Fischer-Tropsch Refining (DE KLERK:FISCHER-TROPSCH O-BK) || Dehydration, Etherification, and...
18
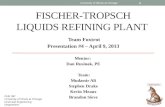
335 17 Dehydration, Etherification, and Hydration 17.1 Introduction The oxygenate refining technologies that are most relevant to Fischer–Tropsch syncrude all involve alcohols as either feed, intermediate, or product. In many cases, the reactions are reversible and equilibrium limited and the compounds that are interconverted are alcohols, ethers, alkenes, and water (Figure 17.1). Of these reactions, dehydration (Section 17.2), etherification (Section 17.3), and hydration (Section 17.4) are important Fischer–Tropsch refining technologies. Hydrolysis, which is the scission of a C–O bond by the reaction with water, is of minor importance in syncrude refining and it is not discussed separately. The oxygenate reaction network and conversion processes are also relevant to biomass refining, but in the case of biomass, hydrolysis is indeed very important. Unlike syncrude, biomass is rich in ether bonds (C–O–C), and hydrolysis enables depolymerization to produce shorter chain oxygenates that are more easily refined. − H 2 O Alcohol dehydration Alkene hydration Alkene hydration + + H 2 O − H 2 O Ether hydrolysis Alcohol etherification R OH R 2 R O R OH R Ether dehydration Alkene etherification R 2 − H 2 O − H 2 O + H 2 O + H 2 O + H 2 O Alcohol dehydration Figure 17.1 Reaction network showing the interconversion of alcohols, ethers, alkenes, and water. This simplified reac- tion network does not show isomers or side reactions. Fischer–Tropsch Refining, First Edition. Arno de Klerk. 2011 Wiley-VCH Verlag GmbH & Co. KGaA. Published 2011 by Wiley-VCH Verlag GmbH & Co. KGaA.
Transcript of Fischer-Tropsch Refining (DE KLERK:FISCHER-TROPSCH O-BK) || Dehydration, Etherification, and...

335
17Dehydration, Etherification, and Hydration
17.1Introduction
The oxygenate refining technologies that are most relevant to Fischer–Tropsch syncrude allinvolve alcohols as either feed, intermediate, or product. In many cases, the reactions arereversible and equilibrium limited and the compounds that are interconverted are alcohols,ethers, alkenes, and water (Figure 17.1).
Of these reactions, dehydration (Section 17.2), etherification (Section 17.3), and hydration(Section 17.4) are important Fischer–Tropsch refining technologies. Hydrolysis, which is thescission of a C–O bond by the reaction with water, is of minor importance in syncrude refiningand it is not discussed separately.
The oxygenate reaction network and conversion processes are also relevant to biomass refining,but in the case of biomass, hydrolysis is indeed very important. Unlike syncrude, biomass isrich in ether bonds (C–O–C), and hydrolysis enables depolymerization to produce shorter chainoxygenates that are more easily refined.
− H2O
Alcoholdehydration
Alkene hydration
Alkenehydration
+
+ H2O − H2OEther
hydrolysisAlcohol
etherification
R
OHR2
R O R OHR
Ether dehydration
Alkene etherification
R2
− H2O
− H2O
+ H2O
+ H2O
+ H2O
Alcohol dehydration
Figure 17.1 Reaction network showing the interconversionof alcohols, ethers, alkenes, and water. This simplified reac-tion network does not show isomers or side reactions.
Fischer–Tropsch Refining, First Edition. Arno de Klerk. 2011 Wiley-VCH Verlag GmbH & Co. KGaA. Published 2011 by Wiley-VCH Verlag GmbH & Co. KGaA.

336 17 Dehydration, Etherification, and Hydration
(a) (b)
OHR R
+ H2O + H+
− H+
OH
R′
O
R′ +
O
R′R′
H2O+ H+
− H+
Figure 17.2 Dehydration reactions important toFischer–Tropsch refining: (a) alcohol dehydration to producean alkene and (b) dehydration of an aldol condensationproduct to produce an enone.
17.2Dehydration
Dehydration is a deoxygenation reaction that removes water from an alcohol to produce analkene. It is the simplest of the deoxygenation reactions and provides a clean chemistry to convertalcohols into hydrocarbons. Three dehydration reactions are important in Fischer–Tropschrefining: direct alcohol dehydration to alkenes, bimolecular partial alcohol dehydration to ethers,and aldol condensation of carbonyl compounds followed by dehydration to produce enones(Figure 17.2).
Crude oil usually does not contain alcohols, and alcohol dehydration is not a refining technologythat is found in crude oil refineries. This is in contrast to Fischer–Tropsch synthesis, wherealcohols are primary products that are present in both the oil phase and the aqueous phase. Theapplications of alcohol dehydration in Fischer–Tropsch refining have already been touched on(Section 16.3.1):
1) Aqueous product refining can be simplified by dehydration to convert most of the oxygenatesinto hydrocarbons, which can then be refined with the oil product. The simplest approachis to subject the complete aqueous product to dehydration, but it is unlikely to beefficient due to the low oxygenate concentration, typically <10%. The efficiency can beimproved by distillation of the aqueous product to obtain an oxygenate-rich overheadproduct and water-rich bottom product. The oxygenate-rich overhead product can bedehydrated without further separation (Figure 17.3). The alcohols will be converted intoalkenes and some of the carbonyl compounds will be converted into enones and aromatics
Aqueousproduct
Hydrocarbons(to oil refinery)
Dehydration
Acid waterWastewater
Oxygenaterich
Water recycle
Figure 17.3 Dehydration of mixed alcohols and carbonylsin the Fischer–Tropsch aqueous product, with partial recy-cle of the water-rich product to increase deoxygenation andimprove heat management.

