Epoxy Fiber Reinforced Structures for Automotive Mass ... · Carbon Fiber Composite Roof for Gran...
20
Page 1 Light, Strong and Economical – Epoxy Fiber-Reinforced Structures for Automotive Mass Production Heinz-Gunter Reichwein, Paul Langemeier, Tareq Hasson, Michael Schendzielorz Hexion Specialty Chemicals Abstract Forty years ago the use of epoxy resin composite materials in cars was first introduced by American automotive companies when they developed the first composite part, a leaf spring, for sports cars. Figure 1: Composite leaf springs use 1955 Later race cars, such as those in Formula 1, used epoxy composites to develop light weight and crash-worthy car chassis structures. Energy efficient mobility is now propelling the use and consumption of fiber-reinforced structural plastic materials to reduce weight in land transportation. In addition, there is a continuing need for further safety enhancements in vehicles as they become lighter in weight. Major automotive and truck manufacturers are intensifying their development activities with respect to glass and carbon fiber composites and many have already announced the launch in the very near future of new vehicles, including light weight electrical or hybrid cars. Epoxy-based composite materials reinforced with glass or carbon fibers are becoming the materials of choice in particular for load-bearing structures. These “plastic” components become integrated into the structural design of automobiles. Compared to other thermoset plastics, such as unsaturated polyesters, epoxy matrix systems deliver the best overall strength performance at affordable costs to achieve significant weight reductions. This transition to high strength materials is now taking place. Heavy trucks of MAN and Mercedes are “covered” by epoxy composite roofs. Mercedes Sprinters are spring-suspended by glass-reinforced epoxy. The CFRP roof of the BMW M3 also displays a carbon fiber look. Resin Transfer Molding, and to a certain extent prepregging, are the process technologies of choice since they enable fast cycles, excellent surface appearance and have the potential for
Transcript of Epoxy Fiber Reinforced Structures for Automotive Mass ... · Carbon Fiber Composite Roof for Gran...

Page 1
Light, Strong and Economical – Epoxy Fiber-Reinforc ed Structures for Automotive Mass Production
Heinz-Gunter Reichwein, Paul Langemeier, Tareq Hasson, Michael Schendzielorz
Hexion Specialty Chemicals
Abstract
Forty years ago the use of epoxy resin composite materials in cars was first introduced by American automotive companies when they developed the first composite part, a leaf spring, for sports cars.
Figure 1: Composite leaf springs use 1955
Later race cars, such as those in Formula 1, used epoxy composites to develop light weight and crash-worthy car chassis structures. Energy efficient mobility is now propelling the use and consumption of fiber-reinforced structural plastic materials to reduce weight in land transportation. In addition, there is a continuing need for further safety enhancements in vehicles as they become lighter in weight. Major automotive and truck manufacturers are intensifying their development activities with respect to glass and carbon fiber composites and many have already announced the launch in the very near future of new vehicles, including light weight electrical or hybrid cars. Epoxy-based composite materials reinforced with glass or carbon fibers are becoming the materials of choice in particular for load-bearing structures. These “plastic” components become integrated into the structural design of automobiles. Compared to other thermoset plastics, such as unsaturated polyesters, epoxy matrix systems deliver the best overall strength performance at affordable costs to achieve significant weight reductions. This transition to high strength materials is now taking place. Heavy trucks of MAN and Mercedes are “covered” by epoxy composite roofs. Mercedes Sprinters are spring-suspended by glass-reinforced epoxy. The CFRP roof of the BMW M3 also displays a carbon fiber look. Resin Transfer Molding, and to a certain extent prepregging, are the process technologies of choice since they enable fast cycles, excellent surface appearance and have the potential for

