Fiber Infrastructure
4
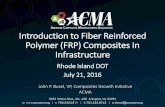
978-1-4577-1343-9/12/$26.00 ©2012 IEEE 1 Engineering of Fiber Optics Infrastructure Abstract – Fiber optic technology is making significant advances for use in a number of air and space platforms. Many of these applications involve integration into systems which make extensive use of optical fiber for high bandwidth signal transmission. The lar ge signal transmission bandwidth of optical fiber has a large and positive impact on the overall weight of the cable harness. Several current air and space platforms that use fiber optic systems include commercial and military aircraft, unmanned aircraft, the International Space Station and several NASA and international space exploration systems. Substantial sources of variability may be introduced in the fiber optic connectors and termini that are designed into each piece of equipment unless the design specifications adequately identify operating and storage environments, use widely recognized standards for fiber optic cable assembly manufacturing and testing. At each development and manufacturing stage, from design through manufacturing, each type of fiber optic connector and termini may require unique fixtures for p rocessing and inspection. Involving personnel from design through installation, together with suppliers, may help avoid significant costs for equipment and minimize or eliminate costly defects. Fiber optic technologies do not require significant power and complex electronics while allowing signal processing to be located close to the networked applications. There are many benefits of fiber optic systems for air and space applications, including minimal electromagnetic interference and environmental effects, lightweight and smaller diameter cables, greater bandwidth and the ability to be easily upgraded. This paper presents an overview of defining fiber optic system and component performance by identifying operating and storage environmental requirements, using appropriate standards to be used in fiber optic cable assembly manufacturing and inspection, interacting with component manufacturers for interoperable hardware, developing inspection methods and fixtures compliant with the selected standards and developing a quality plan that assures satisfaction of every design requirement. Keywords – Fiber Optics, Fiber Optic Connectors and Termini, Bandwidth, Insertion and Return Loss, End Face Geometry and Interferometry I. INTRODUCTION urrent generation fiber optic technology is making significant advances for use in a number of air and space systems, including data transfer and communications, fiber optic enabled sensors, electro-optical distributed aperture systems and integrated diagnostics, prognostics, and health management [1]. Cable strength, weight hardness and flexibility need to be balanced for each application Fiber optics offer minimal electromagnetic interference (EMI), minimal electromagnetic environmental effects (E3), lightweight cables (compared to Cu), smaller diameter cables (compared to Cu), greater bandwidth (compared to Cu), no grounding or s horting concerns and upgradeable w ithout replacing cable harnesses. Fiber optic systems, due to its data rate performance, small size, and lightweight will continue to provide and revolutionize performance for many air and space systems in the future. II. HARSH EVIRONMENTS FOR FIBER OPTICS There are many benefits of fiber-optic systems for air and space applications, and for operation in harsh environments. Cables used underwater may be exposed to corrosion, moisture, high pressure, high forces in the axial and lateral directions and low to high temperatures (-2°C to +36°C). An armored cable jacket that will protect the fiber may be required. Fiber optic cable assemblies used underground are subject to high ambient and low temperature (-40°C to +70°C), temperature cycling, high shock/impact, high Ronald Pirich, Senior Member, IEEE , Northrop Grumman Aerosp ace Syst ems, Bet hpage, NY 11714 [email protected] and John Mazurowsk i, Senior Member, IEEE , Pennsylvania State University Electro-Optics Center, Freeport PA 16229 C A ir Space Ground Underground Underwater Figure 1. Environments for fiber op tics.
-
Upload
tkupadhyaya -
Category
Documents
-
view
212 -
download
0
description
Fiber optic technology is making significantadvances for use in a number of air and space platforms. Environments for fiber optics.
Transcript of Fiber Infrastructure

7/17/2019 Fiber Infrastructure
http://slidepdf.com/reader/full/fiber-infrastructure 1/4
978-1-4577-1343-9/12/$26.00 ©2012 IEEE 1
Engineering of Fiber Optics Infrastructure
Abstract – Fiber optic technology is making significant
advances for use in a number of air and space platforms. Many
of these applications involve integration into systems which
make extensive use of optical fiber for high bandwidth signal
transmission. The large signal transmission bandwidth of
optical fiber has a large and positive impact on the overall
weight of the cable harness. Several current air and space
platforms that use fiber optic systems include commercial and
military aircraft, unmanned aircraft, the International Space
Station and several NASA and international space exploration
systems. Substantial sources of variability may be introduced
in the fiber optic connectors and termini that are designed into
each piece of equipment unless the design specifications
adequately identify operating and storage environments, use
widely recognized standards for fiber optic cable assembly
manufacturing and testing. At each development and
manufacturing stage, from design through manufacturing,
each type of fiber optic connector and termini may require
unique fixtures for processing and inspection. Involving
personnel from design through installation, together with
suppliers, may help avoid significant costs for equipment and
minimize or eliminate costly defects. Fiber optic technologies
do not require significant power and complex electronics whileallowing signal processing to be located close to the networked
applications. There are many benefits of fiber optic systems for
air and space applications, including minimal electromagnetic
interference and environmental effects, lightweight and smaller
diameter cables, greater bandwidth and the ability to be easily
upgraded. This paper presents an overview of defining fiber
optic system and component performance by identifying
operating and storage environmental requirements, using
appropriate standards to be used in fiber optic cable assembly
manufacturing and inspection, interacting with component
manufacturers for interoperable hardware, developing
inspection methods and fixtures compliant with the selected
standards and developing a quality plan that assures
satisfaction of every design requirement.
