Extrusion Processs 2011

of 34
-
Upload
hariomvyas92 -
Category
Documents
-
view
221 -
download
0
Transcript of Extrusion Processs 2011
-
8/1/2019 Extrusion Processs 2011
1/34
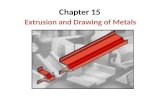
EXTRUSION PROCESS
PROF. CHIRAG . P. PATEL
ASST. PROF. MECHANICAL ENGINEERING DEPT.,
U.V.PATEL COLLEGE OF ENGINEERING,
GANPAT UNIVERSITY,
-
8/1/2019 Extrusion Processs 2011
2/34
What is Extrusion:
Extrusion is the process of squeezing metal in aclosed cavity through a tool, known as a die
using either a mechanical or hydraulic press.
-
8/1/2019 Extrusion Processs 2011
3/34
Product of Extrusion
Railings for sliding doors
Tubing having various cross sections,
Structural and architectural shapes,
Door and window frames,
Fasteners and components fro automobiles,
Bicycles,
Heavy machinery,
Transportation equipment.
-
8/1/2019 Extrusion Processs 2011
4/34
DiesThe extrusion die is a steel disk with an
opening, the size and shape of the intendedcross-section of the final extruded product as
indicated below.
-
8/1/2019 Extrusion Processs 2011
5/34
Billet
The billet is the starting stock for the
extrusion operation.Extrusion billets may be a
solid or hollow form, commonly cylindrical,
and is the length charged into the extrusion
press container.
-
8/1/2019 Extrusion Processs 2011
6/34
Types of Extrusion:
Direct Extrusion (or) Forward ExtrusionBillet isplaced in a chamber and forced through a die opening bya hydraulically-driven ram or pressing stem.
-the die opening may be round, or it may have variousshape
-
8/1/2019 Extrusion Processs 2011
7/34
Indirect ExtrusionDiemoves towards thebillet.
Hydrostatic ExtrusionThe billet is smaller indiameter that the
chamber, which is filledwith a incompressiblefluid medium, and thepressure is transmittedto the billet by a ram.
-
8/1/2019 Extrusion Processs 2011
8/34
Impact Extrusion: Similar to indirect extrusion Punch descends rapidly on the blank, which is extruded
backward. Because of volume constancy, the thickness of
the tabular extruded section is a function of the clearancebetween punch and the die cavity.
-
8/1/2019 Extrusion Processs 2011
9/34
Production of collapsible tubes, such as for toothpaste.
Most nonferrous metals can be impact-extrusion in verticalpresses and at production rates as high as two part per second.
Lateral or Side Extrusion:
-
8/1/2019 Extrusion Processs 2011
10/34
(a) Flow pattern obtained at low friction, or in indirectextrusion,
(b) Pattern obtained with high friction at the billet-chamberinterfaces,(c) Pattern obtained at high friction, or with cooling of the
outer regions of the billet in the chamber. This type ofpattern, observed in metals whose strength increases rapidlywith decreasing temperature, leads to defect known as pipe,
or extrusion defect.
Metal flow in extruding with square dies.
-
8/1/2019 Extrusion Processs 2011
11/34
Hot Extrusion: Extrusion is carried out at elevated temperaturesfor
metals and alloys that do not have sufficient ductilityat room temperature, or in order to reduce the forcesrequired.
-
8/1/2019 Extrusion Processs 2011
12/34
Cold Extrusion Combination of operations, such as direct and indirect
extrusion and forging.
Advantages : Improved mechanical properties
Good control of dimensional tolerances
Improved surface finish
Elimination of the need for billet heating;
-
8/1/2019 Extrusion Processs 2011
13/34
Extrusion process:
-
8/1/2019 Extrusion Processs 2011
14/34
A machine which is successful in extrusion of plastic
materials is called EXTRUDER.In commercially extrusion there are three general types of
mechanisms are used.
1. RAM-CYLINDER TYPE EXTRUSION
2. WET EXTRUSION
3. SCREW EXTRUSION
Extrusion process is widely used in manufacturing &
continuous shapes such as rods, tubes, profiles, sheets,
filaments, films, pipes etc
Types of Extruders
-
8/1/2019 Extrusion Processs 2011
15/34
Single Screw Extruder.
Types of Screw Extruder
-
8/1/2019 Extrusion Processs 2011
16/34
Twin Screw Extrudera. Parallel configuration
b. Conical configuration
-
8/1/2019 Extrusion Processs 2011
17/34
SCREW EXTRUSIONThe rotating screw takes the material from a feeder which may be in the
form of free flowing, granules, chips, powder or cubes through a heated
barrel zones and compacts it against the breaker plate and otherrestriction so that pressurize built up. During this period, material comes
in contact with heated barrel wall and frictional heat is produced less
between screw and material and because effect of hot barrel and the heat
due to internal friction in the material cause thermoplastic to soften and
forced through the restriction to the extrusion die where it is given formof shape in continuous production.
