Environmental Monitoring – What Makes for an Effective ...wifoodprotection.org/docs/Environmental...
63
Environmental Monitoring – What Makes for an Effective Plan - Workshop Session 3: Presumptuous Assumptions: Why GMP audits, HACCP Verification audits and finished product testing do not guarantee microbiological food safe By: Jeffrey L. Kornacki, Ph.D. President and Senior Technical Director Kornacki Microbiology Solutions, Inc. www.kornackifoodsafety.com Adjunct Assistant Professor, Food Science Department, UGA WDATCP Training, Wisconsin Dells September 16, 2014 No Electronic copies please
Transcript of Environmental Monitoring – What Makes for an Effective ...wifoodprotection.org/docs/Environmental...

Environmental Monitoring – What Makes for an Effective Plan - Workshop
Session 3: Presumptuous Assumptions: Why GMP audits, HACCP Verification audits and finished product testing do not
guarantee microbiological food safe
By:Jeffrey L. Kornacki, Ph.D.
President and Senior Technical DirectorKornacki Microbiology Solutions, Inc.
www.kornackifoodsafety.comAdjunct Assistant Professor, Food Science Department, UGA
WDATCP Training, Wisconsin DellsSeptember 16, 2014
No Electronic copies please

Why Are We Here?

Illness / death48 million cases, 128,000 hospitalizations,
3000 deaths per year1,2,3
Recalls-public exposure & lost market share Lawsuits -stricken individuals / class
action Lawsuits-shorted customers
Why Do We Care About Food Safety?
1www.cdc.gov/foodborneburden December 2010
2Scallan, E., R.M. Hoekstra, F.J. Angulo, R.V. Tauxe, M-A. Widdowson, S.L. Roy, et al. 2011. Foodborne illness acquired in the United States—major pathogens. Emerg Infect Dis. 2011 Jan; [Epub ahead of print]
3Scallan, E., R.M. Hoekstra, F.J. Angulo, R.V. Tauxe, M-A. Widdowson, S.L. Roy, et al. 2011. Foodborne illness acquired in the United States—major pathogens. Emerg Infect Dis. 2011 Jan; [Epub ahead of print]

Microbiological Risks -Food Safety (continued)
Down time until contamination sites determined and eliminated and food safety system overhauled
Costs of repairs / modifications Costs to remanufacture product Insurance coverage
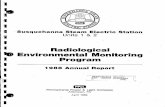
What About Finished Product Testing to Guarantee Food Safety?
Test Number Needed to Detect One or M ore Positives per LotPercent positives Number of analytical units to be tested (n)% P o s itive 90 % c o n fid e n ce 95 % c o n fid e n ce 99 % c o n fid e n ce
100 3 4 4
10 23 30 46
1 230 299 461
0 .1 2 ,303 2 ,996 4 ,605
0 .01 23 ,026 29 ,963 46 ,052
A dap ted :C om p end ium o f M e th ods fo r the M ic rob io log ica l E xam ina tion o f F oods 3 rd ed .

What About GMP Audits to Guarantee Food Safety?
Elements of Good Manufacturing Practices Buildings & Grounds Equipment Controls/Maintenance Pest Control Programs Employee Practices (hygiene) Operational Practices/Procedures General - aisle space, FIFO, etc. Raw materials Processing Packaging Storage and distribution Sanitation, Cleaning and Housekeeping Temperature Control Methods

GMP AuditsTwo True Stories
Case 1: 95% GMP score and Failed R/A
Case 2: “Excellent” rating on GMP audit and failed R/A
An investigational approach

HACCP
Sanitation Standard Operating Procedures
Good Manufacturing Practices (GMPs)
Laws and Regulations
What about HACCP?HACCP the pinnacle of the food safety pyramid?