17.2 Dehydration 337
Aqueousproduct
Alkenes
Alcohol dehydrationAcid water
Wastewater
Oxygenaterich
Carbonylrich
Alcoholrich
Carbonyl aromatization
Aromatics
Wastewater
Figure 17.4 Separate dehydration of the alcohol- andcarbonyl-rich fractions in the Fischer–Tropsch aqueous prod-uct, with partial recycle of the water-rich product in eachcase to increase deoxygenation and improve heat manage-ment.
(Figure 16.4). The carbonyl conversion is bimolecular and is thus less efficient in adiluted mixture. The product water can be partly recycled to increase conversion and toimprove heat management (Section 17.2.3). Conversion in this manner leads to incompletedeoxygenation, but deoxygenation is sufficient to produce an oil phase for separation fromthe water phase to simplify the refinery design.
2) A variation on complete dehydration involves a second separation step to achieve arough separation of the alcohols and carbonyls (Figure 17.4). The alcohols can then bedehydrated to produce alkenes, while the carbonyls can be aromatized (Section 16.3.5).The latter conversion involves dehydration in combination with aldol condensation andbenefits from the higher concentration of carbonyls in the feed to promote the requiredbimolecular reactions. Aromatics production from carbonyl compounds has been proposedas a fuel-refining pathway for Fischer–Tropsch syncrude [1], as well as biomass-derivedproducts [2].
3) Another variation on complete dehydration that has been suggested [3] involves partialhydrogenation to first convert all the carbonyl compounds into alcohols (Figure 17.5).The alcohol–water mixture can then be dehydrated to alkenes, achieving almost completedeoxygenation. One may also selectively separate some alcohols that are directly of valueas fuels or chemicals before dehydrating the remainder of the alcohols. For example, onemay want to separate methanol or ethanol as fuel alcohol or etherification feed beforedehydrating of the heavier alcohols to their corresponding alkenes.
4) In an analogous manner to point 1, one may treat the syncrude oil phase to deoxygenate itby dehydration. Depending on the catalyst selection, deoxygenation takes place to differentdegrees, but it is generally incomplete. This approach has been extensively used in thepast (Chapters 6–9) to deoxygenate and double bond isomerize the alkenes in the syncrude[4, 5]. It has also been evaluated for deoxygenation of syncrude without isomerization [6].

338 17 Dehydration, Etherification, and Hydration
Aqueousproduct
Alkenes
Alcohol dehydration
Acid water
Wastewater
Oxygenaterich
Water recycle
Alcoholrich
Partial carbonylhydrogenation
H2
Figure 17.5 Partial hydrogenation of carbonyls in theFischer–Tropsch aqueous product to alcohols followed bydehydration of mixed alcohols to produce alkenes. Partialrecycling of the water-rich product is possible to increasedeoxygenation and improve heat management.
5) Dehydration can be employed as a selective conversion step in chemical production. Forsuch applications, the catalyst selection and operating conditions are critical in order toachieve high selectivity to the desired products. The dehydration of n-1-alcohols to producen-1-alkenes [7] is practised commercially.
6) The relative ease of dehydration of alcohols can also be exploited for the selective dehydrationof secondary and tertiary alcohols in the presence of primary alcohols [3]. This facilitatesseparation of alcohols for chemical production and reduces the complexity of the productfor subsequent further separation by distillation.
7) Alcohol etherification is a partial dehydration reaction (Figure 17.1). It is useful for theproduction of fuel ethers [8, 9]. Of the oxygenate classes that can be added to diesel fuel to pro-duce an oxygenated fuel, linear ethers were found to provide the best compromise betweencetane number and cold-flow properties [10]. The properties of some of these fuel ethers thatcan be employed as diesel fuel extenders are given in Table 17.1 [9–11]. The C5 and heaviern-1-alcohols present in Fischer–Tropsch syncrude can be exploited to produce such diesel
Table 17.1 Selected properties of diesel fuel range ethers prepared by partial dehydration of alcohols.
Compound Boiling point (◦C) Density at 20 ◦C (kg·m−3) Blending properties in diesel fuel
Cetane number Cloud point (◦C) CFPP (◦C)
Butoxybutane 142 769 85 −20 −13Pentoxypentane 187–190 783 109 −22/−20 −20Hexoxyhexane 228–229 793 117/118 −7/−5 −5Heptoxyheptane 259 801 117 −7 −5Octoxyoctane 286–287 806 118 −17 −15
CFPP, cold filter plugging point.

17.2 Dehydration 339
Straight-runLTFT
naphtha
Distillate
Dehydration/dimerization
Ethers + alkenes
Wastewater
Alkane rich
Naphtha recycle
Naphtha
Figure 17.6 Partial dehydration of alcohols to ethers incombination with alkene dimerization to increase distillateproduction from straight-run Fischer–Tropsch naphtha.
fuel extenders and was successfully tested as blending components in high-temperatureFischer–Tropsch (HTFT) diesel fuel [12]. Although methanol etherification to producemethoxymethane (DME, dimethyl ether) is less important in the Fischer–Tropsch context,it is nevertheless an important conversion of this type. Light alcohols may also be etherifiedto produce fuel ethers for motor-gasoline and 2-(1-methylethoxy)-propane (DIPE, diiso-propyl ether) which is produced by 2-propanol etherification and is a high octane numberfuel ether [13].
8) Dehydration in combination with alkene dimerization as side reaction can be employedto convert naphtha range alcohols and alkenes into distillate range products (Figure 17.6)[9]. The conditions that favor alcohol etherification also favor alkene dimerization; bothare bimolecular acid-catalyzed reactions. Partial dehydration of the alcohols to ethers ispreferable, but in a syncrude matrix any dehydration product will just add to the alkenesavailable for dimerization. This application is especially well suited for improving thedistillate yield during low-temperature Fischer–Tropsch (LTFT) syncrude refining. In thisway, the dehydration process doubles as an oligomerization process (Chapter 19). Thereare many synergies and advantages: dehydration is endothermic and dimerization isexothermic; the alkane matrix improves heat management and reduces side reactions bydilution; both alkenes and oxygenate reactivity are beneficially exploited.
9) The etherification of alcohols in combination with hydration of alkenes in Fischer–Tropschsyncrude has been proposed as a method to separate and recover alcohols from thestraight-run product [14]. By etherifying the alcohols, it is possible to recover the ethers bydistillation, and the alcohols can then be regenerated by hydrolysis of the ethers.
10) Alcohol dehydration is an integral step in the low-temperature conversion of alkanes toalkenes [15].
17.2.1Reaction Chemistry
Dehydration is an acid-catalyzed reaction. The classic description of alcohol dehydration by aBrønsted acid involves protonation of the alcohol group (Figure 17.7). The protonated alcoholgroup (−OH2
+) is a good leaving group and the intermediate undergoes heterolysis to yieldwater and a carbocation. The carbocation thus formed is the same as that obtained by alkeneprotonation and is capable of the same side reactions.

