
Environmental Impact Assessment- Report
31
Submitted To:- Prof. Leena Submitted By:- Siddharth Singh MBA [Marketing] Date: 11/12/2009 1 Project Report On Environmental Impact Assessment (in Leather Industry)
-
Upload
siddharth-singh -
Category
Documents
-
view
3.273 -
download
4
Transcript of Environmental Impact Assessment- Report

Submitted To:-Prof. Leena
Submitted By:-Siddharth SinghMBA [Marketing]Date: 11/12/2009
1
Project ReportOn
Environmental Impact Assessment
(in Leather Industry)

INDEX
Sr. No.
Topics Page No.
1. EIA Introduction 3
2. Introduction to Leather Industry 4
3. Overview of Indian Leather Industry 6
4. Leather Production Process 9
5. Residues Generated in Leather Production 12
6. EIA in Leather Industry 14
7. Leather Industry & Environmental Issues 17
8. Environmental Friendly Production Methods & Technologies
18
9. Final Consideration 20
10. References 21
Environmental Impact Assessment
2

{EIA}
Introduction:
An environmental impact assessment (EIA) is an assessment of the possible impact—positive or negative—that a proposed project may have on the environment, together consisting of the natural, social and economic aspects. The purpose of the assessment is to ensure that decision makers consider the ensuing environmental impacts to decide whether to proceed with the project.
Environmental Impact Assessment (EIA) is an important management tool for ensuring optimal use of natural resources for sustainable development. A beginning in this direction was made in our country with the impact assessment of river valley projects in 1978-79 and the scope has subsequently been enhanced to cover other developmental sectors such as industries, thermal power projects, mining schemes etc. To facilitate collection of environmental data and preparation of management plans, guidelines have been evolved and circulated to the concerned Central and State Government Departments. EIA has now been made mandatory under the Environmental (Protection Act, 1986) for 29 categories of developmental activities involving investments of Rs. 50 crores and above.
The Ministry of Environment and Forests of India have been in a great effort in Environmental Impact Assessment in India. The main laws in nation are Water Act(1974), The Indian Wildlife (Protection) Act (1972), The Air (Prevention and Control of Pollution) Act (1981) and The Environment (Protection) Act (1986). The responsible body for this is Central Pollution Control Board (CPCB).
Definition:
The International Association for Impact Assessment (IAIA) defines an environmental impact assessment as “the process of identifying, predicting, evaluating and mitigating the biophysical, social, and other relevant effects of development proposals prior to major decisions being taken and commitments made.”
Leather Industry
3
Introduction:
Leather industry has been categorized as one of the highly polluting industries and there are concerns that leather-making activity can have adverse impact on the environment. The global production of about 24 billion m2 of leather by 2009 presents a considerable challenge to the industry considering the harmful nature of some of the chemicals used in leather processing. The tannery effluents are characterized by high contents of dissolved, suspended organic and inorganic solids giving rise to high oxygen demand and potentially toxic metal salts and chromium metal ion. The disagreeable odor emanating from the decomposition of proteinous waste material and the presence of sulphide, ammonia and other volatile organic compounds are also associated with tanning activities. Solid wastes generated in leather industries contribute mainly skin trimmings, Keratin wastes, fleshing wastes, chrome shaving wastes and buffing wastes. It constitutes protein as the main component. If these protein and other chemicals, which are present in the chemical treated protein, are not utilized properly it will pose hazardous pollution problem to the environment.
Raw Materials, Chemicals Used and Emission Factors in Leather Industry:
Raw material for leather industry is raw hide or skin. The salt used for preserving the skin/hide discharges huge amount of pollution load in terms of total dissolved solids (TDS) and chlorides. Other major polluting chemicals used in tanning industry are lime, sodium sulphide, ammonium salts, sulphuric acid, chromium salts and vegetable tanning materials. Currently, about 6.5 million tons of wet salted hides and skins are processed worldwide annually. About 3.5 million tons of various chemicals are used for leather processing. A considerable part of this amount is discharged into the effluent. At an average consumption of 45-50 m3 of the waste liquor and 800 kg of solid wastes per ton of raw hide are discharged by the leather industry. The composition of liquid and solid wastes generated in tanneries worldwide are: COD, 1470; BOD, 619; suspended solids, 920; chromium,
4
30; sulphur, 60; and solid wastes (trimmings, fleshing, shaving & buffing dust), 3000 thousand tons.
Soaking Liming Deliming Pickling ChromeTanning
Dyeing &Fatliquoring
Composite(incl. Washing)
BOD 8.3-18.8 17.5-35.0 1.5-4.5 0.3-0.5 0.5-1.2 1.5-3.0 35.0-105.0
COD 22.5-45.0 35.0-87.5 3.8-10.5 0.8-2.3 1.5-3.8 3.8-10.5 87.5-280.0
Total Solids 262.5-415.5 105.0-175.0
6.0-15.0 26.3-52.6 45.0-90.0 6.0-15.0 528.0-875.0
Solids suspended 22.5-52.5 21.0-70.0 2.3-6.0 0.8-2.3 1.5-3.8 0.9-1.5 70.0-140.0
Solids chlorides as Cl-
112.5-225.0 14.0-28.0 1.5-3.0 1.5-3.8 23.0-38.0 0.8-1.5 210.0-332.5
Chromium (total) as Cr
- - - - 3.0 - 7.5 - 3.5-8.8
(All values expressed in kg/tonne of hide processed)
Table: - Typical waste emission factors associated with leather processing(Source: Journal of Scientific & Industrial Research, July 2009)
5

