
FEATURE - Results Directaocs.files.cms-plus.com/inform/1993/06/648.pdfFEATURE Thisarticle...
7
648 FEATURE Thisarticle was pnpondjor INFORM by Ala A. Belbin of 1M 7ifllomekr Limited. Watrrloo Road. Salisbury, WiJt$hirr. SPJ 2JY, EnglJJnd. Mr. Belbin is an inleT1Ul tionally T«ognized IIJIlhority 011 color ill fat' ond oils. A mong the many tests that need to be carried QUI on edible oils and fats during the refining process is the measurement of color. Color is not measured solely to ascertain its aesthetic quality, although this is one important parameter. It also is measured as a guide to more pracu- cal matters that need to be considered during edible oil refining. from begin- ning to end. As most, if nor all, refined oils are sold on the basis of their color and each different type of oil will have its own "sell by color" instructions, it is necessary to monitor each stage of the refining process to establish if the COf- rect color has been reached. INFORM, Vol. 4, no. 6 (June 1993) Color in oils Some crude seed oils can have unexpectedly high pigmentation, often attributable to adverse growing condi- tions, such as too little or too much moisture or frost damage to the plant (1). The result of this is a tendency for the color to darken in storage; early color measurement often can alert lhe refiner to potential expensive bleach- ing and blending problems. Mixing a problem oil with prime oils can com- pound the situation as the darkening effect is carried over (2). Color data regularly obtained on suspected unsta- ble oil would indicate its condition and help 10 avoid making wrong deci- sions regarding blending. Such a darkening effect or rever- sion also can occur in tallows when they are bleached at too high a tem- perature (3). Tallow also can be affect- ed by too much residual chlorophyll in the stomach as a consequence of graz- ing the animals immediately prior to slaughter. Color measurement often can indicate this. even before a chlorophyll analysis is done. and lherefore can act as a warning if it is necessary to avoid the use of tallow which is too green to be friendly. Therefore color measurement is important here too. Color also is a guide \0 the condi- tion of used oil. There is a color-grad- ing test available for checking the color of lubricating oils from large- motor vessels or ships where a change of engine oil can be very expensive. The cost factor also has 10 be consid- ered where cooking oil is concerned. Fast-food restaurants and take-aways use enormous quantities of cooking oil and will change it only when the appearance and flavor of the food begins to deteriorate. The deterioration is caused partly by oxidized fatty acids and carbonized food that darkens the oil. A color-grading test would act as a
Transcript of FEATURE - Results Directaocs.files.cms-plus.com/inform/1993/06/648.pdfFEATURE Thisarticle...
648
FEATURE
Thisarticle was pnpondjor INFORM byAla A. Belbin of 1M 7ifllomekr Limited.Watrrloo Road. Salisbury, WiJt$hirr. SPJ2JY, EnglJJnd. Mr. Belbin is an inleT1Ul·tionally T«ognized IIJIlhority 011 color illfat' ond oils.
Among the many tests that needto be carried QUI on edible oilsand fats during the refining
process is the measurement of color.Color is not measured solely to
ascertain its aesthetic quality, althoughthis is one important parameter. It alsois measured as a guide to more pracu-cal matters that need to be consideredduring edible oil refining. from begin-ning to end.
As most, if nor all, refined oils aresold on the basis of their color andeach different type of oil will have itsown "sell by color" instructions, it isnecessary to monitor each stage of therefining process to establish if the COf-rect color has been reached.
INFORM, Vol. 4, no. 6 (June 1993)
Color in oilsSome crude seed oils can have
unexpectedly high pigmentation, oftenattributable to adverse growing condi-tions, such as too little or too muchmoisture or frost damage to the plant(1). The result of this is a tendency forthe color to darken in storage; earlycolor measurement often can alert lherefiner to potential expensive bleach-ing and blending problems. Mixing aproblem oil with prime oils can com-pound the situation as the darkeningeffect is carried over (2). Color dataregularly obtained on suspected unsta-ble oil would indicate its conditionand help 10 avoid making wrong deci-sions regarding blending.
