
Embossing and Foil Stamping: Techniques Made Easy
14
Transcript of Embossing and Foil Stamping: Techniques Made Easy


TABLE OF CONTENTS
Part One . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . The history of letterpress. Description of specialty markets ofembossing, foil stamping and die cutting.
Part Two . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Dies. The description of various types. Selection of dies for specificuses. the care and handling of dies.
Part Three . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Foil. Description of types of foil and the selection for specific jobs. Adetailed description of the makeready process.
Part Four . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Paper. History. The manufacturing process for various grades. Selection
of grades for embossing, foil stamping and die-cutting.
Part Five . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Paper, Dies and Foil. Suggestions to consider when designing andproducing embossed, foil stamped and die cut jobs.
2

Part OneTHE SPECIAL decorative techniques ofdiecutting, embossing, and foil stamping arevery much a part of today's graphic artsindustry. Referred to by some printers asthree-dimensional printing, these graphicprocesses carry an aura of mystery.
While a lot of information aboutdiecutting is available, there is very littlepublished material about embossing and foilstamping. With this in mind, we begin acontinuing series of five articles ondiecutting, embossing and foil stamping. It ishoped that these articles will strip away someof the mystery and shed light on specialtytechniques that more job printers might beable to utilize.
The five articles, to eventually bereproduced in booklet form, will be :• Part 1 - the letterpress machine and itsspecialty market niche, giving a brief historyand comments about its future;
• Part 2 - dies, a background of dies by type,material usage, and proper handling;• Part 3 - foil stamping and makeready,including the history of foil, its uses, typesavailable, and an explanation of themakeready process;• Part 4 - paper and a description of qualitiesnecessary for selection, specifically the typesbest suited for diecutting, embossing, and foiland pastel stamping jobs; and• Part 5 - how to put embossing and foilstamping into a graphic package, as well ascomments about the future and what it mighthold in store for the specialty market.
The LetterpressThe basic flatbed design used in conventionaldiecutting, embossing, and foil stamping issaid to be patterned after a wooden winepress; the principle of operation dates back tothe era of Johann Gutenberg in about 1450 inGermany and remained unchanged for at leasta century and a half.
We hope you find this booklet useful. Wehope also that it takes some of the mystiqueout of the process of embossing and foilstamping. We feel it is both informative andinteresting to read. the center spread of thisbooklet contains examples of the processesthat are discussed and described herein.
We are pleased to present this booklet onembossing and foil stamping. It was writtento fill a void. The knowledge that is impartedherein encompasses many years of experiencecollected from craftsmen all across the UnitedStates. We realize that their techniques are notthe only ones that are being used today. Theresimply is not enough space in this booklet todetail all methods. We published what we feltwas a good sampling.
The research and the writing took almostthree years to complete. the article ran as afive part series in Graphic Arts Monthly inJanuary, February, March, April and May of1983.It is with gratitude that we acknowledge the
following people for their help in putting outthe booklet: Gordon Lindstrom of GordonGraphics, Novato, California; Len Lender,Golden State Embossing, San Fransisco,California; Glen Hutchinson, U.S.E. Foils,Lenexa, Kansas; Roger Olson, AccentEmbossing, Minneapolis, Minnesota; PaulMcIntosh, McIntosh Embossing,Minneapolis, Minnesota; Murray Grant,Strathmore Paper Company, Westfield,Massachusetts.
Williams Advertising & CommunicationsInc. 4627 Nicollet Avenue South,Minneapolis, Minnesota 55409
INTRODUCTION
ALL ABOUT DIECUTTING, EMBOSSING,AND FOIL STAMPING
As explained in this booklet, these strikinggraphic effects are surprisingly easy to
understand, master, and utilize

fed to a closed vertical position where theimpression is made. The Gordon type ofplaten presses are predominant today and arebeing manufactured in the U.S. by Brandtjen& Kluge, Inc., Chandler & Price andThomson National Press, and in Germany byHeidelberg.
The early powered platen presses wereall handled and as such were slow inproduction. Automatic feeders for the platenwere introduced in the early 1900s by Climaxand Miller. Both had mechanical feeders andthus were not very efficient. Brandtjen &Kluge manufactured the first vacuum-typeautomatic feeder, which was built until 1931when Kluge made its first integral automaticpress, a complete platen press with automaticfeed.
The least complex of the letterpresspresses, the platen unit is a piece ofequipment that is simple to operate andmaintain. The press is described by the size ofits chase, which can range from 8 x 12" up to17 x 25" in the automatic model. Largerplaten presses are available in hand-fedmodels.
The simple principle of the platen presshas evolved over the past three decades into apiece of equipment that can handle thespecialty operations of embossing and hotstamping better than any other press.
It offers the printer various advantagesover cylinder and rotary models: fastermakeready, feeding design that can betterhandle heavier material for diecutting, use ofless-expensive steel rule dies, greateradaptability to smaller sheet sizes as well asodd-shaped stock, and less cost to purchaseand to operate.
Maximum strengthIts mechanism allows for a maximum of
impressional strength on each cycle, strengthneeded to produce foil stamping andembossing. The addition of a full bed-size dieheating plate enables the platen press toperform thermal diecutting, a process that isused today on vinyls.
The years from 1930s to the 1950s sawthe Kluge automatic platen press emerge asthe dominant automatic press. During World
War II there was a Kluge on almost everyarmed forces base and aboard most U.S.seagoing vessels. In 1947 when the postwareconomy was booming and letterpressprinting was extremely popular. Kluge wasproducing 300 presses a month on anassembly-line basis. But by the late 1950smost printers began to turn to offset printing,mainly because of the many advantages ofoffset platemaking that letterpress could notovercome.
At this time, Chandler & Pricediscontinued manufacturing the 10 x 15" and13 x 18" platen presses, but the company wasstarting to energetically expand into the offsetequipment market.
Kluge, meanwhile, made the decision todiversity its press and by so doing takeadvantage of the potential of the platen pressin serving specialty markets. With the aid ofengineering design and solid state electronics,it came up with the D series press, a presswith impressional performance virtuallyunmatched in its size in the marketplace.
At the same time, embossing and foilstamping became popular as a result of thepromotion of the process by equipmentmanufacturers and foil suppliers. Not onlyhad the platen press made progress in thesheet-fed market, but it also became popularin the continuous forms market. Embossingand foil stamping, magnetic ink characterrecognition encoding, jumbo numbering, andcrash imprinting all lend themselves best toproduction on the platen press.
Clearly, the basic press design hadinherent advantages in its versatility andsimplicity of operation over other units, plusits impressional strength was perfect fordiecutting, embossing, and foil stamping.Through it all, the platen press manufacturersgravitated gradually into a specialty marketniche in the graphic arts marketplace.
DefinitionsIt's helpful to define some of the main
terms used in describing these specialtyprocesses:
Embossing is the process of makingraised designs on paper or other flatsubstrates. To accomplish this, the press
The first press builder in Americareportedly was Adam Ramage. In 1790, hesubstituted an iron platen and bed for thewood and stone that had previously been inuse. For some years. Ramage reigned as theprincipal press builder in this country.
