Evaluation of Fatigue Damage in Composite with Various ... · After an overview on fatigue damage...
7
18th World Conference on Nondestructive Testing, 16-20 April 2012, Durban, South Africa Evaluation of Fatigue Damage in Composites with Various Defects Using Air-coupled Guided Waves Martin RHEINFURTH 1 , Frank SCHMIDT 2 , Richard PROTZ 3 , Gerhard BUSSE 1 , Peter HORST 2 , Maik GUDE 3 , Werner HUFENBACH 3 1 Institute for Polymer Technology (IKT), University of Stuttgart, Stuttgart, Germany; Phone: +49 711 685 62669, Fax: +49 711685 62066; email: [email protected], [email protected] 2 Institute of Aircraft Design and Lightweight Structures (IFL), Technical University of Braunschweig, Braunschweig, Germany; [email protected], [email protected] 3 Institute of Lightweight Engineering and Polymer Technology (ILK), Technical University of Dresden, Dresden, Germany; [email protected], [email protected], [email protected] Abstract Based on mode conversion from ultrasound in air to guided waves, tubes made of glass fibre reinforced plastic are investigated in a single-sided access configuration. Fatigue damage is induced by biaxial mechanical loads in specimens with and without defects. Using the proposed non-contact methodology, porosity, low velocity impact damage, and fibre waviness are detectable before cyclic loading. During fatigue loading, damage formation resulting in ultimate failure and effects of defects are monitored by air-coupled guided wave area scans. The observed decrease in guided wave velocity correlates closely to stiffness degradation of the composite due to cyclic loading. Increase in guided wave attenuation corresponds to development of crack density being visible in the transparent composite. Early initiation of delamination due to porosity and fibre waviness are detected using the non-contact ultrasound setup. The initiation spot of ultimate failure is in many cases predictable depending on existence and type of pre-damage. Keywords: Guided waves, composite, fatigue, effects of defects, fibre waviness, impact damage, porosity, air- coupled ultrasound 1. Introduction In times of sustained globalisation and growing environmental problems, resource-conserving mobility and renewable energies gain in importance. Rising demand for transportation of passengers and goods raises growth of civil aerospace and similar industries. However, arising scarcity of fossil energy sources and essential climate protection force reduction in structural weight to minimize fuel consumption. This reduction can be accomplished using fibre reinforced polymer (FRP) because of its high specific stiffness and strength. The advantages of FRP including simplified manufacturing processes also explain its application in the area of renewable energies, as production of rotor blades for wind energy plants. Increasing usage of FRP challenges non-destructive testing (NDT). Detection of the large variety of defects occurring in heterogeneous and anisotropic polymer-matrix composites during their manufacturing process and operation requires advanced non-destructive evaluation (NDE). For example, fatigue damage of metals is characterised by nucleation and growth of a single crack, which is detectable using conventional penetrant or eddy current testing. In comparison, fatigue mechanisms of (frequently non-conducting) FRP involve many different defects and more complex accumulation of damage. NDT of composites is highly relevant because fatigue damage induced by typical cyclic loading of aircrafts or wind turbines reduces residual strength and stiffness of structural components. Detection and monitoring (during service) of manufacturing or operation induced defects is important to evaluate their detrimental effect on structural integrity and fatigue resistance.
Transcript of Evaluation of Fatigue Damage in Composite with Various ... · After an overview on fatigue damage...

