
February 2016 - vantagepipes.com.au · of fibre reinforced concrete pipes. Formed in 2009,...
20
Material Properties February 2016
Transcript of February 2016 - vantagepipes.com.au · of fibre reinforced concrete pipes. Formed in 2009,...

Material PropertiesFebruary 2016

APPLICATIONS
Bri
dg
es
Co
mm
erci
al
Env
iro
nmen
tal
Ind
ustr
ial
Mar
ine
Op
en c
hann
el
Rai
l
Ro
ads
& h
ighw
ays
Sp
ort
ing
fiel
ds
& p
arks
Sub
div
isio
ns
Sub
soil
Sus
pen
ded
Sla
bs
Tunn
els
War
eho
use
PIP
ES
VPipe™
VPipe+™
VPipeR+™
VPipe™ fittings
SYST
EM
S
VSuperTite™
VSlimDrain™
VAquifer™
VSpoonDrain™
AC
CE
SSO
RIE
S
Headwalls

Contents
1. Introduction 2 1.1 About this Manual 2
1.2 About VantagePipes™ 2
1.3 Pipes History 3
2. Why choose VantagePipes™? 4 2.1 VantagePipes Core DNA 4
2.1.1 Proven 4
2.1.2 Smart 4
2.1.3 Fast 4
2.1.4 Strong 4
3. Technical Specifications 5 3.1 VPipe™ reinforced concrete pipes 5
3.2 VPipe+™ reinforced concrete pipes 6
3.3 VPipeR+™ reinforced concrete pipes 7
4. Manufacturing Process 8 4.1 Introduction 8
4.2 Process Overview 8
5. Fibre Reinforced Concrete Pipe Standards 9 5.1 History 9
5.2 Design Standards 9
5.3 Manufacturing Standards 9
5.4 Test Load 9
6. 100 Year Service Life 10 6.1 Long Term Strength 10
6.2 Soil Box Testing 10
6.3 Finite Element Analysis 10
6.4 Pipe Exhumations 11
6.5 Conclusion 11
7. Quality Assurance 12
8. Durability 13 8.1 Product Acceptance 13
8.2 A History of Demonstrated Performance 13
8.3 The Manufacturer’s Commitment
to Quality Assurance 13
8.4 Physical and Chemical Properties 13
8.5 Cellulose Durability 13
8.6 Long Term Saturated Strength 14
8.7 Sulfate Resistance & Delayed
Ettringite Formation 14
8.8 Alkali Silica Reactivity 14
8.9 Chloride Resistance 14
8.10 Acid Resistance 15
8.11 Frost Resistance 15
8.12 Wet/Dry Cycling 15
8.13 Abrasion Resistance 15
Notes 16

2 MATERIAL PROPERTIES – INTRODUCTION
1. Introduction
1.1 About this Manual
The objective of this manual is to outline and document the material properties and history relevant to the performance, design, and durability of VantagePipes™ concrete pipes. This information has been prepared specifically for authorities, product certifiers and engineers to ensure you have the necessary technical information to enable you to make informed decisions when considering what pipe to approve or specify.
It is recognised that the reader may not be familiar with our product or our company so we provide some basic background information within this document to assist. With a long history of pipe manufacture, we recognise also that as an asset owner or specifier, you are required to be risk averse, and that your acceptance of new products is dependant on you being comfortable that long term performance is not compromised. Risk can be thought of in terms of performance of the pipe and strength and standing of the manufacturer. Neither of these two criteria presents a difficulty for VantagePipes.
VantagePipes is classified by Australian Standards as a ‘Reinforced Concrete Pipe’ which can be directly substituted for steel reinforced concrete pipe as it is governed by the same design and installation standard.
1.2 About VantagePipes™
VantagePipes was formed in 2015 when RCPA Holdings acquired the Fibre Reinforced Concrete Pipes business from James Hardie Australia. As a part of the RCPA Group of companies, VantagePipes is a leader in the manufacture of fibre reinforced concrete pipes.
Formed in 2009, Reinforced Concrete Pipes Australia Pty Ltd was a merger between Reinforced Concrete Pipes (RCP) and Australasian Pipeline & Pre-cast (APP). This merger resulted in the only Australian owned and operated national supplier of reinforced concrete pipe.
With concrete pipe production plants and/or distribution centres located in Sydney, Brisbane, Perth and Melbourne, the RCPA Group of companies is well established as an industry leader in the Australian concrete pipe market.
VantagePipes Manufacturing Plant
VantagePipes Stock Location
RCPA O�ce & Manufacturing Plant
Meeandah
Yatala
SommersbyRiverstone
KilmoreMelton
Bibra Lake
Figure 1 – RCPA locations

3MATERIAL PROPERTIES – INTRODUCTION
Figure 3 – Pipe installation 1960’s
Figure 2 – Pipe installation 1920’s
1.3 Pipes History
Introduced to Australia in the 1920’s, fibre reinforced cement pipes were water cured until the 1950’s at which time autoclave curing of pipes was introduced.
Autoclaved pipes incorporate a mixture of cement with ground sand, which is then cured with steam in a high-pressure autoclave. This process produces a pipe that is fully cured with a very low free lime content. This renders the pipe resistant to soil sulphate attack, unlike traditional air cured concrete pipes.
During the 1980’s, James Hardie pioneered the research work necessary to develop a fibre reinforced concrete pipe using cellulose as the reinforcing fibre. The first of the cellulose fibre reinforced concrete pipes were manufactured in Australia in 1984 and today this autoclaved fibre reinforced pipe technology is exclusive to VantagePipes™.
The VantagePipes manufacturing plant is located in the Brisbane suburb of Meeandah in Queensland. Since 1984, this facility has manufactured, sold and distributed more than 12,000kms of pipe that have been installed Australia wide.
The availability of the VantagePipes range of concrete pipes in the Australian market expands the choice of reinforced concrete pipes and increases competition, both of which are of benefit to specifiers, contractors and asset owners.

