d2g5nwdurpn561.cloudfront.net · ww ww ww ww www www www www www www w w w ...
Upload
le-ngoc-dungCategory
view
217download
1description

8/22/2014 P a g e | 1 Revision 3
Executive Summary
This report is meant to serve as a resource on nutrient removal technologies for
the Fox River Watershed in Illinois. The technologies discussed are for phosphorus
removal, nitrogen removal, and nitrogen and phosphorus removal, so that facilities will
keep in mind the feasibility of adding nitrogen. Currently, the Fox River is undergoing a
study to determine potential reduction in future phosphorus loadings to the river from
various sources. As a first step, phosphorus limits of 1.0 ���
� likely will be given to
Water Resource Recovery Facilities (WRRF) in the watershed and a provision to study
the feasibility of reaching a limit of 0.5 ���
�. Additionally, current water quality modeling
includes a scenario were WRRF effluents are reduced to 0.1 ���
�. Several technologies
exist to meet these effluent limits both chemically and biologically, but one technology is
not the always the best. The characteristics of each WRRF must be used to determine
the best process for that plant because each facility has: different influent fractions
(nitrogen, BOD, and phosphorus), different hydraulic profiles, different land available to
expand the WRRF, different projected growth, and different existing process. These
differences mean that a detailed study is necessary to choose the best process to meet
future phosphorus limits. Also, the cost estimates included for meeting phosphorus
removal standards are a rough guideline that can be used until an individual plant study
has been completed. The primary sources for this report are: Nutrient Removal by
WEF, Nutrient Control Design Manual (EPA/600/R-10/100), Sustainable Technology
For Achieving Very Low Nitrogen and Phosphorus Effluent Levels (WERF/IWA), and
Biological Nutrient Removal Processes and Costs (EPA-823-R-07-002).

8/22/2014 P a g e | 2 Revision 3
Table of Contents
1.0 Introduction ........................................................................................................ 6
1.1 Purpose/Context ................................................................................................ 6
1.2 Organization of the Report ................................................................................. 7
2.0 Nutrient Removal Processes .............................................................................. 8
2.0.1 Biological Nitrogen Removal Processes ...................................................... 8
2.0.2 Biological Phosphorus Removal Processes .............................................. 10
2.1 Chemical Nutrient Removal Processes ............................................................ 11
2.1.1 Struvite ...................................................................................................... 11
3.0 Technology Review .......................................................................................... 13
3.1 Description of Process Flow Diagrams ............................................................ 13
3.2 Nitrogen Removal Systems .............................................................................. 13
3.2.1 Step Feed .................................................................................................. 13
3.2.2 MLE (modified Ludzack-Ettinger) .............................................................. 14
3.2.3 Denitrification Filters .................................................................................. 15
3.2.4 Bardenpho (four-stage).............................................................................. 15
3.3 Phosphorus Removal Technologies ................................................................. 16
3.3.1 Phoredox (A/O) .......................................................................................... 16
3.3.2 Chemical Addition ...................................................................................... 16
3.3.3 Filtration ..................................................................................................... 17
3.3.4 Phostrip ..................................................................................................... 18
3.4 Combined Nitrogen and Phosphorus Removal Systems ................................. 18
3.4.1 Three-stage Phoredox (A2O) .................................................................... 18
3.4.2 Modified (five Stage) Bardenpho ............................................................... 19
3.4.3 University of Cape Town (UCT) ................................................................. 19
3.4.4 Virginia Initiative Process (VIP) ................................................................. 20
3.4.5 Orange Water and Sewer Authority (OWASA) .......................................... 20
3.4.6 Sequencing Batch Reactors (SBR) ........................................................... 21
3.4.7 Surface Aerated Plants .............................................................................. 21

8/22/2014 P a g e | 3 Revision 3
3.4.8 Pearl® Process .......................................................................................... 22
3.4.9 Membrane Bioreactors (MBRs) ................................................................. 23
3.5 Developing Technologies ................................................................................. 23
3.5.1 Simultaneous Nitrification and Denitrification (SND) .................................. 24
3.5.2 SHARON ................................................................................................... 24
3.5.3 Anammox .................................................................................................. 24
3.5.4 Algae Reactors .......................................................................................... 25
3.6 Summary of Treatment Technologies .............................................................. 26
4.0 Considerations ................................................................................................. 27
5.0 Cost Ranges .................................................................................................... 29
5.1 Qualifiers .......................................................................................................... 29
5.2 Cost Information ............................................................................................... 29
6.0 Conclusions...................................................................................................... 37
6.0 References: ...................................................................................................... 38
7.0 Appendix 1 NPDES Permit Information .............................................................. 1
7.1 Appendix 2 Sample Cost Calculation ................................................................. 1

8/22/2014 P a g e | 4 Revision 3
Glossary
Anammox Anaerobic Ammonium Oxidation
AOB Ammonia Oxidizing Bacteria
BNR Biological Nutrient Removal
BPR Biological Phosphorus Removal
DEMON® Deammonification
DO Dissolved Oxygen
EBPR Enhanced Biological Phosphorus Removal
ENR CCI Engineer News-Record Construction Cost Index
FRIP Fox River Implementation Plan
HAc Acetic Acid or Vinegar
IFAS Integrated Fixed Film Activated Sludge
MBBR Moving Bed Biofilm Reactor
MBR Membrane Bioreactor
MLSS Mixed Liquor Suspended Solids
NOB Nitrite Oxidizing Bacteria
O&M Operations and Maintenance
PHB Poly-Hydroxyl-Butyrate
RAS Return Activated Sludge
SHARON Single Reactor System for High Activity Ammonium Removal over
Nitrite
SND Simultaneous Nitrification and Denitrification
SRT Solids Retention Time

8/22/2014 P a g e | 5 Revision 3
Treatment Levels
Treatment
Level
Effluent
Total
Nitrogen
(TN) (�� �
)
Effluent
Total
Phosphorus
(TP), (��
)
1 8 1
2 5 0.5
3 3 0.1
Table 1 Treatment Levels1 pg85adapted
*Modifier ‘N’ or ‘P’ are used in the text to denote limits for nitrogen or phosphorus only.
For example, Level 2P is only a phosphorus limit of 0.5 ��
(total phosphorus), with no
nitrogen limit.1
TKN Total Kjeldahl Nitrogen
VFA Volatile Fatty Acid
WAS Waste Activated Sludge
WRRF Water Resource Recovery Facility

8/22/2014 P a g e | 6 Revision 3
1.0 Introduction
1.1 Purpose/Context
This report on current technologies and cost of biological nutrient removal (BNR)
was created, for the Fox River Implementation Plan (FRIP) Project. The FRIP “will be
the roadmap for watershed decision makers that will define the reduction in pollutant
discharges needed and in-stream projects to be executed that, when implemented, will
improve water quality of the Fox River.“9 The goals of the FRIP are meant to replace a
traditional TMDL plan by using recommendations from local stakeholders.9 Most of the
Fox River’s watershed is in the developed area around Milwaukee and Chicago.
Therefore, detailed stream models have been or will be developed to determine the total
nutrient loading reductions from both point and non-point sources. The main goal is to
increase dissolved oxygen in the Fox River by reducing algal impairments. In order to
reduce algae growth, phosphorus and possibly nitrogen loading to the Fox River will
need to be reduced. Currently, WRRFs discharging to the Fox River watershed are
expected to be able to meet a 1 ��
monthly limit within 5 years of receiving a new
NPDES permit. In the new permit, special conditions are presently asking WRRF to
perform a study to determine the technical and financial feasibility of meeting a
seasonal 0.5 ��
monthly limit. Many plants throughout the US in environmentally
sensitive areas have been meeting effluent limits of 1.0 ��
since the 1980s.2 pg1-2
Subsequently, the costs associated with phosphorus removal to 1.0 ��
are known.
For the FRIP model, the lowest effluent concentration of phosphorus being
examined is below 0.10 ��
. Currently, several plants in the US have seasonal
phosphorus limits below 0.10 ��
, but the cost of treating WRRF effluent to that
standard are highly variable due to the different makeup of various plant’s influent.
Nevertheless, treatment processes exist to reach 0.10 ��
for most municipal treatment
plants.3 pg4-5
The purpose of this report is to be a resource to give WRRFs in the Fox River
watershed an understanding of what treatment technologies are available to meet
anticipated limits. Many different processes can allow a plant to reach the nutrient
limits, so the processes described below are best thought of as a toolbox. Each
process can be placed in part, full, or in combination with other processes in a plant
currently performing secondary treatment. Moreover, when designing a plant to meet a
1.0 ��
limit, the plant should ideally be designed with the flexibility to reach lower
nutrient limits without substantial redesign of existing processes. This report includes a
range of technologies spanning from mature processes to cutting edge ideas. The

