Fibre laser hybrid welding of aluminium alloys for the ... 080220.pdf · • TWI is developing...
25
Copyright © 2008, TWI Ltd World Centre for Materials Joining Technology Fibre laser hybrid welding of aluminium alloys for the rail sector Chris Allen 1 , Pak Chong 2 , Paul Hilton 1 and Yoshitomo Watanabe 3 1 TWI Ltd, 2 Formerly TWI, now Subsea7, 3 Nippon Sharyo Ltd
Transcript of Fibre laser hybrid welding of aluminium alloys for the ... 080220.pdf · • TWI is developing...

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Fibre laser hybrid welding of aluminium alloysfor the rail sector
Chris Allen1, Pak Chong2,Paul Hilton1 and Yoshitomo Watanabe3
1TWI Ltd, 2Formerly TWI, now Subsea7, 3Nippon Sharyo Ltd

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Contents• Interest in alternative welding technologies
from the rail sector
• Fibre lasers• Hybrid laser-MIG welding
• Welds in 3mm thick plate• Joint geometry development• Welds in 3mm thick extrusions• Gap tolerance

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Interest in alternative welding technologiesfrom the rail sector
• For use in new type of high speed train body manufacture

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
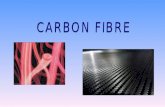
Interest from the rail sector• Aluminium alloys (extruded sections and
rolled plates) used in high speed train railcar bodies
Image from 'JAPAN RAILFAN MAGAZINE' Vol.45 No.532 Aug., 2005 p86

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Interest from the rail sector• MIG welding has been conventionally used in
past
Extrusion design for MIG welded joint

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Interest from the rail sector• In modern designs, joint lengths up to 25m• High heat input of MIG can lead to build up of
distortion over weld length• High heat input also leads to loss of strength
and wide HAZ• Area around joint requires thickening, to
maintain strength, adding weight to rail carriage

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Interest from the rail sector• Two alternative welding processes are being
considered– Friction stir welding (FSW)– Hybrid laser-MIG (combination of laser and MIG welding)
• Both have a lower heat input than MIG welding⇒ Lower distortion⇒ Lower degree of strength loss in joints
– Higher minimum strength– Narrower HAZ

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Extrusion design for FSW joint
Thicker section in joint region
FSW in the rail sector• FSW still requires that
the joint area be thickened, due to factors including– Resistance to tooling
forces during FSW– Wide HAZ
• Weight saving potentially greater with hybrid laser-MIG welded structure
• Welding speeds higher

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Hybrid welding at TWI• TWI is developing hybrid fibre laser-MIG welding for Nippon
Sharyo, a Japanese railcar manufacturer
• Weld procedure development on close fitting butt joints– 3mm thickness rolled plates, extruded plates and hollow section
extrusions– A6N01S-T5 (~AA6063, or Al~0.6Mg~0.6Si)– ER5356 (Al~5Mg) MIG consumable used– Weld profile from cross-sections– Weld quality from radiographic inspection
• Optimum joint geometry trials• Gap tolerance of welding conditions developed

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Why Fibre lasers?
• Fibre delivered– Flexible welding
• Multi-kW power• Higher efficiency
– (20~25%)• Diode pumped, solid
state design– Reduced servicing
• Smaller footprint– More portable
• Higher beam quality

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
1
10
100
1000
10000
100000
Jan-70 Jan-75 Jan-80 Jan-85 Jan-90 Jan-95 Jan-00
Lase
r out
put p
ower
, W
CO2Nd:YAGYb-fibre
1
10
100
1000
10000
100000
Jan-70 Jan-75 Jan-80 Jan-85 Jan-90 Jan-95 Jan-00
Lase
r out
put p
ower
, W
CO2Nd:YAGYb-fibre
Why Fibre lasers?
• Fibre delivered– Flexible welding
• Multi-kW power• Higher efficiency
– (20~25%)• Diode pumped, solid
state design– Reduced servicing
• Smaller footprint– More portable
• Higher beam quality

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Why hybrid welding?• So what is hybrid welding?
LaserMIG

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Why hybrid welding?• Benefits include
• Greater penetration• Higher welding speed• Improved fit-up tolerance• Improved weld quality and
profile• Filler metal addition
– control of weld microstructure– control of hot cracking
Laser weld
Hybrid weld
Laser weld Hybrid weld

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Hybrid welding set up
Laser beam axis
Air-knife
MIG torch axis
MIG torchWelding head
Jig

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Hybrid welds in 3mm plate
• Laser / MIG powers typ. 7.0 / 3.0 kW
• Maximum welding speed for full penetration– 5.0 m/min (d = 0.6mm)
• Grade 1 welds– max. pore size typ. 0.5mm

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Optimum extrusion geometry trials• First trials on joints
between rolled plates and extruded plates
• Without joint space– Grade 4 welds– 21 pores in diameter
range 1-2mm• With joint space
– Grade 2 welds– 2 pores in diameter
range 1-2mm– ⇒ Joint space essential– But, notch defect in root
Joint spaceExtrusion #1
Extrusion #2 3mm

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Asymmetric joint space Symmetric joint space
• Two further types of ‘self jigging’ joint configurations between extrusions tried with joint spaces
Optimum extrusion geometry trials

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
• Asymmetric joint space leads to Grade 3 quality welds– 5 pores in diameter
range 1-2mm in 300mm test length
• Notch defects still present in root Asymmetric joint
space
Original joint line
Optimum extrusion geometry trials

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
• Symmetric joint space leads to Grade 1 or Grade 2 quality welds– 2 pores in diameter
range 1-2mm• Notch defects no longer
present
• Joint is essentially full penetration butt weld Underlying material machined away
(to facilitate radiographic inspection)
Original joint line
Optimum extrusion geometry trials

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Optimum extrusion geometry
Hybrid weld between two close fitting hollow extruded sections

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
• High quality welds can also be achieved in thicker materials
• Hybrid weld in Al alloy plate up to 12mm thick• Laser power at
workpiece = 7kW• 0.8 m/min (d = 0.6mm)• PF welding position
(vertical up)• Weld profile acceptable
if cap and root machined
Hybrid welds in thicker materials

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Gap tolerance: 3mm plates• Continuously tapering gap joint (0-2mm) bridged to
0.7mm gap before under fill exceeded 0.3mm (customer requirement)
Excess 0.5mm at 0mm gap
Excess 0.3mm at 0.4mm gap
Under fill 0.3mm at 0.7mm gap

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Gap tolerance: 3mm extrusions• Greater gap tolerance has been developed, through
further modification of extrusion geometry

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Gap tolerance: 3mm extrusions
• Weld beads would be machined down after welding• Customer would now accept welds made across a
1.5mm gap
0.7mm gap 1.0mm gap 1.5mm gap

Copyright © 2008, TWI LtdWorld Centre for Materials Joining Technology
Conclusions• Fibre lasers proven suitable for hybrid welding• Low distortion, high quality hybrid fibre laser-MIG welds can
be made in 3mm 6xxx aluminium alloys at >5m/min• Design of joint geometry essential for
– low porosity• Fully penetrating welds in to a symmetric joint space
– procedures tolerant to joint fit-up, meeting customer requirements on under fill• gap tolerance to 1.5mm possible, if weld cap can be machined
subsequently• gap tolerance to 0.7mm possible, if weld cap not machined
– self-jigging