Erection I
14
STEEL CONSTRUCTION: FABRICATION AND ERECTION __________________________________________________________________________ 645 STEEL CONSTRUCTION: FABRICATION AND ERECTION Lecture 3.2.1: Erection I OBJECTIVE/SCOPE To give undergraduates, young engineers and managers an introduction to the trade of steel erection. PREREQUISITES None are essential. The following lectures might be helpful: Lecture 3.1: General Fabrication of Steel Structures Lecture 3.3: Principles of Welding Lecture 3.4: Welding Processes RELATED LECTURES Lecture 3.2.2: Erection II Lecture 3.2.3: Erection III Lecture 3.5: Fabrication/Erection of Buildings Lecture 15A.8: Offshore: Fabrication Lecture 15B.12: Introduction to Bridge Construction SUMMARY The lecture emphasizes the importance of considering erection during all phases of the project. It outlines the principal requirements for a technical specification and also deals with the organisational aspects on site. 1. INTRODUCTION It is important that the erection of the steelwork is considered from the very first stages of a project. Both design engineer and fabricator must consider the following: Connections on site: site joints should be bolted rather than welded.
-
Upload
mihajlodjurdjevic -
Category
Documents
-
view
212 -
download
0
description
A detailed view design, production, and erection of steel structures according to the new European code EC 3.
Transcript of Erection I
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 645
STEEL CONSTRUCTION:
FABRICATION AND ERECTION
Lecture 3.2.1: Erection I
OBJECTIVE/SCOPE
To give undergraduates, young engineers and managers an introduction to the trade of steel
erection.
PREREQUISITES
None are essential.
The following lectures might be helpful:
Lecture 3.1: General Fabrication of Steel Structures
Lecture 3.3: Principles of Welding
Lecture 3.4: Welding Processes
RELATED LECTURES
Lecture 3.2.2: Erection II
Lecture 3.2.3: Erection III
Lecture 3.5: Fabrication/Erection of Buildings
Lecture 15A.8: Offshore: Fabrication
Lecture 15B.12: Introduction to Bridge Construction
SUMMARY
The lecture emphasizes the importance of considering erection during all phases of the
project. It outlines the principal requirements for a technical specification and also deals
with the organisational aspects on site.
1. INTRODUCTION
It is important that the erection of the steelwork is considered from the very first stages of a
project. Both design engineer and fabricator must consider the following:
Connections on site: site joints should be bolted rather than welded.
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 646
Preassembly: the fabricator should limit the number of site splices to that
consistent with minimum project cost. The size and weight of structural steel
assemblies will be limited by site and shop capabilities, the permissible weight and
clearance dimensions of available transportation and the site conditions.
Dimensions: all measurements necessary for site assembly should be shown on the
drawings.
Planning: the sequence of erection should be considered as an integral part of the
project process and should be established and documented at an early stage.
Marking: the marking of all parts should be clear and consistent throughout the
project.
Resources: depending on how the site assembly is carried out, it is essential to
ensure that appropriate resources will be available.
The erection team on site must ensure that :
the workforce are aware of and implement the relevant standards and regulations.
changes in procedures, which become necessary during the erection stages are
agreed by the Engineer, and that the technical documents are corrected in order to
be consistent.
hoisting equipment of suitable capacity is available for any preassemblies which
must be lifted.
means of access, such as scaffolding stairs and platforms, are installed to enable
bolting and welding to be carried out satisfactorily.
Erection of structural steelwork is, therefore, an activity that requires detailed
consideration from both an engineering design and organisational point of view. Sections 2
and 3 of this lecture discuss these matters under the headings of: Technical Specification
and Site Organisation.
2. TECHNICAL SPECIFICATION
The Technical Specification for Erection should be developed as early as possible and
should outline the conditions required on site and the technical standards in force. The
documentation should deal with the following matters:
Basic sequence of erection.
Specification for erection, (see below).
Standards in force.
Organization on site.
Basic site accommodation.