18th World Conference on Nondestructive Testing, 16-20 April 2012, Durban, South Africa
Evaluation of Fatigue Damage in Composites with Various Defects Using
Air-coupled Guided Waves
Martin RHEINFURTH 1, Frank SCHMIDT
2, Richard PROTZ
3,
Gerhard BUSSE 1, Peter HORST
2, Maik GUDE
3, Werner HUFENBACH
3
1 Institute for Polymer Technology (IKT), University of Stuttgart, Stuttgart, Germany;
Phone: +49 711 685 62669, Fax: +49 711685 62066;
email: [email protected], [email protected] 2 Institute of Aircraft Design and Lightweight Structures (IFL), Technical University of Braunschweig,
Braunschweig, Germany; [email protected], [email protected] 3 Institute of Lightweight Engineering and Polymer Technology (ILK), Technical University of Dresden,
Dresden, Germany; [email protected], [email protected], [email protected]
Abstract
Based on mode conversion from ultrasound in air to guided waves, tubes made of glass fibre reinforced plastic
are investigated in a single-sided access configuration. Fatigue damage is induced by biaxial mechanical loads in
specimens with and without defects. Using the proposed non-contact methodology, porosity, low velocity impact
damage, and fibre waviness are detectable before cyclic loading. During fatigue loading, damage formation
resulting in ultimate failure and effects of defects are monitored by air-coupled guided wave area scans. The
observed decrease in guided wave velocity correlates closely to stiffness degradation of the composite due to
cyclic loading. Increase in guided wave attenuation corresponds to development of crack density being visible in
the transparent composite. Early initiation of delamination due to porosity and fibre waviness are detected using
the non-contact ultrasound setup. The initiation spot of ultimate failure is in many cases predictable depending
on existence and type of pre-damage.
Keywords: Guided waves, composite, fatigue, effects of defects, fibre waviness, impact damage, porosity, air-
coupled ultrasound
1. Introduction
In times of sustained globalisation and growing environmental problems, resource-conserving
mobility and renewable energies gain in importance. Rising demand for transportation of
passengers and goods raises growth of civil aerospace and similar industries. However,
arising scarcity of fossil energy sources and essential climate protection force reduction in
structural weight to minimize fuel consumption. This reduction can be accomplished using
fibre reinforced polymer (FRP) because of its high specific stiffness and strength. The
advantages of FRP including simplified manufacturing processes also explain its application
in the area of renewable energies, as production of rotor blades for wind energy plants.
Increasing usage of FRP challenges non-destructive testing (NDT). Detection of the large
variety of defects occurring in heterogeneous and anisotropic polymer-matrix composites
during their manufacturing process and operation requires advanced non-destructive
evaluation (NDE). For example, fatigue damage of metals is characterised by nucleation and
growth of a single crack, which is detectable using conventional penetrant or eddy current
testing. In comparison, fatigue mechanisms of (frequently non-conducting) FRP involve many
different defects and more complex accumulation of damage. NDT of composites is highly
relevant because fatigue damage induced by typical cyclic loading of aircrafts or wind
turbines reduces residual strength and stiffness of structural components. Detection and
monitoring (during service) of manufacturing or operation induced defects is important to
evaluate their detrimental effect on structural integrity and fatigue resistance.

After an overview on fatigue damage and defect kinds in composites, a short literature survey
on exemplary NDT methods for damage evaluation is presented. This paper focusses on the
principle of air-coupled guided waves which is outlined referring to existing literature.
Excerpts of recent research outcomes obtained by using this technique are presented.
2. Fatigue damage and types of defects in composites
Mechanical induced defects in composites can be categorised in delamination, matrix crack,
and fibre fracture. A delamination in FRP is characterised by debonding of two plies with
different fibre orientations. Matrix cracks often occur as transverse cracks: a single ply is
prone to crack through its entire thickness parallel to the fibres due to mechanical loading
orthogonal to its reinforcement direction. Failure of a large number of filaments in one ply is
considered as fibre fracture.
Reifsnider [1] distinguishes between three stages of fatigue damage evolution in FRP under
tension fatigue loads which also applies for tension-compression loads [2]. The first stage is
characterised by formation of transverse cracks resulting in a steep drop in Young’s modulus
of the FRP. The second stage of fatigue damage evolution involves crack consolidation and
development of small delaminations on the tips of transverse cracks which is accompanied by
only little stiffness degradation. Due to formation of large delaminations and fibre fracture,
stiffness rapidly decreases in the last stage of fatigue life till ultimate failure.