Keywords – Fiber Optics, Fiber Optic Connectors and Termini,
Bandwidth, Insertion and Return Loss, End Face Geometry
and Interferometry
I. INTRODUCTION
urrent generation fiber optic technology is making
significant advances for use in a number of air and
space systems, including data transfer and communications,
fiber optic enabled sensors, electro-optical distributed
aperture systems and integrated diagnostics, prognostics,
and health management [1].
Cable strength, weight hardness and flexibility need to be
balanced for each application Fiber optics offer minimal
electromagnetic interference (EMI), minimal
electromagnetic environmental effects (E3), lightweight
cables (compared to Cu), smaller diameter cables (compared
to Cu), greater bandwidth (compared to Cu), no grounding
or shorting concerns and upgradeable without replacing
cable harnesses. Fiber optic systems, due to its data rate
performance, small size, and lightweight will continue to
provide and revolutionize performance for many air and
space systems in the future.
II. HARSH EVIRONMENTS FOR FIBER OPTICS
There are many benefits of fiber-optic systems for air andspace applications, and for operation in harsh environments.
Cables used underwater may be exposed to corrosion,
moisture, high pressure, high forces in the axial and lateral
directions and low to high temperatures (-2°C to +36°C). An
armored cable jacket that will protect the fiber may be
required. Fiber optic cable assemblies used underground are
subject to high ambient and low temperature (-40°C to
+70°C), temperature cycling, high shock/impact, high
Ronald Pirich, Senior Member, IEEE , Northrop Grumman Aerospace Systems, Bethpage, NY 11714
John Mazurowski, Senior Member, IEEE ,
Pennsylvania State University Electro-Optics Center, Freeport PA 16229
C
Air SpaceGround
UndergroundUnderwater
Figure 1. Environments for fiber optics.

7/17/2019 Fiber Infrastructure
http://slidepdf.com/reader/full/fiber-infrastructure 2/4
2
vibration, high pressure, exposure to hot or corrosive fluids
and exposure to hazardous gases, such as methane. On the
ground, fiber optic cable assemblies may have exposure to
dust, chemical and biological contaminants, vibration and
shock, temperature (e.g., icing), water/chemical emersion,
electromagnetic and radio frequency interference in a
temperature range of -90°C to +60°C. In aircraft
environments, temperature cycling over range of −54°C to
55°C (on aircraft) and -40°C to 85°C (in storage), vibration,shock, electromagnetic and radio frequency interference can
be expected. In the space environment, temperature cycling
over a range of -200°C to +200°C, broad range of radiation
type and dose rate (protons, electrons, gamma, other forms
of radiation) is present.
II. FIBER OPTIC FAILURES
The selection of fiber optic cable assemblies and their
reliability is the most important consideration of the system
design and subsequent requirements [2]. Fiber optic cable
reliability is directly related to the frequency of cable
failures. Quantitative data should be collected and evaluatedto determine why and when failures occurred and to identify
design options which can be made to avoid these failure
conditions. An understanding of fiber-optic device failure
modes and mechanisms is critical to insuring unit reliability,
improving the manufacturing process, and allowing design
flexibility of the overall fiber-optic system.
Some common fiber optic cable assembly failure attributes,
as shown in Figure 2, include contaminated termini, poorly
polished fiber connectors, excessive fiber apex offset,
broken fibers, broken connector alignment sleeves, improper
choice of the fiber optic cable cladding and outer jacket and
inadequate termini cleaning after connector disconnect.
III. FIBER OPTIC CABLE ASSEMBLY
REQUIREMENTS AND STANDARDS
Optical performance requirements establish that systems
will perform correctly. A good fiber optic design includes a
link budget. Fiber optic hardware is designed with respect to
its environment. Components meant for different
environments may be physically incompatible. Guidance for
assembly and installation (including proper cleaning,
testing, tie downs and clamping) should be defined.
Cleanliness is of utmost importance for optical devices. Use
of proper cleaning methods does not reduce performance.
