
FlexiRotorS 3000 - · PDF fileConsequently FlexiRotorS 3000, besides guaranteeing the highest...
17
FlexiRotorS 3000 Automatic rotor spinning frame
Transcript of FlexiRotorS 3000 - · PDF fileConsequently FlexiRotorS 3000, besides guaranteeing the highest...
1
FlexiRotorS 3000
Automatic rotor spinning frame

2 3
F l e x i R o t o r S 3 0 0 0
FlexiRotorS 3000 / Duo-Spinner
Why?The need to supply smaller lots of yarn is increasingly felt also in the rotor spinning field where quick and reliable delivery times are a must.While the technologically advanced components of the spinning boxes and the ease and rapidity, with which they are changed, have made rotor spinning so highly flexible in terms of processing possibilities and ranges, it also holds true that the machines available on the market today do not have the same industrial flexibility.Because of this, it was essential to offer a “totally flexible” rotor spinning process besides guaranteeing the technological performances of quality and speed, which have already been reached by using a new high quality spinning box.
Consequently FlexiRotorS 3000, besides guaranteeing the highest speed and take-up performances, ensures:• bestproductionplanning• minimised“unproductivetime”• highqualityyarnandpackages
thanksto:• indipendentsides• intelligentpiecinganddoffingtrolleys• “electronic”take-upofthecertifiedpackage.
Flexabilityiswhatweareofferingwithournewrotor spinning frame

4 5
F l e x i R o t o r S 3 0 0 0
Electronicpackagetake-up
152 mm 100 mm B
Groovedrolltraverse/
Thread
guidesp
eed
/
V1
Thread
guidespeed
100 mt 100 mt
A
V2V3
V3V2V1
E.P.B. (Electronic PackageBuilding)
Speed profile within the traverse
Alternating variation of frequency
All the parameters listed above can be set on the PC that controls the electronic driving device (Electronic Threadguide Drive) on the control headstock. Via the PC in fact, it is possible to make packages of different sizes, densities and crosswinding angles according to market requirements and the downstream processes. Packages can also be made with a different traverse and centring in relation to the centre line of the tube.
• Crosswindingangle• Threadguideunitdynamics: • threadguidespeedprofile
within the traverse• anti-patterningvariation • variationoftheanti-
patterning frequency • randomvariationofthe
anti-patterning frequency • axialdisplacement • axialdisplacement
frequency • traverseadjustment • variablelengthreserve

6 7
F l e x i R o t o r S 3 0 0 0
Certifiedelectronicpackagetake-up
Packageswithamaximumdiameterof320mmincylindricalpackagesweighing6kilograms,thankstothecharacteristicsandE.P.B.(ElectronicPackageBuilding).
Higher warping creel allocation and fewer tubes in circulation.This saving can be quantified as about 30% if it refers to the maximum weights obtainable with other machines with the same diameter.
Fromacylindricaltoataperedpackage
A simple “tapered take-up kit” can be fitted to each winding unit to change the package from cylindrical to conical type.
QuickchangeofthecradlecentresThanks to the particular configuration of the cradle, the cone holders can be changed easily using a simple tool.
PackagescertifiedforlengthanddensityOnce the package length is reached – set on the PC – the diameter is also checked during doffing. Any packages with diameters smaller or larger than the tolerance range set on the PC are not discharged and the unit goes into the alarm status.

8 9
F l e x i R o t o r S 3 0 0 0
Flexiblepiecinganddoffingcycle
Control logicThe doffing and piecing trolley is able to control both sides of the machine as follows:• eachtrolleyisstrictlybound
toitsownside;• bothtrolleyscontrolthetwo
sidesseparately(automaticsharingoftheworkload);
• ifonetrolleyisbeingserviced,theotheronecontrolsbothsides.
When going from one front to the other, the trolleys are automatically set with the adjustmentsrequiredbythefront on which they are going to work.
TotallyflexiblepiecinganddoffingcycleShould one of the operations, necessary to complete the cycle fail, same is repeated. This is thanks to the total independency of all the devices which are powered individually by stepping motors.
Monitoring the cycleA set of sensors, mounted on the units, monitor not only the various mechanical phases of their movements or rotation, but also the presence and correct position of the yarn in each phase.Asaresult,mechanicalandtechnologicalsplicingrepetitivenessisguaranteed.
