flooding & floating
6
www.coatingstech.org Flooding and Floating in Latex Paint Huang Ying, † Cheng Jiang, Wen Xiufang, and Yang Zhuoru—South China University of Technology* *Research Institute of Chemical Engineering, Guangzhou, 510640, China. † Author to whom correspondence should be addressed. Voice/fax: 86.20.87112057.807; [email protected]. Flooding and floating are problems in many paint applications. If pigment concentration is uniform on the surface but not through the thickness of the film, one refers to ‘flooding’ (horizontal separation). If, however, concentration differences are visible across the surface of the paint film, one refers to ‘floating’ (vertical separation). In this article, the influence of pig- ment, filler, additives, and processing conditions on the flooding and floating of colored latex paint were investigated. It was discovered that too broad a distribution of pigment and filler particle size can lead to flooding and floating. Different lev- els of pigment (TiO 2 ) or filler (kaolin) loading cause diverse degrees of flooding and floating. Waterborne coatings that do not exhibit flooding or floating may show these conditions when diluted. Using dispersants or thickeners with hydrophobic constituents, increasing viscosity, reducing surface tension, etc., all help to prevent or reduce flooding and floating. Comparison tests revealed little influence of processing conditions on flooding or floating. Keywords: Flooding, floating, latex paint, exterior wall coating July 2004 213 JCT Research, Vol. 1, No. 3, July 2004 W hen pigment and emulsion dispersions in wa- terborne paint are not stable, asymmetric sepa- rations can take place. They are often accompa- nied by flocculation. If there is sufficient dissociation and flocculation, stripe or grid patterns can be seen on films. This defect is called color floating. In other cases, the sep- arations are rather regular, pigments concentrate on the surface, causing a uniform color difference from the nor- mal paint. This is called flooding. Floating may be looked upon as a vertical separation of pigments, and flooding as a horizontal separation. Figures 1 and 2 show floating in a latex paint and its conversion to flooding with the ad- dition of silicon oil. Flooding and floating occur during the application of colored latex paint. 1 They complicate color matching, waste color paste or pigment, and can hurt appearance, flow and leveling, hiding power, tint strength, gloss, and the resistance of the paint film to wa- ter and alkali. 2-4 It is widely accepted that there are many components and factors that influence flooding and floating. Among these factors are: (1) Stability of pigment and emulsion dispersion— Inorganic pigments in aqueous coatings have been inves- tigated using atomic force microscopy and microprobe an- alyzers. 5 Dispersability of organic pigments aggregation degree has been determined, 6 and rheological, electroki- netic properties and surface chemistry of waterborne dis- persions have also been studied. 7-8 When excessive floccu- lation and precipitation occur, flooding and floating happen. So absorbing suitable dispersants on pigments and forming an optimum absorption layer will exert a beneficial influence on flooding and floating resistance. (2) Flow currents within the film 9-10 —In the wet film, as water volatilizes, the temperature, surface, and interfacial tension will decline, more hydrophilic pigments will be carried with water to the surface, and Bénard cells are formed. 11 Bénard cells in a wet film are illustrated in Figure 3. Bénard cells will persist until the coating is too viscous for the particles to move. In many cases, flooding and floating are more likely to occur in humid circumstances than in dry air. Increasing the viscosity and reducing the surface tension of the system can alleviate flooding and floating. 12 (3) The emulsion used—Binder, like pigment, requires sur- factants for dispersion and stabilization. If the emulsion and color paste are not compatible, or if the emulsion or color paste is deprived of surfactants, the stability of the dis- persion will be reduced, and flooding and floating may ap- pear. 13 So testing compatibility between emulsion and color paste before production is essential. Methods for assessing pigment dispersion have been compared by Van et al. 14 Figure 1—Floating and flooding defects. (A) floating, (B) normal, (C) floating converts to flooding after silicon oil is added.