Indian Leather Industry
Indian leather industry plays an important role both as an earner of foreign exchange and provider of employment. The industry, which employs more than 2.5 million people, exported about US$ 1970.98 million worth of goods in 2000-01. A large proportion of India’s export of leather and leather products is to four countries, namely USA, Germany, UK and Italy. Together, these countries accounted for 59% of the total exports of these products during 2000-01. Other major importers of Indian leather products include: Spain, Hong Kong and France.
For a number of years the leather sector was reserved for small-scale sector in India. This was done primarily to promote employment. A number of policy instruments such as tax exemption, licensing restrictions and reservation policy were used to encourage the growth of the leather industry in the small scale and cottage industry sector.
An important implication of the government’s policy to reserve the leather industry for the small scale sector in the past has been a slow pace of modernization. Most of the tanneries lacked technical and financial resources to introduce modern technology. As a result, the leather industry, by and large, uses obsolete and inefficient technologies, and its environmental performance is poor.
The government has introduced a number of policy changes to promote technological up-gradation of the industry. Firstly, the government partly removed the barrier to entry and permitted large firms to enter the industry. Large firms are now permitted to enter the sector, provided that they export a minimum of 95% of their production of finished leather. The government also permits the import of modern technology, machines and chemicals. It has also initiated schemes to provide financial support to promote the modernization of tanneries.
During the 1970s, India export consisted largely of raw hides and skins. In later years, the government introduced policies to promote the
6
export of higher value added products. For example, it banned the export of raw hides and skins and introduced quotas on the export of semi-finished leather. It also provided several incentives for export of finished products. As a result, India’s leather export basket has seen important change. The proportion of leather products has seen a sharp increase since the early 1980s. Presently, more than 80% of India’s exports (by value) consist of finished products.
As a result of these changes, the structure of the industry has undergone a major change. Although a majority of firms are still small, a high proportion of good quality leather is now produced by a number of large firms. These firms are particularly important as exporters: about 35 large firms are reported to account for 60% of India’s leather export. Furthermore, an increasing proportion of India’s leather exports consist of finished goods.
India has about 3,000 tanneries with a total processing capacity of 700,000 tons of hides and skins per year. More than 90% of the tanneries are small or medium sized, with processing capacities of less than 2-3 tons of hides/skins per day. Indian tanneries process sheep, goatskin, cow and buffalo hides, using both vegetable and chrome tanning. As leather processing requires large amounts of water, most of the tanneries are located near the riverbank. The highest concentration of tanneries in India in India is on the banks of the Ganga river system in North India and the Palar river system in Tamil Nadu.
Technology Status of India’s Leather Industry
Most tanneries in India use old and inefficient technologies and production methods. Even in large tanneries the general level of technology is low. The use of inefficient technology is largely responsible for the wasteful use of water and chemicals, high load of effluent pollutants and low productivity of the tanning industry. A study of India’s tanning industry, carried out on behalf of India’s Ministry of Science and Technology, brings out these facts clearly. According to this study:
1. The raw hides and skins are salt preserved in India. This causes a serious problem of excess of salt in tannery effluent.
2. The yield of leather from wet salted stock is lower in India than international norms. This is partly due to higher level of process waste.
7

