the current controls will detect the failure mode.
9 60
The part will be shipped with the defect as no known controls are in existence for detecting the failure mode.
10 Nil
Rolls-Royce Proprietary 28
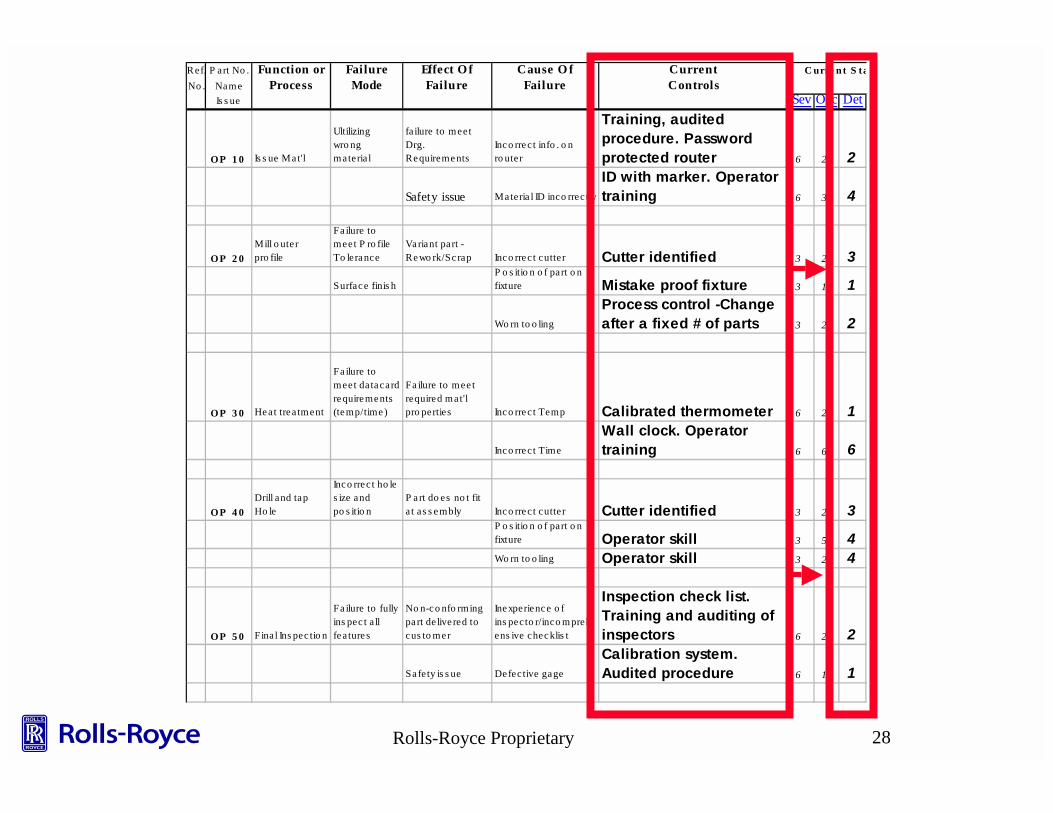
Ref. P art No . Function or Failure Effect Of Cause O f Current C urre nt S taNo . Name Process Mode Failure Failure Controls
Is s ue Sev Occ Det
OP 1 0 Is s ue Mat'l
Ultilizing wro ng materia l
fa ilure to meet Drg. Requirements
Inco rrec t info . o n ro uter
Training, audited procedure. Password protected router 6 2 2
Safety issue Materia l ID inco rrec tly
ID with marker. Operator training 6 3 4
OP 2 0Mill o uter pro file
Fa ilure to meet P ro file To lerance
Variant part - Rewo rk/Sc rap Inco rrec t cutter Cutter identified 3 2 3
Surface finis hP o s itio n o f part o n fixture Mistake proof fixture 3 1 1
Wo rn to o ling
Process control -Change after a fixed # of parts 3 2 2
OP 3 0 Heat trea tment
Fa ilure to meet da tacard requirements (temp/time)
Fa ilure to mee t required mat'l pro perties Inco rrec t Temp Calibrated thermometer 6 2 1
Inco rrec t Time
Wall clock. Operator training 6 6 6
OP 4 0Drill and tap Ho le
Inco rrec t ho le s ize and po s itio n
P a rt do es no t fit a t as s embly Inco rrec t cutter Cutter identified 3 2 3
P o s itio n o f part o n fixture Operator skill 3 5 4Wo rn to o ling Operator skill 3 2 4
OP 5 0 Final Ins pec tio n
Fa ilure to fully ins pec t a ll fea ture s
No n-co nfo rming pa rt de live red to cus to mer
Inexperience o f ins pecto r/inco mprehens ive checklis t
Inspection check list. Training and auditing of inspectors 6 2 2
Safe ty is s ue Defective gage
Calibration system. Audited procedure 6 1 1
Rolls-Royce Proprietary 29
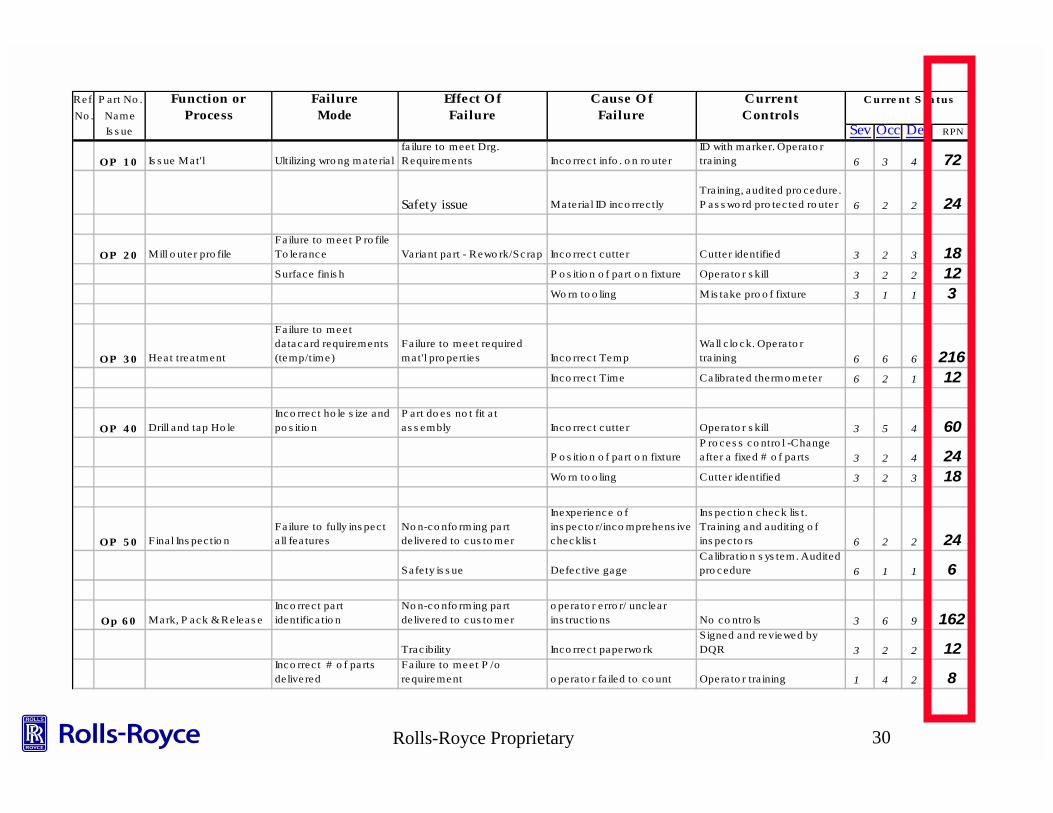