-
8/1/2019 Extrusion Processs 2011
18/34
ADVANTAGE OF SCREW EXTRUSION
Continuous process
Uniform heating Proper mixing
Less residence time
Less pressure drop
Avoid leakage problem
Self cleaning
Higher production rate
-
8/1/2019 Extrusion Processs 2011
19/34
COMPARISIONS BETWEEN THE CHARACTERISTICS
OF TWIN SCREW AND SINGLE SCREW MACHINES.
TWIN SCREW M/C SINGLE SCREW M/C
1.For the twin screw extruder the
volumetric efficiency of the screw is
fairly high & is almost independent of
pressure.
2.Twin screw extruders are morecomplicated in construction.
3.Costly.
4.More difficult to maintain.
5.Twin screw extruders are used for
mixing and compounding for direct
extrusion from uncompounded powder
blends.
6.Twin screws do not generate as much
frictional heat.
1.For the Single screw extruder the
Volumetric Efficiencies are always low
are highly pressure dependent.
2.Single screw extruders are simple in
construction.3.Cheaper.
4.Easy to maintain
5.Single screw extruders are used for
compounded plastics material.
6. Single screw generates mach
frictional heat.
-
8/1/2019 Extrusion Processs 2011
20/34
CONSTRUCTIONAL DETAILS OF
EXTRUDER
MACHINE BASEThe machine base of an extruder is the structure on which the barrel,
reduction gear and other parts are supported.
Generally however a well matured casting is to be preferred because
a base made in this way is usually very rigid and free from spring.
CONSTRUCTIONAL DETAILS OF
-
8/1/2019 Extrusion Processs 2011
21/34
MACHINE BASEThe machine base of an extruder is the structure on which the barrel,
reduction gear and other parts are supported.Generally however a well matured casting is to be preferred because a
base made in this way is usually very rigid and free from spring.
DRIVE MOTOR AND REDUCITON GEAR
The range of screw speeds lies between 10 and 200
rev/min. for a single screw machine and between 5 and 50 rev/min. for a
multi screw machine. Therefore, since the majority of the extruders are
powered by electric motor with o/p speeds of 1000 rev/min. or more it isnecessary to build a high ratio reduction gear into the m/c drive.
Generally D.C. motor is used for this purpose because of its cost. But
nowadays A.C. motor is preferred due to its maintenance free long life
and simple drive mechanism
CONSTRUCTIONAL DETAILS OF
EXTRUDER
-
8/1/2019 Extrusion Processs 2011
22/34
THRUST BEARING
Ball bearings, Roller bearing, Taper Roller bearing etc, are
used for above purpose
Thrust bearing are designed to operate under specific load conditions.
DRIVE BETWEEN MOTOR AND REDUCITON GEAR
Belts, Direct coupling and sometimes chains are used to provide the
final drive between the motor and reduction gear
There are different types of belt drives. Flat belt, Vee belt and timer
belt. Generally flat belt and Vee belt drive are used for extruder. Veebelt are used to minimize the slippage. Timer belt gives slippage free
drive, but it cant be used in extruder because it is not available in big
size and if possible it will be very costly.
-
8/1/2019 Extrusion Processs 2011
23/34
SCREW
Depending on its design an extruder screw consists of a shallow cut
zone at the discharge end with the root dimension tapering down toa more deeply cut zone at the feed position and hence to parallel
plain shank where it picks up the drive by means of one or more
keyways or spines.
The commonest materials used for the manufacture of screws are alloy
steels, nit riding steels or stainless steels.
Screws for processing PVC material are hard chromium plated toprevent corrosion in only single screw extruders
-
8/1/2019 Extrusion Processs 2011
24/34
SCREW COOLING
Generally, there are two systems of screw cooling. Oil circulation in
screw requires oil pump for cooling the screw by force oil circulation
In sealed coolant system once the required quantity. i.e. one third of
volume inside the screw bore is filled up by coolant (distilled water). It
is plugged at the end.
-
8/1/2019 Extrusion Processs 2011
25/34
EXTRUDER BARREL
The barrel of an extruder is the parallel cylindrical chambers in which
the screw rotates & forwards the thermoplastic material. The barrel
manufactured from nitrides steel is equipped with heating & coolingzones.
