Endress+Hauser InDesign CS2 Template · 2012-09-14 · Metal 3 Direct measurement of mass and...
16
Solutions for the metal industry perspectives Endress+Hauser International – 2012 Metal
Transcript of Endress+Hauser InDesign CS2 Template · 2012-09-14 · Metal 3 Direct measurement of mass and...

Solutions for the metal industry
perspectivesEn
dres
s+H
ause
r
Inte
rnat
iona
l – 2
012
Met
al

Endress+Hauser perspectives 02/20122
ContentsMonitoring cooling circuits ................4
Steadyhigh-temperature measurement .........6
Levelfl ex: reliability and effi ciency win hands down ...............................7
Micropilot M for reliable measured values ..............8
"We've got it covered!" ......................9
Robust point leveldetection in bulk solids ......................10
Eliminate leaks - increase energy effi ciency ..................12
Messer: cutting-edge .........................14
Plant documentation at a click ...........................................16
Publication details
Publisher: Endress+Hauser Messtechnik GmbH+Co. KG79576 Weil am Rhein, Tel. 07621 975-01, [email protected] department: Jens Hundrieser, Global Industry Manager Mining & MetalCompilation/Layout: Daniela Ruta, Marketing Communication

3Metal
Direct measurement of mass and corrected volume for process gases
Proline³ t-mass 150
Energyintensive processes are par for the course in metal production and metal processing. These processes are made possible by gases, such as compressed air, argon and nitrogen, which are supplied by extensive distribution networks. The safe and reliable operation of these networks is critical for production. Against the backdrop of energy reduction and cost allocation, distribution networks are increasingly becoming a priority area.
While high-precision measuring systems like Promass (Coriolis), Prowirl (Vortex) or t-mass 65 (thermal) are deployed in the compressor station or plant entrance to verify the compressor performance or for invoicing purposes, lower-cost measuring systems are installed in the distribution network. The aim of a lower-cost measuring system is to map the network operation in detail, so that malfunctions and leaks in the network can be identifi ed and eliminated in real time.
While small leaks may go unnoticed as an abundance of primary measurements are fed into a system, measurements on a line reliably indicate an increase in the measured value. Roughly 3-6 line measurements are installed or required for a primary measurement. The requirements for line measurements differ from those for primary measurements. Reproducibility is often more important than absolute accuracy. Furthermore if pressure loss in the measuring system is kept to a minimum this avoids the need for additional energy consumption. Reliable instrument operation is crucial in the extensive dis-tribution networks. It is often very diffi cult to even access the measuring points for repair or replacement purposes.
Harsh ambient conditions also place additional demands on the housing and electronics system. With Proline³ t-mass 150, Endress+Hauser offers its customers a robust and fl exible measuring system for use in distribution networks in the metal industry. The t-mass 150 measuring system has been specially designed to measure compressed air and technical gases in the non-hazardous area and for use in distribution networks. Negli-gible pressure loss and the ability to measure mass or corrected volume without the need for additional pressure and tempera-ture compensation are just some of the benefi ts afforded by the thermal measuring principle. This means it is possible to directly compare all the measuring points. The robust housing and sen-sor design form a maintenance-free measuring system that does not have any moving parts.
Thanks to the integrated "Gas Engine" it is possible to use Proline³ t-mass 150 with air, argon, nitrogen and CO2. The gas option can be changed directly in the device menu so there is no need to return the instrument to Endress+Hauser. The menu for local operation displays plain text in all common languages. Furthermore, default settings can also be confi gured for the device parameters at the factory. The modular instrument concept means that the optimum t-mass version can be selected to suit the specifi c application. Various process connections are available, such as fl ange, thread or insert versions, and different accuracy ratings and measured value outputs can be selected.
Sebastian Grahlow,
Product Manager, Flow
www.products.endress.com/tmass
tmass 150 monitors the process gas supply network for leaks.

