Emission in BFBC

of 6
-
Upload
ganesh-kumar72 -
Category
Documents
-
view
216 -
download
0
Transcript of Emission in BFBC
-
8/15/2019 Emission in BFBC
1/6
Babcock & Wilcox 1
D.L. KraftBabcock & Wilcox
Barberton, Ohio, U.S.A.
Bubbling Fluid Bed Boiler Emissions Firing Bark &Sludge
AbstractA Bubbling Bed Boiler in the Pacific northwest has been
commissioned and operated for more than two years. The unit
fires a combination of mill-generated bark, purchased wood
waste, and sludge. The sludge is approximately 2 / 3 primary and1 / 3 secondary. The uniqueness of the project is the ability to
operate the unit within the strict emissions permit under the ju-risdiction of the Oregon Department of Environmental Quality.
The combustion related emissions being controlled are CO, SO2,
HCl (all under 50 ppm), NOx and Dioxin destruction. Dioxin
emissions are assumed destroyed by controlling the combus-
tion process to continuously provide flue gas temperature above
1800F for a minimum of 1 second residence time, which is a
continuous measurement and control tripping function.
The paper describes the interplay between the different con-
trol strategies for each pollutant. The process is a complex
chemical reaction with multivariable control strategies that con-
flict with each other, necessitating a predictive controller to
expand the operating window of the system. Also described are
emissions from other bubbling bed sources and fuels.
IntroductionThe Pulp & Paper Industry fires a variety of fuels to meet
their energy needs. The traditional mill-generated bark is being
displaced or supplemented with other solid fuels to lower en-
ergy costs. Today, the mill-generated bark is often supplemented
with wood waste from the local area, which can change the bark
characteristics. For example, wood waste can be different in
size distribution, moisture and nitrogen content, and heating
value. Sludge is added to the solid fuel mix due to landfill limi-
tations and costs. Sludge varies in moisture, ash, sulfur, chlo-
rine, nitrogen content and heating value. Additionally, mills are
looking for alternate fuel supplies to co-fire with the bark and
sludge, such as Tire Derived Fuel (TDF) or coal. All of these
variations can have an impact on the emissions and the boiler
design. The intent of this paper is to describe the impact on the
boiler design by a range of fuels and the air permit require-
ments for a Bubbling Fluidized Bed (BFB) boiler.
EmissionsBefore proceeding with a discussion on the impact of pollu-
tion control on the boiler design, the following is a brief de-
scription of the mechanisms of pollutant formation and the in-
dividual control techniques that are unique to the bubbling fluid
bed combustion process.
Sulfur Dioxide: SO2During the combustion process, the sulfur in fuel converts
to sulfur dioxide (SO2). Left uncontrolled, the amount of SO2release is assumed to be the total amount of sulfur converting
to SO2. One control technique unique to the fluid bed combus-tion process is adding a sorbent, such as limestone, to the bed
with the fuel feed. The limestone calcines in an endothermic
chemical reaction, which occurs above 593C (1100F).
CaCO3 → CaO + CO2The CaO reacts with the SO
2 in an exothermic chemical re-
action called sulfation reaction. This chemical process is tem-
perature sensitive and the rate of reaction is at its peak in a
815C (1500F) to 871C (1600F) environment, which is a typical
primary zone combustion temperature for the BFB combustion
process.
CaO + SO2 +1 / 2O2 → CaSO4
Presented to:1998 TAPPI Engineering ConferenceSeptember 14-18, 1998Atlanta, Georgia
BR-1661
-
8/15/2019 Emission in BFBC
2/6
2 Babcock & Wilcox
Nitrogen Oxides: NOxNitrogen oxides are formed during the combustion process.
The two basic mechanisms for NOx formation are thermal and
fuel bound nitrogen conversion.
Thermal NOxThermal NO
x is formed during high temperature combus-
tion processes. The nitrogen in the air is oxidized when the ni-
trogen and oxygen are dissociated and recombine the form NOx
.
The three principal reactions are:[1,2]
N2 + O → NO + N
N + O 2 → NO + O
N + OH → NO + H
The process is strongly temperature and to a lesser extent
oxygen dependent. The rate of reaction is exponential based on
temperatures above 1204C (2200F).