GMP’s Considered Pre-Requisites to HACCPWhy not just do a HACCP Verification
Audit?
Tomato example
Countless examples of how microbial contamination has evaded HACCP (stay tuned)

What About HACCP Verification Audits?“… cross contamination ...was mentioned as the
most important factor relating to the presence of pathogens in prepared foods”1
Environmental contamination is the principle source of contamination of processed foods
It is from the post-processing (post-CCPm) environment2
1Riej, et al. 2005. Recontamination as a source of pathogens in processed foods-A literature review. ILSI. Quoting, Rocourt, J., et al. 2003. Present state of foodborne disease in OECD countries. WHO, Food Safety Department, Geneva.
2Kornacki, J. L. 2009. The missing element in microbiological food safety inspection approaches, Part I. Food Safety Magazine. February / March.
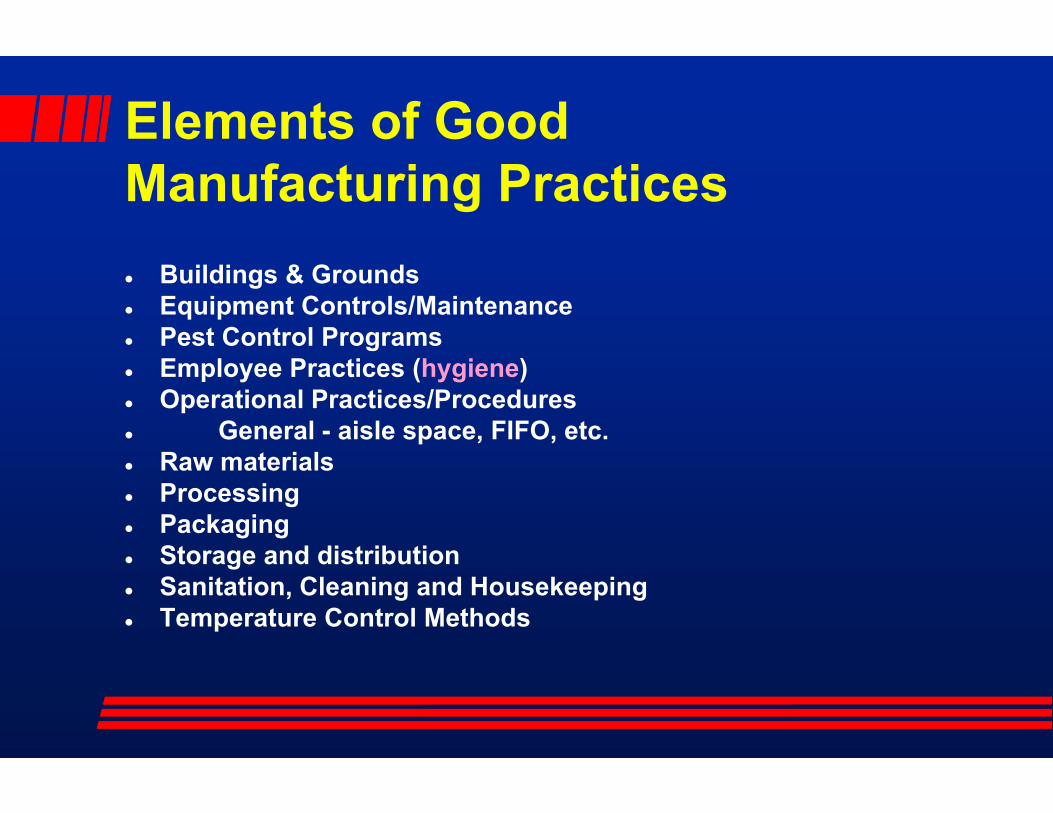
Examples of Outbreaks Attributed to Environmental Contamination
Ice Cream S. Enteritidis Pasteurized ice cream mix in tanker truck previously used for transporting raw liquid eggs
Hennessy et al. (1996)
Infant formulae S. Eealing Contamination from the processing environment, insulation material of the drying tower Rowe et al. (1987)
Soft cheese S. Berta Cheese ripening in buckets previously used for chicken carcasses Ellis et al. (1998)
Cooked sliced ham S.Typhimurium Cooked ham placed into containers previously used for curing raw pork Llewellyn et al.
(1998)
Chocolate S. Napoli Possibly contaminated water used in double-walled pipes, tanks, Gill et al. (1983)
Chocolate S. Eastbourne Contamination from the processing environment Craven et al. (1975)
Butter S. Eastbourne Contamination from the processing environment Lyytikainen et al.(2000)
Hot dogs L. monocytogenes Contamination from the processing environment Anonymous (1999)
Canned salmon C. botulinum Contamination from the processing environment, cooling waterAnonymous (1984);Stersky et al. (1980)
Lasagna S. aureus Growth of S. aureus in the processing equipment, improper cleaningWoolaway et al.(1986);Aureli et al.(1987)
Product Pathogen Comment Reference