4 MATERIAL PROPERTIES – WHY CHOOSE VANTAGEPIPES™?
2.1 VantagePipes™ core DNA
The core DNA of VPipe™, VPipe+™ and VPipeR+™ concrete pipes is based upon VantagePipe’s smart technologies and thinking. This thinking has delivered one of the world’s smartest concrete pipe products.
Over almost three decades, VantagePipes has proven itself in a wide variety of projects and installation environments. VantagePipes come with marine grade durability as standard, thanks to the absence of traditional steel reinforcement. VantagePipes leads the market in smart pipe technology.
VantagePipes’ strength and economic benefits are well documented and recognised. Designed to achieve a 100 year service life, the VantagePipes range of concrete pipes are recognised for their impressive strength capacity.
This core DNA is expressed as:
2.1.1 Proven.
For decades VantagePipes have proven themselves in a diverse variety of projects and installation environments. With over 12,000 kilometres of pipe in service, our pipes’ strength, durability and economic benefits are well documented and recognised by industry professionals.
2.1.2 Smart.
The core DNA of the VPipe™ product range is based upon VantagePipes’ smart technologies and thinking. This thinking has delivered one of the worlds smartest concrete products.
2.1.3 Fast.
At 4 metres long VantagePipes offers significant installation speed advantages over shorter conventional SRC pipes.
And VantagePipes reduced weight per metre delivers easier handling and greatly improved efficiency during installation when compared to SRC pipe.
2.1.4 Strong.
Designed to meet a 100 year service life, the range of VantagePipes concrete pipes are recognised for their impressive strength capacity. The minimum test load of fully saturated VantagePipes concrete pipes is, conservatively, at least the same as that for dry SRC pipe manufactured in accordance with AS4058.
Figure 4 – VPipe™ reinforced concrete pipes
Figure 5 – VPipe+™ reinforced concrete pipes
2. Why choose VantagePipes™?
5MATERIAL PROPERTIES – TECHNICAL SPECIFICATIONS
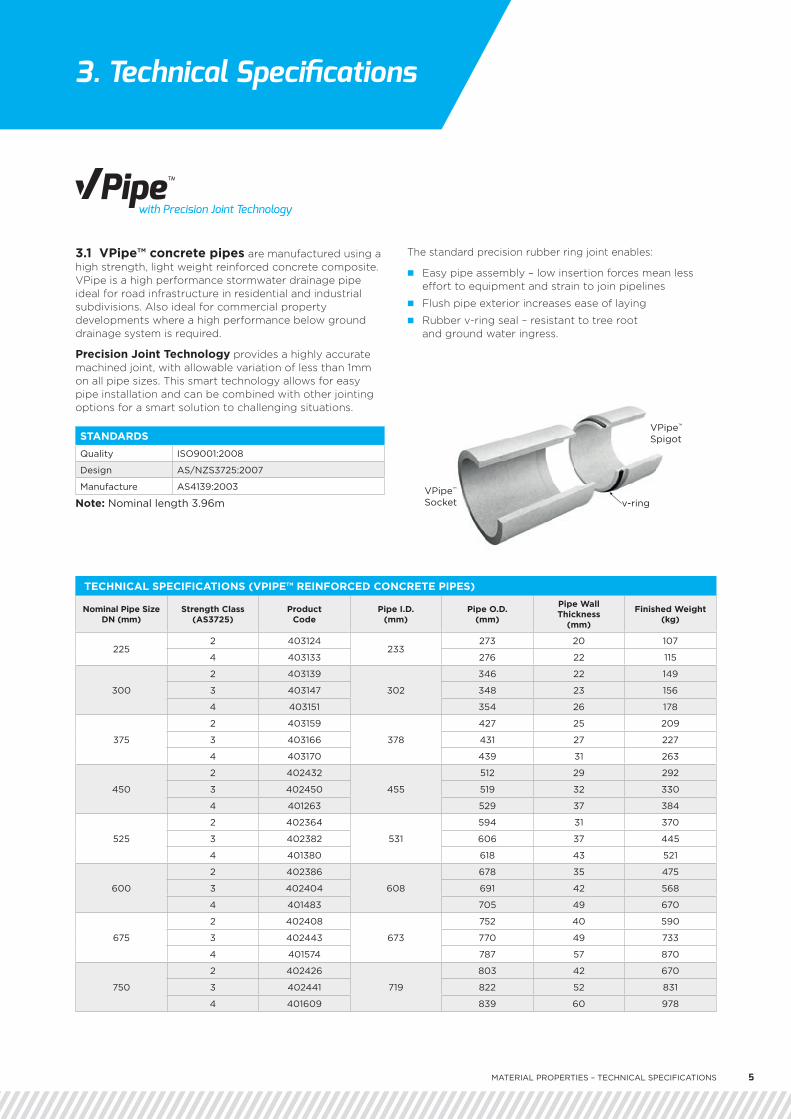
VPipe™ Spigot
VPipe™ Socket v-ring
STANDARDSQuality ISO9001:2008
Design AS/NZS3725:2007
Manufacture AS4139:2003
Note: Nominal length 3.96m
3.1 VPipe™ concrete pipes are manufactured using a high strength, light weight reinforced concrete composite. VPipe is a high performance stormwater drainage pipe ideal for road infrastructure in residential and industrial subdivisions. Also ideal for commercial property developments where a high performance below ground drainage system is required.
Precision Joint Technology provides a highly accurate machined joint, with allowable variation of less than 1mm on all pipe sizes. This smart technology allows for easy pipe installation and can be combined with other jointing options for a smart solution to challenging situations.
The standard precision rubber ring joint enables:
■■ Easy pipe assembly – low insertion forces mean less effort to equipment and strain to join pipelines
■■ Flush pipe exterior increases ease of laying
■■ Rubber v-ring seal – resistant to tree root and ground water ingress.
TECHNICAL SPECIFICATIONS (VPIPE™ REINFORCED CONCRETE PIPES)
Nominal Pipe Size DN (mm)
Strength Class (AS3725)
Product Code
Pipe I.D. (mm)
Pipe O.D. (mm)
Pipe Wall Thickness
(mm)
Finished Weight(kg)
2252 403124
233273 20 107
4 403133 276 22 115
300
2 403139
302
346 22 149
3 403147 348 23 156
4 403151 354 26 178
375
2 403159
378
427 25 209
3 403166 431 27 227
4 403170 439 31 263
450
2 402432
455
512 29 292
3 402450 519 32 330
4 401263 529 37 384
525
2 402364
531
594 31 370
3 402382 606 37 445
4 401380 618 43 521
600
2 402386
608
678 35 475
3 402404 691 42 568
4 401483 705 49 670
675
2 402408
673
752 40 590
3 402443 770 49 733
4 401574 787 57 870
750
2 402426
719
803 42 670
3 402441 822 52 831
4 401609 839 60 978
with Precision Joint Technology
3. Technical Specifications