Endress+Hauser perspectives 02/20124
Following a number of serious accidents in Norway, the smelting industry was required to introduce comprehensive monitoring systems for the furnace cooling water circuits. If water enters the furnaces uncontrolled, there is an enormous risk of powerful explosions occurring.
Against this backdrop, full-scale instrumentation solutions were implemented across Norway to reduce the risk of such incidents. Given that the Norwegian Labor Inspectorate (Ar-beidstilsynet) does not make specific requirements regarding the measuring technology deployed, different solutions have been implemented. Many follow the example of the silicomanganese producer in Kvinesdal, where quantity and temperature are primarily measured using ultrasonic technology, and implement this solution with PROFIBUS®. This ensures a compact installa-tion and additional diagnostics information.Eramet has a total of 142 Prosonic Flow in-line two-wire ultra-sonic flowmeters (DN 40) in operation on 71 cooling circuits, with a flowmeter installed on each feed line and the return line from the furnace. An alarm is triggered if different measurement results are returned. At the same time, the temperature of the cooling water is measured individually with a total of 71 temperature measuring devices. With one Coriolis mass flowmeter for the main infeed and other pressure and tem-perature measuring points, the installation comprises 219 Endress+Hauser instruments with PROFIBUS PA connectivity.
Dynamic compensationWhile the task might sound easy, the density of water varies with temperature in a non-linear pattern. Continuous compen-sation is therefore necessary. A certain degree of evaporation also has to be factored in regardless of how leaktight the cooling circuits may be. Operators must track trends and variations closely.But Ernamet goes one step further: the company uses other key parameters of the Prosonic Flow ultrasonic measuring devices to increase the system safety. The information is passed through the same bus as the process values which means that alarms for sensor quality, sensor status and the actual PROFIBUS® com-munication are detected. Furthermore additional details on the condition of the sensor are supplied by the status code.
Fantastic fieldbusElectronics engineer Dag Baumann is very happy with the functionality and the fieldbus: "I was rather eager to see the PROFIBUS® and the low energy consumption of the instruments for myself – the two-wire ultrasonic measuring devices consume just 0.5 watts." "The bus is simply fantastic", the engineer adds with a smile.
Monitoring cooling circuitsEramet in Kvinesdal/Norway has installed an information-packed cooling circuit
monitoring system at one of its 30 MW manganese furnaces.
© E
ram
et –
Eve
n Fl
adbe
rg
A total of 142 Prosonic Flow ultrasonic flowmeters are installed in the cooling circuits at Eramet.

5Metal
A traditional 4-20 mA instrument has a power consumption of around 11 watts. With more than 200 measuring devices installed, this would generate a substantial amount of superfluous heat.Baumann is clearly proud of the compact, aesthetic facility. Attention was paid to both design and function here: "The pipe construction was developed by our very own technical depart-ment."
Outstanding partnerAll the signals from the PROFIBUS® PA measuring devices for cooling circuit monitoring are converted to PROFIBUS DP and forwarded by fiber optics to a Schneider Electric PLC. Wärtsilä in Stavanger and Stord were responsible for planning and programming the Telemecanique Unity TSX P57 control solution. "These are outstanding partners who once again clearly exceeded our expectations," says Baumann. He also reports that the automation section of the project began with an excellent functional description, with tag numbers for instruments and piping & instrumentation diagrams (P&ID)."We sent Wärtsilä all the information but only got a few ques-tions back. I was almost a bit worried about their silence. But I had no reason to be so. Everything worked out perfectly. The same can be said of the installation project on Flekkefjord Elek-tro. There was barely a switching error.”
On the same wavelengthThanks to everyone's experience with the cooling circuit monitoring system to date, only happy faces can be seen in the control room. "The operators are really delighted. They get more information and can make the necessary decisions at an early stage," says Baumann. "A good P&ID diagram is invaluable for the smooth interaction between automation and mechanics. Here everyone concerned is on the same wavelength. And we will ensure that instrumentation and automation will continue to increase the safety of the systems around us."
ConclusionTo cool the smelting furnaces with water Eramet Kvinesdal has used frequency-controlled pumps which are slowed down to minimum speed when an alarm is signaled or a possible leak is detected. The 30 MW silicomanganese furnace has 71 cooling water circuits, each fitted with an individual Prosonic Flow ul-trasonic flowmeter on the infeed and return line. Furthermore, separate temperature measurements are taken on all the return lines. The density of the water depends on the temperature and follows a non-linear pattern. For this reason dynamic tempera-ture compensation is of utmost importance. Even if just topping up or refilling the dilution water operators are alerted if anything is amiss. The Coriolis mass flowmeter in the main infeed line boasts an accuracy rating of 0.2% and issues a warning as soon as it encounters a problem. This results in an early warning and troubleshooting system which ensures problems are eliminated before serious incidents can occur.
Even Fladberg,
Eramet
Industrial masterpiece: Over 200 PROFIBUS PA measuring devices make up this compact and aesthetic solution that sends process parameters and diagnostic information to the control system via fiber optics.
In addition to the flowmeters, numerous pressure and temperature measuring instruments are used on the furnaces.

