
EPDM very high molecular weight to- New Compounding ... · The apolar character of EPDM, as...
8
ROHSTOFFE UND ANWENDUNGEN RAW MATERIALS AND APPLICATIONS 28 KGK · 06 2019 www.kgk-rubberpoint.de EPDM very high molecular weight to- tal compound loading tensile strength The evaluation of a series of very high molecular weight EPDMs with varying Mooney viscosity (ML), oil content and ethylene content in compounds with 400, 500 and 600 phr loading enabled the optimum design of a unique, very high molecular weight EPDM (Keltan 13561C), which satisfies the special re- quirements for automotive EPDM body seals. Keltan 13561C is produced via “Controlled Long Chain Branching” technology and Keltan ACE™ catalysis. Customer evaluations have shown that i) mixing and extrusion of highly loaded compounds up to 650 phr based on Kel- tan 13561C do not pose any major pro- blems and ii) the potential compound cost savings amount to around 10%. Furthermore the very high molecular weight can be exploited to enhance technical performance, especially tensi- le strength. Auf sehr hochmolekularen EPDM basierende neue „Compounding“- Konzepte - die Entwicklung von Keltan 13561C EPDM sehr hohes Molekulargewicht hoher Füllstoffgehalt Zugfestigkeit Die Bewertung einer Serie von hochmo- lekularen EPDMs mit variabler Mooney Viskosität (ML), Ölgehalt und Ethylen- gehalt in Mischungen mit 400, 500 und 600 phr Füllgrad erlaubt das optimale Design eines einzigartigen, sehr hoch- molekularen EPDM (Keltan 13561C), welches die speziellen Anforderungen für EPDM-Automobilkarosseriedichtun- gen erfüllt. Keltan 13561C wird über die “Controlled Long Chain Branching”- Technologie und Keltan ACE™-Katalyse hergestellt. Kundenbewertungen haben gezeigt, dass a) Mischen und Extrudie- ren der bis zu 650 phr hochgefüllten Mischungen von Keltan 13561C keine größeren Probleme hervorrufen und dass b) das Einsparpotential der Kosten bei ungefähr 10 % liegt. Weiterhin kann die sehr hohe Molekularmasse genutzt werden, um die technische Leistungsfä- higkeit bei gleichem Füllgrad zu verbes- sern, wie speziell die Zugfestigkeit. Figures and Tables: By a kind approval of the authors. Introduction Random ter-polymerization of ethylene, propylene and a non-conjugated diene yields EPDM rubber, which is typically performed in a solution (or slurry) pro- cess using Ziegler Natta or (post-) metal- locene catalysis [1,2,3]. In Table 1 some typical polymer characteristics of EPDM are compared with those of commodity polydiene rubbers, viz. NR, BR, SBR and NBR. The fully saturated polymer main chain of EPDM explains the excellent re- sistance against oxygen, ozone, heat and UV light compared to the polydiene rub- bers with (very) high unsaturation in the main chain. The low amount of unsatu- ration in the side groups of EPDM facili- tates sulfur vulcanization and enhances peroxide curing of EPDM. The apolar character of EPDM, as illustrated by the low solubility parameter, explains the excellent resistance of EPDM against po- lar media and aqueous systems. The low polarity of EPDM results in a high affinity for apolar media though, which results in on the one hand the acceptance of (very) high levels of mineral oil, especially para- phinic and white oils for the purpose of extending the base EPDM rubber and/or plasticizing EPDM compounds, but on the other hand poor oil resistance. Over- all, the excellent resistance against weathering and polar media explains the preference for EPDM over the polydiene rubbers in outdoor and elevated temper- ature applications. In this respect, EPDM is considered as the major technical rubber. In addition, EPDM is renowned for its possibilities for economic compounding, which is explained by its low density and its high acceptance of oil and fillers, which both in their turn can be explained in terms of the molecular structure of EPDM [4]. The very low level of unsatura- tion of EPDM probably explains the rela- tively low density compared to the poly- diene rubbers. This is beneficial for eco- nomical compounding, since rubber products are typically designed in terms of dimensions and thus volume, whereas the price of the raw rubber is based on weight. Next, the polymer backbone of EPDM is highly flexible, i.e. “simply” a saturated polyethylene chain with some small methyl side groups and even less non-conjugated dienes in the main chain. This is witnessed by the low mo- lecular weight between entanglements (Me) and the correspondingly high en- tanglement density (Ne = 1 / 2 Me). Poly- diene rubbers have less flexible polymer chains, due to the high levels of unsatu- ration in the main chain, which prevent free rotation around the C=C bonds, for NR the methyl substituent attached to the main chain for every isoprene mono- meric unit, and for SBR and NBR the presence of bulky phenyl and acryloni- trile, resp., side groups along the polymer chain. The high entanglement density of EPDM probably explains the high accept- ance of plasticizer oil and, consequently, of (non-)reinforcing fillers, while still maintaining compound coherence and vulcanisate performance. EPDM prod- ucts with total compound loadings (total phr) up to 450 phr are well accepted in today’s rubber industry. This makes EPDM again the rubber of choice for eco- nomical compounding, since the price of oil and fillers is below that of the rubber. New Compounding Concepts based on very high Molecular weight EPDM - the Development of Keltan 13561C Authors Martin van Duin, Gosé van Zandvoort, Montse Alvarez Grima, Geleen, The Netherlands Corresponding Author: Martin van Duin HPE Innovation Arlanxeo Elastomers B.V. P.O. Box 185 6160AD Geleen, The Netherlands E-Mail: [email protected] Tel. +31(0)467020853
Transcript of EPDM very high molecular weight to- New Compounding ... · The apolar character of EPDM, as...

