Enterprise Resource Planning and Application Lesson 1 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK.
58
Enterprise Enterprise Resource Planning Resource Planning and Application and Application Lesson 1 Lesson 1 By David Pun, By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK MPA, MEC, MBA, BSc, ACEA, ATIHK
-
Upload
cora-chambers -
Category
Documents
-
view
218 -
download
0
Transcript of Enterprise Resource Planning and Application Lesson 1 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK.
Enterprise Enterprise Resource Planning Resource Planning
and Applicationand ApplicationLesson 1Lesson 1
By David Pun, By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHKMPA, MEC, MBA, BSc, ACEA, ATIHK

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 2
INTEGRATED INFORMATION INTEGRATED INFORMATION SYSTEMSYSTEM
• Sharing data effectively and efficiently betwSharing data effectively and efficiently between and within functional areas leads to moeen and within functional areas leads to more efficient business processes.re efficient business processes.
• Information systems can be designed so thaInformation systems can be designed so that accurate and timely data are shared betwet accurate and timely data are shared between functional ares.en functional ares.

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 3
BUSINESS PROCESSESBUSINESS PROCESSES
• A collection of activities that takes one A collection of activities that takes one or more kinds of input and creates an or more kinds of input and creates an output that is of value to the customer.output that is of value to the customer.
Inputs OutputsProcess

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 4
THREE MODES OF THREE MODES OF PRODUCTIONPRODUCTION
• Primary Industries (Extraction)Primary Industries (Extraction)
• Secondary Industries (Construction and Secondary Industries (Construction and Manufacturing)Manufacturing)– Refinement, Conversion, Fabrication and Refinement, Conversion, Fabrication and
AssemblyAssembly
• Tertiary Industries (Services)Tertiary Industries (Services)

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 5
CLASSIFICATION OF CLASSIFICATION OF BASIC INDUSTRIESBASIC INDUSTRIES
BasicIndustries
ProductionIndustries
ServicesIndustries
ProcessIndustries
ProjectIndustries
Discrete-ItemManufacturing
Industries

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 6
PRODUCTION INDUSTRIESPRODUCTION INDUSTRIES
• Process Industries (Flow-production or Process Industries (Flow-production or Continuous-Process)Continuous-Process)– Adds value by mixing, separating, forming, Adds value by mixing, separating, forming,
and/or performing chemical reactions.and/or performing chemical reactions.– May be done in either batch or continuous May be done in either batch or continuous
modemode
• Discrete-Item Manufacturing IndustriesDiscrete-Item Manufacturing Industries– Characterized by discrete, countable products Characterized by discrete, countable products
and component partsand component parts

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 7
PROJECT INDUSTRIESPROJECT INDUSTRIES
• An endeavor with a specific objective to An endeavor with a specific objective to be met within the prescribed time and be met within the prescribed time and cost limitations and that has been cost limitations and that has been assigned for definition or execution assigned for definition or execution (APICS (APICS
Dictionary)Dictionary)..– Single productSingle product– Working for months or even yearsWorking for months or even years

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 8
SERVICES AND OTHERSERVICES AND OTHER
• Do not produce goodsDo not produce goods
• Provide certain servicesProvide certain services

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 9
CLASSSIFICATION OF CLASSSIFICATION OF PRODUCTION INDUSTRIESPRODUCTION INDUSTRIES
ResourcesBasic
ProducerConverter Fabricator
ConsumerGoods
Raw Material
IndustrialProduct
ConsumerItems

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 10
CLASSIFICATION OF CLASSIFICATION OF PRODUCTION (Volume)PRODUCTION (Volume)
• Job ShopJob Shop
• Batch or Intermittent ProductionBatch or Intermittent Production
• Mass Production (Flow or Repetitive)Mass Production (Flow or Repetitive)
• Cellular ProductionCellular Production