3. The chemical consumption in Indian tanneries is about 25 to 30% higher than international norms. This is due to the use of inefficient equipment and processes and the absence of recycling.
4. The specific water consumption in Indian tanneries is more than double that of tanneries in developed countries. The tanning units in India consume an average of 40 liter/sq ft of finished leather. Compared to this, the tanneries in developed countries consume about 12-15 liters/sq ft.
5. A majority of the tanneries in India are very old and their layout is not efficient. This leads to bottlenecks for process and material handling, multidirectional material flow and excessive material handling. Most of these tanneries also have very unhygienic working conditions, inadequate ventilation and lighting.
8

LEATHER PRODUCTION PROCESS
The leather manufacturing process is divided into three fundamental sub-processes:
Preparatory stages Tanning Crusting
All true leathers will undergo these sub-processes. A further sub-process, surface coating can be added into the leather process sequence but not all leathers receive surface treatment. Since many types of leather exist, it is difficult to create a list of operations that all leathers must undergo.
1) Preparatory stages:
The preparatory stages are when the hide/skin is prepared for tanning. Preparatory stages may include: preservation, soaking, liming, unhairing, fleshing, splitting, reliming, deliming, bating, degreasing, frizzing, bleaching, pickling and depickling.
2) Tanning:
Tanning is the process which converts the protein of the raw hide or skin into a stable material which will not putrefy and is suitable for a wide variety of end applications. The principal difference between raw hides and tanned hides is that raw hides dry out to form a hard inflexible material that when re-wetted (or wetted back) putrefy, while tanned material dries out to a flexible form that does not become putrid when wetted back. There is a large number of different tanning methods and materials that can be used, the choice is ultimately dependent on the end application of the leather. The most commonly used tanning material is chromium, which leaves the leather once tanned a pale blue color (due to the chromium), this product is commonly called “wet blue”. The hides once they have finished pickling will typically be between pH of 2.8-3.2. At this point the hides would be
9