8/22/2014 P a g e | 7 Revision 3
technologies discussed include a range of process technologies that are at different
levels of development. Some processes have had decades of experience operating in
a full-scale WRRF while others are promising technologies entering pilot scale testing.
1.2 Organization of the Report
This report consists of 6 chapters including this introduction, chapter 1, and two
appendices.
• Chapter 2.0 is a summary of the basic chemical and biological process of nutrient
removal.
• Chapter 3.0 gives a summary of various nutrient removal technologies to meet
various nutrient limits.
• Chapter 4.0 provides rough cost information for BNR facilities.
• Chapter 5 summarizes likely technologies for Fox River WRRFs.
• Chapter 6 provides the report’s references.
• Appendix 1 gives a list of WRRF based upon their limits and rated capacity.
• Appendix 2 contains a sample cost calculation.

8/22/2014 P a g e | 8 Revision 3
2.0 Nutrient Removal Processes
Nutrient removal technologies can be broadly grouped as either biological or
physical/chemical processes.1 pg60,73 For phosphorus removal, chemical processes are
typically more straight forward to operate and often more reliable than biological
processes.1 pg74,78 Additionally, enhanced biological phosphorus removal (EBPR) can be
a “relatively inexpensive and environmentally sustainable option for phosphorus
removal.”1 pg78
2.0.1 Biological Nitrogen Removal Processes
All living organisms are composed partially of nitrogen. The typical
microorganisms in an activated sludge plant are approximately 12% nitrogen.10 pg137
Therefore, all secondary treatment processes remove nitrogen with the waste activated
sludge (WAS). Nitrogen enters the WRRF in several forms.
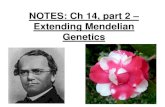
Figure 1 Total Nitrogen Fractions4 pg4
The dominant form of nitrogen entering a WRRF is generally ammonia formed
from the hydrolysis of urea.2 pg2-2 Generally, nitrate and nitrite are consumed
anaerobically in sewers, so a plant influent TKN equals the influent total nitrogen. TKN
is the ammonia and organic nitrogen that enters a plant. The organic nitrogen can be
further classified as either particulate or soluble and biodegradable versus
unbiodegradable as shown in the figure above. In general, particulate TKN is removed
by clarifiers and if necessary effluent filters. Unbiodegradable soluble TKN typically
passes through a WRRF and can be a major obstacle to meeting Total Nitrogen limits
below 3���
. Most biodegradable soluble TKN is broken down into ammonia and then
nitrified. Nitrification is an aerobic process that converts ammonia to nitrite and then to

8/22/2014 P a g e | 9 Revision 3
nitrate using carbon dioxide, alkalinity, and oxygen. The process is shown in the
equations below.2 pg4-6
Equation 1 Ammonia Oxidation2 pg4-6
Equation 2 Nitrate Oxidation2 pg4-6
The nitrate produced by nitrification is removed via the denitrification process.
Denitrification occurs in anoxic conditions where nitrate is present but in the absence of
oxygen. Microorganisms receive more energy if they use oxygen instead of nitrate to
oxidize BOD, so bacteria will not use nitrate, unless oxygen is unavailable.
Microorganisms use nitrate as replacement of oxygen, and they consume BOD with the
nitrate. The bacteria convert the BOD to carbon dioxide, and the nitrate becomes
nitrogen gas, which diffuses into the atmosphere. Also, denitrification uses hydrogen
ions, so alkalinity is produced by this process helping to offset the alkalinity consumed
by nitrification. The equation below shows the process of denitrification using methanol
as the BOD source.2 pg4-20
Equation 3 Denitrification2 pg4-20
The anammox process is a different path for the removal of nitrogen. Ammonia
nitrite, and alkalinity are used to generate nitrogen gas and nitrate. The following
equation describes the anammox process.2 pg4-34
Equation 4 Anammox2 pg4-34

8/22/2014 P a g e | 10 Revision 3
2.0.2 Biological Phosphorus Removal Processes
Phosphorus is an essential nutrient for microbial growth. Microorganisms in WRRF
performing secondary treatment have a phosphorus content of about 2.7%.10 pg535 Most
secondary treatment facilities are wasting sludge, so a portion of the influent
phosphorus is already being removed in the WAS. This process is referred to as
biological phosphorus removal (BPR). BPR has an upper limit on the amount of
phosphorus that can be removed. The only method of increasing the amount of
phosphorus removed using BPR is to waste more sludge; this reduces the facility’s
SRT. If too much sludge is wasted, the SRT will drop low enough that nitrifiers or other
bacteria will be washed (wasted) out resulting in process failures. Therefore, a limit
exists on the amount of phosphorus that can be removed using BPR. In addition, the
costs of sludge disposal could be high enough that increasing the amount of sludge
wasted might not be economical.
One method of increasing the phosphorus concentration in WAS is to grow Poly-
phosphate accumulation organisms (PAO). If activated sludge is cycled through
anaerobic tanks containing volatile fatty acids (VFA), including acetic acid or vinegar,
then passed through an aerobic tank, PAOs will take up phosphorus by the end of the
aerobic zones increasing the phosphorus content of the WAS.2 pg5-1,3 This process is
known as enhanced biological phosphorus removal (EBPR). PAOs take up
polyphosphate in the aerobic zones to store energy. In the anaerobic zone, the PAOs
take up VFAs, HAc, or vinegar using the stored energy in polyphosphate. In bacteria,
the vinegar is stored as PHB or poly-hydroxyl-butyrate. When VFAs are taken up by the
PAOs, phosphorus is released simultaneously. A plant with functioning EBPR should
always have soluble phosphorus concentrations above the plant influent phosphorus
concentration in its anaerobic tank. The PAOs consume the PHB in the aerobic tank
using oxygen similar to other activated sludge bacteria. A portion, of the energy
released when PHB is consumed, is used to store phosphorus as polyphosphate. The
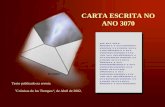
process is shown in figure below:

8/22/2014 P a g e | 11 Revision 3
Figure 2 Enhanced Biological Nutrient Removal2 pg5-1
2.1 Chemical Nutrient Removal Processes
Current IEPA design standards require EBPR processes to have a chemical
backup. Chemical backup systems are also good practice because they can be started
up quickly. EBPR can annually fail during certain periods.11, 1 pg78 Therefore, a chemical
backup should be included in any plant designed to use EBPR. The most common
chemicals used to remove phosphorus/phosphate are lime (CaO), alum (aluminum
sulfate or Al3+), and ferric (Fe3+). Typically, lime is only used to treat sidestreams
containing high levels of phosphorus. Lime effectively removes phosphorus at pHs
above 10.0. Therefore, the majority of the lime dose is used to raise the pH of the
wastewater rather than directly remove phosphates.1 pg76 The aluminum and ferric
families of chemicals are most commonly used in mainstream and tertiary chemical
phosphorus removal. Additionally, the dosage requirements of these chemicals
increases as the effluent phosphorus limit decreases.1 pg75 The dosage requirements
should be verified with lab testing and chemical pumps should be sized to meet various
chemical dosages.1 pg75 The dosage requirements are not constant for a WRRF,
because wastewater flows and concentration are highly variable.1 pg75 Alum is typically
the chemical of choice for WRRFs using UV disinfection because Ferric can reduce the
efficiency of UV disinfection. 2 pg9-2 One drawback to chemical phosphorus removal is
the generation of chemical sludge, which increases the amount of inert solids in a
activated sludge system, increases the amount of sludge to be disposed, and utilizes
clarifier capacity.
2.1.1 Struvite
Typically, struvite (magnesium ammonium phosphate) is typically seen at WRRF as
scale that forms in digester pipes and heat exchangers. As sludge breaks down in a
digester, phosphorus, magnesium, and ammonia are released and, react to form
struvite. One drawback of EBPR is that when PAOs take up negatively charged

8/22/2014 P a g e | 12 Revision 3
phosphorus molecules then positively charged magnesium is often taken up to keep the
cell neutral. Therefore, WAS from an EBPR plant will have a higher phosphate and
magnesium content increasing the chances of struvite formation. In some cases,
magnesium is added in order to purposely form struvite into pellets, rather than form
scale, which allows for the removal of phosphorus and ammonia.