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 11
JOB SHOP PRODUCTIONJOB SHOP PRODUCTION
• Low volumeLow volume
• Engineered-to-order and/or made-to-orderEngineered-to-order and/or made-to-order
• Manufacturing process is intrinsically Manufacturing process is intrinsically variable and cannot be optimized once and variable and cannot be optimized once and for allfor all
• Functional or process layoutFunctional or process layout

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 12
INTERMITTENT INTERMITTENT PRODUCTION (Job-lot or PRODUCTION (Job-lot or
Batch)Batch)
• A form of manufacturing in which the jobs pA form of manufacturing in which the jobs pass through the functional departments in lass through the functional departments in lots, and each lot may have different routing ots, and each lot may have different routing (APICS Dictionary)(APICS Dictionary)..

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 13
MASS PRODUCTION MASS PRODUCTION (Flow or Repetitive)(Flow or Repetitive)
• Flow productionFlow production– Non-discrete products using a continuous Non-discrete products using a continuous
processprocess
• Repetitive productionRepetitive production– Assemblies using a continuous processAssemblies using a continuous process

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 14
CELLULAR PRODUCTIONCELLULAR PRODUCTION
• A family of parts that have similar A family of parts that have similar processing requirements.processing requirements.
• Including equipments and human skillsIncluding equipments and human skills

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 15
MANUFACTURING MANUFACTURING ENVIRONMENTSENVIRONMENTS
• Make to Stock (MTS)Make to Stock (MTS)
• Assemble to Order (ATO)Assemble to Order (ATO)
• Make to Order (MTO)Make to Order (MTO)
• Engineer to Order (ETO)Engineer to Order (ETO)

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 16
MAKE TO STOCK (MTS)MAKE TO STOCK (MTS)
• Immediate delivery of goodsImmediate delivery of goods
• Based on a predicable demand patternBased on a predicable demand pattern
• Customer orders cannot be identified Customer orders cannot be identified in the production processin the production process

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 17
MAKE TO STOCK (MTS)MAKE TO STOCK (MTS)
DesignDesign ProcureProcure AssembleAssemble Stock as Stock as InventoryInventory Pack and shipPack and ship
CustomerOrder
Total Production Required = Total Forecast + Back Order+ Ending Inventory – Opening Inventory
CustomerCustomer
Lead TimeLead Time

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 18
ASSEMBLE TO ORDER (AT0)ASSEMBLE TO ORDER (AT0)
• Produce and stock standard componentProduce and stock standard component
• Assemble the finished goods according to Assemble the finished goods according to the component selected by the customerthe component selected by the customer
• Modular designModular design– Independent units which integrate as a wholeIndependent units which integrate as a whole

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 19
ASSEMBLE TO ORDER (AT0)ASSEMBLE TO ORDER (AT0)
• Product familyProduct family– Generic Bill of MaterialGeneric Bill of Material– Forecast the basic productForecast the basic product– Apply historic faction of demand to the Apply historic faction of demand to the
option featuresoption features• Slightly over-plannedSlightly over-planned
(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 20
ASSEMBLE TO ORDER (AT0)ASSEMBLE TO ORDER (AT0)
• Master Production Schedule (MPS) for Master Production Schedule (MPS) for stand componentsstand components– Based on forecastBased on forecast
• Final Assembly Scheduling (FAS) for Final Assembly Scheduling (FAS) for finished goodsfinished goods– Based on customer orderBased on customer order

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 21
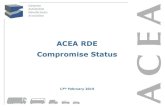
ASSEMBLE TO STOCK (ATO )ASSEMBLE TO STOCK (ATO )
DesignDesign ProcureProcure AssembleAssemble
Stock Stock standard standard
components components as inventoryas inventory
Final Final assembleassemble
Pack and Pack and shipship
Customer OrderDecoupling Point (CODP)
Total Production Required = Sales plan for each components + Planned reduction in backlog of the
components + Planned increase in the components inventory
<--- Customer Lead Time <--- Customer Lead Time --->--->

