Extrusion Lab Report

of 20
Transcript of Extrusion Lab Report
-
8/18/2019 Extrusion Lab Report
1/20
Extrusion
Laboratory
Report
-
8/18/2019 Extrusion Lab Report
2/20
Abstract
In this experiment, lead billets (which were in the warm working states because of its soft
metal characteristics) were extruded with the observed variables being extrusion
direction, die geometry, and use of lubrication !he ob"ectives of the experimentincluded determining the significance of each variable in the extrusion process, both
individually and in combination with each other In addition, the presence of dead metal
#ones and piping were examined Eight trials were run with each combination of the
variables, and data of the force re$uired and displacement during extrusion was captured
using a dynamometer and L%&! connected to a data ac$uisition computer !wo level
factorials, a cube plot, and a probability curve were used to determine significance of the
effects 'rom our data analysis, it was determined that using a reverse extrusion process
will re$uire less force than a comparable direct extrusion process, due to less friction of
the billet in the chamber s$uare die, which reduces the surface area compared to
rounded dies, will also reduce the break through force re$uired for the extrusion
Lubrication reduces overall friction and therefore reduces the force necessary for the
extrusion process, although a greater change in force is observed when using lubrication
with direct extrusion !he use of a s$uare die will generally result in larger dead metal
#ones, and piping will also occur when the extrusion uses a s$uare die iping and dead
metal #ones are usually dependant upon die geometry, but independent of the direction of
extrusion
-
8/18/2019 Extrusion Lab Report
3/20
!able of *ontents
• !itle age +
• bstract
• !able of *ontents -
• E$uipment .sed /
• nalysis 0
• *onclusions +1• ppendix +0
-
8/18/2019 Extrusion Lab Report
4/20
Equipment Used
rior to the extrusion itself, red layout dye was painted on the inside split of the billetsand a height gauge was used to scratch lines every 2+22 inches both along the axis of the
split billets, and perpendicular to the axis !his would allow a visuali#ation of the flow
characteristics after the extrusion
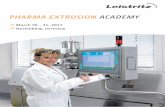
!wo different extrusion dies were used in the experiment, one was a direct extruder, andthe other was a reverse extruder !he direct extrusion die stays stationary while the force
is applied, while in the reverse extrusion process, the force is applied to the die, which
applies pressure to the billet to form the extrusion, as seen in 'igure + below
!he machine used to force the lead through the die was an merican 3achine and3etals, Inc tensile test machine4 model 32+2+5R, serial number R5//-6 !hehydraulic pressure created by the machine placed a force, in this case, compressing two
large plates together 7hen the extruding dies and billet setup were placed between the
plates and the machine was engaged, the extrusion was performed
&irect Extrusion
'
''
Reverse Extrusion
&ie
(s$uare)
&ie
(s$uare)
'
Figure 1. – Extrusion Processes
http://www.faustco.com/bryan/gallery/ME313/313_Lab_003
-
8/18/2019 Extrusion Lab Report
5/20
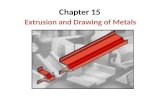
Figure 2. – Extrusion Data Gathering Schematic
linearly variable differential transducer (L%&!) measured the displacement from the
initial position using a coil transformer !he input for the L%&! was the displacement of
the extrusion e$uipment (the length of the extrusion, the basis for the displacement valuesin 'igure - and all charts) in inches, and the output was millivolts
!he 8urr58rown *I 9ystems ordinary amplifier took the output of the L%&! in
millivolts, and amplified it to volts !his made the signal more readable and usable bythe analog to digital converter, which followed the ordinary amp
:istler ;26+dynamometer, serial < -2+=;+, was used to measure the amount of force
exerted on the billet as it was extruded using a pie#oelectric crystal to convert force >lbf?
to an electric charge >pico5*oulombs, p*? &ifferent stages of the extrusion process
resulted in distinct forces and changes in forces, which were accurately measured by thedynamometer
&ual 3ode mplifier :istler, model 122/ and serial < +62221, charge amplifieramplified the signal of the dynamometer !he input is a charge (in pico5coulombs) and is
amplified as a voltage >volts? before being sent to the analog to digital converter
Receiving analog voltage signals from the ordinary and charge amplifiers, the analog to
digital converter translated the analog signals to a system that could be read and
understood by the computer software &igital signals, also known as binary data, or bitswere outputted by the @& converter and inputted by the Labview 6+ software on the
computer Labview takes the bits of data and records and plots the data in tables in
computer units (9ee ppendix for data)
8illet
*omputer with Labview6+ 9oftware
AR&IBRC3
*DRE
3
@& *AB%ER!ER
IB *A3.!ER
>p*?