Fuel Bound NOxThe conversion of the nitrogen in the fuel to NO
x is basi-
cally dependent on oxygen availability (or limiting). The nitro-
gen in the fuel can be tied up with char or the volatile matter.
The combustion control technique is to limit the oxygen avail-
ability during the initial combustion process to allow enoughtime for the N molecules to react with other N molecules to
form stable N2 molecules before finding oxygen molecules. The
volatile release of nitrogen can account for most of the fuel ni-
trogen conversion, in particular, for high volatile fuels such as
bark, wood and sludge. One control technique for the volatile
nitrogen release is to provide a residence time at near stoichio-
metric conditions to allow enough time for the nitrogen mol-
ecules to combine.
NOx Control: Selective Noncatalytic ReductionTechnology (SNCR)
When combustion control techniques are not enough to con-
trol the NOx emissions, the next control strategy is an SNCR
system. There are two basic SNCR technologies. Exxon devel-oped an ammonia based technology called Thermal DeNOx@.
The other is an urea based technology developed under the spon-
sorship of the Electric Power Research Institute (EPRI). Both
technologies spray their chemical agent into the upper furnace
to reduce NOx emissions.
The ammonia reaction is:
4NO + 4NH3 + O2 → 4N2 + 6H 2O
The Urea reaction is:
2NO + (NH2) 2CO +1 / 2O2 → 2N2 + 2H2O + CO2
Both processes depend on spraying into a 815C (1500F) to
1093C (2000F) flue gas temperature with each having its opti-
mum temperature. Therefore, there are multi-levels of nozzleson the furnace walls and the control strategy is to switch levels
based on boiler load and fuels being fired to hit the best tem-
perature window for the process. For bark/sludge fired BFBs,
the temperature profile above the overfire air and before the
superheater inlet is quite compatible with the desired tempera-
tures for the SNCR systems.
Carbon Monoxide: COCarbon monoxide formation is directly related to the mixing
of the fuel and air at sufficient temperature. The control tech-
niques are combustion related. The better the fuel is distributed
to the combustion process and the better the mixing at the
overfire air elevation, the lower the CO emissions level.
Dioxin Destruction: Time at TemperatureWhen there is chlorine in the fuel, there is the possibility of
forming dioxin. The source of chlorine is usually sludge. One
control technique is to design the furnace such that there is a
certain temperature for a certain furnace residence time to ther-
mally destroy the dioxin: that is, a residence time at a tempera-
ture level or Time at Temperature (T@T). Some examples are
850C (1562F) for 2 seconds and 982C (1800F) for 1 second.
The residence time is after the last admission of air into the
furnace.
Hydrocarbons: Expressed as CH4Like the CO emissions, the hydrocarbon emissions are strictly
dependent on mixing the combustion air with the fuel at suffi-
cient temperature. Controll ing the CO emissions is a good indi-
cation the hydrocarbons will be low. Hydrocarbon emissions
are usually less than 1/10th of the CO value firing bark, sludge
and wood waste.
Hydrochloric Acid: HClHydrochloric acid is formed from the hydrogen in the fuel
and the chlorine in the sludge. BFB pilot data firing sludge shows
the conversion rate is high. The control technique is limestone
input to the combustion process. Like the SO2 absorption by
the lime, hydrochloric acid will combine with the lime but at
significantly lower process temperatures. The excess limestone
fed to the furnace will result in lime carryover to the last par-
ticulate control device where the temperatures are conducive
for the reaction of the lime with HCl. The reaction occurs as the
gas contacts the ash on baghouse bags or electrostatic precipi-
tator wires. If the particulate control device is a baghouse, the
absorption rate can be in excess of 70% while burning high
moisture fuels.
BFB Bed Temperature ControlIt is not the intent of this paper to discuss the basic BFB
combustion technology in any great detail, but for those inter-
ested, the referenced paper [3] describes the combustion technol-
ogy more completely. However, a brief discussion on bed tem-
perature control is important due to its impact on pollution con-
trol.
