Fine structure analysis of biocompatible ceramic materials ... ceramic mat… · ceramic materials...
7
www.aladdin-e.com Fine structure analysis of biocompatible ceramic materials based hydroxyapatite and metallic biomaterials 316L Abstract : The aim of this paper was to obtain and characterize (surface morphology and fine structure) two types of materials: Ca 10 (PO 4 ) 6 (OH) 2 hydroxyapatite powder (HAp) as biocompatible ceramic materials and AISI 316L austenitic stainless steels as metallic biomaterials, which are the components of the metal–ceramic composites used for medical implants in reconstructive surgery and prosthetic treatment. The HAp was synthesized by coprecipitation method, heat treated at 200 ◦ C, 800 ◦ C and 1200 ◦ C for 4 h, analyzed by X-ray diffraction (XRD) and scanning electron microscope (SEM). The stainless steel 316L type was made by casting, annealing and machined with a low speed (100 mm/s) in order to obtain a smooth surface and after that has been studied from residual stresses point of view in three polishing regimes conditions: at low speed polishing (150 rpm), at high speed polishing (1500 rpm) and high speed-vibration contact polishing (1500 rpm) using wide angle X-ray diffractions (WAXD). The chemical compositions of AISI 316 steel samples were measured using a Foundry Master Spectrometer equipped with CCD detector for spectral lines and the sparking spots of AISI 316L samples were analyzed using SEM. By XRD the phases of HAp powders have been identified and also the degree of crystallinity and average size of crystallites, and with SEM, we studied the morphology of the HAp. It has been found from XRD analysis that we obtained HAp with a high degree of crystallinity at 800 ◦ C and 1200 ◦ C, no presence of impurity and from SEM analysis we noticed the influence of heat treatment on the ceramic particles morphology. From the study of residual stress profiles of 316L samples were observed that it differs substantially for different machining regimes and from the SEM analysis of sparking spots we revealed the rough surfaces of stainless steel rods necessary for a better adhesion of HAp on it. 1. Introduction In recent years increasing researches to develop new mate- rials used for medical implants in reconstructive surgery and prosthetic treatment have been done. Metallic (316L, Ti–6Al–4V, unalloyed Ti, Co–(Ni)–Cr–Mo, Co–Cr–W–Ni, AZ31 Mg alloy), ceramic (alumina, zirconia, carbon, calcium sulphate, calcium phosphate like hydroxyapatite) and polymeric (ultra high molecu- lar weight polyethylene, polyurethane) materials and combination of them (metal–ceramic composites as 316L/hydroxyapatite, Ti/hydroxyapatite, polymer–ceramic composite material, such as hydroxyapatite–polyethylene) are known and widely used in medicine [1–10]. One of the major constituents of inorganic components of human hard tissues, bone, teeth and tendon, which are responsible for the stability and function of these organs, is hydroxyapatite biocompatible ceramic [1]. Ca 10 (PO4) 6 (OH) 2 hydroxyapatite (HAp) shows excellent bio- compatibility not only with hard tissue but also with soft tissue. This material is capable of integrating biologically when directly implanted into a bone defect; furthermore, it produces no harmful effect on the immune system, is not toxic, and features an osteo- conductive behavior [2]. Clinically, HAp may be used in a variety of physical forms: as a sintered ceramic powder, block or porous forms, coating appli- cations, particularly, bioactive coatings on a bio-inert implant or as filler phase in case of bone graft substitute. In this latter case, calcium phosphate compound serves as a matrix [1–10]. Hydroxyapatite synthesized by chemical precipitation leads to obtaining a HAp characterized by high specific surface area and small particles size distribution. In most cases deviations from the stoichiometry will occur, and at the same time, the amorphous structure is obtained [7]. The disadvantages of ceramic biomaterials are the low resis- tance to impact and fracture. For that reason, the biocompatible Address:800 S Wineville Avenue, Ontario, CA 91761,USA Website:www.aladdin-e.com Email USA: [email protected] Email EU: [email protected] Email Asia Pacific: [email protected]
Transcript of Fine structure analysis of biocompatible ceramic materials ... ceramic mat… · ceramic materials...