Step 9 - Calculate the Risk Priority NumbersStep 9 Step 9 -- Calculate the Risk Priority NumbersCalculate the Risk Priority Numbers
• RPN = Risk Priority Number• Multiply severity, occurrence and
detection rankings together
Rolls-Royce Proprietary 30
Ref. P art No . Function or Failure Effect O f Cause O f Current C urre nt S ta tusNo . Name Process Mode Failure Failure Controls
Is s ue Sev Occ Det RPN
OP 1 0 Is s ue Mat'l Ultilizing wro ng mate ria lfa ilure to meet Drg. Requirements Inco rrec t info . o n ro uter
ID with marker. Opera to r tra ining 6 3 4 72
Safety issue Materia l ID inco rrec tlyTra ining, audited pro cedure . P as s wo rd pro tec ted ro uter 6 2 2 24
OP 2 0 Mill o uter pro fileFa ilure to meet P ro file To lerance Variant pa rt - Rewo rk/Sc rap Inco rrec t cutte r Cutte r identified 3 2 3 18Surface finis h P o s itio n o f pa rt o n fixture Opera to r s kill 3 2 2 12
Wo rn to o ling Mis take pro o f fixture 3 1 1 3
OP 3 0 Heat trea tment
Fa ilure to meet da tacard requirements (temp/time)
Failure to meet required mat'l pro perties Inco rrec t Temp
Wall c lo ck. Opera to r tra ining 6 6 6 216
Inco rrec t Time Ca libra ted thermo meter 6 2 1 12
OP 4 0 Drill and tap Ho leInco rrec t ho le s ize and po s itio n
P art do es no t fit a t as s embly Inco rrec t cutte r Opera to r s kill 3 5 4 60
P o s itio n o f pa rt o n fixtureP ro ces s co ntro l -Change afte r a fixed # o f pa rts 3 2 4 24
Wo rn to o ling Cutter identified 3 2 3 18
OP 5 0 Final Ins pec tio nFa ilure to fully ins pec t a ll fea tures
No n-co nfo rming pa rt de livered to cus to mer
Inexperience o f ins pec to r/inco mprehens ive checklis t
Ins pectio n check lis t. Tra ining and auditing o f ins pec to rs 6 2 2 24
Safe ty is s ue Defec tive gageCa libra tio n s ys tem. Audited pro cedure 6 1 1 6
Op 6 0 Mark, P ack & Releas eInco rrec t part identifica tio n
