eGC_2010 02 Feb Non Subs
68
gl bal cement MAGAZINE global cement .com FEBRUARY 2010 Global cement news Award-winning photos Waste in the USA Oxygen-enhanced combustion Slag Bagging Subscribe Contents Ad Index
Transcript of eGC_2010 02 Feb Non Subs

gl bal cement MAGAZINE
globalcement .com
FEBRUARY 2010
Global cement news Award-winning photos Waste in the USA Oxygen-enhanced combustion Slag Bagging
SubscribeContents Ad Index

Hochdruck-Autoklav für Mörtelprismen, 25 barASTM C151, C141, UNE 7207
Einzigartiger Sicherheitsstandard durch TÜV-Prüfung des Druckbehälters mit Zertifikatnach gültiger EG Druckgeräte-Richtlinie
Das Gerät wurde speziell zur Bestimmung derRaumbeständigkeit von Mörtelprismen entwickelt.
Der Autoklav besteht aus einem Hochdruckdampf-behälter mit den inneren Abmessungen Ø 168 mm,H = 355 mm zur Aufnahme eines Prismenhalters für8 Prismen nach ASTM bzw. 6 Prismen nach DIN.Inhalt 7,8 Liter, max Druck 25 bar.
Elektrische Daten: 230 V / 50 Hz, 16 A, 2300 WGewicht: 80 kgAussenmaße: Ø 550 mm, H 1120 mm
High-pressure autoclave for testing mortar prisms,25 bar ASTM C 151, C141, UNE 7207
Unsurpassed safety-standard level as a result ofTÜV approval of the pressure chamber, withcertificate attesting conformity with the currentlyvalid European Union Derective for PressurizedDevices (TÜV = German Technical InspectionAgencies, members of the German Federation ofTesting Institutions, CEOC).
This device was especially developed for testingthe volume constancy of mortar prisms.
The unit consists of a high-pressure steamcompartment with inner dimensions of 168 mm diam.and height of 355 mm, to accept a sample holder with8 prisms as per ASTM, or 6 prisms as per DIN.Volume = 7.8 litres, max. pressure = 25 bar.
Power supply: 230V / 50 Hz, 16 A, 2300 WWeight: 80 kgOuter dimension: diam. Ø 550 mm, h 1120 mm
Hochdruck-Autoklav25 barASTM C151, C141, UNE 7207
High-pressureautoclave 25 bar
ASTM C151, C141,UNE 7207
TESTING Bluhm & Feuerherdt Gmb . Motzener Straße 26 b . DE- 12277 Berlin . Tel +4930 / 710 96 45-0 . Fax +4930 / 710 96 45 98www.testing.de . e-mail: [email protected]
Hochdruck-Autoklav für Mörtelprismen, 25 barASTM C151, C141, UNE 7207
Einzigartiger Sicherheitsstandard durch TÜV-Prüfung des Druckbehälters mit Zertifikatnach gültiger EG Druckgeräte-Richtlinie
Das Gerät wurde speziell zur Bestimmung derRaumbeständigkeit von Mörtelprismen entwickelt.
Der Autoklav besteht aus einem Hochdruckdampf-behälter mit den inneren Abmessungen Ø 168 mm,H = 355 mm zur Aufnahme eines Prismenhalters für8 Prismen nach ASTM bzw. 6 Prismen nach DIN.Inhalt 7,8 Liter, max Druck 25 bar.
Elektrische Daten: 230 V / 50 Hz, 16 A, 2300 WGewicht: 80 kgAussenmaße: Ø 550 mm, H 1120 mm
High-pressure autoclave for testing mortar prisms,25 bar ASTM C 151, C141, UNE 7207
Unsurpassed safety-standard level as a result ofTÜV approval of the pressure chamber, withcertificate attesting conformity with the currentlyvalid European Union Derective for PressurizedDevices (TÜV = German Technical InspectionAgencies, members of the German Federation ofTesting Institutions, CEOC).
This device was especially developed for testingthe volume constancy of mortar prisms.
The unit consists of a high-pressure steamcompartment with inner dimensions of 168 mm diam.and height of 355 mm, to accept a sample holder with8 prisms as per ASTM, or 6 prisms as per DIN.Volume = 7.8 litres, max. pressure = 25 bar.
Power supply: 230V / 50 Hz, 16 A, 2300 WWeight: 80 kgOuter dimension: diam. Ø 550 mm, h 1120 mm
Hochdruck-Autoklav25 barASTM C151, C141, UNE 7207
High-pressureautoclave 25 bar
ASTM C151, C141,UNE 7207
TESTING Bluhm & Feuerherdt Gmb . Motzener Straße 26 b . DE- 12277 Berlin . Tel +4930 / 710 96 45-0 . Fax +4930 / 710 96 45 98www.testing.de . e-mail: [email protected]
Hochdruck-Autoklav für Mörtelprismen, 25 barASTM C151, C141, UNE 7207
Einzigartiger Sicherheitsstandard durch TÜV-Prüfung des Druckbehälters mit Zertifikatnach gültiger EG Druckgeräte-Richtlinie
Das Gerät wurde speziell zur Bestimmung derRaumbeständigkeit von Mörtelprismen entwickelt.
Der Autoklav besteht aus einem Hochdruckdampf-behälter mit den inneren Abmessungen Ø 168 mm,H = 355 mm zur Aufnahme eines Prismenhalters für8 Prismen nach ASTM bzw. 6 Prismen nach DIN.Inhalt 7,8 Liter, max Druck 25 bar.
Elektrische Daten: 230 V / 50 Hz, 16 A, 2300 WGewicht: 80 kgAussenmaße: Ø 550 mm, H 1120 mm
High-pressure autoclave for testing mortar prisms,25 bar ASTM C 151, C141, UNE 7207
Unsurpassed safety-standard level as a result ofTÜV approval of the pressure chamber, withcertificate attesting conformity with the currentlyvalid European Union Derective for PressurizedDevices (TÜV = German Technical InspectionAgencies, members of the German Federation ofTesting Institutions, CEOC).
This device was especially developed for testingthe volume constancy of mortar prisms.
The unit consists of a high-pressure steamcompartment with inner dimensions of 168 mm diam.and height of 355 mm, to accept a sample holder with8 prisms as per ASTM, or 6 prisms as per DIN.Volume = 7.8 litres, max. pressure = 25 bar.
Power supply: 230V / 50 Hz, 16 A, 2300 WWeight: 80 kgOuter dimension: diam. Ø 550 mm, h 1120 mm
Hochdruck-Autoklav25 barASTM C151, C141, UNE 7207
High-pressureautoclave 25 bar
ASTM C151, C141,UNE 7207
TESTING Bluhm & Feuerherdt Gmb . Motzener Straße 26 b . DE- 12277 Berlin . Tel +4930 / 710 96 45-0 . Fax +4930 / 710 96 45 98www.testing.de . e-mail: [email protected]
Qualified Qualified representatives representatives
sought sought worldwideworldwide