www.aladdin-e.com
Fine structure analysis of biocompatible ceramic materials
based hydroxyapatite and metallic biomaterials 316L
Abstract :
The aim of this paper was to obtain and characterize (surface morphology and fine structure) two types of materials: Ca10 (PO4 )6 (OH)2 hydroxyapatite
powder (HAp) as biocompatible ceramic materials and AISI 316L austenitic stainless steels as metallic biomaterials, which are the components of the
metal–ceramic composites used for medical implants in reconstructive surgery and prosthetic treatment. The HAp was synthesized by coprecipitation
method, heat treated at 200 ◦ C, 800 ◦ C and 1200 ◦ C for 4 h, analyzed by X-ray diffraction (XRD) and scanning electron microscope (SEM). The stainless
steel 316L type was made by casting, annealing and machined with a low speed (100 mm/s) in order to obtain a smooth surface and after that has been
studied from residual stresses point of view in three polishing regimes conditions: at low speed polishing (150 rpm), at high speed polishing (1500
rpm) and high speed-vibration contact polishing (1500 rpm) using wide angle X-ray diffractions (WAXD). The chemical compositions of AISI 316 steel
samples were measured using a Foundry Master Spectrometer equipped with CCD detector for spectral lines and the sparking spots of AISI 316L
samples were analyzed using SEM. By XRD the phases of HAp powders have been identified and also the degree of crystallinity and average size of
crystallites, and with SEM, we studied the morphology of the HAp. It has been found from XRD analysis that we obtained HAp with a high degree of
crystallinity at 800 ◦ C and 1200 ◦ C, no presence of impurity and from SEM analysis we noticed the influence of heat treatment on the ceramic particles
morphology. From the study of residual stress profiles of 316L samples were observed that it differs substantially for different machining regimes and
from the SEM analysis of sparking spots we revealed the rough surfaces of stainless steel rods necessary for a better adhesion of HAp on it.
1. Introduction
In recent years increasing researches to develop new mate- rials used for medical implants in reconstructive surgery and prosthetic treatment have been done. Metallic (316L, Ti–6Al–4V, unalloyed Ti, Co–(Ni)–Cr–Mo, Co–Cr–W–Ni, AZ31 Mg alloy), ceramic (alumina, zirconia, carbon, calcium sulphate, calcium phosphate like hydroxyapatite) and polymeric (ultra high molecu- lar weight polyethylene, polyurethane) materials and combination of them (metal–ceramic composites as 316L/hydroxyapatite, Ti/hydroxyapatite, polymer–ceramic composite material, such as hydroxyapatite–polyethylene) are known and widely used in medicine [1–10].
One of the major constituents of inorganic components of
human hard tissues, bone, teeth and tendon, which are responsible for the stability and function of these organs, is hydroxyapatite biocompatible ceramic [1].
Ca10(PO4)6(OH)2 hydroxyapatite (HAp) shows excellent bio- compatibility not only with hard tissue but also with soft tissue. This material is capable of integrating biologically when directly implanted into a bone defect; furthermore, it produces no harmful effect on the immune system, is not toxic, and features an osteo- conductive behavior [2].
Clinically, HAp may be used in a variety of physical forms: as a sintered ceramic powder, block or porous forms, coating appli- cations, particularly, bioactive coatings on a bio-inert implant or as filler phase in case of bone graft substitute. In this latter case, calcium phosphate compound serves as a matrix [1–10].
Hydroxyapatite synthesized by chemical precipitation leads to obtaining a HAp characterized by high specific surface area and small particles size distribution. In most cases deviations from the stoichiometry will occur, and at the same time, the amorphous structure is obtained [7].
The disadvantages of ceramic biomaterials are the low resis- tance to impact and fracture. For that reason, the biocompatible
Address:800 S Wineville Avenue, Ontario, CA 91761,USA Website:www.aladdin-e.com
Email USA: [email protected] Email EU: [email protected]
Email Asia Pacific: [email protected]

www.aladdin-e.com
ceramic materials are necessary to be used as replacement implants in combination with the metallic components (stainless steel, titanium, etc.) for increasing the mechanical properties such as strength, bend strength and fatigue resistance [1–11].