Man-hours estimation.
Erection personnel.
Main plant and erection tools.
Erection plan.
Erection drawing.
Safety programme.
Quality Control programme.
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 647
Specification for Erection
The specification for erection should include, in as much detail as possible, the following
information:
1. Requirements for unloading, storage, and handling. 2. Details of any preassembly required on site. 3. Dimensional and levelling tolerances, including those required for foundations and
baseplates.
4. Specification for activities relating to the assembly itself such as bolting, welding and testing.
3. SITE ORGANISATION
3.1 Principal Jobs on Site
The site organisation required depends largely on the size of contract; in the case of a
major project it could, for example, be subdivided into the following sections:
Technical Office.
Scheduling and Planning.
Implementation and Production.
Administration.
Safety.
Quality Control.
Social Management.
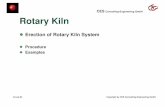
3.2 Estimation of needs
Figure 1 gives an example of an Organisation Chart for the extreme case of a project for
the erection of a large steel frame. The chart is applicable to a direct assembly workforce
of approximately 125 men.
3.3 Basic Installations and Site Conditions
The Erector must have adequate facilities available on site for his personnel, including
appropriate office accommodation, sanitary services and storage areas. He must also
ensure that the site is properly supplied with mechanical services necessary for erection
such as electricity, gas, compressed air, etc. These facilities and installations must comply
with the following requirements:
1. They should be situated, where possible, in close proximity to the work site, giving easy access to the site without interfering in any way with the progress of the work;
2. They should be adequately constructed to, at least, the minimum legal requirements;
3. They should have communication facilities; 4. They must be maintained in satisfactory condition throughout the work and
removed on its completion.
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 648
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 649
3.4 Direct Manpower
It is essential to estimate the direct manpower resources required in order to properly
programme the erection process and accurately forecast the time of completion and the
costs incurred.
Manpower resources are normally estimated by calculating the number of direct man-hours
required in steel frame erection. An adequate estimate can be obtained based on the
erection weight broken down item by item (columns, beams, bracings, floors, etc.), and
applying various weight rates (in hours) obtained from past experience.
For a more accurate estimate, each activity can be evaluated, not only in terms of its
duration, but also in terms of personnel required to complete it. The product of the time (in
hours) multiplied by the number of people in the team will give the man hours for each
activity which can be totalled to give the direct man-hours required for the whole job.
3.5 Cranes, Tools and other Equipment
Once the activities involved in the erection have been decided, the tools and equipment
required to carry out the work can be defined; these may include:
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 650
Cranes of various types.
Transport equipment.
Special erection equipment, such as erection masts, erection bridges, etc.
Winches (electric and pneumatic).
Bolting equipment, such as spanners, ratchet spanners, torque wrenches, torque
testing equipment etc.
Welding equipment including cables, guns and drying ovens.
Air compressors.
Electric generators.
Hydraulic jacks.
Measuring equipment such as theodolite, levels, tapes, and laser equipment.
Miscellaneous equipment such as pulleys, spreader beams, etc..
Wire ropes, hoisting slings, shackles, etc..
Handling tools.
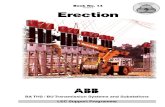
The heaviest or highest element to be erected, or the part which requires the greatest lifting
capacity (radius-weight) determines the minimum crane capacity to be used.
Figure 2 shows the various lifting capacities of a tower crane.
4. CONCLUDING SUMMARY
Erection requirements should be considered at the earliest stages of the project, by
both Engineer and Fabricator.
The Technical Specification for Erection should outline the conditions required on
site and the technical standards in force; it should also give a detailed description of
how the structure is to be erected, i.e. unloading, preassembly, tolerances,
connections, etc.
The site organisation must be carefully considered in terms of the requirements for
manpower, tools and site facilities and service installations.