In 1798, Charles, Third Earl ofStanhope, built the first press with a one-piece, cast-iron frame, and in 1816 GeorgeClymer of Philadelphia built the Columbianall-iron press. The latter would make animpression with one pull of the handle andbore a platen capacity as large as 23 x 32". Itsonly drawback was that in printing a singlesheet, 11 different press operations wereinvolved.
The Gordon press was introduced in1851 by George Phineas Gordon, who in1862 developed his improved FranklinGordon press. This became the standard forthe commercial printing industry in the U.S.for some 75 years.
There are three forms of letterpressmachinery: platen, cylinder, and rotary. Theplaten press holds the printing form on a flatbed and obtains its impression by the impactof a flat platen, the entire surface of whichmeets the type form squarely in a singlethrust.
The cylinder press holds the type formon a large flat bed, which moves backwardand forward on a track beneath the impressioncylinder. Paper carried around the cylinderand receives the impression by a rollingcontact with the type form.
The rotary press impression is takenbetween two cylinders that roll together, onewhich holds the curved printing plate, theother the packing or makeready. Paper passesbetween the cylinders and comes into contactwith the inked cylinder.
Focus on the platenThe platen press is the one we'll track
developments for up to the present simplybecause most of the specialized work we willdiscuss is produced on this type of press.
All platen press manufactured today usethe basic mechanics that Gordon invented in1862. The platen moves by cam action form ahorizontal open position where the sheet is
an embossed effect makes for an attractivefinished product.
Thermal diecutting, as its namesuggests, involves the application of high heatto the steel-rule dies or engraved dies. The cutis usually performed on vinyls, plastics, andpressure-sensitive materials where a kissimpression or face-cut result is desired.
Glazing is an effect that can be usedwhen embossing a heavy textured paperstock. It is controlled by the amount of heatand the pressure applied when contact to thestock is made.
Scorching is an effect given to anemboss by increasing the die heating platetemperature beyond normal. A two-toneappearance can be achieved on lighter coloredstock. It can be done only in combinationwith a blind emboss, not foil, and care mustbe taken not to burn the stock in the process.
It should be added here that thecontinuous forms market is gradually takingon the sophistication of embossing and hotstamping. To date, Kluge is the onlymanufacturer to address this market, whichextends to the label industry as well. Pack topack, roll to roll, roll to fold, or toll to sheetare all possible using what is called a Web-Flow system. The market range encompassessuch products as continuous specialty pin-fedforms, commercial labels, and foil-stampedcontinuous checks, to name just a few. Pin-fed forms constitute a goof portion of thismarket.
It should be added here that thecontinuous forms market has taken on thesophistication of embossing and hotstamping. To date, Kluge is the onlymanufacturer in its size range to address thismarket, which extends to the label industry aswell. Pack to pack, roll to roll, roll to fold, ortoll to sheet are all possible using what iscalled a Web-Flow system. The continuousforms market today is made up of both shortand long runs with the short run personalizedmarket becoming more popular every day.Kluge saw the need and designed andproduced presses to respond to the growingmarket. The latest model is the "WFE" SeriesWeb-Flow Press. This press is designedspecifically to handle today's faster
production speeds up to 8000 IPH. Thecontinuous forms market is developing aspecialty area for embossing and foilstamping on continuous. The market rangeencompasses such products as continuousspecialty pin-fed forms, commercial labels,direct mail letters, contest vouchers,continuous letterheads, and foil-stampedcontinuous checks, to name just a few. Pin-fed forms for computers constitute a goodportion of this market.
ConclusionThis part of the series is really only a
brief description of the specialty marketsserved by diecutting, embossing and foilstamping.
Articles two, three, and four in the five-part sequence will provide you with abackground in the mechanics of theseprocesses. In the final installment, the focuswill be on a variety of ideas on how thetechniques can best be utilized by almost anytype of printer. There are many graphicmessages that can be enhanced by the use ofdiecutting, embossing, or foil stamping; thestate of the art is such that s printer or tradeshop is limited only by its imagination.
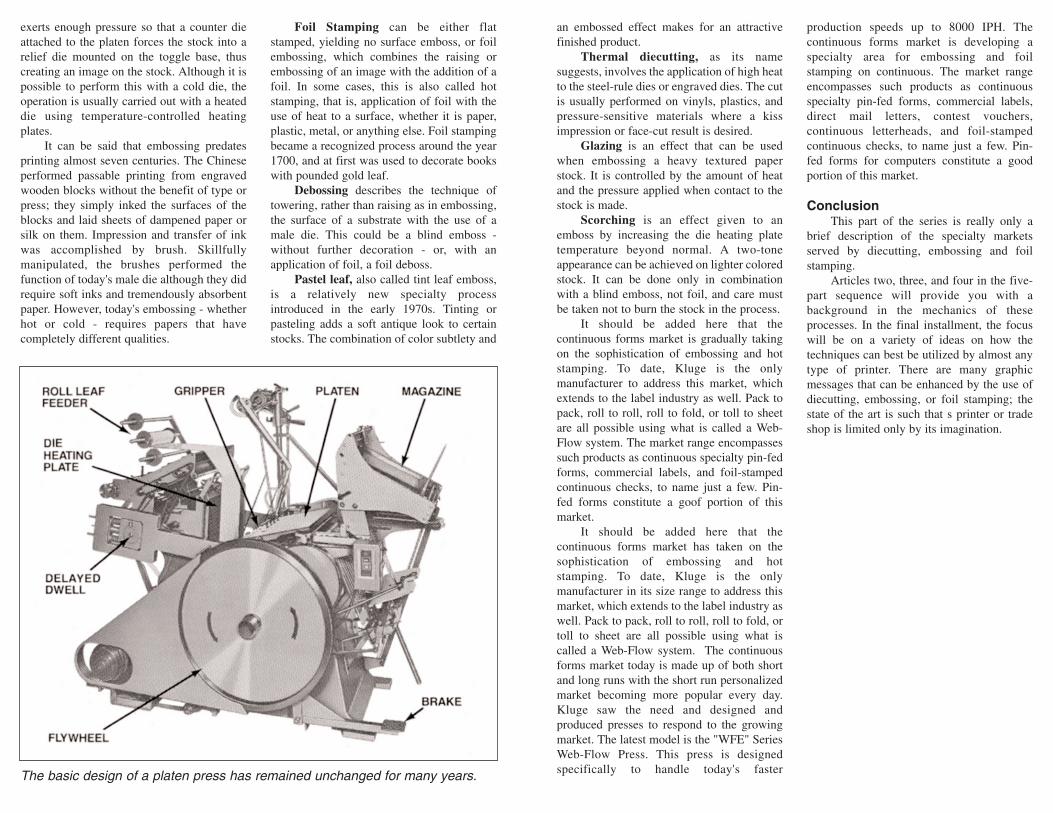
exerts enough pressure so that a counter dieattached to the platen forces the stock into arelief die mounted on the toggle base, thuscreating an image on the stock. Although it ispossible to perform this with a cold die, theoperation is usually carried out with a heateddie using temperature-controlled heatingplates.