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 22
CUSTOMER ORDER CUSTOMER ORDER DECOUPLING POINTDECOUPLING POINT
• From forecast driven to backlog drivenFrom forecast driven to backlog driven
• Push to pullPush to pull
• Point of interface of requirement Point of interface of requirement planning to project planningplanning to project planning

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 23
MAKE TO ORDER (MTO)MAKE TO ORDER (MTO)
• Product start after order is received from Product start after order is received from customercustomer– Produced to customer specificationsProduced to customer specifications– Customer is willing to waitCustomer is willing to wait– Product is expensive to make and storeProduct is expensive to make and store– Options of productOptions of product
• Invest in capacityInvest in capacity– Capacity requirement plan (CRP)Capacity requirement plan (CRP)– Shop floor control (SFC)Shop floor control (SFC)

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 24
MAKE TO ORDER (MTO)MAKE TO ORDER (MTO)
DesignDesign
Stock Stock standard standard parts as parts as
inventoryinventory
ProcureProcure AssembleAssemble Final Final AssembleAssemble
Pack and Pack and shipship
Customer OrderDecoupling Point (CODP)
<----------------------- Customer Lead Time <----------------------- Customer Lead Time ------------------>------------------>

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 25
ENGINEER TO ORDER (ETO)ENGINEER TO ORDER (ETO)
• Customer’s specifications uniqueCustomer’s specifications unique
• Other characteristics common to MTOOther characteristics common to MTO

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 26
ENGINEER TO ORDER (ETO)ENGINEER TO ORDER (ETO)
DesignDesign ProcureProcure AssembleAssemble Final Final AssembleAssemble
Pack and Pack and shipship
<---------------------------- Customer Lead Time -------------------------><---------------------------- Customer Lead Time ------------------------->
Customer OrderDecoupling Point (CODP)

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 27
MANUFACTURING MANUFACTURING ENVIRONMENTSENVIRONMENTS
DeliveryEngineer to Order , ETOOrder
Make to Stock , MTSOrder
Assemble to Order , ATOOrder
Make to Order , MTOOrder
DesignDesign ProcureProcure AssembleAssemble Final Final AssembleAssemble
Pack and Pack and shipship

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 28
MATERIAL REQUIREMENTS MATERIAL REQUIREMENTS PLANNING (MRP I)PLANNING (MRP I)
• The material requirements planning (MRP I) is a The material requirements planning (MRP I) is a computerized inventory control and production computerized inventory control and production planning system. It is responsible for planning system. It is responsible for scheduling the production of all items beneath scheduling the production of all items beneath the end item level. It recommends the release the end item level. It recommends the release of work orders and purchase orders and issues of work orders and purchase orders and issues scheduling notices when necessary. scheduling notices when necessary. (Russell, Roberta S and Bernard W Taylor III, (Russell, Roberta S and Bernard W Taylor III, Operations Management: Operations Management:
Focusing on Quality and Competitiveness Focusing on Quality and Competitiveness 22ndnd Ed., Prentice-Hall Ed., Prentice-Hall International, Inc, New Jersey, 1998)International, Inc, New Jersey, 1998)

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 29
MATERIAL REQUIREMENTS MATERIAL REQUIREMENTS PLANNING (MRP I)PLANNING (MRP I)
• By Joseph Orlicky at 1961By Joseph Orlicky at 1961
• Initially called “bill of materials processing Initially called “bill of materials processing (BOMP)”(BOMP)”
• ““What do we need, and when do we need it?What do we need, and when do we need it?””