8/22/2014 P a g e | 13 Revision 3
3.0 Technology Review
The process technologies discussed are both activated sludge configurations and
standalone processes that can be added to a plant performing secondary treatment. In
order to better compare various technologies, different levels of treatment are given for
both nitrogen and phosphorus removal in the table below.
Treatment
Level
Effluent
Total
Nitrogen
(TN) (���
)
Effluent
Total
Phosphorus
(TP), (��
)
1 8 1
2 5 0.5
3 3 0.1
Table 2 Treatment Levels1 pg85adapted
*Modifier ‘N’ or ‘P’ are used in the text to denote limits for nitrogen or phosphorus only.
For example, Level 2P is only a phosphorus limit of 0.5 ��
(total phosphorus), with no
nitrogen limit.1 3.1 Description of Process Flow Diagrams
The majority of the process flow diagrams were taken from WEF Manual of Practice
34, Nutrient Removal. In the diagrams, different types of tanks are shaded differently:
aerobic tanks and clarifiers are white, anoxic tanks are hatched, anaerobic tanks are
black, and filters and media reactors are dotted.
Aerobic Tank Clarifier Anoxic Tank Media Tank Anaerobic Tank
Filters
Figure 3 Tank Symbols
3.2 Nitrogen Removal Systems
3.2.1 Step Feed

8/22/2014 P a g e | 14 Revision 3
A step feed process for nitrogen removal involves the creation of a series of
paired anoxic and aerobic zones - see the figure below.3 pg4-14,15,16 Influent flow is split
to each anoxic zone. Return activated sludge (RAS) is sent to the first anoxic zone.
Each aerobic zone should be sized to convert most of the influent ammonia to nitrate.
Anoxic zones should be sized to convert most of the nitrate to nitrogen gas. This is
easier said than done. A WRRF has variable influent loadings, and tanks can only be
sized ideally for one set of nitrogen loadings. As a result, some step feed systems have
varying nitrogen removal due to changing influent nitrogen concentration and nitrogen
fractions.3 pg2-2 One advantage of step-feed systems is that they can be implemented
without adding large recycle lines. The major process changes involve the influent flow
being partially redirected and mixers added to select tanks. The step feed process can
reach 1N limits.3 pg2-14,ES-2
Figure 4 Process Flow Diagram for Step Feed Nitrogen Removal1 pg69
3.2.2 MLE (modified Ludzack-Ettinger)
The MLE process involves recycling RAS and a portion of an activated sludge
basin’s effluent back to the first (anoxic) tank.13 pg2-11 The recycled nitrate is converted to
nitrogen gas in the anoxic tank(s), and the influent ammonia is converted to nitrate in
the aerobic tanks. Higher recycle flow results in additional nitrogen removal, but the
process can never remove all nitrate from a plant’s effluent. It is not possible to recycle
100% of a plant’s effluent because a plant would not discharge any water and would be
a holding tank that would need to increase in size each day. Also, the recycle flow
dilutes the influent flow slowing down biological process in the activated sludge tanks,
and less nitrogen is removed for each gallon recycled. There is a point of diminishing
returns with increased recycle flows due to the increased pumping costs. Typically,
plant’s do not recycle more than 80% of the effluent back to the anoxic basin.13 pg2-11
Therefore, the MLE process is able to reach level 1N and 2N depending upon the
amount of nitrogen in a plant’s influent.1 pg86 The MLE process is shown on Figure 5
below.

8/22/2014 P a g e | 15 Revision 3
Figure 5 A process flow diagram showing the MLE process1 pg69
3.2.3 Denitrification Filters
Denitrification filters are a standalone process that removes nitrate typically with
methanol addition. Methanol is not the only BOD source that can be used. Any waste
stream that is low in nitrogen and high in BOD, such as waste from a brewery, may be
used. Since there are no recycles, the effluent nitrate can theoretically reach zero. One
drawback is that a clarifier is necessary after the denitrification filters in order to collect
the biomass that is washed away from the filter. Additional drawbacks are the cost of
adding BOD and the necessary head to drive flow through the filter. In general,
denitrification filters are used in facilities trying to reach 3N levels.3 pg2-3 A diagram
showing the denitrification filter process is included below.
Figure 6 Denitrification Filters1 pg69
3.2.4 Bardenpho (four-stage)
A four stage Bardenpho process is a MLE process with an additional set of
anoxic and aerobic tanks added to remove nitrate that is inefficient for an MLE process
to remove.13 pg2-13 Additional BOD or methanol does not need to be added to the last
anoxic tank to reduce effluent nitrate, but methanol addition will further improve nitrate
removal. The breakdown of the activated sludge releases BOD that can be used to
remove nitrate, but the breakdown also releases ammonia. Consequently, the
ammonia released is converted in the last aerobic tank. Additionally, the last aerobic
tank is generally necessary to prevent additional denitrification or anaerobic conditions
in the secondary clarifiers. A Bardenpho process can reach levels 2N or 3N, depending
on the influent soluble unbiodegradable nitrogen, carbon source used, and the settling
properties of a plant’s sludge.1 pg88 A process flow diagram is shown in figure below:

8/22/2014 P a g e | 16 Revision 3
Figure 7 Process Diagram of a 4 Stage Bardenpho1 pg69
3.3 Phosphorus Removal Technologies
3.3.1 Phoredox (A/O)
The Phoredox or A/O process is the simplest scheme that uses EBPR. RAS
is mixed with plant influent which contains high levels of VFAs allowing the PAO
bacteria to grow.13 pg2-27,28 The A/O process is capable of reaching level 1P in most
WRRF, unless the community has major industrial sources.1 pg86 WRRF with good
settling sludge (SVI<90) can reach level 2P. The main advantage of this method is that
no chemicals are necessary and no additional sludge is generated. The drawbacks of
an A/O process are: the additional tankage required, recycle lines need to be
constructed, increased chance or severity of struvite formation in digested sludge, and
periodic failure of EBPR can occur. Also, the effluent particulate phosphorus increases
as EBPR becomes more effective, because each milligram of the plant’s MLSS and
effluent solids contains more phosphorus. Therefore, reaching effluent limits without
filters becomes more difficult as EBPR performs better. A process flow diagram is
shown in figure below:
Figure 8 A/O Process Diagram1 pg80
3.3.2 Chemical Addition
Chemical addition is the process of adding chemicals such as alum, lime, or
ferric chloride to precipitate phosphate. Chemical can be added at any location in a
treatment plant before clarifiers or effluent filters. Chemicals can also be added to

8/22/2014 P a g e | 17 Revision 3
digester supernatant or other sidestreams that contain high levels of phosphorus.
These sidestreams are often recycled back to the main process.3 pg2-15
One point to note is that chemical should only be added carefully if at all to the
plant influent if the plant is using chemical addition when EBPR is not functioning. If
chemical is added before the anaerobic tank, most of the phosphate can be locked up,
and the PAO bacteria will not have enough phosphorus to function. The PAOs will
wash out of the plant, and reestablishing EBPR will be difficult. An operator will need to
dial back their chemical dosage enough to allow PAOs to form but not too much that
effluent limits are violated.
Chemical addition also generates additional sludge increasing sludge processing
and disposal costs in addition to the costs of the chemicals and increasing the amount
of inert solids which increases a plant’s MLSS. Chemical addition is a reliable process
that gives operators a good deal of flexibility in meeting tier 1 and sometimes tier 2 limits
depending on the efficiency of the secondary clarifiers.1 pg88 The figure below gives a
diagram of chemical addition.
Figure 9 Process Diagram of Chemical Addition1 pg80
3.3.3 Filtration
If a level 2 or level 3 limits are required, often effluent filters will need to be added in
order to remove the particulate nitrogen and phosphorus fractions regardless of the
upstream processes.1 pg89 In some cases, polymer is added before the filters to improve
their efficiency. A process diagram of filtration and chemical addition is shown below.
The downsides of filtration are increased maintenance of the equipment and the head
necessary to drive flow through the filters. The figure below shows a diagram of
chemical addition and filtration.