Examples of Outbreaks Attributed to Environmental Contamination continued
Different foods E. coli O157:H7 Contaminated meat grinder and equipment at retail level Banatvala et al. (1996)
Chocolate milk Y. enterocolitica Probably during manual mixing of pasteurization milk and chocolate or contaminated chocolate syrup Black et al. (1978)
Canned meat S. Typhi Use of non-potable water for can cooling Ash et al. (1964); Stersky et al. (1980)
Crabmeat S. aureus Contamination during manual picking of cooked meat Bryan (1980)
Canned mushrooms S. aureus Possible growth of S. aureus in the brine bath before canning
Hardt-English et al. (1990)
Flavored Yogurt E. Coli O157:H7 Pump previously used for raw milk Morgan et al. (1993)
Pastry S. Enteritidis PT4
Equipment previously used for raw eggs or insufficiently cleaned piping and nozzles used for cream
Evans et al. (1996)
Yeasts S. Műnchen Contamination from the processing environment Joseph et al. (1991
Pasteurized milk S. Typhimurium Possibly cross-connection between raw and pasteurized milk
Lecos (1986)
Pasteurized milk E. coli O157:H7 Contamination from pipes and rubber seals of the bottling
Upton & Coia (1994)
Mexican type cheese
L. monocytogenes
Contamination from the processing environment Linnan et al. (1988)
Product Pathogen Comment Reference
Behling, et al. 2010. Selected pathogens of concern to industrial food processors: Infectious, toxigenic, toxico-infectious, selected emerging pathogenic bacteria. In, J. L. Kornacki (Ed.), Principles of Microbiological Troubleshooting in the Industrial Food Processing Environment. Springer, New York. Pp. 5-78.

What About HACCP Verification Audits?
HACCPSanitationSOPsGMPsLaws

If GMP and HACCP Audits and Testing Are not Enough - What Is?Comprehensive Food Safety System Review
combined with an in factory walk-through risk assessment with environmental sampling
But before we get there, what are some other assumptions that get us in trouble?

A Few Presumptuous AssumptionsA microbial contamination CANNOT occur from that
source because …
There is (are) a gasket(s) to prevent product contamination
- The product cannot support microbial growth (dry, frozen, low pH)
- It (piece of equipment) has been CIP’d
- It (pieced) has been cleaned by hand
- It’s (product) received a lethal treatment
- I monitor my Zone 3 and 4 areas and control them so Zone 2 and 1 cannot possibly be contaminated and need not be sampled
- It has never happened before therefore it cannot happen here
“Most impediments to scientific understanding are conceptual locks, not factual links....”
-Stephen J. Gould- Bully for the Brontosaurus
Quoted from: Ryan, F. 1997. The aggressive symbiont, Chapter 16. In, Virus X: Tracking the new killer plagues. Little, Brown and Company. New York.

Conceptual Locks
“The Cow Path” -
“A moral lesson this might teach Were I ordained and called to preach. For men are prone to go it blind
Along the calf paths of the mind;And work away from sun to sunTo do what other men have done”
Author Unknown

Some Conceptual Locks: There is (are) a gasket(s) to prevent product contamination
Post – CCP Sources of Contamination

Assumption:
“The Product’s ….(Water Activity/pH/Temperature) Cannot Support Growth Therefore It is Safe”

Approximate Minimum aw for Growth of Certain Groups of Microorganisms Important in Foods
Most spoilage bacteria 0.90-0.91 Most yeasts 0.87-0.94Bacillus cereus 0.95 Osmophilic yeasts 0.60-0.78Clostridium botulinum 0.90-0.98 Most molds 0.70-0.80
Type A 0.95 Xerophilic molds 0.60-0.70Type B 0.94 Aspergillus 0.68-0.88Type E 0.97 A. flavus 0.80-0.90
Enterobacter 0.95-0.98 Fusarium 0.80-0.92Escherichia coli 0.94-0.97 Saccharomyces rouxii 0.62-0.81Salmonella 0.93-0.96Staphylococcus aureus 0.84-0.92Vibrio parahaemolyticus 0.93-0.98Halophilic bacteria 0.75
Adapted from Banwart, 1979