Endress+Hauser perspectives 02/20126
When it comes to manufacturing and fi nishing metal, heat plays a central role. However, a specifi c degree of heat - rather than intense amounts of heat is the critical factor here. This is because the actual temperatures in the individual production processes are of vital importance to the end product. If the specifi ed temperature is not reached and maintained this can be detrimental to the quality of the product. For this reason temperature measuring points are the backbone of quality assurance.
Taking measurements at temperatures between 800 °C and 1700 °C places particularly high demands on the measuring technology used. Many materials can only withstand the heat and the other process conditions for a limited period. While some pro-cesses involve corrosive gases, other processes can be abrasive. This is exacerbated by turbulence and other extremes that make things all the more diffi cult for the component parts of a thermometer. A combination of corrosion and abrasion is often the root cause of measurement failure. At critical measuring points, therefore, measurements are either not taken continuously or the thermo-couples must be replaced quite frequently. These measuring points increase the workload of the main-tenance departments and drive up costs. Added to that, they are often diffi cult to access.
In recent years, materials research has provided us with many new materials, ranging from new metal alloys to robust, ceramic substances. Endress+Hauser has examined and tested these new materials and found it possible to use some to produce thermowells
that withstand extreme process conditions far longer than previously possible or imaginable. The new thermowell materials have been tested in applications where service lives in the past have usually ranged from one day to just a few weeks, such as in the metal industry, cement production or waste-to-energy plants. Frequently, conditions here are not only harsh but also change unpredictably. Thanks to the new thermowell materials it has been possible to extend the operating life of the high-temperature sensor several times over in these very processes. The thermowells both provide mechani-cal protection for the thermocouple and prevent the penetration of gases that cause temperature drifts and failure due to corrosion. A thermocouple designed with the optimum thermo-well material makes the process more reliable, ac-curate, manageable and stable over the long term. This drives down maintenance costs and improves quality, process safety, and safety at work.
Endress+Hauser has incorporated its research and testing results into the Omnigrad S TAF high-tem-perature sensor line. Given the extensive possibilities of combining the TAF11, TAF12S, TAF12D, TAF12T and TAF16 devices, the ideal thermocouple can be designed for every application. With the new thermowell materials thermocouples can be used in an even wider range of applications.
Dirk Lahme,
Product Manager, Temperature
Steadyhigh-temperature measurement
New thermowell materials for reliable temperature measurement.
Omnigrad S, TAF16
• Long operating life owing to innovative thermowell materials that offer greater resistance to wear and corrosion
• Sensor protected by gas-tight materials means measurements are stable over the long term
• Modular design for fl exible product selection
• Suitable for use in cement production, steel processing, combustion furnaces and fl uidized bed furnaces.
• TAF16 comprises a single or double ther-mocouple insert and a metal or ceramic thermowell.
• Process temperatures: up to +1700 °C
www.products.endress.com/TAF16
© fl
eag
– ist
ockp
hoto
.com

7Metal
Gerdau Acominas, Brazil's biggest steel producer, is a client of Endress+Hauser's sales offi ce in Brazil. Its mine in the state of Minas Gerais has been in operation since 1986 and covers an area of 400 hectares. Three million tonnes of ore are mined here every year.
Steel production in an integrated smelting works re-quires coke which is produced in a coking plant by heating coking coal in air-evacuated conditions to temperatures of around 1,200 °C. A common measuring task, which has frequently caused problems in the past, is the reliable detection of interfac-es in an oil and water mixture on the "white" side of the coking plant where the coke furnace gas is reprocessed. This mixture is separated into its parts in a downstream treatment process so that the oil can be reused. Up to now, operators have been using instruments based on the positive displacement principle to detect the interfaces. However, this required extremely high maintenance and was not entirely reliable.According to Alexandre Kutil, Product Manager at Endress+Hauser Brazil, "the application posed a big problem for the client and a solution was urgentlyneeded. We gave the client the new Levelfl ex for free for a trial period." The client only had to pay if he was happy with the performance of the new Levelfl ex FMP55 after 60 days. "However Gerdau Acominas was so impressed by the product that they settled the bill on
day 20. Levelfl ex's perfor-mance had clearly won the client over." The technical benefi ts afforded by Levelfl ex FMP55 really came to the fore in this ap-plication: a system com-bining a guided radar and the capacitive measuring principle ensure very reli-able and effi cient interface measurement. With the guided radar technology, the new Levelfl ex FMP55 can measure the interface and
the level independently of the temperature and density. The capacitance solution supports the measurement pro-cess in the event of severe emulsifi cation at the interface. Even buildup does not affect the signal. "The new Levelfl ex has two analog current outputs," Alexandre Kutil points out. "This is advantageous in many applications as the total level and the interface level can be output at the same time."
Levelfl ex FMP55
• Reliable mea-sured values both for the interface location and the total level thanks to a redundant mea-suring system
• No wet calibra-tion required
• Temperature range: –50 to +200 °C
• Reliable mea-surement also in the event of:• interface with
emulsion• turbulent sur-
faces and foam generation
• varying pro-duct properties
www.products.endress.com/FMP55
Levelfl ex: reliability and effi ciency win hands downLevel measurement with Levelfl ex FMP55 impresses Brazilian steel producer
Front right: the Levelfl ex FMP55 is already in operation. The measuring devices based on the positive displacement principle on the other tanks are soon to be replaced.
Alexandre Kutil, Product Manager at Endress+Hauser with the client at the plant.