Bird strike, hailstorm, and tool drop are classic hazards for structural components made of
FRP. The resulting impact damage is often undetectable by visual inspection of the outer
component surface even though an impact may result in large internal delaminations and
decrease in fatigue life [3]. An unavoidable feature of large FRP parts is porosity which has a
detrimental effect on fatigue performance depending on void distribution and void volume
content [4]. Besides porosity, also excessive fibre waviness is a common manufacturing
induced defect leading to early formation of delamination and ultimate failure under fatigue
loading [5].
3. Review on NDT methods for various defects in FRP
The geometry of a delamination in composites can be readily characterised by various NDT
techniques such as thermography with optical excitation [6], speckle interferometry [7], defect
resonance [8], conventional ultrasound c-scans, and many more. Single matrix cracks and
very small delaminations, however, are hardly detectable using the above mentioned
methodologies. Thermography with ultrasonic excitation detects matrix cracks close to the
specimen surface [9]. Penetrant enhanced x-ray radiography can be used for detection of
matrix cracks and small delaminations [10]. However, radio-opaque liquid penetrates only in
cracks connected to the surface, which limits inspection to laminates with only a few layers
and consolidated cracks. Reduction in ultrasonic amplitude measured in pulse-echo
configuration correlates with increase in matrix crack density [11]. The attenuation of
ultrasound waves is also used to determine the volume content of voids [12]. Fibre fracture
and delamination events can be monitored using acoustic emission [13]. Characterisation of
fibre waviness in FRP components is a challenging issue, which is tackled using ultrasonic
waves [14] and terahertz NDE [15].

Lamb waves velocities in plate-type FRP components can be used to monitor stiffness
degradation induced by fatigue loading [16]. Attenuation measurements of circumferential
guided waves in tubes excited by contact transducers correlate with crack density and stiffness
degradation [17]. Using air-coupled ultrasonic transducers, Lamb wave assessment can be
performed in a non-contact and single-sided configuration [18]. Area scans with air-coupled
Lamb waves are suited to detect delaminations [19]. This paper summarizes and compares
recent investigation in the area of air-coupled guided waves for fatigue monitoring involving
FRP tubes with and without pre-damage [20-22]. Furthermore, preliminary research results
involving porosity are presented [23]. The differences in area scans of typical defects as
impact damage, fibre waviness, and void accumulation are discussed. The effect of
mechanical fatigue loading on the results of area scans is introduced. The correlation of
guided wave velocity and attenuation, Young’s modulus degradation, and matrix crack
density is illustrated by an exemplary specimen without pre-damage. The effect of defects on
this correlation is outlined referring to the literature [20-23].
4. Experimental approach
Filament winding and resin transfer moulding (RTM) was used to manufacture tubular
specimens made of glass fibre reinforced plastic (GFRP) [20]. Fibre waviness was introduced
by low thread tension during the winding process, which led to deviation of position and
orientation of the rovings (fibre bundles) close to the outer surface of the tube [21]. Variation
of the RTM process parameters and air injection are used to accomplish evenly distributed
and accumulated porosity, respectively [23]. For the investigation of impact related pre-
damage a polyamide projectile was shot on the specimen [22]. Fatigue damage was
introduced in the GFRP tubes (wall thickness: 2 mm; diameter: 46 mm) by a servo-hydraulic
biaxial testing machine. This allows for the study of damage formation resulting from a
combination of reversed normal loads (tension-compression) and reversed shear loads
(negative-positive torsion). Young’s modulus of the tubes was calculated from data obtained
by the hydraulic testing machine [20].
The specimens were repeatedly removed from the test rig after a certain number of cycles for
NDE. Commercial air-coupled ultrasound transducers with a centre frequency of 207 kHz and
an active diameter of 8 mm were used to excite guided waves in the tubes [20]. The generated
guided mode is akin to the lowest antisymmetric plate wave (a0-mode). The ultrasound
radiated from the guided wave was detected by a receiving transducer to measure phase and
amplitude. In order to calculate phase velocity and attenuation, the propagation distance of the
guided wave was varied by moving the receiver away from the stationary transmitter. Area
scans of the tube wall were performed by keeping the distance of the two transducers constant
while rotating and translating the tubular specimen. Crack densities, delamination shapes, and
porosity distribution were characterised by visual inspection of the transparent GFRP [20-22].
