Electroniccomponents-Tugas Menterjemahkan Dan Dibuat Power Point

EXPERIMENTAL AND NUMERICAL ANALYSIS OF DEEP DRAWING PROCESS
MOHAMAD NAZRIN KOOY BIN MOHD DANIEL KOOY
Report submitted in partial fulfillment of the requirements
for the award of the degree of
Bachelor of Mechanical Engineering
Faculty of Mechanical Engineering
UNIVERSITI MALAYSIA PAHANG
DECEMBER 2010

ii
U�IVERSITI MALAYSIA PAHA�G
FACULTY OF MECHA�ICAL E�GI�EERI�G
We certify that the project entitled “Experimental and Numerical Analysis of Deep
Drawing Process” is written by Mohamad Nazrin Kooy bin Mohd Daniel Kooy. We
have examined the final copy of this project and in our opinion; it is fully adequate in
terms of scope and quality for the award of the degree of Bachelor of Engineering. We
herewith recommend that it be accepted in partial fulfillment of the requirements for the
degree of Bachelor of Mechanical Engineering.
(MUHAMMAD HATIFI BIN MANSOR)
Examiner Signature

iii
SUPERVISOR’S DECLARATIO�
I hereby declare that I have checked this project and in my opinion, this project is
adequate in terms of scope and quality for the award of the degree of Bachelor of
Mechanical Engineering.
Signature
Name of Supervisor : DR. AHMAD SYAHRIZAN BIN SULAIMAN
Position : LECTURER
Date : 6 DECEMBER 2010

iv
STUDE�T’S DECLARATIO�
I hereby declare that the work in this project is my own except for quotations and
summaries which have been duly acknowledged. The project has not been accepted for
any degree and is not concurrently submitted for award of other degree.
Signature
Name : MOHAMAD NAZRIN KOOY BIN MOHD DANIEL KOOY
ID Number : MA07101
Date : 6 DECEMBER 2010

vi
ACK�OWLEDGEME�TS
First and foremost I would like to express my sincere gratitude to my supervisor,
Dr. Ahmad Syahrizan bin Sulaiman for his invaluable guidance, ideas, constant
encouragement and continuous support in making this project possible. I am grateful for
his consistent support throughout the project with his patience and knowledge while
allowing me the room to work in my own. I would also like to thank him for the time
spent on proofreading and correcting the mistakes in the thesis.
My sincere thanks also go to the technical staffs of UMP Faculty of Mechanical
Engineering, who helped me in many ways especially in the operation of machines and
equipments. I would also like to express my special thanks to Mr. Zahari Anuar b.
Zakaria for his assistance in the fabrication of customized components for the deep
drawing die used in the present study, and also Mr. Mahdir b. Mohd Yusof for his help
in conducting the simulations after office hours. Certainly, not forgetting the UMP
Faculty of Mechanical Engineering for providing the support and equipment required in
the present study.
In addition, I would also like to acknowledge the kind support from SMP
System Sdn. Bhd. who helped fabricated the deep drawing die at a lowered price, which
greatly reduced the incurred expenses of the present study.
Last but not least, I would like to thank my loving parents for their continuous
support and guidance throughout my studies at Universiti Malaysia Pahang.