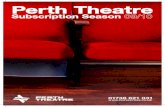
This month’s front cover......features the winner of the 2nd Global Cement Photography Competition. First Prize went to Rodel S. Santiago of the Lafarge Asia Technical Center, Malaysia for this stunning and technically accomplished photograph. As Rodel Santiago says, “This is taken on a clear night from a hill facing the Aso Cement plant on Kyushu island, Japan. Those yellow streaks are actually fi refl ies fl ying around a small creek that runs in between the plant and the limestone quarry.”The joint second placed photographs are featured on pages 12-14 of this issue, and other photographs will be featured in the next issue.
For further information and other winners please seewww.propubs.com/global-cement/photocomp.html
ISSN: 1473-7940
Published by: PRo Publications International LtdFirst Floor, Adelphi Court 1 East Street, Epsom, Surrey, UK KT17 1BBTel: +44 (0)1372 743837 (switchboard)Fax: +44 (0)1372 743838
Editor Dr Robert McCaff rey rob.mccaff [email protected]
Admin/subscriptions Margaret Masson [email protected]
Administrative assistant Valerie Snow [email protected]
Commercial director Paul Brown [email protected] Mobile: (+44) (0)776 747 5998
The Editor welcomes editorial contributions (letters, articles etc).For full details on article submission, please see: www.propubs.com/global-cement
SUBSCRIBE TODAY• Independent thinking and analysis• Best for news, prices and trends• Global cement news• Country reports• Global cement technology• Your own copy, on time, every issue!SEE PAGE 64
www.globalcement .com Exclusive Offi cial Magazine for
Global Cement Conferences: Europe, Asia, Middle East, IranGlobal Cement Environmental, Quality Control, Global Alternative
Fuels, Global Slag, Global Mortars and Global RefractoriesConferences
FEBRUARY 2010
CONFERENCE & EXHIBITION 2009
GLOBAL CEMENT: WEAR AND MAINTENANCE CONFERENCE 18-19 March 2010, Düsseldorf• Wear protection - state-of-the-art• Maintenance for profi t• Delagates from +30 countries• Details: www.propubs.com/wandm
gl bal cement
globalcement MAGAZINE February 2010 3
gl bal cement MAGAZINE
World Business Council for Sustainable Development
Cement Industry Suppliers’ Forumgl balcementMAGAZINE www.globalcement .com
Dear Readers,
As you will see from our stunning front cover, we have revealed the winners of the 2nd
Global Cement Photography Competition. We received a record number of entries, and
it was a diffi cult job to choose between them to decide upon a winner. For example, the
photo on pages 12-13 by Lloyd Lutz of Lehigh Cement Company was accompanied by
another two images by the same photographer, all of which were of outstanding quality.
In the end though, we decided that the photograph of Aso Cement and its fi refl ies, taken
by Rodel Santiago of the Lafarge Asia Technical Centre, was a clear winner, not only
for its technical accomplishment (a brightly-fl oodlit cement plant in the background
and a quiet and only insect-lit foreground) but also for the concept that it eff ectively
conveys that the global cement industry can exist in comparative harmony with nature
- as long as we are careful how we place our ‘foot-prints.’ Other photographs from the
competition will be included in the next issue. We thank all competition entrants, and
we look forward to the next competition - get snapping!
As you’ll see from our news sections this month, the global cement industry is currently
giving off mixed messages about its future direction: FLSmidth says the prospects for
future new capacity has improved (page 24) but Holcim says that it will be “3-5 years
before recovery” (page 21). Companies are arguing over who gets to take over Cimpor
(pages 20 and 30), while Ashgrove continues to survive through tough times (page 31).
In Asia, Vietnam’s market regulators are slamming on the brakes in China and Vietnam
(page 43 and page 65), while India, Turkmenistan, Indonesia, Uzbekistan, Th ailand and
- yes - China all seem to be looking forward to improved cement consumption prospects
and new plants. In the Middle East and Africa, Nigeria, Kenya, Egypt, Iran and Syria are
all building, building, building, while at the same time observers have warned that the
Gulf region has built-up an enormous cement production capacity surplus, which will
no doubt lead to price weakness and renewed eff orts on the already-awash-with-cement
export markets. As the Royal Bank of Scotland’s chief economist puts it, “Data can oft en
be volatile around turning points in the economic cycle. Separating
fundamental trends from statistical ‘noise’ is not going to be easy in
the months ahead. One thing is for sure: the focus will continue to be
on cutting costs, whether by using more alternative fuels (pages 32,
59 and 60), by increasing electrical energy effi ciency (page 26) or by
cutting maintenance costs (see below). In any case, we can help.Dr Robert McCaff rey
Editor
Global Cement Magazine is printed on Forest Stewardship Council (FSC) certifi ed papers by Wyndeham Grange, a company with ISO 14001:2004 environmental accreditation.
TT-COC-002487
gl bal cement MAGAZINE
globalcement .com
FEBRUARY 2010
Global cement news Award-winning photos Waste in the USA Oxygen-enhanced combustion Slag Bagging
WEAR & MAINTENANCE
Subscribe Ad Index