Page 2
automation. Moreover, when considering actual mass production, productivity of composite part manufacturing takes on greater significance. Very rapid processing, i.e., typical automotive production cycle times, requires new chemistry and processing technologies. A family of new EPIKOTE™ Epoxy Resin systems will be introduced which meet the requirements of automotive production and performance. Also, an outlook will be given about what one can expect from a dedicated development partner and supplier.
Introduction Hexion Specialty Chemicals is the world’s largest producer of binder, adhesive, coating and ink resins for industrial applications and was formed through the combination of Borden Chemical, Bakelite, Resolution Performance Products (formerly Shell Epoxy Resins) and Resolution Specialty Materials. Hexion epoxy resins, curing agents and modifiers are found in everything from cars and trucks to windmills, electronics, aircraft and buildings. They adhere, protect, bind, bond and coat. A team of more than 90 people as scientists, engineers and technicians in laboratories in Houston/USA, Onsan/Korea, Louvain-la-Neuve/Belgium, Esslingen and Duisburg/Germany are developing epoxy based technical solutions and supporting customers in all important industries.
Benefit of Continuous Fiber Reinforced Epoxy Materi als Continuous fiber reinforced epoxy materials have become an obvious solution for demanding composite applications is shown in this graph.
Figure 2: Specific strength vs. stiffness of different materials (1)

Page 3
Polyester resins are commonly used in Glass Fiber Reinforced Plastics (GFRP) for less demanding applications, due to ease of processing and material cost. However, epoxy resins have superior mechanical performance and fatigue resistance, and wherever these properties are required, epoxy resins dominate. Example applications include filament wound pipe for oil industry service and windmill blades, performance boats, leaf springs and sports equipment (fatigue). 2) 3) Most all Carbon Fiber Reinforced Plastics (CFRP) are based on an epoxy resin matrix due to superior adhesion to the fiber. Also, the high value of the carbon fiber drives marriage with a slightly higher cost matrix resin, which also yields superior fatigue properties. Until today in combustion engine powered vehicles, glass or carbon fiber reinforced components have been chosen to increase/improve
• payload, • comfort, • safety, • appearance.
Composite leaf springs in particular in light trucks deal with the cargo load, comfort and safety aspects. Fiber reinforced epoxy coils springs have been known for years. Now a process for mass production has been developed. Mass reduction of 50% and more compared to steel is achievable. 4) CFRP Roofs of sportive cars combine weight reduction and state-of-the-art appearance. Filament wound CNG tanks offer low weight combined with high strength and safeness. Roofs, hoods and air reflectors of large commercial and utility vehicles are associating with payload, comfort and safety. The era of electrically driven cars requires a change of thinking. It will be essential to reduce the weight of the vehicle. The question, “Battery or passenger?”, would be answered in a consumer-friendly manner, “Battery and passenger”. A significant amount of today’s automotive composite applications are still parts which support the structure or are parts of the car body such as fenders, trunk lids, hoods. However, the new generation of electrically driven cars require chassis and other load bearing structures made from CFRP. Performance-wise, all the work is done. Epoxy carbon and glass composites have proven their outstanding mechanical, thermo mechanical and fatigue resistance. But mass-production requires automotive adequate manufacturing. Traditionally the poly-addition reaction of epoxy with curatives is more time consuming than metal forming or unsaturated polyester cure. Intensive research and development had led to the current family of fast cure, high performing epoxy systems. The evolving targets specified by the industry, are
• even faster processing and • greater thermomechanical resistance.
Quantified: Reducing the cure cycle from low double digit minutes of cure to single digits and increasing the thermo mechanical resistance from 130°C to 180°C and higher.

Page 4
Materials, Processing Technology and Application of Today
Epoxy Chemistry
Figure 3: Crosslinking epoxy groups with amine hardener (2)
This crosslinking > causes gelation > develops mechanical properties > increases Tg > causes exotherm > causes shrinkage Very fast cure goes along with fast development of thermo mechanical properties but has an adverse impact on exotherm and shrinkage. The latter needs to be minimized in order to guarantee highest strength and excellent surface appearance. Hexion’s chemists and application engineers cut the Gordian knot. Epoxy chemistry not only adopted, but specifically developed, for fast cycle times to simultaneously build up solid, long lasting and good appearing structures is the basis for the following examples.