Transcript of flooding & floating

www.coatingstech.org
Flooding and Floating in Latex PaintHuang Ying,† Cheng Jiang, Wen Xiufang, and Yang Zhuoru—South China University of Technology*
*Research Institute of Chemical Engineering, Guangzhou, 510640, China.†Author to whom correspondence should be addressed. Voice/fax: 86.20.87112057.807; [email protected].
Flooding and floating are problems in many paint applications. If pigment concentration is uniform on the surface but notthrough the thickness of the film, one refers to ‘flooding’ (horizontal separation). If, however, concentration differences arevisible across the surface of the paint film, one refers to ‘floating’ (vertical separation). In this article, the influence of pig-ment, filler, additives, and processing conditions on the flooding and floating of colored latex paint were investigated. It wasdiscovered that too broad a distribution of pigment and filler particle size can lead to flooding and floating. Different lev-els of pigment (TiO2) or filler (kaolin) loading cause diverse degrees of flooding and floating. Waterborne coatings that donot exhibit flooding or floating may show these conditions when diluted. Using dispersants or thickeners with hydrophobicconstituents, increasing viscosity, reducing surface tension, etc., all help to prevent or reduce flooding and floating.Comparison tests revealed little influence of processing conditions on flooding or floating.
Keywords: Flooding, floating, latex paint, exterior wall coating
July 2004 213
JCT Research, Vol. 1, No. 3, July 2004
When pigment and emulsion dispersions in wa-terborne paint are not stable, asymmetric sepa-rations can take place. They are often accompa-
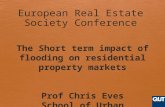
nied by flocculation. If there is sufficient dissociation andflocculation, stripe or grid patterns can be seen on films.This defect is called color floating. In other cases, the sep-arations are rather regular, pigments concentrate on thesurface, causing a uniform color difference from the nor-mal paint. This is called flooding. Floating may be lookedupon as a vertical separation of pigments, and flooding asa horizontal separation. Figures 1 and 2 show floating ina latex paint and its conversion to flooding with the ad-dition of silicon oil. Flooding and floating occur duringthe application of colored latex paint.1 They complicatecolor matching, waste color paste or pigment, and canhurt appearance, flow and leveling, hiding power, tintstrength, gloss, and the resistance of the paint film to wa-ter and alkali.2-4
It is widely accepted that there are many componentsand factors that influence flooding and floating. Amongthese factors are:
(1) Stability of pigment and emulsion dispersion—Inorganic pigments in aqueous coatings have been inves-tigated using atomic force microscopy and microprobe an-alyzers.5 Dispersability of organic pigments aggregationdegree has been determined,6 and rheological, electroki-netic properties and surface chemistry of waterborne dis-persions have also been studied.7-8 When excessive floccu-lation and precipitation occur, flooding and floatinghappen. So absorbing suitable dispersants on pigmentsand forming an optimum absorption layer will exert abeneficial influence on flooding and floating resistance.
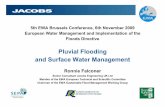
(2) Flow currents within the film9-10—In the wet film, aswater volatilizes, the temperature, surface, and interfacialtension will decline, more hydrophilic pigments will becarried with water to the surface, and Bénard cells areformed.11 Bénard cells in a wet film are illustrated in Figure3. Bénard cells will persist until the coating is too viscousfor the particles to move. In many cases, flooding andfloating are more likely to occur in humid circumstancesthan in dry air. Increasing the viscosity and reducing thesurface tension of the system can alleviate flooding andfloating.12
(3) The emulsion used—Binder, like pigment, requires sur-factants for dispersion and stabilization. If the emulsionand color paste are not compatible, or if the emulsion orcolor paste is deprived of surfactants, the stability of the dis-persion will be reduced, and flooding and floating may ap-pear.13 So testing compatibility between emulsion and colorpaste before production is essential. Methods for assessingpigment dispersion have been compared by Van et al.14
Figure 1—Floating and flooding defects. (A) floating, (B) normal, (C) floating converts to flooding after silicon oil is added.