ROHSTOFFE UND ANWENDUNGEN RAW MATERIALS AND APPLICATIONS
28 KGK · 06 2019 www.kgk-rubberpoint.de
EPDM very high molecular weight to-tal compound loading tensile strength
The evaluation of a series of very high molecular weight EPDMs with varying Mooney viscosity (ML), oil content and ethylene content in compounds with 400, 500 and 600 phr loading enabled the optimum design of a unique, very high molecular weight EPDM (Keltan 13561C), which satisfies the special re-quirements for automotive EPDM body seals. Keltan 13561C is produced via “Controlled Long Chain Branching” technology and Keltan ACE™ catalysis. Customer evaluations have shown that i) mixing and extrusion of highly loaded compounds up to 650 phr based on Kel-tan 13561C do not pose any major pro-blems and ii) the potential compound cost savings amount to around 10%. Furthermore the very high molecular weight can be exploited to enhance technical performance, especially tensi-le strength.
Auf sehr hochmolekularen EPDM basierende neue „Compounding“- Konzepte - die Entwicklung von Keltan 13561C EPDM sehr hohes Molekulargewicht hoher Füllstoffgehalt Zugfestigkeit
Die Bewertung einer Serie von hochmo-lekularen EPDMs mit variabler Mooney Viskosität (ML), Ölgehalt und Ethylen-gehalt in Mischungen mit 400, 500 und 600 phr Füllgrad erlaubt das optimale Design eines einzigartigen, sehr hoch-molekularen EPDM (Keltan 13561C), welches die speziellen Anforderungen für EPDM-Automobilkarosseriedichtun-gen erfüllt. Keltan 13561C wird über die “Controlled Long Chain Branching”-Technologie und Keltan ACE™-Katalyse hergestellt. Kundenbewertungen haben gezeigt, dass a) Mischen und Extrudie-ren der bis zu 650 phr hochgefüllten Mischungen von Keltan 13561C keine größeren Probleme hervorrufen und dass b) das Einsparpotential der Kosten bei ungefähr 10 % liegt. Weiterhin kann die sehr hohe Molekularmasse genutzt werden, um die technische Leistungsfä-higkeit bei gleichem Füllgrad zu verbes-sern, wie speziell die Zugfestigkeit.
Figures and Tables: By a kind approval of the authors.
IntroductionRandom ter-polymerization of ethylene, propylene and a non-conjugated diene yields EPDM rubber, which is typically performed in a solution (or slurry) pro-cess using Ziegler Natta or (post-) metal-locene catalysis [1,2,3]. In Table 1 some typical polymer characteristics of EPDM are compared with those of commodity polydiene rubbers, viz. NR, BR, SBR and NBR. The fully saturated polymer main chain of EPDM explains the excellent re-sistance against oxygen, ozone, heat and UV light compared to the polydiene rub-bers with (very) high unsaturation in the main chain. The low amount of unsatu-ration in the side groups of EPDM facili-tates sulfur vulcanization and enhances peroxide curing of EPDM. The apolar character of EPDM, as illustrated by the low solubility parameter, explains the excellent resistance of EPDM against po-lar media and aqueous systems. The low polarity of EPDM results in a high affinity for apolar media though, which results in on the one hand the acceptance of (very) high levels of mineral oil, especially para-phinic and white oils for the purpose of extending the base EPDM rubber and/or plasticizing EPDM compounds, but on the other hand poor oil resistance. Over-all, the excellent resistance against weathering and polar media explains the preference for EPDM over the polydiene rubbers in outdoor and elevated temper-ature applications. In this respect, EPDM is considered as the major technical rubber.
In addition, EPDM is renowned for its possibilities for economic compounding, which is explained by its low density and its high acceptance of oil and fillers, which both in their turn can be explained in terms of the molecular structure of EPDM [4]. The very low level of unsatura-tion of EPDM probably explains the rela-tively low density compared to the poly-diene rubbers. This is beneficial for eco-nomical compounding, since rubber products are typically designed in terms of dimensions and thus volume, whereas
the price of the raw rubber is based on weight. Next, the polymer backbone of EPDM is highly flexible, i.e. “simply” a saturated polyethylene chain with some small methyl side groups and even less non-conjugated dienes in the main chain. This is witnessed by the low mo-lecular weight between entanglements (Me) and the correspondingly high en-tanglement density (Ne = 1 / 2 Me). Poly-diene rubbers have less flexible polymer chains, due to the high levels of unsatu-ration in the main chain, which prevent free rotation around the C=C bonds, for NR the methyl substituent attached to the main chain for every isoprene mono-meric unit, and for SBR and NBR the presence of bulky phenyl and acryloni-trile, resp., side groups along the polymer chain. The high entanglement density of EPDM probably explains the high accept-ance of plasticizer oil and, consequently, of (non-)reinforcing fillers, while still maintaining compound coherence and vulcanisate performance. EPDM prod-ucts with total compound loadings (total phr) up to 450 phr are well accepted in today’s rubber industry. This makes EPDM again the rubber of choice for eco-nomical compounding, since the price of oil and fillers is below that of the rubber.
New Compounding Concepts based on very high Molecular weight EPDM - the Development of Keltan 13561C
AuthorsMartin van Duin, Gosé van Zandvoort, Montse Alvarez Grima, Geleen, The Netherlands Corresponding Author:Martin van DuinHPE InnovationArlanxeo Elastomers B.V.P.O. Box 1856160AD Geleen, The NetherlandsE-Mail: [email protected]. +31(0)467020853

ROHSTOFFE UND ANWENDUNGEN RAW MATERIALS AND APPLICATIONS
29KGK · 06 2019www.kgk-rubberpoint.de
In summary, the combination of weath-ering and polar medium resistance with economical compounding has earned EPDM a position as the fourth rubber in terms of global volume and, actually, the number one of the non-tire rubbers.