Such a darkening effect or rever-
sion also can occur in tallows whenthey are bleached at too high a tem-perature (3). Tallow also can be affect-ed by too much residual chlorophyll inthe stomach as a consequence of graz-ing the animals immediately prior toslaughter. Color measurement oftencan indicate this. even before achlorophyll analysis is done. andlherefore can act as a warning if it isnecessary to avoid the use of tallowwhich is too green to be friendly.Therefore color measurement isimportant here too.
Color also is a guide \0 the condi-tion of used oil. There is a color-grad-ing test available for checking thecolor of lubricating oils from large-motor vessels or ships where a changeof engine oil can be very expensive.The cost factor also has 10 be consid-ered where cooking oil is concerned.Fast-food restaurants and take-awaysuse enormous quantities of cooking oiland will change it only when theappearance and flavor of the foodbegins to deteriorate. The deteriorationis caused partly by oxidized fatty acidsand carbonized food that darkens theoil. A color-grading test would act as a

LENS
MIRRORS
WHITE DIFFUSINGSCREEN
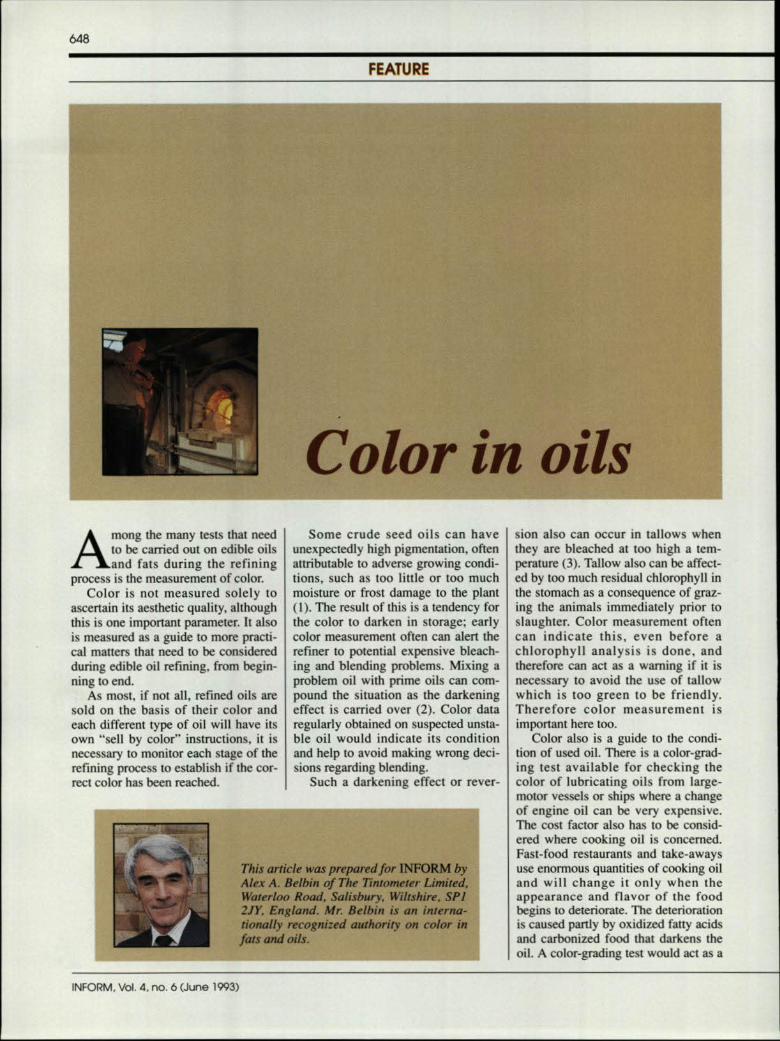
Agure 1. Dlaglllm showing principle of Model E Tlntometer
quality indic atcr 10 the operator.enabling him or her to make a decisionabout diluting or replenishing the oilbefore the oil passes its optimum qual-ity. At least two major oil companieshave produced proprietary color testsdesigned 10 suit their products fordetermining frying oil deterioration.An alternative fast colorimetric test isavailable from Test Kit TechnologiesInc. of Metuchen, New Jersey.