The system designer should establish consistent
requirements for fiber optic components consistent over all
suppliers.
Widely recognized standards are used to assure that
requirements are aligned with requirements, i.e., understood
and used by suppliers at all levels. Examples of some
commonly used government and commercial standards are
shown in Figures 3 and 4.
IV. FIBER OPTIC PROCESS MAP
It is important to determine and justify whether performance
against each requirement is guaranteed by design,
guaranteed by statistical process performance or guaranteed
by test or inspection. The worst case scenario is that defects
are being produced and you cannot detect them.
Process validation ensures that a process consistently
produces a product that meets its specifications. It is an
important component in the design, prototyping and
manufacturing process and one, if done correctly, that can
GovernmentPublications
MIL-PRF-29504Termini,FiberOpticConnector,Removable,GeneralSpecification
MIL-PRF-38999 Connector, Electrical, Circular, Miniature, High Density, QuickDisconnect,(Bayonet, Threaded, and Breech Coupling) Environment Resistant,RemovableCrimpandHermeticSolderContacts,GeneralSpecification
MIL-PRF-85045Cables,FiberOptics(Metric),PerformanceSpecification
MIL-PRF-49291Fiber,Optical(Metric),PerformanceSpecification
MILSTD130IdentificationMarkingofU.S.MilitaryProperty
MILSTD1678
NAVAIR01-1A-505-4 (T.O.1-1A-14-4, TM11500-323-23-4) InstallationandtestingPracticesforAircraftOpticCabling
Figure 3. Widely recognized government fiber opticcomponent and assembly standards [4].
Contaminated Termini
Poorly Polished Fiber
Connector
Broken Fiber
Excessive Apex Offset
Broken Alignment Sleeves
Inadequate Termini
Cleaning
Figure 2. Attributes of fiber optic failures in
harsh environments [3].
CommercialRecognized Publications
- EIA/TIA-455-xxStandard Test Procedure for Fiber Optic Fibers,
Cables, Transducers, Sensor Connecting and Terminating Devices,and Other Fiber Optic Components
- ANSI/EIA/TIA-598 Optical Fiber Cable Color Coding
- IPC/WHMA-A-620Requirements & Acceptance for Cable & Wire
Harness Assemblies- IPC 8497-1 Cleaning Methods and Contamination Assessment forOptical Assembly
- IEEE STD 1202-2006 Standard for Flame- Propagation Testing ofWire and Cable
- UL 910Standard for Safety Test for Flame-Propagation and Smoke
Density-Values for Electrical and Optical Fiber Cables Used in
Spaces Transporting Environmental Air
Figure 4. Widely recognized commercial fiber optic
component and assembly standards [4].

7/17/2019 Fiber Infrastructure
http://slidepdf.com/reader/full/fiber-infrastructure 3/4
3
save a considerable amount of time, money, rework and
resources. The key to a successful process validation is a
thorough understanding of the cable assembly
requirements, suitable production materials and
components, the manufacturing process, which includes
adhering to recognized standards, cable assembly and
measured test data (e.g., insertion and return loss,
temperature and structural durability either through test-to
failure or similarity with previous assemblies) and fiberoptic cable assembly installation (including proper cleaning,
testing, tie downs and clamping). An appropriate method to
understand the process is through process mapping [5].
A process map, as shown in Figure 5, is used to document
efficacy and to identify waste. Generally recognized metrics
for fiber optic infrastructure include physical attributes at
the cable assembly level including end face quality, such as
end face geometry, apex offset, radius of curvature and fiberheight, as well as optical performance for the cable
assembly such as insertion and return loss.
V. FIBER OPTIC CABLE ASSEMBLY TESTING
Testing of fiber optic cable assemblies has been
continuously improving over the last several years, as
shown in Figure 6.
Instruments include light meters, which qualitatively
measures light continuity in a fiber optic cable assembly.
Power meters measure the overall cable assembly insertion
and return loss. Optical Time Domain Reflectometry(OTDR) injects a series of optical pulses into the cable
assembly and measures the cable assembly’s length and
overall attenuation, including splice and mated-connector
losses. Optical Frequency Domain Reflectometery (OFDR)
uses a swept laser source and an interferometer to measure
the amplitude and phase response of reflected light as a
function of distance, with up to 10 micron spatial resolution
[6]. OFDR has the high sensitivity required to detect
Rayleigh backscatter (> 130 dB) and thus use standard
single mode fiber as the transducer. OFDR technology can
be used to diagnose and troubleshoot the sensor fibers and
optical networks used for data transmission in both single
mode and multimode fiber. OFDR offers a significant
improvement in diagnostic capabilities when compared tousing a light source, power meter or OTDR. This is due to
the OFDR’s combination of high spatial resolution, high
sensitivity and zero dead-zone.
