Electrolytic tinning and chromium plating lines
9
Electrolytic tinning and chromium plating lines Strip Processing Lines W7/304E
Transcript of Electrolytic tinning and chromium plating lines

Electrolytic tinningand chromiumplating lines
Strip Processing Lines
W7/304E

To meet these high demands,SMS Demag has specifically im-proved its process and planttechnology for manufacturingtop-quality products. We supplyelectrolytic tinning and chromi-um plating lines that correspondto the highest standards of qual-ity, precision and flexibility. Ex-ceptionally large, our productrange also ensures consistentquality.
They have to offer the utmost inproductivity, product quality andeco-friendly operation – today'selectrolytic tinning and chromi-um plating lines.
These two methods of surfacetreatment preserve and ensurea longer service life ofproducts. Everywhere in theworld, there is a growing mar-ket for durable, easy-caregoods for industrial and privateuse. That explains the increas-ing demand for corrosion-resist-ant and simultaneously inexpen-sive steel strip for numerousapplications. What steel stripprocessors require is asustained, constant quality levelwith exactly defined propertiesof coatings and carrier materi-als. Furthermore, they expectquality optimization they canpromise their customers as partof their marketing claims.
2 3
Electrolytic tinning and chromium plating lines

4 5
Different plant concepts for different requirements of electrolytically tinned or chromium plated steel
Whatever the process – whetherelectrolytic tinning or chromeplating – SMS Demag providesplant and process technologycustom-made for each specialapplication. This ensures that alarge number of product varia-tions can be manufactured at ahigh rate in on-line operations.The entire production process ismonitored by inspection devicesand geared to safe operation.Included here is continuous op-eration which guarantees highplant performance and productquality.
Common to the various types ofplant is the fact that they can beextended in stages to adapt tothe development of themarket.These extension stagesare already taken into accountduring initial planning. Seeingthat extensive process technolo-gy is involved in electrolyticcoating, we give priority to eco-friendly and energy-saving oper-ation of the installations, to re-cycling and multiple use ofmedia, to responsible waste dis-posal and economical use of en-ergy.
There is a wealth of advice andpractical assistance we offerour customers throughout plan-ning, installation and productionstart-up. Whenever you require,we will advise you right from thevery beginning, in planning pro-duction for the new plant, aswell as informing you about al-ternative processes. It goeswithout saying that our expertsteam up with your personnel totake care of commissioning theentire system along with the var-ious auxiliary equipment.
Electrolytic tinning lines
These lines process steel stripmade from soft, unalloyed, low-carbon steel. First it is cold-rolled, then the steel strip iscleaned, annealed and skin-passed to give it the necessarymechanical properties.
To protect the material againstcorrosion it is electrolytically tin-plated. Known as tinplate, this isa leading packaging material dueto its many positive qualities. It isused for food and beveragecans, cans for chemical
products, bottle caps and jarlids. Tinplate is very eco-friendlybecause it can be 100 %recycled.
Depending on requirements, it ispossible to produce steel strip inthicknesses of 0.12 to 0.6 mmand widths of 500 to 1,250 mmin various types of finish. Just likeelectrolytic galvanization, tinplating can provide all the tinlayer thicknesses necessary forthe various applications, eitherwith equal or different thickness-es on the two strip sides. Therange of plating weights is 1.1 to
15.1 g/m²/side. There is a largerange within which the perform-ance of the tinning plant to be in-stalled can be adjusted to themarket for tinplate. So far, SMSDemag has supplied electrolytictinning plant with a productioncapacity of 350,000 tons/yearand plant speeds of up to660 m/minute.
Electrolytic chromium platinglines
They also process steel stripmade from soft, unalloyed, low-carbon steel. Here again, aftercold rolling, the steel strip iscleaned, annealed and skin-passed to provide it with therequired mechanical properties.The final product is manufacturedin all kinds of hardnesses andtensile strengths depending onthe type of applicationenvisaged. It can be producedin a thickness range of 0.1 to0.5 mm and widths of 500 to1,250 mm in various types oftreatment.