The austenitic stainless steels 316L are the most used metallic biomaterials (for hip joints, artificial knee, etc.) because of: (a) their high corrosion resistance in marine and industrial atmospheres, in continuous service up to 930 ◦C; (b) for the good mechanical properties (tensile strength 860–1100 MPa and 0.2% proof stress 690 MPa, in cold worked condition); (c) they have relatively low cost and (d) it is easy to be processed. Biocompatible steels type AISI 316L cannot be hardened by thermal treatment, but the strength and hardness can be increased substantially by cold working, with subsequent reduction in ductility.
By mechanical processing, cold working, etc. different inter- nal stresses and second order residual stresses arise but it is very
0.16 M
Ca(NO3)2 · 4H2O
NH4OH
Mixing / 3h
Precipitate
Aging / 7 days
0.1 M
(NH4)2HPO4
important that they do not initiate and propagate cracks in these materials [12].
The appearance of second order residual stresses in biocompati- ble samples AISI 316L strongly depends on technological processing operations that are carried out on samples before their introduc- tion in use. So, we must pay special attention to choosing the best technique for processing such metallic materials [11–18].
Knowing the exact chemical compositions and fine structure of biocompatible components is considered one of the major require- ments for predicting the behavior of the body implant. The desired chemical, physical, structural and mechanical characteristics to be obtained for each component involved in composite for biomedical applications are: (i) chemical composition, (ii) phase-composition, (iii) fine structure of the polymorphic phase, (iv) distribution and preferred orientation of grains (texture), (v) synergistic effects on mechanical and electrical properties, (vi) essential biocompatibility [1–19].
Because of the specific characteristics mentioned above, stud- ies and experimental investigations (surface morphology and fine structure, including second order residual stresses) of this work were focused on the following groups of materials: (a) hydroxyap- atite powders (HAp) obtained by coprecipitation method and (b) 316L stainless steel obtained by casting and annealing for homog- enization.
Corroborating the results of investigations on the two types of materials, we can elucidate many structural aspects of them and we can improve the bonding at interface HAp-316L stainless steel by obtaining a rough microscopic morphology of stainless steel melted surfaces, and implicit to allow a better adhesion by coating of an adherent bioactive HAp on AISI 316L.
2. Materials and experimental procedure
2.1. Hydroxyapatite synthesis
For the synthesis of hydroxyapatite 0.1 M calcium nitrate
tetrahydrate (Ca(NO3)2·4H2O) and 0.16 M diammonium hydrogen
phosphate (NH4)2HPO4 have been used according to the procedure presented in other paper [20].
The equation of chemical reaction is:
10Ca(NO3)2·4H2O + 6(NH4)2HPO4 + 8NH4OH
→ Ca10(PO4)6(OH)2 + 20NH4 NO3 + 46H2 O
From the reaction between the two solutions based on cal- cium and phosphorus a precipitate has been obtained. The resulting slurry was filtered. The filter product was dried at 110 ◦C for 24 h and heat treated at 200 ◦C, 800 ◦C, respectively, 1200 ◦C for 4 h.
Washing and filtration
Drying / 24 h
Heat treatment
Powders characterization
X-ray diffraction Scanning electron microscopy
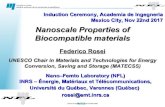
Fig. 1. Chemical coprecipitation route for hydroxyapatite powder preparation.
The procedure for preparing hydroxyapatite powder, according to above described procedure, is schematically illustrated in Fig. 1.
2.2. AISI 316L stainless steel preparation
The stainless steel AISI 316L was made by casting techniques
followed by annealing. The experimental procedure was presented in previous works [13].
We obtained gross ingots and rods from homogeneous alloy with chemical composition required for AISI 316L standards, pre- sented in Table 1.
From this stainless steel we cut samples at 50 mm × 40 mm × 10 mm dimensions. The alloy samples chosen for analysis are homogeneous and representative. One of the two faces of 50 mm × 40 mm was machined with a hard alloy “widia” head at a low speed (100 mm/s) in order to obtain a smooth surface.