Machineefficiencywith2trolleys
> 240 spinning units / > 288 spinning units / > 312 spinning units / > 360 spinning units /
Machineefficiencywith4trolleys
> 240 spinning units / > 288 spinning units / > 312 spinning units / > 360 spinning units /
60
50
70
80
90
100
54,543,532,7
60
50
70
80
90
100
54,543,532,7
60
50
70
80
90
100
54,543,532,7
60
50
70
80
90
100
54,543,532,7
Efficiency % / Efficiency % /
Packagetake-uptime(hr) Packagetake-uptime(hr)
10 11
F l e x i R o t o r S 3 0 0 0
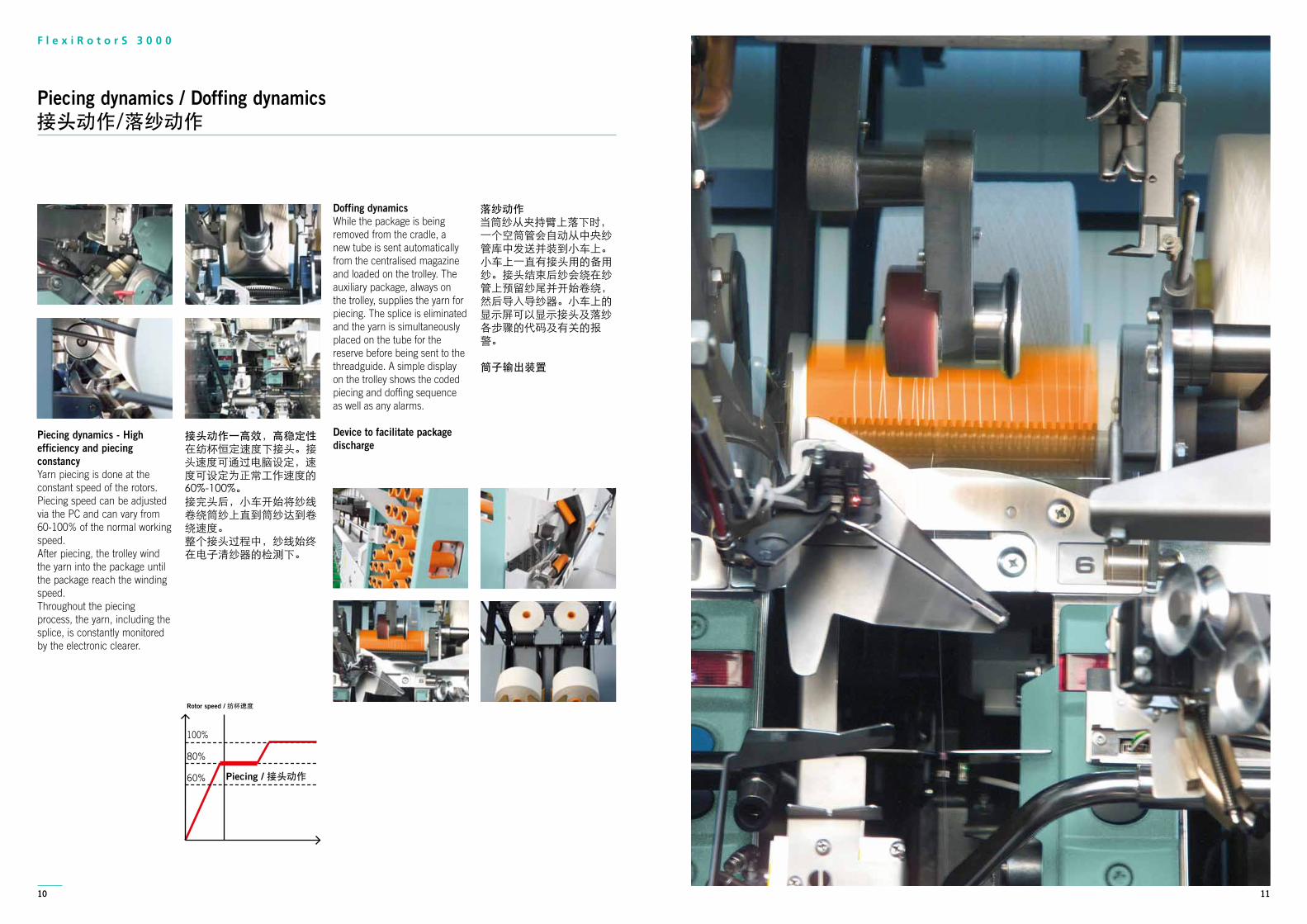
Piecingdynamics/Doffingdynamics
Piecingdynamics-HighefficiencyandpiecingconstancyYarn piecing is done at the constant speed of the rotors.Piecingspeedcanbeadjustedvia the PC and can vary from 60-100% of the normal working speed.After piecing, the trolley wind the yarn into the package until the package reach the winding speed.Throughout the piecing process, the yarn, including the splice, is constantly monitored by the electronic clearer.