No n-co nfo rming pa rt de livered to cus to mer
o pera to r e rro r/ unclear ins truc tio ns No co ntro ls 3 6 9 162
Tracibility Inco rrec t pape rwo rkSigned and reviewed by DQR 3 2 2 12
Inco rrec t # o f pa rts de live red
Failure to meet P /o requirement o pera to r fa iled to co unt Opera to r tra ining 1 4 2 8
Rolls-Royce Proprietary 31
Step 10 - Prioritize corrective actionsStep 10 Step 10 -- Prioritize corrective actionsPrioritize corrective actions
• Tackle highest RPN’s first• How can we reduce the occurrence?• How can we improve the detection?• Use process improvement skills• Where possible apply mistake proofing
techniques. • Standardization across all products or processes• Introduce any change in a controlled manner.
PDSA(traceability and improvement monitor)• Note :- Mistake proofing process will result in
either lower occurrence or detection rankings
Rolls-Royce Proprietary 32
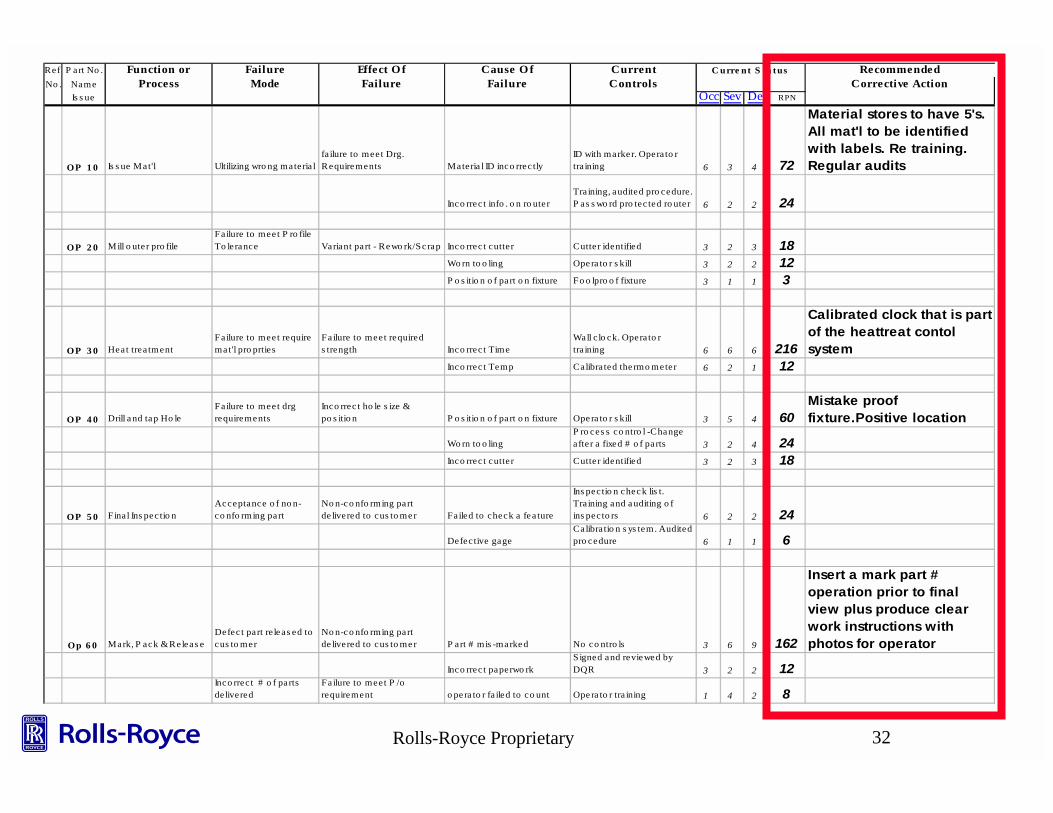
Ref. P art No . Function or Failure Effect O f Cause O f Current C urre nt S ta tus RecommendedNo . Name Process Mode Failure Failure Controls Corrective Action
Is s ue Occ Sev Det RPN
OP 1 0 Is s ue Mat'l Ultilizing wro ng materia lfa ilure to meet Drg. Requirements Materia l ID inco rrec tly
ID with marker. Opera to r tra ining 6 3 4 72
Material stores to have 5's. All mat'l to be identified with labels. Re training. Regular audits
Inco rrec t info . o n ro uterTra ining, audited pro cedure . P as s wo rd pro tec ted ro uter 6 2 2 24
OP 2 0 Mill o uter pro fileFailure to meet P ro file To lerance Variant part - Re wo rk/Scrap Inco rrec t cutte r Cutte r identified 3 2 3 18
Wo rn to o ling Ope ra to r s kill 3 2 2 12P o s itio n o f part o n fixture Fo o lpro o f fixture 3 1 1 3
OP 3 0 Heat trea tmentFailure to meet require mat'l pro prties
Failure to meet required s trength Inco rrec t Time