The AISI 316L cylindrical samples of 40 mm in diameter were spectrometrically tested in repeating conditions to assess its elemental composition and the standard uncertainty of mass concentration. The standard uncertainty was estimated by the experimental standard deviation (STDEV) calculated according to SR EN 130005:2005. We consider that relative experimental standard deviation (RSD) is more relevant for experimentalists [13,18].
2.3. Hydroxyapatite powder analysis
The X-ray phase analysis of powders was carried out by X-
ray diffraction using a Bruker AXS D8 ADVANCE diffractometer Cu-Kα radiation (1.5405 A ) working at voltage and current sett- ings of 40 kV and 30 mA. XRD diagrams were recorded in the

Table 1
www.aladdin-e.com
The specific chemical composition of ASTM F 138 steel bar (AISI 316L).
C Si Mn P S Cr Ni Mo Cu Fe Max 0.03 Max 0.75 Max 2.0 Max 0.025 Max 0.01 17–19 12–14 2.0–3.0 Max 0.5 Residue
interval 20 < 2θ < 60, with a step size of 0.04◦ . Formation of other phases during HAp synthesis process (β-tricalcium phosphate, β- Ca3(PO4)2, α-tricalcium phosphate, α-Ca3(PO4)2, calcium oxide, CaO and tetracalcium phosphate, Ca4(PO4)2O, also has been stud- ied.
Identification of phases was achieved by comparing the diffrac- tion patterns of hydroxyapatite obtained in laboratory with ICDD-PDF2 (The International Centre for Diffraction Data – Powder Diffraction File 2) standards: 00-09-0432 card for hydroxyapatite, 00-09-0169 card for u-tricalcium phosphate, 00-09-0348 card for β-tricalcium phosphate, 00-37-1497 card for calcium oxide and 00-25-1137 for tetracalcium phosphate.
The degree of crystallinity can be evaluated by the ratio between
These regimes were performed with a Nematron machine using synthetic diamond powder mesh 400. The distances between the disk center of the polishing machine and samples were about 160 mm. The forces applied on top faces of the samples during pol- ishing were about 10 N in all cases. After being polished the samples were cleaned in special devices using alcohol and water.
The measurements of stresses were done with a standard DRON 3 diffractometer which was up-graded and real time computer assisted. The X-ray tube operated at 40 kV and 35 mA. The MoKα radiation diffracted by the (2 1 1) planes impinged on a graphite monochromator (0 0 4) planes [17].
The internal residual stresses a11 were evaluated using well- known relation:
the sum of the area under all the hydroxyapatite crystalline peaks and the sum of all peaks that form the background (halo), present in the scan range between 20◦ and 60◦ , according to the procedure
presented in other papers [21]. Also, an estimation regarding the size of crystallites was achieved by Debye–Scherrer relationship [22].
The average size of crystallites (τ) is calculated as the average size of crystallites corresponding to all of hydroxyapatite peaks identified, for the h,k,l Miller’s indices of the reflection planes. The results were analyzed using MDI Jade 5.0 software.
The morphology of the hydroxyapatite powder was stud- ied by using scanning electron microscopy (SEM) on FE-SEM Auriga (Carl Zeiss) (accelerating voltage, 0.1–30 kV), magnification: 12–1.000.000×, equipped with EDS detector.
2.4. AISI 316L characterization methods
The chemical compositions of AISI 316 steel samples were mea- sured using a Foundry Master Spectrometer equipped with CCD detector for spectral lines. The optical emission of electrical spark discharges took place in spectral argon (99.99998). The intensities of spectral line in ultraviolet were measured using glass fiber optic while visible lines with a direct optic simultaneously. The mass concentrations of the alloying element of AISI 316 grade were com- puter calculated using the intern standard method, according to the procedure presented in other papers [23–25].
For the analysis of optical microstructure REICHERT Univar microscope was used with automatic table. For acquisition and processing of the microscopic image, the microscope is equipped with three optical routes, each with independent exposure meter and a direct route for the camera. The device is equipped with a high resolution digital camera Polaroid DMC 1E type TWAIN driver.