vii
ABSTRACT
One of the most common outcomes in deep drawing process is earing, or the formation
of uneven height at the top rim of a drawn part due to the material anisotropy. The
present study involves experimental and numerical studies of earing formation in deep
drawing process. The main objective of the present study is to determine the accuracy of
Hill’s 1948 and Barlat 1991 yield criteria in predicting earing using only uniaxial tensile
test data for FCC materials. The second objective is to investigate the effects of blank
diameter and blank holder force (BHF) on earing behavior. A deep drawing die for
cylindrical cup has been designed for the present study. For the experiments, two groups
of blanks made from aluminum alloy AA1100 and commercially pure copper were
drawn using two sets of BHF. The earing profiles were measured at every increment of
5 degrees from original sheet metal rolling direction, which were then symmetrized and
normalized for comparison. For the finite element analysis, the process is modeled as a
3 dimensional, quarter-model in MSC.PATRAN with MSC.MARC as nonlinear
implicit solver. Results showed that using only uniaxial tensile test data, Hill’s 1948
yield criterion was able to accurately predict earing behavior for aluminum. However,
Hill’s 1948 criterion did not accurately predict earing for copper due to simplifying
assumptions used in the FEA. The yield stresses and plastic flow curve should be
averaged for all orientations for materials with high angular yield stress difference such
as copper. Barlat 1991 criterion was observed to be unable to predict earing behavior for
both metals due to its dependency on yield stresses input only. It was also observed that
percentage earing increases with increasing blank diameter. BHF did not affect earing
behavior directly, but insufficient BHF were observed to cause wrinkling, resulted in
irregular height profiles. The results concluded that using only uniaxial tensile test data,
Hill’s 1948 criterion performed well in predicting earing profile for aluminum alloys,
which is significant to accurately predict earing behavior for aluminum alloys with yield
criterion approach using only uniaxial tensile test data in engineering applications.

viii
ABSTRAK
Salah satu hasil yang paling umum dalam proses penarikan dalam adalah earing, atau
pembentukan ketinggian tidak seragam pada bahagian atas produk yang ditarik yang
disebabkan oleh anisotropi bahan. Tesis ini membentangkan penyelidikan secara
eksperimen dan berangka terhadap pembentukan earing dalam proses penarikan dalam.
Objektif utama tesis ini adalah untuk menentukan ketepatan kriterium alah Hill 1948
dan Barlat 1991 untuk menjangka profil earing untuk logam FCC dengan hanya
menggunakan data daripada ujian tegangan ekapaksi. Objektif yang kedua adalah untuk
menyiasat kesan garis pusat contoh-kosong dan daya pemegang contoh-kosong terhadap
pembentukan earing. Satu acuan penarikan dalam telah direka untuk penyelidikan ini.
Untuk ekperimen, dua jenis contoh-kosong yang dibuat daripada aloi aluminium
AA1100 dan kuprum tulen komersial telah ditarik dengan dua set daya pegangan
contoh-kosong. Profile earing telah diukur pada sudut setiap 5 darjah dari arah
penggelekan asal kepingan logam tersebut, dimana ia kemudiannya disimetrikan dan
dinormalkan untuk perbandingan. Dalam analisis unsur terhingga, proses tersebut
dimodelkan sebagai model suku 3-dimensi dalam MSC.PATRAN dengan MSC.MARC
sebagai penyelesai tersirat tak linear. Keputusan menunjukkan bahawa dengan hanya
data daripada ujian tegangan ekapaksi, kriterium alah Hill 1948 dapat menjangka
pembentukan earing dengan tepat untuk aluminium. Walaubagaimanapun, kriterium
alah Hill 1948 tidak sesuai untuk menjangka earing untuk kuprum disebabkan oleh
andaian dipermudah yang digunakan dalam analisis. Bagi logam yang mempunyai
perbezaan tegasan alah antara sudut yang tinggi seperti kuprum, tegasan alah dan keluk
aliran plastik harus dipuratakan bagi semua orientasi. Kriterium alah Barlat 1991 juga
diperhatikan yang ia tidak dapat menjangka pembentukan earing untuk kedua-dua
aluminium dan kuprum kerana ia hanya menggunakan input tegasan alah sahaja.
Pemerhatian juga menunjukkan bahawa peratusan earing meningkat dengan
peningkatan garis pusat contoh-kosong. Daya pemegang contoh-kosong tidak memberi
kesan langsung terhadap pembentukan earing, tetapi daya yang tidak mencukupi akan
menyebabkan pengedutan yang akan mengakibatkan profil ketinggian yang rawak.
Keputusan yang didapati menyimpulkan bahawa dengan hanya data ujian tegangan
ekapaksi, kriterium alah Hill 1948 menunjukkan prestasi yang baik dalam menjangka
earing untuk aloi aluminium. Keputusan ini adalah penting dalam menjangka
pembentukan earing dalam aplikasi kejuruteraan dengan tepat untuk aloi aluminium
dengan kriterium alah dengan menggunakan hanya ujian tegangan ekapaksi.

ix
TABLE OF COTETS
Page
EXAMIERS’ APPROVAL DOCUMET ii
SUPERVISOR’S DECLARATIO iii
STUDET’S DECLARATIO iv
DEDICATIO v
ACKOWLEDGEMETS vi
ABSTRACT vii
ABSTRAK viii
TABLE OF COTETS ix
LIST OF TABLES xii
LIST OF FIGURES xiv
LIST OF SYMBOLS xviii
LIST OF ABBREVIATIOS xix
CHAPTER 1 ITRODUCTIO AD GEERAL IFORMATIO
1.1 Introduction 1
1.2 Problem Statement 2
1.3 Project Objectives 2
1.4 Scope of Project 3
1.5 Significance of Project 3
CHAPTER 2 LITERATURE REVIEW
2.1 Concept of Deep Drawing Process 4
2.2 Earing in Deep Drawing
2.2.1 Formation of Ears in Deep Drawing
2.2.2 Plastic Anisotropy of Materials
2.2.3 Prediction of Earing Profile in Deep Drawing
7
7
8
12
2.3 Limiting Drawing Ratio in Deep Drawing 14
2.4 Defects and Associated Variables in Deep Drawing
16
16

x
2.4.1 Wrinkles
2.4.2 Shell Fracture
19
2.5 Finite Element Analysis of Deep Drawing Process
2.5.1 Finite Element Modeling
2.5.2 Anisotropic Yield Criteria
22
22
25
CHAPTER 3 METHODOLOGY
3.1 Introduction 32
3.2 Design of Experiment 33
3.3 Designing Deep Drawing Die 36
3.4 Experimental Study of Deep Drawing Process
3.4.1 Blank Preparation
3.4.2 Experiment Procedure
3.4.3 Cup Height Averaging and Normalizing
39
39
39
40
3.5 Mechanical Properties 41
3.6 Finite Element Analysis of Deep Drawing Process
3.6.1 FE Modeling
3.6.2 Load Case, Boundary Conditions and Loads
3.6.3 Material Properties
3.6.4 Yield Criteria
45
45
46
47
48
CHAPTER 4 RESULTS AD AALYSIS
4.1 Experimental Results
4.1.1 Observations
4.1.2 Experimental Cup Earing Profile
50
50
53
4.2 Finite Element Analysis Results 58
4.3 Results Comparison and Analysis
4.3.1 Comparison between Experimental and FEA data
4.3.2 Results Comparison with Data from Previous Studies
61
61
66
4.4 Discussions
4.4.1 Summary of Comparison
4.4.2 Result Discrepancies
4.4.3 Limitations of Present Study
70
70
71
73

xi
CHAPTER 5 COCLUSIO
5.1 Conclusion 74
5.2 Recommendations 75
REFERECES 76
APPEDICES 80
A1 Recommended Punch and Die Radii for Given Blank Thickness 80
A2 Recommended Drawing Speeds for Single Action Draw 81
B1 Engineering Drawings of Deep Drawing Die 82
B2 Calculation Of Strain Ratios For Aluminum Alloy And Copper in
the Present Study
100
B3 Blank Holder Force Defined in Finite Element Analysis 102
C1 Calculation of Blank Holding Contact Area According to Blank
Diameter
103

xii
LIST OF TABLES
Table �o. Title Page
2.1 Average strain ratio for several common materials 11
2.2 Drawing parameters used in several studies in predicting LDR 14
2.3 LDR values for several materials obtained from previous
studies
15
2.4 Deep drawing parameters used in several previous studies 18
2.5 Comparison of BHF used in previous studies with
recommended BHF
18
2.6 Summary of experimental data required by various anisotropic
yield criteria
29
2.7 Advantages and limitations of various anisotropic yield
criteria
29
3.1 Material composition of AA1100 used in present study 34
3.2 Material composition of copper used in present study 34
3.3 Parameter setup for deep drawing process in the present study 36
3.4 Material properties required for FE analysis in the present
study
42
3.5 Parameters of tensile test in the present study 42
3.6 Strain ratio and yield stresses for materials used in present
study in respect to rolling direction.
43
3.7 Number of elements for mesh seeds for FE model according to
blank size
46
3.8 Boundary conditions applied on deformable blank 47
3.9 Parameters for Hill’s 1948 yield criterion in the present study 48
3.10 Parameters for Barlat 1991 yield criterion in the present study 49

xiii
4.1 Theoretical blank-holding pressure for materials used in
present study
52
4.2 Theoretical and utilized blank-holding force for deep drawing
experiment
53

xiv
LIST OF FIGURES
Figure �o. Title Page
2.1 A schematic illustration of deep drawing process: (a) Pure
Drawing; (b) Ironing
5
2.2 Constructional features of a typical deep drawing die 5
2.3 Schematic diagram of stresses operating upon cup deep
drawing and coordinate system utilized in the study.
6
2.4 Significant variables in a deep drawing operation 7
2.5 Earing in a deep drawn steel cup due to planar anisotropy of
sheet metal
8
2.6 (a) A (111)�11�0� slip system shown within an FCC unit cell.
(b) The (111) plane and three �11�0� slip directions indicated by arrows within that plane comprise possible slip systems.
9
2.7 Strains in tensile test specimen 9
2.8 Relation between width strain and thickness strain for different
R-values
10
2.9 Relation between width strain and thickness strain for different
R-values
13
2.10 Normalized earing profile for several aluminum alloys and
copper
13
2.11 Effect of average strain ratio on LDR for Deep Draw Quality
(DDQ) steel and Continuously-annealed Deep Draw Quality
(CA-DDQ) steel
15
2.12 Wrinkling of cups in deep drawing due to insufficient blank
holder force
17
2.13 Qualitative illustration of the BHF for successful part drawing 17
2.14 An example of shell fracture in deep drawing 19
2.15 Maximum drawing force obtained experimentally for stainless
steel and Al-killed steel
20
2.16 2D FE model of deep drawing process consisting of 1585
elements in SUPERFORM and DEFORM
22

xv
2.17 3-D FE model for (a) deep drawing and (b) redrawing process
in LS-DYNA3D
23
2.18 3-D FE model for square cup drawing process in LS-DYNA 24
2.19 3-D FE model for cylindrical cup drawing in LS-DYNA 24
2.20 Experimental and predicted cup height for Al-5%Mg (150µm
grain size, 80% cold reduction before annealing).
27
2.21 Illustration of Bezier interpolation (left) in Corus-Vegter yield
locus (right)
28
2.22 A comparison of yield locus obtained using several yield
criterions for IF-steel. (Yld2000 represents Barlat 2000
criterion)
30
3.1 Methodology flow chart for the present study 32
3.2 Basic deep drawing die dimensions for the present study 33
3.3 Coil springs used in the present study 35
3.4 Blank holder force profile in the present study 35
3.5 Temperature profile for annealing process in the present study 35
3.6 Experiment concept of the present study 36
3.7 Proposed design of deep drawing die for present study. (a)
Isometric view of die; (b) Cross-section A-A of the die
37
3.8 Simplified design of deep drawing die by SMP System Sdn.
Bhd. (a) Front cross-section of die; (b) Right view of the die
37
3.9 Hydraulic press used in the present study 38
3.10 Final design of deep drawing die used in the present study.
(a) Dimetric view die; (b) Cross B-B of the die
38
3.11 Deep drawing die setup using Spring B for BHF 39
3.12 Extensometer setup on tensile test specimen. (Left)
Longitudinal extensometer; (Right) Transverse extensometer
42
3.13 Some of the tensile test specimens after the test 43

xvi
3.14 Plastic flow curves obtained from tensile test for 0° orientation
from RD for (a) Aluminum, annealed 450℃, (b) Copper,
annealed 450℃
44
3.15 FE model for deep drawing process in the present study built
using MSC.PATRAN
45
3.16 Boundary conditions applied on deformable blank 46
4.1 Drawn cups for: (a) Aluminum and (b) Copper, annealed
450℃ using spring A (10N/mm) for blank holder force. From
left: Blank diameter 80, 85, 90 and 95mm
50
4.2 Drawn cups for: (a) Aluminum and (b) Copper, annealed
450℃ using spring B (16.3N/mm) for blank holder force.
From left: Blank diameter 80, 85, 90 and 95mm
51
4.3 Relation between blank holder contact area and blank diameter 52
4.4 Earing profile for deep draw experiment with BHF using
Spring A (10N/mm) for (a) Aluminum (annealed 450℃) and
(b) Copper (annealed 450℃)
53
4.5 Earing profile for deep draw experiment with BHF using
Spring B (16.3N/mm) for (a) Aluminum (annealed 450℃) and
(b) Copper (annealed 450℃)
54
4.6 Symmetrized earing profile for experiment with BHF using
Spring A (10N/mm) for (a) Aluminum (annealed 450℃) and
(b) Copper (annealed 450℃)
56
4.7 Symmetrized earing profile for experiment with BHF using
Spring B (16.3N/mm) for (a) Aluminum (annealed 450℃) and
(b) Copper (annealed 450℃)
57
4.8 Vector markers showing cup earing profile for 85mm annealed
aluminum blank for BHF using Spring A (10N/mm) using
Barlat 1991 criterion
58
4.9 Earing profile from FEA with BHF using Spring A (10N/mm)
for (a) Aluminum (annealed 450℃) and (b) Copper (annealed
450℃)
59
4.10 Earing profile from FEA with BHF using Spring B
(16.3N/mm) for (a) Aluminum (annealed 450℃) and (b)
Copper (annealed 450℃)
60

xvii
4.11 Comparison of experimental and FEA earing profile for
aluminum (annealed 450℃) with BHF using Spring A
(10N/mm) for blank diameter (a) 80mm, (b) 85mm and (c)
90mm
62
4.12 Comparison of experimental and FEA earing profile for
aluminum (annealed 450℃) with BHF using Spring B
(16.3N/mm) for blank diameter (a) 80mm, (b) 85mm and (c)
90mm
63
4.13 Comparison of experimental and FEA earing profile for
copper (annealed 450℃) with BHF using Spring A (10N/mm)
for blank diameter (a) 80mm, (b) 85mm and (c) 90mm
64
4.14 Comparison of experimental and FEA earing profile for
copper (annealed 450℃) with BHF using Spring B
(16.3N/mm) for blank diameter (a)80mm, (b)85mm and (c)
90mm
65
4.15 Comparison of normalized cup heights with previous studies
for annealed aluminum using Spring A (10N/mm) for blank
diameter (a) 80mm, (b) 85mm and (c) 90mm.
66
4.16 Comparison of normalized cup heights with previous studies
for annealed aluminum (annealed 450℃) using Spring B
(16.3N/mm) for blank diameter (a) 80mm, (b) 85mm, (c)
90mm and (d) 95mm
67
4.17 Comparison of normalized cup heights with previous studies
for annealed copper using Spring A (10N/mm) for blank
diameter (a) 80mm, (b) 85mm and (c) 90mm
68
4.18 Comparison of normalized cup heights with previous studies
for annealed copper using Spring B (16.3N/mm) for blank
diameter (a)80mm, (b)85mm and (c)90mm.
69
4.19 Relationship between percentage earing and blank diameter
for aluminum (annealed 450℃)
71

xviii
LIST OF SYMBOLS
� Blank diameter
� Punch diameter
� Drawing force
��� Blank holder force
ℎ Cup height
ℎ∗ Normalized cup height
� Strain hardening coefficient
Die corner radius
� Punch corner radius
� Strain ratio
∆� Planar anisotropy
�� Average strain ratio
� Blank thickness
� Yield strength
� Angle from rolling direction
� True strain
�� Strain in longitudinal direction in tensile test specimen
�� Strain in thickness direction in tensile test specimen
�� Strain in width direction in tensile test specimen
� Friction coefficient
� True stress, local stress
� Shear stress

xix
LIST OF ABBREVIATIO S
2-D Two dimensional
3-D Three dimensional
AA Aluminum Alloy
Al Aluminum
ann. Annealed
ASM American Society for Metals
B/Holder Blank holder
BA Batch annealed
BC Boundary condition
BHF Blank holder force
BHP Blank holder pressure
CA Continuously annealed
CQ Commercial quality
Cr Chromium
Cu Copper
DDQ Deep Draw Quality
EDD Extra Deep Drawing
Eq. Equation
FCC Face centered cubic
FE Finite element
FEA Finite element analysis
FEM Finite element method
HCP Hexagonal closed-packed

xx
Hill48 Hill’s 1948 anisotropic yield criterion
IF Interstitial-free
LDR Limiting drawing ratio
ND Normal direction
RD Rolling direction
SCC Stress corrosion cracking
SS Stainless steel
TD Transverse direction
UTS Ultimate tensile strength
Yld2000 Barlat 2000 anisotropic yield criterion
Yld91 Barlat 1991 anisotropic yield criterion
Yld94 Barlat 1994 anisotropic yield criterion
Yld96 Barlat 1996 anisotropic yield criterion
Zn Zinc

CHAPTER 1
I�TRODUCTIO� A�D GE�ERAL I�FORMATIO�
1.1 I�TRODUCTIO�
Deep drawing process is a sheet metal forming process where a punch is utilized
to force a flat sheet metal (blank) to flow into the gap between the punch and die
surfaces. As a result, the blank can be formed into the various shapes. A sheet metal
may be drawn into simple cylindrical-, conic- and boxed-shaped part and also
complicated parts which normally require redrawing processes using progressive dies.
Deep drawing is a popular selection due to its rapid press cycle times (Boljanovic,
2004). Its capability of producing complicated axissymmetric geometries and several
non-axissymmetric geometries in few operations with low technical labors requirement
is also an advantage in manufacturing applications. Examples of deep drawing
applications include containers of all shapes, sinks, beverage cans, automotive body and
structural parts and aircraft panels.
The important variables which affect the formability and outcomes of deep
drawing can be grouped into two categories: Material and friction factors; and tooling
and equipment factors. Proper selection of these variables is crucial in deep drawing to
maximize the formability of the sheet metal while reducing undesirable outcomes which
includes earing and defects such as wrinkling. In most cases, experimental studies are
conducted to determine the optimal variables for deep drawing operations as they
provide the most accurate results. However, such methods tend to be time consuming
and costly (Tzou et al., 2007). Hence, analytical approach such as finite element
analysis coupled with anisotropic yield criterion is often utilized as an alternative to
predict and analyze the variables and outcomes of deep drawing process. Many studies

2
have been conducted to improve the accuracy of yield criteria in predicting earing
behavior. While newer yield criteria may result in more accurate prediction, they tend to
require more material properties to be evaluated, which results in higher number of
required mechanical tests compared to earlier and simpler yield criteria. Thus, selection
of the appropriate yield criterion is important in predicting the earing behavior
accurately and practically.
1.2 PROBLEM STATEME�T
Earing is the formation of waviness at the top of a drawn cup caused by the non-
uniform strain-rate of the blank in different orientation due to anisotropic properties of
the material. It is one of the most common undesired outcomes in deep drawing as it
would require additional cutting operations to remove the ears, causing material
wastage, reduced production rate and increased production cost. Hence, finite element
analysis coupled with anisotropic yield criterion is commonly used to predict the earing
behavior of the material in deep drawing process. However, the accuracy of the yield
criterion in predicting the earing behavior is uncertain, depending on the blank material,
assumptions used and the mechanical tests available. Therefore, the accuracy of the
yield criterion in predicting earing behavior under a given limitations need to be
assessed before being applied in engineering applications.
1.3 PROJECT OBJECTIVES
(1) To design a deep drawing die for cylindrical cup drawing operation.
(2) To investigate the effects of blank diameter and blank holder force on earing in
deep drawing process.
(3) To determine a more accurate and suitable yield criterion to predict earing
behavior of FCC materials in deep drawing via finite element analysis using
only mechanical properties from uniaxial tensile test.