6 MATERIAL PROPERTIES – TECHNICAL SPECIFICATIONS
TECHNICAL SPECIFICATIONS (VPIPE+™ REINFORCED CONCRETE PIPES)
Nominal Pipe Size DN (mm)
Strength Class (AS3725)
Product Code
Pipe I.D. (mm)
Pipe O.D. (mm)
Collar O.D. (mm)
Pipe Wall Thickness
(mm)
Finished Weight
(inc. collar)
2252 401687
233273
30520 111
4 401691 276 22 119
300
2 401696
302
346
392
22 155
3 401699 348 23 162
4 401700 354 26 184
375
2 401705
378
427
476
25 217
3 401708 431 27 235
4 401709 439 31 271
450
2 401240
455
512
581
29 305
3 401257 519 32 343
4 404230 529 37 397
525
2 401358
531
594
670
31 387
3 401375 606 37 462
4 404231 618 43 538
600
2 401462
608
678
754
35 495
3 401479 691 42 588
4 404232 705 49 690
675
2 401561
673
752
835
40 616
3 401569 770 49 759
4 404233 787 57 896
750
2 401596
719
803
885
42 697
3 401605 822 52 858
4 404234 839 60 1005
VPipe+™ Collar
VPipe+™ Socket
VPipe+™ Spigot
Dual v-ring
STANDARDSQuality ISO9001:2008
Design AS/NZS3725:2007
Manufacture AS4139:2003
Compliance NSW RMS - R11 Stormwater Drainage
Note: Nominal length 4m
3.2 VPipe+™ concrete pipes are manufactured using a high strength, light weight reinforced concrete composite. This high performance stormwater drainage pipe is ideal for road infrastructure in residential and industrial subdivisions. Also ideal for commercial property developments where a high performance, below ground drainage system is required. VPipe+ has the same core DNA as VPipe™ with the addition of VantagePipes™ Advanced Joint Technology.
Advanced Joint Technology is a robust dual v-ring joint utilising a separate collar to provide a high strength connection in addition to the accurately machined joint. This provides another construction option where additional joint strength is required.
The advanced rubber ring joint enables:
■■ Easy pipe assembly – low insertion forces mean less effort to equipment and strain to join pipelines
■■ Dual v-ring collared joint
■■ High strength joint.
with Advanced Joint Technology

7MATERIAL PROPERTIES – TECHNICAL SPECIFICATIONS
with Precision Joint Technology
3.3 VPipeR+™ concrete pipes were created to meet specific rigid pipe specifications for the Queensland Department of Transport and Main Roads and VicRoads and is manufactured using a high strength, light weight reinforced concrete composite. This high performance stormwater drainage pipe is ideal for road infrastructure as well as residential and industrial subdivisions.
Advanced Joint Technology is a robust dual v-ring joint utilising a separate collar to provide a high strength connection in addition to the accurately machined joint. This provides another construction option where additional joint strength is required.
The advanced rubber ring joint enables:
■■ Easy pipe assembly – low insertion forces mean less effort to equipment and strain to join pipelines
■■ Dual v-ring collared joint
■■ High strength joint.
STANDARDSQuality ISO9001:2008
Design AS/NZS3725:2007
Manufacture AS4139:2003
Compliance QLD Main Roads - MRTS26 Vic Roads
Note: Nominal length 4m
VPipeR+™ Collar
VPipeR+™ Socket
VPipeR+™ Spigot
Dual v-ring
TECHNICAL SPECIFICATIONS (VPIPER+™ REINFORCED CONCRETE PIPES)
Nominal Pipe Size DN (mm)
Strength Class (AS3725)
Product Code
Pipe I.D. (mm)
Pipe O.D. (mm)
Pipe Wall Thickness
(mm)
Finished Weight
(inc. collar)
2252 404446
233273 20 111
4 404447 287 27 152
300
2 404448
302
349 23 166
3 404449 360 29 206
4 404450 368 32 237
375
2 404451
378
432 27 239
3 404452 445 34 298
4 404453 456 39 350
450
2 404454
455
522 34 359
3 404455 537 41 442
4 404456 550 48 515
5252 404457
531608 38 474
3 404458 627 48 597
6002 404460
608695 44 617
3 404461 715 54 764
6752 404463
673771 49 767
3 404464 794 61 954
7502 404466
719826 54 892
3 404467 851 66 1111

