
Fluid bed processor, gpcg
21
INTRODUCTION TO FLUDISED BED PROCESSOR PRESENTED BY, PRASHANT M. PATIL Research trainee @ USV ltd., Govandi, Mumbai.
-
Upload
prashant-patil -
Category
Health & Medicine
-
view
268 -
download
6
Transcript of Fluid bed processor, gpcg

INTRODUCTION TO FLUDISED BED PROCESSOR
PRESENTED BY,PRASHANT M. PATIL
Research trainee @ USV ltd., Govandi, Mumbai.

CONTENTS
IntroductionTypes of sprays in fluidized bed processerSynchronous & Asynchronous processParts of Fluid Bed Coating MachineProcess Parameters in Fluid Bed CoatingFormulation Parameters in Fluid Bed CoatingApplicationConclusion

INTRODUCTION-Fluid bed processing involves coating,
granulation, drug layering and drying of particulate material.
The most commonly known fluid-bed process for coating in the pharmaceutical industry is the bottom-spray (Wurster) process.
Developed by Dr. Dale Wurster in the late 1950s, the technique is for providing excellent coating uniformity and efficiency.

PRINCIPLE
A fluidized bed is a bed of solid particles through which hot air is passed at high pressure through air distribution plate/bottom of container.
The particles are lifted from the bottom and suspended in air stream. This condition is called fluidized state.
With the help of spray nozzles granulating liquid or coating solution is sprayed to produces granules or coating of particles respectively and then dried with hot air.

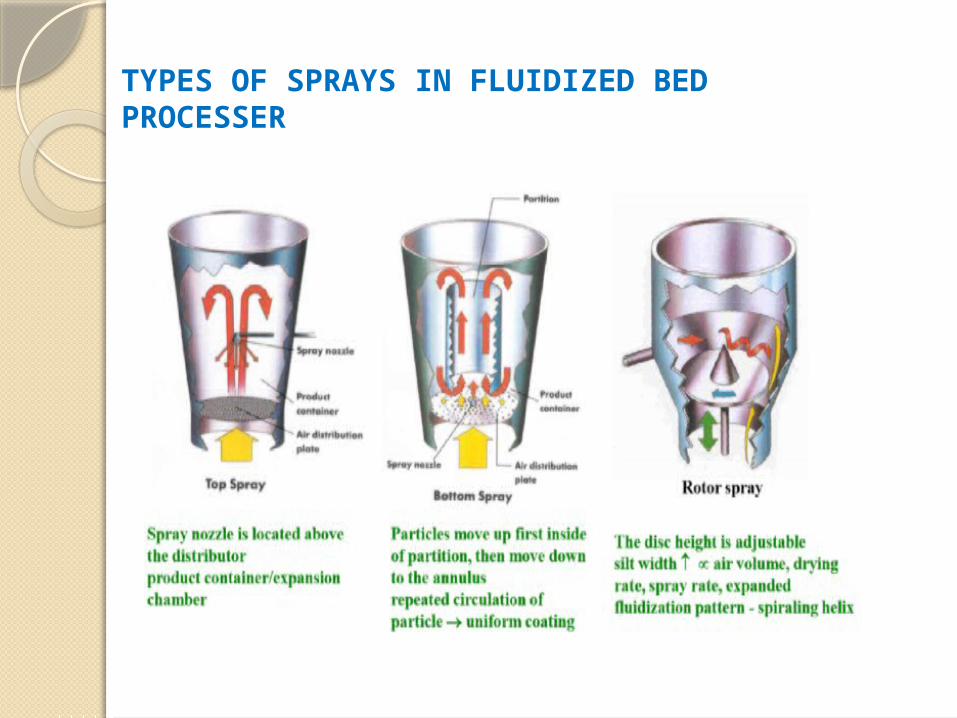
TYPES OF SPRAYS IN FLUIDIZED BED PROCESSER
Depending on the position/location of the spray nozzle fluid-bed processes are characterized by,
1. Top spray, 2. Bottom spray and 3. Tangential spray
TYPES OF SPRAYS IN FLUIDIZED BED PROCESSER

1. TOP SPRAY-Top-spraying is used process for wet granulation, coating,
drying.Spray nozzle is located above the expansion chamber.Coating liquid is sprayed down onto a bed of fluidized
particles.This design of coater is ideal for coating large quantities of
powders, crystals and pellets.
2. BOTTOM SPRAY-The bottom-spray (Wurster) fluid-bed method is very popular
in the pharmaceutical industry for drug layering and for coating to modify or control drug release.
The hot air is passed through the fluidized bed, particulate material are lifted in air stream, solution/suspension sprayed on fluidized bed for granulation and coating.

3. TANGENTIAL SPRAY-
The nozzle is introduced at the side of a product container/expansion chamber.
During processing, three mechanical forces cause particle movement, mixing, and granulating-
First, the spinning of the disk generates a centrifugal force. Second, a lifting force is generated by the hot air passes
through the adjustable disk gap. Third, gravitational force causes material to fall down onto
the disk. These forces provide good mixing and result in granules,
drying, coating with good content uniformity.