NEWS FROM GHH RAND
Compressor manufacturer GHH RAND has moved to a new headquarters location. Global Cement’s Paul Brown went along to fi nd out the latest news from the company.
8 globalglobalcement cement MAGAZINEMAGAZINE February 2010
News from GHH News from GHH RANDRAND
Global Cement paid a recent visit to GHH RAND
in Oberhausen, Germany to fi nd out about the
latest company developments and its product ranges.
Paul Brown met Jan Norz, the global sales manager for
truck unloading equipment and Manuel Frinke, the
marketing communications manager.
New headquartersIn April 2009 GHH RAND’s division for Tanker So-
lutions and Ingersoll Rand’s Industrial Technologies
division consolidated in a new head-offi ce in Ober-
hausen. Germany’s long-established screw compressor
manufacturer GHH RAND now occupies a state-of-
the-art production facility combined with sustainable
offi ce space.
Th e main GHH RAND plant location for screw
compressors, both for transport and industrial applica-
tions, remains in Oberhausen at Gutehoff nungshütte.
From there, the bare compressor airends for silo ap-
plications are quickly forwarded to a new ‘Tanker
Solutions’ facility nearby for fi nal completion.
Company historyJan Norz started off by detailing the company’s back-
ground: “For 57 years, GHH RAND has been globally
recognised as one of the most innovative and reliable
rotary screw compressor manufacturer in the road
haulage business. It all began when the fi rst oil-free
screw compressors were invented back in the early
1950s – truly an example of a pioneering achievement
having a strong innovative impact. Th e name GHH
RAND stands for innovation, pioneering technology
and reliable designs that repeatedly set new standards
and makes the company the world’s market leader in
the compressed air industry’,” said Jan.
Of the company’s many highlights worthy of men-
tion, here are a few examples:
1952 – First oil-free screw compressor stage.
1953 – First two stage oil-free industrial compressor
module;
1958 – Oil-free SILU® prototype;
1972 – SILU unit for truck mounting;
Paul BrownPaul Brown; Global Cement Magazine; Global Cement Magazine
Left top: The SV 120 com-pact sliding vane compressor
for liquid tanker discharge.
Left middle: The new CS1200 in-chassis kit for dry-
bulk tanker discharge.
Left bottom: Tanker equipped with 275kg CG600
SILU® oil-free compressor.
Left: GHH RAND has a Europe-wide service-partner
network covering 46 locations
Below: Inside the new ‘Serv-ice Center’, cement tanker and
driver being taken care of!
NEWS FROM GHH RAND
globalglobalcement cement MAGAZINEMAGAZINE February 2010 9
1979 – Supply and license
agreement between Inger-
soll-Rand and GHH;
1994 – Ingersoll-Rand joins MAN
GHH in joint venture to form
GHH RAND;
1998 – GHH RAND becomes full subsidiary of In-
gersoll-Rand;
2004 – GHH RAND started to produce complete cus-
tomised packages;
2009 – GHH RAND introduces new products for
the liquid road tanker market: First product
launched is SV120, a sliding vane compressor.
Road tanker dry-bulk dischargeTh e innovative and unique design of the new CS1200
InChassis compressor kit allows fl exibility of instal-
lation on most tractor tankers used in the silo industry
for the transport of dry bulk products. ‘Th e optimised
driveline design confi guration will result in a fast, ef-
fi cient and well-engineered installation. Th e small
integrated oil cooler perfects the compact design of the
CS1200 solution’, according to GHH RAND.
Some of the CS120’s highlights include
the completely newly-developed SILU®
oil free screw compressor; the ability to be
direct-driven in most European three-axle
tractors; a sophisticated driveline confi gura-
tion to reduce drive shaft angle; an optimised
rotor profi le off ering low frequency and low
noise operation; narrow, self-contained air-
end with integrated oil cooler; corrosion-free
rotors with food-grade coatings and shear
bolt coupling for gearbox protection.
ServiceConveniently situated close to the Germany
A2, A3, A40 and A42 motorways, the new
headquarters enables transport companies
to combine installation or service stops as
part of their routing, without detours. Th is
new site features two fully-equipped truck
bays for installation, service or maintenance.
Th e move to this highly-equipped facility
was necessitated owing to an increase in
service requests from customers and for the
manufacture of brand-new products.
During Global Cement’s visit a cement
tanker driver called in spontaneously with his vehicle
which was suff ering from a damaged compressor unit.
Help was at hand immediately from GHH RAND service
personnel, and within the hour all work was completed
and the driver was on his way.
New entrant to liquid tanker discharge market
Th e company has also very
recently entered the
liquid tanker discharge
market. Its fi rst prod-
uct to be launched
is the SV120, a
compact sliding vane
compressor. Transport
fi rms’ experience so
far indicates an unload-
ing effi ciency increase
around the 35-38% mark.
Further next generation
models are in the pipe-
line. GHH RAND has
a Europe-wide service-
partner network covering
46 locations.
Above: Another tanker hits the road.
Below: Jan Norz, right, Global Sales Manager Truck unloading equipment and Manuel Frinke, Marketing Communications Manager, at the company’s ‘Tanker Solutions’ entrance
4 globalcement MAGAZINE February 2010
CONTENTSSubscribe Ad Index
Global technology & trends
6 Diary dates
8 News from GHH RAND
12 Global Cement Photography Competition
Winners - Part 1
16 The Billerud QuickFill Concept - New members of
the family
18 European cement news
28 North and South American cement news
32 A review of the US market for waste recovery
solutions
43 Asian Cement news
48 Middle East and African news
50 Current situation and outlook for the Saudi
Arabian cement industry
56 Industrial by-products including slag used in
pipeline concrete coatings
59 Alternative fuels news
60 Enhanced combustion
63 Global cement prices
64 Subscription form
65 The Last Word
66 Advertiser Index
88
US WASTE RECOVERY MARKETS
The US not only has an energy defi cit, rising energy prices, increasingly stringent environmental regulations and an environmentally-aware population, it also has very large quantities of waste that could potentially be used as fuels - or as the basis for a mixed source, highly-specifi ed ‘engineered fuel.’ Here experts from Geocycle US - part of Holcim’s alternative fuels sister company - describe the situation in various diff erent regional markets for waste and alternative fuels in the US.
32 globalglobalcement cement MAGAZINEMAGAZINE February 2010
A review of the US market for A review of the US market for waste recovery solutionswaste recovery solutions
Co-processing refers to the use of waste materials
in energy intensive industrial processes, such as
cement, lime, steel or power production. It sees the
energy and mineral components of waste recovered
and reused in an industrial manufacturing process,
where the naturally occurring materials required for
production are supplemented by a variety of waste
materials from other sources. Co-processing is a sus-
tainable waste management solution for companies
which have an interest in seeing their waste reused in a
benefi cial manner, suitable for both hazardous as well
as non-hazardous wastes, and applied to solids, liquids
or sludge. As co-processing is applied to the manufac-
ture of a product, the challenge for most waste-derived
fuel producers is to manufacture a homogeneous al-
ternative fuel or alternative raw material that will not
introduce variability in the manufacturing process.
In the current US business and social environment,
companies are becoming more conscious of the po-
tential liabilities of their waste disposal methods, and
society has an expectation that more sustainable forms
of waste management will be sought, where the com-
ponents of the waste can be recovered for other
applications. Th is is an opportunity for compa-
nies such as Geocycle to provide the expertise
required to produce an engineered fuel from
many diverse forms of waste.
Th is article reviews the status of the waste
market in the United States, including both
hazardous and non-hazardous wastes and
incorporates the current trends aff ecting the
market. Th ese trends are especially timely as we
are in the midst of a unique period in the waste sup-
ply chain history:
• A slow down in economic growth has forced
companies to be prudent in their waste management
decision making;
• Th e market for recycled commodities has slowed
suddenly as the global replacement value of the re-
placed commodity declined, stressing the ability to
move materials economically;
• Th ere is a strong expectation that environmental
regulations will continue to become increasingly strin-
gent.
Long-term thinkingLong-term thinking is a major consideration for busi-
ness success and requires us to think beyond current
limitations and explore the wide range of possibilities.
A clear example of this is our attitude to recovering
energy, minerals and value from waste.
Industrial and residential waste has historically
been viewed as just that, a waste. When adopting a
long term view without constraint, waste is actually a
valuable resource, a renewable commodity that off ers
numerous opportunities, including the substitution
of energy and raw materials in the manufacture of
products that society continues to demand, such
Rob Davies and Jason Bucholz: Rob Davies and Jason Bucholz: Geocycle USGeocycle US
US WASTE RECOVERY MARKETS
globalglobalcement cement MAGAZINEMAGAZINE February 2010 33
as cement, lime, steel and electricity.
Th e factors controlling the use of waste are inter-
dependent on the current economic diffi culties that
consume the focus of our political leaders worldwide.
Every industry and every market has been impacted in
some way by the reduced availability of credit, includ-
ing the waste market. Many companies are focused on
survival of this economic downturn, and are looking for
innovative means to reduce costs, make more with less,
and stay ahead of the competition to ensure survival.
Our hypothesis is that sustainable waste management
techniques need to be factored into the long term plan-
ning of corporate America.
It is our belief that corporate sustainability and a long
term view are more important now than ever before.
Th e current recession can in part be attributable to the
emphasis placed on short-term gain at the expense of
long-term sustainable business growth. A CEO quoted
in the Financial Times recently said “Sustainability will
remain critical to our business even during an economic
downturn.” It is our belief that a stronger emphasis on
sustainability will ensure a positive future for waste-to-
fuel users in the United States waste market.
Th e outlook of the US waste market remains fa-
vourable. Th ere continues to be an underlying positive
sentiment in society about a greener future where the
minimisation and the benefi cial reuse of waste remains
an expectation. Corporations, however, need to continue
to remain focused on their corporate sustainability initi-
atives, and not to solely focus on the short-term actions
that may be required to address the current economic
diffi culties in order to continue this positive outlook.
Th e current economic factors aff ecting US manufactur-
ing have proportionately infl uenced the volume of waste
produced. However, we are optimistic that this current
downturn will reverse in the short term and we will re-
turn to a mature focus on a greener future.
Hazardous wasteTh e use of hazardous waste as a source of fuel in cement
and energy intensive industries decreased by 3% in 2008;
this continues an ongoing decline observed during the
last decade. Current estimates of the number of com-
mercial facilities within the US with active permits to
dispose of hazardous waste are 56, which includes both
industrial facilities and captive boilers.
Figure 1 represents the utilisation rates of hazardous
waste as a fuel since 2002. Th e overall trend is down and
is expected to continue on this downward trend through
2010.
During 2007 it is estimated that peak capacity of haz-
ardous waste usage as a fuel was 1.2Mt, lower than in all
previous years. Th e hazardous waste market has become
highly fragmented, as represented by the 17 industrial
facilities currently permitted to utilise hazardous waste
as a fuel. Th ese seventeen industrial facilities are owned
by ten independent companies, fourteen of which are
cement plants, two are sulphuric acid regeneration
plants, and one aggregate plant.
While the industry continues to mature, there are two
underlying factors which aff ect the utilisation of hazard-
ous wastes today. Th e fi rst is that the number of facilities
available to utilise the waste as a fuel has signifi cantly
reduced in recent years; while secondly, the current
economy and plant utilisation has aff ected the demand
and utilisation of fuels at the individual facilities.
Within the cement industry, utilisation of hazardous
waste has been aff ected by several plants either being
eliminated or ceasing consumption, notably Clarksville
and Artesia for Holcim and Midlothian for TXI. Several
other plants also operated in a sporadic manner in 2009
due to the low cement demand, which had a signifi cant
infl uence on material movements across the industry.
Interestingly a cement facility in Oklahoma has recently
announced its intention to begin the permitting process
for accepting hazardous waste as an alternative fuel.
From a regulatory perspective, there is concern that
fl y ash and bottom ash from the power industry may
be added to the list of hazardous wastes, since the Envi-
ronmental Protection Agency has said they will have a
decision on this new regulation by the end of 2009.
Non-hazardous wasteTh e United States waste market has enjoyed double digit
Right: Holcim’s US locations put it close to many alterna-tive fuel sources.
Figure 1, below: Utilisation rates of hazardous waste as a
fuel in the US, 2002-2010.
56 globalglobalcement cement MAGAZINEMAGAZINE February 2010 globalglobalcement cement MAGAZINEMAGAZINE February 2010 57
GLOBAL CEMENT PHOTOGRAPHY COMPETITIONGLOBAL CEMENT PHOTOGRAPHY COMPETITION
JOINT SECOND PRIZEJOINT SECOND PRIZE
LLOYD K. LUTZ, SENIOR PLANT ACCOUNTANTLLOYD K. LUTZ, SENIOR PLANT ACCOUNTANTLEHIGH CEMENT COMPANYLEHIGH CEMENT COMPANY
“A SHOT OF THE CEMENT KILNS AND COAL STORAGE BUILD-“A SHOT OF THE CEMENT KILNS AND COAL STORAGE BUILD-ING AT LEHIGH CEMENT COMPANY’S EVANSVILLE PLANT,ING AT LEHIGH CEMENT COMPANY’S EVANSVILLE PLANT,FLEETWOOD, PA, USA”FLEETWOOD, PA, USA”
CEMENT IN SAUDI ARABIA
The fi rst Global Cement and Concrete Conference will take place in Riyadh 1-3 February, and Global Cement here takes a look at the situation of the cement industry in the Kingdom of Saudi Arabia. The country has the world’s largest reserves of oil (some 264 billion barrrels, 21% of global reserves) and despite the halving of the oil price in the last two years, tax revenues continue to be enough to fi nance major (cement-intensive) infrastructure works throughout the kingdom. However, continuing capacity expansion will lead to a glut in supply in the near future.
50 globalglobalcement cement MAGAZINEMAGAZINE February 2010
Current situation and outlook for the Current situation and outlook for the Saudi Arabian cement industrySaudi Arabian cement industry
The Kingdom of Saudi Arabia is blessed with huge
resources, but the country and its cement industry
has to face a number of challenges in the years ahead,
including impending over-capacity, increased compe-
tition in export markets, an uncertain outlook for oil
prices and demographic pressures.
Demand and price trendsFor a start, Saudi Arabia’s cement industry is currently
undergoing a very rapid increase in capacity: Kha-
led Bin Mohammad al-Suleiman, undersecretary
at the Commerce and Industry Ministry says that
he expects Saudi cement production capacity
to rise 19% to at least 50Mt by the end of 2010.
“Demand for cement in the domestic market in-
creased from 30Mt in 2008 to 35Mt in 2009,” he
said. New plant projects are nearing completion
and several others are just about to get started.
Saudi Arabia’s annual cement production capacity
is expected to increase from the current 44.9Mt to
64Mt by 2012, since the government has issued
27 licenses for a cumulative 45Mt of capacity ad-
dition over the last few years. However some of
these plants are still in the feasibility stage, so the
fi nal total may be lower. During 2007-09, Saudi
capacity increased by 38%.
Demand and supply are coming back into
alignment in the country, aft er a critical imbalance
in 2008-2009. Saudi Arabia has recently lift ed a ban on
cement exports it imposed in June 2008 to force prices
down aft er large infrastructure projects sent demand
soaring. Th e ban came at a time when cement fi rms
were eyeing more lucrative markets abroad and coin-
cided with capacity expansions that saturated the local
market pushing prices and profi ts of many fi rms down.
Southern Province Cement even reviewed its expan-
sion plans in mid-2009 due to the export ban.
compiled by compiled by Robert McCaff reyRobert McCaff rey; Global Cement Magazine; Global Cement Magazine
CEMENT IN SAUDI ARABIA
globalglobalcement cement MAGAZINEMAGAZINE February 2010 51
However, Khaled Bin Mohammad al-Suleiman says
that “It was not a ban, but only restrictions. Th ree fi rms
are now back exporting cement...Th e priority for the
ministry and for Saudi Arabia in general is to meet the
needs of the domestic market, and we would welcome
any available surplus to be exported,” Suleiman added.
Th e fact is though that Saudi Arabia’s exporters will
soon fi nd themselves facing much greater competition
from outside the country, since there is due to be a major
cement supply glut in the Gulf Cooperation Countries
region (GCC), even as demand falls. Th e GCC’s an-
nual cement production capacity will cross the 120Mt
mark by 2011 according to a recent report from Global
Investment House, while the GCC major infrastructure
project market, which rose from $300 billion in 2004 to
$2.67trn in Q1 of 2009, declined to $2.1trn (annualised)
as of the third quarter of 2009.
“Of the previously planned projects, 25% have been
put on hold. Even if 75% of the projects continue as
planned and if 40% are construction-related, then it
would result in an annual average cement demand of
90.6Mt till 2017,” said the report. “With fewer projects
continuing because of the economic uncertainty, the
demand for cement has declined: the utilisation rate of
GCC cement producers has gone down to an average
of 75% as of late 2009. With the continuing capacity
buildup and lower demand we expect the utilisation
rates to fall to 65-70% until the project market picks
up.” Average cement prices in late 2009 have declined
on an average 6% in GCC when compared with those of
2008, but relatively stable prices have continued in Saudi
Arabia, partly due to the lower proportion of cancelled
projects. However further pressure on prices is expected
throughout the region.
Saudi Arabia enjoyed a 3.1%
increase in prices during January-
September 2009. KSA is one of the
lowest cost producers of cement
in the region due to government-
subsidised energy and fuel, and
due to companies’ high net cash
positions and low debt servic-
ing costs, which together help
to keep the cost of production
low compared to other coun-
tries. According to one observer,
Saudi production costs averaged
US$28/t (compared to, for exam-
ple, US$36/t for Pakistan) in June
2009. In contrast, Saudi cement
prices reached an average of $63.5
per tonne as of Q3-09.
According to a report from
Deloitte Middle East, the GCC
is likely to see a 20% decline in
demand for cement in 2009, a
result of the severe slowdown in
the region’s construction industry,
although analysts predict that the
demand will pick up a little in
2010 which will see a 2% growth
and go on to record a 10% growth rate in 2011. “For a
while it looked like the Gulf would be unaff ected by the
global economic downturn and then in the last quarter
of 2008 we saw construction projects worth trillions of
dollars being postponed, with the UAE being hardest
hit,” said Cynthia Corby, one of the report’s authors.
Corby said future growth in the GCC’s construction in-
dustry would move away from Dubai and towards Abu
Dhabi, Saudi Arabia and Qatar. But she warned that the
industry’s main players would have to deal with a totally
diff erent landscape post-downturn, with advanced pay-
ments being a “thing of the past” and contractors having
to “carefully manage their project cash fl ows.”
The companiesTh ere are currently eight listed cement companies in
Saudi Arabia, with a number of privately held, smaller or
new entrants also active in the market (including Najran
Cement, Northern Region Cement, Al-Gharbiah Ce-
ment, Jeddah Cement, Al Jouf Cement, Riyadh Cement,
Al Safwa Cement, City Cement and Saudi White Ce-
ment). Th e main listed companies are outlined below.
Arabian Cement Company was established in 1955
and the company’s products include ordinary Portland
cement, sulphate-resistant cement, Portland pozzolan
cement and other types of cement. ACC is headquar-
tered in Jeddah, western Saudi Arabia, and its plant is
located in the Rabigh area of Saudi Arabia with clinker
capacity kilns of 2.5Mt per year and annual grinding
capacity of around 3Mt.
Eastern Province Cement Company, based in Dam-
mam, eastern Saudi Arabia, was established in 1982 as a
joint stock company under the name of Saudi-Kuwaiti
Cement Company. Th e company changed its name
Above: A satellite image of Saudi Arabia, showing the
country’s geology.
Right: The city of Jeddah is the second largest city in
Saudi Arabia (after Riyadh), and is the country’s most important Red Sea port.
OXYGEN-ENHANCED COMBUSTION
Although alternative fuels can benefi t cement and lime plants in many ways, they can also impact on production capacity and on process stability. After the use of waste solvents impacted production, the lime producers at Steetley Dolomite turned to Air Products for help in the use of oxygen-enhanced combustion, with successful results.
60 globalglobalcement cement MAGAZINEMAGAZINE February 2010
Enhanced combustion of alternative Enhanced combustion of alternative fuels at Steetley Dolomitefuels at Steetley Dolomite
Steetley Dolomite is a leading producer of dolomitic
products in the United Kingdom, with production
facilities in Th rislington and Whitwell. In 2007, Steet-
ley began using an alternative fuel consisting of waste
solvents at both of its production facilities. Th e addi-
tion of this fuel created a challenge for its operators
and resulted in reduced production and diffi culties in
maximising fuel substitution rates. Based on previous
knowledge of Air Products’ successful application of
oxygen enrichment in the cement and lime industries,
Steetley engaged Air Products’ combustion specialists
for assistance with its fuel issues. Specifi cally, Steetley
was seeking a means to achieve higher production rates
while maintaining product quality and maximising
fuel substitution levels. Air Products worked closely
with the engineers at Steetley’s Th rislington facility
and installed a proprietary oxygen injection system in
2008 that resulted in a 10% production increase. Steet-
ley was so impressed with the improved
performance of its kiln that it installed
a similar system at Whitwell later in the
year, thereby increasing its fuel substitu-
tion levels from an average of 25% to the
maximum permitted level of 40% while
gaining a slight production increase.
Alternative fuel challenges for lime producersIn an eff ort to lower operating costs,
lime producers are now turning to a
greater assortment of alternative fuels.
While petcoke was the primary ‘al-
ternative fuel’ to coal in the past, fuels
available today consist of a wide range
of materials that vary in chemical and
physical composition. Depending on the nature of the
fuel and its associated cost, the reduction in operating
cost can be very attractive.
Th e cost benefi t, however, is sometimes muted by
the impact alternative fuels have on production and
process stability. Th e heating values of alternative
fuels vary greatly as alternative fuels can contain a
substantial amount of moisture. Due to the wide range
in properties, there is oft en a practical limit to substi-
tution levels. In the kiln, maintaining suffi cient and
consistent temperature is paramount to the effi cient
production of lime at the desired bulk density. If stable
temperatures cannot be maintained due to the lower
heating value of an alternative fuel, production levels
must be curtailed. As a result, overall fuel substitution
and the economic benefi ts are limited. Th is was Stee-
tley’s experience at Th rislington and Whitwell once it
began to fi re with solvent-derived fuel (SDF).
Pete Keena, Frank Romano, and Larry Farmer: Pete Keena, Frank Romano, and Larry Farmer: Air Products and Chemicals, Inc.Air Products and Chemicals, Inc.
Right: Steetley-Thrislington’s production increased 10% with oxygen injection.
OXYGEN-ENHANCED COMBUSTION
globalglobalcement cement MAGAZINEMAGAZINE February 2010 61
Oxygen provides a solutionSteetley recognised a need to improve the combustion
of its new fuel and investigated the use of additional
oxygen. Air provides the oxygen necessary for combus-
tion, but it is a rather dilute source. Air contains roughly
four parts of nitrogen for each part of oxygen. Th e ni-
trogen contained in air absorbs heat produced from the
combustion of fuels and does not contribute to the com-
bustion process. All nitrogen contained in combustion
air basically takes up space and must be pulled through
the kiln, with all of the other gases, by the induced draft
(ID) fan. By increasing the oxygen concentration of
combustion air through the addition of relatively pure
oxygen, fl ame temperature rises, heat transfer rates
improve and overall combustion effi ciency increases.
Even a small increase in oxygen concentration can have
a dramatic impact on kiln operations, especially when
substituting diffi cult-to-burn fuels for coal.
Steetley-ThrislingtonSteetley produces dolomitic lime in a preheater kiln
at its Th rislington facility. In 2007, Steetley switched
fuels in an eff ort to lower its operating costs. It replaced
pulverised coal and petcoke with SDF and
a lower calorifi c value coal. Th e SDF had a
variable composition with heating values
ranging between 20-24MJ/kg and water
content up to 25%. While Steetley realised
fuel cost savings, it experienced a production
decrease of roughly 10% when maximising
SDF substitution (40% of gross energy input)
and maintaining bulk density values.
Air Products’ combustion specialists de-
signed a proprietary oxygen injection system
that would enable Steetley to achieve higher
production rates at 40% SDF substitution
levels. Air Products worked closely with
the engineers at Th rislington to install the
oxygen supply and injection system without
any interruption to the normal production
schedule. Additionally, Air Products pro-
vided extensive safety and operation training
prior to commissioning.
Baseline kiln data was collected prior to
the commissioning of the oxygen injection
system. Oxygen injection began in early
January 2008 and injection
rates were gradually increased
over the course of the demon-
stration period. Th is period
allowed operators suffi cient
time to adjust to the impact
oxygen had on kiln perform-
ance and to achieve long
periods of continuous opera-
tion for baseline comparison.
Over this period, all of the
key objectives were attained as
oxygen-enhanced combustion
of fuel resulted in an aver-
age production increase of
nearly 12% at the maximum
permitted SDF substitution rate (40%). Additionally, a
reduction in specifi c energy of 9% was also observed
(Table 1).
Steetley-WhitwellFollowing the success at Th rislington, Steetley decided
to implement oxygen injection in one of two kilns at its
Whitwell plant. Th e Whitwell kilns were fi red on SDF
and petcoke. Due to production and quality constraints,
Steetley had routinely been able to achieve only a 25%
SDF substitution rate. Th e objective at Whitwell was to
maximise the use of SDF (40% substitution). In late July
2008, Air Products and Steetley commissioned oxygen
injection and began to see immediate results. Within
the fi rst week of implementation, the SDF rate was in-
creased by 14% while gaining an increase in production
and a slight decrease in specifi c energy (Table 2).
With the experience Steetley personnel gained with
oxygen injection at Th rislington, the demonstration
progressed rapidly at Whitwell. By October 2008, Whit-
well had achieved its objective of increasing SDF to the
maximum permitted rate of 40%. Similar to Th risling-
Table 1. Oxygen injection results at Thrislington.
Variable Baseline (Dec-Jan) With Oxygen (Jan-Mar) Change
Avg. Lime Production (TPD) 1000 1119 +11.9%
Max. Lime Production (TPD) 1060 1248 +17.8%
Avg. Specifi c Energy (Th erms/Ton) 100 90.7 - 9.3%
(Note: All data is normalised and based on days of operation with a minimum of 23 hours up time.)
Table 2. Oxygen injection results at Whitwell.
Variable Baseline (Dec-Jan) With Oxygen (July) Change
Avg. Lime Production (TPD) 1000 1063 +6.3%
SDF Rate (Th erms/hr) 500 572 +14.3%
Avg. Specifi c Energy (Th erms/Ton) 100 97 - 3.0%
(Note: All data is normalised and based on days of operation with a minimum of 23 hours up time.)
Left: Production trends with and without oxygen at
Steetley-Thrislington.
1212
3232
5050
6060

