
Evaluation of factory infrastructure for Advanced Battery ...
15
Evaluation of factory infrastructure for Advanced Battery Manufacturing March 21, 2017 I Ankush Halbe International Battery Seminar, FL
Transcript of Evaluation of factory infrastructure for Advanced Battery ...

Evaluation of factory infrastructure for Advanced Battery Manufacturing
March 21, 2017 I Ankush Halbe
International Battery Seminar, FL

© M+W Group I March 2017 2
Advanced Technology FacilitiesGlobal Leading Engineering and Construction Company
100+years ofcontinuous operation
Leadingtechnology-driven global engineering and construction company
$3.05Bannual order intakeand sales
in 30+countries
Semiconductor Renewable Energy
Science & Research Displays / Flat Panel

© M+W Group I March 2017 3
Scope of Services
Site Analysis
ConceptDesign
PreconstructionPlanning
Feasibility Studies
Issued-for-Construction
ConstructionManagement
Tool Installation
Operations
Renovation New Construction
© M+W Group I March 2017 4
M+W International Battery ProjectsEurope AsiaAmericas
Representative Clients

© M+W Group I March 2017 5
Unit Cost ReductionHigh-Tech Industry
Relat
ive C
ost c
ompa
red t
o 19
97 (%
)
Spec
ific M
odul
e Cos
t (US
D/W
)
Spec
ific D
RAM
Cost
(USD
/Bit)
Cumulated Production (Bits) Cumulated Display Area (mio. m²) Cumulated Production (MWp)
Source: “Strategische Planung der Fertigungstiefe bei Unsicherheit und Dynamik”; Chr.Huth & M+W Research
50+ Projects30+ Projects400+ Projects
Factor 105 Factor 100 Factor 70
Cumulated Production (GWh)
Spec
ific B
atte
ry C
ost (
USD/
kWh) Forecast
10+ Projects
Factor ??
Progressive Reduction in Battery Manufacturing Cost is Expected• Economies of scale • Improvements in process equipment • Improvements in materials technology• Supply chain maturity
DISPLAYS PV MODULES LI –ION BATTERIESSEMICONDUCTORS

© M+W Group I March 2017 6
Battery Cell ManufacturingProcess Technology Impact on Facilities Design
Electrode Manufacturing
Failu
r eAn
alys
isPe
rson
nelC
orr id
or
Aging Formation Electrolyte Filling
AssemblySlurry Preparation
StorageShipment
Main Corridor
Visitors Corridor
PartsClean
Office Gowning
The function, operation and shape of any battery facility are primarily driven by process & manufacturing requirements
Process
Site Infrastructure
Building & Facility Systems
Critical Process Systems
Production Environment
Equipment & Automation Ser
vice
Cor
ridor
Power
DI-Water
PCW
Vacuum
BulkChemicals
NMP Drain
Slurry Drain
General Exhaust
SpecialtyGases
CompressedAir
BulkGases
Solvent Exhaust