Page 5
Efficient Epoxy Composite Processing
Various technologies for epoxy composite processing are established – from hand lay up to nearly fully automated lines including fiber placement or tape laying. Processing technologies of choice for large numbers of composite parts are either prepregging or Resin Transfer Molding (RTM). Prepreg technology provides traditionally the best performance and the highest potential to automate. RTM technology eliminates the separate processing step where fibers and matrix are brought into contact. Epoxy resin technology is impacting step 1 (preform) and steps 4 – 5 which are dealing with injection, cure and demolding. The target, not only with respect to automotive applications, is to achieve comparable prepreg composite performance by utilizing RTM.
Figure 4: RTM process scheme (source Krauss-Maffei)
State-of-the-art Epoxy Systems and Applications Glassfiber Epoxy Composite Leaf Springs for Light T rucks – Prepreg Technology
The target was to develop an in-house prepreg resin system which provides high mechanical, fatigue and corrosion resistance while being efficiently and environmentally friendly to manufacture 1000 plus units/day. A “hot melt” process, which means no solvents, i.e. no volatile organic compounds (VOC), of course was required as well. Performance should enable up to

Page 6
75% weight savings vs. metal, and costs should be in the range of a metal leaf spring. Resin 05322 in combination with Curing Agent 778 and Catalyst 120 is fulfilling all these requirements:
• Hot melt technology guarantees no volatile organic compound (VOC) emission • Optimum rheology and composition for excellent fiber wetting • Easy to handle viscosity-temperature profile for adjustment of prepreg resin flow • Reactivity adjusted to achieve robust treater runs between 60° and 130° C • Fast conversion to achieve fast Tg development at press temperatures
Table I: Degree of cure/conversion and related Tg between 90° and 120° C, typical data
Figure 5: Resin 05322, curing agent 778, catalyst 120 –
degree of conversion at 100°, 110° and 120° C

Page 7
To manufacture leaf springs as shown in this representation, prepreg technology delivers an excellent cost – performance relation. Since the leaf spring design is not complex, the processing doesn’t require complex tools with undercuts.
Figure 6: The leaf spring manufacturing process at IFC Composite (4) In this application (source IFC Composite), a transversal leaf spring is integrated into the front axle of a light truck. Since 2005 up to 250,000 leaf springs per year have been produced. The specifications of the leaf spring, shown in figure 7 and 8, are:
ca. 1400 mm long, ca. 75 mm wide, ca. 30 mm thick and ca. 160 mm high. ca. 5.5 kg weight compared to 25 kg of steel front leaf spring
An ongoing project is targeting a GRP leaf spring for a 7.5 ton axle load for a 12 ton total vehicle (two GRP springs 34kg vs. two metal springs 130kg).

Page 8
Figure 7: Leaf spring stacking arrangement in Mercedes Sprinter (5)
Figure 8: Glassfiber reinforced epoxy leaf spring for 5.5 ton total axle load (6)

Page 9
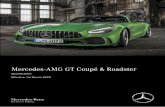
Carbon Fiber Composite Roof for Gran Turismo Coupé - RTM Technology
Reducing weight, lowering the center of gravity and “smart looking” were the targets set by the BMW Group when we undertook a joint development project. Of course, efficient processing was presumed. The R&D work resulted in the launch of Resin 04695/1 in combination Curing Agent 05357, exhibiting the following features:
• low viscosity • excellent fiber wetting • sufficient pot life • fast Tg development • no temperature induced yellowing • low shrinkage – class A surface • thermo mechanically resistant
This viscosity profile explains the rheology at practical processing conditions in the very beginning of the RTM process at 90°C mold temperatu re.
Figure 9: Viscosity profile (visc. Increase) at 90°C
By taking the epoxy Resin 04695/1 with Curing Agent 05357 as a reference (red curve), a follow-on project to further reduce cycle time has been launched and executed, targeting productivity and performance (Tg). Resin 04695-1 / Curing Agent GCW-0511-MH (blue curve) achieved already a certain cycle time reduction and fulfilled the glass transition temperature (Tg) requirements (see table below).