DIARY DATESGlobal Cement Wear and Maintenance Conference, 18-19 March 2010, Düsseldorf: www.propubs.com/wandm
52nd IEEE-IAS/PCA Cement Industry Technical Conference, 28 March - 1 April 2010, Colorado Springs
Global Mining Finance Conferece, 14-15 April 2010, London: www.Global-Mining-Finance.com
BAUMA, 19-25 April 2010, Munich, Germany
Hanover Fair, 19-23 April 2010, Hanover, Germany
Powtech, 27-29 April 2010, Nuremberg, Germany
22nd AFCM Technical Symposium, 27-29 April 2010, Danang, Vietnam
4th Global Alternative Fuels Conference for Cement and Lime, 26-27 May 2010, Washington DC, US (including fi eld trip to Lehigh’s Union Bridge plant). propubs.com/gfc
EuroCoalAsh Conference, 27-28 May 2010, Copenhagen
Global Cement Electrical Energy Efficiency Conference, 14-15 June 2010, London: www.propubs.com/geeec
Hillhead quarrying show, 22–24 June 2010, Buxton, UK
2nd Global Landfill Mining Conference, 13 September 2010, London
5th Global Insulation Conference, 4-5 October 2010, London, UK
10th Global Gypsum Conference and Exhibition, 25-26 October 2010, Paris, France
6th Global Slag Conference, 22-23 November 2010, Sydney, Australia
AUCBM 16th Arab International Cement Conference & Exhibition, 6-8 December 2010, Ras Al Khaimah, UAE
53rd IEEE-IAS/PCA Cement Industry Technical Conference, 2011, St. Louis, MO, US
13th International Congress on the Chemistry of Cement, 3-8 July 2011, Madrid, Spain
UNITECR 2011, 30 October-2 November 2011, KyotoFor more information, please see www.propubs.com
The full 2009-2010 Global Cement Media Book is now available from propubs.com/media.
SYDNEYSYDNEY
22-23 NOVEMBER 201022-23 NOVEMBER 2010
WWW.GLOBALSLAG.COMWWW.GLOBALSLAG.COM
glgl balbalslagslagCONFERENCE & EXHIBITION 2010
6TH6TH
DÜSSELDORFDÜSSELDORF
18-19 MARCH 201018-19 MARCH 2010
WWW.PROPUBS.COM/WANDMWWW.PROPUBS.COM/WANDM
WEAR & MAINTENANCE CONFERENCE & EXHIBITIONCONFERENCE & EXHIBITION 20102010
gl bal cement
1st
SubscribeContents Ad Index