Controlling bed temperature while firing bark and sludge is
accomplished by operating the bed in a substoichiometric at-
mosphere. Therefore, increases in the fluidizing air flow raise
the bed temperature (inbed heat release) and decreases in air
flow lower the bed temperature. For variations in the fuel mois-
ture, the bed air flow varies to control bed temperature. As mois-ture increases, the fluidizing air flow is raised to release more
of the fuel’s heat to evaporate the additional water in the bed.
As moisture decreases, the air flow is lowered to lower inbed
heat release. For each of these control actions, there is an equal
and opposite air flow change in the overfire ai r system to main-
tain constant total air flow. Also, with the switching of ai r from
the bed to the overfire air system there is a change in the upper
furnace temperature profile. As heat release is moved from the
bed to above the overfire air elevation, the upper furnace tem-
peratures increase. The increase can be 100s of degrees, a point
that is important for T@T and NOx control.
-
8/15/2019 Emission in BFBC
3/6
Babcock & Wilcox 3
It is important to design BFBs for a wide range of fuels or
fuel characteristics. One important fuel component to vary is
moisture. It is expected that the fuel moisture would vary from
wet winter and spring weather to dry summer days. For fuel
moisture contents above 55%, the fluidizing air is 70 to 80% of
the total air flow. For moisture contents below 45%, the fluidiz-
ing air is less than half of the total air flow to control the same
bed temperature. One equalizer for a wide moisture range is to
add Flue Gas Recirculation (FGR) to the fluidizing air flow for
the dry fuel condition. FGR is a heat sink that is a quick re-
sponding control strategy for bed temperature control. However,
to keep the FGR flow reasonably low, the first control strategy
is to lower the bed stoichiometry. The lower the bed stoichiom-
etry the lower the FGR flow.
Example BFB ProjectThe topics up to this point have been general background
information on pollutants and the basic BFB technology. The
next subject is a review of an operating BFB boiler firing wood
waste and sludge with an air permit that is one of the most strin-
gent in the United States for a boiler without a scrubber. The
combustion control and the pollution control strategies con-
flicted, which provided a unique opportunity to discover the
true capabilities of the technology.
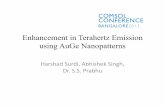
The project is a new boiler firing bark, wood waste and sludge
with natural gas capability (See Figure 1). The unit is capable
of producing 54,545 kg/hr (120,000 lb/hr), 400C (750F), 43 bar
(625 psi) steam. The primary project justification is to burn all
of the mill-generated sludge since the landfill option was no
longer attractive. Since the Spring 1996 startup, wood waste is
purchased to increase the steam production from solid fuel.
The boiler is permitted under the Oregon Department of
Environmental Quality’s (DEQ) incinerator rules, which are
much more stringent than the boiler rules. The air permit re-
quirements and the results of the State compliance test are listed
in Table 1. The general control strategies for each of the pollut-
ants are listed in Table 2.
Combustion Control SetupThe unit normally fires a 40% sludge and 60% wood waste
mixture. The moisture content ranges from 48% in the summer
to 65% in the winter. For bed temperature control, the fluidiz-
ing air flow is varied to control the inbed heat release and FGR
is added to the bed during the Summer. To minimize the amount
of FGR, the combustion controls reduce the fluidizing air flow,
which lowers the inbed heat release. The combustion control
strategy is to allow the fluidizing air and FGR flows to be con-
trolled by the bed temperature controller, without regard to the
impact on pollutant formation. The bed temperature must be
controlled.
Figure 1 Example B&W BFB project.
Gas
Air
Silencer
Steam CoilAir Heater
Forced DraftFan
Fluidized Bed
Rotary Airlocks
Fuel Spouts
Burners
Overfire Air System
AshConveyors
Fuel MixingScrew
Limestone, Sludge and Wood
Super-heater
Attemperator
Econo-mizer
GeneratingBank
MeteringBin
TubularAir Heater
-
8/15/2019 Emission in BFBC
4/6
4 Babcock & Wilcox
Table 2
Design Control Strategies for the Individual Pollutants
CO High velocity over fire air system, excess air, fueldistribution and good fluidization
SO2 Limestone feed with the fuel feed
NOx SNCR with ammonia injection
T@T Controlling the combustion split between the bedand the upper furnace
HCl Limestone feed with the fuel feed and abaghouse for the flue gas/lime contactor
VOC Same as CO control
Table 1
Emissions — Permit Versus Actual Values
Permit Values DEQ Compliance Test
CO 50 ppm 15 ppm
SO2 50 ppm 35 ppm, 80% reduction
NOx 175 ppm 155 ppm, 55% reduction
HCl 50 ppm 2 ppm, 90+% reduction
VOC 50 ppm
-
8/15/2019 Emission in BFBC
5/6
Babcock & Wilcox 5
would be impacted by the same constraints. To assure the BFB
combustion system and the pollution control strategies are ad-
equately designed, the following is offered as a guideline.