It can be said that embossing predatesprinting almost seven centuries. The Chineseperformed passable printing from engravedwooden blocks without the benefit of type orpress; they simply inked the surfaces of theblocks and laid sheets of dampened paper orsilk on them. Impression and transfer of inkwas accomplished by brush. Skillfullymanipulated, the brushes performed thefunction of today's male die although they didrequire soft inks and tremendously absorbentpaper. However, today's embossing - whetherhot or cold - requires papers that havecompletely different qualities.
Foil Stamping can be either flatstamped, yielding no surface emboss, or foilembossing, which combines the raising orembossing of an image with the addition of afoil. In some cases, this is also called hotstamping, that is, application of foil with theuse of heat to a surface, whether it is paper,plastic, metal, or anything else. Foil stampingbecame a recognized process around the year1700, and at first was used to decorate bookswith pounded gold leaf.
Debossing describes the technique oftowering, rather than raising as in embossing,the surface of a substrate with the use of amale die. This could be a blind emboss -without further decoration - or, with anapplication of foil, a foil deboss.
Pastel leaf, also called tint leaf emboss,is a relatively new specialty processintroduced in the early 1970s. Tinting orpasteling adds a soft antique look to certainstocks. The combination of color subtlety and
The basic design of a platen press has remained unchanged for many years.

type of stock and the design of the image tobe embossed. You would need a cover stockwith optimum fiber quality to use a die withan 80° bevel because the depth of the diewould tend to crack a hard-finish paper. Themost often used bevel on single-brass blindembossing dies is 45°. This has proven towork well on most cover stocks. AKromekote or cast coated sheet would requirea broader bevel (about 55°) to avoid crackingthe harder stock. Bold, heavy designs workbest on hard stocks. With acid-etchedmagnesium dies you can specify a depth thatwill somewhat change the image edge. Thedeeper the die is etched, the more gradual theinside edge will be.
PantographsPantograph brass dies are made from
original artwork that is transferred to atemplate, which is either hand cut in plastic orphoto engraved in magnesium. The templateis usually two to eight times larger than thesize of the finished die. The oversizedtemplate is necessary because it is easier totransfer from a larger image, especially whenthere is fine detail in the copy. The template istraced over and the image transferred througha series of arms that make the reduction andcut the die to the size of the artwork.Pantograph dies can be single multilevel andgenerally have a flat bottom. Various depthsand bevels are available.
Acid-edged magnesium dies are made byputting a film negative (for a stamping die) ora film positive (for an embossing die) on topof a presensitized, light-sensitive coatedmagnesium plate. This is then exposed to anARC lamp to fix the image. The metal isdeveloped in a heated solution, touched up tofix any pin holes that might have occurredduring the light exposure, and put into anetching machine, where an acid bath etchesaway the unexposed area, leaving the desiredimage. The amount of time the metal is in theetching machine determines the depth (in caseof an embossing die) or the relief around theimage (in case of a stamping die.)
Hand-tooled diesHand-tooled brass dies are just that.
Most of the work is done with an engraver'shammer and various chisels, along with asmall hand-held electric engraving tool. Youstart with same-size art work and scratch atracing of the copy onto a sheet of celluloid.Graphite is rubbed into the scratches, thecelluloid is flipped over, and the graphiteimage is transferred to the brass to giveguidelines. (Sometimes the graphite-celluloidprocess is omitted and the image is drawn orscratched freehand directly on the brass.)These dies are started with a hammer andchisel and ground out with an electric hand-held grinder to give the die its rough cut. Thedie is then given finishing touches withengraver's hand finishing tools. Hand-tooledbrass die makers are few and far between.These dies take time to produce, and the enduser must allow for this in his productionschedule - 10 to 30 days or more should beallowed to produce a hand-tooled brass die.The artwork required for a magnesium diemust be camera-ready copy. Magnesium diesare photographically reproduced and acidetched. Original artwork will be exactlyreproduced. Film can be touched up to acertain extent before being exposed to theplate, but it is much better to start with goodquality original copy. Very fine lines (lessthan 1/32") should be avoided wheneverpossible. Fine lines do not etch well and donot come up well when embossing on thepaper.
Brass dies, on the other hand, can bemade from rather crude copy because the diemaker has the ability to correct or change thecopy as he goes. A brass die can be madefrom camera-ready copy, a drawing, aphotograph, or a preciously embossedsample.
DepthThe depth of the embossing die depends
on the stock and the image that is beingembossed. A soft long-fiber 90-lb coverstock, for example, will take a deeper embossthan a hard cast coated sheet. Brass dies canbe specified in depth from 0.0006" toapproximately 0.040" for a single-levelbeveled die. A sculptured brass die thatgradually gets deeper toward the center could
Part TwoA DIE is a piece of metal that has beenmachine cut or acid etched and is used withpressure to achieve varied effects on paper.Embossing or debossing dies create a specialsculptural effect by changing the surfaceconfiguration of the paper. Foil stamping andcombination foil dies lay down either a flat orraised layer of foil that can be highlyreflective or subdued by using pigment orcolored foil. The two materials mostcommonly used in the graphic arts industry toproduce embossing and foil stamping dies aremagnesium and brass. Magnesium isgenerally used when a quick turnaround isrequired on a job. It is used for most foilstamping jobs, is cheaper than brass, and isusually available from a local photo engraver.Magnesium dies usually give a satisfactorysingle-level embossing result but do not havethe bevels, hand finishing, or sculpturing of abrass die. Brass dies are sometimes used forfoil stamping on long runs because brass istougher than magnesium and withstands therepeated impressions without damaging thedie. It will also not be damaged if sheets jamup on press.
Brass takes timeThe quality of a foil stamp is the same
whether a brass or magnesium die is used. Abrass die is necessary when special effects arerequired, such as sharp bevels, texturing,multilevels, or sculpturing. Extra time mustbe allowed to produce a brass die, normallyone to four weeks or more. The price of abrass die will depend on the amount ofhandwork necessary to fulfill detail. All dies,whether magnesium or brass, are generally¼" in height. Other thicknesses are availablefor special applications.
Flat stamping or foil stamping dies aremade of magnesium or brass and are alwaysused with heat to transfer a metallic orpigment color coating from a Mylar(polyester) carrier film to paper, resulting in aflat image. Combination dies are usuallyconstructed of brass, although some photo
engravers are able to make a single-levelmagnesium combination die by double-etchprocess. A magnesium combination dieresults in a generally less effective endproduct than a handmade brass die.Combination dies remove the outside or deadarea of the image with a cutting edge aroundthe outside of the area to break the foil awaycleanly. This type of die will stamp the foiland emboss in one press run.
Blind embossing, single-level, andsculptured dies are made of magnesium orbrass depending on the results desired. Blindembossing refers to the embossing or raisingof an image with no foil or ink. Blinkembossing dies can also be used to apply ablind embossing foil called pastel foil or tintleaf foil. This gives a very light tint to theembossed image. Blind embossing dies arenot designed to apply metallic or pigmentfoils. Magnesium blind embossing dies areusually single-level with slightly roundededges on the image. Brass dies can be single-level with sharp defined bevels, sculptured,rounded, textured, or multilevel.