(4) Application conditions—Humidity, temperature, andprocessing are also influential.15
A variety of approaches have been used to alleviateflooding and floating, such as forming coflocculates,16-17
using leveling agents,18 or adding shear thickeners.19
However, how the essential components in latex paint in-fluence the defects of flooding and floating has seldombeen reported.
In this article, the influence of pigment, filler, addi-tives, and processing conditions on flooding and floatingis studied. Correlative measures to prevent or alleviateflooding and floating are also proposed.
EXPERIMENTAL
Materials
Primal AC-261, from Rohm and Haas, was used asemulsion. CPS Monicolor universal color pastes were usedfor color. Dupont TiO2, kaolin from Jinyang in ShanXi,China, and talc from Longguang in GuangXi, China wereused as pigment and fillers. Henkel and BYK additiveswere used as dispersants and defoamers, etc.
Instruments
An MP200A electronic scale from Shanghai, China anda GFJ-0.4 high speed dispersing plant in Shanghai, Chinawere used to produce the paint. A 480KU viscometer fromSheen Instruments Ltd., U.S. and a Brookfield DV-II vis-cometer from Brookfield Engineering Laboratories, U.S.,ICI cone and plate viscometer from Research EquipmentLtd., a QXD-25 to QXD-150 fineness of grind gauge fromTianjin, China, a tensionmeter 70535 surface tension ap-paratus from CSC-Dunouy, and a WGG-B three-angle dig-ital glossmeter from Fujian, China were used to evaluateand survey the experiments.
Experimental Design
The acrylate emulsion and color paste were tested forcompatibility. First, the emulsion and color paste wereblended at a 50:1 ratio. After storage at 50°C for 30 days, thefineness was measured. If the fineness was below 30 µm, theemulsion and color paste were considered compatible. Ifthe fineness was above 50 µm, they were considered incom-patible. If it was between 30 and 50 µm, they were consid-ered partially compatible. Other ingredients were let-downand the latex paint was produced. Paint was applied on thesubstrate (asbestine plank) to form films and flooding andfloating of the wet films were evaluated.
To study how pigment and filler influence flooding andfloating, we designed the following experiments:
(1) Different amounts of TiO2 (4, 10, 23 wt%) and var-ious amounts of monoazo red (0.1, 0.5, 1, 2, 5, and 10wt%), were added to the basic paint.
H. Ying et al.
JCT Research214 July 2004
Figure 2—Illustrating diagrams of floating and flooding defects. (A)normal, (B) floating, (C) floating converts to flooding after siliconoil is added.
Figure 3—Bénard cells in wet film. Figure 4—Floating in paint with different titanium.

(2) Using a formulation with 10 wt% TiO2 in the basicpaint, colored by 0.1 wt% monoazo red, we added 5, 10,and 15 wt% water to dilute the paint and stored it natu-rally for seven days.
(3) With no change to the other ingredients in the paint,we used differing kaolin contents; the kaolin contents usedwere: 8, 11, and 14, and 17 wt%, colored by monoazo redand carbon black both at 0.1 wt%.
(4) We produced three groups of paint with kaolin andtalc of various particle sizes, TiO2, and other ingredients asabove:
(a) kaolin (38 µm) + talc (38 µm)(b) kaolin (38 µm) + talc (10 µm)(c) kaolin (10 µm) + talc (10 µm)(d) kaolin (2 µm) + talc (10 µm)
All were colored with monoazo red and carbon black,both at 0.1 wt%.
(5) Several groups of surfactants were investigated to re-veal how the surfactants influence flooding and floating:
(a) 0.8 wt% SN-Dispersant 5040(b) 0.8 wt% SN-Dispersant 5027(c) 0.2 wt% SN-Dispersant 5040 + 0.6 wt% SN-Dispersant
5027
Other ingredients were unchanged; the formulationswere colored by monoazo red and carbon black, both at0.1 wt%, and then brushed. After the films dried, wemeasured the brightness and saturation to compare dis-persion stability.