Selected Outbreaks or Isolations from Products with Low Water Activity (aw) or Other Conditions (e.g. Freezing or pH)
that Cannot Support Microbial Growth
Peanut Butter and Salmonella- low aw -2007Puffed rice and corn snack and Salmonella – low aw -2007Infant formula –low aw -Enterobacter sakazakii (2002; evidence
goes back to the late 1940’s)Cereal and Salmonella - low aw – 1998, 2008Orange juice and Salmonella - low pH- 1995Ice Cream and Salmonella – low temperature - 1994Apple cider – low pH- Salmonella (1974); E. coli 157:H7 – 1980
(Canada); 1996 (US)Ice Cream recalls - low temperature - Listeria monocytogenes
(numerous)Non-fat dry milk and Salmonella (1993 and others)

“It’s Never Happened Before” …But It Will Happen AgainEscherichia coli O157:H7 before 1982
Listeria monocytogenes in foods before 1981
E. coli foodborne gastroenteritis before 1971
Vibrio parahemolyticus food poisoning before 1951 – T. Fujino of Japan
C. perfringens from food – 1945 (McClung)
Yersinia enterocolitica gastroenteritis before 1939 (Schleifstein and Coleman)
B. cereus food poisoning before 1906
Staphylococcus aureus and food poisoning before 1894 (T. Deny’s)
C. botulinum before 1896 – Van Ermengem (Sausage poisoning recognized in 1820)
Salmonella before 1888 (Gaertner, DE from meat 57 cases)
Any microbe before 1860’s (Pasteur’s “Germ Theory”)
“Etiology unknown” (82 % of foodborne illnesses)
What About the Future?Have we found all the pathogenic microorganisms?
Mycobacterium paratuberculosis – Crohne’s disease?
Arcobacter spp. (butzlerii)
What about those enterics from enteral feed tube illnesses?
(Viruses)

It’s Been CIP’d

Its Been Manually Cleaned

It’s Received A Lethal TreatmentRetorted Potatoes
Coliforms in Clostridi-cidal treated fluid after aseptic filling
Several occasions
through the can
from the crimpers

Its Received a Lethal Process (cont.)What about “commercial sterility” in the canning industry?
Mycotoxins: Tomato paste and mold
Staphylococcal enterotoxins (D250oF value ~ 20 minutes-David, et al, 1996 page 185); Chinese mushrooms (http://www.cdc.gov/mmwR/preview/mmwrhtml/00001410.htm); see also Brunner and Wong, 1992)
Some rare but unusually heat resistant strains of B. cereus (Bradshaw, et al, 1975)-Isolated from under-processed soup (D250
oF=2.38 min z=7.9oC in phosphate buffer)
Unusually heat resistant strains of C. perfringens (Adams, 1973; Bradshaw, 1977)
Adams. 1973. Inactivation of Clostridium perfringens type A spores at ultrahigh temperatures. Appl. Microbiol. 26(3):282-287.
Bradshaw, J. G., J. T. Peeler, and R. M. Twedt. 1975. Heat resistance of ileal loop reactive Bacillus cereus strains isolated from commercially canned food. Appl. Microbiol. 30 (6): 943-945.
Bradshaw, J. G., J. T. Peeler, and R. M. Twedt. 1977. Thermal inactivation of ileal loop-reactive Clostridium perfringenstype A strains in phosphate buffer and beef gravy. Appl. Environ. Microbiol. 34(3):280-284.
Brunner, K. G. and A. C. L. Wong. 1992. Staphylococcus aureus growth and enterotoxin production in mushrooms. J. Food Sci. 57(3):700-703.
David, J. R. D., R. H. Graves, and V. R. Carlson. 1996. Aseptic Processing and Packaging of Food: An Industry Perspective. CRC Press, Boca Raton, FL.

Zone 3 and 4 Controls Adequate for Zone 2 and 1 control
An Example from ArcheryWhen do I tackle the Archer?How old is my plant?How perfect is my equipment designHow adequate is my cleaning and sanitation?
How do I know? Validation and documented breakpoints
*For further discussion see: Kornacki, J. L. 2009. The missing element in microbiological food safety inspection approaches, Part 2. Food Safety Magazine. April / May.
Key Elements of a Food Safety System
1. Raw materials and ingredients2. Control of the factory environment3. Worker hygiene4. Process control5. Procedures for dealing with finished
product6. Document control policies

1. Raw Materials and Ingredients
A. Policies for auditing suppliers ( e.g. GMPs, HACCP, risk assessments, risk ranking of ingredients and suppliers)Supplier risk assessment “walk-through “ with high risk and low risk suppliers – It is easy to be deceived!
B. Proper criteria for ingredients (e.g. identity of ingredient,contaminant / analyte of concern, analytical method, sampling plan, appropriate limits).
C. Policy on Certificates Of Analysis (COAs) on sensitive ingredients
D. Spot checking suppliers- It is easy to cheat with tests and COAs!