One of the obvious ways to fully ex-ploit the potential of EPDM for economi-cal compounding is increasing the mo-lecular weight or Mooney viscosity (ML) of the polymer. Fig. 1 shows the depend-ence of the tensile strength (TS) and compression set (CS) at 70°C of EPDMs with varying polymer ML (1+4) @ 125°C as a function of total phr. Clearly, a high-er total phr results in more “dilution” of the polymer with oil and fillers and, thus, in a decreased rubber performance, i.e. a lower TS and a higher CS. A higher poly-mer ML results in more “coherence” of the compound and less loose ends in the elastic network upon crosslinking and, thus, in a better vulcanisate perfor-mance, i.e. a higher TS and a lower CS. Clearly, crystalline EPDMs with a higher ethylene content have better TS but worse CS compared to amorphous EPDMs with a lower ethylene content. In summary, EPDMs with a higher polymer ML facilitate more economical com-pounding with an even higher level of oil and fillers, while maintaining the techni-cal performance. Traditionally, commer-cial EPDM products have ML (1+4) at 125°C up to 90 MU. Production of EPDM polymers with ML higher than 90 MU results in very high solution viscosities and, thus, in all sorts of process limita-tions (reactor homogeneity, pressure for pumping etc.). Higher molecular weight results typically in more fouling of EPDM
solution plants. In principle, this can be solved by reducing the rubber solids con-centration in the solvent, but then the EPDM plant productivity will decrease and the costs will increase. In addition, EPDM products with ML higher than 90 MU can pose problems during rubber mixing (poor acceptance of oil and poor wetting of filler) and processing (too high compound ML and, thus, lower ex-trusion and injection moulding produc-tivities and deteriorated extrusion quali-ty) at rubber compounders and conver-tors.
An approach to by-pass the EPDM product ML limitation at ~90 MU is ex-tension of the EPDM polymer with typi-cally 15 to 100 phr of oil. The production of oil-extended EPDM products enables a lower EPDM solids content during poly-merisation, thus reducing the solution viscosity and avoiding viscosity limita-tions. By adding oil to the EPDM polymer during the production process, EPDM polymers with a polymer ML higher than 90 MU will have a final product ML of 90 MU or below, thus facilitating compound mixing and processing at rubber com-pounders and convertors and, eventually, enabling the potential of improved per-
formance of very high polymer ML pro-ducts. Note that a distinction is made between EPDM polymer ML versus EPDM product ML with the first reflecting ML of the polymer in absence of the oil and the latter the ML of the oil-extended pro-duct, as it is commercially available. For example, the addition of low amounts of extender oil, i.e. 15 to 20 phr, to EPDM polymers with polymer ML up to 120 MU enhances the mixing of the correspon-ding rubber products, as demonstrated for Keltan 6951C and 7752C in sponge applications [6]. Higher levels of exten-der oil allow the application of EPDMs with even higher polymer ML, as for ex-ample Keltan 9565Q with 50 phr oil for NR replacement in dynamic applications such as engine mounts [7] or Keltan 5467C with 75 phr oil and Keltan 5469C with 100 phr oil for the production of thermoplastic vulcanizates [8]. In sum-mary, oil extension enables the use of EPDMs with polymer ML higher than 90 MU, resulting in major improvements in performance. Such EPDMs with (very) high oil levels (≥ 20 phr) are not exploited for economical compounding, because such EPDM products are considered as relatively expensive by the market. It
Fig. 1: Tensile strength (TS) and compression set (CS) at 70°C of vulcanizates based on EPDM rubbers with varying polymer Mooney viscosi-ty ML (1+4) @ 125°C (ranging from 30 to 150 MU) versus total compound loading (data from references); the arrows indicate the direction of TS or CS improvement.
1
1 Comparison of EPDM with polydiene rubbers: typical values for selected polymer characteristics.rubber NR BR* SBR* NBR* EPDM*unsaturation content (mol/kg) 14,7 18,5 10,0 7,5 0,5solubility parameter (J/cm3)0.5 16,6 16,6 17,3 19,3 15,8density (g/mol) 0,92 0,91 0,94 0,98 0,86entanglement molecular weight (g/mol) 3000 2500 6000 2500 1900entanglement density (mmol/kg) 170 200 80 200 260* specific values depend on details of the chemical composition.

ROHSTOFFE UND ANWENDUNGEN RAW MATERIALS AND APPLICATIONS
30 KGK · 06 2019 www.kgk-rubberpoint.de
should be noted though that both the excellent performance and the relatively high price are flip sides of the same coin, i.e. intrinsic to EPDM products with poly-mer ML higher than 90 MU.
The purpose of the Keltan 13561C project was to develop a new EPDM pro-duct with an optimum balance of perfor-mance versus compound costs. The new product should facilitate a total phr much higher than 450 phr for economic-al compounding, while maintaining technical performance. Therefore, a me-dium-ENB-EPDM product was designed with a polymer ML much higher than 100 MU and an extender oil content below 20 phr (Fig. 2). The final ML of this new, oil-extended EPDM should fit with i) the capabilities of the Keltan ACE™ ca-talysis technology as implemented in the Keltan EPDM plants in Changzhou (Chi-na; in operation since 2015) and Geleen (Netherlands) and ii) the mixing and ext-rusion capabilities of rubber compound-ers and convertors with state-of-the-art mixing and extrusion equipment. As the target application we have chosen auto-motive solid seals, since this is a highly cost-driven market where economical compounding is critical and challenging requirements are in place. In this deve-lopment project we have chosen for the
Volkswagen TL52704-B requirements for automotive EPDM body seals [9] with a hardness below 80 Sh A. Emphasis is on a TS higher than 7 MPa and a critical com-pression set according to the Volkswagen protocol (CS VW: 72 hr at 90°C, then coo-ling in the clamps for 3 hr at 23°C and fi-nally measurement after 1 hr relaxation at 23°C) below 60% both measured on the original solid seal. For the actual pro-duct development we have used an in-ternal TS limit of 8 MPa for test parts produced on laboratory scale. The ethyle-ne content of the new, very high molecu-lar weight EPDM was designed at 55 to 60%, i.e. a semi-crystalline grade, to sa-tisfy the combination of TS and CS requi-rements. Finally, the polymers were pro-duced with Controlled Long Chain Bran-ching (CLCB) technology [10]. CLCB of EPDM polymers results in a relatively low solution viscosity during polymerization and relatively low compound viscosities after mixing and, thus, partly compensa-tes for the negative effects of the very high molecular weight. Note that the very high molecular weight of the new polymer can not only be exploited for very high compound loadings and thus economical compounding while main-taining the technical performance, but also for improving the technical perfor-
mance at a given compound composition or for a combination of both.