Wall c lo ck. Opera to r tra ining 6 6 6 216
Calibrated clock that is part of the heattreat contol system
Inco rrec t Temp Calibra ted the rmo meter 6 2 1 12
OP 4 0 Drill a nd tap Ho leFailure to meet drg requirements
Inco rrec t ho le s ize & po s itio n P o s itio n o f part o n fixture Ope ra to r s kill 3 5 4 60
Mistake proof fixture.Positive location
Wo rn to o lingP ro ces s co ntro l -Change afte r a fixed # o f parts 3 2 4 24
Inco rrec t cutte r Cutte r identified 3 2 3 18
OP 5 0 Fina l Ins pec tio nAcceptance o f no n-co nfo rming part
No n-c o nfo rming part de livered to cus to me r Failed to check a fe a ture
Ins pec tio n chec k lis t. Tra ining and a uditing o f ins pec to rs 6 2 2 24
Defec tive gageCalibra tio n s ys tem. Audited pro cedure 6 1 1 6
Op 6 0 Mark, P ack & Releas eDefec t part re le as ed to cus to mer
No n-c o nfo rming part de livered to cus to me r P art # mis -marke d No co ntro ls 3 6 9 162
Insert a mark part # operation prior to final view plus produce clear work instructions with photos for operator
Inco rrec t paperwo rkSigned and reviewed by DQR 3 2 2 12
Inco rrec t # o f parts de livered
Failure to meet P /o requirement o pe ra to r fa iled to co unt Ope ra to r tra ining 1 4 2 8
Rolls-Royce Proprietary 33
Reassess rankings when action completedReassess rankings when action completedReassess rankings when action completed
• FMEA must be a live document
• Review regularly• Reassess rankings whenever
changes made to product and/or process
• Add any new defects or potential problems when found
Rolls-Royce Proprietary 34
• John Grout's Poka-Yoke Page (web page)
• QS9000 FMEA reference manual(SAE J 1739)
• Free Quality Tools Web Site
http://www.campbell.berry.edu/faculty/jgrout/pokayoke.shtml
Www.freequality.org
Web-sites / references with more examples and quality tools: