Exolit – Flame Retardants for Plastics · Exolit® – Flame Retardants for Plastics Introduction...
12
Exactly your chemistry. Exolit ® – Flame Retardants for Plastics > The Business Unit Plastic Industries offers an extensive range of flame retardants for thermoplastic and thermoset applications Pigments & Additives Division Specialties Business
-
Upload
vuongkhanh -
Category
Documents
-
view
268 -
download
6
Transcript of Exolit – Flame Retardants for Plastics · Exolit® – Flame Retardants for Plastics Introduction...

Exactly your chemistry.
Exolit® – Flame Retardants for Plastics> The Business Unit Plastic Industries offers
an extensive range of flame retardants for thermoplastic and thermoset applications
Pigments & Additives Division Specialties Business

> With its Exolit product range the Business Unit Plastic Industries offers an extensive range of flame retardants for thermoplastic and thermoset applications
Exolit® – Flame Retardants for Plastics
Introduction
The performance profile required ofmodern flame retardants has changedsignificantly in recent years. Alongsidetheir effectiveness in the event of afire, environmental considerations playan ever greater role in all phases ofthe product life cycle – from productionand processing through to actual useand end-of-life recycling.
It’s an issue that has been initiated by the end users of the products andfollowed up by the processors. As aglobal market leader in non-halogen-ated flame retardants, Clariant regardsits offering of products that providethe greatest technical, economic and ecological benefits as being aresponsibility.
Contents
Introduction 2Flame retardants for thermoplastics 3Flame retarded polyamides for E&E applications 3Flame retarded polyolefins for E&E and building applications 5Flame retardants for thermosets 7Advantages of the systems 7UP Resins (unsaturated polyester resins) 8EP Resins (epoxy resins) 10Printed circuit boards 11
2

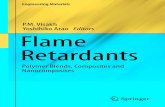
Figure 2: Mechanical properties of glass fiber reinforced (30 % glass fiber content) PA 6.6
without FR with 18% Exolit OP 1312 with 20 % Br-PS/6 % Sb2O3 /0.4 % PTFE
E-Modulus[MPa]
Tensile strengthat break[N/mm2]
Impactstrength[kJ/m2]
Notched impact strength
[kJ/m2]
CTI[V]
Elongation at break
[%]
Flame retardants for thermoplastics
Flame retarded polyamides for E&E applications
Exolit OP 1312> low impact on mechanical properties> outstanding electrical properties> colorability> temperature stable> non-halogenated
In the E&E industry it is necessary tohave parts which are able to isolatehigh voltages. Plastics in general arewell suited for this demand as theyoffer excellent electrical isolation properties as well as light weight andmechanical strength. Due to the wellbalanced properties glass fibre rein-forced polyamides are often used asconstruction material in the E&E indu-stry. However, they can ignite whenexposed to a flame. In order to ensurethe fire safety of the E&E equipmentflame retardants are added to meetthe various fire classes.
Clariant’s new Exolit OP 1312 offersmany advantages compared to theexisting products on the market.Compounds made with Exolit OP 1312have a low density and combine goodmechanical properties with high CTIvalues.
Technical data Exolit OP 1312Delivery form white powderDecomposition temperature > 350 °CUL 94 V-0/P A 6/PA 66 15-18 %
Figure 1: Technical data of Exolit OP 1312
9600 99
0012
300
173
148 15
1
3.7
2.8
2.7
7966 64
1914
13
600
600
400
3

4
Flame retardants for thermoplastics
Flame retarded polyamides for E&E applications
Exolit RP grades> high efficiency> low impact on mechanical properties> excellent electrical properties> easy and safe handling> non-halogenated
The Exolit RP product range is basedon red phosphorus and different carriermaterials. Exolit RP concentrates areoffered as granules resp. pastillesensuring an easy and safe handling(figure 3).
Due to the low dosage needed toachieve the UL 94 V-0 class at 0.8 mmthickness (approx. 5.5-7.0 % by weight,as pure red phosphorus) they showlow impact on the mechanical prop-erties thus making them ideal fortechnical applications (figure 4).Furthermore, high CTI values can be achieved.
Technical data Exolit Exolit ExolitRP 690 RP 694 RP 695
Phosphorus [% (w/w)] 60 50 50Moisture content [% (w/w)] < 0.2 < 0.2 < 0.2Carrier material Phenolic resin PA 6 PA 6Delivery form Pastilles Granules Granules
Figure 3: Technical data of Exolit RP grades
Concentrate PA 66-GF Exolit RP 690 Exolit RP 694 Exolit RP 695 Dosage [%] – 11.7 14.0 14.0Young’s modulus [MPa] (ISO 527-2) 10700 9750 8350 6750Tensile strength [N/mm2] (ISO 527-2) 200 180 160 160Elongation at break [%] (ISO 527-2) 5.7 5.3 6.1 6.3Impact strength [kJ/m2] 82 58 84 86(Charpy, ISO 179/1eU)Notched impact strength [kJ/m2] 13.1 8.9 12.0 12.4(Charpy, ISO 179/1eA)
Figure 4: Mechanical properties of glass fiber reinforced (35 % glass fiber content) PA 66