Intrinsic vs Extrinsic Factor Assessment of Suppliers (Correlation with RA Audit)
GMP or Environmental Score (e.g. Incidence of a pathogen or indicator)
2. Control of the Factory EnvironmentA. Risk Assessment Walk through with samplingB. Review of Cleaning and Sanitation SOPsC. Monitoring cleaning procedures, training
of employeesD. Appropriate monitoring of pest control program
(can be done during walk through) E. Microbiological monitoring, sampling
procedures (pre-operationalsampling, others) (trending-*Pivot tables)
F. Preventative maintenance programG. Responses to major maintenance/constructionH. Responses to roof leaks and drain backups
*Eifert, J.D. and Arritt, F.M. 2002. Evaluating environmental sampling data and sampling plans. Dairy, Food Env. Sanit. 22(5): 333-339
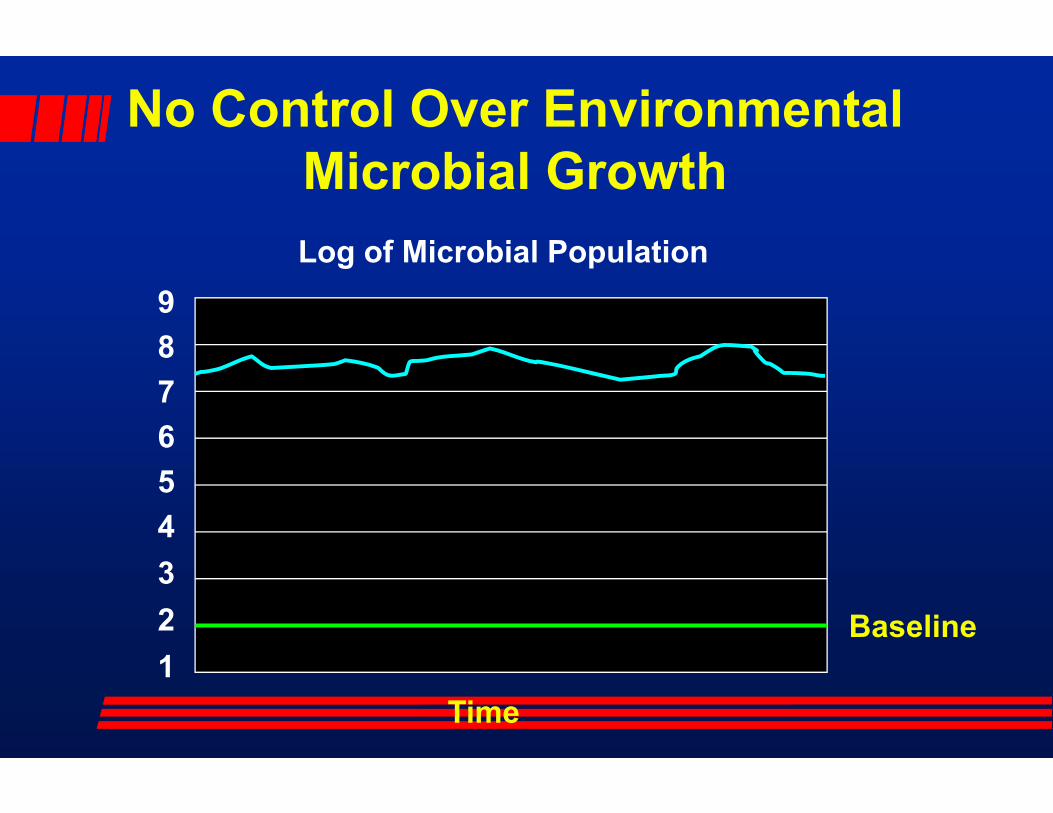
No Control Over Environmental Microbial Growth
987654321
Time
Baseline
Log of Microbial Population

Ineffective Cleaning and Sanitizing
987654321
Time
Baseline
Log of Microbial Population