SubscribeContents Ad IndexNEWS FROM GHH RAND
Compressor manufacturer GHH RAND has moved to a new headquarters location. Global Cement’s Paul Brown went along to fi nd out the latest news from the company.
8 globalglobalcement cement MAGAZINEMAGAZINE February 2010
News from GHH News from GHH RANDRAND
Global Cement paid a recent visit to GHH RAND
in Oberhausen, Germany to fi nd out about the
latest company developments and its product ranges.
Paul Brown met Jan Norz, the global sales manager for
truck unloading equipment and Manuel Frinke, the
marketing communications manager.
New headquartersIn April 2009 GHH RAND’s division for Tanker So-
lutions and Ingersoll Rand’s Industrial Technologies
division consolidated in a new head-offi ce in Ober-
hausen. Germany’s long-established screw compressor
manufacturer GHH RAND now occupies a state-of-
the-art production facility combined with sustainable
offi ce space.
Th e main GHH RAND plant location for screw
compressors, both for transport and industrial applica-
tions, remains in Oberhausen at Gutehoff nungshütte.
From there, the bare compressor airends for silo ap-
plications are quickly forwarded to a new ‘Tanker
Solutions’ facility nearby for fi nal completion.
Company historyJan Norz started off by detailing the company’s back-
ground: “For 57 years, GHH RAND has been globally
recognised as one of the most innovative and reliable
rotary screw compressor manufacturer in the road
haulage business. It all began when the fi rst oil-free
screw compressors were invented back in the early
1950s – truly an example of a pioneering achievement
having a strong innovative impact. Th e name GHH
RAND stands for innovation, pioneering technology
and reliable designs that repeatedly set new standards
and makes the company the world’s market leader in
the compressed air industry’,” said Jan.
Of the company’s many highlights worthy of men-
tion, here are a few examples:
1952 – First oil-free screw compressor stage.
1953 – First two stage oil-free industrial compressor
module;
1958 – Oil-free SILU® prototype;
1972 – SILU unit for truck mounting;
Paul BrownPaul Brown; Global Cement Magazine; Global Cement Magazine
Above: Another tanker hits the road.
Below: Jan Norz, right, Global Sales Manager Truck unloading equipment and Manuel Frinke, Marketing Communications Manager, at the company’s ‘Tanker Solutions’ entrance