D t il f diff t ti f b l t t d b l
-
8/1/2019 Extrusion Processs 2011
26/34
Details of different section of barrel are stated below :
[A] FEED SECTION
There are two basic requirements fro his section firstly the feed opening should be
designed to permit the feed material to flow freely from hopper or feed device, into
screws without the possibility of bridging.
[B] MAIN SECTION The main barrel section of the extruder is both pressure vessel & a heating chamber.
Since the material is subjected to a gradually increasing pressure and suffers a
consider able temp. D-Rise during its passage through this part of the machine. Inorder to withstand the high internal pressures resulting from the process the parallel
section has the form of a thickwalled tube.
BARREL COOLING
During processing, it is possible for the screw to generate more heat inthe material than is required for the satisfactory working of the process
and it becomes necessary to remove this excess heat by some means.
A variety of cooling system is used for extruder barrels. Here more
popular methods being the use of number of fans
FEED HOPPER
-
8/1/2019 Extrusion Processs 2011
27/34
FEED HOPPER
DRIVE It consists of DC shunt motor with over load protection by electronic
current limitation.
GEAR BOX The gear boxes consists a helical gear pair especially for the drive of
feed hopper
[A] CONICAL HOPPER
The commonest from of feed hopper used on single screw machines is
the conical type of standard design. The material feeds into the screw
merely by its own weight and consequently, this type of hopper is
referred to a gravity feed
[B] CONTINOUS FEEDER
For the feeding of difficult materials such as PVC dry blends, and
some time in order to increase output or to obtain an acceptable output
from materials of low bulk density, special force fed hoppers have
been designed, knows as crammer feeders.
HEATING AND HEAT CONTROL
-
8/1/2019 Extrusion Processs 2011
28/34
HEATING AND HEAT CONTROL
One of the major requirements of an extrusion m/c for thermo plastic
is that it should be able to raise the temp, of the material passing
through it is at a controllable rate. Therefore, extruder must be
equipped with a heating system which can be accurately controlledever a wide temp, range.
Resistance band heaters, induction heaters, cartridge heaters etc are
used to heat barrel and die.
Here, on-off controller method with PID temp, controller temp, are
used for controlling electrical heating system
-
8/1/2019 Extrusion Processs 2011
29/34
BREAKER PLATE AND SCREEN PACK
Its function to convert turbulent flow into laminar flow & to increase
melt pressure for homogeneous melt it is made up of EN-8 material
& gas nit tided.
Screens of various mesh and wire sizes are usually used with the
breaker plate and are placed on the screw of the plate so that pressure
of the material maintains them in position.
CONNECTING HEAD
This is a transmission member between extruder barrel and die is
provided with heating zone.
-
8/1/2019 Extrusion Processs 2011
30/34
VACUUM SUPPLY
The water ring vacuum pump installed in the base frame generates the
vacuum required for the cylinder de-gassing. The fresh water supply
for the pump is provided via a solenoid valve and a flow restrictor. Aball type non return valve prevents water from the pump entering into
the screw cylinder.
ELECTRICAL EQUIPMENT
In the terminal housing there are the terminals for connecting the
drive, heaters and control to the main control cabinet.
The socket connection plate is situated at the front of the extruder base
frame and contains sockets for adaptor and die heaters andthermocouples.
In the operating panel there are the push buttons for ON-OFF
increase decrease etc. with indicating lights for the main drive motor,
vacuum pump & feeder.
-
8/1/2019 Extrusion Processs 2011
31/34
EXTRUSION DIES
The function of an extrusion die is to form molten material deliver by
the screw into a required cross section. The die is there for a channel
whose profile changes from that of the extruder bore to an orificewhich produces the required form
Extrusion dies may be attached to the extruder in three different ways
according to the requirements of the complete extrusion process.
1] STRAIGHT THROUCH DIE
2] CROSS HEAD DIE
1.SIDE FEED
2.CENTRE FEED
3] OFFSET DIE
Extrusion Force :
-
8/1/2019 Extrusion Processs 2011
32/34
Extrusion Force :F = Aok ln(Ao/Af)
Extrusion Ratio = Ao/AfAocross-sectional area of the billet
Af- cross-sectional area of extruded product
K- extrusion constant
Ao, Afbillet and extruded product areas
-
8/1/2019 Extrusion Processs 2011
33/34
CONCLUSION:
Extrusion often minimizes the need for secondarymachining,and as a result could result in financial
savings.
However extruded objects are not of the same
dimensional accuracy or surface finish as machined
parts.
Extrusion process is widely used in manufacturing &
continuous shapes such as rods, tubes, profiles,sheets, filaments, films, pipes etc.
-
8/1/2019 Extrusion Processs 2011
34/34
Self study topic in extrusion-
- defect in extrusion,- example of extrusion force calculation.