We studied three polishing regimes: low speed polishing (150 rpm), high speed polishing (1500 rpm) and high speed- vibration contact polishing (1500 rpm) (85 Hz).
where E is Young’s modulus; v is Poisson’s ratio; B is the exper-imental broadening of a diffraction peak; B0 is the instrumental broadening of a diffraction peak (the instrument resolution which varies with θ ) and θ is angular position of the diffraction lines according to Bragg’s Law. The σ11 can be considered as a surface stress state because the MoKα X-ray depth of radiation penetration is less than 5 fLm in such steels.
For SEM investigating of steel samples type AISI 316L elec- tron microscope XL-30-ESEM TMP equipped with spectrometer was used. The microscope is equipped with appropriate software to assist operation, data acquisition and processing results, i.e. SEM images, spectra ED-XRF. The microscope ensures the accel- eration voltages of electrons in the range 5–45 keV, magnifications of 5–105× and all the specific features of microscope ESEM (Envi- ronmental Scanning Electron Microscope).
3. Results and discussion
3.1. Chemical composition of 316L stainless steel
Table 2 shows the average elemental mass concentrations (c)
and the associated STDEVs and RSDs. Three grades were investigated (noted with sample A, sample B
and sample C) of high alloyed steels whose chemical compositions are given in Table 2.
As could be seen in Table 2 the chemical composition of bar fits the majority of the AISI 316L requests but the C content is slightly greater than imposed while Si is twice greater.
3.2. Optical microstructural analysis of 316L
The representative microstructures of the sample are shown in
Figs. 2–4. As could be seen from Figs. 2–4 the microstructures of the grades are different and they have the same purity, though
Table 2 The main composition of investigated samples.
C Si Mn P S Cr Mo Ni Cu Fe Sa mple A 0.030 1.53 1.85 0.016 0.002 17.86 2.29 12.63 0.03 63.48 Sa mple B 0.038 1.56 1.56 0.017 0.002 18.3 2.29 12.72 0.03 63.52 Sa mple C 0.029 1.50 1.82 0.018 0.002 18.5 2.32 12.72 0.033 63.646 Average 0.035 1.514 1.869 0.016 0.002 17.810 2.31 12.75 0.005 0.303 STD 0.002 0.050 0.109 0.001 0.000 0.326 0.025 0.084 13.9 0.5 RSD (%) 4.2 3.3 5.8 7.4 0.0 1.8 1.1 0.7 0.03 63.48

www.aladdin-e.com
Fig. 2. The microstructure of sample A. Etching: 1:1/HCl:HNO3 – longitudinal sec- tion (100×).
Fig. 3. The microstructure of sample B. Etching: 1:1/HCl:HNO3 – cross section
(100×).
Fig. 4. The microstructure of sample C. Etching: 1:1/HCl:HNO3 – longitudinal sec-
tion (500×).
from wide angle X-ray diffractions (WAXD) considerations, the structures are proper for significant measurement of secondary stresses, because the average grain sizes are greater than 20 μm.
3.3. XRD analysis of HAp and AISI 316L
Fig. 5 shows the X-ray diffraction patterns for the hydroxy-
apatite powders samples obtained according to experimental procedure described above.
Fig. 5. X- ray diffraction patterns of hydroxyapatite samples after heat treatment at (a) 200 ◦ C, (b) 800 ◦ C and (c) 1200 ◦ C.

Table 3 800
www.aladdin-e.com
Heat treatment temperature 200 ◦ C 800 ◦ C 1200 ◦ C Degree of crystallinity (%) 24 85 94 Crystallite size (nm) 45 92 117
0
Resi
dual
str
ess,
[MPa
] Re
sidu
al s
tres
s, [M
Pa]
Resi
dual
str
ess,
[MPa
]
The estimated values regarding degree of crystallinity and crystallites size for hydroxyapatite samples analyzed.
600
400
Sample A Sample B Sample C
200
All XRD patterns show diffraction lines characteristic of
hydroxyapatite, both present in standards and in literature [9]. The only phase present is hydroxyapatite, which is confirmed by
comparing data obtained with the ICDD-PDF2 card: 00-009-0432. In case of sample heat treated at 200 ◦C, XRD pattern revealed
the presence of an important amorphous phase (Fig. 5a).