8 MATERIAL PROPERTIES – MANUFACTURING PROCESS
Figure 10 – Production Process
4. Manufacturing Process
4.1. Introduction
The original processing technology for fibre reinforced cement board manufacturing was invented in Austria in 1899 and later converted to a pipe manufacturing process in Italy in 1916. Today, computerised systems give a close control over the highly automated manufacturing process at all stages, with high levels of accuracy from the processing of raw materials through to precise batching of materials in the product.
Steam Chest The tube (green product) is partially cured in a steam chest to give it adequate strength for handling.
Autoclaving The VantagePipes system uses high-pressure steam autoclaves where the product is cured. The autoclaving process has been used in the concrete products industry for more than half a century and its benefits in giving enhanced chemical resistance and stability are widely documented. At the conclusion of the autoclave cycle, the pipes are cured to full strength, and are checked by quality control testing.
QC Testing Pipes are sampled on the basis of a production batch. Each batch is represented by pipes selected at random. Specimens for each test are cut from the sample pipe. The tests performed include:
Figure 9 – Autoclave Curing
4.2 Process Overview
Raw Materials VantagePipes™ reinforced concrete pipes are a composite of Portland Cement, silica (ground sand particles), cellulose fibre and other additives. Strict quality assurance controls the quality of raw materials delivered to our site.
Mix Plant The raw materials are mixed with water to form a wet slurry in the ‘mix plant’. The mix plant then feeds the slurry to the Mazza for the formation of the pipes.
The Mazza The slurry is formed into tubes using the ‘Mazza’ process. The Mazza process consists of a continuous felt which draws a film of solids from the slurry.
This film is transferred onto a revolving mandrel. Once the desired thickness has been built up, the process stops and the mandrel is extracted from the tube.
■■ Crush Test
■■ Flex Test
■■ Roundness
■■ Dimensional Test
■■ Material Density
■■ Water Absorption
The sample must meet the specifications for that particular batch. Batches that pass move to the finishing process, otherwise they are declared nonconforming product. For more information relating to testing and quality refer to Section 7 – Quality Assurance.
Finishing Finishing involves the machining of the pipe ends to facilitate joining, cutting to length, fabrication of junctions and couplings. VantagePipes are trimmed to length and lathe machined to provide a close fitting pipe connection. The machined ends form the rubber ring joint at either end of the pipe. After machining the pipes are labelled and packed in transportation crates. Fittings are cut from standard pipes into the required shapes and joined with an epoxy resin.
9MATERIAL PROPERTIES – FIBRE REINFORCED CONCRETE PIPE STANDARDS
5.1 History
By the 1940s and 1950s, fibre reinforced concrete pipes were manufactured in Australasia, USA, United Kingdom and Western Europe to a number of different standards. Following the development of the new cellulose fibre reinforced pipe manufacturing process in Australia, the new Australian Standard AS4139 was developed and published in 1993.
This original version of the Standard adopted rigid pipe design principles and did not take into consideration the additional support the pipe receives from the surrounding bedding materials. The semi-rigid nature of VPipe™ and VPipe+™ concrete pipes provides additional strength through the interaction with the soil (see Section 6 for more detail).
Soil box testing was undertaken to demonstrate the ductile nature of the material and the resulting enhanced load-bearing capabilities. As a result of this testing and analysis a revised version of AS4139 was published in 2003 and is currently the reference standard for fibre reinforced pipe production in Australia.
5.2 Design Standards
The design and installation of ‘reinforced concrete pipe’ is governed by AS/NZS3725:2007. The purpose of this Standard is to provide the method to calculate working loads on buried concrete pipes from:
■■ Backfill and superimposed loads;
■■ In-service traffic loads; and
■■ Construction traffic loads.
AS/NZS3725:2007 also specifies pipe installation conditions, pipe bedding materials and compaction requirements for concrete pipe installation. This Standard is applicable for both fibre and steel reinforced concrete pipes.
5.3 Manufacturing Standards
VantagePipes are manufactured in compliance with AS 4139-2003 ‘Fibre-reinforced concrete pipes and fittings’. Steel reinforced concrete pipes are manufactured to comply with AS/NZS 4058:2007 ‘Precast concrete pipes (pressure and non-pressure)’.
These standards stipulate the design loads and minimum test load requirements for each class of pipe available, and the design loads are identical for both standards. This means that if a 375mm diameter Class 2 RCP is specified, VPipe concrete pipe is class-for-class equivalent to a steel reinforced concrete pipe.
5. Fibre reinforced concrete pipe Standards
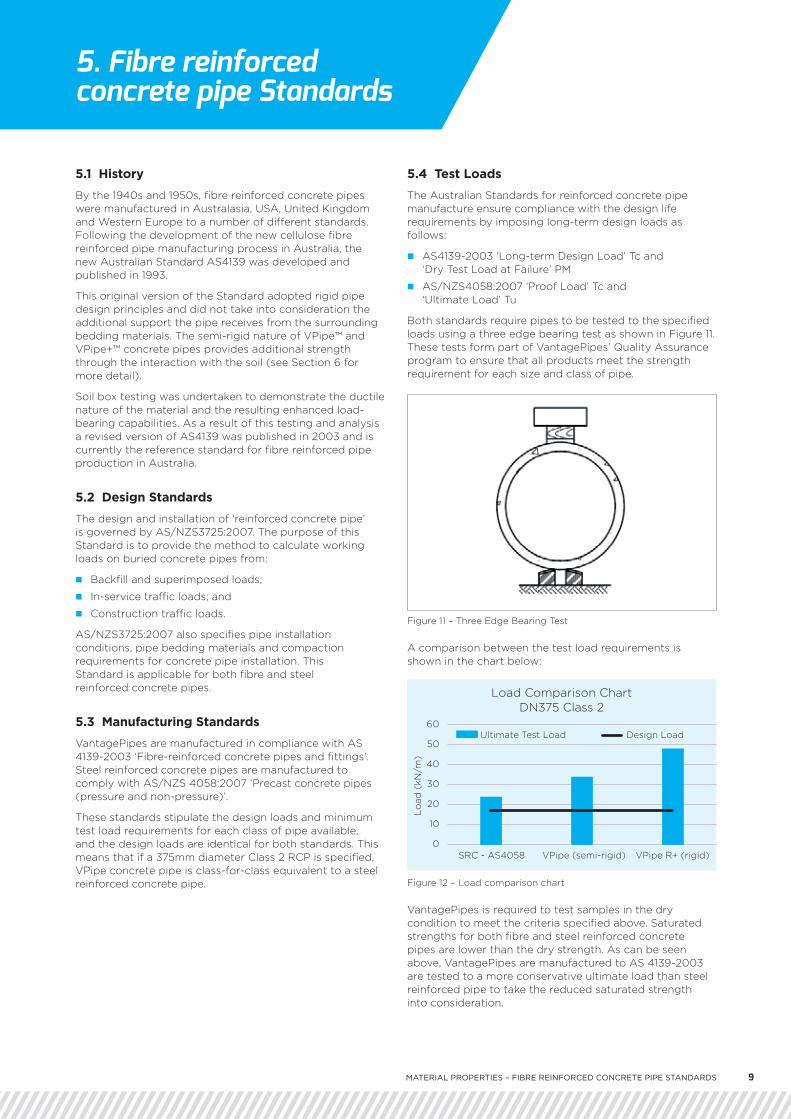
5.4 Test Loads
The Australian Standards for reinforced concrete pipe manufacture ensure compliance with the design life requirements by imposing long-term design loads as follows:
■■ AS4139-2003 ‘Long-term Design Load’ Tc and ‘Dry Test Load at Failure’ PM
■■ AS/NZS4058:2007 ‘Proof Load’ Tc and ‘Ultimate Load’ Tu
Both standards require pipes to be tested to the specified loads using a three edge bearing test as shown in Figure 11. These tests form part of VantagePipes’ Quality Assurance program to ensure that all products meet the strength requirement for each size and class of pipe.
VantagePipes is required to test samples in the dry condition to meet the criteria specified above. Saturated strengths for both fibre and steel reinforced concrete pipes are lower than the dry strength. As can be seen above, VantagePipes are manufactured to AS 4139-2003 are tested to a more conservative ultimate load than steel reinforced pipe to take the reduced saturated strength into consideration.
Figure 12 – Load comparison chart
Figure 11 – Three Edge Bearing Test
A comparison between the test load requirements is shown in the chart below:
60
50
40
30
20
10
0
Lo
ad (
kN/m
)
Ultimate Test Load Design Load
VPipe R+ (rigid)VPipe (semi-rigid)SRC - AS4058
Load Comparison Chart DN375 Class 2