Sporadic Reduction of Environmental Microbial Populations
987654321
Time
Baseline
Log of Microbial Population

Control of Environmental Microbial Growth Through Cleaning and Sanitizing
987654321
Time
Baseline
Log of Microbial Population
Do Not Copy

3. Worker Hygiene GMP TrainingCheck documentation of training
Renew training
Create incentives for keeping current with regard to training in food safety and GMPs
4. Process control
Properly written HACCP plan for each product type

Elements of HACCP Hazard Analysis and ID Preventatives ID Critical Control Points (CCPs) Establish Critical Limits (CL) / Validation Monitoring CCPs - Requirements Corrective Actions for CL Deviations Establish Record Keeping System Establish Verification Procedures

5. Procedures for Dealing With Finished Product
Mock recall and recovery programwith an appropriate frequency and timing
Companies need to give some thought as to how to “start up” again after being “shut down”

Risk Assessment “Walk-Through” – Approached as an Investigation

Line Specific Risk Assessment: Use of Indicators
Kornacki, J. L. 2014. An environmental sampling approach to product risk assessment. Food Safety Magazine. February/March issue.

Relationship of Selected Microbiological Tests/Organisms
Enterobacteriaceae
APC
ColiformsSalmonellaHTEB
Bacillus spp.
B. cereus
HQAMOX
Listeria spp.
LM

Variables Affecting Likely Contamination From the Processing Environment
“The probability of product contamination from the environment is dependent upon a number of variables…”
1. Proximity of microbial growth niches to the product stream
2. No. of niches in the factory3. Spatial relationships of niches and product stream4. Microbial population in niches5. Degree of niche disruption during operations6. Exposure of the product stream to the environment
Gabis, D. A. and R. E. Faust. 1988. Controlling microbial growth in the food-processing environment. Food Technol. Dec. pp. 81-82.; 89.
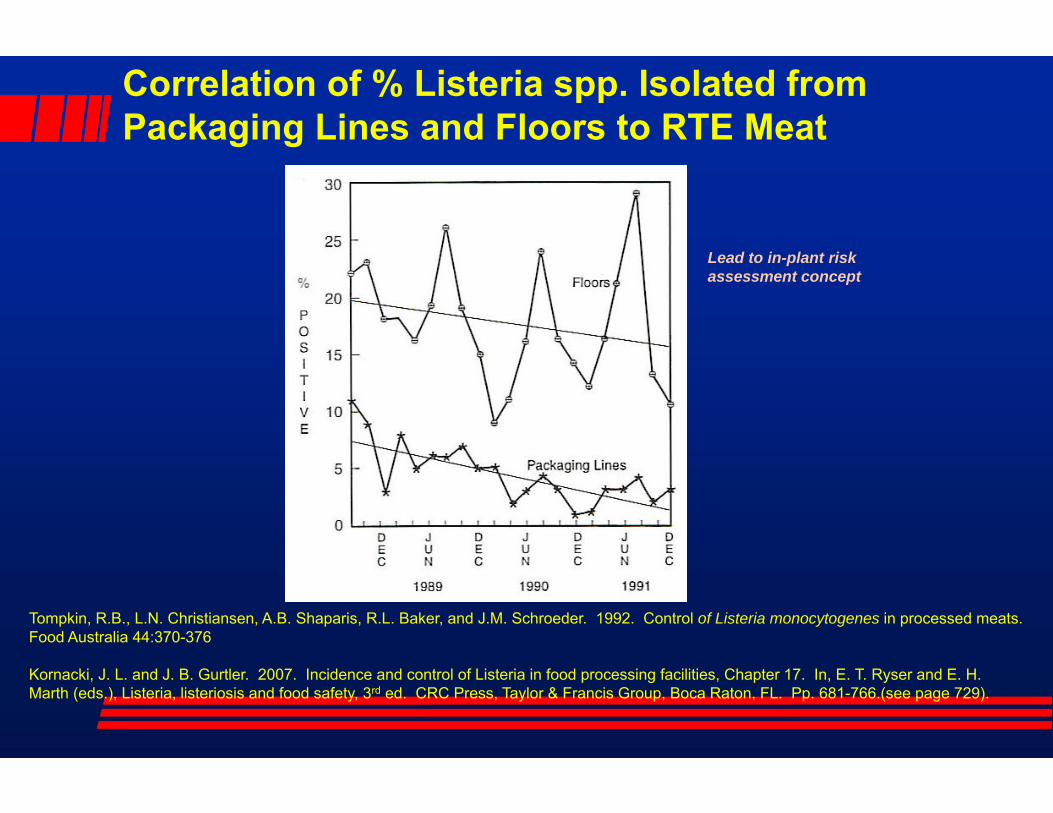
Correlation of % Listeria spp. Isolated from Packaging Lines and Floors to RTE Meat
Tompkin, R.B., L.N. Christiansen, A.B. Shaparis, R.L. Baker, and J.M. Schroeder. 1992. Control of Listeria monocytogenes in processed meats. Food Australia 44:370-376
Kornacki, J. L. and J. B. Gurtler. 2007. Incidence and control of Listeria in food processing facilities, Chapter 17. In, E. T. Ryser and E. H. Marth (eds.), Listeria, listeriosis and food safety, 3rd ed. CRC Press, Taylor & Francis Group, Boca Raton, FL. Pp. 681-766.(see page 729).
Lead to in-plant risk assessment concept