8/22/2014 P a g e | 18 Revision 3
Figure 10 Chemical addition and effluent filtration1 pg80
3.3.4 Phostrip
Phostrip, unlike previous phosphorus removal processes, is used exclusively to
treat sidestreams. Up to 40% of plant’s RAS is fed to an anaerobic tank where
phosphorus is released.3 pg2-9 Overflow from the tank is mixed with lime and clarified.
One advantage of this process is that it is not highly dependent upon influent VFAs..12
pg800 Phostrip is able under the right conditions to reach level 1P removal.13 pg5-3 Phostrip
is typically a cost effective method of removing phosphorus because the high
phosphorus overflow is a small waste stream allowing less chemical to be used.1 pg75
Figure 11 Phostrip Process Diagram1 pg80
3.4 Combined Nitrogen and Phosphorus Removal Systems
3.4.1 Three-stage Phoredox (A2O)
The A2O process is a combination of a MLE process and an AO process and
has the drawbacks and advantages of both processes.3 pg2-11 The A2O is able to

8/22/2014 P a g e | 19 Revision 3
generally meet level 1 treatment for both nitrogen and phosphorus. If the clarifiers
perform above average, level 2 treatment is possible.1 pg87 The figure below shows a
diagram of the A2O process.
Figure 12 A2O Process Flow Diagram1 pg80
3.4.2 Modified (five Stage) Bardenpho
Another process scheme that can remove both nitrogen and phosphorus is a five
stage Bardenpho, which is a Bardenpho process with an anaerobic tank to allow for
EBPR to occur.3 pg2-3,4 A five stage Bardenpho can meet the nitrogen limits of a four
stage Bardenpho or level 2N, and the phosphorus limits of an AO plant or level 1P.1 pg87
The figure below shows a diagram of the five stage Bardenpho process.
Figure 13 Five Stage Bardenpho Diagram1 pg80
3.4.3 University of Cape Town (UCT)
The UCT process is a modification of the A2O process. The return activated
sludge is directed to the anoxic tank to be denitrified, and a phosphorus recycle line is
added to direct sludge to the anaerobic zone.3 pg2-4 In the Bardenpho process, nitrate
containing RAS is sent to the anaerobic zone. The nitrate is consumed by bacteria
using VFAs, before PAOs are able to take up VFAs. Therefore, the UCT process is
more likely to have stable operations in plants that have lower BOD to phosphorus
ratios in their influent. The UCT process is able to meet level 1 and possibly level two
limits. 1 pg87 The figure below gives the process flow diagram for the UCT process.

8/22/2014 P a g e | 20 Revision 3
Figure 14 UCT Process Flow Diagram1 pg80
3.4.4 Virginia Initiative Process (VIP)
The VIP process is a modification of the UCT process where the phosphorus
recycle is taken from the end of the anoxic zone where the nitrate level should be
lowest.3 pg2-11 The process can reach similar treatment levels as the UCT process. 1 pg87
The figure below shows the process flow diagram for the VIP process.
Figure 15 VIP Process Diagrams1 pg80
3.4.5 Orange Water and Sewer Authority (OWASA)
The base of the OWASA process is an aerobic, anoxic, and aerobic reactor. A
sidestream anaerobic reactor is added to enable the plant to perform EBPR.3 pg2-12
Fermented plant influent, RAS, and a VFA source are added to the anaerobic reactor
where phosphorus release can occur. The OWASA is a good candidate for a plant that
needs additional VFAs to stabilize their EBPR process. The plant is capable of
reaching level 1 nutrient removal.3 pg2-12 The figure below shows a process flow diagram
for the OWASA process.

8/22/2014 P a g e | 21 Revision 3
Figure 16 OWASA Process Flow Diagram.3 pg2-13
3.4.6 Sequencing Batch Reactors (SBR)
SBRs allow for the treatment of wastewater in one tank rather than sending flow to
different tanks. A typical SBR sequence is to have raw influent added when the nitrate
has been denitrified, and the tank is anaerobic. The VFAs in the raw influent are taken
up by PAOs and phosphate is released. The tank is aerated to allow ammonia to be
nitrified and BOD oxidized. Next, the nitrate is converted nitrogen gas and the activated
sludge is wasted. Finally, the sludge is allowed to settle, and then new influent is
added. SBR processes give a good deal of flexibility to a treatment plant operator
because cycle times can be easily varied based upon the influent to a plant. However,
one SBR must always be available to receive plant influent. In addition, the increased
flexibility can require additional operator time to manage. SBRs without filters are able
to reach level one and sometimes level 2 or 3 removal.3 pg2-2
3.4.7 Surface Aerated Plants
Surface aerated plants such as Orbal, oxidation ditch, racetrack, and Carousel
plants are often used for secondary treatment in Illinois. The oxidation ditch process is
a series of tanks where flow loops. The tanks are typically mixed and aerated by the
same equipment. By varying the dissolved oxygen in the portions of different rings,
anoxic zones can be created where denitrification occurs. Additional recycles or
tankage can be added to create anaerobic zones for EBPR as well. Modified surface
aerated plants are typically only capable of reaching level 1 nutrient limits.3 pg4-6

8/22/2014 P a g e | 22 Revision 3
Figure 17 Process Diagram of an Oxidation Ditch Plant13 pg2-37
3.4.8 Pearl® Process
The Pearl® process is a propriety system designed to purposely create struvite
pellets from high strength wastewater or from digester supernatant.1 pg83 Magnesium is
added to the wastewater at the base of an upflow reactor. Smaller struvite pellets are
located at the top of the reactor and larger denser particles are located in the lower
section of the reactor. As particles reach a desired size, the pellets are wasted. The
effluent from the process is recycled in order maintain the desired velocity in the reactor.
The Pearl® process is potentially capable of reducing the phosphorus and ammonia
loading to the mainstream of the plant.1 pg83 The process is unlikely to be able to solely
meet a plant effluent nutrient limit. A process flow diagram is shown in figure below
courtesy of Ostara™.

8/22/2014 P a g e | 23 Revision 3
Figure 18 Pearl® Process14
3.4.9 Membrane Bioreactors (MBRs)
MBRs are activated sludge plants which use membranes instead of clarifiers to
remove solids from a plant’s effluent. MBRs allow MLSS concentrations to rise above
those seen in typical WRRF allowing plants to have smaller footprints.3 pg4-39 Also,
MBRs have lower effluent solids resulting in lower particulate nitrogen and phosphorus
in a plant’s effluent. MBRs paired with several of the N and P removal processes above
can reach level 3 limits.1 pg89 MBRs have distinct drawbacks: increased maintenance
requirements, increased pumping costs to force flow through the membrane,
membranes also have to be cleaned regularly to prevent fouling, and membranes are
replaced regularly as they wear.
3.5 Developing Technologies
Current low nutrient limits and the prospect of lower limits in Europe and the
coastal areas of the United States have caused the development of many novel
technologies. Several of these technologies hold the promise to reach tier 3 nutrient
limits or lower for nitrogen and P in a more cost effective or reliable manner. These
technologies are generally biological based processes that need to be piloted in order to
size a plant to remove nutrients.