340 17 Dehydration, Etherification, and Hydration
RR′
OH
+ H2OR
R′R
R′
+OH2
RR′
H
+H2O
+ H+
− H+
− H+
+ H+
Figure 17.7 Mechanism for classic Brønsted acid-catalyzed alcohol dehydration.
The ease of alcohol dehydration follows the same order as the stability of the carbocationintermediate: tertiary > secondary > primary [16].
The temperature required to produce alkenes by alcohol dehydration increases with increasingcarbon number, at least from C2 to C4 [3]. A monotonic increase in dehydration rate withcarbon chain length was also reported by Stauffer and Kranich [17], but they found that theactivation energy was constant at 129 kJ·mol−1 for the dehydration of the C2–C6 n-1-alcohols.Although this seems contradictory, there is more than one dehydration pathway (Figure 17.1).The two-step dehydration through an ether intermediate is slower than direct dehydration to analkene, although both pathways ultimately yield the same product.
Alcohol dehydration is an endothermic reaction. The standard heat of reaction for then-1-alcohols is around 35 kJ·mol−1 and for ethanol it is 45 kJ·mol−1. There is consequently asignificant adiabatic temperature decrease associated with dehydration, and heat management isvery important during industrial operation (Section 17.2.3).
Dehydration is a reversible reaction, but the equilibrium favors dehydration over hydration(Section 17.4) even in the presence of an excess of water. As can be seen from the basicreaction network (Figure 17.1), alcohols can be dehydrated directly to alkenes, or can be partiallydehydrated to ethers. Ethers are an intermediate product and the etherification yield passesthrough a maximum as alcohol conversion is increased.
Only the primary alcohols form ethers in high yield under suitable conditions. This is relatedto the stability of the carbocation intermediate. According to the classic reaction mechanism(Figure 17.7), dehydration of a primary alcohol yields a primary carbocation, which rapidlyrearranges to a more stable intermediate. The formation of a primary carbocation can be avoidedby alcohol etherification, and in the case of primary alcohols there is a driving force to promoteetherification. At this point, it should be pointed out that the classic mechanism does notprovide an accurate mechanistic picture of alcohol dehydration over some important catalysts(Section 17.2.2). Nevertheless, the stability of the carbocation intermediate is a good indicator ofthe etherification propensity of an alcohol.
Tertiary alcohols readily form stable carbocation intermediates and are easily dehydrated di-rectly to alkenes. Even under conditions of high pressure and low temperature that would favoralcohol etherification, it is difficult to obtain ethers by dehydration of tertiary alcohols. It is some-what easier to obtain ethers from secondary alcohols, but not as easily as from primary alcohols.
17.2.2Catalysis
Over the years, a large number of homogeneous and heterogeneous catalysts have beeninvestigated for the dehydration of alcohols [18]. The nature of the reaction requires the catalystto be stable in the presence of water. A review of the literature on alcohol dehydration indicatesthat the catalysts most often employed for dehydration are the following:

17.2 Dehydration 341
1) Amorphous metal oxide catalysts. Alumina is the dominant catalyst of this type and ithas been extensively studied and industrially used for the conversion of Fischer–Tropschalcohols [19].
2) Acidic resin catalysts. Although these catalysts are inhibited by water, they are capable ofalcohol dehydration at low temperatures and have been extensively studied for the partialdehydration of alcohols to produce ethers [20].
3) Zeolite catalysts. Some studies on zeolite conversion of heavier alcohols can be found, butthe main application of zeolites for alcohol dehydration is for methanol conversion overH-ZSM-5 [21].
The catalyst influences the mechanism of alcohol dehydration, and of specific importance ishow the intermediate is stabilized. Fischer–Tropsch syncrude contains mainly n-1-alcohols. Theimplication that a primary carbocation intermediate is involved in dehydration (Figure 17.7),even fleetingly, is doubtful. A more in-depth look at the dehydration mechanism over aluminashows that no primary carbocation intermediate is formed and that the surface intermediate isindeed capable of desorbing 1-alkenes from 1-alcohols, as is found in practice [19, 22].
Oxygenates and water adsorb more strongly onto the polar surface of acidic catalysts thanhydrocarbons. The more polar compounds in the reaction mixture inhibit the acid-catalyzedside reactions of alkenes. As alcohol conversion increases, the partial pressure of alkenes alsoincreases and thereby the possibility of side reactions. Since water is also an inhibitor, sidereactions involving alkenes are usually limited. Double bond isomerization may still take placebecause of adsorbed water, rather than successful competitive alkene adsorption, through thehydration-dehydration sequence (Equation 17.1):
1-Alkene + H2O → 2-alcohol → 2-alkene + H2O (17.1)
It is important to suppress this reaction in some chemical applications of alcohol dehydration.Although this is an acid-catalyzed reaction, it occurs on the same site as alcohol dehydration,which is a reversible reaction. Strong acid sites may be neutralized, but the introduction of morebasic sites may promote alcohol dehydrogenation as side reaction (Equation 17.2):
Alcohol (RCH2OH) → carbonyl (RCHO) + H2 (17.2)
Some acid catalysts have acid–base site pairs that catalyze dehydrogenation to produce carbonylcompounds. The carbonyl compounds can successfully compete with the other oxygenates toadsorb on the catalyst and may give rise to a myriad of side reactions [23]. With proper catalystselection, such side reactions can be minimized, but side reactions involving oxygenates aredifficult to completely avoid.
17.2.3Syncrude Process Technology
The design or selection of an appropriate process technology for the dehydration of Fischer–Tropsch alcohols is strongly influenced by the desired product. The catalyst choice is crucial,since it determines the operating range, selectivity profile, side reactions, and deactivationbehavior. The following aspects are important to bear in mind for alcohol dehydration:

342 17 Dehydration, Etherification, and Hydration
1) Alcohol etherification benefits from high-pressure or liquid-phase operation at low temper-ature. When the aim is to produce ethers, select an acid catalyst capable of operating atlow temperature (<150 ◦C), such as an acidic resin. Acidic resin catalysts are unfortunatelyinhibited by water, requiring continuous water removal or low per pass conversion duringthe engineering design. As such, resin catalysts are better at alcohol dehydration in the oilphase, where the water and oxygenate content of the syncrude is lower. Resin catalysts arealso employed as selective dimerization catalysts, and dimerization is moderated by polarcompounds [24, 25]. However, resin catalysts are known to selectively convert branchedalkenes only even when in the presence of n-alkenes. Although this suggests that resincatalysts may not be suitable for n-alkene conversion in syncrude, acidic resins are quite ca-pable of converting n-alkenes, albeit at a lower rate [26]. Acidic-resin-catalyzed dehydration isrecommended for use with LTFT naphtha. Using such catalysts with HTFT naphtha requiresmore care due to the high alkene and nonalcohol oxygenate content, which may lead todeactivation.
2) Complete alcohol dehydration benefits from high temperature and low pressure. If the alcoholcontent in the feed is high, the catalyst must have a high tolerance for water. Alumina is aproven catalyst for Fischer–Tropsch aqueous product dehydration. The required operatingtemperature is determined by the feed composition, but is usually >300 ◦C for completedehydration [3]. Ethanol is the most difficult of the alcohols to dehydrate and requiresa higher operating temperature to achieve a similar space–time dehydration yield as theheavier alcohols.
3) Alcohol dehydration is endothermic. Heat management is critical, and the engineeringdesign must make provision for interstage heating and lower per pass conversion withrecycling, or the feed must contain nonalcohol material to provide sufficient heat capacityto limit the adiabatic temperature decrease (Figure 17.8). There is a trade-off between thereactor size increase due to water co-feeding to limit the temperature decrease associatedwith complete alcohol conversion and the added complexity of the design to accommodateinterstage heating or product separation with recycling. Although pure ethanol recyclingrequires the smallest reactor volume, one of the main advantages of dehydration is that itcan avoid alcohol–water separation. In this respect, complete alcohol conversion with onlywater recycling is advantageous.
4) Small quantities of side products may be formed during dehydration. At high temperatureover amorphous metal oxide catalysts and zeolites, some dehydrogenation may take place.The carbonyl compounds may in turn be converted into carboxylic acids. Carboxylic acids notonly affect the material selection of the processing equipment but also build up in the waterfrom the dehydration reaction when it is recycled [3]. Analogous problems are encounteredif the Fischer–Tropsch feed contains carbonyls or carboxylic acids.
5) Water inhibits the formation of carbonaceous deposits, and alumina is quite stable duringalcohol dehydration. At high per pass conversion in the absence of a diluent, carbonaceousdeposits may form and will ultimately cause catalyst deactivation. When using moreacidic catalysts than alumina, such as zeolites, the same principles apply but the risk ofdeactivation is higher [27]. Fischer–Tropsch feeds usually contain other oxygenates andalkenes that can accelerate deactivation. The engineering design should make provision forregeneration or catalyst replacement in line with the feed, catalyst choice, and operatingphilosophy.

17.3 Etherification 343
330
350
370
390
410
430
0 20 40 60 80 100
Overall ethanol conversion (%)
Tem
pera
ture
(°C
)
Water:ethanol = 1 : 1Fresh:recycle = 1 : 2
Pure ethanol,fresh:recycle = 1 : 5
Pure ethanol,no recycle Water:ethanol = 10 : 1,
No ethanol recycle
Figure 17.8 Adiabatic temperature decrease during ethanoldehydration as function of overall conversion (not per passconversion) for different recycle configurations. All ratios in-dicated are molar ratios.
17.3Etherification
Etherification refers to the formation and an ether bond. Alcohol etherification, which entails theformation of an ether bond by the partial dehydration of two alcohol molecules, was discussed inthe previous section (Section 17.2). In this section, the discussion is limited to etherification bythe reaction of an alcohol with an alkene (Figure 17.1).
In crude oil refining, the etherification of alkenes with alcohols is employed to produce fuelethers for oxygenated motor-gasoline [13]. The use of ethers as high octane blending componentswas discussed (Section 2.4.4 and Chapter 13), and the most common fuel ethers are shown inFigure 17.9. The production of fuel ethers from heavier than C5 alkenes that are present in the lightnaphtha from fluid catalytic cracking of heavy crude oil fractions [28, 29], and fluid catalytic crack-ing of Fischer–Tropsch waxes [30], has been reported. Not all ethers perform equally well as blend-ing components in Fischer–Tropsch syncrude, and it was shown that the branching structure ofthe alkene plays an important role in the octane number that can be achieved (Table 17.2) [31].
The application of etherification in Fischer–Tropsch refining is limited by the low con-centration of branched alkenes present in straight-run syncrude. The two main industrial
2-Methoxy-2-methylpropane
(MTBE)
O
2-Ethoxy-2-methylpropane
(ETBE)
O
2-Methoxy-2methylbutane
(TAME)
O
2-Ethoxy-2-methylbutane
(TAEE)
O
Figure 17.9 Fuel ethers commonly used as high octane number motor-gasoline blending components.

344 17 Dehydration, Etherification, and Hydration
Table 17.2 Selected physical properties and motor-gasolineblending properties of potential fuel ethers with HTFT gaso-line and a primary standard gasoline (40% n-heptane; 60%2,2,4-trimethylpentane). Blending properties were determinedusing 20% ether blends.
Compound Ether propertiesa HTFT gasoline blendb Primary standard blend
Boilingpoint (◦C)
Density(kg·m−3)
RON MON RVP(kPa)
RON MON RVP(kPa)
No ether addition – – 82 76 48 60 60 14Ethoxyethane (DEE) 34 717 −11 0 111 −40 −40 1112-Ethoxypropane 54 726 34 64 55 −40 15 572-(1-Methylethoxy)-propane (DIPE) 76 725 102 106 32 98 125 352-(1-Methylpropoxy)-2-butane 113 763 86 93 0 58 86 12-Methoxy-2-methylpropane (MTBE) 55 742 114 106 52 145 135 522-Ethoxy-2-methylpropane (ETBE) 67 743 117 110 32 134 145 342-Methoxy-2-methylbutane (TAME) 85 744 108 108 15 126 145 172-Ethoxy-2-methylbutane (TAEE) 93 768 104 103 0 102 125 12-Propoxy-2-methylbutane 116 774 102 96 0 96 116 12-(1-Methylethoxy)-2-methylbutane 107 766 113 110 −1 121 130 02-Methoxy-2-methylpentane 105 781 85 86 −2 69 87 03-Methoxy-3-methylpentane 105 794 102 99 −3 97 118 02-Methoxy-2,3-dimethylbutane 103 795 110 99 −5 111 123 −12-Methoxy-2-methylheptane 145 796 52 57 −4 14 36 03-Methoxy-3,5-dimethylhexane 137 805 98 94 −5 89 103 −1
aPhysical properties as determined experimentally and reported in the source reference.bThe HTFT gasoline consisted of a blend containing 40% reformate (RON 81), 13% C5–C6 straight-run naphtha, 20%C5–C6 isomerate, 25% hydrogenated SPA < 150 ◦C naphtha, and 2% creosote naphtha (see Tables 9.2 and 9.5 fordetails).
applications of etherification in conjunction with Fischer–Tropsch syncrude has been mentionedbefore (Section 16.3.2):
1) The production of fuel ethers for addition to motor-gasoline is similar to that foundin crude oil refineries. Alkenes and alcohols are available as straight-run products fromFischer–Tropsch syncrude, but enable fuel ether production only on a small scale. A skeletalisomerization unit (Chapter 18) is typically required to increase the branched alkene contentof the syncrude in order to increase ether production. However, the amount of alcohols thatcan be recovered from the Fischer–Tropsch aqueous product may be insufficient to meetthe demands of a large etherification unit.
2) Etherification is industrially employed in the purification of 1-pentene and 1-hexene fromHTFT syncrude (Sections 9.5.4 and 23.2.1). In the case of 1-pentene, it is used to convert2-methyl-1-butene, which is close boiling to 1-pentene, and in the case of 1-hexene it is used toconvert 2-methyl-1-pentene and 2-ethyl-1-butene, which are close boiling to 1-hexene [32]. Byconverting the close boiling isomers to their corresponding ethers, purification is facilitated.In an analogous way, etherification can also be employed in the purification of 1-butene.