10 MATERIAL PROPERTIES – 100 YEAR SERVICE LIFE
6. 100 year service life
6.1 Long Term Strength
Long term strength in the buried condition is a critical consideration in pipeline assets. Specifications often refer to a required service life of 100 years.
It may be possible to observe the real-life performance of pipes that have been installed for up to 100 years. However, significant process and material changes have occurred over the years. While there may be some similarities between products manufactured a century ago and some products manufactured today, that is not to say that an apples for apples comparison can or should be made.
As a result, Finite Element Analysis (FEA) has become an accepted tool by which to extrapolate installed pipeline behaviour into the future. This form of analysis can be bench marked against soilbox testing and accelerated product testing.
6.2 Soil Box Testing
The in-ground installed performance of VantagePipes™ has been verified by soil box testing at Queens University (Vancouver Canada), the University of Texas (USA), the University of Central Florida (USA) and the University of NSW.
Figure 13 – Flexible soil box showing leaf springs which simulate trench wall stiffness
Figure 14 – FEA Mesh Around Pipe
Fill Foundation
Haunch Side
Pipe
6.3 Finite Element Analysis
FEA by VantagePipes has also been conducted to predict factors of safety for all sizes and classes of VantagePipes at maximum burial depth in all installation types specified in AS/NZS 3725. In all cases the factors of safety operating on design crush loads exceed those required by AS4139.
In addition, FEA has been conducted on saturated pipe in order to understand the complex soil-structure interaction between pipe and soil. A comprehensive two-dimensional FEA analysis was undertaken on VPipe 375mm Class 2 pipes under seven possible installation conditions, which are as described in Australian Standard AS/NZS 3725.
The following three main types of pipe support were included in the design verification of pipes:
■■ Type U support corresponds to uncontrolled pipe installations.
■■ Type H support for pipes installed with haunch support with two possible subcategories H1 and H2.
■■ Type HS support for pipes installed with haunch and side support with three possible sub categories HS1, HS2 and HS3.
Construction sequencing was included in the analyses by de-activating and activating soil elements. A live load scenario for moving loads was also included in the analyses. The live load analysis was carried out under shallower burial depth.
The pipe was analysed for minimum wall thickness and the material constitutive law for the pipe defined as linear/isotropic. The soil zones and soil properties adopted for burial were in accordance with AS/NZS3725:2007.
The conclusion of the FEA analysis was that for all scenarios and load cases with VPipe concrete pipes, Limit State. Design principles were satisfied and allowable short or long-term strains were not exceeded for a 100-year service life.