>%?>%?
>digitalsignal?
L%&!
!ensile !est 3achine
>m%?
Extrusion
&ynamometer
-
8/18/2019 Extrusion Lab Report
6/20
Ana!sis
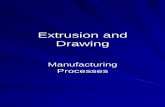
Figure ". – #nitia Extrusion Pot
+ 'igure - shows the force versus displacement plot for the initial conditions of
the experiment (forward extrusion with a s$uare die without using anylubrication) &ata points were recorded every four seconds s can be seen in
the plot, four distinct regions exist, corresponding to three stages of the
extrusion process
• rea I represents the large force needed to overcome the static flow
restriction (flow stress) of the metal prior to extrusion t the last
point in rea I (same as the first point in rea II), the maximum force
is seen !his is the point at which the static flow restriction has beenovercome and the extrusion actually begins, and is known as the
Fbreakthrough forceG
• !he extrusion begins to form in rea II !here is a large change in the
slope of the plot in rea II Instead of increasing forces like in rea I,the slope decreases throughout rea II !wo reasons exist for this
phenomenon !he first is that the static flow restriction (breakthrough
force) has been overcome, so the force no longer rises !he rationale
S.O. #1 (Forward, Square, No Lube)
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Displacement (in.)
F o r c e ( l b s )
-
8/18/2019 Extrusion Lab Report
7/20
of the decrease of the force, rather than a constant force, is that the
reduction of the length of the billet in the chamber (as the test
proceeds) reduces the friction, and therefore, the overall forcedecreases as the displacement increases (until rea III) !he hori#ontal
line at approximately 6+22 lbf represents the separation of force due to
deformation and friction !he force below the line represents the forcedue to deformation and the area above the line represents force due to
friction 7hen doing indirect extrusion, the area above line is greatly
reduced (9ee ppendix for other charts)
• t rea III, the force re$uired for displacement once again increases
!his is due to the small amount of billet left in the chamber !he vast
ma"ority of the billet has already been extruded, leaving only the dead
metal #one in the chamber !he force re$uired to compress this deadmetal #one is $uite high due to its already compact state, and the sharp
angle it would need to take to leave the chamber with the extrusion
!he extrusion is usually stopped at or before rea III because the
ma"ority of extrusion has been completed and the remaining extruded part that is comes out in rea III usually has imperfections in its
structure
• !here is usually a region before rea I in which the slope of the curve
is less than the slope of rea I !he above graph does not illustrate
this, but most of the graphs in the appendix do !his region is
associated with the billet taking shape of the chamber and the air being pushed out
.sing the breakthrough forces of the eight trials, the contrasts and effects could be found
sample calculation of the contrast and effect can be found in the appendix
Figure $. – E%%ects Statistica &abe
-
8/18/2019 Extrusion Lab Report
8/20
'rom the probability plot (9ee ppendix), it can be seen that the direction (&),
geometry (), lubrication (L), interaction of direction and lubrication (&L) aresignificant !his is known because their respective effects are outside of the ;1H
range on the probability plot, which corresponds to /22 !hose numbers that lie between plus and minus /22 are not considered significant for our experiment
.sing reverse extrusion, rather than direct (forward) extrusion, will re$uire an
average of +-;6 lbf less of force than using the direct extrusion techni$ue !he
reason for this is the difference in the process fundamentals of the two techni$ues7hen direct extrusion is used, the entire surface area of the billet is always moving
against the walls of the chamber 7hen identical settings are used for indirect
extrusion, it can be seen that the billet does not move along the chamber wall, but onthe portion of the billet moving through the die is experiencing friction with the die or
chamber 3oreover, it is not "ust that the surface area of the billet is touching the
walls of the chamber and moving with respect to them, but when an immense force(several thousand pounds) is pushing against the billet to extrude it, some of this force
is transferred to a force pushing out against the walls, further increasing the friction
force
7hen geometry is considered, it can be seen that when a rounded rather than s$uare
die is used, the re$uired force is on average /=- lbf higher !his may not seem logical
at first glance, as a rounded die is smoother and would seem to cause less frictionDowever, the main factor to consider
when comparing the geometry is the
surface area of the die s$uare die
has linear walls4 a rounded die haslinear walls for most of the length,
but curves out near the end,
increasing surface area, as seen in'igure 1 3ore surface area leads to
more friction, and therefore higher
re$uired forces for extrusion
9$uare die
Round die J more
surface area
Figure ' – Die Geometr!