5
Exolit AP 7xxExolit AP 750 Exolit AP 751 (TP) Exolit AP 752 Exolit AP 760Standard grade Special grade for Advanced grade New grade for PP,for PP, PE reinforced PP for PP and PE with improved
copolymers only thermal stability
Figure 5: Mechanical properties of polypropylene with Exolit AP 750
40
35
30
25
20
15
10
5
0
PP-HomopolymerPP-Homopolymer + Exolit AP 750
PP-Copolymer-I + Exolit AP 750PP-Copolymer-II + Exolit AP 750
E-Modulus[MPa x 100]
Yield stress[MPa]
Charpy-impact strength
[kJ/m2 x 10]
Charpy-Notchedimpact strength
[kJ/m2]
15
22
1713
35
29
21
16
9.4
2.66 6.8
3 2.9 4.26.5
Flame retarded polyolefins for E&E and building applications
Exolit AP 75x grades> high efficiency> good electrical and mechanical
properties> excellent UV stability> low smoke density> low smoke gas corrosivity> good recyclability> non-halogenated
In E&E equipment a variety of differentthermoplastics are used. Whereverpossible commodity polymers areused to design especially large parts.One commodity plastic grade whichachieved a significant market shareduring the past years is polypropylene.In particular for flame retarded appli-cations there a good opportunities toreplace other materials by PP. In thiscontext the Exolit AP 75x productgroup is successfuly used to obtain aplastic part with well balanced prop-erties. In comparison to other non-halogenated flame retardants likemetal hydroxides it is possible to passthe UL 94 V-0 class with much lowerdosages (approx. 30 % (w/w)).Therefore, the mechanical propertiesof the plastic are less effected. Byusing impact modified PP-Copolymersthe mechanical properties can be further improved (figure 5).
Exolit AP 760> improved thermal stability> enlarged processing window > same dosage level and mechanical
properties as Exolit AP 750
NEW

6
In view of their asset values electronicinstallations, in particular, are at riskfrom even small volumes of smoke.Even if the fire is small, corrosive substances that are released e.g. byhalogenated flame retardants or PVCcan destroy entire installations byattacking the sensitive electroniccomponents. The smoke analysis ofpolypropylene containing Exolit AP 750makes the difference clear. Exolit AP750 does not release any corrosivehalogen hydrides and generates onlyinsignificant amounts of toxic fumessuch as HCN or NOx. Even the forma-tion of carbon monoxide is extremelylow (figure 6, for comparison therequirements of the Airbus Industriesto ATS 1000.001).
Outdoor applications in the buildingand construction industry often requirea durable UV stability. However, thehigh performance UV stabilisation offlame retarded plastics is often prob-lematic due to antagonistic effects. In comparison to halogenated flameretardants with Exolit AP 750 it is pos-sible to obtain excellent UV stabilitiesin combination with stabilisers of theHALS type. Corresponding materialshave markedly higher resistance todiscoloration as well as to embrittle-ment (figure 7).
Figure 7: UV stability of polypropylene with monomeric HALS
2500
2000
1500
1000
500
0
Irradiation time until severe yellowing in the Suntest
Exolit AP 750 Chlor. Cycloaliphate Brom. Phthalimide
> 2500
800
60
Figure 6: Smoke analysis of burning PP containing Exolit AP 750
120
100
80
60
40
20
0
flaming conditions smoldering conditions
HCN< 150*
NOx< 100*
after 4 minutes
CO< 3500*
5 210
0.5
100
20Conc
entr
atio
n [p
pm]
Irra
diat
ion
time
[h]
* Requirements of the Airbus Industries

7
Flame retardants for thermosets
Under the brand name Exolit, Clariantsupplies halogen-free, environmentallyfriendly flame retardants with an assured future for thermosets.
Their advantage lies in their effective-ness, which enables very low con-centrations to be used, while at thesame time meeting the most stringentrequirements. As a result favourableprocessing properties are imparted,accompanied by low specific weightand excellent mechanical values ofthe finished articles.
In the event of fire involving Exolit-containing systems, a reduction insmoke density is apparent. Since nohalogen-containing flame retardantsare required, no corrosive fumes suchas HCl are given off. These propertiesare of great importance in modernvehicle manufacture.
Advantages of the systems
> light weight/low density of thecomponents
> low processing viscosity
> high glass contents are possible
> halogen-free hand lay-up, resintransfer moulding, pultrusion andspray lay-up possible
> low smoke density
> no corrosive smoke