11MATERIAL PROPERTIES – 100 YEAR SERVICE LIFE
6.4 Pipe Exhumations
As part of ongoing research into the durability of VantagePipes™, a sample of 225mm VPipe™ concrete pipes that had been in service in saturated conditions for 12 years was exhumed and tested in July 2002. This testing was conducted in Australia and independently witnessed by a recognised company of consulting engineers.
The exhumed pipe was tested for its service load capacity using a soil box, and the test results compared with identical tests on a new pipe of the same size and wall thickness.
Within the limits of normal statistical variation, the results demonstrated that the load capacity of the pipe after 12 years of service was the same as the load capacity of a new pipe. This supports the FEA analysis as to the long-term durability of VantagePipes concrete pipes.
6.5 Conclusion
The unique attributes of VantagePipes concrete pipes differentiate them from other concrete pipes. Its’ ability to gain soil support in the buried condition adds to the inherent safety when installed correctly.
VantagePipes are designed to achieve a 100 year design life when installed in accordance with AS/NZS3725:2007 “Design for installation of buried concrete pipe”.

12 MATERIAL PROPERTIES – QUALITY ASSURANCE
7. Quality Assurance
VantagePipes™ are manufactured and conform to the requirements of AS4139 - 2003 ‘Fibre-reinforced concrete pipes and fittings’. VantagePipes maintains an internal quality management system which is independently audited by SAI Global to ISO 9001 (License Agreement number QEC0034).
VantagePipes’ internal quality systems are comprehensive and confidential. These documents and procedures are only available to our staff and independent auditors. We do however on a regular basis invite authorities, engineers and customers to inspect our facilities and QA processes.
Appendix A2 of AS4139 requires the following information to be supplied by the manufacturer under the Standard:
■■ The methods of manufacture and testing - Pipes are manufactured using the Mazza Process which ensures a very smooth pipe bore and consistent internal diameters across the various pipe strength classes. Pipes are tested in accordance with AS 4139;
■■ Drawings showing critical dimensions with tolerances thereon of the pipes and joints including the allowable deflection angles – Drawings and data is made available when requested;
■■ The type of fibre used in the pipe – Cellulose fibre is used in the manufacture of VantagePipes concrete pipes and fittings;
■■ Details of the joint system and the composition and dimensions of the rubber rings or joint material - Elastomeric joint rings comply with the requirements of AS 1646 and when tested, comply with the requirements of AS 4139;
■■ The method of determination of the strength requirement – pipe strength is determined as per clause 11.1 of AS4139.
■■ The values of C and R with test data establishing such values and the results of any screening evaluation performed – The values of C and R and screening evaluations are established as per AS 4139 appendices G and H;
■■ Type of cement – Type SL cement, complying with AS 3972, is used in the manufacture of concrete pipes and fittings;
■■ Water absorption value – Water absorption is calculated as per AS 4139 Appendix E and complies with section 11.3;
■■ Diameter, wall thickness and length of the pipe - Comply with Section 10 of AS 4139;
■■ A statement of compliance with this Standard – The VantagePipes range of concrete pipes and fittings manufactured by VantagePipes are compliant with AS4139 - 2003 ‘Fibre-reinforced concrete pipes and fittings’.
Figure 15 – Dimensional compliance checking
Registered by: SAI Global Certification Services Pty Ltd (ACN 108 716 669) 680 George Street Sydney NSW 2000 Australia with SAI Global Limited 680 George Street Sydney NSW 2000 Australia (“SAI Global”) and subject to the SAI Global Terms and Conditions for Certificati on. While all due care and skill was exercised in carrying out this assessment, SAI Global accepts responsibility only for proven negligence. This certificate remains the property of SAI Global and must be returned to SAI Global upon its request. To verif y that this certificate is current please refer to SAI Global On-Line Certification register at http://www.saiglobal.com
This is to certify that:
Vantage Pipes ABN 64 605 089 941 46 Randle Road Meeandah QLD 4008 AUSTRALIA operates a
QUALITY MANAGEMENT SYSTEM which complies with the requirements of
ISO 9001:2008 for the following scope The design, manufacture and distribution of fibre reinforced concrete pipes, joints and fabricated pipe fittings, columns, column accessories and architectural columns for permanent formwork and decorative application. Certificate No: QMS41676 Issued: 6 November 2015 Originally Certified: 16 September 2015 Expires: 14 September 2018 Current Certification: 3 September 2015
Heather Mahon Acting Head of Policy, Risk and Certification
Figure 16 – ISO9001 Certificate