4. Comparison of result excerpts for tubes with and without defects
Thick rovings as compared to wall thickness and resin accumulations between the rovings
cause a quite uniform stripe pattern in the area scans for nominal flawless regions of the tube
[20]. This consistent pattern of straight stripes is disturbed in areas of fibre waviness (Figure
1). Over the full length of the tube between 90° and 240° of the circumference, patterns of
wavy and interrupted stripes indicate deviation of roving positions and orientations. During
fatigue loading, this results in early and excessive delamination along wavy rovings which

was detected by area scans and confirmed by visual inspection [21]. High speed imaging
revealed that always one of the observed delaminated areas leads to ultimate failure.
Size and shape of impact-induced delamination is definable by air-coupled area scans because
of high amplitude deviation and missing stripe pattern (Figure 2). Even the depth distribution
can be estimated by phase area scans [22], which was asserted by visual inspection. Fatigue
loading resulted in some cases in growth of delamination being detectable by area scans
before all specimens started to fail in the area of the impact damage.
Figure 1. Area scan of tube with fibre waviness before
fatigue loading (colour bar indicates deviation in per
cent from arithmetically averaged amplitude) [21]
Figure 2. Area scan of tube with impact induced
delamination before fatigue loading [22]
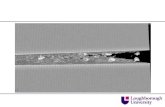
Areas of high void concentration can be identified by sudden intensity and width variations of
the typical stripes (Figure 3, position: 60 mm, 120°). In contrast to the observed wavy stripes
caused by fibre waviness, however, the stripes remain straight. Latest results imply that
critical void accumulations, which lead to delamination during cyclic loading, appear in the
area scan. The onset of catastrophic failure was always located in one of the delaminated
areas. Very recent results indicate that specimens with finely distributed porosity display
features which look very much like those obtained on nominal defect-free specimens. These
porosity specimens also exhibit similar fatigue behaviour. More detailed results will be
presented in an upcoming journal article [23].
Fatigue damage of nominal flawless tubes includes development of spots with accelerated
degradation process which are detectable using thermography during cyclic loading [20] and
air-coupled guided waves between the fatigue steps (Figure 4). The deviation image between
the area scans after 95.6% and 98.7% reveals three of those spots. Comparison of area scans
disregards the inherent inhomogeneity of the GFRP (stripe pattern) and shows more clearly
the evolution of fatigue damage than a single air-coupled scan. A high speed camera disclosed
that the most obvious spot (position: 120 mm, 100°) initiated final failure of the specimen
[20].
The guided wave attenuation rises by about 40% throughout fatigue life in the presented data
(Figure 5). However, more data published in [20] shows that the heterogeneity of this
particular filament winding composite and resulting inhomogeneous fatigue evolution affects
the attenuation results. The increase in attenuation is caused by scattering on matrix cracks
and small delaminations. Within the first 15% of loading cycles till final failure, 90% of

matrix cracks develop (Figure 5). In addition to crack consolidation, the formation of
delamination on tips and intersections of transverse cracks explains the incline in attenuation
even after crack saturation. The rapid formation of matrix cracks corresponds to the steep
drop in Young’s modulus and guided wave velocity in the first 15% of fatigue life (Figure 6).
Gradual decline in velocity and stiffness till ultimate failure of the tube are in good
agreement. Since locally limited accelerated fatigue evolution insignificantly affects the
overall stiffness of the comparable large specimen, progressive stiffness degradation just
before final failure (as reported in [1, 2]) is absent. More experimental data about damage
evolution monitored by air-coupled guided waves including various loading conditions is
presented in [20].