Bevels on brass blind embossing diescan be between 30° and 80° depending on the
DIES

be made to 0.100" in depth. This depth wouldrequire a good 80-lb or heavier cover stockthat would stretch enough without crackingthe fibers of the stock. The brass die makermust always know what kind of stock will beused so he can make the die with the correctbevels.
Bold design is best for deep embossing;finer detail lends itself to shallowerembossing. It is not always necessary to godeep with the emboss die. A medium embossof 0.016" can be just as effective as a deeperdie if the press makeready is done properly,with the die being bottomed out to give all itsdepth and detail. Magnesium dies aregenerally made all the same depth, about0.015", but can be specified shallower ordeeper depending on the stock and the image.Brass dies are priced by the amount of detailinvolved in them.
With experience you can estimate fairlyaccurately what a brass die will cost. It is agood idea on a detailed brass die to let the diemaker look at the copy in order to give you afirm price. Magnesium dies are easier to pricebecause they are sold by square inch or by thestandard scale for photo engravers.
Counter diesThe counter die is just as important as
the embossing die because without a perfectcounter to mate with the relief die, the endresult will be a failure. The female relief die ismounted on the die heating against the bedand the male counter die is mounted inregister on the platen. (In the case of adebossing die, the counter would be a femaledie and the deboss would be a male die.)
There are several methods and materialsused to form the counter die, but whatevermethod and material is used, the instant themetal emboss die strikes it, the counter diestarts to be formed. The press operator canuse a counter-cast resin material, and cast avery hard durable counter that will last forlong runs with minimum touch up during therun. He might prefer to pull an impression ofthe die on one of many embossing boardmaterials that are available and hand cut awaythe dead area to form the counter. The other
type of counter die is a pre-cast made by thedie maker. A pre-cast counter is very popularbecause it is a very hard material that can beused over again on reruns, thus saving timefor the press operator. The additional cost ofthe pre-cast counter is unimportant because ofthe time it generally saves.
Whichever counter method is used, it isabsolutely necessary that the male counter diebottom out into the female embossing die toget all of the detail out of the die that the diemaker has put into it. Sometimes this requiresa layer of gum lavel or soft cover stockbehind the counter.
There are problems the embosserencounters that can only be avoided byexperience. For example: (1) The die wasmade too deep for the stock and the stock iscracking. A layer of Mylar stretched acrossthe die sometimes will help out but you canlose some of the detail in the die by doingthis. (2) A single-level combination brass foilembossing die with bevels that are too steepwill make the makeready more difficultbecause the foil will resist transferring onthese areas. This is the reason mostcombination single-level brass dies areslightly rounded instead of being beveled. (3)Another problem is trying to interpret to thebrass die maker what the customer wants hisfinished embossing die to look like. On aninvolved die it is a good idea to tell thecustomer that you will have to leave some ofthe detail and decisions up to the die maker.Die makers are very artistic and usually canvisualize what something will look like whenit is completed, even with a simpleexplanation.
All stamp dies need to have a protectivecovering on them (chipboard or corrugatedpad) at all times when they are not being usedto protect them from being scratched ordamaged. A small scratch on a stamping diemakes it useless and it will have to be remade,causing lost time and money. Embossing diesare not as easily damaged but should beprotected the same way.

Part ThreePRODUCING high-quality foil embossingwork requires the proper balance of heat,impressional strength, paper stock, and a foilthat releases properly. Selecting that foilrequires some thought. Foil, also known asfoil leaf, roll leaf, marking tape, transferpaper, tipping foil, or printing ribbon, iscapable of being metallic, glossy or dull, andin any color, but is most frequently gold. It isapplied to various substrates through aprocess involving heat and pressure in adesign dictated by a metal engraving.
All roll leaf foil products start in the labwith a chemist who works out a formulationintended to stamp certain substrates. In maycases, one particular formulation will adhereto many different substrates. Foil products aremade by coating a carrier, usually polyesterfilm, with a release agent, a color or laquercoat, a metallized aluminum, and an adhesivecoat, in that order. Pigmented and dusted foilsare usually coated on cellophane or polyesterfilm carriers. Genuine gold is used sparingly,because it is very costly. All manufacturers ofleaf attempt to make as consistent a productas possible, but various factors work againstthem such as supplier changes, equipmentchanges, personnel, and weather changes.
MoroccoThe first known gold-leaf tooling was
done on Bible covers produced in Morocco inthe 12th century. The covers were decoratedwith gold leaf and gold paints using a veryfine-line design. The leaf was made byputting a chunk of gold on a heavy iron blockand beating it with a hammer, producing avery thin gold film. this film was then handrolled on leather or paper for decoration.
The most common use of foil products,whether dusted, metallic, or pigmented, is inthe graphic arts—on letterheads, envelopes,business cards, book covers, menu covers,annual report covers, etc. Other applicationsof foil can be found on credit cards, any-thingcode-dated such as bread wrappers and potatochip bags, key tags, nursery tags, displays,
cosmetic cartons, paint brush handles,children’s toys, pens and pencils, pictureframes, electronic parts, calendars, andprinted forms. Anything that can withstandpressure and heat can safely be foil stamped.the highest usage of foil products today is bygreeting card manufacturers and cartonstampers.
HologramsAn innovative new addition to the
specialty foil market is the hologram. Usedfirst on credit cards, the first large commercialapplication was the eagle hologram applied tothe March 1984 cover of the “NationalGeographic Society Magazine”. Thehologram is a development of today’s lasertechnology which makes possible the threedimensional photograph that is recorded onfilm. This virtually flat film is able to reflect3 dimensional shapes and designs. Hotstamping is used to transfer this special foil tomany surfaces. Special registration systemshave been designed to register the hologramfoil to the stock surface to assure propertransfer of that foil to that surface. the Kluge14”x22” EHD series press was used to applythe 11 million eagles and later 15 millionskulls to the covers of the “NationalGeographic Society Magazine”.
EstimatingFoil ranges in price from 5c a square foot
way up to $1.50 a square foot for the heaviermetal applique foils. Simply estimatingsquare footage to be covered on a job andmultiplying that number by themanufacturer’s price plus a fair markup willgive you a rough price good enough forestimating purposes.
When placing orders for foil products, itis best to give as much information about thejob as possible. This information shouldinclude types of stock to be used, type of job(flat stamping, embossing, combination), andthe image are to be stamped. You shouldalways have a foil color chart available so thatyou and your foil supplier can specifically
FOIL

foil stamp jobs on letterheads, envelopes, orbusiness cards with 0.030” phenolic as acounter board. If the schedule requiresembossed or combination foil and emboss,use the same setup using precast counters.
Maximum makeready production alwayscalls for precast counter makereadyprocedures and since our primary interest isproduction with quality, we will address thisprocedure in detail:(1) Obtain a brass die and precast counter.(2) Place a sheet of #70 bond paper onplaten large enough to accommodate thecounter, taping only the right and left side ofthe paper.(3) Cover back of counter with duplofol andmount die on chase.(4) Using the wood dowel pins registercounter on the die.(5) Pull press on impression.(6) Counter is then transferred to the bondpaper(7) Remove wooden dowel pins.(8) Perform spot makeready (if necessaryunder bond paper).