ExperimentalA series of very high molecular weight 5%-ENB-EPDM polymers (Table 2) was produced in the Keltan pilot plant in Ge-leen (Netherlands) using Keltan ACE™ catalysis and CLCB technology in a solu-tion process. The polymer ML (115 to 150 MU), the oil content (0 to 15 phr) and the ethylene content (53 to 61 wt%) were varied to enable the optimization of the final EPDM product in order to fit the TS and CS requirements at the highest com-pound loading. Samples of two commer-cial, (very) high molecular weight ENB-EPDM products were used as references with polymer ML of 80 and 128 MU (Ta-ble 2). The chemical composition of the EPDM polymers was determined with Fourier Transform Infra-Red spectroscopy (ASTM D 3900A and D 6047). The oil con-tent was determined via acetone extrac-tion and the molecular weight distribu-tion (MWD) with Size Exclusion Chroma-tography with trichlorobenzene as elu-ent (universal calibration). The Mooney viscosity of the (oil-) extended products was measured as ML (1+8) at 150°C with a MV2000 rheometer from Alpha Tech-nologies (ISO 289). In the subsequent two sections, i.e. “discussion” and “final product definition”, comparisons be-tween various EPDM products will be based on the (calculated) polymer ML (1+4) at 125°C. For that purpose, data for ML (1+8) at 150°C have been converted to ML (1+4) at 125°C and a correction have been applied for the presence of oil using empirical, fitted models. The Δδ value, which is a measure for the non-Newtonian viscoelastic behavior of EP-DM polymers and, thus, for the degree of CLCB, has been measured with Dynamic Mechanical Spectrometry (DMS; 125°C; 20% strain). The Δδ parameter is defined as the difference between the loss angle (δ) at frequencies of 10-1 rad/s and 102 rad/s, as derived from frequency sweep plots obtained in a DMS experiment [11].
All these EPDM rubbers were evalua-ted at three different compound loa-dings (Table 3). The starting compound at 400 phr is representative for an auto-motive solid seal. Next, the amounts of carbon black, whiting and plasticizer oil were increased in such a way that the total phr increased via 500 to 600 phr, while the calculated hardness remained constant at 65 ShA. In the end a few ext-ra compounds with 650 and even 700
Fig. 2: Schematic representation of development of very high molecular weight EPDM for economical compounding or improved technical performance.
2
2 Polymer characteristics of (very) high molecular weight reference and pilot plant EPDMs.EPDM rubber ML 80 ref. ML 128 ref. pilot plantcatalysis ACE ZN ACEproduct ML (1+8) @ 150°C (MU) 52 88 62 - 89oil content (phr) 0 0 0 - 15calculated polymer ML (1+4) @ 125°C (MU) 80 128 115 - 150ethylene content (wt%) 48 64 53 - 61ENB content (wt%) 5.2 7.3 4.7 - 5.4molecular weight distribution 3.5 4.2 3.4 - 4.5Δδ (°) 18 14 11 - 17

ROHSTOFFE UND ANWENDUNGEN RAW MATERIALS AND APPLICATIONS
31KGK · 06 2019www.kgk-rubberpoint.de
phr were mixed to validate the optimum design of Keltan 13561C. If an oil-exten-ded EPDM product was used, the amount of oil in the final compound was correc-ted for the oil in the rubber product. A nitrosamine-free sulfur system was used for the vulcanization. All sulfur accelera-tors were from the Rhenogran family, supplied by LANXESS Rhein Chemie Addi-tives, for optimum dispersion. The rubber compounds have been prepared on a GK 1.5E internal mixer (1.5 liter) from Har-burg & Freudenberger in the Polymer Testing laboratories of ARLANXEO in Le-verkusen (Germany). The mixer is equip-ped with PES5 rotors with a thermostati-cally temperature-controlled body using circulating water. Mixing was carried out according to ISO 2393, following a con-ventional mixing protocol with 72% fill factor, 45°C mixer body temperature, 8 bar ram pressure and 50 rpm rotor speed. In the first 30 sec. the rubber polymer was crumbled. Next the compounding ingredients with the exception of the curatives but including 0.3 phr of ele-mental sulfur to prevent “black scorch” were added and mixed for an additional 210 sec. with a sweeping step in bet-ween, giving a total mixing time of 240 sec. Thereafter, the vulcanization system (Table 3: in italic) was added on a tempe-red two-roll mill (20 cm diameter, 50°C and 20 rpm speed). The final dispersion was accomplished by cutting, rolling up and rotating the rolled rubber sheet by 90° through the mill nip three times.
The compound Mooney viscosity (1+4) at 100°C (DIN 53523 part 3) and the Mooney scorch characteristics, such as scorch times t3 and t5, at 125°C (DIN 53523 part 4) were measured on a Mon-santo MDR 2000E Rheometer. Garvey die extrusion was performed according to an ARLANXEO test procedure with a Braben-der extruder with a 19 mm screw diame-ter (L/D=10) at a set temperature of 100°C and a screw speed of 50 rpm. The die has half the size of the one described in ASTM D2230–96. The quality of the carbon black dispersion was assessed with the Dispergrader 1000 NT (Optigra-de) on freshly cut surfaces, prepared with a sharp razor blade (ISO 11345), and via amplitude sweeps (Payne effect measu-rements) on a SIS V50 cone-cone Rubber Process Analyser (Scarabaeus) at 60°C and 1 Hz.