In the same way as caramel pro-ducers need to know the coloringpower of their product, bleachingearth producers need to know thebleaching power of their products.Each needs to know the color powerfor opposite. yet the same. reasons.
There are many other reasons whycolor measurement of oils and fats isimportant. but ultimately it all relates tothe cost of refining. the quality of thefinished product and what the productlooks like 10 the end user. That enduser may be a food producer who isvery aware of the color of the oil used10 produce his product as this mayenhance or diminish its appearance.
An end user who happens 10 be aman or woman in the street may not
consciously notice the color of a cook-ing oil unless the color appears differ-ent than it usually does, then suddenlythe color is all important. As soon asthe color difference is perceived, anunconscious signal is received imply-ing that "different" means "not asgood." Color changes in cooking oilsare 10 be avoided at all costs and nor-mally are. by efforts of the qualitycontrol (QC) manager. well beforeany product reaches the supermarket.
The color of oils and fats is mea-sured instrumentally, and currentlythis is done by using a well-estab-lished subtractive colorimeter called aTintometer,
The 1intometer enables a QC man-ager to view the oil under controlledconditions. The lighting is standard.The angle of view is fixed. The opticsare designed 10 help the operator viewboth the white reference field and theoil sample simultaneously using themost favorable pan of the retina. thefovea acularis, At a r subtentlonangle, the eye's fovea ocularis ispacked with color-seeing cones with-out the influence of low luminosityand shape-seeing rods. This phe-
nomenon is common to all normal-vision observers, consequently mak-ing good agreement possible whenseeing color under these conditions.
The vital parts of the Tintometerare the series of red, yellow and bluepennanently colored glass standards.These standards vary from desaturatedwater-white colors to fully saturateddeep reds, yellows and blues. Eachstandard is discreetly numbered andsubtly different from the one preced-ing and the one following it. Thesecolor standards make up the arbitraryLovibond color scale.
(continued on page 650)
•••••••
INFORM. Vol. 4. no. 6 (June 1993)
649

650
FEATURE
C(f-LIGHT
_~OURCE- .."
-
COLORSTANDARDS
SAMPLE
u
- -
-
DIFFUSER
COLORSTANDARDS
-- -- -
Figure 2. Diagram showing principle 01 single-number color scales
PRISM
(continued/rom page 649) The Lovtbond color standards areaccepted throughout much of theworld as a proven means of assigningfairly precise color values to edibleoils and fats and consequently areused as a means of communication inthe industry. Because they are visual itis possible to rapidly appreciate themeaning of small color differences innumerical terms. This small and oftenunappreciated benefit is not easilyachieved when measurements aremade objectively at selected wave-lengths.
Several types of Tintometer unitshave been on the market and two in
The oil sample is placed in an opti-cal glass cell or tube with a pathlength of 5.25" or less and thenviewed by the operator before a colormatch is made. This is done by super-imposing a mixture of red and yellowstandards over the reference fieldwhich is adjacent to the field contain-ing the oil samples (Figure I). Blue issometimes used if the oil has a ten-dency to be dull or greenish.
The resulting color match isexpressed as Lovibond units of redand yellow and/or blue.
TInlomeler'. PFX900 hal optlonat ector scates
BLUEFILTER
PRISM
particular need to explained here.The AF710 AOeS/Tintometer.
based on the Wesson principle asdescribed in AOCS Method ee 13b-45, is used throughout the Americasand in many pans of the world whereit is necessary to comply with Cc 13b-45. With this instrument it is possibleto achieve a cotor match using onlythe red and yellow combination ofstandards, The field of view is ratherrestrictive, and the lack of blue stan-dards makes it necessary to ignore anydifference in brightness and green-ness. This instrument has been therecognized AOeS standard since1962.