13MATERIAL PROPERTIES – DURABILITY
8. Durability
8.1 Product Acceptance
A durable product is one that survives and performs satisfactorily in its environment without excessive degradation or unusual maintenance expense. For authorities and specifiers of pipeline assets, this is a critical element in their selection of products.
With constantly improving technology, and the introduction of new products, how can a specifier have confidence in the durability of a product apart from waiting around for 100 years for physical proof?
The acceptance of a new product must be on the basis of:
■■ A history of demonstrated performance and/or satisfactory modelling and test results;
■■ The manufacturer’s commitment to Quality Assurance;
■■ Physical and chemical properties.
8.2 A History of Demonstrated Performance
Concrete composite pipe manufacturing technology has been in constant development since the first fibre reinforced pipe production in 1926. The Portland cement based concrete constituents of the pipe matrix has more than 80 years of proven performance.
VantagePipes™ are manufactured with a matrix of high pressure steam cured (autoclaved) cement and silica. The high pressure steam curing converts the raw materials of the matrix to a calcium silicate hydrate material which has very low free lime.
VantagePipes are designed to achieve a 100 year service life when installed in accordance with AS/NZS3725 “Design for the installation of buried concrete pipes”. For more information refer to Section 6 of this document.
8.3 The Manufacturer’s Commitment to Quality Assurance
VantagePipes’ quality assurance scheme on raw materials, the manufacturing process and finished product, statistically ensures the pipe’s consistency in chemical and structural performance.
For further details regarding the VantagePipes Quality Assurance processes refer to Section 7 of this document.
8.4 Physical and Chemical Properties
The pipe is composed of cellulose fibre reinforcement in a matrix of cement, finely ground sand and other additives. The pipe, after forming and initial curing, is steam cured in an autoclave.
This high-pressure steam cure effects a chemical reaction within the matrix materials where the cement and silica react with each other to form a highly stable calcium silicate hydrate (CSH), due to the temperature of reaction and the proportioning of the raw materials.
The matrix average particle size is very small and all of these particles are bonded to each other and to the cellulose reinforcing fibres. The effect of the small particle size and the chemical reaction in the autoclave produces a product with very little free lime and an outstanding resistance to ions normally found in ground water.
8.5 Cellulose Durability
Just as steel reinforcement serves to provide tensile strength to ordinary concrete, thus producing reinforced concrete, so does cellulose fibre in VantagePipes serve to bind the calcium silicate matrix together and provide tensile strength as well as fracture toughness.
VantagePipes’ proprietary manufacturing treatment of this specially selected fibre ensures that the fibres are properly ‘keyed’ into the matrix for maximum strength and reinforcement properties.
The fibres are strong, having a typical tensile strength in excess of 100 MPa, and there are billions of them in each pipe. Steel fibres, glass fibres and plastic fibres typically cannot withstand the high alkalinity and temperatures of the autoclave process.
The autoclave process converts the cement and ground quartz matrix of the cellulose reinforced fibre cement material to a calcium silicate crystalline phase. This matrix is highly alkaline.
Biodegradation does not occur because of the alkalinity of the matrix. The micro organisms that can attack cellulose cannot survive in an alkaline environment. In addition, for biodegradation to occur, both moisture and oxygen must be present.

14 MATERIAL PROPERTIES – DURABILITY
8.6 Long Term Saturated Strength
For steel reinforced concrete pipe, the standards specify a minimum cover thickness over the steel and a maximum permitted water absorption because these are critical factors to the prevention of corrosion in the reinforcement.
In VantagePipes™ the fibre is distributed throughout the matrix, and there is nothing to corrode.
VantagePipes concrete pipe are similar to steel reinforced concrete pipe in that it has a lower saturated strength than dry strength. However, the standards and design principles for VantagePipes automatically assume that the pipe in the ground is in the fully saturated condition for its entire service life.
Tests indicate that VantagePipes do not lose strength with time under load in the saturated state. In research conducted by VantagePipes Research & Development, a set of four 225mm diameter fibre reinforced concrete pipes was maintained in a saturated state for 17 years before being tested for strength in a saturated state. The results for the immersed pipes show a strength increase of 18% during the 17 years of immersion in water.
8.7 Sulphate Resistance & Delayed Ettringite Formation
Neutral sulphates have a negligible effect on VantagePipes. A neutral sulphate is defined as a sulphate concentration in the ground water where the pH is greater than 4.5.
High levels of sulphates in groundwater leads to degradation of normal concrete by delayed ettringite formation. The free lime in the concrete reacts with the sulphate ions in the groundwater to form gypsum and ettringite. The formation of gypsum increases the volume of the free lime by a factor of approximately two, and the formation of ettringite increases the volume of the free lime by a factor of approximately two and a half.
These increases in volume result in expansion of the concrete matrix, with subsequent spalling and degradation.
The calcium silicate matrix of VantagePipes have a very high resistance to neutral sulphates found in ground waters. The very low free lime content of the autoclaved calcium silicate matrix material brings about this resistance. Conventionally cured cement paste has a free lime content of typically 18%, and sulphate resisting cement paste 10%. The autoclaved calcium silicate matrix material has a free-lime content of less than 1%.
High-pressure steam cured (autoclaved) cellulose fibre reinforced concrete pipes are not susceptible to sulphate attack.
8.8 Alkali Silica Reactivity
Alkali silica reactivity (ASR) is a cause of failure in concrete when the alkalis from the cement react with water and the silica in the aggregates to form a gel like mass. This gel-like mass results in a swelling of the concrete mass with consequent cracking of the concrete. This cracking can degrade a concrete pavement in a time period as short as 5 to 10 years.
ASR is unknown in autoclaved fibre reinforced concrete pipes which do not have coarse aggregate materials in its formulation. The matrix material of the pipe is composed of fine ground quartz sand and cement. These raw materials are reacted together under high pressure steam curing.
During this reaction the calcium of the cement goes into solution as do the fine silica particles to react with each other to form a calcium silicate hydrate matrix rather than a cement and sand matrix. The temperature and time of reaction, combined with the particle size of the ground sand, result in this calcium silicate matrix being composed primarily of tobermorite. At the completion of the autoclave cycle, all of the available calcium has been reacted, and all materials are in equilibrium with each other.
For ASR¹ to occur it requires active silica to be present. The quartz sand used in VantagePipes has been demonstrated to show no measurable reactivity in ASR.
8.9 Chloride Resistance
VPipe concrete pipes have no metallic materials in its composition. Both the fibre and the matrix of VPipe concrete pipes are immune to chlorides in the groundwater or in water flowing through the pipe.
VantagePipes are the preferred drain pipe by Gold Coast City Council in tidal drainage areas where the pipe is back filled with sea water twice a day as the ocean tides partially fill the pipe with seawater.
Figure 17 – Ocean outfall stormwater pipes, Fraser Coast Council.