-
8/18/2019 Extrusion Lab Report
9/20
Lubrication was the most significant factor in this experiment, which was evident
especially when looking at the break through force of forward extrusion 7hen using
lubrication, there was an average of +22/ lbf less force needed !his correlation isfairly obvious If lubrication is added to the exterior of the billet prior to extrusion,
friction between the billet and the die and walls will be reduced, and therefore less
force will be needed to extrude the metal
!he interaction of extrusion direction and the use of lubrication were also significant
!his is logical, as the two were both $uite significant as independent main effects9ince the billet does not move in the indirect extrusion process, the frictional forces
on the wall do not need to be overcome Dowever, when we did use lubrication during
the reverse extrusion, we did see a reduction of -2- lbf in break trough force 9ince
lubrication was added to the outside of the billet, and force was applied to the billet by the die, the only place the lubrication could leave the chamber was through the die
!he break through force was less but not nearly as significant as it was in direct
extrusion 7hen we used lubrication on forward extrusion, the re$uired forces were
+621 lbf less than without using lubrication !he use of lubrication has a greater effecton the direct extrusion process because the frictional force caused by the billet
pressing against the chamber wall is greatly reduced
-
8/18/2019 Extrusion Lab Report
10/20
/
Figure (. – )ube Pot o% E%%ects
&abe 1* +rea, &hrough Forces
S.O.1 S.O.2 S.O. S.O.! S.O." S.O. S.O.$ S.O.%Break Through Force
(lbs)Lab Es!"aes &12 %'$ &&" %&% $! $$2& %21 %1!'
8reakthrough
'orce (lbf)
D
G
-5
K
K
K
"12/0(
'(
/"/
($( 2
/1$0 /21"
-
8/18/2019 Extrusion Lab Report
11/20
1
http://www.faustco.com/bryan/gallery/ME313/part_06http://www.faustco.com/bryan/gallery/ME313/part_05http://www.faustco.com/bryan/gallery/ME313/part_04http://www.faustco.com/bryan/gallery/ME313/part_03http://www.faustco.com/bryan/gallery/ME313/part_02http://www.faustco.com/bryan/gallery/ME313/part_01
-
8/18/2019 Extrusion Lab Report
12/20
Figure * Extruded Sampes
.pon inspection of the velocity profiles of the extrusions, several similarities and
differences arise !o a certain extent, all of the profiles look similar in that the center has been extruded more than the outside of the billet !his is due to the fact that friction is
present in the walls of the die and the chamber, and also the fact that the center of the
billet merely has to be extruded in a straight line out the die, while material further fromthe center has to be forced toward the center before being extruded ll of the extrusions
show this trend difference is seen between the samples that used lubrication and those
that did not !hose that used lubrication (samples 15=) have less severe FbowingG of the
transverse scratches in the velocity profile than those samples that did not use lubrication
(9amples +5/)
nother difference seen in the velocity profiles is that when the billet is extruded inreverse (even numbered samples), the profiles seem to be smoother and the extrusion
longer than the directly (forward) extruded samples of e$uivalent conditions !he
smoothness of the profile represents less internal friction and stresses twisting and pushing the metal, which allows it to be extruded in a state more similar its original state
lso visible is the contrast of the velocity profiles of the s$uare die extrusions and the
rounded die extrusions !he s$uare die extrusions generally have a smoother profile thanthe rounded die extrusions, once again due to reduced friction (and reduce force applied)
due to reduced surface area 7hen looking at the = samples, the two smoothest profilesare sample and sample 0, the extrusions that used reverse extrusion and s$uare dies,which has the least surface area and friction of all the samples
http://www.faustco.com/bryan/gallery/ME313/part_08http://www.faustco.com/bryan/gallery/ME313/part_07
-
8/18/2019 Extrusion Lab Report
13/20
&abe 2 – Dead eta 3ones and Piping E%%ects
#.$.1 #.$.2 #.$.3 #.$.4 #.$.5 #.$.6 #.$.7 #.$.8
$r%er 1 2 3 4 5 6 7 8
&!rec!o' Forar% e*erse Forar% e*erse Forar% e*erse Forar% e*erse
&!e+eo"er, #-uare #-uare ou'% ou'% #-uare #-uare ou'% ou'%
Lubr!ca!o' $ $ $ $ /E# /E# /E# /E#
&ea%eal
o'e #!e L L
"ou' o !!'g L L
0 !he dead metal #ones are located next to the die, but on the outside edge of the
chamber (9ee 'igure =) 'rom !able , it can be seen that generally the s$uare dies will
produce larger dead metal #ones 9amples + and 1 all had large dead metal #ones, andsamples and 0 had moderate side dead metal #ones ll of these samples used s$uare
dies !his agrees with the theory and mechanics of the die 'or metal along the outer