The cure characteristics of the com-pounds, such as scorch time ts2, vulcani-zation time tc90 and maximum torque difference MH – ML = ΔS were determi-
ned with a Monsanto MDR 2000E Rheo-meter at 180°C (DIN 53529 part 3). Test plates (2 and 6 mm thick) were compres-sion moulded at 180 bar and 180°C. The 2 mm test plates, used for tensile and tear measurements, were obtained after curing for tc90 plus 10%, whereas the 6 mm press plates, used for hardness and compression set measurements, were cured for tc90 plus 25%. Evaluation of
the cured compounds focused on the following properties: hardness Shore A (DIN 53505), tensile properties, such as tensile strength (TS), elongation at break and modulus at 100 and 300% elongati-on using a dumbbell #2 (DIN 53504), Delft tear resistance (ISO 34) and com-pression set (CS) for 24 or 72 hours at -25, 23, 70 and 100°C (DIN ISO 815). CS was also measured according to the Volkswa-
3 EPDM compound compositions with 400, 500 and 600 total phr used for evaluation of (very) high molecular weight EPDMs from Table 2.compound 400 phr 500 phr 600 phrmixerEPDM 100 100 100RU Corax N 550 carbon black 120 160 200Omya BSH whiting 80 100 120Sunpar 2280 oil 80 115 150active ZnO 5 5 5stearic acid 1 1 1polyglycol 4000 S 2 2 2sulfur 90/95 Chancel 0,3 0,3 0,32-roll millRhenogran CaO-80 6,9 6,9 6,9Rhenogran TBBS-80 0,5 0,5 0,5Rhenogran MBTS-80 1,3 1,3 1,3Rhenogran ZBEC-70 2 2 2Rhenogran TP-50 2 2 2Rhenogran ZAT-70 0,6 0,6 0,6Rhenogran S-80 0,75 0,75 0,75Vulkalent E/C 0,5 0,5 0,5total phr 403,85 498,85 593,85calculated density (g/ml) 1.28 1.30 1.31
Fig. 3: Typical mixing curves of (very) high molecular weight EPDMs with ML of 80 MU (reference) and ML of 150 (with 15 phr) oil in 400 and 600 phr compounds in 1.5 liter la-boratory internal mixer; note that the curves were shifted over the time axis in such a way that time is zero corresponds to the strong increase in motor power when all ingre-dients have been added and the ram is closed; the “dip” around 75 sec. corresponds to the sweeping step.
3
ROHSTOFFE UND ANWENDUNGEN RAW MATERIALS AND APPLICATIONS
32 KGK · 06 2019 www.kgk-rubberpoint.de
gen protocol with samples either com-pressed for 24 hr at 23°C, followed by measurement after 5 sec. and 1 hr rela-xation at 23°C, or for 72 hr at 90°C, then cooling down in the clamps for 3 hr at 23°C and again followed by measure-ment after 5 sec. and 1 hr relaxation at 23°C. The values after 5 sec. and 1 hr re-laxation are viewed as representative for “snappiness” and sealing performance, respectively. Hardness, tensile properties and tear resistance were also measured at room temperature after hot-air ageing for 7 days at 100°C (DIN 53508). All the test specimens were prepared according to DIN ISO 23529 and the data evaluati-on was done in accordance with DIN 53598.
Results and discussion
CompoundsFirst of all, mixing of the (very) high mo-lecular weight polymers in the 400, 500 and 600 phr compounds did not pose any problems, although it should be noted that mixing was performed in a “small” laboratory mixer of 1.5 liter. Fig. 3 shows some typical mixing curves for the refer-ence EPDM with ML of 80 MU and the 15 phr oil-extended EPDM with polymer ML of 150 MU in 400 and 600 phr com-pounds. Note that the curves were shift-ed over the time axis in such a way that the time is zero corresponds to the strong increase in the motor power when all ingredients have been added and the
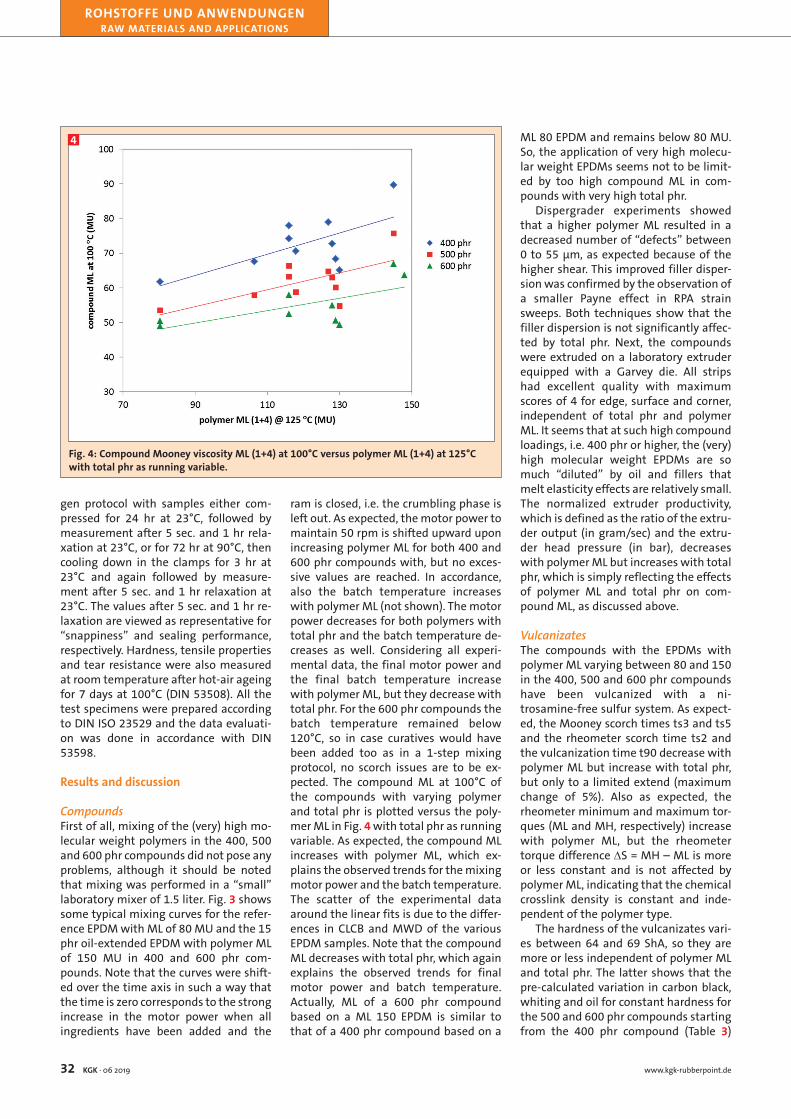
ram is closed, i.e. the crumbling phase is left out. As expected, the motor power to maintain 50 rpm is shifted upward upon increasing polymer ML for both 400 and 600 phr compounds with, but no exces-sive values are reached. In accordance, also the batch temperature increases with polymer ML (not shown). The motor power decreases for both polymers with total phr and the batch temperature de-creases as well. Considering all experi-mental data, the final motor power and the final batch temperature increase with polymer ML, but they decrease with total phr. For the 600 phr compounds the batch temperature remained below 120°C, so in case curatives would have been added too as in a 1-step mixing protocol, no scorch issues are to be ex-pected. The compound ML at 100°C of the compounds with varying polymer and total phr is plotted versus the poly-mer ML in Fig. 4 with total phr as running variable. As expected, the compound ML increases with polymer ML, which ex-plains the observed trends for the mixing motor power and the batch temperature. The scatter of the experimental data around the linear fits is due to the differ-ences in CLCB and MWD of the various EPDM samples. Note that the compound ML decreases with total phr, which again explains the observed trends for final motor power and batch temperature. Actually, ML of a 600 phr compound based on a ML 150 EPDM is similar to that of a 400 phr compound based on a
ML 80 EPDM and remains below 80 MU. So, the application of very high molecu-lar weight EPDMs seems not to be limit-ed by too high compound ML in com-pounds with very high total phr.