Page 10
Resin 05465 / Curing Agent 05357 achieved further increased productivity by maintaining Tg at the high level. All Tg tests have been done in the presence of an internal mold release agent which principally has a negative impact on crosslink density.
Table II: Processing data comparison of reference, stage 2 and stage 3 development
Properties/Development Target
Development stage 1 = Reference
Resin 04695-1 / Curing Agent
05357
Stage 2 Shorter curing
cycle, higher Tg
Resin 04695-1 / Curing Agent
GCW-0511-MH
Stage 3 Shorter curing
cycle compared to stage 2
keeping high Tg level
Resin 05465 / Curing Agent
05357 Mixing ratio 100 pbw resin EP 04695-1/ x pbw Hardener 22 24 23
Start mixed viscosity at 25°C, [mPa*s] 3200 2480 38 80
Start mixed viscosity at 90°C, [mPa*s] 30 30 40
Viscosity development at 30 sec at 90 °C, [mPa*s] 50 65 80
Viscosity development at 60 sec at 90 °C, [mPas] 110 190 260
Pot-life at 25 °C, [min] 20 - 25 20 - 23 18 - 20
TG onset, [°C] after 12 min curing at 90 °C (DSC, 1. run)
< 1151) 1341) 1311)
1) System contains 2 % internal mold release agent

Page 11
The following photos provide insight into the process at the BMW Plant Landshut.
The BMW Group was one of the pioneers to develop CFRP expertise in-house and introducing also visible carbon fiber parts into their serial production.

Page 12
Epoxy System for Glass Fiber Reinforced Truckroofs and Wind Deflectors – RTM Technology
Mercedes (already in 1986) and MAN have been innovators at an early date. By using “plastic hoods” they not only took advantage of the weight reduction of their vehicles; but considering the strength of glass fiber epoxy structures, the roofs became an integrated part of the structure. If designers utilize this feature when calculating the structure, even more significant payload increase is the consequence. Fritzmeier Composite as part of Fritzmeier Group, headquartered in southern Germany, since the 80’s partner and supplier to famous truck, agricultural and construction machine manufacturers, defined the following challenging targets:
• Easy demolding and compatibility with internal mould release agent • No compromise on mechanical and thermo mechanical performance • Nearly no re-work • High tolerance • Functional integration (ceiling, fixtures, antenna) • Excellent paint adhesion without a washing or cleaning process step
Detailed RTM process parameters which had to be considered:
• Mold temperature: 85°C • Reactive resin/hardener mix: 60°C • Injection time:140-160 sec. • Reactive mix amount per shot: 30- 35 kg • Applied pressure: 4 bar • Curing cycle: 23 min.(reduction of 20% compared to reference)
Higher reactivity could be easily achieved by utilizing well known catalysts. But a certain degree of thermo latency is absolutely critical to fill the mold and wet the fibers appropriately. The green framed area in the attached graph is showing the optimum processing window.
Figure 16: RTM Processing Window

Page 13
Translated into materials used and data for a typical truck roof, as an example the MAN TG-X:
• Large volume components from a single cast • Epoxy matrix mass ca. 35 kg, total roof ca. 64 kg • Use of internal mold release • Reinforced by woven glass fabrics • Non woven glass at the surface • PUR foam core (density 120 kg/m3) • Metal inserts for force transmission • Thickness of composite part 25 mm • Weight reduction vs. Steel ca. 40 kg
Figure 17: Profile, dimensions and application of MAN TGX, source Fritzmeier composite
Resin 05127 / Curing Agent 05443 is Hexion’s newest epoxy system for fast cure, high volume RTM in particular for truck and agricultural applications where larger resin amounts are injected. The cycle time target has been further undercut by 10%.

Page 14
Figure 18: Conversion rate under isothermal conditions at 85°C
Higher chemical conversion rate and as a consequence faster achievement of thermo mechanical strength (e.g. monitored through Shore D hardness) were positive accompanying effects. Unexpected was the further increase in tensile strength.
Figure 18: Shore hardness after demoulding measured at 85 °C

Page 15
Figure 19: Tensile strength and modulus at 25°C As well, better paint adhesion through optimized surface tension was a result of the R&D project. Notably when using internal mold releases, contrary effects have to be reconciled: good release toward the mold surface, good adhesion to the reinforcement and avoiding cleaning and washing steps before the final painting process.
Figure 20: Surface tension after demolding without further treatment or cleaning

Page 16
Figure 21: RTM mold and truck roof while demolding
Outlook in terms of requirements and epoxy resin te chnology deliverables
New growing applications of epoxy glass or carbon fiber reinforced structures will be leaf springs for heavier trucks with improved mechanical and fatigue requirements.
Figure 22: Leaf Spring for 7.5 ton axle load