loaded in a drum and immersed in a float containing the tanning liquor. The hides are allowed to soak (while the drum slowly rotates about its axle) and the tanning liquor slowly penetrates through the full substance of the hide. Regular checks will be made to see the penetration by cutting the cross-section of a hide and observing the degree of penetration. Once a good even degree of penetration exists, the pH of the float is slowly raised in a process called basification. This basification process fixes the tanning material to the leather and the more tanning material fixed the higher the hydrothermal stability and increased shrinkage temperature resistance of the leather. The pH of the leather when chrome tanned would typically finish somewhere between 3.8-4.2.
3) Crusting:
Crusting is when the hide/skin is thinned, retanned and lubricated. Often, a coloring operation is included in the crusting sub-process. The chemicals added during crusting have to be fixed in place. The culmination of the crusting sub-process is the drying and softening operations. Crusting may include the following operations: wetting back, sammying, splitting, shaving, rechroming, neutralization, retanning, dyeing, fatliquoring, filling, stuffing, stripping, whitening, fixating, setting, drying, conditioning, milling, staking, and buffing.
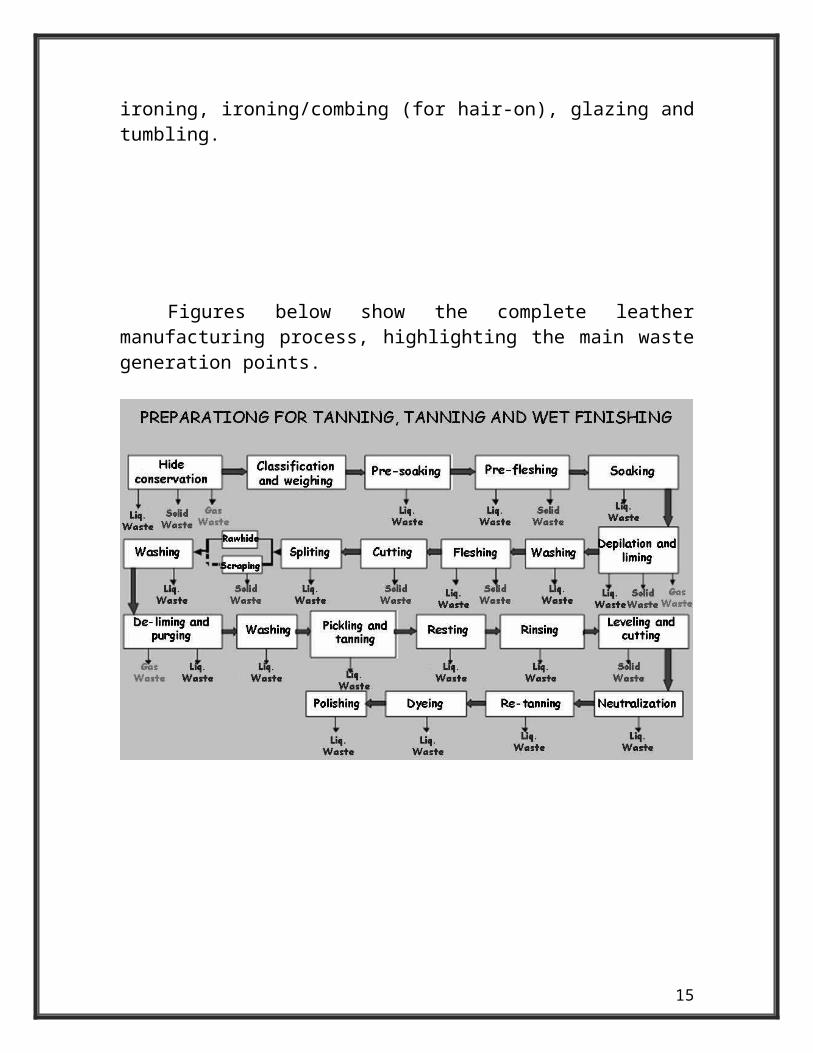
For some leathers a surface coating is applied. Tanners refer to this as finishing. Finishing operations may include: oiling, brushing, padding, impregnation, buffing, spraying, roller coating, curtain coating, polishing, plating, embossing, ironing, ironing/combing (for hair-on), glazing and tumbling.
10

Figures below show the complete leather manufacturing process, highlighting the main waste generation points.
11

RESIDUE GENERATED IN
LEATHER PRODUCTION
Solid residue is defined as any solid material that stems from the daily activities of humans in society and which the producer or owner does not consider to have enough importance to be preserved.
Liquid effluents, solid residues and atmospheric emissions are generated in leather production. Organic and inorganic compounds are present in these pollutants. The organic compounds consist of proteic and lipid components from the animal hides that lose about 30% of organic matter during processing, according to studies. The inorganic compounds are from chemical products that were not completely affixed to the skins during processing.
Liquid effluents
12