© M+W Group I March 2017 7
Battery Cell ManufacturingProduction Environment: Li-Ion Technology
Final Storage Aging Formation
Res
ting
Deg
assi
ng
Ship
men
t
Cathode Production
Anode Production
Dry
ing
Assembly
Elec
troly
te
Fillin
g
Mat
ater
ial P
repa
ratio
n
Slur
ryair lock
<30% r.h.<0.5
% r.h.<1% r.h.
coolingheating
• Temperature and humidity requirements are driven by cell manufacturer’s process technology• Temperature control in Formation and Aging areas differs on manufacturer needs
© M+W Group I March 2017 8
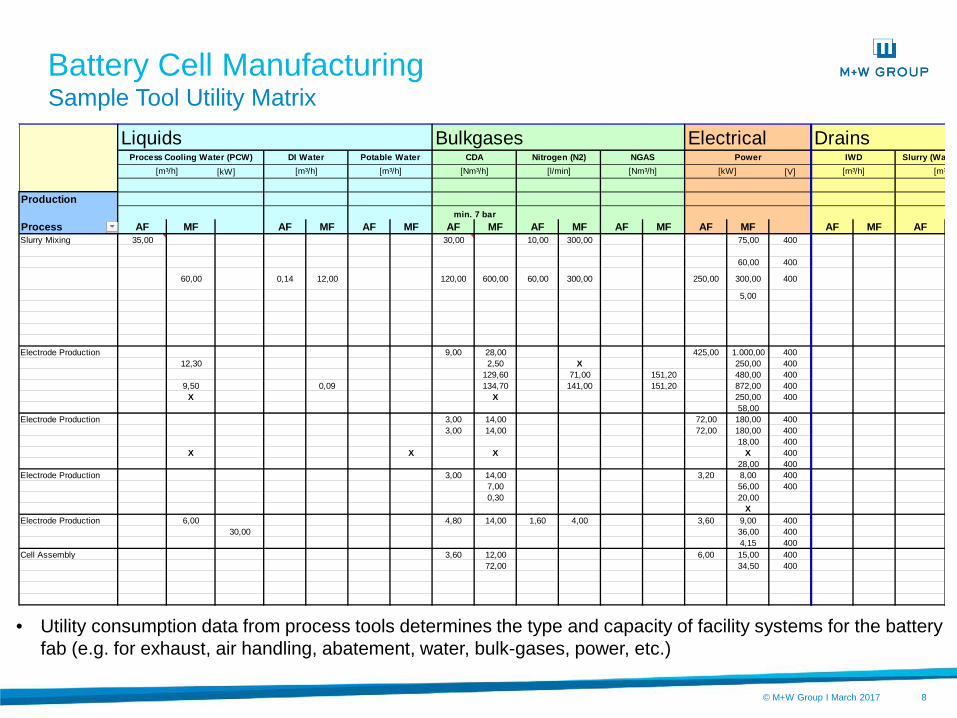
Battery Cell ManufacturingSample Tool Utility Matrix
[kW] [V]
Process AF MF AF MF AF MF AF MF AF MF AF MF AF MF AF MF AFSlurry Mixing 35,00 30,00 10,00 300,00 75,00 400
60,00 400
60,00 0,14 12,00 120,00 600,00 60,00 300,00 250,00 300,00 400
5,00
Electrode Production 9,00 28,00 425,00 1.000,00 40012,30 2,50 X 250,00 400
129,60 71,00 151,20 480,00 4009,50 0,09 134,70 141,00 151,20 872,00 400
X X 250,00 40058,00
Electrode Production 3,00 14,00 72,00 180,00 4003,00 14,00 72,00 180,00 400
18,00 400X X X X 400
28,00 400Electrode Production 3,00 14,00 3,20 8,00 400
7,00 56,00 4000,30 20,00
XElectrode Production 6,00 4,80 14,00 1,60 4,00 3,60 9,00 400
30,00 36,00 4004,15 400
Cell Assembly 3,60 12,00 6,00 15,00 40072,00 34,50 400
Power[kW][m³/h]
CDA NGAS[Nm³/h] [Nm³/h]
Potable Water IWD[m³/h]
Slurry (Wa Nitrogen (N2)[l/min] [m³
Production
Electrical Drains
min. 7 bar
BulkgasesLiquids[m³/h]
DI Water[m³/h]
Process Cooling Water (PCW)
• Utility consumption data from process tools determines the type and capacity of facility systems for the battery fab (e.g. for exhaust, air handling, abatement, water, bulk-gases, power, etc.)

© M+W Group I March 2017 9
Pilot Cell Manufacturing FacilityGeneric Production Layout
• Sizing and location of functional areas determine efficiency of materials and personnel flow
• Electrode preparation, assembly, and electrolyte filling typically > 60% fab area
• A central corridor allows easy access to functional areas

© M+W Group I March 2017 10
Pilot Cell Manufacturing FacilityDryroom Concept
• Process steps such as oven-drying, case assembly, and electrolyte filling conducted inside a dryroom to eliminate moisture
• An ‘isolator’ dryroom design provides more cost-effective controlled environment compared to ‘conventional’-ballroom dryroom design
− Reduced dryroom footprint− Reduced energy consumption − Tighter temperature & humidity control − Reduced contamination
Conventional IsolatorPatent Pending
© M+W Group I March 2017 11
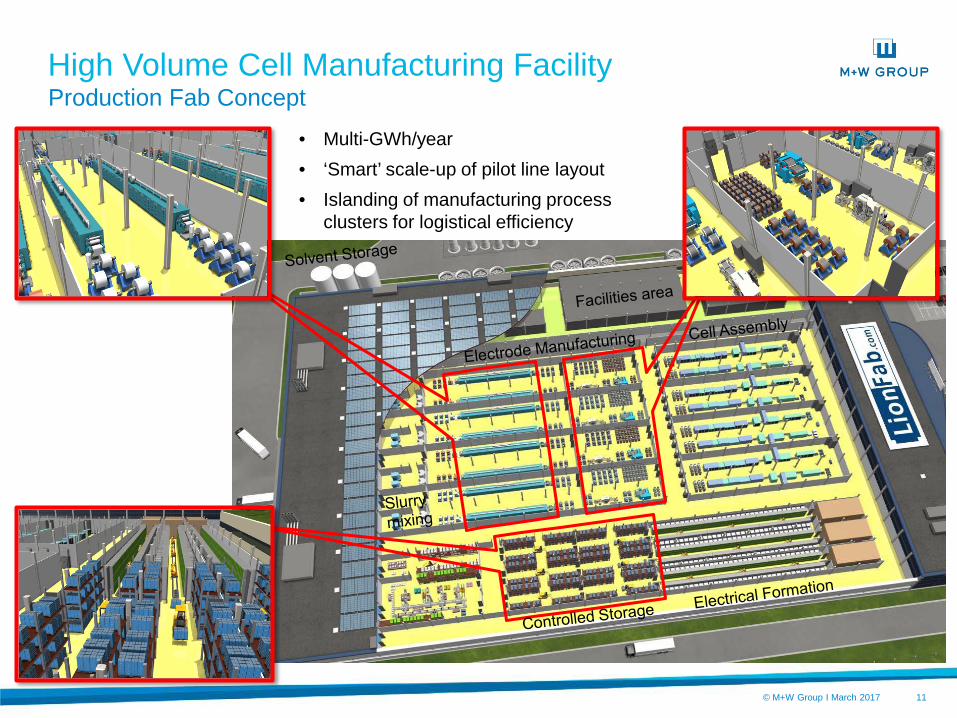
High Volume Cell Manufacturing FacilityProduction Fab Concept
• Multi-GWh/year• ‘Smart’ scale-up of pilot line layout• Islanding of manufacturing process
clusters for logistical efficiency