Endress+Hauser perspectives 02/20128
Dillinger Hütte, along with subsidiaries ROGESA Roheisengesellschaft Saar mbH and Zentralkokerei Saar GmbH, is an integrated steel works plant with a coking plant, sintering plant, blast furnaces, basic oxygen steelmaking plant, heavy plate rolling mill and further processing. By constantly modernizing and upgrading its equipment, the Dillinger Hütte Group continuously paves the way for innovation. Among other things the focus here is on investment to increase product quality and product development. As a result, the company decided to implement modern level measuring technology in the dust silo of the scrubber, located downstream from the scarfing process.
Three continuous casting machines supply metal to the hot rolling mill. On these machines, the strand is only curved towards the horizontal plane once it has completely solidified. The strands are then cut into defined lengths. Slab formats range from 200 x 1000 mm to 450 x 2200 mm. Dillingen not only casts the world's largest slab cross-section, the plant's vertical-bending casters also achieve a much better oxide cleanliness throughout the cross-section of the slab compared to competing casting systems.
With the new scarfing plant any surface flaws on the steel slabs and billets are descaled using natural gas and oxygen. In the scrubber, flue gases from the scarfing plant and the roof air offtake are extracted via a piping system using a hose filter unit and routed to the de-dusting plant. The scrubbed flue gases are routed through a stack and released to the atmosphere using an exhaust gas fan. The hose filter is a heavy-duty filter with vertically arranged filter hoses in a multiple chamber design for the continuous separation of gas and solids. A trough chain conveyor collects the dust under the hopper tips which is then
transported to a 60 m3 iron oxide dust silo via downstream double pendulum flaps. The level in this dust silo is continuously measured with a Micropilot M FMR250 bulk solids radar. Endress+Hauser has continuously improved and advanced the time-of-flight measuring principle in the radar technology seg-ment over the last 19 years. Thanks to special high-frequency modules with high dynamic ranges it is now possible to receive very reliable measured values in bulk solids with radar equip-ment to a depth of 70 meters. The increased sensitivity of the Micropilot M does not affect its ability to be used in hazardous areas. A device version that meets ATEX 1/2 G and ATEX 1/2 D specifications is still available. The new radar technology offers a range of advantages: for one, measurement is largely independent of medium properties such as dust emission, filling noises, temperature layer and gas overlay. Furthermore, time-of-flight devices do not rely on mechanical moving parts or sensors that are in contact with the medium, keeping maintenance costs low. Dust emission, in particular, poses a big challenge to measuring technology as it involves buildup. The Micropilot M FMR250 features a purge air unit as standard. To avoid any buildup, an appropriate air and gas mixture can be connected at any time without the need to replace the device. Small portable gas cylinders can also be connected for short periods.
Carsten Schulz,
Product Manager, Level
www.products.endress.com/FMR250
Micropilot M for reliable measured valuesThe non-contact radar technology returns reliable values even under tough conditions
such as excess dust emission.
The level in the iron oxide dust silo is measured continuously with a Micropilot M FMR250 bulk solids radar.