The liquid wastes generated by the preparation for tanning operation consist of heavily alkaline and whitish water (excess lime) and contain suet, hairs, muscle tissue, fat and suspended blood. There are salts (such as sulfite, sulfate, chloride, sodium, calcium, ammonia), proteins and diverse amino acids in solution. These effluents have high concentrations of solids in suspension, dissolved proteins and acidic pH. This is the phase with the highest concentration of pollutant and toxic loads in tanning effluents. In order to have an idea of the potential environmental impact, consider that the average weight of 23 Kg/salted hide8 and an average organic load of domestic sewage of 54 Kg DBO9/inhabitant/day is the polluting potential of a biodegradable organic load of a tannery that processes 3000 hides/day, equivalent to a population of 85,600 inhabitants. The impact is thus quite significant.
The liquid effluents generated by pickling and tanning operations mainly contain salt, mineral acids, organic acids, chrome, proteins and some fungicides, with acidic pH and they may contain high concentrations of DQO and DBO, depending on the tanning agent used. Mineral tanning with chrome is still the main tanning process used in the world, because it is a relatively short process, cheaper and efficient for industrial scale operations. It also gives the leather high quality and resistance, allowing it to be stored for long periods without risk of rotting, despite its countless impacts in the environment.
Atmospheric emissions
Besides the liquid effluents, atmospheric emissions that cause unpleasant odors are also generated by the tanneries from its various operations. These are gases and vapors, released over the production process and during effluent treatment operations. The main emissions are ammonia (which comes from the partial decomposition of hide proteins), hydrosulphuric gas, emissions of volatile compounds from organic solvents, suspended water particles called aerosols and solid particulate material.
Solid waste
Solid wastes are the most generated. They can be grouped into two categories:
13

Non-tanning solid waste: from the rawhide and fleshing and splitting, these are the chippings, flesh, and other wastes resulting from the preparation for tanning process. These wastes are classified as non-hazardous and are rich in collagen and fats. They can be transformed into glue, gelatin, and gum, among others.
Tanning solid waste: these are from the effluent treatment station (chromecontaminated sludge), from the wet finishing phase, when the leather goes through the physical-mechanical phases of resting, leveling and cutting (comprised of: burrs, chromed shavings, chaffing, scrapings and chippings of tanned leather) and buffing dust. These wastes are classified as hazardous materials (class 1 wastes) and are rich in trivalent and hexavalent chrome (which can cause cancer and mutations in humans). For each piece of tanned leather, 2 to 3 kg of chromed shavings is generated.
It is thus possible to see the great waste generation by the sector, and waste that can result in expressive environmental impacts. It is fundamental for the sector to invest in specific cares and treatments in the search to minimize these impacts on the environment. That’s why it is so important to implement effective waste management systems, or even to prevent such waste.
ENVIRONMENTAL IMPACT ASSESSMENTIN
LEATHER INDUSTRY
A tannery’s production process has countless environmental impacts and consumes a large amount of natural resources.
The main environmental impacts are: odor – discomfort for the public's well-being, harmful to water body quality, eventual contamination of the soil and underground waters.
These impacts can occur at every phase of the production process and they follow the emission forms and environmental aspects that can cause such impacts:
Conservation and storage of hides: contamination of the air as a result of releasing ammonia gas, volatile organic compounds and
14
hydrosulphuric gas; water contamination by spilling liquids released by the skins; soil contamination through pieces of hide and salt with organic matter.
Preparation for tanning operation: contamination of the air with ammonia gas, hydrosulphuric gas and volatile organic compounds; water contamination from residual baths for hide treatment and water from intermediate washings containing organic loads and chemical products (sulfite, diverse salts and others); contamination of the soil from flesh, hairs, hide chippings and scrapings, with and without chemical products.
Tanning process: water contamination from residual hide tanning baths, containing organic loads and chemical products such as chrome, tannin, diverse salts, among others.
Finishing process: contamination of the air through the release of volatile organic compounds from solvents in products used; water contamination from residual leather treatment baths, containing organic loads and chemical products (such as chrome, tannin, dyes, oils and others); contamination of the soil due to inappropriate disposal of dust, chaffing, chromed shavings, semi-finished and finished tanned leather cutting, finishing product wastes, which include dyes, resins, among others.
With regard to the consumption of inputs and natural resources:
The leather production process consumes nearly 30 to 80m³ of water per ton of processed hide; however, this volume can vary as a result of the different raw materials, processes, operational practices and management. The average consumption of water for processed salted hide is 630 liters. Thus, a tannery that processes 3000 salted hides per day, consumes approximately 1900 m³, which is equivalent to the daily consumption of a population of nearly 10,500 inhabitants with an average consumption of 180 liters of water/inhabitant per day. This reveals a significant impact in the region’s water source consumption.
The consumption of electric energy also depends on the capacity and quantity of consumption, type and state of equipment, type of effluent
15