17.3 Etherification 345
17.3.1Reaction Chemistry
The reaction of an alcohol with an alkene is acid catalyzed and equilibrium limited. The reactionis exothermic, with standard heat of reaction around −35 to −40 kJ·mol−1 for the etherification ofisobutene. The etherification equilibrium is favored by a lower temperature (Table 17.3) [33–36].
Alcohol addition to the alkene follows the Markovnikov rule, which states that the acid hydrogenwill be attached to the carbon with the highest amount of hydrogen atoms. This is just a differentway of saying that the carbocation formed by protonation of the alkene by the acid will be themost stable; the charge will be carried on the most substituted carbon. The mechanism is atextbook electrophilic addition reaction mechanism (Figure 17.10).
Since the reaction chemistry involves a carbocation intermediate, it is anticipated that thereactivity of alkenes will follow the same order as predicted from carbocation stability. This isindeed the case. Etherification of alkenes takes place only when the carbon double bond of thealkene is on a tertiary carbon. It is therefore possible to selectively convert branched alkenesmeeting this requirement in a mixture of alkenes. It is also possible to perform etherificationwith minimal acid-catalyzed side reactions, even when the feed mixture has a high concentrationof alkenes.
Table 17.3 Equilibrium constants for the liquid-phase etheri-fication of C4–C5 alkenes with methanol and ethanol.
Etherification product Equilibrium constant at different temperatures Reference
40 ◦C 50 ◦C 60 ◦C 70 ◦C 80 ◦C
2-Methoxy-2-methylpropane (MTBE) 118 ± 9 70 ± 5 48 ± 4 32 ± 2 21 ± 1 [33]2-Ethoxy-2-methylpropane (ETBE) 58 ± 10 41 ± 7 26 ± 3 18 ± 1 13 ± 2 [34]2-Methoxy-2-methylbutane (TAME)
Methanol + 2-methyl-1-butene 65 ± 5 40 ± 3 31 ± 2 21 ± 1 16 ± 1 [35]Methanol + 2-methyl-2-butene 5.8 ± 0.4 4.1 ± 0.3 3.2 ± 0.2 2.4 ± 0.2 1.9 ± 0.1 [35]
2-Ethoxy-2-methylbutane (TAEE)Ethanol + 2-methyl-1-butene 45 31 21 15 – [36]Ethanol + 2-methyl-2-butene 3.4 2.6 1.9 1.5 – [36]
HO OOH++
OH2+
OH2+OH
OH
+ H+
− H+− H+
+ H+
+ H+
− H+
Figure 17.10 Mechanism of etherification of alkenesby alcohols, as illustrated by the acid-catalyzed reac-tion of methanol with 2-methylbutenes to produce2-methoxy-2-methylbutane (TAME).

346 17 Dehydration, Etherification, and Hydration
Etherification of alkenes with alcohols exploits one of the characteristics of acid catalysis in thepresence of oxygenates. The alcohols are more polar and stronger nucleophiles than the alkenes.The alcohols outcompete the alkenes for interaction with the acid catalyst and are preferentiallyprotonated. Alcohols effectively inhibit protonation of the alkenes by the acid, in addition to beingreagents for the reaction. This has two important consequences. The first is that the alcoholbecomes the proton carrier. The acidity of the protonated alcohol (alcoxonium ion) is lower thanthat of the acid catalyst, thereby moderating the reaction severity in an otherwise very reactivefeed. The second consequence is that the protonation of the alkene by the protonated alcoholby definition takes place in close proximity to the alcohol. Once the alcohol has protonated thealkene, the alcohol becomes a nucleophile and the probability of nucleophilic addition of thealcohol to the carbocation is high.
Acid-catalyzed side reactions become significant only when the alcohol concentration becomestoo low to prevent direct protonation of the alkenes by the acid catalyst. It has been shown that,with decreasing alcohol concentration, the mechanism gradually changes from protonation ofthe alkenes by a protonated alcohol to protonation directly by the catalyst [37]. In the latter case,the carbocation is not formed in association with an alcohol, and the reaction probability isdetermined by the concentration of different species in the mixture.
In Fischer–Tropsch syncrude there is a further possible complication, namely, the presenceof other oxygenate classes than just alcohols. The nonalcohol oxygenate classes can successfullycompete with the alcohols for interaction with the acid catalyst, result in side reactions andlower the activity coefficient of the alcohol used for etherification [38]. The nett effect is thatthe oxygenates present in syncrude inhibits etherification and increases the formation of sideproducts.
Water can also successfully compete with alcohols to be protonated, which then leads tohydration of the alkene [39]. Alkene hydration will be discussed separately (Section 17.4).Even when the feed is water-free, some alcohol etherification by partial alcohol dehydration(Section 17.2) can take place to produce water. It is clear that there is a trade-off between a highalcohol concentration to limit alkene-related side reactions and an increase in alcohol-related sidereactions.
17.3.2Catalysis
The industrial application of etherification is dominated by acidic resin catalysts and mainlysulfonic acid copolymers of polystyrene and divinylbenzene [13]. Acidic resin catalysts performwell at low temperature, which favors the reaction equilibrium for etherification (Table 17.3).
The importance of a sufficiently high alcohol concentration to ensure reaction by a protonatedalcohol has already been mentioned. With Fischer–Tropsch syncrude, it has been found that amethanol to reactive alkene ratio of more than 2 : 1 is required during etherification over acidicresin catalysts to limit side reactions and specifically gum formation, which leads to catalystdeactivation [32]. The alcohols also swell the resin catalyst to improve accessibility and moderateacid strength by solvating the hydrogen-bonded sulfonic acid groups [40].
Etherification can be performed using other acidic catalysts, but most other acid catalyst typescannot compete with the activity of acidic resins at low temperature. Of the zeolites, only zeoliteH-Beta has comparable activity for etherification to acidic resins at low temperature [41].