(6) Three types of thickeners were used to increase vis-cosity: cellulose QP-4400, acrylic CR2, and polyurethaneSN-612. We adjusted the viscosity between 85–95 KU withthe three thickeners; QP-4400 was added before other in-gredients, while CR2 and SN-612 were added in the lastphase of production. They were all colored by 0.1 wt%monoazo red and carbon black.
(7) To see whether processing affects flooding andfloating of coating, we added 0.1 wt% monoazo red in thecoating in four different ways: (a) Dispersed with titaniumunder high speed agitating; (b) Added after high speed ag-itation dispersion of titanium and filler, and before emul-
Flooding and Floating in Latex Paint
www.coatingstech.org July 2004 215
Table 1—Compatibility of Acrylate Emulsion and Color Paste
Emulsion and Color Paste Only Coatings with Other Ingredients
Bin stability FinenessColor Paste (50°C, 30 days) (µµm) Compatibility Inside Surfacea
Anthraquinone red............ Uniform 28 Compatible Uniform Red floating at the brim2, flooding2
Monoazo red .................... Uniform 21 Compatible Uniform Floating4, flooding3
Indian red ......................... Uniform 30 Compatible Uniform Floating1, flooding1
Quinoline yellow............... Uniform 26 Compatible Uniform Floating1, flooding1
Monoazo yellow ............... Uniform 22 Compatible Uniform Floating1, flooding1
Disazo yellow.................... Uniform 25 Compatible Uniform Floating2, flooding1
Ferrite yellow .................... Uniform 29 Compatible Uniform Floating2, flooding1
Brown iron oxide .............. Uniform 28 Compatible Uniform Floating1, flooding1
Phthalocyanine green ....... Uniform 28 Compatible Uniform Floating4, flooding3
Phthalocyanine blue.......... Uniform 26 Compatible Uniform Blue floating at the brim2, flooding2
Quinacridone violet .......... Uniform 23 Compatible Uniform White floating1, flooding1
Delphine violet ................. Uniform 25 Compatible Uniform White floating1, flooding1
Carbon black .................... Flooding2 40 Partially compatible Uniform Floating4, flooding3
(a) Note 1, 2, 3, 4 indicate the degree of floating and flooding: 1 = slightest, 4 = most severe; the same coding scheme is used in all tables.
Table 2—Influence of Titanium Content on Flooding and Floating
Flooding and Floating Condition
TiO2 Content 4 wt% 10 wt% 23 wt%
Color paste 0.1 Floating2, flooding2 Uniform Floating2, flooding2
content (wt%) 0.5 Floating2, flooding2 Uniform Floating2, flooding2
1 Floating1, flooding1 Floating1, flooding1 Floating2, flooding2
2 Floating1, flooding1 Floating1, flooding1 Floating3, flooding3
5 None Floating2, flooding2 Floating3, flooding3
10 None Floating2, flooding2 Floating4, flooding4
Figure 5—The floating results of carbon black with different kaolincontents.

sion addition; (c) Added after the basic paint is produced,that is, the last in order; and (d) Color paste premixedwith emulsion, then added into the paint in the usual or-der. Flooding and floating were evaluated for each afternatural and accelerated storage at 50° for 30 days.
RESULTS AND DISCUSSION
Influence of Emulsion
The results of the compatibility experiment of acrylateemulsion and color paste are shown in Table 1.
It can be seen that most color pastes are compatiblewith the emulsion, except that carbon black paste is par-tially compatible. However, in the paint produced withthe same emulsion and different paste, flooding and float-ing appear in varying degrees, in which monoazo red andcarbon black paint are most severe. That is why we chosemonoazo red and carbon black paste for the following ex-periments. In the case of quinacridone violet and del-phine violet, white color floats on the surface. It can beconcluded that, in most cases, the emulsion is not themain cause of flooding and floating.