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 30
OBJECTIVES OF MRP IOBJECTIVES OF MRP I
• Determine requirements to support MPSDetermine requirements to support MPS– What to order; How much to order; When to What to order; How much to order; When to
order; When to schedule deliveryorder; When to schedule delivery
• Maintaining the Lowest Possible InventoryMaintaining the Lowest Possible Inventory– Components should be delivery no earlier and Components should be delivery no earlier and
no later; zero safety stock and zero safety lead no later; zero safety stock and zero safety lead timetime

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 31
OBJECTIVES OF MRP IOBJECTIVES OF MRP I
• Scheduling the ProductionScheduling the Production– Including purchasing, manufacturing and Including purchasing, manufacturing and
delivery activitiesdelivery activities– Components requirement are dependent of Components requirement are dependent of
the requirement of parent itemsthe requirement of parent items
• Keeping Schedules Valid and Up-to-dateKeeping Schedules Valid and Up-to-date

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 32
MATERIAL REQUIREMENTS MATERIAL REQUIREMENTS PLANNING (MRP I)PLANNING (MRP I)
• Bills of Material (BOM)Bills of Material (BOM)
• BOM keep updated by Engineering BOM keep updated by Engineering Change Numbers (ECN)Change Numbers (ECN)

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 33
BASIC MRPBASIC MRP
MPS
MRP BOMInventory Information
Purchasing schedule Assembly schedule

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 34
CLOSED-LOOP MRPCLOSED-LOOP MRP
• MRP I is a dynamic priority setting MRP I is a dynamic priority setting technique for scheduling and executing technique for scheduling and executing shop floor and vendor operations.shop floor and vendor operations.
• A feedback is need for updating, re-A feedback is need for updating, re-planning and improving the schedule.planning and improving the schedule.
• Include capacity checking to generate a Include capacity checking to generate a more feasible schedulesmore feasible schedules

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 35
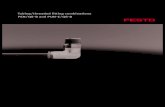
CLOSED-LOOP MRPCLOSED-LOOP MRP
MRP
MPS
Production requirements
RCCP
CRP
Procure and Assemble
Input / Output Control
Y/N
Y/N
Amend
Amend
Amend
Y
N
Y
N
Amend Capacities

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 36
MANUFACTURING MANUFACTURING RESOURSE PLAN (MPR II)RESOURSE PLAN (MPR II)
• Introduced by Oliver Wight at 1977.Introduced by Oliver Wight at 1977.
• Includes financial planning and stimulate Includes financial planning and stimulate capabilities.capabilities.

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 37
MRP I & MRP IIMRP I & MRP II
• MRP IMRP I– Basic material requirements calculationsBasic material requirements calculations
• MRP IIMRP II– Boarder concept for the integration of data, Boarder concept for the integration of data,
computations and policies that extend computations and policies that extend materials and capacity planning into materials and capacity planning into comprehensive manufacturing resources and comprehensive manufacturing resources and control.control.

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 38
MANUFACTURING MANUFACTURING RESOURSE PLAN (MPR II)RESOURSE PLAN (MPR II)
• Resource Requirements Planning (RRP)Resource Requirements Planning (RRP)• Demand ManagementDemand Management• Product ConfiguratorProduct Configurator• Sales and Operations Planning (S&OP)Sales and Operations Planning (S&OP)• MPS & FASMPS & FAS• Rough-Cut Capacity Planning (RCCP)Rough-Cut Capacity Planning (RCCP)• Engineering Chang ControlEngineering Chang Control• Material Requirements Planning (MRP I)Material Requirements Planning (MRP I)• Capacity Requirements Planning (CRP)Capacity Requirements Planning (CRP)• Plant and Supplier SchedulingPlant and Supplier Scheduling

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 39
RESOURCE REQUIREMENTS RESOURCE REQUIREMENTS PLANNING (RRP)PLANNING (RRP)
• Long term planning of the production Long term planning of the production capacity driven by high level business capacity driven by high level business plan.plan.
• Related to resources that take long Related to resources that take long periods of time to acquire.periods of time to acquire.
• In short term, these are the constraints In short term, these are the constraints of the production plan.of the production plan.