8/22/2014 P a g e | 24 Revision 3
3.5.1 Simultaneous Nitrification and Denitrification (SND)
SND is a process where the bulk dissolved oxygen is set below 2 �� ��
.3 pg4-39
SND can occur in a conventional activated sludge plant, or a plant using media to grow
a biofilm (MBBR or IFAS). When the bulk dissolved oxygen concentration drops
sufficiently, dissolved oxygen cannot fully penetrate the sludge floc or biofilm.
Therefore, anoxic or anaerobic conditions exist within the floc depending on how far
nitrate or nitrite can diffuse into the floc. When sufficient ammonia and BOD is present
in the bulk solution, the outer layers of a floc can oxidize ammonia to nitrate or nitrite.
The nitrate or nitrite can diffuse into the inner layers of a floc where denitrification can
occur if the bulk BOD concentration is high enough. Generally, the first aerobic tanks in
a conventional activated sludge plant can generate these conditions if the dissolved
oxygen is lowered sufficiently. However, lowering the dissolved oxygen will decrease
the nitrification rate in the aerobic tanks based upon the oxygen concentration profile in
activated sludge flocs. Since activated sludge tanks are sized to be able to maintain
nitrification in winter, a reduced nitrification rate will result in an increase in the
necessary tankage for a BNR plant. The increased volume is not easy to calculate
because it is nearly impossible to determine the oxygen profile in an activated sludge
floc in a functioning plant. To determine the SND rates, a pilot is generally used or
kinetic tests are performed using full-scale activated sludge tanks.
3.5.2 SHARON
SHARON stands for “Single Reactor System for High Activity Ammonium
Removal over Nitrite.” The process involves creating conditions where (AOB) ammonia
oxidizing bacteria are present and nitrate oxidizing bacteria (NOB) are not present.13 pg2-
25 The ammonia is converted to nitrite rather than nitrate, resulting in a lower oxygen
demand and methanol demand if supplementary carbon is being used. The effluent is
then fed to a reactor, where it can be denitrified to nitrogen gas. Sharon is generally
used to treat digester supernatant that is warm (>30°C) and has high ammonia levels.1
pg63 The higher temperatures result in a higher growth rate for AOB allowing for the
process to run at SRTs below 2 days.1 pg63 In these conditions, AOBs will grow quickly
enough to avoid being washed out unlike NOBs.1 pg63
3.5.3 Anammox
Anammox or anaerobic ammonium oxidation microorganisms convert nitrite and
ammonium to nitrogen gas in the absence of oxygen and BOD.6 Therefore, the process
does not require additional methanol, which can reduce the operational costs.
Annammox bacteria grow more slowly than nitrifiers and are sensitive to process
conditions, so skilled and careful monitoring is necessary for this process to function.3
pg6-10 In one way, the low growth rate of Anammox bacteria is an advantage, because

8/22/2014 P a g e | 25 Revision 3
less sludge is produced which reduces sludge disposal costs. Anammox can often be
paired with a SHARON process, which generates the nitrite necessary to metabolize the
remaining ammonia. Anammox processes typically treat industrial waste streams and
anaerobic digested sludge filtrate. The process is known as DEMON® when the
ammonia oxidization and Anammox process occur in the same unit process. The net
equation for the DEMON® (deammonification) is shown below:6
Equation 5 Demon Process
The DEMON® process results in no alkalinity and BOD consumption and limited
oxygen demand with low sludge production. The DEMON® process was successfully
piloted at the Egan WRRF for the Metropolitan Water Reclamation District of Greater
Chicago.6
3.5.4 Algae Reactors
Algae reactors are a promising technology to remove nutrient from wastewater
streams. Algae reactors make use of the organisms that cause water quality issues in
the receiving streams.7 pg5 Algae growth and the diurnal dissolved oxygen concentration
cycling is the primary impairment caused by phosphorus in water bodies. The
technology is currently finishing lab scale testing with pilot scale tests planned using a
50 to 200 gallon reactor.7 pg23 Therefore, the technology will not be ready for use in a
full-scale WRRF for several years.

8/22/2014 P a g e | 26 Revision 3
3.6 Summary of Treatment Technologies
The table gives summary of the levels of treatment for the technologies discussed.
Processes are defined as most likely reaching these limits, possibly reaching these
limits, and add on process to meet these limits.
Level of Treatment Probable Possible Add On Process
1P ( 1�� �
�) A/O
chemical addition Phostrip Pearl
1N ( 8��
�) Step Feed
MLE SND
1 (NP)
(1�� �
� and 8
��
�)
A2O UCT VIP OWASA SBR Oxidation Ditches
Sharon Anammox
2P ( 0.5 �� �
�) A/O
chemical addition Filtration
2N (5��
�) Bardenpho 4 stage MLE Filtration
1P and 2N
( 1�� �
� and 5
��
�)
Bardenpho 5 stage Filtration
2 (NP)
(0.5�� �
� and 5
��
�)
A2O UCT, VIP OWASA SBR Oxidation Ditches
3N (3��
�) Bardenpho 4 stage Denitrification
Filters 3 (NP)
(0.1 �� �
� and 3
��
�)
MBR A2O SBR Oxidation Ditches Bardenpho 5 stage
Algae Reactors
Table 3 Summary of Technologies

8/22/2014 P a g e | 27 Revision 3
4.0 Considerations
Many plant specific factors are involved in determining a facility’s improvements
necessary to perform BNR (Biological Nutrient Removal) of phosphorus. The cost for
treating a plant’s biosolids is a factor in deciding whether a Plant removes phosphorus
biologically or chemically. Chemical addition for phosphorus removal will result in
increased solids production, which increases biosolids processing and disposal costs
and can stress aeration basins, clarifiers, and biosolids handling equipment. As a
result, WWTPs near their design capacity may require facility upgrades.
In some cases, even a plant with high biosolids costs might decide to implement
chemical addition as a stopgap, before additional work is done to meet more stringent
limits depending on the results of the FRIP. A difficulty with this plan is that plants will
need to dial back their chemical dosage in order to establish EBPR(Enhanced Biological
Phosphorus Removal) without exceeding a WRRF’s initial permit of 1.0 �� �
�.
Additionally, any enhanced phosphorus removal process should increase the
phosphorus fraction in the biomass. If biosolids are land applied, the additional
phosphorus in the biosolids may require additional farmland, so treated biomass is
applied at agronomic rates (Title 35, Part 391)
A major consideration is the secondary clarifier performance of a plant. The
effluent solids from a conventional plant typically contain 2% phosphorus.10 pg535 A
conventional plant effluent with a 12 or 25 mg TSS/L limits contains 0.24 to 0.50 �� �
� in
only the solids. Appendix 1 contains the information about individual WRRF as well.
When enhanced biological phosphorus removal (EBPR) is implemented, the effluent
solid’s phosphorus can contain 5% phosphorus or more versus 2% for conventional
plants.10 pg540 In EBPR, the effluent particulate phosphorus can reach 0.6 to 1.25 �� �
�,
which could cause a plant’s effluent to exceed proposed limits without considering the
effluent soluble phosphorus (phosphate) concentration. Also, chemical addition causes
the formation of phosphate containing solids which should increase the effluent solid’s
fraction. Poor clarifier performance and poor biomass settleablility could cause the
need to add effluent filters to a plant to meet proposed phosphorus limits. The addition
of effluent filtration could require additional hydraulic head potentially requiring an
intermediate pump station.
EBPR is another process that can be chosen to remove phosphorus. To initially test
the feasibility of using EBPR, a plant’s influent BOD to total phosphorus (TP) ratio
should be examined, especially seasonal variations. Next, the soluble BOD or readily
biodegradable COD (rbCOD) to phosphorus ratio should be established to determine if
there is sufficient available BOD/COD. The influent BOD/TP ratio can be misleading if
the influent contains a good deal of slowly biodegradable BOD/COD (sbCOD). The