Influence of Pigments and Fillers
The influence of TiO2 content on flooding and floatingis shown in Table 2 and Figure 4. It can be seen that paintswith different TiO2 content differ in flooding and floating.This is because pigment particles vary in hydrophilicity.While a volatile component like propylene glycol which isused as a cold-resistant agent evaporates, it carries rathermore lipophilic particles to the surface, so the scission ofcolor emerges. Usually, 20–30% TiO2 content latex is used
for the preparation of light tint paint, 8–13% TiO2 contentlatex is used for the preparation of a medium shade coat-ing, and < 4% TiO2 content latex is used in deep color pro-duction. To summarize, high TiO2 makes flooding andfloating worse, especially with high paste content. The 10wt% level may not be the optimum, but it certainly is bet-ter than the others at low paste content.
The effect of dilution with water on flooding and float-ing is shown in Table 3.
It is observed that, when a nonfloating paint is dilutedwith water, flooding and floating may occur, or theirseverity may increase. When more water is added to thepaint, the dispersants are diluted and there is compara-tively less dispersant available to stabilize the pigment.The paint becomes more hydrophilic, so lipophilic com-ponents are more likely to phase separate. Last, but by nomeans least, the decrease of viscosity makes the move-ment of particles easier. The addition of water also tendsto raise the surface tension, inducing more severe Bénardcell flows.
The influence of kaolin content on flooding and float-ing is shown in Table 4, and the floating results of carbonblack are plotted in Figure 5.
The main component of kaolin is Al2O3•2SiO2•2H2O. Ithas some other names, such as hydrated aluminum sili-cate, China clay, white bole, etc. It can engenderthixotropic structure, form a kind of spatial network struc-ture, and prevent aggregation of pigment particles, thusalleviating flooding and floating.
It is found that there is an optimum content of kaolin.Increasing concentration favors dispersion stability, butmakes dispersion difficult. Application properties andgloss are impaired at high concentrations. Based on Table
H. Ying et al.
JCT Research216 July 2004
Table 3—Flooding and Floating Difference of Latex Paint Diluted with Water
Flooding and Floating Condition
Dilution ratio ............................................... 5 wt% 10 wt% 15 wt%
0.1 wt% paste + 10 wt% TiO2..................... Flooding1, floating1 Flooding2, floating 3 Flooding3 , floating4
Table 4—Influence of Kaolin Content on Flooding and Floating
Kaolin Content 8 wt% 11 wt% 14 wt% 17 wt%
Carbon black ..............Film status after natural setting Floating1 Floating1 Floating1 Floating2
for one week flooding2 flooding1 no flooding floating2
Film status after accelerated Floating3 Floating2 Floating1 Blockingstorage for one month flooding3 flooding2 no flooding
Monoazo red..............Film status after natural setting Floating2 Floating1 Floating1 Floating2
for one week flooding2 flooding1 no flooding floating2
Film status after heat Floating3 Floating2 Floating1 Blockingaccelerating storage for one month flooding3 flooding2 no flooding
Table 5—Influence of Particle Size on Flooding and Floating
Test Item .................................. Kaolin (38 µm) Kaolin (38 µm) Kaolin (10 µm) Kaolin (2 µm)+talc (38 µm) +talc (10 µm) +talc (10 µm) +talc (10 µm)
Monoazo red (0.1 wt%)........... Floating3, flooding2 Floating3, flooding1 Floating1, no flooding None
Carbon black (0.1 wt%)........... Floating3, flooding3 Floating2, flooding1 Floating1, no flooding None

4, 14 wt% is a comparatively effective dosage. In practice,several fillers are often used in combination to meet per-formance requirements.
Small particle size tends to alleviate flooding and float-ing. According to Stokes’ law, the velocity of spherical par-ticles sinking in a liquid is given by:
V = D(dpi–dbi)r2/η
where V: velocity; D: proportional constant; η: viscosity;dpi: density of pigment; dbi: density of binder; r: pigmentradius. This equation indicates that sinking velocity de-creases when the particle size decreases, or the differencebetween pigment and binder density is reduced, or binderviscosity increases. The effect of particle size on floodingand floating is shown in Table 5.