Dispergrader experiments showed that a higher polymer ML resulted in a decreased number of “defects” between 0 to 55 µm, as expected because of the higher shear. This improved filler disper-sion was confirmed by the observation of a smaller Payne effect in RPA strain sweeps. Both techniques show that the filler dispersion is not significantly affec-ted by total phr. Next, the compounds were extruded on a laboratory extruder equipped with a Garvey die. All strips had excellent quality with maximum scores of 4 for edge, surface and corner, independent of total phr and polymer ML. It seems that at such high compound loadings, i.e. 400 phr or higher, the (very) high molecular weight EPDMs are so much “diluted” by oil and fillers that melt elasticity effects are relatively small. The normalized extruder productivity, which is defined as the ratio of the extru-der output (in gram/sec) and the extru-der head pressure (in bar), decreases with polymer ML but increases with total phr, which is simply reflecting the effects of polymer ML and total phr on com-pound ML, as discussed above.
VulcanizatesThe compounds with the EPDMs with polymer ML varying between 80 and 150 in the 400, 500 and 600 phr compounds have been vulcanized with a ni-trosamine-free sulfur system. As expect-ed, the Mooney scorch times ts3 and ts5 and the rheometer scorch time ts2 and the vulcanization time t90 decrease with polymer ML but increase with total phr, but only to a limited extend (maximum change of 5%). Also as expected, the rheometer minimum and maximum tor-ques (ML and MH, respectively) increase with polymer ML, but the rheometer torque difference ΔS = MH – ML is more or less constant and is not affected by polymer ML, indicating that the chemical crosslink density is constant and inde-pendent of the polymer type.
The hardness of the vulcanizates vari-es between 64 and 69 ShA, so they are more or less independent of polymer ML and total phr. The latter shows that the pre-calculated variation in carbon black, whiting and oil for constant hardness for the 500 and 600 phr compounds starting from the 400 phr compound (Table 3)
Fig. 4: Compound Mooney viscosity ML (1+4) at 100°C versus polymer ML (1+4) at 125°C with total phr as running variable.
4

ROHSTOFFE UND ANWENDUNGEN RAW MATERIALS AND APPLICATIONS
33KGK · 06 2019www.kgk-rubberpoint.de
was successful. Fig. 5 top shows TS ver-sus polymer ML with the dashed hori-zontal line at 8 MPa indicating the TS target for laboratory test samples. TS in-creases with polymer ML and decreases with total phr. The TS increase with poly-mer ML is probably not just a direct ef-fect of polymer ML, but also an indirect effect because of the increased filler dis-persion (see previous section), thus de-creasing the number of points where failure may occur. The scatter of TS data around the fitted lines is partly due to the normal, relatively large experimental scatter of the TS test but also due to the other differences between the polymers, such as in ethylene content, ENB con-tent, CLCB and MWD. For the 600 phr compound the required TS target of 8 MPa is only achieved for EPDMs with polymer ML above 100 MU. In additional experiments it was shown that an EPDM with a polymer ML of 150 MU still has TS slightly above 8 MPa in a 650 phr com-pound. At 700 phr TS also drops below the 8 MPA TS threshold. The data from Fig. 5 top can be used to calculate the total phr for a particular polymer to reach the 8 MPa TS requirement, as shown in Fig. 5 bottom. For EPDMs with polymer ML of 80, 130 and 150 MU, this boundary is reached at 560, 620 and 655 phr, respectively. This confirms the po-tential for economical compounding and the advantage of developing an EPDM with the highest polymer ML as possible, i.e 150 MU. The elongation at break is independent of polymer ML and decrea-ses somewhat with increasing total phr, but always remains above the Volkswa-gen TL52704-B requirement of 250%. The Delft tear resistance results show similar trends as TS. Finally, the retention of the physical properties after heat ageing for 168 hrs. at 100°C was excellent. Changes in hardness were limited to ≤5%, in TS also ≤5% and in elongation at break ≤3%. These changes are not correlated with polymer ML and total phr and are all within the allowed Volkswagen require-ments [9].