To protect the strip against cor-rosion it is treated with a specialelectrolytic chromium platingprocess. Available here arechromium metal plating, with lay-er thicknesses between 30 and140 mg/m²/side, and chromiumoxide plating, applied in layers 7to 27 mg/m²/side thick. Therehave already been severalinstances where packaging stripmade of specially chromium plat-ed material has replaced tinplate.It is possible to achieve plantspeeds of up to 450 m/minute.Electrolytic chrome plating line
Electrolytic tinning line
Pay o
ff ree
ls
Double
cut s
hear
Pickli
ng se
ction
Pay o
ff ree
ls
Double
cut s
hear
Welding
mac
hine
Entry
bridl
e unit
Stee
ring u
nit
Side t
rimmer
Bridl
e unit
Steering unit Steering unit
Entry loop tower
Bridl
e unit
Cleaning section
Tens
ion le
velle
r
Dryer
Chrome p
lating
secti
on
Dryer
Stee
ring u
nit
Oiler
Exit loop tower
Bridl
e unit
Steering unit
Surfa
ce in
spec
tion
Instru
ment s
tand
Bridl
e unit
Exit b
ridle
unit
Snip
shea
r
Tens
ion re
els
Welding
mac
hine
Entry
bridl
e unit
Stee
ring u
nit
Side t
rimmer
Bridl
e unit
Entry loop tower
Steering unit Steering unit
Bridl
e unit
Cleaning section
Dryer
Tens
ion le
velle
r
Pickli
ng se
ction
Tinnin
g sec
tion
Dryer
Stee
ring u
nit
Bridl
e unit
Oiler
Post
treatm
ent s
ectio
n
Induc
tion r
eflow
unit
Strip
mark
er
Dryer
Stee
ring u
nit Exit loop tower
Surfa
ce in
spec
tion
Instru
ment s
tand
Steering unitBr
idle u
nit
Exit b
ridle
unit
Tens
ion re
els
Snip
shea
r
Bridl
e unit

Electrolytic tinning andchromium plating
Here are the processes usedfor electrolytic tinning, alongwith the appropriateelectrolytes:
Combined electrolytictinning and chromiumplating line
Economic considerations suchas plant investments and over-heads have led to a combinationof tinning and chromium platinglines with two completely differ-ent plating processes united inone plant. This is achieved usingone of two differentarrangements, with the tinningprocess either in front of orbehind the chromium platingprocess.
Whichever process area is notrequired is bypassed and thematerial only passes throughthe process stages of the plantwhich are equally necessary forboth processes – e.g. preclean-ing and pickling.
6 7
Combined electrolytic tinning and chromium plating line
■ Ferrostan electrolyte,PSA (phenolsulfonic acid)
■ Ronastan electrolyte,MSA (methanesulfonic acid)
■ Halogen electrolyte■ Stannous fluoborate eletrolyte
Most systems use the“Ferrostan” process with PSAelectrolytes, but due to its ad-vantages the MSA electrolyte,available on the market for onlya few years, is gaining in import-ance. What makes this electro-lyte more attractive is its higherconductivity. This results in lower energy costs and a flex-
��� ��� ��� ��� ���� ���� �����
���
���
��
��
���
���
���
� ���������� �
�� ��
� � ��������������������� ����� ����
! �� �"����������#��
� ������������$%��%&���''�� ��!%��'�������������� ��� ���(���� )���������������� ��� �� ����
�%���'��"�*� �(������
+%�� �"�,� "*���(����(���"����-��(���(��"���
+%�� �"�,� "*���(� � �(�
+%�� �"�,� "*���( � �(
+%�� �"�,� "*����(����(��"�� �
.�� ��, ��*�����
���
Pay o
ff ree
ls
Double
cut s
hear
Welding
mac
hine
Entry
bridl
e unit
Stee
ring u
nit
Side t
rimmer
Bridl
e unit
Entry loop tower
Steering unit Steering unit
Bridl
e unit
Cleaning section
Dryer
Tens
ion le
velle
r
Pickli
ng se
ction
Tinnin
g sec
tion
By pa
ss fo
r
chro
me plat
ing se
ction
Dryer
Stee
ring u
nit
Strip
mark
er
Bridl
e unit
Induc
tion
reflow
unit
Post
treatm
ent
secti
on
Dryer
Chrome p
lating
secti
on
Dryer
Stee
ring u
nit
Oiler
Bridl
e unit
Steering unit
Exit loop tower
Bridl
e unit
Exit b
ridle
unit
Snip
shea
r
Tens
ion re
els
Surfa
ce in
spec
tion
Instru
ment s
tand
The strip is conveyed vertically through the tank over a conductor roll with a
hold-down roll and a rubber-coated sink roll.