9Metal
Küttner Energy GmbH is part of the globally integrated Küttner Group operating successfully for over 60 years in the fi eld of plant con-struction and engineering. Küttner Energy has some 30 years experience in the planning and construction of entire facilities and components for heat recovery in industrial processes. The solutions for optimum residual heat utilization not only help drive down energy costs for plant operators they also make an active contribution to environmental protection.
In many of these applications it is important to install the measuring technology so that the units are pro-tected. Compared to a standard measuring point, this type of instrumentation requires additional planning and organization with numerous interfaces. Apart from the pressure transmitters, suitable valve mani-folds and protective boxes must also be planned. "Professional and personal advice is indispensable particularly when working directly on the project," says Lothar Marcus, Project Manager at Küttner Energy.
"In the project execution phase, chal-lenges arise that require a high level of fl exibility along with experienced and committed partners," claims Lothar Marcus.
That is why he has made the right decision with Endress+Hauser. With an outstanding sales and marketing network both in Germany and in many regions around the world, Endress+Hauser is close to its customers and always easy to reach. Endress+Hauser works with the customer to identify the measuring point requirements. In the subsequent planning phase, the individual components are con-fi gured and adjusted to work in harmony. The assembly is then subject to fi nal testing and inspec-tion. In this way customers get a harmonized, sophisticated and turnkey solution from a single source, giving them more time to focus on their core competencies.
"The high quality of Endress+Hauser's products was a decisive factor," the project manager explains. Apart from the habitually high quality of the pressure transmitters, Lothar Marcus also ensures that the protective boxes and valves are supplied by qualifi ed and well-established vendors. Furthermore collabo-ration with these companies is built on positive pro-ject communication and long-standing partnerships, as this is to only way to achieve top-quality results.Endress+Hauser provides excellent customer service and turnkey pressure measuring points with protec-tive boxes, valve manifolds and additional accesso-ries – outstanding quality from a single source!
Dirk Dohse,
Product Manager for Pressure Devices
"We've got it covered!" Complete solutions from Endress+Hauser:
pressure transmitter in a protective box
PMD75 – Differential pressure transmitter with metal sensor
• Very good reproducibility and long-term stability
• High reference accuracy: up to ±0.075 %; as PLATINUM version: ±0.05 %
• Turn down 100:1, higher available on request
• Used for fl ow and differen-tial pressure monitoring up to SIL 3, certifi ed by TÜV SÜD in accordance with IEC 61508
• HistoROM®/M-DAT memory module
• Self-monitored from the measuring cell to the electronics
• Quick Setup menus for fast commissioning
• Menu-guided operation• Comprehensive diagnostic
functions• International applicational
use thanks to wide range of approvals
www.products.endress.com/PMD75

Endress+Hauser perspectives 02/201210
It is 1953: Elisabeth II is crowned queen of the United Kingdom of Great Britain and Northern Ireland, while in Germany the reconstruction is well underway and the country is feeling the positive effects of the German economic miracle. It was around this time that Endress+Hauser launched its very first capacitance probe on the market. For close to 60 years, Endress+Hauser has developed and advanced its capacitance probes, launched numerous technical innovations and raised the bar time and again with its innovative products.
Despite the introduction of completely new measuring prin-ciples in the past few decades - such as the vibronic principle for point level detection or the guided radar for continuous level measurement - the capacitance measuring principle is still cut-ting edge. The concept behind this type of level measurement is as simple as it is ingenious: the system assesses the change in the capaci-tance of a capacitor which is formed by the probe and the tank wall. This change occurs when the probe is covered by medium. Given the broad range of probe types in the capacitance product portfolio, this principle can be used in every conceivable applica-tion. However processes involving extreme conditions - such as very high mechanical loads or process temperatures - require a robust and versatile probe such as the Solicap S FTI77 capaci-tance high-temperature probe. Endress+Hauser launched Solicap S as early as 2009. It proved to be a resounding success not least because of its immunity
to temperature change up to 400 °C or its ability to withstand extreme lateral loads up to 800 newton metres. The rope version can even withstand a tensile load of 20,000 newtons which is equivalent to the average weight of an adult elephant. Such testaments to simple universality and unbeatable robustness are what voestalpine particularly values.
voestalpine is a globally integrated corporation with a wide range of specialized and flexible enterprises that produce, pro-cess and refine high-grade steel products. One such enterprise is voestalpine Stahl GmbH in the Austrian city of Linz, the steel expertise center in the corporate group. voestalpine Stahl produces highly advanced flat rolled steel for the automotive and commercial vehicle industry, the car sup-plier industry, the household appliance industry, the electronics industry and other business sectors.In Linz the company runs a fully integrated steel works plant, one of the most modern works in Europe. Production here focuses on the manufacture of high-quality steel strips and heavy plates, in all stages ranging from the processing of raw materials to pig iron and steel production to rolling and finishing processes.
In the LD steel plant (LD = Linz-Donawitz process*) the molten pig iron from the blast furnace, along with scrap and diverse aggregates, are processed into crude steel at a temperature of
Robust point level detection in bulk solidsThe briquetting process in steel production requires measuring instruments to be
extremely resistant to heat. For over half a century Endress+Hauser has been developing
and advanced capacitance measuring technology to ensure it can withstand both high
temperatures and extreme loads.
The voestalpine factory in Linz with the blast furnace in the center