The second instrument is theModel E Lovibond Tinrometer. whichhas become the accepted standard inmost other countries.
The geometry and the color scalesin the two instruments are dissimilarand consequently the results obtainedare not compatible. Steps are beingtaken to harmonize the instrumentsand color scales, making for easierworldwide exchange of informationregarding the color status of oils andfats. The AoeS committee alreadyhas included the British StandardMethod BS684/87 for the color
INFORM. Vol. 4. no. 6 (June 1993)
measurement of edible oils and fats inthe AOCS Standard Method CC l3e-92.
Alternative methods for specifyingcolor have been on the market forsome time. These include the one-dimensional or single-number colorscales. These scales consist of a seriesof predetermined colors that are repre-sentative of certain types of oil sam-ples. The standards for these scalesare. sometimes. in the form of coloredsolulions placed in hermetically sealedglass tubes or. more often. in the formof permanently colored glass.
The test involves placing an oilsample in an optical cell or test tubeand comparing the sample directlywith the color standards against astandardized white diffuse light until avisual color match is found. The stan-dardized light is daylight or simulateddaylight.
The Gardner Scale is one single-number scale (Figure 2) and often isused to categorize lecithins. naturaland synthetic drying oils. fatty acidsand some oil derivatives. The specifi-cations are based on AOCS MethodsTd \a-64 and 1a 9-78. Two otherscales often used in the oils and fatsindustry are the iodine scale and theFAC (Fatty Acid Committee) scale.The iodine color scale is used in anumber of European countries and isspecified in DIN 6162. FAC is usedprimarily for grading inedible tallowsand dark oils and is specified as perAOCS Method Cc 13a-45. Manufac-turers producing instruments usingsingle-number scales include BYKGardner of Silver Springs, Maryland:Orbeco-Hellige of Farmingdale, NewYork, Hellige GmbH of Greiberg,Germany, and Tintometer Limited inEngland.
Single-number scales serve a use-ful purpose if the hue and brightnessof the sample do not differ too muchfrom the standard. When this doeshappen, observers may have difficultyin placing the sample on the colorscale. which can result in commercialdisagreements.
Visual color measurement is notreadily acceptable to all edible oil QCmanagers for various valid reasons.The operator of the visual Tintometermust be adept at matching colors and
......... ., ...... &
Suppliers of visual andautomatic color measurlsystems for FATS and OILS
since 1885
Full details from: HF scientific, inc.3170 Metro Parkway, Ft. Myers, FL 33916-7597
Phone, (813) 337-2116Fax' (813) 332-7643
The Tntometer UrrIt8d--SaIistlu"y SPI 2J'(
'""'""Tel: (122) 3272"2Fax; (122) 412322
Telex: 41372 twrco G
_GmbH_ ..[).4600 Dortmund 41
""""'"Tel: (231) 945 100Laviband Fax: (231)9451030
TeIelo::822605 LOVIB 0
For Information circle .154
-•••••••• •••
651
652
FEATURE
also must have good color vision.Inasmuch as approximately g% ofmales and 0.4% of females sufferfrom varying degrees of color blind-ness. there is a significant chance thatsome potential operators will havedefective color vision.
The use of spectrophotometers orcolorimeters would appear at firstsight to be anobvious solution tovisual uncertain-ties in color mea-surement. Howev-er. the resultsobtained on suchinstruments are nOIcomparable withexisting colorrecords. and theuse of such resultswould entail somecorrelation workbefore they couldbe used success-fully.
During the mid1970s, this prob-lem was partlyovercome with theintroduction, byUnilever. of athree-filter elec-tronic instrumentthat was correlateddirectly to Levi-bond units of redand yellow. Thisinstrument workedvery well withlightly coloredrefined oils and.by agreement with Unilever. wasmanufactured and marketed by TheTintometer Limited. A similar instru-ment based on the same principleswas marketed by McCloskey Scientif-ic Industries Inc. of New Jersey.