Each tank contains four adjustable anode stands with soluble anodes, while sep-
arate rectifiers make it possible to plate the strip differently at the same time.
The tinning speed curves show the attainable line speed (m/min)
depending on the desired coating weight (g/m2) and the
strip width (mm).
.��� %��'�# �,�%&�� �� �"����/+%�����%���%''�
0'����%'���
.���'���� �
! ����%���
! ����%��
0�'��"������� '
1 -. �/��%''
ible operating mode through a larger current density area.Largely bio-degradable, theelectrolyte can also be disposedof in an eco-friendly way.
There is a difference betweenone and two-stage chromiumplating processes. Both createa metal chromium layer with a
layer of chromium oxide on top.Using the two-stage process enables manufacturers to varythe relationship between the two layers. This process is usuallyused for thicker platings.
Depending on the applicationpurpose of the material, variouschromium electrolytes with flu-oride or sulfate additives areused.
Vertical tinning cells or tankshave become the preferredtypes for tinning plants usingacidic electrolytes.
It is usual to fit each tank with4,500 AMP to 10,000 AMPrectifiers for each strip side.Plants with high rates of produc-tion (approx. 250,000 tons/year) require 10 to 15 tanks.

109
Individual plant components combined to create successful overall systemsElectrolytic tinning and chromium plating lines
8
Side trimmer
Recommended for rapid widthand program changing as wellas blade changing during opera-tion is a set of rotary side trimmer with two pairs of knifeheads.
SMS Demag makes trimmingshears with driven top and bot-tom knives for a minimum stripthickness of 0.1 mm, especiallyfor tin plate. There is a choicebetween a scrap press and ascrap baller to deal with thetrimming scrap. Both deviceswork automatically.
Cleaning section with rinse
The single-reduced material isdegreased electrolytically in analkaline solution. To clean dou-ble-reduced ma-terial, this stageis preceded by
an extra alkaline treatment.Electrolysis then takes placewith higher current densities.Degreasing is followed by cas-cade rinsing to prepare the stripfor subsequent pickling.
Pickling section with rinse
Electrolytic pickling at roomtemperature is carried out to re-move any corrosion residueswhich may be present as well asany additives from the degreas-ing process. That also activatesthe strip ready for subsequentplating.Depending on the platingprocess, both hydrochloric andsulfuric acid are used. The typeof acid is matched to the coat-ing electrolytes. It is advisable,for instance, to use sulfuric acidwith PSA or MSA electrolytes.Emerging from the picklingprocess, the strip is thenwashed in a cascade rinse.
Tension leveler
To meet today's demands onthe flatness of the fin-ished product, a ten-sion leveler is neces-sary.
SMS Demagmanufacturestension levelers forsingle- and double-reduced material. Theyensure excellent strip flatnessthrough the arrangement of thebending and leveling units.Arranged in cassette form, thebending and leveling units canbe changed quickly during oper-ation. Moreover, there are bridleroll sets with a compact drive infront of and behind the tensionleveler, which increase and de-crease the tension of the strip.
Loop accumulators
To ensure continuous strip trav-el in the process section evenwhile the coils are beingchanged, vertical loop accumu-lators are provided. They are fit-ted with guide rolls and steeringrolls, some of them driven,which keep the strip perfectlyon track.
Pay off and tensions reel units
Essential for continuous opera-tions, two coilers are providedat the feed and discharge ends.The coils are wound with orwithout sleeves, and lifting carslift them onto the mandrel of thecoiler. Depending on the weightof the coils, both coilers areequipped with or without man-drel support bearings. A chang-ing device can be used to puton or take off the sleeves.