Influence of Additive Agents
The influence of dispersants on flooding and floating isshown in Table 6. SN-Dispersant 5040 is a special polysodiumcarboxylate dispersant for latex paint. SN-Dispersant 5027is a polyammonium carboxylate with higher molecularweight than 5040. 5027 is more lipophilic and has lower
surface tension. For the higher steric hindrance and lowersurface tension, 5027 is good at alleviating flooding andfloating; but 5040 has higher dispersing efficiency whenused alone, so the use of both shows the best effect.
Sedimentation can be adjusted by increasing viscosity.CR2 is an acrylic thickening agent; a schematic of its struc-ture is shown in Figure 6. Its hydrophilic “segment” coa-lesces with water to thicken, and its lipophilic segment’shydrophobic function keeps the particles detached, andforms a steric network, thus controlling flooding andfloating. It can be seen from Table 7 that steric hindranceplays an important role in the control of flooding andfloating.
QP4400 is a kind of hydroxyethylcellulose fromCellosize, and SN-612 is another hydroxyethylcellulosefrom Henkel Ltd. Hydroxyethylcellulose is widely used inpaint. However in this case, it is less effective in reducingfloating, for CR2 is more similar in structure to and com-patible with the dispersants. So, the compatibility be-tween thickener and dispersant is very important.
The influence of different viscosities (adjusted usingCR2, since it is the most effective thickener among thethree) on flooding and floating is elucidated in this exper-
Flooding and Floating in Latex Paint
www.coatingstech.org July 2004 217
Table 7—Influence of Different Thickeners on Flooding and Floating
Thickener
QP4400 CR2 SN-612
Content............... 1.5 wt% 1.2 wt% 1 wt%Viscosity .............. 92.1 92.3 91.8Monoazo red....... Floating3, flooding3 Floating1, flooding1 Floating2, flooding2
Carbon black....... Floating3, flooding3 Floating1, flooding1 Floating3, flooding3
Table 6—Influence of Dispersants on Flooding and Floating
Dispersants Flooding and Floating Surface Tension (dyn/cm)
Carbon black ...... 5027 (0.8 wt%) Floating1, flooding1 34.55040 (0.8 wt%) Floating2, flooding2 41.5
5027 (0.6 wt%) + 5040 (0.2 wt%) None 37.1
Monoazo red ...... 5027 (0.8 wt%) Floating1, flooding1 34.35040 (0.8 wt%) Floating1, flooding2 41.8
5027 (0.6 wt%) + 5040 (0.2 wt%) None 37.0
Table 8—Influence of Viscosity on Flooding and Floating
CR2 content.......................... 0.8 wt% 0.85 wt% 0.9 wt% 0.95 wt%Viscosity (KU) ....................... 89 94 103 112Monoazo red........................ Floating3, flooding3 Floating2, flooding2 Floating1, flooding1 Floating1, flooding1
Carbon black........................ Floating3, flooding3 Floating3, flooding3 Floating1, flooding1 Floating1, flooding1
Table 9—Influence of Processing on Flooding and Floating
Processing 1 2 3 4
Monoazo red After natural setting (3 days) None Almost none Floating1, flooding1 Floating1, flooding1
After natural setting (7 days) Almost none Almost none Floating1, flooding1 Floating1, flooding1
After accelerated storage for 1 month Floating2, flooding2 Floating2, flooding2 Floating2, flooding2 Floating2, flooding2

H. Ying et al.
JCT Research218 July 2004
iment; the results can be seen in Table 8. It is found thathigher viscosity reduces flooding and floating.
Influence of Processing
It can be seen from Table 9 that processing has little in-fluence on flooding and floating. In practice, color paste isadded as process number 3 according to the principles ofconvenience, speediness, and economy.
CONCLUSIONSIn this article, flooding and floating in latex paint were
studied and the causes were summarized from the aspectof components. Ways to alleviate flooding and floating inwaterborne coatings were explored. The following conclu-sions can be drawn:
(1) Generally, color pastes are compatible or partiallycompatible with the emulsion. However, in the paint pro-duced with the same emulsion and different paste, flood-ing and floating appear in various degrees. So, emulsion isnot the main cause of flooding and floating.