Another form of makeready utilizescountercast material. the following is a step-by-step description of the use of countercast.the countercast items can also be orderedfrom your engraver.(1) Mount embossing or hot stamping dieonto press in desired position.(2) Preheat die heating plate toapproximately 190oF die face temperature.(3) Cut special countercast board intodesired size and position carefully on press,making sure it will match up with the hotstamping die.(4) Make a kiss impression on countercastboard,making sure the die is just barelyhitting all the way around the design areacutting edge.(5) Mix the countercast liquid and powdertogether until the desired consistency isreached. (If not familiar with consistencydesired, try a one-to-one ratio for a starter).Mix thoroughly, but do not over mix, as thiswill hasten hardening of the mixture. A semi-liquid paste similar to tar or asphalt is theconsistency desired.(6) Before spreading the pasty countercast
material on the gray cardboard, wipe over theboard with countercast liquid alone. thisassures good bond between the cardboard andthe countercast material.(7) Spread mixture over the kiss impressionabout 1/32” thick, but never in excess of thedeepest area of the die.(8) Cover the mixture with 1/2-mil polyesterfilm, making sure no air bubbles are trappedinside.(9) Close press manually and slowly, so as tosqueeze the excess material out to the sides.(10) Leave the press closed until leftovercountercast material in mixing container ishard.(11) Open press, remove polyester film andbulk excess countercast material immediatelywith an upward picking motion. A pocketknife is an excellent tool for this.(12) Chip away all undesired material, coverwith clean piece of polyester, and begin hotstamping and embossing.
PrepositioningA secondary use of the precast counter is
to position the die from the prepositionedsheet rather than the sheet from the die. Withthe advent of good metal-to-metal thermosetadhesives you are able to set the sheet in theguides, locate the counter on the floatingsheet in registration to the negative stampedinto position, register the engraving to thecounter, cover the back of the engraving withadhesive, shut the press for a few minutes(depending on the adhesive used), and pickthe engraving up on the chase plate (which inthis case should be smooth solid steel).Selecting adhesives that cure at 200oF willenable you to proceed to work at the first hit.The press operator should look formisregistration between the engraving and thecounter, improper platen level adjustment,foil coverage, and proper positioning.
Platen impression distribution iscontrolled by the installation of four bearerblocks on each chase; in our example theywould be 0.918” + 0.030” to strike the platenface. The two lower blocks get the most usagein a clamshell construction press, since ahigh-placed engraving will tend to bear off inthe weak extremities of the press. Addition of
identify the product you are looking for. Ifyou find that the majority of the stamping youdo is gold, order enough stock to carry you 30to 60 days. this will enable you to cut costs. Inpurchasing foil products, order standard 24”width. You can purchase a foil slittingmachine for approximately $600 and do theslitting into smaller rolls yourself. the foilmanufacturer charges from 5% to 15% extrafor slitting rolls to size.
Makeready in foil stamping is theproduction of an exact duplicate of the femaledie. the purpose of this duplicate, called themakeready, is to equalize pressureuniformally between the face of the stampingdie and the substrate for the entire length ofthe job. The makeready must have goodsupport on a base or foundation. Makereadiesmust be forgiving, resilient, durable,nonreceptive to leaf, lubricated, anti-destructive, quickly applied, and easilypatched.
The most economical makeready systemis the precast counter that can be orderedthrough your engraver. the following is a listof the most commonly used makeready dies:• A powder and liquid mixture is used formolding male embossing counters orcombination engravings perfect registrationto stamping engraving die.• Counterboard is affixed to press platenwith double-sided tape. It is formulated toincrease adhesion of powder and liquidmixture.• Release film is used to cover the maleembossing counter. it will stop powder andliquid mixture from adhering to the engravingwhile setting up.• Duplofol/double sided adhesive tape isused for fastening all boards to the platen ofthe press.• Cover film is used to cover the finishedmale counter during the press run. It protectsthe counter from wear and softens edges toprevent cutting of stock.• Countercast release film preventscountercast from sticking in your engravingand keeps countercast from enteringengraving cavity.• Antiquing liquid product allows antiquingafter stamping without attaching a breaking
down with leaf foil.• Counteract greyboard is a face boardrecommended for use with powder and liquid.porous finish allows good counter adherence.• Phenolic board is a very hard board formounted on the platen of the press for extrasharp detail and for flat stamping.• Engravers board is a 14-ply layered boardfor blind embossing makeready base.• Capping board is a dry form of powderand liquid mixture used for patching lowspots on counter.• Polyurethane sheet is used as flatstamping counter under phenolic board whenlarge engraving is used. Will level the press.• Mole skin covers embossing makeready toprevent wrinkling of stock during embossing.• Pyrometer with a sensor providesaccurate heat readings on engraving face, alsocalibrating thermometers.• An optivisor is worn by operators like acap. it has magnified lens for close work oncounters and dies.• Air grinder is used in hand-cuttingcounters. provides more accuracy than the useof a makeready knife.
PreplanningPreplanning consists of limiting sheet size
to the maximum production size afforded byyour equipment. It also means laying out thework on the sheet so that foil embossing orengraving can be locked up as low on thepress as possible. It means not stacking itemsover each other when they require differentcolors of foil so they may all be run in thesame pass. It means planning guide positionsin relation to engraving, sheet size, scores,cutting rules, etc. It involves planning thepress setup procedure from the equipmentsetup standpoint. One such plannedequipment setup procedure is setting thetemperature at 215oF.
Platen height should be at 0.918”, 0.918” +0.030”, or 0.918” + 0.030”, depending, ofcourse, on your prescribed makereadyprocedure. Platen level at 0.918” + 0.030” +0.010” (meaning 0.918” from bed plus 0.030”for counter plus 0.010” under the platenplate). You are now ready to pack the 0.010”under the platen plate and run all of your flat

Part FourPREHISTORIC MAN used the walls ofcaves to draw pictures expressing histhoughts. He progressed from there to the useof clay tablets, animal skins, bark, and cloth.All the while he was trying to find the perfectsurface on which to draw messages.
The Chinese were the first to develop atrue form of paper. In 105 A.D., Ts’ai Lun, anadvisor to the emperor Ho Ti, became the firstpapermaker. He used fibers of hemp, rags,and mulberry bush mixed with water, mashedinto pulp, formed into sheets, and sun dried.This process remained a secret known only tothe Chinese until the year 751, when moslemraiders captured a Chinese paper mill andforced the paper-making secret from theimprisoned Chinese craftsmen. The secrettraveled westward from china to the NearEast to North Africa and finally to Europe. In1151 the first European paper mill was builtin Spain.