8
UP Resins (unsaturatedpolyester resins)Lightweight construction achieved by using Exolit
About 70 % of UP resin consumption inEurope is employed in fibreglass-rein-forced applications, e. g. construction(about 27 %), transport (about 23 %),tanks and pipes (about 18 %) and elec-trical components (about 10 %). For allthese applications, construction orsafety regulations specify flammabilityclassifications, necessitating the useof flame retardants. To meet theserequirements, the use of halogenatedUP resins (frequently combined withantimony trioxide as a synergist) andaluminum trihydrate (flame-retardantfiller) has become standard practice inrecent years. But aluminum trihydrate(ATH) in particular is likely to bring anincrease in viscosity (owing to higherfiller levels to reach the required fireretardation) and higher densities ofthe components.
The Exolit grades offer major advan-tages here especially in applicationsin the construction, electrical and rolling stock sectors. By combiningthe Exolit products with aluminumtrihydrate high flammability require-ments can be met even with low fillerlevels.

9
1 2 3
250
200
150
100
50
0
FR content/phr
Figure 8: NF P 92-501 – Construction industry
ATH RP 654AP 422
NF P 92-501, class M2 (3 mm)
1 2
250
200
150
100
50
0
FR content/phr
Figure 9: UL 94 – Electrical industry
ATH AP 422 RP 654
UL 94: V-0 (1.6 mm)
1
200
150
100
50
0
FR content/phr
Figure 10: DIN 5510 – Rolling stock
ATH RP 654
DIN 5510 – Part 2, S4 SR2 STZ (3 mm)
Figures 8-11
Flame retardant concentration in UP resins
Combinations of Exolit with ATH* compared to pure ATH*. Further results for other flame retardant classifications are available.
* ATH = aluminum trihydrate
1 2
160
140
120
100
80
60
40
20
0
FR content/phr
Figure 11: Flame retardant concentration to pass DIN 5510 S4 SR2 (German railway standard)
ATH Exolit AP 740AP 422
2 3
3

10
EP Resins (epoxy resins)
High flame retardant standards with excellent electrical propertiesachieved by using Exolit
Over 65 % of EP resins are used in coatings all kinds of, a further 15 % incasting resins and about 10 % in printedcircuit boards. Since these applicationsare concentrated in the constructionand electrical sectors, where fire regu-lations are normally prescribed, it isnecessary to use flame retardants.
Current practice, especially whereepoxy resins are used in printed circuitboards, is to employ brominated EPresins based on tetrabromobisphenol A.In the event of fire corrosive firegases can occur, due especially to the presence of halogen compounds. By using Exolit non-halogen flame-retarded printed circuit boards can be manufactured.
Exolit AP 422 and Exolit AP 462 meetthe fire regulations covering epoxyresin laminates for rolling stock. By using Exolit RP 650 the high levelsof ATH* filler in electrocasting resinsystems necessary for reaching UL 94:V-0 classification can be substantiallyreduced.
1 2 3
250
200
150
100
50
0
FR content/phr
Figure 12: Flame retardant concentration in EP resins: Combinations of Exolit with ATH * compared to pure ATH *
ATH RP 650AP 422
UL: 94 V-0 (1.6 mm)
* ATH = aluminum trihydrate
4

11
Printed circuit boards
Glass reinforced printed circuit boards(PCBs) are widely used in comsumerelectronics as well as computers,automotive, aviation equipment andinstrumentation. Modern PCB lami-nates meet the UL 94 V-0 criteria at 0.8 and 1.6 mm thickness. To achivethis standard, bromine is incorporatedin the resins. In case of fire, brom-inated resins generate corrosive andtoxic gases.
There is an increasing demand forhalogen-free laminates due toenvironmental concerns. At the sametime, the glass transition temperatureof the resins used for PCBs has to be increased from 130 °C to >150 °C.Cost effective halogen-free FR-4 andCEM laminates can be produced by using the new developed Exolit OP 930 flame retardant additive.Exolit OP 930 can be easily dispersedin epoxy resin solutions. A high shearmixer is essential for complete wettingand dispersing.

DA 4
015
E_08
/06
Please note This information is based on our present state of knowledge and is intended to providegeneral notes on our products and their uses. It should not therefore be construed as guaranteeing specific properties of the products described or their suitability for a particular application. Any existing industrial property rights must be observed. The quality of our products is guaranteed under our General Conditions of Sale.
® = Trademark of Clariant registered in numerous countries.
Edition: August 2006 Exactly your chemistry.
www.pa.clariant.comwww.exolit.com
Clariant International Ltd.Pigments & Additives Division Marketing Specialties Business Rothausstrasse 614132 MuttenzSwitzerland Phone: +41/61/469-7974Fax: +41/61/469-7555E-mail: [email protected]