5. ADDITIONAL READING
1. Arch, H., Erection, Chapters 33 - Steel Designers' Manual, Oxford, Blackwell Scientific Publications, 1992.
2. Thornton, W. A., "Design for Cost Effective Fabrication and Construction", Chapter 7.1 Constructional Steel Design, London, Elsevier Applied Science, 1992.
3. Miller, E. W., "Erection of Steel Structures", Chapter 7.2 Construction Steel Design, London, Elsevier Applied Science, 1992.
4. Potter, P. D., "Fast Steel Erection": Steel Fabrication Journal, No. 46, February 1983, Australian Institute of Steel Construction.
5. The Steel Construction Industry Code of Practice for Sage Erection of Building Steelwork: Part 2 - Multi-storey Buildings and Structures, Australia, Australian
Institute of Steel Construction, 1989.
6. Eurocode 3: "Design of Steel Structures" ENV 1993-1-1: Part 1.1: General Rules and Rules for Buildings, CEN, 1992.
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 651
STEEL CONSTRUCTION:
FABRICATION AND ERECTION
Lecture 3.2.2: Erection II
OBJECTIVE/SCOPE
To give more detailed information on the technical matters involved in steelwork erection
introduced in Lecture 3.2.1.
PREREQUISITES
Lecture 3.2.1: Erection I
The following lectures might be helpful:
Lectures 3.1: General Fabrication of Steel Structures
Lecture 3.3: Principles of Welding
Lecture 3.4: Welding Processes
RELATED LECTURES
Lecture 3.2.3: Erection III
Lecture 3.5: Fabrication/Erection of Buildings
Lecture 15A.8: Offshore: Fabrication
Lecture 15B.12: Introduction to Bridge Construction
SUMMARY
This lecture discusses the technical aspects of steelwork erection such as unloading and
handling of materials, foundation checking and adjusting for errors, assembly procedures,
and final bolt-up of connections.
1. INTRODUCTION
Lecture 3.2.1 outlined an ideal approach to erecting steelwork emphasising the need for a
Technical Specification for Erection and good site organisation in order to pre-empt
possible erection problems when the steelwork arrives on site.
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 652
This lecture discusses the on-site activities in more detail. It points out that careful
attention to detail is required to ensure that the specification is adhered to and that good
practice is maintained on site at all times. The operations are viewed sequentially, from the
unloading of the steel elements, through checking and adjusting for foundation errors, to
erecting and bolting together the final structure.
2. ERECTION PROCEDURES
2.1. Reception, Unloading and Handling of Construction Material.
Logistics is a very important part of the erection process and must be constantly kept in
mind.
Fabricators have a strong tendency to deliver the construction elements in the same
sequence as they are fabricated; this is satisfactory provided the fabrication sequence is
similar to the erection sequence. For this purpose detailed planning of the fabrication and
erection processes is required.
It is necessary, therefore, to prepare a delivery schedule, coordinated with the capacity of
the site erection team. Generally the site will have a storage area to allow for times when
the deliveries cannot be exactly coordinated. If possible a "just-in-time" delivery should be
organised for the heavier construction elements in order to avoid the costly manoeuvres of
unloading and intermediate handling.
Any damaged material, which should be repaired or returned, must be separated
immediately after arrival. The project manager must be informed, in order to allow him to
assess what effect this might have on the construction programme.
When handling individual members the following should be noted:
parts with different reference marks must not be mixed or packed together.
on larger or heavy parts the lifting points must be indicated, including where
possible the location of the centre of mass of the component.
all parts that can be easily damaged must be adequately protected during transport
and handling.
components in the storage area must be kept off the ground, protected from damp
and dirt by means of sleepers or battens.