Page 17
Composite coil springs have been known for a few years. Static mechanical and fatigue performance as well as thermo mechanical (Tg) values are fulfilling all requirements. Now implementation of mass production will take place.
Figure 23: Glassfiber epoxy coil spring model (source Sardou S.A.)
As well car body parts and chassis of passenger cars.
Figure 24: Epoxy CFRP chassis of sports car (source ACE GmbH)
All types of highly stressed shafts such as side- and propeller shafts will remain preferred parts for CFRP.
Figure 25: CFRP side and propeller shafts (source IFC Composite)

Page 18
Extract of Technology Roadmap for Automotive RTM
The following table reflects the trends and development targets during the next 5 years based on own investigations with OEMs and composite part manufacturers.
Table III: Extract from Technology Roadmap “Automotive Composite” (own studies)
To summarize, we see three tendencies, in some cases overlapping. Of course cycle time reduction is the primary target. This not only includes fast gelling and crosslinking. It begins with optimum flow and good wetting, again something we as resin system supplier can influence. Fast cure goes without saying. Yet, all the negative aspects caused by higher exothermicity such as shrinkage which finally would lead to higher mechanical stress and surface defect would not be accepted.

Page 19
Hexion has very recently developed the basic technologies for very fast epoxy cure with reduced exotherm combined with excellent fiber wetting. Based on these inter alia patent pending chemistries, we intend to develop automotive specific solutions. Current development status with respect to RTM cycle times of several kg composite parts is in the range of 4-5 minutes. Further significant reduction is on the horizon. The polymer matrix is not our only focus. Hexion is also providing fiber sizing materials which have significant impact on fiber processing but also on the performance of the fiber reinforced structure. Intensive research and development will further lead to new sizing materials which will contribute to improved mechanical performance and consequently to weight reduction of composites. Another research topic is functionalizing preforms either to accelerate the manufacturing process or to improve the performance with the final target to reduce total costs. To give an example, carbon nano tubes are “tools” which can enhance mechanical performance. Applying CNT in prepreg technology is well manageable but in combination with RTM technology, homogenous distribution of CNT is nearly impossible, in particular with larger composite structures. A technology has been developed to apply CNT via the preform. Laminates, produced according to RTM technology show uniform distribution of particles with no washout effect and not any enrichment of CNT was observed. With this invention CNT could be specifically placed where they bring value to composite design in combination with one of the most efficient manufacturing processes, namely, Resin Transfer Molding. The Technical University of Munich (Carbon Composite Chair) summarized the automotive related composite targets well: “Important research topics for further technology improvement are waste-free manufacturing, short cycle times, improved preform handling, integration of functions, structural, crash and manufacturing simulations and recycling of fibre, resin and whole components.” The cycle time, meant here, are minutes in the lower single digit range. 6)

Page 20
Acknowledgements
The authors thank the companies ACE, BMW, Fritzmeier Composite, IFC Composite, Krauss-Maffei and Dr. Max Sardou for providing insights in form of photos and process descriptions.
References
All Hexion product codes and names, used in this document are EPON™, EPIKOTE™ and EPIKURE™ which are registered trademarks of Hexion Specialty Chemicals, Inc. or an affiliate of Hexion Specialty Chemicals, Inc. 1) Materials Information (2002) retrieved June 18 2010 from University of Cambridge, Department of Engineering website: http://www-materials.eng.cam.ac.uk/mpsite/interactive_charts/spec-spec/IEChart.html 2) Mandell, John F. et. Al, Fatigue of Composite Material for Wind Turbine Blades (2010). Wind Turbine Rotorblades Conference, Essen/Germany 2010 3) Uribe, Paola Epoxidharzsysteme für Automobil- und Luftfahrtanwendungen - Struktur-Eigenschaftsbeziehungen – dissertation 2006, University of Bayreuth, Germany 4) Sardou, Max (2005). Light weight, Low Cost, Composite Coil Springs are a Reality. SAE 2005 World Congress. 5) Bossaerts, Jan. (2010) Selected topics in polymer chemistry and physical chemistry of epoxy systems used for wind energy (2010), Wind Turbine Rotor Blades Seminar at HdT, Essen, Germany 6) Automotive CFRP research outlook from Technical University of Munich, LCC, retrieved June 30, 2010 http://www.lcc.mw.tum.de/en/department/anwendungsgebiete/automotive/