8/22/2014 P a g e | 28 Revision 3
PAO (Poly-Phosphate Accumulating Organisms) need VFAs present in the anaerobic
tank at the head of the plant for “luxury uptake” to occur in aerobic tanks. VFAs are
present in the influent, and rbCOD can be hydrolyzed (broken down) to VFAs in the
anaerobic tank. Slowly biodegradable BOD/COD does not have enough time to break
down to VFAs in the anaerobic tanks, so the sbCOD finishes being hydrolyzed in the
aerated tanks. Therefore, the sbCOD portion of a plant’s influent BOD should not be
used to calculate the feasibility of a plant using EBPR. If a plant contains excess
rbCOD, the WRRFs might be able to reach 0.50 ��
limits without fermentation to
generate additional VFAs.3 pg 3-4
If a plant’s influent contains sufficient BOD but not rbCOD, fermenters will be
needed to reach 1.0 ��
and 0.50
��
consistently.13 pg3-29-31 Fermenters are typically
unaerated tanks constructed to ferment a plant’s influent or RAS sbCOD to VFAs or
rbCODs , which are critical for the PAOs in the anaerobic tanks.
If a plant does not contain sufficient BOD yearly or seasonally, a facility will need to
add chemical regularly to remove some phosphorus. The initial locations to add
chemical are any high concentration phosphorus recycles from solids handling. The
amount of chemical added to remove a pound of phosphorus increases rapidly as a
phosphate concentration drops below 1 ��
.1 pg75 Therefore, the high phosphorus
recycle streams allow for the most phosphorus to be removed with the least chemical
usage. If more phosphorus removal is required, chemical will need to be added in the
main treatment process and/or limits after secondary clarifiers and before effluent filters,
where the phosphate concentration is lowest.

8/22/2014 P a g e | 29 Revision 3
4.1 Cost Ranges
4.2 Qualifiers
Site and facility specific considerations were not included in the cost estimates due
to the high variable costs such as:
• Biosolids Processing Costs
• Capacity of Solids Handling Equipment
• Biosolids Land Application or Disposal Costs
• Plant Hydraulics
• Intermediate Pump Stations
• Cost of Retrofitting Existing Tanks
• Current Process Flow Diagram
• Land Availability Around an Existing WRRF
• Site Specific Chemical Molar Dosage
• Clarifier Capacity
• Rock Excavation
Costs as presented are for adding additional tankage and equipment, and not
retrofitting existing facilities.
4.3 Cost Information
The cost estimating information below is meant to only give rough guidelines on the
costs of implementing certain levels of treatment.
A major factor that influences the cost of biological nutrient removal is the amount of
flow treated at a plant. For example, the cost of treating a gallon of water to level 1
(Nitrogen and Phosphorus) was ten times more expensive per gallon for a 0.1 mgd
WRRF versus a 100 mgd WRRF.3 pg5-14 This ratio stays relatively consistent for lower
effluent limits.3 pg5-18 Additionally, larger facilities have higher staffing levels. These
levels would allow the larger WRRFs to handle the startup and troubleshooting of the
additional biological and chemical processes required of a BNR plant. In addition, the
staffing costs are a higher percentage of the operations and maintenance costs at
smaller plants. For example, staffing consumes 40% of the O&M budget for 1 mgd
facilities versus 20% at 10 mgd plants.13 pg4-34 Overall, BNR is typically easier and more
cost effective to implement at larger facilities.
BNR is also easier at facilities with well settling sludge. Facilities with poor settling
sludge will require filtration to meet a 2P or 0.50 ��
limit . Effluent filtration can add
significant costs to a plant. BNR facilities with filtration were found to be “20% to 40%
more expensive” per gallon than systems performing secondary treatment.4 pg21

8/22/2014 P a g e | 30 Revision 3
Electrical consumption was found to increase by up to 40%.4 pg21-22 Therefore, some
Fox River plants and communities may have a disparate impact from a possible 0.50 ��
limit. Effluent filtration and its associated costs will impact only facilities and
communities with poorly settling sludge and not necessarily all Fox River WRRFs.
Phosphorus limits are expected to come to Fox WRRFs before nitrogen limits. The
cost estimating information will focus on the cost of implementing phosphorus limits for
effluent phosphorus levels of 1.0 ��
, 0.50
��
, and 0.1
��
, which are the effluent
concentrations that are included in the current FRIP model.
USEPA’s “Municipal Nutrient Removal Technologies Reference Document” gives
the present worth for these treatment systems, their 20 year operational costs , and
construction costs in 2007 dollars.13 pg4-22,23 Appendix 2 contains raw data in tables 4
and 5 as well as a sample calculation on how the costs were determined. Figures 19,
20, 21, 22, and 23 below gives the range of construction costs and operations &
maintenance (O&M) costs.
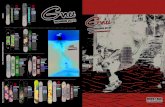
Figures 19: Capital Costs for Adding Chemical Addition3 pg 4-22

8/22/2014 P a g e | 31 Revision 3
Figures 20: Capital Costs for Adding an A/O Process3 pg 4-22

8/22/2014 P a g e | 32 Revision 3
Figures 21: Capital Costs for Adding an A/O Process with Fermenters3 pg 4-22

8/22/2014 P a g e | 33 Revision 3
Figures 22: Capital Costs for Adding an A/O Process with Fermenters and Filters.3 pg 4-22

8/22/2014 P a g e | 34 Revision 3
Figures 23: Capital Costs for Adding an A/O Process with Fermenters, Filters, and
Chemical addition. 3 pg 4-22
The five figures above give a range of construction costs per mgd of plant
capacity for different treatment processes and flow ranges. The large size of the bands
of construction costs are reflective of the cost variability of implementing even similar
treatment technology. For example, two 1 mgd WRRF in Maryland were modified to a
MLE system, and one facilities capital costs were 60% higher.5 pg9
The figures suggest that chemical addition is the most cost effective method of
phosphorus removal. However, the cost of chemical addition does not take into account
the costs of the additional sludge generated. Waste sludge digestion, stabilization, and
disposal costs vary from facility to facility. Total costs, including solids handling costs,
should be taken into consideration for any facility before choosing to only use chemical
addition even as a stopgap.
Enhanced biological phosphorus removal (EBPR) processes such as A/O were
found to have five times the construction costs of chemical addition. Part of the

8/22/2014 P a g e | 35 Revision 3
difference between the life-cycle costs for chemical and biological nutrient removal is
that the tanks and pipes, which are the main cost of EBPR, have a service life of 50
years and in extreme cases tanks have been in service for more than 80 years.
USEPA’s life-cycle analysis is for 20 years or the standard life-cycle for mechanical
equipment.13 pg 4-6 Therefore, USEPA’s method does not take into account the
advantage of EBPR over the full service life of a tank.
Adding a fermenter for VFA production was found to be a small additional cost, and
adding filters was found to add 10% to 20% to the life-cycle costs of a facility. If a
facility needs to reach a limit below 0.50 ���
�, chemical addition after secondary
clarifiers and before filters will probably be required. A WRRF may not need filters if the
facility has well settling.
Figure 24: Annual Additional Operations and Maintenance Costs3 pg 4-22
The operation costs in Figure 24 show that the non-chemical processes have
similar operational expenses. The O&M costs for chemical addition or augmenting the

8/22/2014 P a g e | 36 Revision 3
A/O process are shown to be marginal, but the costs of biosolids are not included.
Therefore, the O&M costs for chemical treatment should be seen as floor for the best-
case scenario.

8/22/2014 P a g e | 37 Revision 3
5.0 Conclusions
• Many biological and chemical treatment process exist to enable Fox River
WRRFs to meet an effluent limit of 1P or 1.0 ��
.
• Chemical addition of ferric, alum, or lime is capable of meeting a 1P or 1.0 ��
with well functioning clarifiers and increased sludge production.
• Several biological process configurations exist to use enhanced biological
phosphorus removal to reach 1.0 ��
effluent limits with reasonable clarifier
performance and sufficient soluble BOD.
• Some WRRFs with well settling sludge (SVI<100) could reach level 2P or 0.50 ��
, but many WRRFs will probably require effluent filters to have effluent
phosphorus concentrations regularly below 0.50 ��
.
• The majority of WRRF will require effluent filters and chemical addition to reach
limits below 0.5 ��
.
• Over a 20 year period, effluent filters increase the cost of a BNR facility by
approximately 20%.4 pg21
• Similar plants with similar capacities in the same region can have significantly
different capital costs for the same upgrades.
• Larger facilities have up to one tenth of the treatment costs per gallon of a
smaller facility.