1311 12
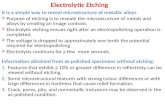
There are recovery tanksarranged after the tinningprocess to remove electrolyteresidues from the strip. This iseffected by evaporation, sohardly any electrolyte is lost.To finish this stage, the strip isdried and marked according tothe layer thickness. SMSDemag performs this processat high strip speeds of up to660 m/minute.
ensures an optimal, even layerdistribution. To provide the elec-trolysis current, one rectifier foreach anode stand is used in or-der to achieve an exact layerthickness. The rectifiers areconnected to the tin anodes andthe current rolls. Adjusting thecurrent, which is calculated us-ing Faraday's Law, regulates thedeposit of tin depending on thestrip width and speed. It is anadded advantage that both strip surfaces can be platedwith equal or different layerthicknesses.
Tinning section
Now the pretreated strip is in-troduced into a vertical tinningsection. SMS Demag is expertin applying the technology fortinning processes using solubleanodes for Ferrostan,fluoborate and methane sulfoneelectrolytes. The anodes can behandled manually or with an au-tomated anode shifting device.
Ideal for ultrathin plating is theparallel anode arrangementSMS Demag builds. This
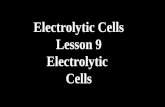
Chromium plating section
An alternative to tin plating ischromium plating the strip. Typi-cal of combined plant, our ma-chines are designed in such away that the material bypassesthe tinning section to be chromi-um plated. They can also bebuilt exclusively as a chromiumplating line, with chromium plat-ing taking place after stripcleaning and pickling. Then thepretreated strip is fed into thechromium plating section whichalso works with vertical cells. To
provide the electrolysis current,rectifiers connected to the non-soluble anodes and the currentrolls are used. Adjusting the cur-rent regulates the chromium de-posits that consist of chromiummetal and oxide, depending onthe strip width and speed. Bothsides receive the same chromi-um plating thickness. Emergingfrom the chromium platingtanks, the strip is cleaned ofchromium residues in the cas-cade rinser. Finally, the strip isdried and fed into theelectrostatic oiling stage.