Inspired by insectsPaper remained scarce and expensive; it
was made by hand until 1799. In that year theFourdrinier paper machine was developed inFrance. Rags were still the only source ofpulp for all paper and proved scarce. Whileobserving wasps using wood slivers to buildtheir paper-like nests, the French scientistRene DeRaumur came up with the idea ofusing wood fibers for paper making. Hispaper-making theory was not used until 1850.this renewable resource, wood fiber, offeredthe breakthrough that made modernpapermaking possible.
Today the paper industry furnishes about550lb of paper annually for every man,woman, and child in the U.S. paper brings thewritten word to us in all forms—all the way tothe coupons we clip. Everywhere we turnthere is paper.
Paper comes in all grades fromgroundwood construction paper to fineembossed writing paper. This article willconcern itself only with the finer grades ofpaper used in embossing, foil stamping, and
other specialty printing.Today’s paper mills offer a myriad of
papers to choose from when designing aparticular job. A rudimentary knowledge ofthe manufacture of paper will help inchoosing the right paper for that special job.
The process for all paper making isessentially the same, although it becomesmore elaborate in finer paper making. Thetwo basic fibers that constitute the rawmaterials used in paper making are cotton andwood pulp, both consisting primarily ofcellulose. The wood pulp has to haveimpurities refined out of it after which it iscombined in cotton, usually trimmingsobtained from textile manufacture.
The raw pulp—cotton and refined woodfibers—is fed into a hydrapulper, which isnothing more than a huge blender. the pulp isbroken down and abraded into individualfibers suspended in a water bath, then mixedwith a filler that improves the opacity,brightness, and ink-holding capacity of thepaper.
AdditivesIf the paper is to be used for writing,
painting, or printing, sizings are added tomake it more water resistant. Sizings are oftwo types; one is resin and alum, thetraditional papermaker’s sizings, and thesecond is the newer acid-neutral syntheticsizings. Color would be added at this stage ifthe paper was to be colored. It is also at thehydrapulper where recycling would takeplace for those paper mills that featurerecycled paper in their line.
The product that comes out of thehydapulper is called a slurry. The slurry goesfrom the hydrapulper through a refine wherethe fibers are cut and shaved by abrasion toproduce stronger, denser, and more uniformpaper.
This refined slurry is then fed into thepaper machine itself, at the head box. At thispoint it is 99.5% water and 0.5% fiber.Through the head box, the slurry flows onto amoving wire screen, which is agitated from
PAPER0.005” to 0.010” packing on the platen faceopposite the bearer block will serve totransfer the lower strength of the press to thetop where it is desired. A left-to-right or right-to-left condition can be corrected in the samemanner. One are to cover is poor foilcoverage. This position should not becorrected by a temperature change at thispoint because of the slow reaction time.Instead, slow the press rate or increasepressure or both. When the problem iscorrected in this manner then we work backand forth between increase of temperature toincrease of speed to obtain maximumproduction. Remember, production is thename of the game.
Temperature selectionThe selection of the proper temperature
depends on the melting point of the substrate.Paper can be stamped at temperatures rangingfrom 210oF for fine-line to 230oF for panel.rigid PVC, cellulose acetate buterate, leather,ribbon, and suede require a temperature of220oF. Materials to be stamped at 230oFinclude acrylic, flexible PVC, and low densitypolyethylene, and at 240oF, polystyrene, ABS,and polycarbonate. Stamp high-densitypolyethylene at 250oF, and noryl,polypropylene, polyurethane, and nylon at260oF. temperatures for cloth range from210oF to 260oF.
ProblemsNonporous substrates can cause air
entrapment. the air is impossible to remove,so the idea is to displace it in controllablestampable segments. Nonreceptive surfacessuch as oil, cross-linked surfaces also presenta problem. Most are stampable with a low-temperature hot melt adhesive. Outgassing iscaused by die temperatures high enough toboil the trapped solvents in the substrate.When this occurs, gas is formed on thesurface between the foil adhesive coat and thesubstrate surface, preventing adhesion orbinding of the two surfaces. A texturing of thedie or finish or counter or the leaf carrier willusually achieve the described adhesion whenlowering of temperature is not possible. thiswill not eliminate the problem but can control
the gas release. the chemical finish on the foilwill protect the mirror finish on the foil.
Foil is still the most economical meansto imitate gold or silver on a producedproduct. There is nothing that offers as manyoptions in appearance and allows so manyeffects on a variety of substrates as foil does.Equipment manufacturers are working onfaster production machinery and techniciansare working on advanced techniques in fasterprocessing on present machinery.

Foil stamping. This image transfer takesplace with pressure and the right amount ofheat. It is an effective graphic technique andwhen used alone or with embossing it cancreate a stunning effect. It is estimated thatthere are approximately 300 different choicesof foil that can be used. This is not eventaking into consideration the special colorsthat can be matched. If you are going to use abrilliant foil or a multicolor coil, make surethe color and texture of the paper complimentthat foil or contrast with it. Most paper willfoil stamp easily, but if in doubt check withyour embosser/foil stamper or your localpaper merchant.
Foil stamping a large area with solid foilcoverage can lead to complications,especially with a coated sheet. One problem,gas trapping, can result when large areas areto be foiled on coated stocks, but it is notinsurmountable. It can be handled by sandblasting the die to relieve the gas pressure;refer to Part 3 of this series (GAM, March1983) for an explanation of several solutionsin greater detail.
Pastelling is a process used to lay downa foil with a combination die. This specialtyprocess appeared for the first time in the early1970’2. Pastelling, or tint leaf, as it can becalled, adds a soft antique look to certainlighter-colored stocks of paper. Earth toneslend themselves particularly well to thepastelling process. The choice of the pastel ortint should complement the paper color orcontrast only slightly to give the process theproper effect.
Glazing is a technique that can be usedwhen embossing a heavy textured paperstock. Control of the amount of heat and thepressure applied when contact to stock ismade gives the emboss a glazed or polishedeffect. This technique is particularly effectiveon darker colored stocks.
Scorching is just what it implies, ascorching of the stock. Increasing the dieheating plate beyond the normal temperaturerange gives a scorched effect to an emboss,i.e., a two-tone effect can be achieved onlighter colored stock. This process works onlyon lighter colored stocks and should only beattempted by an experienced embosser/foil
stamper as it is easy to burn the stock if careis not taken.
These are a few of the considerations tobe taken when selecting paper for a specialtyjob. I am sure there are as many tips availableas there are embossers around the country.
Each paper has its limits and these mustbe discussed with the embosser/foil stamper,engraver, and designer from when the job isstarted. Ask your local paper merchant forsamples of jobs that have been embossed, foilstamped, pastelled, tinted, glazed, or scorchedon the paper you have selected. if they don’thave samples, ask them about the qualities ofthe paper you have selected. They can findanswers from the mill that should help, orthey can take a look at the design and possiblerecommend paper that will work.
side to side as it works forward. The water isdrained away from the fibers, and as thishappens the fibers interlock to create paper.
The paper passes over a series of suctionboxes, where more water drains out of themoving wet mat of interlocked fibers. Thepaper continues forward underneath thedandy roll, a screen-covered roll thatsqueezes out more moisture. The dandy rollpresses a design in the wet mat of paper. It ishere that texture and watermarks areimprinted.