1. Understand the fuels being fired. Know the range of mois-
ture, sulfur, chlorine, ash and heating value for each fuel
by analyzing samples over the seasons. Do not make up
fuel analyses because the resultant theoretical air could
be fictitiously too low and cause the fans to be under sized
or too high and cause over sizing of the bed. An over-
sized bed will limit the turndown capabilities of the boiler.
Specify a normal fuel mix, but consider upset conditions
or off-normal fuel mixes. For example, the unit needs to
continue to operate when the sludge presses break or the
woodyard is down. Another example is the combined fuel
heating value may change in the future if mill-generated
bark is displaced with purchased wood waste, or sludge
is increased due to expanding the recycle capacity of the
mill. If the BFB is not designed for these upsets or changes
in fuel properties, the boiler will not operate as expected.
2. Understand the environmental permit requirements. The
BFB design can not be finalized until the permit is final-
ized.
Given that the range of fuels and air permit requirements are
defined, the impacts on the boiler design are:
• The wettest fuel combination at full load normally sets the
bed plan area and the fluidizing air fan capacity. The bed
area is set by the highest full load bed velocity, and the wet
fuel condition requires the highest fluidizing air flow to
maintain the bed temperature; therefore, the highest bed
velocity. The wet fuel condition normally produces the
highest flue gas weight, which sets the furnace height for
adequate residence time, sets the convection pass veloci-
ties, sizes the ID fan and sets the particulate control device
volume.
• The driest fuel combination at full load normally sets the
FGR flow requirements and the overfire air fan capacity.
As the fuels become drier, the bed stoichiometry is reducedfrom the wet fuel condition to control the bed temperature.
However, for the driest fuel condition, FGR is added to the
bed for greater bed temperature control. As fluidizing air
is reduced, the overfire air increases to maintain the total
air flow. At the minimum bed stoichiometry, the overfire
air and FGR flows are at their greatest.
• For combined moisture content greater than 55 to 60%, the
combustion air needs to be preheated to control the bed
temperature without auxiliary fuel input. Therefore, econo-
mizer surface is replaced with air heater surface. Note, as
the air heater size increases, the FGR requirement for the
dry fuel condition increases so do not overextend the wet-
test fuel condition above what is reasonable. If the mois-
ture peaks above the design (wet condition), auxiliary fuelcould be added to the bed to maintain the bed temperature.
This could be acceptable if the maximum moisture is ex-
ceeded for only short periods.
• If SO2 is to be controlled by limestone input to the bed, the
FGR capacity requirement increases. The bed stoichiom-
etry can not be lowered as low as the bed temperature con-
troller would normally allow. The sulfation process shuts
down when there is not enough air in the bed. Therefore,
there is a minimum (higher) bed stoichiometry for SO2 con-
trol. At the higher bed stoichiometry the inbed heat release
is higher, which requires higher FGR flow to control the
bed temperature. FGR is set by the sulfation process firing
the driest fuel combination, and the bed area, furnace, con-
vection pass, ID fan and particulate control device volume
could be set by this condition if the wet fuel condition is
not significantly higher than the dry fuel condition.
• Typical uncontrolled NOx valves are 227 to 340 mg/Nm3
(0.2 to 0.3 lb/MBtu) with nitrogen content less than 0.215
mg/kJ (0.5 lb/MBtu). A SNCR is typically used if lower
NOx
values are required or the nitrogen content is high.