Left top: The SV 120 com-pact sliding vane compressor
for liquid tanker discharge.
Left middle: The new CS1200 in-chassis kit for dry-
bulk tanker discharge.
Left bottom: Tanker equipped with 275kg CG600
SILU® oil-free compressor.
Left: GHH RAND has a Europe-wide service-partner
network covering 46 locations
Below: Inside the new ‘Serv-ice Center’, cement tanker and
driver being taken care of!
NEWS FROM GHH RAND
globalglobalcement cement MAGAZINEMAGAZINE February 2010 9
1979 – Supply and license
agreement between Inger-
soll-Rand and GHH;
1994 – Ingersoll-Rand joins MAN
GHH in joint venture to form
GHH RAND;
1998 – GHH RAND becomes full subsidiary of In-
gersoll-Rand;
2004 – GHH RAND started to produce complete cus-
tomised packages;
2009 – GHH RAND introduces new products for
the liquid road tanker market: First product
launched is SV120, a sliding vane compressor.
Road tanker dry-bulk dischargeTh e innovative and unique design of the new CS1200
InChassis compressor kit allows fl exibility of instal-
lation on most tractor tankers used in the silo industry
for the transport of dry bulk products. ‘Th e optimised
driveline design confi guration will result in a fast, ef-
fi cient and well-engineered installation. Th e small
integrated oil cooler perfects the compact design of the
CS1200 solution’, according to GHH RAND.
Some of the CS120’s highlights include
the completely newly-developed SILU®
oil free screw compressor; the ability to be
direct-driven in most European three-axle
tractors; a sophisticated driveline confi gura-
tion to reduce drive shaft angle; an optimised
rotor profi le off ering low frequency and low
noise operation; narrow, self-contained air-
end with integrated oil cooler; corrosion-free
rotors with food-grade coatings and shear
bolt coupling for gearbox protection.
ServiceConveniently situated close to the Germany
A2, A3, A40 and A42 motorways, the new
headquarters enables transport companies
to combine installation or service stops as
part of their routing, without detours. Th is
new site features two fully-equipped truck
bays for installation, service or maintenance.
Th e move to this highly-equipped facility
was necessitated owing to an increase in
service requests from customers and for the
manufacture of brand-new products.
During Global Cement’s visit a cement
tanker driver called in spontaneously with his vehicle
which was suff ering from a damaged compressor unit.
Help was at hand immediately from GHH RAND service
personnel, and within the hour all work was completed
and the driver was on his way.
New entrant to liquid tanker discharge market
Th e company has also very
recently entered the
liquid tanker discharge
market. Its fi rst prod-
uct to be launched
is the SV120, a
compact sliding vane
compressor. Transport
fi rms’ experience so
far indicates an unload-
ing effi ciency increase
around the 35-38% mark.
Further next generation
models are in the pipe-
line. GHH RAND has
a Europe-wide service-
partner network covering
46 locations.

�A�d�_� �K�H�D�_�G�e�n�e�r�a�l�_�D�P�_�S�o�l�u�t�i�o�n�_�I�C�R�_�0�2�_�2�0�1�0
�D�i�e�n�s�t�a�g�,� �1�2�.� �J�a�n�u�a�r� �2�0�1�0� �1�1�:�3�9�:�4�3

�A�d�_� �K�H�D�_�G�e�n�e�r�a�l�_�D�P�_�S�o�l�u�t�i�o�n�_�I�C�R�_�0�2�_�2�0�1�0
�D�i�e�n�s�t�a�g�,� �1�2�.� �J�a�n�u�a�r� �2�0�1�0� �1�1�:�3�9�:�4�9

12 globalglobalcement cement MAGAZINEMAGAZINE February 2010
GLOBAL CEMENT PHOTOGRAPHY COMPETITIONGLOBAL CEMENT PHOTOGRAPHY COMPETITION
JOINT SECOND PRIZEJOINT SECOND PRIZE
LLOYD K. LUTZ, SENIOR PLANT ACCOUNTANTLLOYD K. LUTZ, SENIOR PLANT ACCOUNTANTLEHIGH CEMENT COMPANYLEHIGH CEMENT COMPANY
“A SHOT OF THE CEMENT KILNS AND COAL STORAGE “A SHOT OF THE CEMENT KILNS AND COAL STORAGE BUILDING AT LEHIGH CEMENT COMPANY’S EVANSVILLE BUILDING AT LEHIGH CEMENT COMPANY’S EVANSVILLE PLANT, FLEETWOOD, PA, USA”PLANT, FLEETWOOD, PA, USA”

globalglobalcement cement MAGAZINEMAGAZINE February 2010 13

14 globalglobalcement cement MAGAZINE MAGAZINE February 2010
GLOBAL CEMENT PHOTOGRAPHY COMPETITIONGLOBAL CEMENT PHOTOGRAPHY COMPETITION
JOINT SECOND PRIZEJOINT SECOND PRIZE
AZUL COOPER, FREELANCE PHOTOGRAPHERAZUL COOPER, FREELANCE PHOTOGRAPHERSUBJECT: HOLCIM-APASCO RAMOS ARIZPE CEMENT PLANT, SUBJECT: HOLCIM-APASCO RAMOS ARIZPE CEMENT PLANT, MEXICOMEXICO
“FROM A PHOTOGRAPHER’S POINT OF VIEW, THE SHOT HAS A “FROM A PHOTOGRAPHER’S POINT OF VIEW, THE SHOT HAS A VERY HEAVY VISUAL IMPACT, GUIDED BY THE TRAIN TRACKS, VERY HEAVY VISUAL IMPACT, GUIDED BY THE TRAIN TRACKS, LEADING THE EYE TO THE CEMENT PLANT. FROM AN ENVIRON-LEADING THE EYE TO THE CEMENT PLANT. FROM AN ENVIRON-MENTAL POINT OF VIEW, THE RAW MATERIALS DOME TAKES MENTAL POINT OF VIEW, THE RAW MATERIALS DOME TAKES CARE OF THE ENVIRONMENT, WHILE THE TRAIN SUPPLIES CARE OF THE ENVIRONMENT, WHILE THE TRAIN SUPPLIES ALTERNATIVE FUELS TO GAIN COALTERNATIVE FUELS TO GAIN CO22 CREDITS FOR THE CARBON CREDITS FOR THE CARBON ECONOMY.”ECONOMY.”