SYNCHRONISE & ASYNCHROONISE PROCESS
Asynchronous:During shaking of filter bags air flow and spray is
continuous.
Synchronous:During shaking of filter bags air flow and spray is
discontinued.

Parts of Fluid Bed Coating Machine-
Sr. No. Parts Function
1 Nozzle Droplet size andDistribution is controlled
2 Air DistributionPlate
Distribute fluidizing airbetween the inner and outer partitions
3 Plenum Chamber/draft tube
Air enters, Equalise pressure for more even distribution
4 Cylinder (PG) Particles are actually sucked through the partition gap
5 Filter bags For continuous fluidization
6 Expansion chamber For recurring flow of the particles

Process Parameters in Fluid Bed CoatingParameter Failure
ModeFailure Effects
Atomization Low or High Mass/liquid ratio control droplet size
Blower speed Low or High High airflow causes attrition and generation of fine
Inlet Temperature
Low or HighPremature Drying
Spray Rate Low or High Wet quenching, agglomeration
Strength of coating Sol.
Low or High Blockage of nozzle
Batch Size Low or High Affects Fluidization
Size Distribution
Low or High Affects flow properties

Process Parameters in Fluid Bed CoatingInlet temperature-Inlet temperature is directly affects to the drying of
particulate material. High temp. causes development of static charge.An increase in the inlet air temperature caused a
decrease in average granule size.Atomization-Atomization of the coating solution on the fluidized
bed is depends on atomization air pressure. It is solution to the problem of spraying solution on fluidized bed.

Process Parameters in Fluid Bed Coating
Blower speed- High airflow causes attrition and generation of fines. The complete wurster cycle get proper coating and drying. Proper bubbling is needed uniform coating and drying.
Partition column or air-distribution plate- The partition height and the type of air-distribution plate.
Partition height is determined by the particle size, the substrate density, and the desired velocity of particles passing into the coating zone.
Selection of both the air-distribution plate and the partition height affects the fluidization of the particles.

Air-distribution plate/ Bottom plate-
Sr.No. Bottom plate Particles size
1 A <500 µ
2 B 250 <<1200 µ
3 C 600 <<1800 µ
4 D > 1500 µ and tablets

Process Parameters in Fluid Bed Coating
Spray Rate/ Pump- Spray rate was determined by the drying capacity of the equipment
and area of the air distribution plate. Spray rate directly affects droplet size. Peristaltic pump is used for constant spray rate. If there is excessive wetting, many pellets will form bridges
between them, thus joining together to form large wet lumps which will lead to the defluidization of the bed, the phenomenon known as wet quenching.
Relative humidity- Increase or decrease in RH causes sticking or formation of lumps…. Decrease in RH, development of charge on particles (static charge) Increase in RH causes formation of lumps (sticking)

Formulation Parameters in Fluid Bed Coating Strength of coating Solution-Strength of coating solution plays an important role in
nozzle blockade. Upon increasing the strength of coating solution, the nozzle of Wurster column get blocked due to higher viscosity hence it should not be highly concentrated as well as very much diluted.

Formulation Parameters in Fluid Bed Coating
Batch Size-
Fluidization is affected by the quantity of batch size. At least 50% of the volume external to the partition or the wurster
tube must be occupied by particles to be coated. To calculate capacity of FBP, calculate the external total volume of
the partition, to multiply it by the bulk density of the particles which gives the total capacity in Kg as described in the equation,
Where r1 and r2 are, respectively, the chamber radius and partition radius, L is the length of partition, ρpis bulk density of pellets.

APPLICATION-
FBP is used for improve appearance of drug product.
FBP is used for taste masking unpleasant drug and improve taste by sugar coating.
It is also used for the enteric and stained release coating.
To protect active components from atmospheric degradation.

CONCLUSION-
Fluid bed processor offer unique opportunity to develop coated controlled release products. But various process parameters can alter the performance of a product and hence should be examined thoroughly.
It is important to investigate and understand these variables to ensure a reproducible performance of controlled release products.


REFERANCE FLUIDIZED BED PROCESSING FORMULTIPARTICULATES,
by Vipin Saini, rasayan journal, Vol.2, No.2 (2009) 447-450. Saurabh Srivastava, Garima Mishra, Fluid Bed Technology:
Overview and Parameters for Process Selection, International Journal of Pharmaceutical Sciences and Drug Research 2010; 2(4): 236-246.
Amit Khandagade, Vinita kale & Ravi sinha, CRITICAL QUALITY RISK ANALYSIS OF PROCESS PARAMETERS OF FLUID BED COATING TECHNOLOGY, International Journal of Industrial Engineering & Technology (IJIET), ISSN 2277-4769, Vol. 3, Issue 4, Oct 2013, 15-24.


