11Metal
around 1,650 °C - known also as the basic oxygen furnace (BOF). The oxygen blown into the melt. signifi cantly reduces the carbon content. Additional treatment in the ladle furnace and the vacuum plant ensures the precise composition of the steel. The molten steel is then cast into slabs in several continuous casting machines. Primary extraction then captures and treats the converter gas generated during the LD process so that it can be reused in other voestalpine processes instead of fossil fuels. Three secondary de-dusting plants extract the dusty exhaust air at the roof of the hall, the reloading stations, above the ladles
and on the converters. The dust generated is collected, made into briquettes and reused as a coolant in the crucibles.
The Solicap S FTI77 is used in these very systems as a level limit probe for emergency dust removal from the briquetting process. Here LD dust at temperatures up to 400 °C is discharged to the emergency discharge bin. The level limit probe acts as an overfi ll protection. As soon as the vessel is full, it is removed by a forklift. The discharge pipe and probe are raised for this purpose. It has not been designed as a fully automated application as the container only rarely needs to be replaced (e.g. running system empty, emergencies etc.).
The Solicap S FTI77 can generally be used as a minimum or maximum fail-safe system. Active buildup compensation enables reliable switching at any time, even when the medium causes buildup. The easy-to-shorten sword or rope version eliminates the need to store different probes with different active lengths and therefore drives down inventory costs for capacitance probes. A wide range of meter electronics is available: if the FEI55 (8/16 mA) electronic insert is used Solicap S can even be deployed in safety systems that meet functional safety require-ments up to SIL 2/3. Numerous other certifi cates and approvals ensure the universal use of the product – capacitance at its best.
Johannes Wirth,
Product Manager, Level
Solicap S FTI77: version with active buildup compensation
• Very robust version for harsh process conditions (process temperatures up to 400 °C, lateral load up to 800 Nm, tensile load up to 20 kN)
• Easy and rapid commissioning thanks to touch button-operated calibration
• Dual-stage overvoltage protection against static discharge
• Active buildup compensation for bulk solids subject to buildup
• Permanent electronics self-monitoring • SIL 2/SIL 3
www.products.endress.com/FTI77
The Solicap S overfi ll protection system is raised to replace the full emergency discharge tank in the briquetting process.
* Oxygen steelmaking process to produce steel by converting high-carbon pig iron to low-carbon steel
© v
oest
alpi
ne

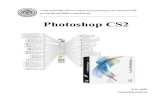
Start of measures
End of measures
Increased efficiency
Theoretical critical point without iterative measures
Energy costs without measures
Energy costs with measures
Proactive measures deliver lasting reduction in energy costs.
Endress+Hauser perspectives 02/201212
Eliminate leaks – increase energy effi ciencyWhen a new compressed air system is put into operation, the number of leaks detected
is typically very low. However, ongoing mechanical loading and unloading in production
means that the amount of compressed air lost through leaks constantly increases over time.
An engine maker in south Germany develops, manufactures, sells and services civil and military aircraft engines in all thrust and power categories, as well as stationary industrial gas turbines. At its headquarters, compressed air supply and distribution is outsourced. The service provider is paid by volume of compressed air supplied. Consequently the company is very interested in eliminating leaks and therefore decided to assign Endress+Hauser the job of locating, quantifying and eliminating leaks in the system.
Compressed air is generated as follows: turbo compressors cover the basic load while RPM-regulated screw compressors are responsible for supplying compressed air at peak times. The compressed air is centrally generated, treated and distributed via an underground network on the factory premises.
Locating leaksLeaks can occur anywhere in the network: at pipe connections, drain valves, fi lters, pressure regulators, valves, quick-action couplings and hoses. Engineering skill and expertise are needed right from the start. An informed assessment of the susceptibility to leakage of all the components deployed is crucial. Leaks can be pinpointed using ultrasonic detectors. This principle also works over longer distances up to twenty meters. In this way, several hundred leaks were located at the site and documented in a leak report.
Quantifying leaksThe second step involves quantifying the leaks detected. Here the leaks are documented seamlessly, assessed and particular weak spots identifi ed. Among other things, leak quantifi cation is based on the following information: number of leaks, leak size, price of electricity, specifi c power consumption and operating hours of the compressed air system. This is followed by sugges-tions on how to improve the assemblies, couplings and materials deployed and a prioritized list of measures is then drawn up,
with the focus on technical feasibility and economic viability. Sizable leaks and easy-to-fi x leaks are given top priority.
Eliminating leaksThe leaks are fi xed systematically based on the leak report. As at the start, the skill and expertise of the technicians play a central role here. In conjunction with opti-mized material use, such as for seals and couplings, the longest possible operating times are ensured and generally range from between three and seven years.
Several hundred leaks fi xed Several hundred leaks have already
been fi xed. These proactive mea-sures save the company a substan-tial fi ve-fi gure amount each year, resulting in a payback period of approximately one year. Further-more, this approach reduces the workload on the compressed air generation station and increases plant availability. These measures have been implemented annually since 2009 with the focus on dif-ferent areas each time.
In this way the company is continuously improving its com-pressed air system, and by conserving energy helps deliver on the business goal of protecting the environment, as outlined in the corporate philosophy.