Endface geometry defines fiber optic terminus end face
parameters radius of curvature, apex offset, and fiber height,
as seen in Figure 7. The development and implementation of
Figure 7. Geometry and optical path for end
face interferometer [7].
Light MeterPower Meter
OTDR
OFDR
End Face Interferometry
Insertion and Return Loss
Figure 6. Fiber optic cable assembly performance testing.
Cable
Installation
Measured and
Observed Data
Approvals and Sign
Offs
Locations where
Components & Cable
Assembly are Stored
Cable
Components
Cable
Assembly
Production
Materials
Recognized and Draft
Standards
Cable Assembly
Requirements
Figure 5. Fiber optic process map.

7/17/2019 Fiber Infrastructure
http://slidepdf.com/reader/full/fiber-infrastructure 4/4
4
interferometry for end face geometry inspection allows the
precise measurements fiber radius of curvature, apex offset
and fiber height as well as the return loss associated with the
fiber optic assembly.
VII. SUMMARY
The key to a successful process validation for fiber optic
cable assemblies is a thorough understanding of cableassembly requirements, suitable production materials and
components, the manufacturing process, which includes
adhering to recognized standards, cable assembly and
measured test data (e.g., insertion and return loss,
temperature and structural durability either through test-to
failure or similarity with previous assemblies) and fiber
optic cable assembly installation (including proper cleaning,
testing, tie downs and clamping) [8].
An important tool to understand the process is through
process mapping. Process validation ensures that a process
consistently produces a product that meets its specifications
It is an important component in the design, prototyping andmanufacturing process and one, if done correctly, that can
save a considerable amount of time, money, rework and
resources
REFERENCES
[1] R.G. Pirich and P. Anumolu, “Next-Generation Fiber-Optic
Technology Enablers for Manned & Unmanned ISR Platforms,” 2008IEEE Avionics Fiber-Optics and Photonics Conference, pp. 3-4, 2008.
[2] C. Volk, J. Lincoln and D. Tazartes, “Northrop Grumman's Family of
Fiberoptic based Inertial Navigation Systems,” Position, Location,And Navigation Symposium, 2006 IEEE/ION, 2006.
[3] R.G. Pirich, “Fiber optics for Use in Air and Space Harsh
Environments,” 2011 IEEE Avionics Fiber-Optics and PhotonicsConference, pp. 3-4, 2011.
[4] R.G. Pirich and K. D’Ambrosio, “Systems, Applications and
Technology Conference (LISAT), 2011 IEEE Long Island,” pp. 1-4,2011.
[5] R.G. Pirich and J. Mazurowski, “Concurrent Engineering In Fiber
Optic Infrastructure,” 2011 Defense Manufacturing Conference,2011.
[6] P. Toste, “Optical Backscatter Reflectometer™ Benchtop”, Luna
Technologies, Inc., 2010.
[7] After “Aerospace Standard 5675 Characterization and Requirements
for New Aerospace Fiber Optic Cable Assemblies”, February 6, 2011.
[8] MIL-STD-1678/5, Department Of Defense Standard Practice: FiberOptic Cabling Systems Requirements And Measurements (Part 5:
Design Phase And Legacy Measurements) 28 May 2010.
Ronald Pirich is a Northrop Grumman Technical Fellow responsible for
electromagnetic environmental effects (E3), chemical, biological, nuclear,radiological and explosives (CBNRE) warfare
defense and advanced coatings at Northrop
Grumman’s Aerospace Systems Advanced Programs& Technology / Technology Development Center.
His current efforts include advanced fiber optics, E3
modeling, multi-mission sensor integration,threat/vulnerability/risk assessment, development of
advanced coatings for air and space applications and
point and standoff sensors for the detection andclassification of various CBNRE threats and
associated wireless communications, modeling and simulation. Dr. Pirich
received his BS in Physics/Mathematics, MS and PhD in Physics from theState University of New York and a Post-Doctoral Research Fellowship
from the University of Cincinnati.
John Mazurowski is a Senior Research Engineer in the Fiber Optics,
Photonics, and Engineering Division of the the Penn State Electro-Optics
Center. John has also worked in several engineering positions, previously in the Corning Photonics
Division in support of assemblies manufacturing,
advanced manufacturing engineering, andcomponents, was a member of the technical staff at
Biocontrol Technology, where he supervised the
design and transition of multi-channel cooled photodetector arrays for medical applications in spectroscopy and was a
member of the engineering staff at the General Electric ElectronicsLaboratory where he worked on assignments in millimeter wave device and
circuit characterization, materials characterization, and MBE crystal growth
of III-V heterostructures for HEMT, PHEMT, HBT, and optical devices.