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 40
DEMAND MANAGEMENTDEMAND MANAGEMENT
• Recognizing and managing all the Recognizing and managing all the demands of productsdemands of products– Advertising & promotionAdvertising & promotion– Forecasting of businessForecasting of business– Distribution Requirements PlanningDistribution Requirements Planning– Customer contact related activitiesCustomer contact related activities

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 41
SALES AND OPERATIONS SALES AND OPERATIONS PLANNING (S&OP)PLANNING (S&OP)
• A process that provides management A process that provides management the ability to strategically direct its the ability to strategically direct its business to achieve competitive business to achieve competitive advantage on a continuous basis by advantage on a continuous basis by integrating customer-focused marketing integrating customer-focused marketing plans for new and existing products with plans for new and existing products with the management of supply chain the management of supply chain (APICS (APICS Dictionary)Dictionary)

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 42
MPS & FASMPS & FAS
• Master Production Schedule, MPS, shows Master Production Schedule, MPS, shows which products should be produced, how which products should be produced, how many and when.many and when.
• Final Assemble Schedule, FAS, is a Final Assemble Schedule, FAS, is a schedule of end products to be produced schedule of end products to be produced for customers.for customers.

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 43
ROUGH-CUT CAPACITY ROUGH-CUT CAPACITY PLANNING (RCCP)PLANNING (RCCP)
• A reality check of the S&OP.A reality check of the S&OP.
• Simple and quick to assess the Simple and quick to assess the feasibility.feasibility.
• Critical resources; load profilesCritical resources; load profiles
• CRP is overall or representative factors. CRP is overall or representative factors.

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 44
ENGINEERING CHANGE ENGINEERING CHANGE CONTROLCONTROL
• Products change and evolve from time Products change and evolve from time to time to serve the customers’ need.to time to serve the customers’ need.
• The changes will be communicated by The changes will be communicated by Engineering Change Notes (ECN).Engineering Change Notes (ECN).
• Control by: Control by: – Dates; Serial Number; Lot Number; Batch Dates; Serial Number; Lot Number; Batch
Number; Work OrderNumber; Work Order

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 45
CAPACITY REQUIREMENTS CAPACITY REQUIREMENTS PLANNING (CRP)PLANNING (CRP)
• Evaluate the availabilities of the Evaluate the availabilities of the resources (equipments and/or manpower) resources (equipments and/or manpower) required determined by the MRP.required determined by the MRP.
• It might be identical to the RCCP. RCCP It might be identical to the RCCP. RCCP based on MPS and CRP based on MPR, based on MPS and CRP based on MPR, detail work schedules of individual work detail work schedules of individual work centre.centre.

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 46
CAPACITY REQUIREMENTS CAPACITY REQUIREMENTS PLANNING (CRP)PLANNING (CRP)
• Overloads and underloads are identified for Overloads and underloads are identified for the planners to resolve.the planners to resolve.
• Production SmoothingProduction Smoothing– Redistribute loadRedistribute load– Increase capacityIncrease capacity– Reduce capacityReduce capacity– Increase loadIncrease load– Decrease loadDecrease load

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 47
PLANT AND SUPPLIER PLANT AND SUPPLIER SCHEDULINGSCHEDULING
• The schedules must be communicated The schedules must be communicated to the shop floor and supplies efficiently to the shop floor and supplies efficiently and effectively.and effectively.
• Executing the factory plan by Shop Floor Executing the factory plan by Shop Floor Control (SFC) system.Control (SFC) system.– Factory Coordination (FC)Factory Coordination (FC)– Production Activity Control (PAC)Production Activity Control (PAC)

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 48
PLANT AND SUPPLIER PLANT AND SUPPLIER SCHEDULINGSCHEDULING
• Supplier schedules monitor by a Supplier Supplier schedules monitor by a Supplier Scheduling and Control (SSC) SystemScheduling and Control (SSC) System– Procurement, order and follow up activities Procurement, order and follow up activities
are separateare separate– Blanket OrderBlanket Order– BuyerBuyer