100%
80%
Piecing/
Rotorspeed/
60%
DoffingdynamicsWhile the package is being removed from the cradle, a new tube is sent automatically from the centralised magazine and loaded on the trolley. The auxiliary package, always on the trolley, supplies the yarn for piecing. The splice is eliminated and the yarn is simultaneously placed on the tube for the reserve before being sent to the threadguide. A simple display on the trolley shows the coded piecing and doffing sequence as well as any alarms.
Devicetofacilitatepackagedischarge
12 13
F l e x i R o t o r S 3 0 0 0
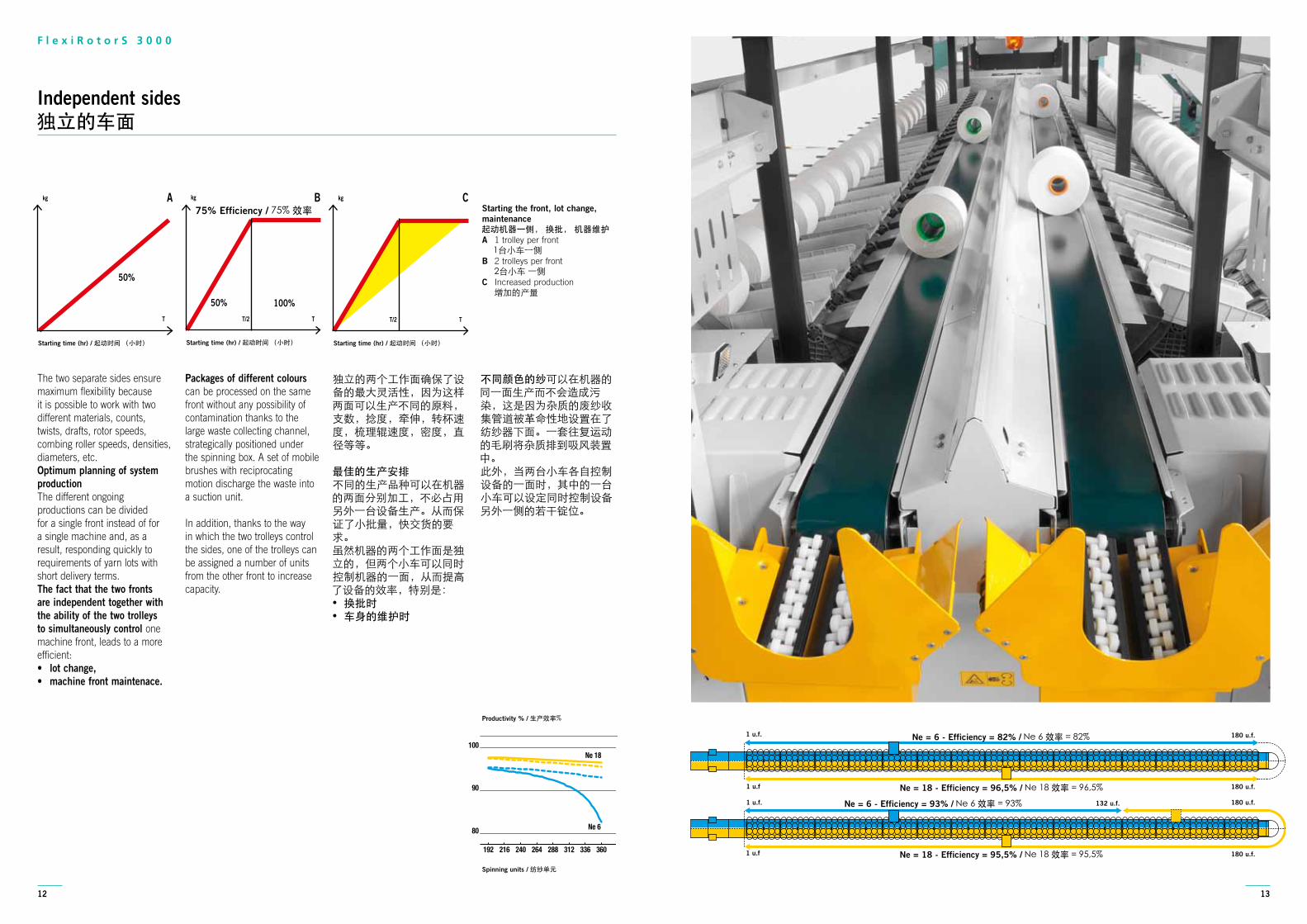
Ne = 6 - Efficiency = 93% /
Ne=18-Efficiency=95,5%/
Ne = 6 - Efficiency = 82% /
Ne=18-Efficiency=96,5%/
180u.f.