Figure 3. Area scan of tube with void accumulation
before fatigue loading
Figure 4. Amplitude deviation in per cent of the area
scans at 95.6% and 98.7% of fatigue life (nominal
flawless tube) [20]
Compared with nominal defect-free GFRP tubes, less fatigue damage was observed for
specimens with fibre waviness or impact damage till final failure. Outside of the pre-damaged
areas, matrix crack formation is interrupted before saturation by early ultimate failure of the
specimen. The same applies to stiffness degradation and decrease in guided wave velocity
[21, 22]. The effect of the investigated porosity is currently being studied. Porosity with low
volume content seems to have only a small influence on the investigated fatigue indicators
[23].
Figure 5. Attenuation and normalised crack density
over fatigue cycles of the nominal flawless tube (data
from Rheinfurth et al. [20])
Figure 6. Guided wave velocity and Young’s modulus
over fatigue cycles of the nominal flawless tube (data
from Rheinfurth et al. [20])
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
0.0 0.2 0.4 0.6 0.8 1.0
No
rma
lise
d v
alu
es
Load cycles over cycles till ultimate failure
Guided wave attenuation (normalised byinitial value)
Crack density (normalised by crack densityat saturation after 40% of fatigue life)
0.86
0.88
0.90
0.92
0.94
0.96
0.98
1.00
1.02
0.0 0.2 0.4 0.6 0.8 1.0
No
rma
lise
d v
alu
es
Load cycles over cycles till ultimate failure
Phase velocity of guided wave(normalised by initial value)
Young's modulus (normalisedby initial value)

5. Conclusions
NDE based on air-coupled guided waves allows for detection and characterisation of
accumulated voids, (impact-induced) delamination, and excessive fibre waviness in GFRP
tubes. These three different types of pre-damage are readily distinguishable in single-sided
access configuration by means of area scanning. Guided wave area scans can also monitor
evolution of fatigue damage unaffected and affected by initial defects. If not hidden by
formation of a large delamination, the initiation spot of ultimate failure is most often
predictable towards the end of the specimen’s lifetime. The air-coupled configuration with
variable transducer distance is well suited for velocity and attenuation measurements of
guided waves even in rather heterogeneous composites. The observed phase velocity and
attenuation data is a useful measure of fatigue damage including stiffness degradation and
matrix crack density. The presented non-contact methodology, which is most likely applicable
to all kinds of FRP and shell-type structural components, is a versatile indicator for
manufacturing and operation induced damage.
Acknowledgements
The authors gratefully acknowledge the support by the German Research Foundation (DFG)
as part of the project PAK267.
References
1. K L Reifsnider and K Schulte, 'Long-term fatigue behavior of composite materials', In T
K O'Brien, Long-term Behavior of Composites, pp 136-139, ASTM STP 823, 1983.
2. K Schulte, 'Compressive static and fatigue loading of continuous fibre-reinforced
composites', In S E Groves and A L Highsmith, Compression response of composites
structures, pp 278-305, ASTM STP 1185, 1994.
3. K W Kang and J K Kim, 'Fatigue life prediction of impacted carbon/epoxy laminates
under constant amplitude loading', Composites Part A, Vol 35, No 5, pp 539-535, 2004.
4. A R Chambers, J S Earl, C A Squires, and M A Suhot, 'The effect of voids on the
flexural fatigue performance of unidirectional carbon fibre composites developed for
wind turbine applications', International Journal of Fatigue, Vol 28, No 10, pp 1389-
1398, 2006.
5. G B Murri, 'Influence of ply waviness on fatigue life of tapered composite flexbeam
laminates', In P Grant and C Q Rousseau, Composite Structures: Theory and Pratice, pp
188-209, ASTM STP 1383, 2000.
6. A Gleiter, C Spießberger, and G Busse, 'Lockin-thermography with optical or
ultrasound excitation', 10th
International Conference of the Slovenian Society for Non-
Destructive Testing Proceedings, September 2009.