A much-improved version of theUnilever instrument. the AF960. wasintroduced during the early 1980s byThe Tintometer Ltd .. but still was lim-ited in its capability to correlate withthe visual Tintometer over the wholegamut of oil colors.
In recent years the problem of cor-relation has been eased considerablywith the introduction of the CL500computer-assisted instrument and
white. red. yellow. green. etc.For most every day needs the gen-
eral word denoting color needs. to befurther qualified: primrose yellow,grass green or burgundy red providemore specific descriptors. but eventhose are not enough for most manu-facturers of colored products. Color isa three-dimensional sensation and
when this istaken intoaccount itbecomes easierto describe acolor more pre-cisely as a pointin color space.
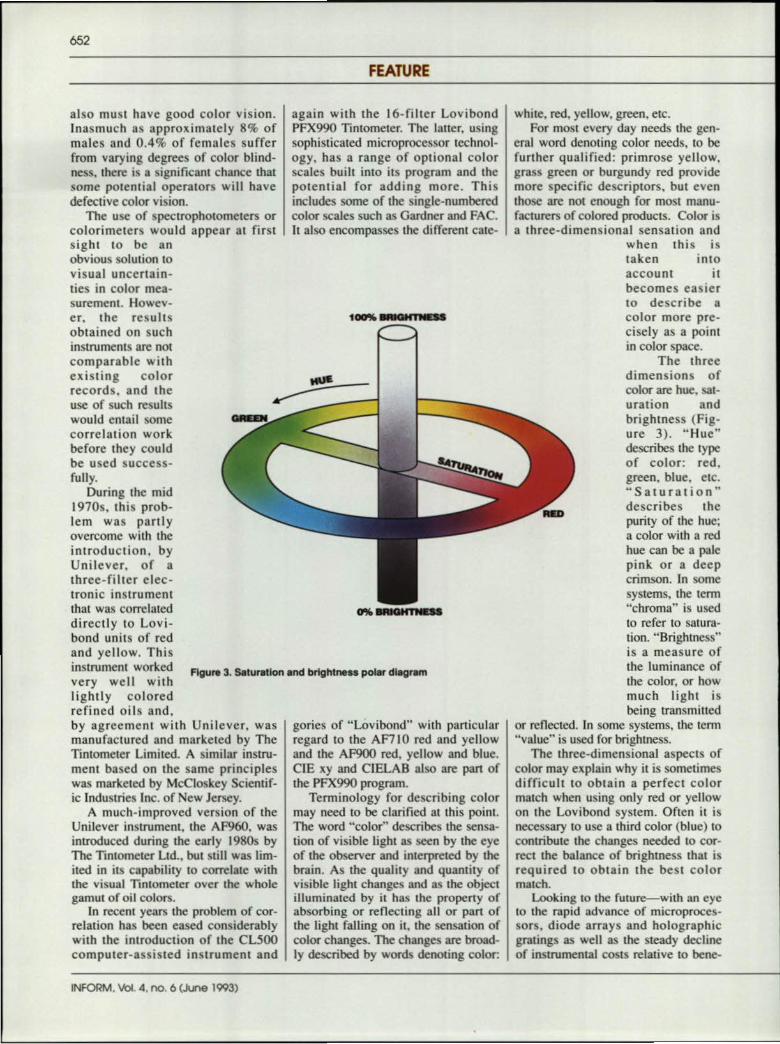
The threedimensions ofcolor are hue. sat-uration andbrightness (Fig-ure 3). "Hue"describes the typeof color: red.green. blue. etc."Saturation"describes thepurity of the hue;a color with a redhue can be a palepink or a deepcrimson. In somesystems. the term"chroma" is usedto refer to satura-tion. "Brightness"is a measure ofthe luminance ofthe color. or howmuch light isbeing transmitted
or reflected. In some systems. the term"value" is used for brightness.
The three-dimensional aspects ofcolor may explain why it is sometimesdifficult to obtain a perfect colormatch when using only red or yellowon the Lovibond system. Often it isnecessary to use a third color (blue) tocontribute the changes needed to cor-rect the balance of brightness that isrequired to obtain the best colormatch.