Out of the wet endStill 85% water, the paper now leaves the
wet end of the paper machine to press rollsand the dryer section. The paper jumps fromthe paper machine to a blanket, called a felt.The felt supports the paper as it movesbetween heavy press rolls, rolls that reducewater content to about 60%. the remained ofthe water is evaporated in the dryer section.
Fine papers, the papers used forembossing and foil stamping purposes, nowgo through a sizing bath. The sizing fills thevoids, levels the surface, and adds strength.The paper then passes to the calender stack, apyramid of heavy steel rollers that ride one ontop of the other. The roller pressure hasexacting controls to produce a slick, smoothsurface on the paper.
Papers are then removed from the papermachine to be stored in rolls or to be cut intosheets. Or, if the paper is to have a specialfinish, or deckled edge, it is transferred to aspecial machine. If the paper is to become aduplex stock, layers of cut sheets are pastedtogether.
From the pulp to the hydrapulper to thehead box to the calender stock to themachines for special finish, the whole processis precisely controlled. Basis weight andmoisture control are monitored to conform topre-set tolerances.
Choosing the right paperThe following ideas will give some basic
tips in helping to assure success in your nextdesign job.
Diecutting. There is really no specialcare to be taken in choosing a paper for
diecutting. A die maker can make a steel ruledie to cut almost any paper chosen. However,when another special process is added to thediecutting, care should be taken in makingchoices. Cast coated stocks or enameledstocks, for example, have tendency to crackwhen scored.
Embossing. As stated in an earlierarticle, blind embossing is a combination ofthe application of heat, a multi-level die, acounter die, and the right grade of texture ofpaper. the greater the detail and the depth anengraver can accomplish when making hisdie. Paper should not only be considered forcolor but also for texture and thickness.Strength is also an important feature toconsider; will the paper accept the die youplan to use? Interesting effects can beachieved with heavy textured papers orduplex stocks. A multi-level brass die canpress out the texture and created a realcontrast. This can be extremely effective onstocks of darker colors.
With embossing, it has been found thatthe more durable the sheet the better. You canstretch paper only so far before it will crack.The proper amount of heat and the right diewill eliminate some of these problems, but theright paper choice before the die is made willenable the die maker to eliminate the problemcompletely. Also, if you are embossing acoated paper, remember that you can stretchcoating. Both ink and coating will crack whenstretched too far. (The use of foil instead ofink can eliminate the cracking problem).
The grain of the paper should be takeninto consideration when embossing—go withthe grain. A cross-grain emboss can causeproblems. If there is to be a score involved onthe piece, always score along the grain. Ifborders are to be embossed, the lines shouldemboss with the grain. With heavy border, itwill not matter if the emboss goes across thegrain.
A long-fiber sheet seems to be the mostpopular for most embosses. It handles a deepemboss better. the second most mentionedfeature is the soft felt finish. This goes withthe soft, durable, pliable sheet mentionedearlier. A third factor is texture in the finish,important when a blind emboss is considered.
going to be lithographed. Also, for greaterdepth, more letter space should be consideredin the artwork. You should not use extremelysmall art with a lot of detail or small typesizes.
Artwork for multilevel dies should alsobe sharp black-and-white copy with a tissueoverlay; color code the various levels withfelt tip pens (for example: red—first level;blue—second level; etc.). Overlays similar tocolor breaks on litho work are alsoacceptable. A beveled edge on a die isnormally hand tooled brass with the edge ofthe image in a precise bevel, usually 30o to 50o
If there is need for a broader bevel, one can bespecified up to 80o. beveled edges cannot beachieved with magnesium dies.
If the relief is a picture of an actualobject, you should give the engraver both aline drawing of what you want on the die and,if possible, a photograph of the object. If thisis not possible, then a detailed sketch and adetailed description of the sculptured effectare essential.
Build up on the surface of the diegradually. Sharp dips in the die will causecutting or cracking in the paper you use. Asculptured multilevel die should reach itsdesired depth gradually, not abruptly. Depth isnot as important as sharpness of the detail. Anengraver and an embosser will know this andshould be consulted when you are deciding onthe image to emboss.
If a job is to be stamped with one die andthen bumped or embossed with another die,consider a combination die. A combinationdie saves register headaches. Also, acombination die will take care of crackingproblems when embossing on coated paper. Ifcracking occurs, a light layer of foil can belaid down on the paper to cover that cracking.
It is extremely wise to proof anembossing die run on paper specified beforethe full run is started. This procedure hasprevented many surprises. Also require thatan embosser get down to the bottom of thedie, since that is where the details is. If youare using multilevel sculptured die then muchof the detail will probably be in the bottom10% of the die. Make sure you are satisfiedwith the way it appears on the paper beforeyou proceed.
Foil StampingTo properly utilize the technique of foil
stamping you must understand it. Foil comesin a myriad of colors. Finishes can be shiny ormetallic, matte or soft lustre; pearl and marblepatterns and even wood grains can beachieved. Foil also comes in pigmentedcolors. It comes on a Mylar backing in 24”rolls and can be cut to a desired width. Theroll is fed through a foil stamping press and istransferred to paper by applying pressure. thedesign is taken from a heated die. Severalfoils can be applied to the same sheet of paperas long as adequate space is retained betweencolor bands.
Foil stamping provides a reflective,opaque surface that adds eye appeal to yourdesigns. One very popular use of foil is whitepigment foil stamped on dark-colored stock.A good, opaque white image is produced witha single pass through the press instead of themultiple passes necessary with offset printingto cover a dark background with white ink.
Artwork prepared for foil stampingshould be sharp black-and-white, as isprepared for high-quality lithography.Caution should be used when the design haslines or elements close together as foil has atendency to fill or “bridge” across narrowspaces. Bold, open designs are best suited forthis process. there are variations available inthe formulation of foils for fine line work upto large solid coverages.
Lead time must be allowed for foils otherthan gold or silver or on large coverage areasfor long runs. Plastic-coated or heavilyvarnished sheets offer a nonporous surface,which makes stamping large solids verydifficult. Coated or smooth finish coverstocks and most bond and card stocks are bestsuited for foil stamping. The smoother thesheet, the greater the reflective quality of foilstamping. Foils are generally opaque, so theymay overstamp printing or another foilwithout requiring reverses in the lithographyof first foil down. More than one color of foilmay be stamping in one press run, provide thecolors are spaced 0.5” apart horizontal to thegripper edge of the sheet.
Part FiveIN THE LAST 20 YEARS, embossingand foil stamping technology andequipment have so developed that thesetechniques are now easy for designers touse. Their appearance on printedproducts is becoming commonplace.Many graphic products depend heavilyon them to achieve impact. Point-of-purchase displays are an example of thecreative use of diecutting. Blindembossing often appears on qualitystationery. Menu covers and greetingcards have become traditional places forfoil stamping and embossing. Thepurpose of this series has been to makethese specialty techniques moreaccessible; the following are thoughts toheed when you ponder your next foilstamping or embossing job.