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 49
MPR II Implementation MPR II Implementation ProblemsProblems
• Lack of top management commitmentLack of top management commitment• Lack of MRP II education for the users of the Lack of MRP II education for the users of the
systemsystem• Inaccurate dataInaccurate data• Poorly managed MPSPoorly managed MPS• Over-sophistication/Addition of fancy optionsOver-sophistication/Addition of fancy options• Lack of user controlLack of user control• Time consuming implementation process Time consuming implementation process
delayed paybackdelayed payback• Behavioral problemsBehavioral problems

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 50
BENEFITS OF MRP IIBENEFITS OF MRP II
• Excellent Planning CapabilitiesExcellent Planning Capabilities• Centralization and CoordinationCentralization and Coordination• Simulation CapabilitySimulation Capability• Standard Requirements for Standard Requirements for
Manufacturing Systems ProvidedManufacturing Systems Provided• Greater DisciplineGreater Discipline

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 51
BENEFITS OF MRP IIBENEFITS OF MRP II
• Greater TransparencyGreater Transparency• Better Cash Flow PlanningBetter Cash Flow Planning• Increase Responsiveness to Customers Increase Responsiveness to Customers
NeedsNeeds• Improved Communication with Improved Communication with
CustomersCustomers• Reduction in Cost of Money Investment Reduction in Cost of Money Investment
and Spaceand Space

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 52
Suppliers Procure Assemble Sales Customers
Material Flow
Fund Flow
Fund Outflow Information Flow Fund Inflow
Material Inflow Information Flow Material Outflow
ENTERPRISE RESOURCES PLAN ENTERPRISE RESOURCES PLAN (ERP)(ERP)

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 53
ENTERPRISE RESOURCES ENTERPRISE RESOURCES PLAN (ERP)PLAN (ERP)
• An accounting-oriented information system An accounting-oriented information system for identifying and planning the enterprisewfor identifying and planning the enterprisewide resources needed to take, make, ship, aide resources needed to take, make, ship, and account for customer orders nd account for customer orders (APICS Dictionary)(APICS Dictionary)..

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 54
ENTERPRISE RESOURCES ENTERPRISE RESOURCES PLAN (ERP)PLAN (ERP)
• Technical requirementsTechnical requirements– GUI; Relational database; 4GL and Computer GUI; Relational database; 4GL and Computer
Assisted Software Engineering (CASE) tools; Assisted Software Engineering (CASE) tools; Client/server architecture; Portable open Client/server architecture; Portable open system.system.
• Derive competitive advantage in the Derive competitive advantage in the production, distribution, and financial areasproduction, distribution, and financial areas

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 55
ENTERPRISE RESOURCES ENTERPRISE RESOURCES PLAN (ERP)PLAN (ERP)
• Include function of finance, distribution, and Include function of finance, distribution, and human resource managementhuman resource management
• Handle global business needs of an Handle global business needs of an integrated and networked enterpriseintegrated and networked enterprise
• ERP is not confined within the corporation. ERP is not confined within the corporation. It communicate with suppliers and It communicate with suppliers and customers.customers.

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 56
ENTERPRISE RESOURCES ENTERPRISE RESOURCES PLAN (ERP)PLAN (ERP)
• Enabler ofEnabler of– Quickly access internal information and to Quickly access internal information and to
integrate different functionsintegrate different functions– Achieve improved business performanceAchieve improved business performance

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 57
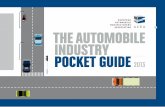
ERP II Collaboration Gartner
MRPIntegration of
Information
Material / Finance
MRP IIInternal
Supply / Manufacturing / DemandInformation
ERPSupply Chain
APICS(1965)
(1980)
(1990)
(2004)

(c) copyright 2005 By David Pun, MPA, MEC, MBA, BSc, ACEA, ATIHK 58
ReferenceReference
• Term of ReferencesTerm of References– APICS – American Production and Inventory ConAPICS – American Production and Inventory Con
trol Society, provider of information and servicetrol Society, provider of information and services in production and inventory management s in production and inventory management
– Gartner – Gartner Group Inc, provider of researcGartner – Gartner Group Inc, provider of research and analysis on global ITh and analysis on global IT