Looking 10 the furure-c-with an eyeto the rapid advance of microproces-sors, diode arrays and holographicgratings as well as the steady declineof instrumental costs relative 10 bene-
again with the 16-filter LovibondPFX990 Tintometer. The latter, usingsophisticated microprocessor technol-ogy, has a range of optional colorscales built into its program and thepctenrial for adding more. Thisincludes some of the single-numberedcolor scales such as Gardner and FAC.It also encompasses the different cate-
...-Agure 3. Saturation and brightness potar diagram
gories of "Lcvibond' with particularregard to the AF7lO red and yellowand the AF900 red. yellow and blue.CIE xy and CIELAB also are part ofthe PFX990 program.
Terminology for describing colormay need to be clarified at this point.The word "color" describes the sensa-tion of visible light as seen by the eyeof the observer and interpreted by thebrain, As the quality and quantity ofvisible light changes and as the objectilluminated by it has the property ofabsorbing or reflecting all or pari ofthe light falling on it. the sensation ofcolor changes. The changes are broad-ly described by words denoting color.
INFORM. Vol. 4. no. 6 (June 1993)

6S3
Figure 4. CIELAB - L's'b' Color space
fits-is it time 10 change direction andmove from arbitrary red and yellowunits to one of the ClE absolute andinternational units?
There are some obvious advantages10 doing this. but also there are somedisadvantages.
If CIE units were adopted, andCIELAB (L*a*b*) would be thechoice, thiswould at astroke openup the marketto a plethoraof msrrumen-rauon. imme-diately break-ing themonopolyheld by thevisual instru-ments fornearly 100years.
Colormeasurementmade interms ofCIELAB(L*a*b*) willenable QCmanagers togive oil sam-ples a finitenumber incolor space.The L* valuewill indicateits brightnessor dullness,the a* valuewill indicateits redness 10 greenness value, and theb* value its yellowness to blueness.
This in itself would not be verybeneficial because the results need tobe related to a standard of knownvalue. However, if all measurementswere based upon what the samplelooks like compared with the oil act-ing as a standard then the result couldbe reduced to a single number. Thiswould encompass the hue, saturationand brightness in terms of CIELABDelta E. The Delta E value is a mea-sure of just noticeable differencesbetween the standard and the sampleand could be used 10 set working tol-erances (Figure 4).
...
There also could be disadvantagesto moving in this direction, but, if theneed to do so arises, instruments suchas the PFX990 would need to be usedas this would allow both red and yel-low units to be measured at the samepress of a button as that for theCIELAB values. This would enablecorrelation data to be built up with a
minimum of extra work. There aremany companies that manufactureinstruments for measuring color usingthe cm system. These include Mac-beth Inc., division of Kollmorgen ofNewbury, New York; BYK Gardner;Minolla Inc. of Ramsey. New Jersey;BYK Gardner and Tintcmeter,
The practical advantage of usingthe red and yellow unit either visual-Iy or electronicaJly is that the wholeindustry is familiar with the Levi-bond unit and a change of 0.2 red or\0 yellow immediately paints a visu-al picture of exactly what is happen-ing to the oil sample. As a change inthe red value is usually the most
Important factor, the differencealready can be expressed as a singlefigure. If this is the case, it may beconsidered that measurements couldbe carried OUI using a specrropho-torneter and a specified wavelength.
The present technology of red, yel-low, blue cotor measurement in itsvarious modes is affordable and com-
prehensive 10 bothdeveloped and devel-oping nations in allparts of the world.Any changes that aTemade must be consid-ered carefully if colordata communicationworldwide is to bemaintained.
Finally, on-line mon-itoring of color nowhas become an impor-tant requirement as thisoffers the QC managerthe opportunity of mak-ing early and continu-ous assessment of thecolor trends during pro-cessing. This in turnallows tighter controlof the use of bleachingearth and a more rapidindication of when theprocess will be com-pleted.