132u.f. 180u.f.
180u.f.
180u.f.
1u.f.
1u.f
1u.f
1u.f.
360336312288264240216192
Ne 18
Ne 680
90
100
Productivity%/
Spinning units /
Independentsides
The two separate sides ensure maximum flexibility because it is possible to work with two different materials, counts, twists, drafts, rotor speeds, combing roller speeds, densities, diameters, etc.Optimum planning of system productionThe different ongoing productions can be divided for a single front instead of for a single machine and, as a result, responding quickly to requirements of yarn lots with short delivery terms.Thefactthatthetwofrontsareindependenttogetherwiththeabilityofthetwotrolleysto simultaneously control one machine front, leads to a more efficient:• lotchange,• machinefrontmaintenace.
Startingthefront,lotchange,maintenance
A 1 trolley per front B 2 trolleys per front C Increased production
50%
kg
Startingtime(hr)/
50%
kg
Startingtime(hr)/
100%
75% Efficiency /
T T/2 T
kg
T/2 T
Startingtime(hr)/
CBA
Packagesofdifferentcolourscan be processed on the same front without any possibility of contamination thanks to the large waste collecting channel, strategically positioned under the spinning box. A set of mobile brushes with reciprocating motion discharge the waste into a suction unit.
In addition, thanks to the way in which the two trolleys control the sides, one of the trolleys can be assigned a number of units from the other front to increase capacity.

14 15
F l e x i R o t o r S 3 0 0 0
Controlheadstock
All spinning process parameters are set via the PC for each machine front:• Rotorspeed• Combingrollerspeed• Draft• Twist• Windingtension• Crosswindingangle• Antiribboning• Axialdisplacement• E.P.B.(electronicpackage
take-up)• Suction• D.P.T.Piecing/doffing
trolleysSetting is also possible when the machine is working.A “safety” software guarantees monitoring and constancy of the work parameters as well as the ratios between them.As a result all machine settings are maintained even in case of a temporary power cut and/or if the machine is switched off.
The package cradle counterweight and damping arepneumaticallyadjustablewith separate systems, but centralised in the headstock of each machine side.Henceminimaloperatorinterventionisrequired.
PalmComputerRadio-communicationandmachine parameter setting system.A portable palmtop PC interacts via radio with the whole electronic system of the machine so the person in charge can remotely monitor machine performance and set all data as if he were in front of the main PC. This palmtop PC can work on all machines in the room.

16 17
F l e x i R o t o r S 3 0 0 0

18 19
F l e x i R o t o r S 3 0 0 0
Spinning unit
The consistancy of yarn quality is, first of all, the result of the spinning unit’s drive mechanism box is configurated and its position in relation to the machine body’s control devices; in fact, the spinning frame body has been built with:
• acompactandall-in-onebody;
• interfaceconstancywiththesliverfeedshaft;
• all-in-onefibreconveyorchannel.
The fibre support, incorporated inside the combing roller seat, guarantees a continuous and effective paralleling action which provides constant yarn quality.
The sliver feed shaft is always meshed with the main shaft even when the unit is opened at piecing time and during maintenance. This means there arenojerkymovementswhichwould cause yarn defects.

20 21
F l e x i R o t o r S 3 0 0 0
Spinningbox
The SC-S spinning box features all the latest developments in the high speed rotor spinning field.Thanks to the wide choice of components it is possible to reach maximum results with all fibres.No tools are needed to work on the spinning box and each component can be changed easily by hand.