15MATERIAL PROPERTIES – DURABILITY
8.10 Acid Resistance
VantagePipes™ concrete pipes are unaffected by high pH environments but, like all materials containing calcium, are affected in low pH environments.
At pH below 4.5 VantagePipes have been laid in Australia encased within a polyethylene sleeve of at least 200 micron thickness to maintain a layer of stagnant groundwater against the pipe, so that the water can buffer to a higher pH to eliminate dissolution of calcium.
At pH 6 and above and free carbon dioxide levels of 50 ppm and lower, the service life of VantagePipes are not affected by the groundwater environment.
At pH between 6 and 4.5, the rate of reduction of service life of the pipe is affected by a combination of the pH and the alkalinity of the groundwater expressed as methyl orange alkalinity in parts per million CaCO3. As the alkalinity reduces the expected service life reduces. As the alkalinity increases due to the presence of calcium, magnesium or some other ions in the groundwater the rate of service life reduction is less affected. Magnesium hardness results in ion substitution of magnesium for the calcium, resulting in a full strength, stable matrix.
In a QUT report² by Fisher and Bullen they compare the behaviour of fibre reinforced concrete pipe and steel reinforced concrete pipe after exposure for 42 days in sulfuric acid at pH 1. The report is not dated but the work was carried out in the late 1990s. The test results show that the mass loss for fibre reinforced concrete pipe is less than for steel reinforced concrete pipe and is only approximately 50% of the steel reinforced concrete pipe mass loss, and that the tensile stress capability of the fibre reinforced concrete pipe material after removal of the softened surface material is relatively unaffected by the acid exposure.
The report states:
‘Preliminary acid durability testing has indicated the relative stability of fibre reinforced concrete pipe when compared to steel reinforced concrete pipe.’
8.11 Frost Resistance
The extent to which freeze/thaw has an effect on a particular product depends very much upon the conditions, the product density, and the number of cycles to which it is exposed. In an installed pipe situation above the frost line, a pipe is expected to be subject to very few freezing and thawing cycles per year and hence the frost resistance of the pipe is predicted to be in excess of 100 years.
8.12 Wet/Dry Cycling
Wet/dry cycling provides a good initial indication of the durability of cellulose reinforced fibre cement materials. If a composite is manufactured from cellulose fibres and neat Portland cement and air cured, then under wet dry cycling the product will degrade very rapidly and generally crack or otherwise fail after less than 50 cycles.
As it is an autoclaved product, wet/dry cycling has little or no effect on the long-term physical properties of VantagePipes. This has been demonstrated by independent testing of fibre cement products for 100 wet/dry cycles.
8.13 Abrasion Resistance
All products used for drainage exhibit some kind of abrasion wear. However, in practice, stormwater pipelines rarely experience significant levels of abrasion as coarse aggregates are not normally present in the stormwater being transported and exposure is non-existent or intermittent. Therefore, in the vast majority of drainage applications, abrasion resistance is not a significant design parameter.
The quantity of solids in the fluid being transported, the speed of the fluid, and the chemical nature of the transporting fluid all influence wear rate on pipes. Experimental work has been carried out using the Darmstadt method to determine the abrasion resistance of VantagePipes™. The Darmstadt test method was developed by the Institute for Hydraulic & Hydrology, Technical University, Darmstadt, Germany.
The method involves loading pipes with a graded gravel charge and water, and rocking them so that the gravel charge moves longitudinally along the bottom of the pipe. This test far exceeds an amount of abrasion exposure which a normal stormwater drainage pipe would be expected to withstand.
The test results indicate VantagePipes have similar abrasion resistance to other types of fibre reinforced cement pipe which have over 80 years of ongoing use without any abrasion problems.
Designers and asset owners should carefully consider the specification of any pipeline material which will be subject to significant abrasion.
¹ “ASR in Concrete” - D.W.Hobbs, 1998² The Durability of Cellulose Fibre Reinforced Concrete Pipes in Aggressive Environments; A K Fisher & F Bullen, School of Civil Engineering, Queensland University of Technology.

16 MATERIAL PROPERTIES – NOTES
Notes


1800 659 850 | VantagePipes.com.au
COPYRIGHT FEB 2016 © FRCPA PTY LTD t/as VantagePipes ABN 64 605 089 941 ™ AND ® DENOTES A TRADEMARK OR REGISTERED MARK OWNED BY FRPCA TECHNOLOGY LTD 02/16
Fast. Smart. Proven. Strong.
INK
RE
DIB
LE
239
2-0
3


