17.4 Hydration 347
17.3.3Syncrude Process Technology
The process technology employed for the etherification of Fischer–Tropsch-derived alkenes issimilar to that employed in crude oil refining. Fixed bed or catalytic distillation technology canbe employed. Some aspects specific to syncrude that need to be considered in the detailed designare the following:
1) The syncrude feed is likely to contain other oxygenates and water. Even when such compoundsare present in low concentration, it will result in side product formation and cause someinhibition of the etherification reaction [38].
2) Aldehydes and ketones are capable of aldol condensation to form heavier products (gums).Aldol condensation can be catalyzed by both acids and bases. Sulfonic acid groups involvedin acid catalysis can, in their deprotonated form, catalyze aldol condensation by abstractingthe acidic α-hydrogen from carbonyl compounds. The involvement of an acid site in catalysismay rule out other acid-catalyzed side reactions, but it does not preclude the deprotonatedsite from catalyzing aldol condensation.
3) Gum formation can be suppressed by having a sufficiently high alcohol content in the feed.It has been reported that prolonged etherification of syncrude at an alcohol to reactive alkeneratio of 0.5 resulted in gradual catalyst deactivation by gum formation [32]. Such heavyproducts can be formed by aldol condensation and alkene oligomerization.
4) The swelling of acidic resin catalysts by alcohols can likewise be caused by other polarcompounds. There is a natural partitioning of oxygenates between the bulk liquid phaseand the resin, analogous to the organic–aqueous phase partitioning found during syncruderecovery in the gas loop (Section 5.3.3). When nonalcohol oxygenates are present in thesyncrude, the resin catalyst will gradually swell to a volume larger than anticipated fromjust alcohol-based swelling. Unless sufficient reactor volume is allowed for such additionalexpansion, catalyst swelling may result in equipment damage.
5) Double bond isomerization takes place during etherification and is a natural consequenceof the mechanism (Figure 17.10). Although etherification through a secondary carbocationintermediate is very limited, some double bond isomerization may still take place. Inapplications sensitive to n-alkene isomerization, it is detrimental to operate at low spacevelocity. The reaction is slow, but double bond isomerization of the n-alkenes will graduallytake place.
17.4Hydration
Water addition to alkenes, or the hydration of alkenes, is analogous to etherification. Insteadof an alcohol, water is used as ‘‘etherification’’ agent. Hydration is not a conventional crude oilrefining technology, but it is employed for petrochemical production. The hydration of ethene toethanol [42], and the hydration of propene to 2-propanol [43], are both practised industrially [44].
One would not normally consider hydration as a fuel-refining technology. There is oneexception. When ethene is produced in significant quantities in a facility that is remote anddoes not have access to downstream petrochemical consumers of ethene, a refining pathway

348 17 Dehydration, Etherification, and Hydration
must be provided. In such circumstances, hydration can be employed as conversion technologyto refine ethene to ethanol. Ethanol is a liquid product that is easily transportable and can beused as transportation fuel, commodity chemical, or as an intermediate in processes such asetherification (Section 17.3).
Hydration is of course not the only technology that can be employed to refine ethene to a liquidproduct. Aromatic alkylation to produce alkyl aromatics (Chapter 20) and alkene oligomerizationto produce heavier alkene oligomers (Chapter 19) can also be considered, depending on therefining objectives and design. In a Fischer–Tropsch facility, hydration has some benefits though,as given below:
1) Ethanol is a product from Fischer–Tropsch synthesis. By producing more ethanol, theeconomy of scale for ethanol refining is improved, without adding additional complexity tothe ethanol refining pathway in the design.
2) Side products from ethene hydration are mainly ethoxyethane, ethanal, ethene oligomersand traces of carboxylic acids, and ketones [42]. These side products all have analogs insyncrude.
3) Although the side products produced during ethene hydration are minor in quantity,they have an impact on process efficiency and ethanol purity. The additional downstreamprocessing that is required to ensure adequate ethanol quality adds much complexity toa stand-alone hydration plant [44]. In a Fischer–Tropsch refinery, much of this added
Aqueousproduct
Alcohol-richmixture
Acid waterWastewater
Oxygenaterich
Water recycle
Alcoholrich
Partial carbonylhydrogenation
H2
Ethene
Ethenerecycle
Water
Ethanol,water,
oxygenates
Ethenehydration
Ethoxyethane
Alkenes
Figure 17.11 Integration of ethene hydration with aFischer–Tropsch aqueous product refinery to producean alcohol-rich mixture.

17.4 Hydration 349
complexity can be avoided by integrating the ethene hydration unit with the aqueous productrefinery (Figure 17.11).
17.4.1Reaction Chemistry
The chemistry of alkene hydration is analogous to that of alkene etherification. Protonated water(H3O+) is an effective proton carrier, and alcohols are formed instead of ethers. Hydration isequilibrium limited, and the equilibrium favors dehydration (Section 17.2.1). The reaction isexothermic and the hydration equilibrium is favored by low temperature.
From a kinetic point of view, hydration has one advantage over dehydration at low temperature,namely that hydration yields the alcohol directly, but that dehydration may proceed by partialdehydration to yield an ether. The ether can be further dehydrated, but it may also be hydrolyzed(Figure 17.1). This does not change the equilibrium conversion, but it holds some practicaladvantage for hydration.
The equilibrium constant for ethene hydration to ethanol, Khyd, rapidly increases with adecrease in temperature T (K) (Equations 17.3 and 17.4) [45, 46].
Liquid phase: ln Khyd = 5460/T − 15.3 (17.3)
Gas phase: ln Khyd = 2100/T − 6.195 (17.4)
The equilibrium constant for ethanol etherification by partial dehydration to ethoxyethane, Kether,likewise increases with a decrease in temperature (Equation 17.5) [47].
Liquid phase: ln Kether = 2580/T − 3.14 (17.5)
The classic Brønsted acid-catalyzed reaction mechanism of dehydration (Figure 17.2) and bydefinition the reverse reaction, that is, hydration, requires the formation of a primary carbocationintermediate for ethene hydration. This is unlikely and it is therefore anticipated that an acidcatalyst that will be able to successfully hydrate ethene, preferably at low temperature, shouldalso be able to avoid the formation of a primary carbocation intermediate.
17.4.2Catalysis
Of the many heterogeneous catalysts that have been evaluated for ethene hydration, phosphoricacid is favored for industrial hydration [18, 46]. As anticipated, this is due to the ability ofphosphoric acid to avoid a primary carbocation intermediate. Vapor-phase hydration overphosphoric acid does not proceed through a phosphoric acid ester intermediate, unlike mostother alkene reactions. The ethene reacts with the hydrated phosphoric acid to produce a looselyassociated intermediate to directly yield the alcohol (Figure 17.12) [19]. Ethene can of coursealso form an ethyl phosphoric acid ester. Ethyl phosphoric acid esters are intermediates foroligomerization, which is a side reaction during dehydration. Under very dilute acidic conditions,the ethyl phosphoric acid ester may be hydrolyzed to liberate ethanol, but this reaction pathwayis not significant under practical hydration conditions.