22 23
F l e x i R o t o r S 3 0 0 0
SC-S:aconsolidatedrotorspinningtechnology
SpecialspinningboxforManMadeFibreswithSPEED-PASSAs synthetic and man made fibres are bulkier than cotton, it was necessary to modify the combing roller compartment to allow for a better separation of the fibres going from the combing roller to the conveyor channel.SPEED-PASS helps increase the volume of air needed at the entrance to the conveyor channel in order to remove all the fibres from the combing roller and straighten them completely during their acceleration in the rotor.This is why by using SPEED-PASS you will also benefit in processing cotton and cotton blends with coarse counts.
The all-in-one fibre conveyor channel ensures there is no undesired air turbulence and hence a perfect control of the fibres that are accelerated in the rotor groove.
SlivercleaningandBy-PassAccording to the impurities of the sliver, the by-pass makes it possible to optimise the balance of the technological air required for spinning as well as the air needed to separate the scraps in counter stream.

24 25
F l e x i R o t o r S 3 0 0 0
ThelatestTwindiscgeneration
NewTwindiscThe new Twin disc has been optimised to reduce energy consumption • Discswithabigger
diameter• Tangentialbeltwitha
reducedsection• ShorterrotorshaftA new “lubricating cartridge” ensures:• preciseaxialpositioningof
the rotor• nolubricatingdirt• acartridgethatiseasyto
serviceandreplace

26 27
F l e x i R o t o r S 3 0 0 0
Yarn path
Clearers(optional)Capacitive and/or optical clearer systems can be applied to eliminate defects on yarns, including foreign fibres.
Electronic Yarn FeelerMaximum functionality even with the finest counts or when soft packages are made. High sensitivity and rapid intervention.
Waxingunit(optional)Characterised by a single drive control, rotation stops if the yarn breaks, no dispersion or dropping of wax. Even consumption, easy to replace, wide range of settings for the quantity of wax.
IndividualPCmonitoringEach spinning unit is equipped with an alarm monitoring system. The operator is informed in real time of any alarm that has been detected.

28 29
F l e x i R o t o r S 3 0 0 0
2200
4000
450
0
3000
4410
85 12551650 1250 366
3342 890
3124
(*)
2924
(*)
2064
(*)
1988
(*)
1274
(*)
1500
3398
1850
1512
1122
1050
1311
1048
1488
2988
860
3135
(*)
4598
750
1220
(*)
2582
1896 (B)
1692 (B)
466 (A)690 (A)
1978 (B)
5000
2870 (
*)
282028202820
Suction system
The main inverter controlled suction unit creates the vacuum and volume of technological air for the spinning boxes and piecing and doffing trolleys.
The technological air channels of the boxes and trolleys are separate and independent so that waste is collected in the relative filters.
TimedfiltercleaningisadjustableonthePCandcanbedonewhile the machine is working thanks to a by-pass system started by its own pushbutton.
The PC also modifies the pneumatic working parameters of the main suction unit, on a timed basis, according to the waste from the boxes, to guarantee suction constancy during spinning.
Dimensionsandinstallationlayout
Machineinstallation-Minimumdimensionsinmm Spinning Machine units length N. mm 48 12134 72 14954 96 17774 120 20594 144 23414 168 26234 192 29054 216 31874 240 34694 264 37514 288 40334 312 43154 336 46264 360 49084
MACHINELENGTH
18” pots -
Air from the trolleys
Spinning unit air
Suction unit
Air from the trolleys
Spinning unit air
Suction unit
With 46” and 48” cans, the measures (*) increase of 100 mm.(A) with 336 - 360 S.U.: + 150 mm.(B) with 336 - 360 S.U.: + 290 mm.