Correlations of % Environmental to % Finished Product Contamination
Smoked fish plant: Correlation of environmental L. monocytogenes to finished product (p<0.0001)
Thimothe et al. 2004. Tracking of Listeria monocytogenes in smoked fish
processing plants. J. Food Prot. 67(2):328-341.

Generalized Risk Assessment Matrix
Kornacki, J. L. 2014. An environmental sampling approach to product risk assessment. Food Safety Magazine. February/March issue.
Food Contamination Investigation – Approaches (Cont.)
Walk-through, understand the process, pre-selection of sampling sites (“Risk Assessment-walk through”)
Taking samples (often expanded; Op, Post-Op, Pre-op)
Evaluation data
Further sampling if necessary
Re-validation of CCPs (if corrective actions fail or if CCP’s not certain to destroy pathogens)

High, Medium and Indirect Risks
High risk - as an area or practice which may directly contaminate the product, either continually or intermittently (in a direct measureable manner)
Medium risk - similar to “high risk”, but mitigating factors (such as further heat processing) may reduce risk by and undetermined amount
Indirect risk - any situation or condition (such as standing water) which potentially may contaminate product under certain conditions

Food(soil)
Water Time
Microbial Growth Requirements

The risk of post-process contamination is increased if
the product is not biocidally treated in the end-use container
High numbers usually required
1 x 107 cells per ml10,000 #’s of product~2 cells per gram product
Environmental Contamination

Microbial Growth Niches
Operating practices (e.g. sanitation)
Maintenance / repair practices
Design / fabrication of factory / equipment

Unsanitary Operating PracticeWheeled Vehicle Traffic: Raw to Finished
Do Not Copy

Unsanitary Maintenance/Repair Practices
ILL fitting / protruding gasket at bottom of mix tank
Unchanged gasket at bottom of mix tank
Do Not Copy