8/22/2014 P a g e | 38 Revision 3
6.0 References:
1) Nutrient Removal. WEF. New York: McGraw-Hill, 2011. Print.
2) The Cadmus Group, Inc. Nutrient Control Design Manual. Rep. no. EPA/600/R-
10/100. USEPA, 2010. Web. April. 2014.
3) Pagilla, Krishna R., Ph.D.,P.E., and Meltem Urgun-Demirtas, Ph.D. Sustainable
Technology For Achieving Very Low Nitrogen and Phosphorus Effluent Levels.
Tech. no. 02-CTS-1. WERF, IWA, 2009. Web. Apr. 2014.
4) Colorado Water Quality Control Division. Technologies, Performance and Costs
for Wastewater Nutrient Removal and Implementation Recommendations. Rep.
N.p., Nov. 2010. Web. Apr. 2014.
5) Biological Nutrient Removal Processes and Costs. Rep. no. EPA-823-R-07-002.
USEPA, June 2007. Web. Apr. 2014.
6) Qin, Donqi, Ph.D. "Sidestream Nitrogen Removal at the John E. Egan Water
Reclamation Plant by DEMON Process." Watercon 2013. Illinois, Springfield.
Lecture.
7) Pramanik, Amit, Ph.D., Margaret R. Mulholland, Ph.D., Katherine C. Filippino,
Ph.D., Chris Wilson, Ph.D., and Chalres Bott, Ph.D. "Algae Bioreactors as a
Cost-Effective Approach for Enhanced Nutrient Removal." Webinar. 29 Apr.
2014. Web.
8) Bott, Charles B., Ph.D., P.E., BCEE. "Nitrogen Removal 3.0: Integration of
Anammox into Sidestream and Mainstream BNR Processes." Science and
Technology Advisory Committee. Chesapeake Bay Program. Web. Apr. 2014.
9) "Mission Statement." Fox River Implementation Plan. Fox River Study Group,
n.d. Web. 05 June 2014.
10) Rittmann, Bruce E., and Perry L. McCarty. Environmental Biotechnology:
Principles and Applications. Boston: McGraw-Hill, 2001. Print.
11) McFarlane, Austin. "BNR CHALLENGES AT START-UP." Nutrient Removal and
Recovery Workshop. IWEA. 2013. Lecture.
12) Tchobanoglous, George, Franklin L. Burton, and H. David. Stensel. Wastewater
Engineering: Treatment and Reuse. Boston: McGraw-Hill, 2003. Print.
13) USA. EPA. Ann Arbor Michigan. Municipal Nutrient Removal Technologies
Reference Document. By Shin Joh Kang, Ph.D., P.E, Kevin Olmstead, Ph.D.,
P.E.,, Krista Takacs, P.E., and James Collins. R08 ed. Vol. 832. N.p.: n.p., n.d.
Ser. 006. Web. Apr. 2014
14) "The Pearl® Process." Ostara Nutrient Recovery Technologies. Ostara, n.d.
Web. 2 June 2014.

8/22/2014 P a g e | 1 Revision 3
7.0 Appendix 1 NPDES Permit Information
NPDES Number
Facility
Issue Date
Expiration Date
Receiving Stream
Discharge Number
Design Average Flow
Monthly Average BOD mg
Summer Monthly
Ammonia Nitrogen Limit
as mg N/L
Phosphorus
Monthly Average
TSS mg/L
IL0021598
Barrington Wastewater Treatment Facility
02/22/2008
03/31/2013
Unnamed Tributary of Flint Creek
002 STP Outfall
3.68 MGD
10
1.2
-
12
IL0045110
Lake Barrington Community Homeowners Association
09/5/2008
09/30/2013
Fox River
001 STP Outfall
0.455 MGD
25
-
IL0022543
City of Batavia STP
02/23/2007
04/30/2012
Fox Fiver
001 STP Outfall
4.2 MGD
20
1.5
- 25
IL0028282
City of Crystal Lake
5/1/2012
4/30/2017
Crystal Creek
001 STP Outfall
5.8 MGD
10
1.1
1.0
12
IL0053457
City of Crystal Lake WWTP#3
1/25/2008
2/28/2013
Unnamed Tributary of Sleepy Hollow
Creek
001 STP Outfall
1.7 MGD
10
1.2
1.0
12
IL0027944
Carpentersville – Main STP
08/3/2007
09/30/2012
Fox River
001 STP Outfall
4.5 MGD
20
1.5
- 25
IL0022705 City of St Charles East Side WWTF
6/23/2006 6/30/2011 Fox River 001/002 9 MGD 20 1.5 - 25
IL0026808 City of St Charles West Side WWTF
6/7/2012 5/31/2017 Fox River 001 STP Outfall 0.7 MGD 10 1.2 - 12
IL0020516
Village of Cary WWTP
01/11/2006
02/28/2011
Fox River
001 STP Outfall
2.8 MGD
20
1.5
- 25
IL0020877 City of Earlville -STP
8/30/2012
8/31//2017
Indian Creek
002 STP Outfall
0.3764 MGD
10
1.5
-
12
ILG640231
Elgin Water Treatment Plant
05/15/2012
04/30/2017
N/A
- 15
IL0020818
Fox Metro WRD WTP
02/08/2007
03/31/2012
Fox River
001 STP Outfall
42 MGD
10
1.5
- 12
Table 4 NPDES Permits Table 1

8/22/2014 P a g e | 2 Revision 3
NPDES Number
Facility
Issue Date
Expiration Date
Receiving Stream
Discharge Number
Design Average Flow
Monthly Average BOD mg
Summer Monthly
Ammonia Nitrogen Limit
as mg N/L
Phosphorus
Monthly Average
TSS mg/L
IL0028657
Fox River Reclamation District – South STP
01/26/2007
02/29/2012
Fox River
001 STP Outfall
25.0 MGD
10
1.5
-
12
IL0020583
Fox River Grove WWTP
04/11/2008
04/30/2013
Fox River
001 STP Outfall
1.25 MGD
20
4.8
- 25
IL0028665
Fox River Water Reclamation District – North WRP
01/5/2007
02/29/2012
Fox River
001 STP Outfall
7.75 MGD
20
1.5
- 25
IL0035891
Fox River Water Reclamation District West STP
12/21/2006
01/31/2012
Fox River
001 STP Outfall
5.0 MGD
20
1.5
- 25
IL0020087
Geneva – WWTP
10/13/2006
10/31/2011
Fox River
001 STP Outfall
5.0 MGD
20
1.5
- 25
ILG840090 Hanson Material Service – Yard 591
3/23/2012 2/28/2017 - 35
ILG551014 Hoover Outdoor Education Center STP
12/11/2002 2/28/2008 001 STP Outfall 0.0784 mgd 16 - 24
IL0038202 IWC – Terra Cotta STP
1/26/2009 1/31/2014 Sleepy Hollow Creek
001 STP Outfall (Existing Plant)
0.1 MGD 10 1 -
ILG840060 Lafarge Aggregates Illinois, Inc. – Fox River Quarry
3/23/2012 2/28/2017 - 35
IL0078352 Lafarge Elburn, LLC – Elburn Pit
5/29/2009 4/30/2014 Unnamed Ditch Tributary to Blackberry Creek
001, 002 -
ILG640090 Lake Holliday Utilities WTP
5/15/2012 4/30/2017 - 15
IL0021733 Lake in the Hills SD – STP
5/2/2011 4/30/2016 Crystal Lake Outlet 001 STP Outfall 4.5 MGD 10 1.5 1
12
Table 5 NPDES Permit Table 2