350 17 Dehydration, Etherification, and Hydration
O
P
H
O
H
O
HO
OH
HH2C CH2
O
P
H
O
H
O
HO
OH
H OHCH2
H3C
O
P O
H
HO
OH
H2C CH2
HOCH2
H3C
O
P OHHO
OH
Figure 17.12 Mechanism of ethene hydration over hydrated phosphoric acid to produce ethanol.
Table 17.4 Typical operating conditions for hydration of ethene and propene over different acid catalysts.
Catalyst Alkene Operating conditions Hydration performance
Temperature(◦C)
Pressure(MPa)
Water:alkene Alkeneconversion (%)
Alcoholselectivity (%)
H3PO4/SiO2 Ethene 290 7 0.6 : 1 4.7 97H3PO4/SiO2 Propene 180 1 1 : 1 5.7 96W2O5 Propene 270 25 15 : 1 47 98.8Acidic resin Propene 130–150 6.5–10 12.5–15 : 1 75 96.5
The main disadvantage of phosphoric acid on silica as catalyst is the loss of phosphoric aciddue to vaporization. Although the actual amount is low, it still requires constant phosphoric acidaddition and a downstream design that can deal with the phosphoric acid.
Propene is easier to hydrate that ethene, because it contains a secondary carbon. In additionto phosphoric acid supported on silica (H3PO4/SiO2), other catalysts are also employed forhydration, such as tungsten oxides (WO3 and W2O5) and acidic resins. Typical operatingconditions for the different catalysts are given in Table 17.4 [46].
17.4.3Syncrude Process Technology
There is no difference between the ethene hydration technology employed for crude-oil-derivedethene and Fischer–Tropsch-derived ethene. The main difference is in the integration opportu-nities that exist in a Fischer–Tropsch refinery (Figure 17.11), which are not available in a crudeoil refinery.
References
1. Nel, R.J.J. and De Klerk, A. (2009) Overviewof Fischer-Tropsch aqueous product refiningstrategies. Prepr. Pap.-Am. Chem. Soc., Div. FuelChem., 54 (1), 118–119.
2. Hoang, T., Zhu, X., Lobban, L.L., Mallinson,R.G., and Resasco, D.E. (2010) Catalytic
conversion of small oxygenates frombio-oil to alkylaromatics on zeolites. Prepr.Pap.-Am. Chem. Soc., Div. Fuel Chem., 55 (2),331–332.
3. Nel, R.J.J. and De Klerk, A. (2007)Fischer-Tropsch aqueous phase refining by

References 351
catalytic alcohol dehydration. Ind. Eng. Chem.Res., 46, 3558–3565.
4. Helmers, C.J., Clark, A., and Alden, R.C. (1948)Catalytic treatment of synthetic gasoline. Oil GasJ., 47 (26), 86–92.
5. Schlesinger, M.D. and Benson, H.E. (1955)Upgrading Fischer-Tropsch products. Ind. Eng.Chem., 47, 2104–2108.
6. Bolder, F.H.A. and Mulder, H. (2006) De-hydration of alcohols in the presence ofcarbonyl compounds and carboxylic acids ina Fischer-Tropsch hydrocarbons matrix. Appl.Catal. A, 300, 36–40.
7. McGurk, K. (2003) From 1-heptene to 1-octene:a new production route. Proceedings of theSouth African Chemical Engineering Congress,September 3–5, 2003, Sun City, South Africa.p. cd082.
8. Marchionna, M., Patrini, R., Giavazzi, F., andPecci, G.C. (1996) Linear ethers as high qualitycomponents for reformulated diesel fuels. Prepr.Pap.-Am. Chem. Soc., Div. Pet. Chem., 41 (3),585–589.
9. Nel, R.J.J. and De Klerk, A. (2009) Dehydrationof C5-C12 linear 1-alcohols over η-aluminato fuel ethers. Ind. Eng. Chem. Res., 48,5230–5238.
10. Pecci, G.C., Clerici, M.G., Giavazzi, F., Ancilotti,F., Marchionna, M., and Patrini, R. (1991)Oxygenated diesel fuels. Part 1 – structureand properties correlation. 9th InternationalSymposium on Alcohols Fuels, pp. 321–326.
11. Bringue, R., Tejero, J., Iborra, M., Fite, C.,Izquierdo, J.F., and Cunill, F. (2008) Study ofthe chemical equilibrium of the liquid-phase de-hydration of 1-hexanol to dihexyl ether. J. Chem.Eng. Data, 53, 2854–2860.
12. Van Heerden, J., Botha, J.J., and Roets, P.N.J.(1998) Improvement of diesel performance withthe addition of linear ethers to diesel fuels. 12thInternational Symposium on Alcohols Fuels, pp.188–199.
13. Travers, P. (2001) in Petroleum Refining, Conver-sion Processes, vol. 3 (ed. P. Leprince), EditionsTechnip, Paris, pp. 291–319.
14. O’Rear, D.J., Harris, T.V., and Chen, C.-Y.(2008) Recovery of alcohols fromFischer-Tropsch naphtha and distillate fuelscontaining the same. US Patent 7, 402,187, July22, 2008.
15. Bolder, F.H.A., De Klerk, A., and Visagie, J.L.(2009) Hydrogenation of oxidized wax and aprocess to produce olefins from paraffins by
autoxidation, selective hydrogenation, and dehy-dration. Ind. Eng. Chem. Res., 48, 3755–3760.
16. Morrison, R.T. and Boyd, R.N. (1987) OrganicChemistry, 5th edn, Allyn and Bacon, Boston,pp. 287–293.
17. Stauffer, J.E. and Kranich, W.L. (1962) Kineticsof the catalytic dehydration of primary alcohols.Ind. Eng. Chem. Fundam., 1 (2), 107–111.
18. Winfield, M.E. (1960) in Catalysis, Oxidation,Hydration, Dehydration and Cracking Cata-lysts, vol. VII (ed. P.H. Emmett), Reinhold,New York, pp. 93–182.
19. De Klerk, A. (2011) Key catalyst types for theefficient refining of Fischer– Tropsch syncrude:alumina and phosphoric acid, in Catalysis, vol.23 (ed. J.J. Spivey), Royal Society of Chemistry,Cambridge, UK, pp. 1–49.
20. Tejero, J., Fite, C., Iborra, M., Izquierdo, J.F.,Bringue, R., and Cunill, F. (2006) Dehydrationof 1-pentanol to di-n-pentyl ether catalyzed bya microporous ion-exchange resin with simul-taneous water removal. Appl. Catal. A, 308,223–230.
21. Chang, C.D. (1983) Hydrocarbons frommethanol. Catal. Rev.-Sci. Eng., 25, 1–118.
22. Shi, B. and Davis, B.H. (1995) Alcohol dehydra-tion: mechanism of ether formation using analumina catalyst. J. Catal., 157, 359–367.
23. De Klerk, A. and Furimsky, E. (2010) Catalysisin the Refining of Fischer-Tropsch Syncrude, RoyalSociety of Chemistry, Cambridge.
24. Honkela, M.L. and Krause, A.O.I. (2003) Influ-ence of polar components in the dimerization ofisobutene. Catal. Lett., 87, 113–119.
25. Talwalkar, S., Chauhan, M., Aghalayam, P.,Qi, Z., Sundmacher, K., and Mahajani, S. (2006)Kinetic studies on the dimerization of isobutenewith ion-exchange resin in the presence of wateras a selectivity enhancer. Ind. Eng. Chem. Res.,45, 1312–1323.
26. De Klerk, A. (2006) Reactivity differences ofoctenes over solid phosphoric acid. Ind. Eng.Chem. Res., 45, 578–584.
27. Aguayo, A.T., Gayubo, A.G., Atutxa, A.,Olazar, M., and Bilbao, J. (2002) Catalyst deacti-vation by coke in the transformation of aqueousethanol into hydrocarbons. Kinetic modelingand acidity deterioration of the catalyst. Ind.Eng. Chem. Res., 41, 4216–4224.
28. Wyczesany, A. (1995) Chemical equilibria inthe process of etherification of light FCC gaso-line with methanol. Ind. Eng. Chem. Res., 34,1320–1326.