First, the compression sets (CS) mea-sured according to DIN ISO will be dis-cussed, then the CS according to the Volkswagen protocol (CS VW). CS at -25 and 23°C are mainly affected by the vari-ations in the ethylene content, but not by polymer ML. As expected, CS at -25 and 23°C deteriorate with ethylene con-tent, because the EPDM polymers be-come more crystalline. CS at -25 and 23°C are not that much affected by the
compound loading up to 600 phr, al-though a deterioration is noted for the additional samples at 650 and 700 phr. CS at 70 and 100°C deteriorate with in-creasing total phr, but are not affected by the ethylene content (above melting point of crystalline EPDM domains) and polymer ML. CS VW at 23°C and to some extend also at 90°C is mainly affected by total phr and ethylene content, but inde-pendent of polymer ML. Note that the Volkswagen protocol for CS VW at 90°C prescribes cooling of the samples in the clamps for 3 hr at 23°C, which explains why CS VW at 90°C results are still affec-
ted by the ethylene content (variation of crystallinity). Obviously, the CS VW re-sults after 1 hr relaxation are larger than those after 5 sec. All CS VW at 23°C re-sults for the very high molecular weight EPDMs are within the Volkswagen TL52704-B requirements (<35% and <25% for 5 sec. and 1 hr., resp., after load removal). The CS VW test at 90°C (requi-rements: <65% and <60% for 5 sec. and 1 hr., resp., after load removal) is more cri-tical though, because in a way it com-bines the effects of i) viscous flow and heat ageing during compression at 90°C with ii) crystallization during cooling in
Fig. 5: Tensile strength versus: top: polymer ML (1+4) at 125°C with total phr as running variable; bottom: total phr with polymer ML (1+4) @ 125°C as running variable; dotted li-nes at 8 MPa indicate development target for tensile strength.
5
4 Product specifications of the new, very high molecular weight Keltan® 13561C.characteristic unit Keltan® 13561 C test methodML (1+8) 150°C MU 92 ISO 289ethylene content wt% 56 ASTM D 3900Ater-monomer- type- content
-wt%
ENB5.5
ASTM D 6047
molecular weight distribution CLCB ARLANXEOoil content phr 15 ARLANXEOvolatiles wt% <0.5 ARLANXEO

ROHSTOFFE UND ANWENDUNGEN RAW MATERIALS AND APPLICATIONS
34 KGK · 06 2019 www.kgk-rubberpoint.de
the clamps at 23°C. At an ethylene con-tent above 58% the Volkswagen TL52704-B requirement for CS VW at 90°C and 1 hr relaxation of 60% is not satisfied any-more.
Final product definitionThe results of the experimental studies discussed above enabled us to identify the ideal structure of the new, very high molecular weight EPDM for an optimum performance/compound costs balance. For detailed product specifications of the new Keltan 13561C see Table 4. In the end, a combination of an EPDM product ML (1+8) at 150°C of 92 MU and 15 phr extender oil was chosen, because the small amount of oil facilitates the mixing of the very high molecular weight EPDM. The small extra costs due to the presence of this small amount of extender oil are compensated by the fact that the poly-mer ML (1+4) at 125°C of 150 MU allows
for even higher compound loading com-pared to an EPDM product without oil but an ML of just 130 MU. The very high degree of CLCB also enhances the mixing of the very high molecular weight EPDM and results in a reduction of the com-pound ML, which facilitates extrusion. Because of CLCB the MWD is not too broad but “just” medium, thus providing the best balance between i) performance during compound mixing and processing and ii) the properties of the rubber vul-canisate in the final application. The ENB content of 5.5 wt. % is sufficient for effi-cient sulfur vulcanization, even in com-pounds with very high total phr up to 650 phr. Finally, the choice of the opti-mum ethylene content was determined by the combination of the TS and the most critical CS VW (compression at 90°C, 3 hr relaxation in clamp at 23°C and measurement after 1 hour relaxa-tion) requirements. Fig. 6 shows a plot of
TS versus CS VW 90°C/1 hr for three dif-ferent EPDM products. The grey-shaded area indicates the target area as defined by the requirements of TS higher than 8 MPa and CS VW at 90°C/1 hour smaller than 60%. For the amorphous reference EPDM with 48 wt. % ethylene and poly-mer ML of 80 MU, TS shows a good, line-ar correlation with CS with TS decreasing and CS VW increasing with total loading, as expected. The fitted line crosses the TS threshold of 8 MPa, indicating that this amorphous polymer with “just” a polymer ML of 80 MU has insufficient strength. In contrast, the TS/CS VW line for the crystalline reference EPDM with 64 wt. % ethylene and polymer ML of 128 MU crosses the CS VW boundary of 60%, indicating that this crystalline, high ML polymer is too crystalline for having sufficient elastic sealing perfor-mance. However, a very high molecular weight polymer with polymer ML 150 and 58 wt. % ethylene “leaves” the TS/CS VW target area precisely in the right bot-tom corner, thus enabling the highest compound loading while still meeting both TS and CS VW requirements. It is noted that the ethylene content finally chosen for Keltan 13561C is 56%, which is on the safe side of the critical value of 58 wt% as determined in the previous section to allow for typical variations in the ethylene content of commercial products.
The current coding of commercial Keltan EPDM products is based on a four digit system with optionally an additio-nal letter. The four digits represent res-pectively the product ML (1+4) @ 125°C, the ENB content, the ethylene content and the oil content. For example, Keltan 4869C is an EPDM product with ML 48 MU, 8.7 wt. % ENB, 62 wt. % ethylene and 100 phr of oil produced via ACE ca-talysis. The new, very high molecular weight EPDM product developed in this project is commercially available today as Keltan 13561C. The uniqueness of this new, very high molecular weight product is reflected, in a way, by the need of a new coding system based on five digits with the first two digits now representing the product ML (1+4) @ 125°C, i.e. 130 MU, which corresponds to ML (1+8) @ 150°C of 92 MU (Table 4). This new product was successfully pro-duced using Keltan ACETM catalysis in the Changzhou (China) and Geleen (Netherlands) plants and has been re-ceived very well by the rubber industry. Customers are not only interested in the
Fig. 6: Cartoon of tensile strength (TS) versus compression set Volkswagen (CS VW) at 90°C/1 hr relaxation for two reference EPDMs with polymer ML 80 and 128 MU and a very high molecular weight EPDM with ML 150 MU; the grey-shaded area indicates the target area for Volkswagen TL52704-B with TS for test plate higher than 8 MPa and CS VW smaller than 60%.
6
Fig. 7: Different ways of exploiting the very high molecular weight of the recently develo-ped, very high molecu-lar weight Keltan® 13561C.