When using steel wire cables as lifting slings the following should be noted:
care must be taken to ensure that the sharp corners of beams are packed with wood
in order to protect the sling, the surface treatment and any prepared edges.
slings must be regularly inspected, and the maximum safe load must be shown on a
steel tag.
when using double-leg slings it must be appreciated that the lifting capacity
diminishes as the angle between the legs increases; the load in the legs can be
calculated from:
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 653
R = P/2 x 1/cos
where R - is the load in a leg
P - is the total leg
- is the half-angle between the legs of the sling.
the maximum safe load should not exceed 1/6 of the breaking load of the steel wire
cable from which the sling is made.
the hoisting slings should be regularly inspected and taken out of service as soon as
the number of broken wires in a metre's length reaches or exceeds 20% of the total.
the slings should not be bent over diameters less than six times the diameter of the
cable. If necessary rounded cushions must be put in place to support the sling.
For the transport and delivery to site of bolts, nuts and washers the following should be
noted:
they must be provided with adequate packing, sufficiently protected to avoid
damage during transport.
in the case of high strength bolts, both bolts and nuts must be adequately greased.
each package shall contain only one type of bolt, nut or washer of the same
diameter, length and quality.
each package shall be provided with a label, indicating the manufacturer's mark,
the type (bolt, nut and washer), the quality and the number.
high strength bolts are indicated by coloured labels, according to the type and
quality (4,6 = green, 8,8 = red, 10,9 = blue).
Regarding the storage and use of welding consumables, the following should be noted:
the electrodes must be packed in closed and sealed packages or tins; storage must
be in a closed and dry place at a temperature high enough to prevent condensation
and special care must be taken to avoid damaging the coating.
when basic-type electrodes are used, they must be dried or baked in accordance
with the welding procedure.
once the sealed packets have been opened, the electrodes must be placed in a
portable drying oven.
mobile drying ovens must be provided close to the welding area; the welder
himself must be provided with an insulated quiver in which he keeps the
electrodes, taken from the nearest drying oven.
in very special cases and in very damp conditions the welders should be provided
with individual portable drying ovens, from which they remove the electrodes one
by one, as they need them.
For general purposes a complete list of erection elements must be available on site
indicating their code-number, weight, size, etc., and specifying the locations where they
are to be used.
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 654
2.2 Foundations and Base Plates (Levelling, Measuring, etc.)
The columns of a steel framework transfer their load to the foundation by means of the
base plates. The foundation bolts constitutes the unifying element between foundation and
framework.
In cases where the column transfers compressive stress only (theoretically no foundations
bolts are needed) the bolts are used to locate the column correctly.
Anchor bolts are either put in place before the concrete is poured, are drill fixed afterwards
in the hardened concrete, or are placed in openings, left in the foundation, which can be
filled later.
An inspection of the foundation, to check the levelling and alignment of the anchor bolts,
must be made before erection commences. A fixed levelling point and three fixed
alignment points are generally established for this purpose. Errors in the concrete
foundation identified at this early stage, can be easily corrected using packer plates.
The foundations must be cleaned prior to erecting the steelwork. It must be ensured that
the cavities for the holding down bolts are completely free from contamination.
2.3 Assembly and Erection
The erection of the steel frame can start after the packer plates (or the base plates) are in
position.
The main aim during erection is to maintain the stability of the structure at all times.
Collapse of structures during erection is often due to lack of understanding of the stability
requirements.
Stresses can be reversed during erection, and every reversal, no matter how transient, must
be considered in the design.
Questions concerning the construction sequence and its effect on stability must be
resolved. The designer should position the braced bays in a way that ensures that they are
the first to be erected. It is essential that the structure is braced and true as the erection
proceeds.
The use of sub-assembled units is a way of reducing the amount of work to be done at
height. There are, however, some factors which affect the practability and economy of
sub-assembling a unit on the ground. The first is the weight of the eventual assembly,
including any lifting beams; another is the degree to which the unit is capable of being
temporarily stiffened without unduly increasing its weight. The bulk of the unit is also a
significant factor as fouling the crane jib must be avoided. It is often necessary to make a
drawing of the crane jib and the sub-assembled unit at the point of highest lift to check
practicability.
Sub-assembly is only worthwhile if the unit can be lifted and bolted in a reasonably easy
way. The object is to save operations at a height which could readily be done at ground
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 655
level; having to loosen and retighten bolts to remove twist, therefore, makes sub-assembly
much less attractive.