352 17 Dehydration, Etherification, and Hydration
29. Rihko, L.K. and Krause, A.O.I. (1996) Etherifica-tion of FCC light gasoline with methanol. Ind.Eng. Chem. Res., 35, 2500–2507.
30. Reagan, W.J. (1994) Gasoline range ether syn-thesis from light naphtha products of fluidcatalytic cracking of Fischer-Tropsch wax. Prepr.Pap.-Am. Chem. Soc., Div. Fuel Chem., 39 (2),337–342.
31. Marais, Z.-M. (1991) Sintese en evaluering van’nreeks petrolmengkomponente. (Engl. Transl.‘‘Synthesis and evaluation of a series gasolineblending components’’) M.Sc. Dissertation, Uni-versity of the Orange Free State, Bloemfontein,South Africa.
32. De Klerk, A. (2004) Etherification ofC6 Fischer-Tropsch material for linearα-olefin recovery. Ind. Eng. Chem. Res., 43,6349–6354.
33. Izquierdo, J.F., Cunill, F., Vila, M., Tejero, J.,and Iborra, M. (1992) Equilibrium constants formethyl tert-butyl ether liquid-phase synthesis. J.Chem. Eng. Data, 37, 339–343.
34. Izquierdo, J.F., Cunill, F., Vila, M., Iborra, M.,and Tejero, J. (1994) Equilibrium constants formethyl tert-butyl ether and ethyl tert-butyl etherliquid-phase synthesis using C4 olefinic cut. Ind.Eng. Chem. Res., 33, 2830–2835.
35. Rihko, L.K., Linnekoski, J.A., and Krause,A.O.I. (1994) Reaction equilibria in the syn-thesis of 2-methoxy-2-methylbutane and2-ethoxy-2-methylbutane in the liquid phase.J. Chem. Eng. Data, 39, 700–704.
36. Kitchaiya, P. and Datta, R. (1995) Ethers fromEthanol. 2. Reaction equilibria of simultaneoustert-amyl ethyl ether synthesis and isoamy-lene isomerisation. Ind. Eng. Chem. Res., 34,1092–1101.
37. Ancillotli, F., Mauri, M.M., Pescarollo, E., andRomagnoni, L. (1978) Mechanisms in the reac-tion between olefins and alcohols catalyzed byion exchange resins. J. Mol. Catal., 4, 37–48.
38. Smook, D. and De Klerk, A. (2006) Inhibition ofetherification and isomerization by oxygenates.Ind. Eng. Chem. Res., 45, 467–471.
39. Linnekoski, J.A., Krause, A.O.I., andStruckmann, L.K. (1998) Etherification andhydration of isoamylenes with ion exchangeresin. Appl. Catal. A, 170, 117–126.
40. Thornton, R. and Gates, B.C. (1974) Catalysis bymatrix-bound sulfonic acidic groups: olefin andparaffin formation from butyl alcohols. J. Catal.,34, 275–287.
41. Goodwin, J.G. Jr., Natesakhawat, S.,Nikolopoulos, A.A., and Kim, S.Y. (2002) Ether-ification on zeolites: MTBE synthesis. Catal.Rev.-Sci. Eng., 44, 287–320.
42. Miller, S.A. (ed.) (1969) Ethylene and its In-dustrial Derivatives, Ernest Benn, London,pp. 690–801.
43. Fielding, J.C. (1973) in Propylene and its In-dustrial Derivatives (ed. E.G. Hancock), ErnestBenn, London, pp. 214–234.
44. Elkin, L.M., Fong, W.S., and Morse, P.L. (1979)Synthetic Ethanol and Isopropanol. SRI Pro-cess Economics Program Report 53A, StanfordResearch Institute, Menlo Park, CA.
45. Cope, C.S. and Dodge, B.F. (1959) Equilibria inthe hydration of ethylene at elevated pressuresand temperatures. AIChE J., 5, 10–16.
46. Izumi, Y. (1997) Hydration/hydrolysis by solidacids. Catal. Today, 33, 371–409.
47. Cope, C.S. (1964) Equilibria in the hydrationof ethylene and of propylene. AIChE J., 10,277–281.