SubscribeContents Ad Index
PACKAGING TECHNOLOGY
The use of high-tech paper can lead to considerable savings, as this article demonstrates.
16 globalglobalcement cement MAGAZINEMAGAZINE February 2010
The Billerud QuickFill Concept – The Billerud QuickFill Concept – New members of the familyNew members of the family
If you do not care about the packaging will you care
about the product? For all producers packaging is
important, very important. First of all it is needed to
transport the product to the consumer. Th e packag-
ing will also be a very important marketing tool: Nice
packaging will help to sell the product, while poor
packaging, which might even be broken or damaged at
the end user’s site, will not make the Marketing Man-
ager very happy at all. If a product is packed into poor
packaging, the producer gives signals to the market
that this is a low quality (and low-value) product.
Th e Billerud QuickFill concept has high fi lling and
handling performance, thanks to its high strength and
high deaeration properties, but also gives a compact,
clean and attractive sack. In addition it will also bring
added value to the brand owner in terms of lower over-
all cost for packaging material, increased productivity,
improved working environment as well as a possibility
to increase revenues.
To take the QuickFill concept a step further,
Billerud has developed two new members of the fam-
ily, Billerud QuickFill Xcel and QuickFill SingleTex,
each with its specifi c end use and place on the market.
Billerud QuickFill XcelBillerud QuickFill Xcel is developed specifi cally for
50kg sacks, which oft en are used in emerging markets.
In these markets a standard 50kg cement sack oft en has
three plies of paper, but by using a high strength
and highly porous paper there is huge poten-
tial for material reduction, which leads to
a signifi cant cost saving from reducing
paper consumption. Exchanging a sack
constructed of three plies of regular
70gsm perforated sack paper with a
non-perforated Billerud QuickFill Xcel
construction using two plies of 80gsm
paper gives a paper reduction of nearly
25%. A cement plant that produces 1Mt of
cement, using some 20 million 50kg sacks,
could benefi t from a material saving of up to 600t
of paper. Th is high-tech sack paper will cost slightly
more per tonne compared to traditional paper, but the
savings will still be substantial.
In addition to the actual paper cost saving, there
are also considerable savings to be made by having less
paper to transport, less paper in stock, lower storage
costs and lower working capital. If we also consider
that we might achieve a higher converting productivity,
a lower breakage rate, an improved fi lling performance
and a more compact, easily handled and attractive
sack, then there is much more added value to be found
than fi rst meets the eye.
Billerud QuickFill SingleTexIn Europe most sacks for building material are 25kg,
and almost all these sacks have a plastic free fi lm as
a moisture barrier. Billerud has now, together with
the German free fi lm producer Gröning, developed
Billerud QuickFill SingleTex which provides a suffi cient
moisture barrier for most applications in a single ply.
Th e single ply concept can thus now fully challenge the
current two ply sack construction and will provide the
user not only with a technically functional packaging
but also with considerable material and cost savings.
Using a 110gsm single ply paper gives more than 20%
material savings over the current two ply sack, which
usually uses 140gsm paper.
Mikael PetersonMikael Peterson: Technical Support Manager, Billerud ABTechnical Support Manager, Billerud AB

RUSSIG FördertechnikGmbH & Co. KG
Auf dem Tigge 58 D-59269 BeckumTel. +49 (0) 2521-14091 Fax -13621
Bucket elevators
Screw conveyors
Star feeders
Twin shaft mixers
Bulk loading equipment
Shut-off-devices
russigdes
ign.co
m

Germany/Israel: Germany’s largest cement maker, HeidelbergCement AG, has an-nounced that it is currently seeking a new buyer for its Israeli operations. Previous negotiations with Mashav Initiating & Development Ltd were terminated following the opposition of Israeli antitrust offi cials, while due to this cancellation the Heidel-berg-based company will receive Euro6m in compensation. The proposed deal had valued the operations in Israel at Euro120m.
Activist who lost argument against Cemex let off legal billsUK: An activist who feared she could lose her home has been saved from legal fees of £87,000 (Euro80,000). Lilian Pallikaropoulos was left to pay the bill after losing a court battle against the Environment Agency. But the Supreme Court has now ruled that the sum should be reduced. Mrs Pallikaropou-los, of Hillmorton Road, Rugby, has spent ten years and thousands of pounds in a fi ght against Cemex.
Mrs Pallikaropoulos had accused the Environment Agency of withholding in-formation about the pollution and health impacts when they gave the go-ahead for Cemex to burn Climafuel (made up of household waste) at its Rugby plant in 2008. But the House of Lords found against her and ordered that she should pay the Environment Agency’s legal costs as well as her own.
The 57-year-old said: “I was left with a bill of £87,000. I couldn’t pay it and I said I wouldn’t pay it. I would prefer to go to prison.” Mrs Pallikaropoulos is left with her own legal bill of £50,000 which she plans to pay with money from an inheritance. She said: “When you get involved in a court case like this there’s no end to what the costs might be.”
HC still looking for buyer for Israel assets after deal barred
Russia: The Russian Federal Antimonopoly Service (FAS Russia) is to challenge the judgment of the Arbitration Court of St Petersburg and the Leningrad region, which allowed BazelCementPikalyovo CJSC to invalidate a fi ne that FAS Russia had imposed upon the company. In January 2009, FAS Russia found that BazelCementPikalyovo CJSC violated a Federal Law ‘On Protection of Competition’ and told it to sell a property portfolio owned by the group through a bidding process, or resume supplying car-bonate mud to Metakhim CJSC and to conclude a contract with EUROCEMENT Group CJSC for supplying belite slurry. According to the judgement, BazelCementPikalyovo CJSC violated the antimonopoly law by terminating in 2008 supplies of belite slurry to Pikalyovsky Cement CJSC and cutting down supplies of carbonate mud to Metakhim CJSC, in spite of valid supply contracts. FAS says that the actions of BazelCementPika-lyovo CJSC resulted in the closure or part-closure of factories and the spread of social tension through the region.
Russian law allows a fi ne of from 1 to 15% of the total proceeds gained by the viola-tor from selling the goods on the market where the violation had been committed. Calculating the size of the fi ne, FAS Russia took into consideration the current eco-nomic situation and fi ned BazelCementPikalyovo more than RR19.5m (Euro456,000).
“It should be pointed out that the Courts of three instances dismissed the claim of BazelCementPikalyovo CJSC and confi rmed the validity of the decision and determi-nation issued by the Antimonopoly Service,” emphasised Andrey Tsyganov, Deputy Head of FAS Russia. “Relieving the violators from administrative liability fi ne when the Courts are satisfi ed that the violations of the law were proved, seems to be illogical to say the least,” concluded Tsyganov.
Federal Antimonopoly Service challenges BazelCement
NEWSEUROPE
Hotel-Restaurant Alt VellernDorfstraße 21D-59269 Beckum
Tel +49 (0)2521 8717-0Fax +49 (0)2521 8717-58
www.alt-vellern.de
Hotel Alt VellernVisiting cement equipment suppliers in the Beckum area? Seeking comfortable accommodation?
If you are visiting Germany’s cement engineering centre in the Beckum-Oelde-Ennigerloh area, the Alt Vellern off ers stylish, modern and comfortable accommodation at most reasonable rates. Each room in the hotel’s extension has a shower and WC, telephone, satellite TV and free wireless Internet The Hotel-Restaurant Alt Vellern is located just a few minutes away from the major equipment suppli-ers for your cement plant, yet is located in peaceful and pleasant surroundings. Enjoy our quality cuisine in our traditional and delightfully cosy Münsterland restaurant, built in 1686. For guests arriving by car, we off er ample parking facilities. Helmut Stichling and family look forward to your visit in the near future.

www.hillhead.comTel: +44 (0) 115 945 3887 / Email: [email protected]
The Hillhead 2010 web site is now partof Agg-Net.com – The Aggregates &
Recycling Information Network
Hillhead revised ads:Flat Plan 26/11/09 10:36 Page 1