(2) Paints with different pigment or filler contents dif-fer in flooding and floating conditions. It is because pig-ment particles are different in hydrophilic property andlipophilic nature. Usually, 20–30% TiO2 content latex isused for preparing light tint paint; 8-13% TiO2 content la-tex is used for preparing a medium shade coating; and < 4%TiO2 content latex is used in deep colored paint production.Reducing the surface tension, increasing the viscosity, andusing finer particles help to prevent flooding and floating.
(3) Steric hindrance in both dispersants and thickenersplays an important role in the control of flooding andfloating.
(4) Processing conditions have little influence onflooding and floating.
To sum up, reducing the surface tension, forming spa-tial network structure, decreasing the particle size, mini-mizing the difference between pigment and binder den-sity, and increasing viscosity are helpful in preventingflooding and floating.
References(1) Graystone, J.A., Surface Coatings International, (80)11: 516-522
(1997).(2) Fujitani, T., Prog. Org. Coat., 29, 97-105 (1996).(3) Guner, F.S., Gumusel, A., Calica, S., and Erciyes, A.T., “Study of
Film Properties of Some Urethane Oils,” JOURNAL OF COATINGS
TECHNOLOGY, 74, No. 929, 55 (2002).(4) Schoff, C.K., “Surface Defects: Diagnosis and Cure,” JOURNAL OF
COATINGS TECHNOLOGY, 71, No. 888, 56 (1999).(5) Somasundaran, P. and Krishnakumar, S., Colloids Surf. A, 123-
124, 491-513 (1997).(6) Daescu, C., Dye and Pigments, Vol. 38, No. 1-3, pp.173-180, 1998.(7) Huynh, L. and Jenkins, P., Colloids Surf. A, 190, 35-45 (2001).(8) Morris, G.E., Skinner, W.A., Self, P.G., Smart, R. St. C., Colloids
Surf. A, 155, 27-41 (1999).(9) Visschers, M., Laven, J., and van der Linde, R., “Film Formation
from Latex Dispersions,” JOURNAL OF COATINGS TECHNOLOGY, 73,No. 916, 49 (2001).
(10) Lofflath, F. and Gebhard, M., “Rheological Changes During theDrying of a Waterborne Latex Coating,” JOURNAL OF COATINGS
TECHNOLOGY, 69, No. 867, 55 (1997).(11) Hester, R.D. and Squire, D.R. Jr., “Rheology of Waterborne
Coatings,” JOURNAL OF COATINGS TECHNOLOGY, 69, No. 864, 109(1997).
(12) Weidner, D.E., Schwartz, L.W., and Eley, R.R., Colloid InterfaceSci., 179, 66-75 (1996).
(13) Brown, R.F.G. et al., Prog. Org. Coat., 30, 185-194 (1997).(14) Van, S.T., Velamakanni, B.V., and Adkins, R.R., “Comparison of
Methods to Assess Pigment Dispersion,” JOURNAL OF COATINGS
TECHNOLOGY, 73, No. 923, 61 (2001).(15) Schwartz, L.W., Roy, R.V., and Eley, R.R., Colloid Interface Sci.,
234, 363-374 (2001).(16) Volz, H.G., Prog. Org. Coat., 33, 101-107 (1998).(17) Reuter, E., Silber, S., and Psiorz, C., Prog. Org Coat., 37, 161-167
(1999).(18) Eley, R.R. and Schwartz, L.W., “Interaction of Rheology,
Geometry, and Process in Coating Flow,” JOURNAL OF COATINGS
TECHNOLOGY, 74, No. 932, 43 (2002).(19) Strivens, T.A., Paint and Surface Coatings: Theory and Practice, 2nd
ed., Woodhead Pub. Ltd., 1999.
Figure 6—Structure scheme of CR2.