30 31
F l e x i R o t o r S 3 0 0 0
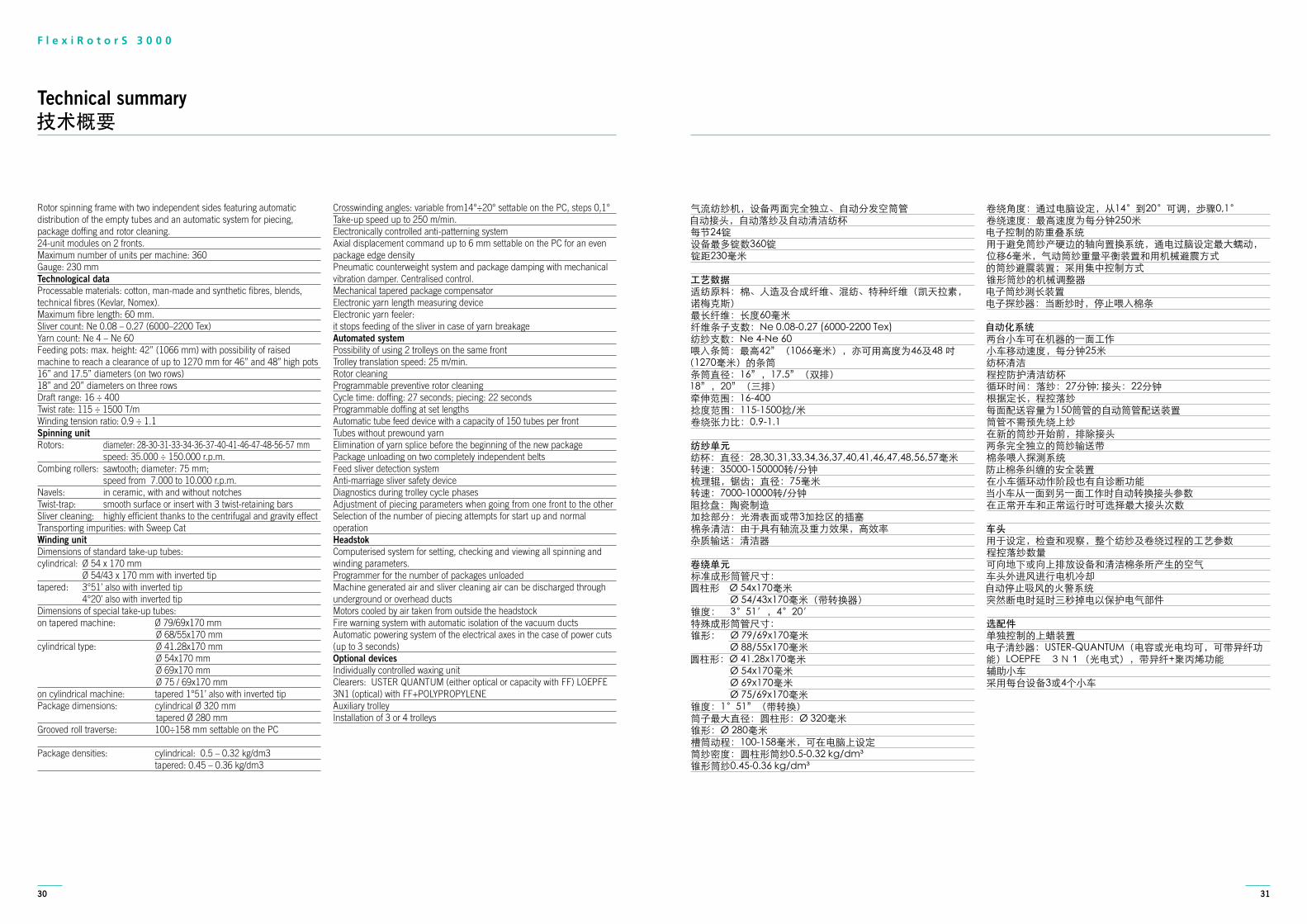
Technical summary
Rotor spinning frame with two independent sides featuring automatic distribution of the empty tubes and an automatic system for piecing, package doffing and rotor cleaning.24-unit modules on 2 fronts.Maximum number of units per machine: 360Gauge: 230 mmTechnologicaldataProcessable materials: cotton, man-made and synthetic fibres, blends, technical fibres (Kevlar, Nomex).Maximum fibre length: 60 mm.Sliver count: Ne 0.08 – 0.27 (6000–2200 Tex)Yarn count: Ne 4 – Ne 60Feeding pots: max. height: 42” (1066 mm) with possibility of raised machine to reach a clearance of up to 1270 mm for 46” and 48’’ high pots 16” and 17.5” diameters (on two rows)18” and 20” diameters on three rowsDraft range: 16 ÷ 400Twist rate: 115 ÷ 1500 T/mWinding tension ratio: 0.9 ÷ 1.1Spinning unitRotors: diameter: 28-30-31-33-34-36-37-40-41-46-47-48-56-57 mm speed: 35.000 ÷ 150.000 r.p.m.Combing rollers: sawtooth; diameter: 75 mm; speed from 7.000 to 10.000 r.p.m.Navels: in ceramic, with and without notchesTwist-trap: smooth surface or insert with 3 twist-retaining bars Sliver cleaning: highly efficient thanks to the centrifugal and gravity effectTransporting impurities: with Sweep CatWindingunitDimensions of standard take-up tubes:cylindrical: Ø 54 x 170 mm Ø 54/43 x 170 mm with inverted tiptapered: 3°51’ also with inverted tip 4°20’ also with inverted tipDimensions of special take-up tubes:on tapered machine: Ø 79/69x170 mm Ø 68/55x170 mmcylindrical type: Ø 41.28x170 mm Ø 54x170 mm Ø 69x170 mm Ø 75 / 69x170 mmon cylindrical machine: tapered 1°51’ also with inverted tipPackage dimensions: cylindrical Ø 320 mm tapered Ø 280 mmGrooved roll traverse: 100÷158 mm settable on the PC
Package densities: cylindrical: 0.5 – 0.32 kg/dm3 tapered: 0.45 – 0.36 kg/dm3
Crosswinding angles: variable from14°÷20° settable on the PC, steps 0,1°Take-up speed up to 250 m/min.Electronically controlled anti-patterning systemAxial displacement command up to 6 mm settable on the PC for an even package edge densityPneumatic counterweight system and package damping with mechanical vibration damper. Centralised control.Mechanical tapered package compensatorElectronic yarn length measuring deviceElectronic yarn feeler: it stops feeding of the sliver in case of yarn breakageAutomatedsystemPossibility of using 