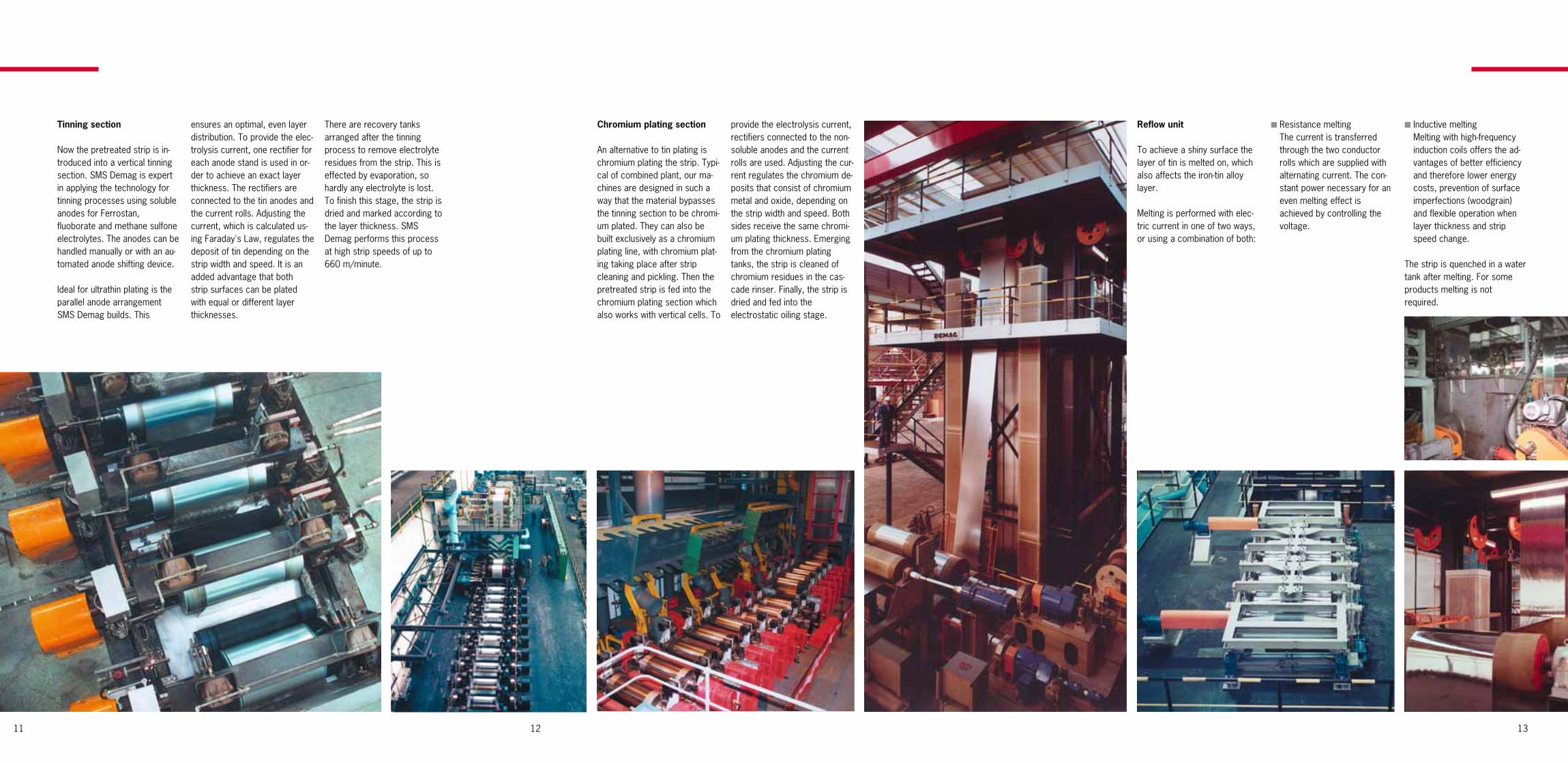
■ Inductive meltingMelting with high-frequencyinduction coils offers the ad-vantages of better efficiencyand therefore lower energycosts, prevention of surfaceimperfections (woodgrain)and flexible operation whenlayer thickness and stripspeed change.
The strip is quenched in a watertank after melting. For someproducts melting is notrequired.
Reflow unit
To achieve a shiny surface thelayer of tin is melted on, whichalso affects the iron-tin alloylayer.
Melting is performed with elec-tric current in one of two ways,or using a combination of both:
■ Resistance meltingThe current is transferredthrough the two conductorrolls which are supplied withalternating current. The con-stant power necessary for aneven melting effect isachieved by controlling thevoltage.

makes the exit accumulator andwinding group in the precedingline superfluous, but it alsomeans the shearing line limitsthe speed that can be achievedin the process section.
fitted with three to four stackingunits in which the variousgrades can be stored and for-warded.
However, if the entire material isto be processed into panels, theshearing line can be coupled tothe preceding coating line. That
Shearing line
Now the measuring devices in-spect the strip to determine itsthickness and to detect any tinyholes. Then dividing shears orrotary shears cut the strip intopanels, ready for stacking. Thesorting and stacking system is
15
Instrument stand
Now available are a strip thick-ness measuring device and ahole searching device to checkand ensure an excellent surfacequality. This is achieved, even athigh process speeds, thanks tothe automatic surfaceinspection system. Added tothis is a camera systeminstalled along the inspectionroute.
process with a sodiumdichromate solution. Called passivation, this stage isfollowed by washing anddrying.
Posttreatment
To protect the tinned surface,the strip is treated electrolyti-cally or in an immersion
14

Worldwide references
16 17

SMS Demag Aktiengesellschaft
Strip Processing Lines DivisionPostfach 230229 · 40088 Düsseldorf · GermanyTel. (++49 -211) 881-4351 · Fax (++49 -211) 881 -4212E-Mail: [email protected]: http://www.sms-demag.de 30
00/0
7/20
00 A
· Pr
inte
d in
Ger
man
y