0
-200
-400
0 20 40 60 80 100 120 140 160
-6
The proportion of amorphous phase decreases with increas- ing of heat treatment temperature. When the temperature was increased, the hydroxyapatite peaks became sharper, due to crystal growth. An estimation related to crystallites size for HAp, according to Scherrer’s formula reveals a proportional increase of crystallite size from 45 nm to 117 nm with increasing of the heat treatment temperature from 200 to 1200 ◦C.
The estimated crystallites size of hydroxyapatite is in accor- dance with data obtained regarding the crystallinity degree.
The crystallinity degree increases up to 85% for hydroxyapatite
Depth [x10 m]
Fig. 7. The residual stresses (σ1 1 ) depth profiles induced by machining milling for AISI 316L steel samples A, B and C.
300
200
100
0
powder heat treated at 800 ◦C, respectively, 94% in case of sample calcinated at 1200 ◦C, as are revealed in Table 3.
The WAXD diffractograms given by the AISI 316L steel samples A, B and C are quite similar according to procedure presented in other papers [26]. The common aspect of WAXD diffractogram for all investigated grades is shown in Fig. 6.
Every ferrite (2 1 1) diffraction line was ten times recorded at each depth. The experimental B and B0 were taken as average val- ues.
Previously for B and B0 determination, the (2 1 1) lines were sub-
-100
-200
-300
-400
-500
-600
0 20 40 60 80 100 120 140 160
Sample A Sample B Sample C
Depth [x10-6 m]
jected to usually corrections (smooth, background, LP, etc.) using up-graded DRON 3 software. After these corrections, the lines were fitted with Gauss, Cauchy and Lorentz functions in order to eval-
Fig. 8. The residual stresses (σ1 1 ) depth profiles by low-speed mechanical polishing for AISI 316L steel samples A, B and C.
uate which kind of B correction is better i.e. (B2 − B2)1/2, B − B0 or other [16,19,27,28]. We find out that the (2 1 1) lines are better fitted by the Gaussian profiles. For this reason we used the relation (1) to calculate σ11. The B and B0 values were estimated step-by-step, step 10 μm, from the surface to 150 μm depth.
In Figs. 7–10 the second residual stresses (σ11) depth profiles induced by different technological machining are presented.
3.4. SEM analysis of HAp and 316L
Field emission scanning electron microscopy (FESEM) images of HAp synthesized in accordance with procedure and thermal treated at different temperatures are shown in Fig. 11.
It can be observed that the temperature of heat treatment had a significant effect on the particle morphology. In case of sample ther- mal treated at 200 ◦C the presence of agglomerates with needle-like
200
100
0
-100
-200
-300
-400
-500
-600
-700
0 20 40 60 80 100 120 140 160
Sample A Sample B Sample C
Depth [x10-6 m]
Fig. 6. The WAXD pattern of sample A.
Fig. 9. The residual stresses (σ11 ) depth profiles induced by high-speed mechanical polishing for AISI 316L steel samples A, B and C.

www.aladdin-e.com
Resi
dual
str
ess,
[MPa
]
100
50
0
-50
-100
-150
-200
-250
-300
-350
0 20 40 60 80 100 120 140
Sample A Sample B Sample C
Depth [x10-6 m]
Fig. 10. The residual stresses (σ11 ) depth profile induced by vibration-polishing for AISI 316L steel samples A, B and C.
shape crystallites, exhibiting a uniform size distribution (Fig. 11a) can be observed. Obtaining particles with an elongated shape is the result of process parameters selection, such as low addition rate of PO4
3− ions solution over the alkaline solution based on Ca2+ ions,
Fig. 11. SEM images of hydroxyapatite powders heat treated at (a) 200 ◦ C and (b) 1200 ◦ C.
Fig. 12. (a) Detailed image of the peripheral fingerprint spark; (b) magnified image of the area marked with red rectangle in (a). (For interpretation of the references to color in this figure legend, the reader is referred to the web version of the article.)
this leading to an increase of crystallites in preferential directions, particularly along the (0 0 2) direction [29,30].