2 trolleys on the same frontTrolley translation speed: 25 m/min.Rotor cleaningProgrammable preventive rotor cleaningCycle time: doffing: 27 seconds; piecing: 22 secondsProgrammable doffing at set lengthsAutomatic tube feed device with a capacity of 150 tubes per frontTubes without prewound yarn Elimination of yarn splice before the beginning of the new packagePackage unloading on two completely independent beltsFeed sliver detection systemAnti-marriage sliver safety deviceDiagnostics during trolley cycle phasesAdjustmentofpiecingparameterswhengoingfromonefronttotheotherSelection of the number of piecing attempts for start up and normal operationHeadstokComputerised system for setting, checking and viewing all spinning and winding parameters.Programmer for the number of packages unloadedMachine generated air and sliver cleaning air can be discharged through underground or overhead ductsMotors cooled by air taken from outside the headstockFire warning system with automatic isolation of the vacuum ductsAutomatic powering system of the electrical axes in the case of power cuts (up to 3 seconds)OptionaldevicesIndividually controlled waxing unitClearers: USTER QUANTUM (either optical or capacity with FF) LOEPFE 3N1 (optical) with FF+POLYPROPYLENEAuxiliary trolleyInstallation of 3 or 4 trolleys
32
F l e x i R o t o r S 3 0 0 0
SAvIOMACCHINETESSILIS.P.A.33170 PORDENONE (Italy)Via Udine, 105Tel. +39 0434 3971Fax +39 0434 397599E-mail: [email protected]
SAvIOINDIALTD.Nallattipalayam, Tamaraikulam - PostPollachi, Coimbatore - 642109Tamil Nadu, IndiaTel. +91 4259 304555Fax +91 4259304567E-mail: [email protected]
SAvIO(SHANDONG)TExTILEMACHINERyCO.,LTD.No.6 Torch Industry Park, No. 2166 Chongwen Dadao,High&New Tech IndustryDevelopment Zone, Jining,Shandong, P.R. China 272000Tel. +86 0537 2395206/101Fax +86 0537 2395216 E-mail: [email protected]
Savi
o Ad
verti
sing
Dpt
. - F
oto:
Ric
card
o M
aria
Mor
etti
- PN
- Ed
izio
ne 0
3/20
12 -
ingl
ese-
cine
se
We reserve the right to modify the characteristics of the machines described herein without prior notice. The data given in this brochure are not intended as a guarantee. SAVIO machines are equipped with accident prevention devices as established in DPR 547/55 standards dated 27 April 1955. SAVIO machi-nes comply with the machine directive 89/392 and subsequent amendments
FlexiRotorS 3000


