edge of the chamber, it has to make its way to the center of the chamber, and then make a;2 degree turn to be extruded !his is difficult to do, so a dead metal #one results 'or
rounded dies, the metal along the wall of the chamber has a smoother path to be extruded
(no sharp bends), so usually minimal or no dead metal #ones result 7hen using a rounddie and a forward extrusion process, frictional forces are present between the billet and
the chamber wall, so it is harder for the material on the outside of the billet to make it
through the die &ead metal #ones were present in this extrusion, but not to the extent
when using a s$uare die
Figure /* Dead eta 3ones
6 iping, or a pipe defect, is where the far edge of the billet begins to be pulled into
the center near the end of the extrusion process (9ee 'igure ;) It is fairly easy to tell
when piping has occurred because the top (not yet extruded portion) of the billet is not
flat as normal, but has formed a concave shape following the extruded portion !heoccurrence of piping occurred primarily when extrusion was with a s$uare die, with
either lubrication or no lubrication !heory would suggest that using s$uare dies would
-
8/18/2019 Extrusion Lab Report
14/20
lead to more piping in the samples (which agrees with the presented results), as the sharp
angle needed to be taken by the metal to be extruded will cause the far edge of the billet
to be pulled toward the center t this point it is easier for the center of the top of the billet to move in the direction of the extruded portion (causing piping) than for the
outside of the billet to translate to the center of the chamber and make a sharp turn
forming the extruded portion !he rounded die did not form piping because a smoother path can be taken to the exit of the die (it is easier for metal near the outside of the billet
to move to form the extruded portion, even though there is more friction with the
increased surface area of the rounded die)
Figure * Piping De%ect
http://www.faustco.com/bryan/gallery/ME313/313_Lab_006
-
8/18/2019 Extrusion Lab Report
15/20
)oncusion
8y looking at breakthrough forces of the trials, several conclusions can be drawn .sing
a reverse extrusion process will re$uire less force than a comparable direct extrusion process, due to less friction of the billet in the chamber 9$uare dies reduce the surface
area versus rounded dies, and therefore also reduce the force re$uired for extrusion
Lubrication reduces overall friction and therefore reduces the force necessary for theextrusion process !he use of a s$uare die will generally result in larger dead metal
#ones, and piping will occur when extrusion is done with a s$uare die
Ane possible source of error in this experiment is the fact that the tensile test machinemay not have been operated in exactly the same manner for all specimens !he knob was
supposed to be placed at a scratch representing -1 on the machine, but some groups may
have been slightly higher or lower, resulting in faster or slower extrusion, which will
affect the strain rate of the lead 7e also saw metal extruded between the chamber walland the ram, which would lead to a lower recorded break through force than actual
9uggestion for future labs would be to combine the data from all of the labs so that there
is more data !he analysis of one sections data is not enough to fully conclude what
should be correct If one group in our section did the extrusion wrong (eg had the dial at/1 instead of -1), the data for our section would be incorrect but since we only have a
sample si#e of +, we have to assume that is correct !he sample si#es of each extrusion
process should be larger
!he operator should have less control over the process !he dial should be automated andshould only have to press one button to start the test 8y having a manual dial, and the
process of pushing two buttons at once, there are at least two more variables being added
to each extrusion 9ince we had = different samples, there were most likely = differentoperators, which means = more variables and possible sources of error Dowever, we
assumed that none of these variable existed, which is not entirely correct, and could have
led to inaccurate data by fault of no one
-
8/18/2019 Extrusion Lab Report
16/20
Appendix
9ample *alculations
*ontrast of & (5;-+K=2605;;10K=-;=560/0K66;5=+-K=+/2) M 56=/
Effects of &
BM = (number of 9amples)(*ontrast of &)@(B@) M 50;0@(=@) M 50;0
(i)M +22N(i51)@B
i M ascending order number associated with each effect (lowest to highest)
$r%er Eecsalue ()
L 1003.5 7.14
& 696 21.43
&+ 119.5 35.71
+L 3 50&+L 41.5 64.29
+ 486 78.6
&L 701 92.86
-
8/18/2019 Extrusion Lab Report
17/20
-
8/18/2019 Extrusion Lab Report
18/20
-
8/18/2019 Extrusion Lab Report
19/20
-
8/18/2019 Extrusion Lab Report
20/20