Blind embossing (raised image) ordebossing (sunken image) changes thesurface of the paper by the use of maleand female dies. Great amounts of detailcan be sculptured into the die, or it can be asimple one-level die. Paper is placed betweena male and female die and impressed withseveral tons of pressure by the press. Heat isoften applied to help the paper stretch;temperatures of 200oF or more are commonlyused.
DiesThe finest quality dies are made from
brass and are usually hand-tooled. Brass issoft enough for the engraver to work with, yethard enough to withstand the pounding itreceives on the press without losing its shape.It can be prepared with a hand-guideddrawing machine called a pantograph orentirely by hand. Highly-sculpturedmultilevel dies made for blind embossing arealmost always made by hand. A simple, moreeconomical die can be made frommagnesium. these dies are photomechanicallyetched. the process has its limitations and canin no way match the detail and the quality ofa hand tolled brass die, but for a simple design
embossed on good paper, a magnesium diecan be as effective as a brass die.
No matter how well the die is made, thefinal effect can be greatly impaired ifunsuitable paper is selected. textured stockswith long fibers work well when usingembossing. With heat and pressure, thetexture of the stock can be ironed out to allowcontrast between the sheet and the embossedimage. Stationery to be embossed should be25% ray or better to hold together under thepressure of embossing.
Copy preparationYou should, when preparing designs that
rae to be embossed to a single level, make asharp, black-and-white copy for the diemaker. Whenever possible, rules should be2pt in thickness or more. The artwork shouldindicate whether a bevel or round edge isdesired and the type of stock that is to beembossed. A rule of thumb for preparation ofartwork for embossing is to make the originalslightly larger and heavier than if it were
PAPER, DIES AND FOIL
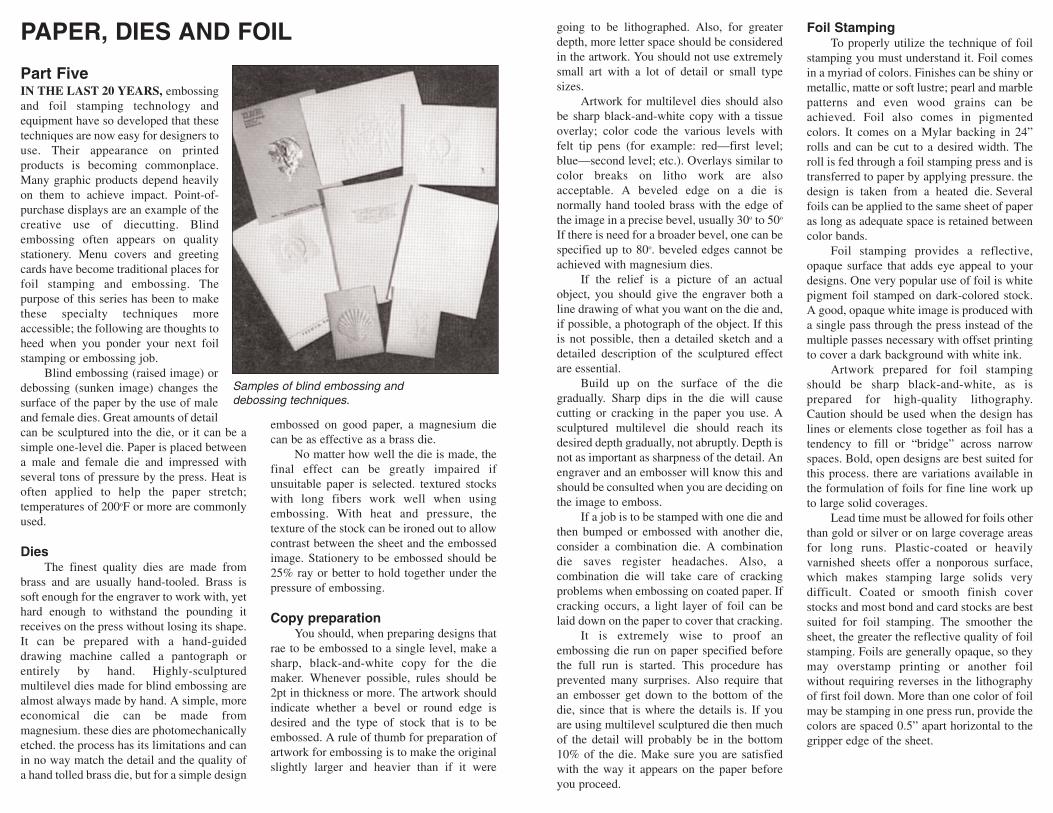
Samples of blind embossing and debossing techniques.

Plan aheadTake advantage of the foil stamper’s
expertise early on in the design stage. Notonly can he suggest the proper foil to be used,but he can detail foil placement on a job tobest utilize foil and minimize waste. Heknows heat release properties and how theyreact with the particular paper chosen. Thesame advice goes for pastel or tint leafapplication. If you plan to use two differentfoils on one job and they will have to overlap,make sure they are compatible. One foilapplication could pull or repel the first foillaid down.
Stamping on foil paper should be noproblem. Foil stamping over a varnishedsurface is definitely not recommended. Gastrapping will result and hamper the properrelease of the foil.
The process of glazing adds a contrast toa darker colored stock. This process is usefulwhen you have a multilevel sculptured dieand are producing a piece on dark stock. Thisprocess is good to use when it will appear byitself on a page, i.e., the cover of a book,menu, or report.
ScorchingScorching adds a two-tone effect on
lighter colored stocks. This is achieved onlywhen blind embossing a piece. Again,multilevel sculptured dies work best. Theadded head will smooth out the texture of thestock and add highlights to an embossment.This is recommended when the image willstand alone or far enough away from any typeas to appear alone.
Pastelling, or tint leaf embossing,appeared a decade ago and has become verypopular. This process eliminates the oldregister problem of printing soft colors orpastels and then embossing over them; itgives a contrasting image or creates a soft,tow-tone antique look without scorching. It iseffective with multilevel sculptured dies orany embossed image where a soft effect isdesired. Tinted foil can highlight an embossedimage. Clear gloss and pearlescent foils arealso available.
Artwork for combination foil/embossing(stamping foil and embossing at the same
time) can be prepared in the same way as forblind embossing. Avoid specifying beveledges on foil/embossing combination dies asit is difficult to get foil to adhere to a bevelededge. very fine lines may sometimes have tobe flat foil stamped and then embossed tomaintain clarity.
When designing cover or fold-overcards, if 0.5” is allowed between theembossed or foil-stamped image and the fold,the sheet can be scored in the same press run.
It cannot be stressed enough that thedesigner, the embosser, and the engravershould get together at the start of a job. Allthree are needed to come up with a qualitypiece. The designer loses nothing of his or hercreativity; it is still the designer’s idea thatwill appear on paper. the embosser and theengraver can take that idea and make it aworkable, cost effective piece to produce.
The popularity of foil stamping andembossing continues to grow. Although thecapacity to produce such work has increased,demand still surpaces capacity. One industryspokesman feels there is no better segment ofthe graphic arts in which to become of a truespecialist.


