8/22/2014 P a g e | 3 Revision 3
NPDES Number
Facility
Issue Date
Expiration Date
Receiving Stream
Discharge Number
Design Average Flow
Monthly Average BOD mg
Summer Monthly
Ammonia Nitrogen Limit
as mg N/L
Phosphorus
Monthly Average
TSS mg/L
IL00277286 Mount Saint Joseph Home – STP
9/6/2013 8/31/2018 Unnamed Tributary to Flint Creek
001 STP Outfall 0.0125 MGD 10 1.2 - 12
IL0027260 Mooseheart Child City and School – STP
7/2/2012 6/30/2017 Fox River 001 STP Outfall 0.154 MGD 25 Monitor
30
ILG580153 Newark Sanitary District STP
12/11/2003 12/31/2007 001 STP Outfall 0.11 MGD 23 - 34
IL0024716 North Barrington Elementary School – STP
7/20/2012 7/31/2017 Unnamed Tributary to Flint Creek
001 STP Outfall 0.005 MGD 10 1.1 -
IL0031933
Northern Moraine Wastewater Reclamation District WWTP
11/12/2008 11/30/2013 Fox River 001 STP Outfall (Existing Plant)
2.0 MGD 20 1.5 -
25
IL0020052 City of Plano STP 1/24/2011 2/29/2016 Big Rock Creek 001 STP Outfall (Existing)
2.44 10 1.4 1.0
12
IL0070874 Port Barrington Shores STP
9/20/2013 8/31/2018 Fox River 001 STP Outfall 0.012 MGD 25 - 30
ILG840083 Prairie Material Sales, Inc. – Yard 93 Elgin
-
IL0068292 Radco Industries, Inc.
6/27/2013 05/31/20/18 Unnamed Tributary to Mill Creek
001 – Non-contact Cooling Water
-
IL0024732 River Grange STP 10/30/2008 10/31/2013 Unnamed Tributary of Fox River
001 STP Outfall 0.008 MGD 10 1.2 - 12
IL0072010 Safety-Kleen Systems, Inc. – Elgin
9/28/2012 9/30/2017 Unnamed Ditch Tributary to Fox River
001 – Stormwater Overflow from Retention Pond
-
IL0030970 City of Sandwich STP
12/13/2011 12/31/2016 Harvey Creek Tributary to the Little Rock Creek
003 STP Outfall 1.5 MGD 10 0.9 - 12
ILG580139 Shabbona STP 12/11/2003 12/31/2007 001 STP Outfall 0.120 MGD 25 - 37
ILIL0031062 Sheridan Sanitary District – STP
8/29/2012 8/31/2017 Fox River 001 STP Outfall 0.368 MGD 25 - 30
IL00020265 Somonauk STP 11/20/2012 10/31/2017 Somonauk Creek 001 STP Outfall 0.30 MGD 10 0.9 - 12
Table 6 NPDES Permit Table 3

8/22/2014 P a g e | 4 Revision 3
NPDES Number
Facility
Issue Date
Expiration Date
Receiving Stream
Discharge Number
Design Average Flow
Monthly Average BOD mg
Summer Monthly
Ammonia Nitrogen Limit
as mg N/L
Phosphorus
Monthly Average
TSS mg/L
IL0026123 US Dept. Of Energy
7/17/2008 7/31/2013 Ferry Creek, Kress, Creek, Indian Creek
001-006 Non-Contact Cooling Water and Stormwater
-
IL0020516 Village of Cary WWTP
1/11/2006 2/28/2011 Fox River 001 STP Outfall 2.8 MGD 20 1.5 -
IL0062260 Village of Elburn 10/19/2006 11/30/2011 Welch Creek 001 WWTP Outlet 1.266 MGD 10 1.1 - 12
IL0068764 Village of Gilberts WWTP
7/26/2011 7/31/2016 Tyler Creek 001 STP Outfall (Existing Facility)
1.0 MGD 10 1.4 1 12
IL0050628 Village of Hinckley STP
2/7/2013 1/31/2018 Little Rock Creek 001 STP Outfall (Existing Plant)
0.2 MGD 10 1.1 - 12
ILG580213 Village of Paw Paw STP
12/11/2003 12/31/2007 001 STP Outfall 0.15 mgd 31 - 46
ILG580236 Village of Waterman STP
12/11/2002 12/31/2007 001 STP Outfall 0.18 mgd 38 - 56
IL0038229 Waubonsee Community College - STP
-
IL0020109 Wauconda WWTP 9/13/2011 9/30/2016 Fiddle Creek 001 STP Outfall (Existing Facility)
1.9 MGD 10 1.1 1 12
IL0034843 Wayne Grade School STP
7/24/2013 7/31/2018 North Branch Norton Creek
001 STP Outfall 0.030 MGD 10 1.2 -
12
IL0001759 Wedron Plan 8/23/1996 8/31/2001
Buck Creek, Fox Riverm, Unamed tributary to Fox River
-
IL0036412 Yorkville-Briston Sanitary District – STP
5/14/2007 5/31/2012 Fox River 001 STP Outfall 3.62 MGD 20 1.5 -
25
Table 7 NPDES Permit Table 4

8/22/2014 P a g e | 1 Revision 3
7.1 Appendix 2 Sample Cost Calculation
The equations in Appendix 2 are only meant as rough estimates.
20 Year Life Cycle Costs (US Dollars 2014) per million gallon treated 1 mgd 5 mgd
10 mgd
Chemical Addition $243 $140 $122
A/O System $1126 $791 $700
A/O with Fermenter $1156 $821 $706 A/O with Fermenter and Filters $1369 $913 $821
Table 8 20 Year Life Cycle Costs per Million Gallons for Various Treatment Systems for
reaching 1.0 ���
� to 0.50
���
� 13 pg4-23
Capital Costs (USD 2014) per
MGD of Capacity 1 mgd 5 mgd 10 mgd
Chemical Addition $0.30 $0.07 $0.05
A/O System $2.46 $1.70 $1.52
A/O with Fermentor $2.46 $1.70 $1.52
A/O with Fermentor and Filters $3.04 $2.13 $1.89
Table 9 Capital Costs per MGD for various treatment systems for reaching 1.0 ���
� to
0.50 ���
�.13 pg4-23
The calculation below are based upon USEPA’s methodology of roughly estimating
the upgrade costs of meeting a 1P limit for a 1 mgd WRRF using the cost information in
chapter 4 for biological or chemical removal. This sample calculation should only be
done to give a “ballpark” guess of the costs of upgrading a facility. The first step is to
determine the total flow treated during the 20 year life cycle.
Equation 6
Volume����� = Flow��� × Years�$����%&' ×365 days
year
Volume����� = 1Million Gallons
day× 20 years ×
365 days
year= 7,300 Million gallons
Next, the present worth of retrofitting the plant as well as loan financing to fund
20 years of operations and maintenance will be determined. We will assume the plant is

8/22/2014 P a g e | 2 Revision 3
using chemical addition or A/O process. The calculation for chemical addition does not
include sludge handling.
Equation 7
Present Worth:; ���� = Volume����� × Cost=%>>%&' ��>>&'
Present Worth:; ����,?@��%?�> = 7,300 Million gallons ×$243
Million Gallon= $1,800,000
Present Worth:; ����,D� = 7,300 Million gallons ×$1126
Million Gallon= $8,200,000
The present worth is multiplied by 1.6 as a safety factor to account for variable
site differences.
Equation 8
Present Worth:; ����,?@��%?�>,E%'�> = Present Worth:; ����,?@��%?�> × 1.6
Present Worth:; ����,?@��%?�>,E%'�> = Present Worth:; ����,?@��%?�> × 1.6 = $2,800,000
Present Worth:; ����,D�,E%'�> = Present Worth:; ����,D� × 1.6 = $13,000,000
To determine the capital costs, equation 9 below is used with the same safety
factor as the present worth analysis.
Equation 9
GHIJKHLMNOPO = GQRK�ST,UVSVUWPX × GHIHYJKZ[\],��T × ^H_`KZ]VUPNa = $ bJLLJQc
GHIJKHLMNOPO,Ude�WUVf = 0.30 × 1gJLLJQc hHLLLQcR
iHZ× 1.6 = $ 0.5 bJLLJQc
GHIJKHLMNOPO,\/k = 2.46 × 1gJLLJQc hHLLLQcR
iHZ× 1.6 = $ 3.9 bJLLJQc