• Low CO levels require high static air pressure in the overfire
air system. The example project requires static pressures
in excess of 74 mm (30 in.) of water to control CO below
50 ppm. Therefore, the overfire air fan static pressure could
be set by the CO requirements. Other factors affecting CO
are excellent fluidization of the bed and good distribution
of the fuel to the bed. Typical range depending on the NOxlimit is 170 to 340 mg/Nm3 (0.15 to 0.3 lb/MBtu).
Supplemental FuelsTire Derived Fuel (TDF) is a popular supplemental solid fuel.
The TDF is delivered to the mill sized below 50 mm (2 in.) and
98% of the wire removed. This fuel burns well in the bed, but
doing so impacts the emissions. The sulfur content averages
about 1.25%. The amount of TDF firing can be limited by the
maximum SO2 emissions allowed by the permit or by adding
TDF to the fuel mix could force the BFB to control the SO2emissions by feeding limestone. If the BFB is designed for SO
2
control, the next limiting constraint to the amount of TDF input
is bed temperature control. The TDF has a high heating value
and adding TDF to the fuel mix increases the overall heating
value of the combined fuel to the bed. Therefore, the bed sto-
ichiometry is reduced further and the FGR flow is increased.
There are lower limits to the overal l bed stoichiometry and with
about 25 to 30% by heat input from TDF, these limits are being
reached.
The NOx from tires is about 230 to 260 mg/Nm
3
(0.2 to 0.23lb/MBtu) and is not influenced by conventional combustion
control techniques. The best explanation offered is the nitrogen
in man-made products is released differently than the nitrogen
release from naturally formed fuels. In any event, the NOx from
TDF tends to slightly increase the overall emission rate.
Coal is another possible supplemental fuel. For 100% re-
cycle plants, sludge is the only free fuel from the paper process,
so all other fuels are purchased. Sludge from recycle plants tends
to be low in heating value and requires support fuel to maintain
the bed temperature. Since all other fuels are purchased, the
lowest cost fuel will be the support fuel and that may be coal. If
it is, the BFB design is driven by the design rules for coal. Un-
like the biomass fired BFBs, the bed stoichiometry is not re-
duced significantly below theoretical air flow while firing coal.The coal ash softening temperatures in reducing atmospheres
can be low and cause bed agglomeration. Therefore, the fluid-
izing air flow is maintained at approximately theoretical air flow.
The coal input is set by what is required to control the bed tem-
perature or until the maximum FGR flow is reached for higher
coal inputs.
The emissions are set primarily by the coal. The SO2 will be
controlled by either limestone injection or with a backend scrub-
ber depending on the removal efficiency required by the air
permit. Some small coal source emitters require only 70% SO2
removal and the BFB with limestone injection can satisfy this
-
8/15/2019 Emission in BFBC
6/6
6 Babcock & Wilcox
level of reduction. For 90% removal efficiency, a scrubber will
be required. The NOx from coal will be higher than from sludge.
The average NOx emissions from a BFB firing coal only is 455
to 570 mg/Nm3 (0.4 to 0.5 lb/MBtu). Typically a SNCR system
will be required for coal and sludge fired BFBs.
SummaryWhen considering a BFB, the single greatest point to define
is the range of fuels and to specify (guarantee) that the unit is to
operate over the entire range of fuels. The next point would be
to understand the impact of the environmental permit on the
BFB specification to assure the equipment is sized adequately.
If these two points are followed, the design of the BFB should
satisfy the requirements of the project.
References1. Zeldovich, J.B., “Oxidation of nitrogen in combustion and
explosion,” Academic des Sciences de l’URSS-Comptes Rendus
(Doklady), Vol. 51, No 3, pp. 217-220, January 30, 1946.
2. Sarofim, A.F., and Pohl, J.H., “Kinetics of nitrogen for-
mation in premixed laminar flames,” presented at the Fourteenth
Symposium on Combustion, Pennsylvania State University,
University Park, Pennsylvania, August 20-25, 1972.
3. Kraft, D.L., “Fluidized Bed Combustion of Sludge and
Woodwaste,” presented at the 1994 TAPPI Engineering Con-
ference, San Francisco, California, September 19-22, 1994.
4. Treiber, S.S., et al., “Closed-Loop Plant Wide Optimiza-
tion,” presented at CPPA ’92, Whistler, B.C., September, 1992.