Most steelwork arrives on site pre-painted. The paint treatment may be damaged, by the
steel slings, during handling; the damage should be minimised by the use of softwood
packers which will also ensure that the load will not slip as it is being lifted and that the
slings - chain or wire - are not themselves damaged, as they bend around sharp corners
Packers to prevent slipping are even more necessary if the final position of the
construction piece being erected is not horizontal. The aim should always be to arrange the
slinging in such a way that the piece hangs at the same angle as that which it will assume
in its erected position.
Pieces being lifted are usually controlled by a light hand line fixed to one end. This line
controls only the swing of the piece, and is not intended to be used to pull it into level.
When lifting large and heavy parts from a horizontal position to a vertical one, temporary
tiebacks must be used to avoid uncontrolled movements when the part is getting close to
the vertical position.
Some situations may require temporary stiffening to be left in position after the initial
erection and until the permanent connections are made. The need for temporary stiffening
should be foreseen in the erection plan, so that sufficient stiffeners and lifting devices are
available and no delays occur due to shortage of devices for the erection of the next sub-
frame.
Where a particularly awkward or heavy lift has to be made, it may be simpler and safer to
fabricate special cleats for this purpose. A small amount of additional effort in the drawing
office and workshop can save much time and money on site.
2.4 Bolting Connections on Site
Before carrying out any bolted connections checks must be made:
the bolts, nuts and washers to be used must be exactly as indicated on the
drawings.
bolts, nuts and washers must be clean and undamaged.
the parts to be connected must be clean and without defects.
The use of flame cutting to enlarge holes should not be permitted since it will result in an
unacceptable connection and will damage the paintwork.
In connections with tapered flanges, tapered washers must be placed under the nut, the
bolt, or both.
In the case of a hole with a vertical axis, the bolts should be inserted from above, with the
nut at the bottom.
Where specified, the nuts should be secured against loosening by an extra nut or by
applying a special nut or washer.
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 656
2.4.1 Ordinary bolts
Hexagon-headed bolts and nuts are normally available in a range of sizes, and tensile
strengths. Washers were traditionally used under the nut but are now frequently omitted.
The strength grades most commonly used for structural bolting are 4.6 and 8.8, the former
in general applications, the latter where more severe loading applies.
Bolts are normally installed hand-spanner tight, in 2 mm clearance holes for diameters up
to 24 mm, and 3 mm clearance holes for diameters over 24 mm. Where exact location and
prevention of relative movement between the joined parts is required, accurately machined
bolts, fitted in reamed holes, are used. These bolts require precision work and are costly to
install. Where rigidity is required pretensioned HSFG bolts are normally used.
2.4.2 High-strength friction-grip (HSFG) bolts
In HSFG bolted joints the shear load is transferred between the connected parts by
friction. The friction force is provided by the clamping action of the bolts, which are
tightened in a controlled way to provide a specific shank tension. The bolts are installed in
clearance holes and thus there may be no bearing action in transferring the load.
To make practical use of the friction effect, it is necessary to use high-tensile bolts so that
an adequate clamping force can be obtained with reasonably sized bolts. The stress
induced in the bolts by the pretensioning is at, or near, the proof stress.
Two strength grades of parallel shank bolts are available, the General Grade (equivalent to
8.8) and the Higher Grade (equivalent to 10.9). Nuts are designed to develop the full
strength of the bolt. Hardened washers are used under the element which is to be rotated
during tightening.
In order to mobilise the friction effect it is necessary to develop the required bolt
pretension. This may be done either by controlled tightening of the nuts, using torque-
control or part-turn methods, or by the use of load-indicating devices; these may be special
bolts, special fasteners or load-indicating washers.
2.4.2.1 The torque-control method
For this method of tightening a calibrated torque wrench is required which may be hand
operated or, for larger bolt diameters or large numbers of bolts, power operated. It is
essential to check the tightening equipment in combination with the bolts and nuts to be
tightened very regularly, using special prestress-measuring devices.