Design Failure- Electrical Control Box Over Filling Apparatus
Do Not Copy

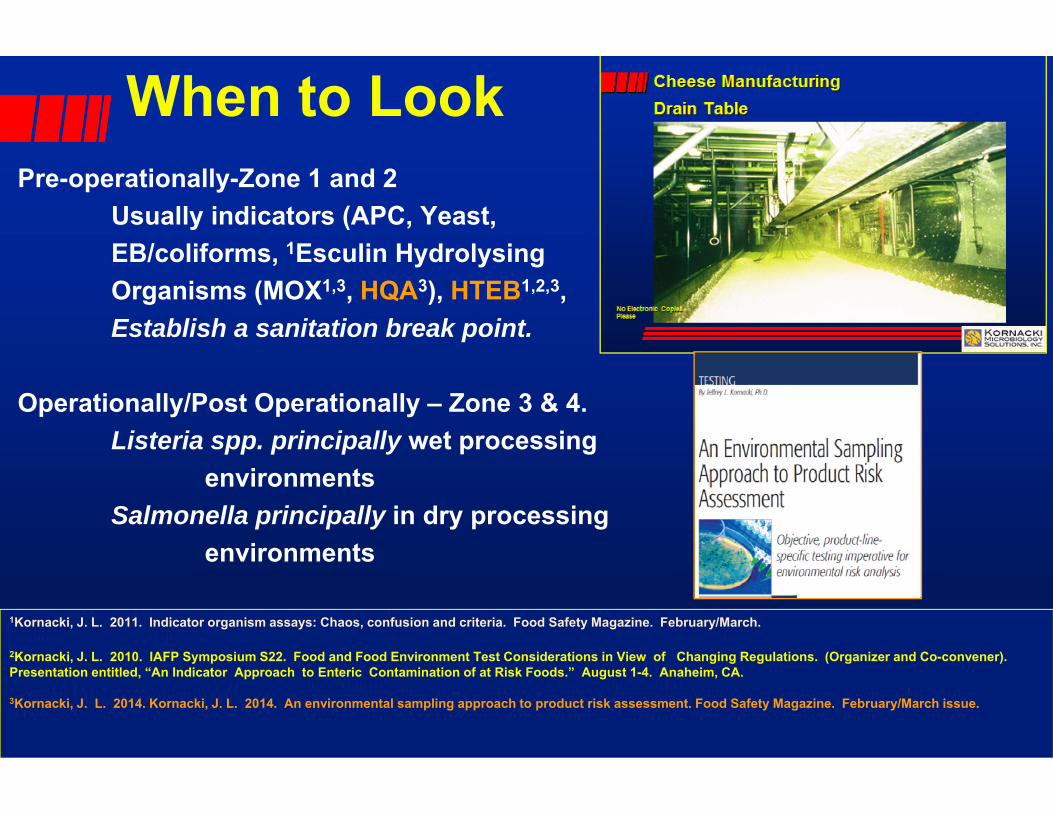
When to Look Pre-operationally-Zone 1 and 2
Usually indicators (APC, Yeast, EB/coliforms, 1Esculin Hydrolysing Organisms (MOX1,3, HQA3), HTEB1,2,3, Establish a sanitation break point.
Operationally/Post Operationally – Zone 3 & 4. Listeria spp. principally wet processing
environments Salmonella principally in dry processing
environments
1Kornacki, J. L. 2011. Indicator organism assays: Chaos, confusion and criteria. Food Safety Magazine. February/March.
2Kornacki, J. L. 2010. IAFP Symposium S22. Food and Food Environment Test Considerations in View of Changing Regulations. (Organizer and Co-convener). Presentation entitled, “An Indicator Approach to Enteric Contamination of at Risk Foods.” August 1-4. Anaheim, CA.
3Kornacki, J. L. 2014. Kornacki, J. L. 2014. An environmental sampling approach to product risk assessment. Food Safety Magazine. February/March issue.

An Example of Site Specific Risk Assessment Frame Work (Salad Dressing)
Suggested
Risk Priority Site Comments/Observations/Data
Recommendations
A chance to drill into the specifics

Useful Indicators-Sanitation and Quality
Aerobic plate count Psychrotrophic plate count Enterobacteriaceae/HTEB Coliform (defined by method) Yeast and mold Listeria-like organisms - HQA
Generally very useful for:Pre-Operational samplingPost-Operational samplingEnvironmental samplingProduct/Ingredient sanitary qualityIndicator of potential for spoilage (not HQA or HTEB)

4
00.5
11.5
22.5
33.5
44.5
0 10 20Lot Number
Log
cfu/
g
1
00.5
11.5
22.5
33.5
44.5
0 10 20Lot Number
Log
cfu/
g
3
00.5
11.5
22.5
33.5
44.5
0 10 20Lot Number
Log
cfu/
g
2
00.5
11.5
22.5
33.5
44.5
0 10 20Lot Number
Log
cfu/
g5
00.5
11.5
22.5
33.5
44.5
0 10 20Lot Number
Log
cfu/
g
Hypothetical examples of using data from an assay for a microbiologicalIndicator to verify the effectiveness of a food safety system
2. Lack of control due to excess variability1. System under control
3. Loss of control due to gradualprocess failures
4. Loss of control due to abruptprocess failures
5. Loss of control due toa reoccurring, transitory failure
Summary
Assuring Food Safety through auditing is more than1. Testing ingredients or finished product2. Good Manufacturing Practice (GMP) auditing3. HACCP verification audits
Strongly recommend walk-through risk assessments with sampling for appropriate indicators in the context of a comprehensive food safety system review

SummaryAssuring food safety should involve a
comprehensive review of
1. Raw materials and ingredients2. Control of the factory environment3. Worker hygiene4. Process control5. Procedures for dealing with finished
product