7. P Menner, P Schmitz, H Gerhard, and G Busse, 'Lockin-speckle-interferometry with
modulated optical and inductive excitation', 10th
ECNDT Proceedings, June 2010.
8. I Solodov, J Bai, S Bekgulyan, and G Busse, 'A local defect resonance to enhance
acoustic wave-defect interaction in ultrasonic nondestructive evaluation', Applied
Physics Letters, Vol 99, No 21, 2011.
9. W Hufenbach, M Gude, R Protz, G Busse, Ch Spiessberger, M Rheinfurth, 'Influence of
impact related predamage on the material behavior of composites under high dynamic
tensile loading' INTECH Proceedings, September 2010.

10. W W Stinchcomb, 'Nondestructive evaluation of damage accumulation processes in
composite laminates', Composites Science and Technology, Vol 25, No 2, pp 103-118
1986.
11. S Tsushima and M Ono, 'Nondestructive evaluation of fatigue damages in FRP using
ultrasonic waves', US-Oacific Rim Workshop on Composite Materials for Ship and
Offshore Structures Proceedings, April 1998.
12. I M Daniel, S C Wooh, and I Komsky, 'Quantitative porosity characterization of
composite materials by means of ultrasonic attenuation measurements' Journal of
Nondestructive Evaluation, Vol 11, No 1, pp 1-8, 1992.
13. R S Williams and K L Reifsnider 'Investigation of acoustic emission during fatigue
loading of composite specimens' Journal of Composite Materials, Vol 8, pp 340-355,
October 1974.
14. K Y Kim, W Zou, and W Sachse, 'Wave propagation in a wavy fiber–epoxy composite
material: Theory and experiment', Journal of Acoustic Society of America, Vol 103, No
5, pp 2296-2301, 1998.
15. R F Anastasi, 'Investigation of fiber waviness in a thick glass composite beam using
THz NDE', SPIE Proceedings, Vol 6934, 2008.
16. M D Seale, B T Smith, and W H Prosser, 'Lamb wave assessment of fatigue and thermal
damage in composites', Journal of the Acoustical Society of America, Vol 103, No 5, pp
2416-2424, 1998.
17. S Adden, K Pfleiderer, I Solodov, P Horst, G Busse, 'Characterization of stiffness
degradation caused by fatigue damage in textile composites using circumferential plate
acoustic waves, Composites Science and Technology', Vol 68, No 7-8, pp 1616-1623,
June 2008.
18. M Castaings and P Cawley, 'The generation, propagation, and detection of Lamb waves
in plates using air‐coupled ultrasonic transducers', Journal of the Acoustical Society of
America, Vol 100, No 5, pp 3070-3077, 1996.
19. I Solodov, D Döring, 'Ultrasonics for NDE of fiber-composite materials', In: Damage
and its evolution in fiber-composite materials: Simulation and non-destructive
evaluation, Ed.: G Busse, B-H Kröplin, F K Wittel, pp 17–36, ISD-Verlag, 2006.
20. M Rheinfurth, F Schmidt, D Döring, I Solodov, G Busse, and P Horst, 'Air-coupled
guided waves combined with thermography for monitoring fatigue in biaxially loaded
composite tubes', Composites Science and Technology, Vol 71, No 5, pp 600-608,
March 2011.
21. F Schmidt, M Rheinfurth, P Horst, and G Busse, 'Effects of local fibre waviness on
damage mechanisms and fatigue behaviour of biaxially loaded tube specimens',
Composites Science and Technology, Available online 19 September 2011.
22. F Schmidt, M Rheinfurth, R Protz, P Horst, G Busse, M Gude, and W Hufenbach,
'Monitoring of multiaxial fatigue damage evolution in impacted composite tubes using
non-destructive evaluation', Composites Part A: Applied Science and Manufacturing,
Available online 8 December 2011.
23. F Schmidt, M Rheinfurth, P Horst, and G Busse, 'Multiaxial fatigue behaviour of GFRP
with evenly distributed or accumulated voids monitored by various NDT
methodologies', Submitted to International Journal of Fatigue.