A certain deviation in the shank tension must be expected: estimates of the result of
tightening, with the objective of achieving a minimum shank tension of 80% of the
specified tensile strength, have shown that approximately 90% of the bolts would be
tightened satisfactorily.
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 657
2.4.2.2 The part-turn method
This method uses the ductility of the bolt material by rotating the bolt sufficiently to take
the bolt well into the plastic state in which the shank tension is comparatively insensitive
to further nut rotation. The maximum shank tension that can be obtained is equal to the
maximum torqued-tension strength of the bolt under the friction conditions occurring at
the time of tightening. Care must be taken with short bolts and with parallel shank bolts
which have only a small amount of thread in the grip.
The part-turn method is not allowed with Higher Grade (parallel shank) bolts. It is not
recommended also for use with M12 bolts.
2.4.2.3 Load-indicating devices
A variety of special load-indicating bolts are available, some simple and some
complicated. A simple device is the load indicating washer, which has a number of
protruding nibs on one surface. As the nut is tightened the protrusions are crushed; when
the gap between the load indicator and the bolt has reached a prescribed value (measured
by a feeler gauge), the required shank tension will have been achieved.
2.4.2.4 Installation
HSFG bolts are installed in drilled holes with 2 mm clearance for bolts under 24 mm
diameter and 3 mm clearance for those over 24 mm. The holes must be sufficiently
aligned so that the bolts can be inserted freely. A hardened steel washer is used under the
nut or head, whichever is to be rotated.
Where there are a number of bolts in a joint they should be tightened incrementally in a
staggered pattern.
Successful achievement of the specified shank tension depends on the threads being in
good condition. Bolts and nuts must therefore be stored and handled in a way which
ensures that the threads are not damaged or contaminated. For a fastener to be in a usable
condition the nut must run freely on the bolt thread.
Bolts which have been tightened using the part-turn method must not be used again; this
restriction also applies to bolts tightened using torque-control methods if plastic
deformation has occurred.
Heating of the bolt itself or heating of the surrounding surfaces, possibly resulting in
heating of the bolted connection, can result in the destruction of the integrity of the
connection and to the failure of the construction, and must be prevented at all times. Any
welding operations, therefore, must take place before the bolt is tightened.
3. CONCLUDING SUMMARY
The good practice guidelines, listed in Section 2.4.1, should be followed when
handling and storing materials on site.
-
STEEL CONSTRUCTION: FABRICATION AND ERECTION
__________________________________________________________________________ 658
Anchor bolts are used to attach the steel columns to their foundation. Errors in
foundation level can be corrected by using steel packers under the baseplate.
Stability must be maintained at all times during erection and the erection sequence
should be arranged to ensure this.
Sub-assemblies can be used with advantage to reduce work at height.
Bolted connections use either ordinary or HSFG bolts. The latter can be
pretensioned either using the torque-control, part-turn, or load-indicating washer
methods.
4. ADDITIONAL READING
1. Arch, H., Erection, Chapters 33 - Steel Designers' Manual, Oxford, Blackwell Scientific Publications, 1992.
2. Thornton, W. A., "Design for Cost Effective Fabrication and Construction", Chapter 7.1 Constructional Steel Design, London, Elsevier Applied Science, 1992.
3. Miller, E. W., "Erection of Steel Structures", Chapter 7.2 Construction Steel Design, London, Elsevier Applied Science, 1992.
4. Potter, P. D., "Fast Steel Erection": Steel Fabrication Journal, No. 46, February 1983, Australian Institute of Steel Construction.
5. The Steel Construction Industry Code of Practice for Sage Erection of Building Steelwork: Part 2 - Multi-storey Buildings and Structures, Australia, Australian
Institute of Steel Construction, 1989.
6. Eurocode 3: "Design of Steel Structures": ENV 1993-1-1: Part 1.1: General Rules and Rules for Buildings, CEN, 1992.