© M+W Group I March 2017 12
High Volume Cell Manufacturing FacilitySite Master Plan for a Giga-Fab
© M+W Group I March 2017 13
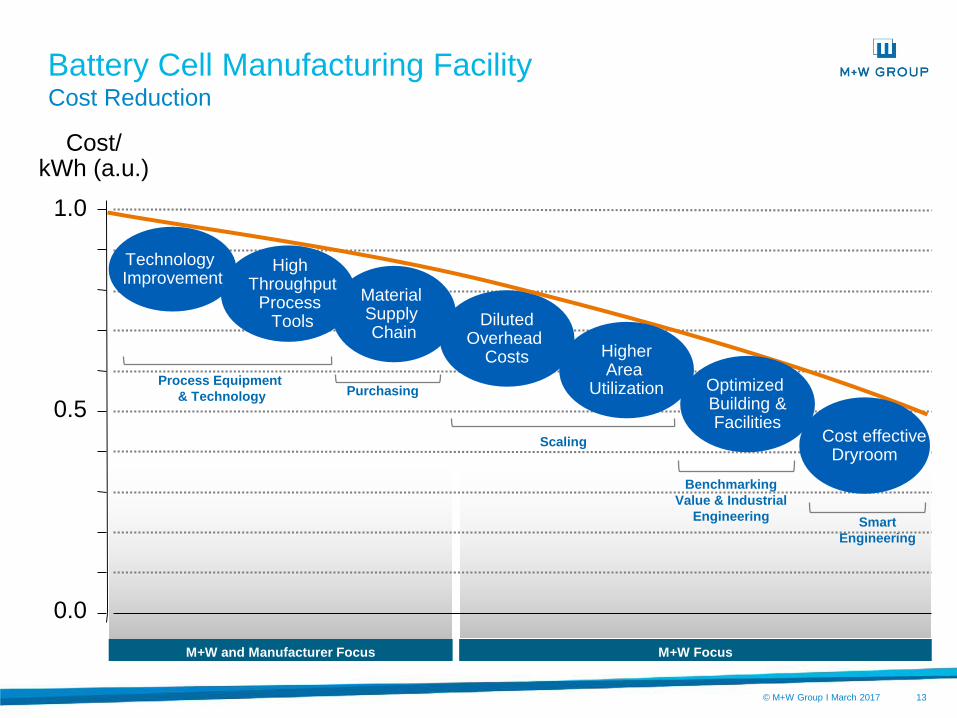
Battery Cell Manufacturing FacilityCost Reduction
1.0
0.5
0.0
Cost/kWh (a.u.)
Technology Improvement
DilutedOverhead
Costs
High Throughput
Process Tools
Material Supply Chain
Process Equipment& Technology
Scaling
Purchasing
M+W and Manufacturer Focus M+W Focus
Cost effectiveDryroom
HigherArea
Utilization Optimized Building &Facilities
Benchmarking Value & Industrial
Engineering SmartEngineering

© M+W Group I March 2017 14
Summary
• Design specifications for battery manufacturing facilities are primarily driven by process and manufacturing requirements
• Layout and sizing of fab areas requires deep understanding of underlying manufacturing process steps and flow
• Certain cell technologies require tight temperature and humidity control in the fab– Ability to design a dryroom with minimal footprint is crucial to manage facilities-related capex
• Cost of battery packs are dropping dramatically & demand is rising– Traditional battery manufacturing space disrupted by novel manufacturing and materials
technologies. This requires rapid construction of lean and green manufacturing facilities
DesignEngineering
Construction

Contact
Ankush HalbeTechnology Director, Renewable EnergyM+W U.S., Inc.
www.mwgroup.net
THANK YOUVisit us at Booth 321


