www.de.endress.com/sparbuch
Instrumentation
Energymanagement
Visualization
Process
Imple
mentation Analysis
Concept Monitorin
g
13Metal
Savings Book"Energy effi ciency pays off!"
To help you get an idea of the untapped potential for saving energy in your company, this "Savings Book" provides specifi c examples of how you can cut your energy costs on the long term. Drawing on everyday scenarios in companies, the Savings Book illustrates solutions and the benefi ts they bring. Using typi-cal values you can quickly calculate what savings are possible and how soon you will get a return on your investment.
If cost-cutting measures are to deliver a sustainable result, they must be implemented in a continuous process in the company:Energy fl ow and production volumes are processed in the production process. This information must then be analyzed with tailor-made measuring technology to deliver the necessary level of transparency. In the next step, visualization solutions enable all the mea-sured data to be monitored continuously. On the basis of the key data gathered, concepts can now be developed for specifi c optimization measures that are listed in the energy management documentation. These measures are then implemented in practice by order of priority.
Now everything comes full circle: the optimization measures implemented bring about a change in the energy fl ow. This, in turn, must be measured, analyzed and visualized to obtain a solid basis for appraising the success of the measures imple-mented.
It pays to focus on the total cost of ownershipIn addition to the solutions presented, a separate chapter in the Savings Book deals with the topic of total cost of ownership. Using a specifi c example, a calculation tool is presented which was developed by Deloitte for the German Electrical and Electronic Manufacturers' Association (ZVEI). This presents investment alternatives in a transparent manner and makes it possible to compare them in terms of energy effi ciency and their economic effects.
Endress+Hauser: your reliable partner for professional support throughout the entire process. Endress+Hauser has an entire portfolio of mea-suring devices for steam, compressed air, water, heat, cold, electricity, natural gas and oil. For visualization purposes, we offer all kinds of energy computers and data loggers as well as software for energy ma-nagement across multiple locations. Within the framework of an "energy site survey" we provide professional advice and support to help you set up an energy monitoring system tailored to your installed base. During the design phase, you can rely on us for consulting and advisory services, such as potential analysis and detailed analysis. And rest assured that both our project man-agement and engineering teams will be by your side with the support you need to successfully implement the action plan. Afterwards our calibration service will guarantee a consistently high level of accuracy and our W@M Life Cycle Management (see Page 16) provides a standardized documentation process where you can store and manage the data for all the compo-nents in specifi c plants at a central location. In this way you not only benefi t from comprehensive support aimed at certifi cation to DIN EN 50001, but also safeguard the competitive position of your business on the long term!
David Wallerius,
Marketing Manager, Process Automation
Stef
an K
örbe
r - fo
tolia
.com

Endress+Hauser perspectives 02/20121414
Industrial gas manufacturer Messer
has set up the company's largest
European air separation unit in
Salzgitter. To ensure accurate mea-
surements, Messer relies on high-
precision measuring technology
from Endress+Hauser.
The new air separation unit operated by Messer Industriegase GmbH in Salzgitter (DE).
© M
esse
r:
Messer: cutting-edge