7

ROHSTOFFE UND ANWENDUNGEN RAW MATERIALS AND APPLICATIONS
35KGK · 06 2019www.kgk-rubberpoint.de
obvious potential of compound cost re-duction (typically around 10%, depen-ding on the composition of the original compound), but also in the possibility to exploit the very high molecular weight for improved performance, for example increased TS (Fig. 7). Usually, mixing and processing of this very high molecular weight EPDM does not pose any prob-lems. If such problems should occur, blends of Keltan 13561C with lower ML EPDMs such as Keltan 855°C or 857°C could be used.
Finally, Fig. 8 shows a plot of the Zieg-ler Natta ethylene content versus poly-mer ML (1+4) @ 125°C for a large variety of commercial, very high molecular weight EPDM products with a polymer ML above 70 MU and an oil content below 20 phr, produced by ARLANXEO and other EPDM producers. The latter boundaries limit the selection to those commercial EPDM products that truly al-low economical compounding. i.e. EPDM products with a polymer ML below 70 MU and/or with an oil content above 20 phr have been excluded. It is noted that all ethylene contents have been conver-ted to wt. % ethylene Ziegler Natta in order to i) match a definition of: wt. % ethylene + wt. % propylene + wt. % diene = 100 wt. % and ii) correct for the effect of ethylene sequencing on crystallinity as a result of the use of different catalyst systems (Ziegler Natta, metallocene and ACE post-metallocene). It is also noted that all Mooney viscosities of all (oil-ex-tended) EPDM products have been con-verted to polymer ML (1+4) @ 125°C by correcting for i) possible different measu-rement conditions, for example ML (1+8) @ 150°C, and/or ii) for the presence of oil. For the sake of simplicity it was assu-med that in the low-oil range 1 phr of oil corresponds to 2 MU. Anyway, Fig. 8 shows quite a scatter of the selected commercial products over the ethylene content/polymer ML “landscape”. The new, very high molecular weight EPDM Keltan 13561C is positioned on the very right side of this “landscape”, confirming again the uniqueness of the product in the way that it is the best candidate for economical compounding. Because of the successes of both the production of Keltan 13561C in the Changzhou and Geleen plants using ACE catalysis and its commercial market introduction, other very high molecular weight Keltan EPDMs are currently being developed both with lower and higher ethylene contents, i.e. more amorphous and crys-
talline EPDM products, respectively, as indicated by the arrows in Fig. 8.
ConclusionsThe new, very high molecular weight Keltan 13561C is produced via Keltan ACETM catalysis in the EPDM plants in Changzhou (China) and Geleen (Nether-lands). This new polymer has been de-signed in such a way that it fulfills the Volkswagen TL52704-B requirements for automotive EPDM body seals with a hardness below 80 Sh A in compound loadings up to 650 phr. Customer evalua-tions have shown that the mixing and extrusion of such highly loaded com-pounds based on Keltan 13561C do not pose any major problems and potential compound cost savings amount to around 10%. The very high molecular weight of Keltan 13561C can not only be exploited for economical compounding while maintaining technical perfor-mance, but also for improved technical performance, especially TS, at the same compound loading.
AcknowledgementsWe would like to acknowledge the Kel-tan pilot plant team in Geleen (Nether-lands) for providing samples of various very-high molecular weight EPDM prod-ucts, the Polymer Testing group in K10 Leverkusen (Germany) for performing all the mixing and testing and the Keltan plant team in Changzhou (China) for the commercial production of Keltan 13561C. Finally, we would like to thank all customers that have evaluated
Keltan 13561C DE and have provided useful feedback, especially HEXPOL Compounding in Eupen (Belgium).
References[1] “The Vanderbilt Rubber Handbook”, R.F. Ohm
(Ed.), R.T. Vanderbilt Company Inc., Norwalk (1990), 13th ed., 123.
[2] W. Hofmann, “Rubber Technology Hand-book”, Hanser Publishers, Munich (1989), ch. 3.3.8.
[3] J.A. Brydson, “Rubbery Materials and their Compounds”, Elsevier, London (1988), ch. 7.
[4] M. van Duin, “EPDM: Back to basics”, presen-ted during 11th Kautschuk Herbst Kolloqui-um (2014) Hannover.
[5] “Survey of Properties”, Keltan technical bro-chure (1987).
[6] G. Choonoo, M. Dees and P. Hough, “Kel-tan 6251A, a versatile sponge grade com-bining easy processing with excellent phy-sical properties”, presented during ACS Rubber Division, 180th Technical meeting (2011) in Cleveland.
[7] J. Beelen et al., Rubber Fibres Plastics Intern. 11 (2016) 176.
[8] Joe Qiu et al., “Development of TPV products based on high quality EPDM products with enhanced sustainability”, presented during Thermoplastic Elastomers World Summit (2017) in Philadelphia.
[9] Volkswagen Aktiengesellschaft, group standard TL52704 for EPDM body seals, B version for hardness below 80 ShA, issue 2012-10.
[10] H.J.H. Beelen, Kautsch. Gummi Kunstst. 52, 406 (1999).
[11] H.C. Booij, Kautsch. Gummi Kunstst. 44 (1991) 128.
8
Fig. 8: Plot of Ziegler Natta ethylene content versus polymer ML (1+4) @ 125°C (for defini-tions and corrections see text) for a large variety of commercial, (very) high molecular weight EPDM products with polymer ML larger than 70 MU and oil content below 20 phr.
polymer ML (1+4) @ 125°C (MU)
Zieg
ler N
atta
eth
ylen
e co
nten
t (w
t%) 75
70
65
60
55
50
45
4070 80 90 100 110 120 130 140 150 160
competitor
Keltan
K13561C



![EPDM Green EPDM Compounds[1] Compounding€¦ · isotridecyl stearate Loxiol G40 EmeryOleo 466 0.86 -5 16.6 1 ethylhexyl oleate Tudalen TP 130B Hansen+Rosenthal 394 0.87 0 16.6 0.64](https://static.fdocuments.in/doc/165x107/60627862902ff021ac1ee322/epdm-green-epdm-compounds1-compounding-isotridecyl-stearate-loxiol-g40-emeryoleo.jpg)