3
1.4 SCOPE OF PROJECT
(1) To conduct a deep drawing process with punch diameter of 50 millimeters with
punch and die corner radii of 6.36 millimeters.
(2) Blank material used will be limited to FCC materials: annealed aluminum and
annealed copper.
(3) Blank thickness of 1 millimeter is used in the present study as it is commercially
available.
(4) Blank diameter of 80, 85, 90 and 95 millimeters (corresponding to blank-to-
punch diameter ratio of 1.60, 1.70, 1.80 and 1.90 respectively) are used in the
present study as the LDR for most aluminum alloys and copper does not exceed
2.00.
(5) A finite element analysis using implicit non-linear code will be conducted to
predict the earing behavior of the deep drawn part based on the experimental
setup using quasi-static assumption (Strain rate is not time-dependant).
(6) Mechanical properties for FEA are obtained using only uniaxial tensile tests.
(7) Yield criterion used in finite element analysis will be limited to Hill’s 1948 and
Barlat 1991.
1.5 SIG�IFICA�CE OF PROJECT
In the present study, the earing behavior in deep drawing of FCC materials is
predicted using yield criterion approach in FEA using only material properties from
uniaxial tensile tests. As a result, the more accurate yield criterion to predict earing for
FCC materials using only data from uniaxial tensile test can be determined. In this case,
the comparison is between Hill’s 1948 criterion and Barlat 1991 criterion. The usage of
only uniaxial tensile tests for material properties in FEA allows the earing prediction for
deep drawing process to become relatively simple and cost effective. Since the usage of
aluminum alloys (FCC) in deep drawing applications is expanding, the results from the
present study could be applied to predict earing for a more complex deep drawn part
design. The investigation of the effect of blank diameter and blank holder force on
earing behavior in deep drawing also serves as one of the fundamentals in designing of
more complex deep drawn parts in industry.

CHAPTER 2
LITERATURE REVIEW
2.1 CO�CEPT OF DEEP DRAWI�G PROCESS
Sheet metal is a thin and flat piece of metal with thickness ranging between
0.15mm and 6.5mm (ASM, 1996). It is widely used in engineering to produce a large
variety of products which includes containers, beverage cans, household applications,
automotive parts, and aircraft panels. Sheet metal may be formed into desired geometry
using various processes which includes deep drawing, shallow drawing, bending,
blanking and stretch forming (Hosford and Caddell, 2007). The present study involves
the study of deep drawing process.
Deep drawing is a process to form sheet metals using deep drawing die. A punch
is used to force the sheet metal to flow into the gap between the punch and the die. As a
result, a cylindrical-, conical- or box-shaped part is formed in the die with minimal
material wastage (Boljanovic, 2004). One of the most common examples of deep
drawing is the cup-drawing operation. It is used to produce products such as cartridge
bases, zinc dry cells, metal cans and steel pressure vessels (Hosford and Caddell, 2007).
It is also used as a method for formability test of sheet metals such as the Swift cupping
test (Theis, 1999).
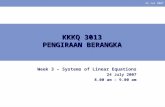
There are two types of process in deep drawing: Pure drawing and ironing. Pure
drawing is a deep drawing process without reduction of thickness of blank, whereas
ironing is a deep drawing process with blank thickness reduction (Boljanovic, 2004).
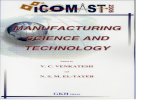
The layout of a typical deep drawing die is as shown in Figure 2.2 for pure drawing
process. However, some products cannot be drawn in a single draw and requires

5
secondary drawing operations (redrawing) which involve ironing process. As a result,
the design of the die will be more complicated as a progressive die is normally required
to allow multiple drawing operations under one production line.
Figure 2.1: A schematic illustration of deep drawing process: (a) Pure Drawing;
(b) Ironing.
Adapted from: Boljanovic, 2004
Figure 2.2: Constructional features of a typical deep drawing die.
Source: Szumera, 2003.
(a) (b)