Many attempts havebeen made over theyears 10 do this, butthese have met withvarying degrees ofsuccess. In the 1960s,an attempt was made
to build a visual Tintometer on-line,but as only one was sold it must beassumed that it was unsuccessful
This situation now has changedand there is at least one remotely con-trolled electronic color-measuringinstrument installed successfully,making armchair color monitoring areality in the 19905
....
ReferencesI. Meloy, G.W., Cotton and Cotton
Oil Press 44(23):14 (1953).2. Fash, R.H., Oil and Soap II: 106
(1934).3. Zschau, W.•INFORM 1:638 (1990).
INFORM. Vol. 4. no. 6 (June 1993)

654
FEATURE
,... '"" '" s... ,... to-OR I, ,- ".o" WlIV )(J.(IY 5O.0V 7O.0Y 100.0Y
WcNun Y/." column -----Yollow I I I I , I,... I I I IlO"R.Y W so 0 50 6075 ,., '" ~- '" '" ,~ '" "" '" .... '" ,... 10.011 "" n.",- w, HIY ~.~Y to-Of "'., lO.OV 4O.OY SMV 7O.0Y 1~.1IY l~lIY "".,
"""column ,... , to " w '" 0 " ro ,,~,., '" '" ,., .., ,., .. .., "..IO><R· Y , ", , ", , ,', • .', "'I> '6'1>77'" SN.d. Pn ........(NI'A,) '"""""'Nominal LII~ ,.- ~~ &~ ~-~,.o-~~.Lip. "". CI.r." L E>",.
while ... hi .. -' ""'" -' -. .' ~ ~ ~ ".,.,. ,.,. ~, , , , s '" " " " n " " ~FII ....... ysis Conunioeoo (FAC) , ", 1 ", , " • .', , , , •Unlo<I caIDrim<In ASTM , , , • , , , • , rc " ra n " " " " "Gardna'lIf11'1dards 1931-
Pownum d;ch"""...,..s.,lrurM: ""id0.0039 0,0048 0.0071 o.oH1 0.0205 0.0322 O.GlII-IO,MI5 0.078 0,164 ,.~0.3110 0..'172 (}.761 1.001 1.28 z.zz "
....,.. K,O,O, P<' mLU,sO. , a , • , • , • ,a...-..-otondardI1921
n, , a , .. , ~ • " s ~ • n. , .. • "-",,1~ .. SIo<k __ , , .. • , • , " '" '" " '" ". '" "" '" "'tI.Uj ........ ioh""""~or 19)0 ~
• , • rc '" so " " eo 00 '00 In '" '" '" ,., '" ,.,Plflin or Ctrtil~..lI'I<l&nIII , , , • , • , • • ra " " " "Pn!nAtld ~_ ~
ues 0.10 0.1' aaz "" o.n ,ro '" '''' '" W "" ""0."""' ...............
Approximate relations between methods for measuring color
Orbeco-Hellige offers new analyzerThe Orbeco-HeUige division of Orbeco Analytical Systems Inc.has introduced a new color analyzer during lbe past year.
The Model 1250 Color Analyzer .... an improved opOcoI sys-tem and DOW bas • JIainIess-stcel housing. Ihc firm said..
The unit is designed for use with transplImIt liquids, whetherin \he food industry or penooaI cere products industry. The unitcan compare products to glass standards provided by Orbeco-Hellige or to the user's liquid master color standard solutions.Deviation from the predetermined standard is provided as anumerical value. The f"mn's headquarters are in Farmingdale.New York.
INFORM. Vol. 4. no. 6 (June 1993)


















![Feature Selection Methods for Text Classificationmmahoney/pubs/kdd07.pdfFeature Selection Methods for Text Classification [Extended Abstract] Anirban Dasgupta Yahoo! Research Sunnyvale,](https://static.fdocuments.in/doc/165x107/5b0d85a87f8b9a8b038dd823/feature-selection-methods-for-text-classication-mmahoneypubskdd07pdffeature.jpg)