treatment, efficient energy practices. Consumption varies between 2600 and 11,700 kW/h per ton of salted hide.
A large number of chemical products are used, such as surfactants, solvents, fungicides, insecticides, acids, natural or synthetic tannin agents, chrome, titanium, magnesium, dyes, salts, sulfonated oils, etc.
The wastes generated by tanneries are rich in trivalent and hexavalent chrome and their disposal is viewed as toxic by environmental legislation. Trivalent chrome is essential from a nutritional point of view, and if absorbed in small quantities by the organism, it is not toxic. Hexavalent chrome is highly toxic and has a cumulative effect on the organism, especially the body's soft tissues, such as the liver, kidneys, breasts, prostate, uterus, respiratory system, heart, among others.
Wastes that contain chrome cause significant impacts on the environment due to their high power of contamination. Chrome reaches the water table, rivers and reservoirs that supply the cities. Waste inappropriately disposed of in the soil favors chrome's permanence, which can be absorbed by the plants that will serve as food for humans, thus contaminating the human being.
Leather industry employees are the most jeopardized because they live with chrome daily, as well as with other toxic compounds. Most of them suffer from skin allergies and have allergic rhinitis, according to Elizabeth Nascimento, professor of toxicology at the University of São Paulo (USP) College of Pharmaceutical Sciences. Prolonged stays in environments where chrome is used favors the development of lung cancer through the inhalation of large quantities of the substance. As with every heavy metal, chrome accumulates in the organism due to direct contact or the consumption of contaminated water and foods, and over the years, it can cause organ failure, such as kidneys, and eventually death. When inhaled in large doses, its hexavalent form, which is rarer and more hazardous, causes perforations in the nasal septum.
The problem is that the cleaning produces another waste, chrome sludge, which must be sent to an appropriate landfill. But, these wastes are often dumped in rivers, causing enormous environmental harm. The inhabitants complain about the rotten egg odor from the hydrosulphuric gas, which can be lethal in high concentrations. It enters the homes through the
16

sewers, which use the same system to collect the effluents from the processing industries. The contamination brought by solid wastes is more subtle. Their effects cannot be seen, but they just as or more serious than those caused by liquid effluent pollution.
Control of atmospheric emissions is another important industrial problem that must be solved by the sector due to, in some cases, occupational illness problems, depending on the tannery’s installations and operational procedures, as well as the discomfort caused to the population in the surrounding area, since they are perceived beyond the industrial limits.
THE LEATHER INDUSTRY AND
THE ENVIRONMENTAL ISSUE
Client demands in relation to the preservation of the environment have also reached the leather industries, which have great impacts on the environment. New technologies are thus being developed to minimize the results of the impacts from the leather production process.
One alternative that has been growing in the sector is tanning without the use of chrome. This chrome-free process can become an excellent business opportunity and it will be the future way to tan leathers. As an example, we can cite a footwear company located in Northampton shire, England, specialized in footwear for babies that does not use chrome in leather tanning. According to the company, the use footwear with conventional leather can cause irritation and dermatitis on babies’ feet. The chrome in the leather can also be ingested if the babies put the shoes in their
17
mouths. The leather used by the company is tanned using vegetal extracts that have less impact on the environment and are biodegradable.
Another foreign company that is investing in the chrome-free process is Ecopell, located in Germany. The tanning process used by the industry employs plants and ingredients that do not harm the environment.
According to the Law of Conservation of Mass (BRAGA et al., 2002), waste generation is inherent to the transformation process of raw materials into products; however, with the adoption of good pollution free tools the quantity of waste can be minimized and its physical-chemical characteristics altered, causing less impact on the environment. The large amount of waste generated by the leather and footwear industries therefore constitutes a management problem that needs an urgent solution for the environment to not suffer further degradation.
Environmental friendly production methods and technologies
The quantity of pollution load generated by the leather industry can be reduced by: Process modification to reduce the generation of waste and pollutants in
the beam house; Reuse of chemicals (mainly sulphides and chrome) and spent liqours. Economical use and reuse of water;
The modifications required to make various processes in leather making environmentally friendly are described below.
a) Desalting and soaking. The salt load in the effluent can be reduced by:
Decreasing the amount of salt used to preserve hides by adding environmentally acceptable anti-septics such as boric acid and
18