A qualitative analysis recorded magnification up to 100,000× reveals the morphology of different crystallites with average diam- eter of 200 nm. Fig. 11b highlights the microstructural aspects of the sample analyzed at magnifications of 50,000×, after calcinations at 1200 ◦C. As can be seen from SEM image the powder particles of hydroxyapatite are clearly beginning to sinter together. Thus, with increasing of heat treatment temperature at 1200 ◦C a significant growth of hydroxyapatite grain size is emphasized.
Analysis of the sparking spots on an AISI 316L sample (spectro- metrically initially tested with SDAR-AES method) with scanning electron microscope reveal proofs on existence of rough surfaces for these samples as shown in Fig. 12a and b. The images reveal the surprising appearance of a rough microscopic morphology, of melted surfaces type “peach skin”.
4. Conclusions
Given the current trends in the fields of tissue engineer-
ing, for realizing hybrid biomaterials with high biocompatibility

www.aladdin-e.com
properties, we believe that studies on two types of materials (HAp and stainless steel AISI 316L) contribute to improved methods for obtaining them, and to increase the quality of hydroxyapatite coatings on biocompatible metal layers type stainless steel AISI 316L.
Hydroxyapatite was successfully produced by chemical copre- cipitation, based on the reaction between Ca(NO3)·4H2O and (NH4)2HPO4.
The X-ray diffractometry revealed that only phase crystalline present is hydroxyapatite. The synthesized powders were ther- mally stable up to 1200 ◦C and showed no phase change.
X-ray powder diffraction analysis revealed no impurity phases. Presence of secondary phases in hydroxyapatite structure, such as β-tricalcium phosphate, α-tricalcium phosphate, calcium oxide, tetracalcium phosphate and calcium nitrate was not detected.
SEM analysis highlights the influence of heat treatment temper- ature on the morphology of hydroxyapatite particles.
From the study of residual stress type σ11 profiles contours were observed that they differ substantially for different machin- ing regimes that are carried out on the samples of steel type AISI 316L.
Thus, we see that after processing by milling the samples (Fig. 7), residual stresses reach a peak intensity at a depth of approx. 40 fLm in the sample, and after processing by both mechanical polish- ing low speed (Fig. 8) and by high-speed mechanical polishing (Fig. 9) a maximum level at about 90 fLm can be achieved. Under 140–150 fLm deep, micro-tensions tend to relax to zero. Also, from (Fig. 10) residual stress profile curves (σ11) induced by vibration- polishing and residual stresses type σ11 lows reached approx. 60 fLm depth in the sample can be observed. From the analysis sec- ond order residual stress profiles (σ11) induced by various regimes machining, results the milling processing induces the most severe “pattern” of residual stress. Thus the implants in AISI 316L stain- less steels, special attention should be paid to choosing the best processing technology of metallic materials.
The most surprising aspect of SEM investigations at 316L stain- less steel samples is highlighting the eruption of particles during spark and their significant deposition at the spot periphery, as shown in Fig. 12, which reveals the morphologies of resulting craters as well the deposition of acicular particles of tenths of a micron size. From that sparkle generates a complex landscape with craters, loops and melt zones “clusters” and poriferous tap areas generated by sparking-in can be used as a means of increas- ing the adhesion of ceramic coatings on metallic substrates. We believe that coatings including enamels, ceramics–hydroxyapatite, dental porcelain, zirconium can beneficiate from sparking-in tech- niques to improve their adherence and mechanical characteristics
of the coating-substrate coupling, such as hydroxyapatite coatings on 316L stainless steel metal.
For More information on related products, please visit www.aladdin-e.com
References
[1] Y. Liu, D. Hou, G. Wang, Materials Chemistry and Physics 86 (2004) 69–73. [2] V.S. Komlev, S.M. Barinov, V.P. Orlovskii, S.G. Kurdyumov, Refractories and
Industrial Ceramics 42 (2001) 195–197. [3] D.N. Ungureanu, N. Angelescu, V. Tsakiris, V. Marinescu, Romanian Journal of
Materials 42 (1) (2012) 52–60. [4] Y.J. Tang, Y.F. Tang, C.T. Lvc, Z.H. Zhouc, Applie d Surface Science 254 (2008)
5359– 5362. [5] J.-H. Lin, Journal of Materials Processing Technology 192–193 (2007) 97–100. [6] J.M. Ruan, J.P. Zou, Z.C. Zhou, Powder Metallurgy 49 (1) (2006) 62–65. [7] D.N. Ungureanu, Researches regarding synthesis and characterization of
ceramic biomaterials, Ph.D. Thesis, Valahia University of Targoviste, unpub- lished.