15Metal
In the metal industry, oxygen and nitrogen are used in a wide range of applications. Oxygen, for example, is needed to accelerate combustion processes in steel production while nitrogen is used as an inert gas or for cooling purposes. These gases are produced in Messer's new production facility by splitting air into its three main components: oxygen, nitrogen and argon. These gases are then supplied to production facilities in all industrial sectors.
Messer is one of the leading industrial gas companies with over 60 businesses in the Messer group and with operations in 30 countries in Europe, Asia and Peru. International activities are directed from the Frankfurt am Main area while the techni-cal central functions of logistics, engineering and production, as well as applications engineering, are controlled from Krefeld. Ranging from acetylene to xenon, the Messer Group offers one of the largest product portfolios in the market.
Special tank trucks are used to transport the liquid gas to the customers. To obtain precise readings of the filling quantity in the tank trucks, Messer has been using Endress+Hauser's preci-sion flowmeters for a long time. Wolfgang Dietrich, Chief Instrumentation Engineer at the Messer Group, says: "When filling our trucks, we use high-precision flow measuring technology in addition to the truck scales as this is a particu-larly critical area for us. While some measuring devices can be bought for cheap, when you compare the accuracy of an orifice plate, for example, with the accuracy of a Coriolis flowmeter the difference in accuracy with just one truck load translates to a liquid gas volume worth a considerable sum. Promass F from Endress+Hauser proved to be the measuring device that met our requirements. In addition to its reliable accuracy rating and the fact that it is not affected by installation conditions, Promass F is also far more compact than rival products. This compact design was a key factor in our decision."
Reliable measurement of cryogenic media"Coriolis flowmeters are being used more and more for cryo-genic applications," says Oliver Seifert, International GasManager at Endress+Hauser Flowtec AG, with headquarters in the Swiss town of Reinach. "We are getting an increasing num-ber of requests for the measurement of liquid nitrogen, oxygen, argon and liquid natural gas with our Promass F." Direct mass measurement with the Coriolis process offers decisive advantages in such applications. In many other types of measuring technology, it is necessary to first determine the mass flow of liquefied gases in a flow computer using compensation. This is both complex and time-consuming. Such measuring points have four different components for pressure, temperature and flow and a flow computer. Unfortunately in applications with cryogenic media, pressure compensation is often not per-formed even though this can result in an additional measured error of one percent.
With Endress+Hauser's Promass F, however, all the measure-ments required for pressure compensation can be replaced by one single measuring device that delivers far more accurate results.
Onsite verification in just a few hoursProven in use for many years, Promass devices are now being deployed as master instruments on mobile calibration units to calibrate flowmeters on trucks with cryogenic liquids such as nitrogen, for example. Furthermore, Endress+Hauser offers its customers turnkey solu-tions to verify devices in the field and therefore check the state of the measuring point. Another industrial gas manufacturer is currently upgrading all its transfer stations for liquefied natural gas to Promass.
The operational reliability of the Promass flowmeters is checked every six months in the installed state with Endress+Hauser's Fieldcheck tester and simulator. These test measurements take less than an hour and therefore enable significant time and cost savings over traditional measurement methods with typi-cal testing times of a half a working day. The benefits for the operators concerned were tremendous: the monthly check of all the measuring points now just takes under thirty hours! Furthermore, with W@M (Web-enabled Asset Management) Endress+Hauser's customers can manage their entire measu-ring point documentation in a central web-based solution. As a result, customers no longer need to waste time searching for documents as all the vital information is just a mouse click away and can be retrieved immediately online.
Oliver Seifert,
International Gas Manager
Precise flow measuring technology even at -183 °C: Promass F measures liquid oxygen in Salzgitter.

Instruments International
Endress+HauserInstruments International AGKägenstrasse 24153 ReinachSwitzerlandPhone +41 61 715 81 00Fax +41 61 715 25 00http://[email protected]
CM01006U/11/EN/01.12 Straub/INDD CS5
At a clickPlant documentation helps ensure safe plant manage-
ment, high plant availability and can be used for staff
training purposes. To make documentation as easy as
possible, Endress+Hauser's web-enabled asset man-
agement tool (W@M) provides database-driven soft-
ware for process support.
The documentation of a plant and all the components used accounts for a considerable amount of time spent on a project, due in no small part to legal regulations and customer requirements. Endress+Hauser supports the documentation creation process right from the start with a Webbased database.
At Endress+Hauser's production facility, an electronic data record is created in a standardized company database for each product the company makes. In addition to the product speci-fication and customer data, this data record also contains all the device-specific documentation. This includes operating and installation instructions, safety instructions, type examinations, Ex-certificate, material certificates, calibration reports and pa-rameter settings. At the same time, the device serial number is linked to the tag name (TAG number). This information clearly identifies each measuring device and all documents for a specific device can be retrieved.
Creating documentation for projectsAll the devices in a project or for a specific facility can be easily uploaded to a database. Additional components, such as sensors, actuators, machines, pumps etc., can be saved and assigned to a location/project if required. For each project, you can now cre-ate and export lists of all the products used with a simple click of the mouse. Any lists needed to plan spare parts or replace-ment devices are also just a mouse click away.
Documentation directly at the construction siteIn the installation phase, in particular, it is important to be able to quickly access the right documents and the right document versions. The documentation for Endress+Hauser's products can be retrieved worldwide via the Internet in standard formats that make viewing and using the documents easier. By entering the serial or TAG number, all the information can be accessed from anywhere in the world in the customer's own language if preferred. Optimum device configuration is essential to ensure the best level of quality and availability. Process-related parameters are uploaded to the devices during the commissioning phase and saved electronically. To complete the electronic data record, these parameters can always be saved as an attachment to the device.
Life cycle monitoring after commissioningRanging from engineering data to commissioning data, all the information available can be supplied to the plant operator as an electronic database for plant asset management (PAM). Auto-mated life cycle monitoring for all the products means that the operator hardly needs to spend any time updating and adding data during the operating phase. Integrated interfaces make it possible to connect to existing software tools for engineering, procurement and maintenance.
Christian Tepper,
Life Cycle Management Area Specialist