sodium sulphide. It must, however, be mentioned that the use of these preservatives reduces shelf life.
Use of improved methods of desalting by using Dodeca frames and desalting machies.
Processesing fresh (green) hides, which have been preserved by chilling.
b) Unharing and liming. The pollutants from these processes can be reduced by using the following technologies: Recycling spent float. This also leads to a reduction in the amount of
water consumption. Enzymatic unharing. This can lead to a reduction in the use of
sulphide, leading to a reduction of COD by 30-40%.c) Deliming and Bating. The environmentally friendly alternatives include:
ammonia free delimng and bathis and carbon dioxide deliming.d) Chrome tanning. Cleaner technologies to reduce chrome content in the
effluent are: High exhaustion process in which short floats at higher temperature
and pH are used. The process increases the extent of chrome exhaustion and reduces the chrome content in the effluent.
Recovery/recycling of chrome. In this process, chrome in the effluent is recovered and reused in tanning process.
Low or no chrome tanning.e) Post Tanning. The methods to reduce the load of pollutants generated by
these processes are: High Exhaustion Chrome fixing in neutralization Chrome precipitation. Replacing nitrogenous compounds with other filling agents; Phasing out environmentally hazardous chemicals with high COD and
BOD values, and limited biodegradability.
19

FINAL CONSIDERATIONS
Some considerations can be made from this study. The leather sector is very expressive in the national manufacturing universe. The production of leather implies the large consumption of natural resources, especially water, and significant impacts on the environment, since large quantities of solid waste, liquid effluents and atmospheric emissions are generated. If these are not duly treated and appropriated disposed they can harm human health and water sources as well as contaminate the soil.
The Indian leather industry is lacking in techniques that increase the quality of the leather produced. By achieving this leather quality, it is possible to increase the country’s competitiveness and also reduce the environmental impacts since wastes would also be reduced. Thus, sector growth requires investments in quality, techniques to minimize or eliminate
20

the impacts on the environment and studies that contribute towards minimizing sector problems and towards generating jobs and foreign reserves, thus contributing towards the country's growth.
References:
“Tanners to pay Compensation”, Leather, June 2001, p. 2.
DSIR, “Technology Evaluation and Norms Study in Leather Tanneries”, Department of Scientific and Industrial Research, Ministry of Science and Technology, New Delhi, November 2008.
Kennedy Lorraine, “Cooperating for Survival: tannery Pollution and Joint Action in the palar Valley (India)”, World Development, Vol. 27, No. 9, pp. 1673-169.
Ludvik J., “The Scope of Decreasing Pollution Load in Leather processing”, United Nations Industrial Development Organization, 9 August 2006.
21

Shanmugam Kavitha, “Polluting Leather Units face Closure Threat”, Business Standrard, April 28, 2002.
http://www.brazilianleather.com.br
http://www.euroleather.com
www.indianleatherportal.com
kanpurbds.fibre2fashion.com/indian-leather-ind.asp
dipp.nic.in/industry/leather
weblis.unep.org
www.fao.org
22


