[8] G. Silva, M.R. Baldissera, E. de Sousa Trichês, K.R. Cardoso, Materials Research 16 (2) (2012).
[9] D.M. Tulinski, M. Jurczyk, Applied Surface Science 260 (2012) 80. [10] S.A. Salman, K. Kuroda, M. Okido, Bioinorganic Chemistry and Applications 2013
(2013). [11] M.M. Dewidar, H.-C. Yoon, J.K. Lim, Metals and Materials International 12 (3)
(2006) 193–206. [12] Jeremy E. Scheel, N. Jayarama n, D.J. Hornbach, NAC E Internationa l Conference
& Expo Corrosion 2011 (2011) 1–16. [13] F.V. Anghelina, Structural and compositional analysis with atomic and nuclear
methods of metal matrices, Valahia University of Targoviste, 2010 (Ph.D. Thesis, in Romanian).
[14] C.O. Rusanescu, M. Rusanescu, Metalurgia 1 (2007) 38. [15] M. Parvizan, F. Rahimi-Asthari, A. Goodarzi, B. Sabr loui, J. Sabaghzade, M.S.
Zabihi, Applie d Surface Science 260 (2012) 77–79. [16] I.T. Rasul, S.A. Meguid, Materials Science and Technology 12 (1996) 445. [17] I.V. Popescu, F.V. Anghelina, I.I. Pencea, E. Catalin, Journal of Science and Arts 2
(11) (2009) 278–284. [18] F.V. Anghelina, I.V. Popescu, V. Bratu, E. Stoian, The 9th WSEAS International
Conference on Applications of Electrical Engineering (AEE’10), 2010, p. 175. [19] I. Pencea, Basics of Materials’ Structural Analysis, Printech, Bucharest, 2002. [20] N. Angelescu, D.N. Ungureanu, A. Catangiu, Chemistry Magazine 62 (2011)
702–706. [21] E. Landi, A. Tampieri, G. Celotti, S. Sprio, Journal of the European Ceramic Society
20 (2000) 2377–2387. [22] E. Bouyer, F. Gitzhofer, M.I. Boulos, Journal of Materials Science: Materials in
Medicine 11 (2000) 523–531. [23] C.O. Rusanescu, G. Paraschiv, 7th IEEE Conference on Industrial Electronics and
Applications (ICIEA), Singapore, 2012, pp. 787–791. [24] C.O. Rusanescu, M. Rusanescu, Bulletin of UASVM Agriculture Cluj-Napoca 67
(2) (2010) 105–110. [25] C.O. Rusanescu, G. Paraschiv, Ghe. Voicu, M. Rusanescu, Bulletin of UASVM
Agriculture Cluj-Napoca 68 (2) (2011) 130–138. [26] A. Szekeres, S. Baka lova, S. Gr igorescu, A. C ziraki, G. Socol, C. Ristoscu, I.N.
Mihailescu, Applied Surface Scie nce 255 (10) (2009) 5271– 5274. [27] L. Bally, L. Benes, R. Manaila, X-ray and Neutron Diffraction, Technica Publisher,
Bucharest, 1972. [28] I. Pencea, Elements of Applied Structural Analysis, Printech, Bucharest, 2002. [29] Y. Zhang, J. Lu, Journal of Nanoparticle Research 9 (2007) 589–594. [30] A.A. Poinescu, R.M. Ion, R.-I. van Staden, J.F. van Staden, M. Ghiurea, Advanced
topics in optoelectronics, microelectronics, and nanotechnologies, Proceedings of the SPIE 7821 (2010), http://dx.doi.org/10.1117/12.882148.
(Source: Applied Surface Science)