
Failure Analyses of Six Cylinder Aircraft Engine Crankshafts
18
SUBMITTED 11 JULY 2007 REVISED FORM 8 OCTOBER 2007 PUBLISHED 13 NOVEMBER 2007 PRESENTED BY : ROBERT W .HINTON Failure Analyses of Six Cylinder Aircraft Engine Crankshafts
-
Upload
jonathan-hernandez -
Category
Documents
-
view
25 -
download
2
description
Failure Analyses of Six Cylinder Aircraft Engine Crankshafts
Transcript of Failure Analyses of Six Cylinder Aircraft Engine Crankshafts

SUBMITTED 11 JULY 2007REVISED FORM 8 OCTOBER 2007PUBLISHED 13 NOVEMBER 2007
PRESENTED BY : ROBERT W .HINTON
Failure Analyses of Six Cylinder Aircraft Engine
Crankshafts

Abstract
Results of failure analyses of two aircraft crankshafts are described. These crankshafts
were forged from AMS 6414 with sulfur contents of 0.003%
(low sulfur) and 0.0005% (ultra-low sulfur). A grain boundary sulfide precipitate was caused
by over heat of the low sulfur steel, and an incipient melting of grain boundary was caused by overheat of the ultra-low sulfur steel.
The precipitates and incipient melting in these two failed crankshafts were observed.

Abstract
Low sulfur steel crankshaft contained PDF ( planer dimpled facets ) along grain boundaries with spherical manganese sulfide( MgS )
Ultra low sulfur steel crankshaft contained PDF along with small spherical particles with nitrogen, boron, iron, carbon, oxygen .
Results of experimental forging studies defines the times and temperatures required to produces incipient melting overheat and facets at grain boundary of ultra low sulfur steels..

INTRODUCTION AND BACK GROUND
In 1999 and 2000, 15 crankshafts failed within 15 h to 1,200 h of service after being installed in six-cylinder reciprocating engines of airplanes.
Fourteen (14)of the (15) failed crankshafts were made from steels with ultra-low sulfur contents
After the failuer of 15 crank shaft the aircraft engine manufacturer analyzed this problem seriously.
The Federal Aviation Agency (FAA) provides the affected serial numbered engines and prescribing a non destructive sampling method to evaluate the failure reasons of the crankshafts in these engines..

INTRODUCTION AND BACK GROUND
.In early stages researcher consider that
steelmaking and residual element contents of the Aerospace Material Specification (AMS) 6414 crankshaft steels were originally suspected as a root cause of this problem.
But after the failure analyses of forging studies demonstrate that steelmakers were not responsible for this problem.

Steel Quality Product Check of Failed Crankshafts
Crankshaft steels are made to AMS 6414 steel specifications within composition ranges that are similar to a vacuum arc re-melted (VAR) 4340 steel composition..
Failed crankshafts meet the product check chemical quality requirements of AMS 6414 steel.
The R1 failed crankshaft had a residual sulfur content of 0.003% by weight and vanadium (0.005%). R1 steel is characterized as low sulfur (LS) steel above 0.002% sulfur content.
In contrast, the LF14 failed crankshaft steel had a residual sulphur level of 0.0005% and vanadium content of 0.074%.

Fracture analysis
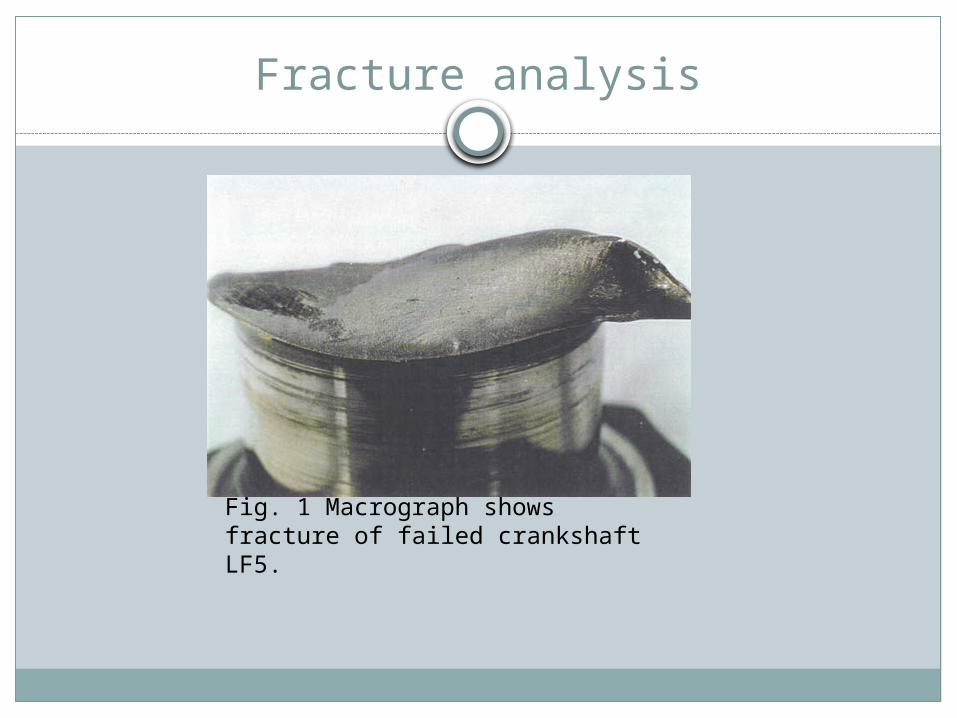
Fig. 1 Macrograph shows fracture of failed crankshaft LF5.

fracture analyses
Fig. 2 Macrograph shows fatigue crack initiation site (white) offailed crankshaft LF5.

Fracture analyses
Fig. 3 SEM micrograph shows grain facets (boundary surfaces) at fatigue crack initiation site of failed crankshaft LF5. Facets A and B are on the same grain.

Fig. 4 Macrograph shows damaged fatigue crack initiation site offailed crankshaft LF14. 109

Fig. 6 SEM micrograph shows small, smooth particles in dimples offacets

Fig. 5 SEM micrograph shows planardimpled facet from failed crankshaft R1. 3009

Fig. 7 SEM micrograph show manganese sulfide with oxygen, carbon, and iron. 35,0009

Discussion
There is a mechanism that weakens the grain boundaries if the preheat temperature exceeds the incipient melting temperature of grain boundary junctions.
The temperature in R1 crankshaft is 1343 C.while forging pre-heat temperature for ASM6414 is
1177 C to 1288 C..• When Sulfur level is well below .002 % then
there is not enough ( Mgs ) Precipitates on the grain boundary to produce required particle size in crankshaft

Conclusions
Studies demonstrate that the most likely root cause of the ultra-low sulfur (\0.002% S) AMS 6414 steel crankshaft is the combination of two reasons
.Large billet grain size Incipient melting at grain boundary
junctions during unusually high preheat temperature prior to forging.

References
1. Teledyne Continental1
: 2. Hale, G.E., Nutting. J.: 3. Turkdogan E.T., Ignatowicz S.,
Pearson J.:
4. Bodimeade, A.H., O’Brien, R.N., Jack, D.H., Nutting, J.:
British Steel Corporation (1974)

THE END


