20 globalcement MAGAZINE February 2010
NEWSEUROPE
Castle Cement ‘guilty’ of breachUK: A court has been told that people’s health was potentially put at risk of serious diseases by breaches in operating a major cement works in north Wales. There could be an increased risk of cancer, respiratory and heart conditions, al-though it was stressed none had been detected. Castle Cement Limited, operator of the works in Padeswood, near Mold, admitted four charges brought against it by Environment Agency Wales covering August 2005 to May 2007 - and has asked for a further off ence bringing matters up to October 2009 to be taken into consideration. District Judge Andrew Shaw, sitting at Flintshire Magistrates Court in Mold, ruled that his powers were insuffi cient and committed the company for sentence to Mold Crown Court on February 18.
Prosecuting barrister Barry Berlin said the public’s health was potentially put at risk from the inhalation of dust and possibly carcinogenic smoke. He read an agreed statement drawn up between leading experts instructed by the prosecution and defence. It said emissions from the works caused ‘a measurable increment’ in concentrations of airborne particles, measured as PM10. That was associated with increased mortality from respiratory and cardiovascular diseases. Professor Roy Harrison and Dr Amanda Gair said any increase in airborne PM10 concen-trations ‘will cause an increase in adverse health outcomes in a large exposed population’.
Concentrations did not exceed European Union limits but did exceed the health-based limit of 50 microgrammes per cubic metre rec-ommended by the UK Expert Panel on Air Quality Standards on 15 days during a 22-month moni-toring period from February 2006 to December 2007 - ranging from 53 to 91 microgrammes. They also said fi res at the works were also a source of ‘polycyclic aromatic hydrocarbons’, which were genotoxic carcinogens, where even small expo-sure carried a small risk of causing cancer. John Wyn Williams, defending said the company had pleaded guilty and had fully co-operated.
Alttsem plant set for opening in ‘10
Ukraine: The Altkom group intends to commission the second stage of a Euro186m dry cement produc-tion plant called Alttsem in the village of Pryozerne (Leninskyi district of the Crimea) in 2012, according to Altkom’s Board Chairman Oleksandr Tyslenko. “The de-sign capacity of the enterprise is 3Mt of clinker a year. The plant will be constructed in two stages. The fi rst stage of the plant with a capacity of 1.5Mt of clinker a year will be commissioned in 2010. The second stage will be commissioned in 2012,” said Tyslenko. The company expects its share on the market will grow to 25% after the commissioning of the plant.
Cimpor’s fate hangs in the balance
Portugal/Brazil: An ongoing scrum has broken out over the fate of Portu-gal’s Cimpor-Cimentos de Portugal, the multinational cement producer. On December 18, 2009, Brazil’s steel producing group Companhia Siderurgica Nacional (CSN) launched a takeover bid for 100% of Cimpor at a price of Euro5.75 a share, 11% lower than its pre-bid value. Investors immediately drove Cimpor shares 14% above the bid, anticipating a better price.
CSN is bidding for Cimpor as the World Cup in 2014 and the Olympics in 2016 boost demand for cement in Brazil. CSN started selling cement in 2009, and buying Cimpor would lift cement to 32% of its revenue from 2%. Brazil is Cimpor’s second-biggest market, generating 19% of its revenue in the fi rst nine months of 2009, compared with 22% from Portugal. Cimpor spent twice as much in Brazil as in its home market in the period. Brazilian cement sales rose 1.2%, while its Portuguese revenue fell 17%.
On January 13, 2010, another Brazilian company, diversifi ed holding group and cement-producer Camargo Corrêa, joined the competition for Cimpor, proposing a merger deal between the two companies through buying a minority stake through the merger of its cement assets into Cimpor. The Portuguese securities regulator later told Camargo to make its proposal comply with rules for competing bids or withdraw it. Camargo Correa Group has said that it isn’t negotiating for the acquisition of Lafarge’s stake in Cimpor. “There are no accords between the Camargo Correa Group and Lafarge or with any entity related to Lafarge in regards to acquiring their stake in Cimpor, including no ongoing negotiations to reach this end,” the company said in a fi ling. Camargo Correa is one of Brazil’s largest civil construction and engineering companies. Its cement division has nine mills in Argentina and seven in Brazil, making it one of the largest cement mak-ers in Latin America, with the capacity to produce 9.1Mt a year. Cimpor’s Brazilian assets would make a very good fi t with those of Camargo Corrêa.
The impact of the possible merger between Camargo Corrêa and Cim-por is neutral, according to SLW brokerage fi rm. According to SLW, the participation of a new player in the competition for Cimpor, will force CSN to change its argument that the price of US$5.5bn for the Portuguese ce-ment company would be a fair price. In order to make feasible its chances to buy Cimpor, CSN should increase the value previously off ered.
However, Votorantim Cimentos, Brazil’s biggest cement producer has now made a fi ling with CMVM making clear its interest in acquiring a mi-nority stake in Cimpor. Votorantim does not intend to buy more than 33% in Cimpor and ruled out a possible takeover bid or merger operation. Vo-torantim’s move is seen as a blocking bid for both of the other competing bids. Votorantim is probably trying to keep its positions on the Brazilian cement market, of which it currently controls 41%.
Votorantim said that it has been in contact with several shareholders in Cimpor since 2008 about the possible purchase of a stake of less than 33% of Cimpor. The company has hired Deutsche Bank Securities as fi nancial adviser. “Votorantim normally follows the situation in Cimpor, especially since the news that came out about diff erences among some sharehold-ers,” Votorantim’s law fi rm said in the statement.
Portugal’s state-owned bank Caixa Geral de Depositos (CGD) does not oppose having a Brazilian partner in Portuguese cement producer Cimpor according to the chairman of CGD, Faria de Oliveira. However, CGD, which controls 9.6% in Cimpor, is ready to sign a partnership agreement with any one of the three enterprises from Brazil interested in Cimpor.
Faria de Oliveira said CGD will fi rstly defend its interests, but is open to a Brazilian partner. The offi cial made clear that CGD prefers a “strategic part-nership” for Cimpor, rather than losing the control over the cement fi rm. “I consider it to be very positive that three of the largest Brazilian enterprises are interested in entering the share capital of Cimpor,” Faria de Oliveira stressed.
Contents Subscribe Ad Index

Czech Republic: Lafarge Cement in the Czech Republic expects its manufacturing to decrease by about 10% in 2010 compared to 2009. The decrease will be caused by the continuing construc-tion sector slump in the Czech Republic in 2010. In 2009, the company’s cement sales decreased by about 20% compared to 2008 and reached about the same level as in 2006, while its oper-ating profi t decreased by about 25% in 2009 compared to 2008 due to decreased sales and increased costs.
Holcim Cesko in the Czech Republic has forecast that its sales will decrease by 25% in 2009 compared 2008, even after it de-creased the number of its employees by about 40 people to 400 people during 2009. Holcim Cesko owns a cement works in Pra-chovice, three plants manufacturing aggregates of stones and controls a network of 18 concrete works in Central and Eastern Bohemia.
NEWSEUROPE
Cement slump continues in Czech Republic
Germany: The c
Europe/World: Markus Akermann, CEO of Holcim, has predicted that it will take a minimum of three to fi ve years for the building material markets in the economies which were hit hardest by the global crisis to return to peak levels. Europe’s demand for con-struction materials will probably go down by 28% between 2007 and 2010. According to the US PCA, US demand will shrink by 44% from 2006 to 2010. In the light of slipping demand, cement manufacturers will shift their focus to emerging markets. Aker-mann also expects the coming years to be tough in Europe and the United States as rising government debt looks set to squeeze infrastructure spending. The slump will be felt most acutely in markets such as Spain. “There are going to be signifi cant struc-tural changes from the construction bubble in Spain, leading to slower growth and a painful adjustment process,” Akermann said: “The shift of growth from mature to emerging construction markets will be signifi cant over the next decade,” he said.
Holcim: “3-5 years before recovery”
‘aixces
Oyak completes Lafarge Marmara takeover Turkey: Oyak Cement Group, Turkey’s leading cement producer and a part of the Armed Forces Pension Fund, has completed the acquisition of the Lafarge Marmara Group for Euro130.3m. With the acquisition of the Lafarge Marmara Group, Oyak Cement Group in-creased its capacity by 24% while its market share increased by 25%. Its domestic market share previously stood at 18.4% while its publicly traded units include Adana Çimento, Mardin Çimento, Bolu Çimento and Üye Çimento.
With the purchase, Oyak Cement will own 97.3% of Aslan Çimento, 100% of Birtaş Company and Marmara Madencilik, 24.24% of Aslan Beton, 100% of Assan A.Ş. and the Aslan Çimento Foundation. Celal Çoğlar, chairman of the board at Oyak Cement Group, said Oyak is “Acquiring a diamond” with this purchase. “Aslan Çimento is not only situated by the sea but also has a harbour with a daily capacity of 10,000 tons,” Çoğlar said. Noting that having a plant like this in the Marmara region is very important for a cement group, he said, “de-spite the contraction due to the global crisis, the Marmara region still represents 30% of Turkey’s economy and has the capacity to develop more in the future.” Noting that Turkey’s cement sector contracted by 7% in 2009 due to the global crisis, Çoğlar said, “In 2010 we expect 8% growth and 42Mt in domestic sales.”
globalcement MAGAZINE February 2010 21

Italcementi sees Devnya as springboard to vertical integration possibilities in BulgariaBulgaria: Bulgaria’s Devnya Cement, part of Italy’s Italcementi Group, expects a new Euro255m production line to reach its full annual ca-pacity of 3Mt of cement in 2012, according to Italcementi General Manager for Bulgaria Alex Car. The group could also consider other building materials projects and possibly a stab at the renewables mar-ket in the country at a later stage, according to Car. “Actually we are targeting [to wrap up the Devnya project at] the end of 2011 but to be fully operational in 2012,” Car said. The company had initially planned to build the line by the end of 2010. “But then we came into early 2009 and what began as a global crisis became a signifi cant recession in eastern Europe and in Bulgaria so the decision was made at a corpo-rate level to postpone the project by one year.”
The new dry-process production line at the company’s plant in Devnya, some 25 kilometres west of the Black Sea port of Varna, has the capacity to produce 7000 tonnes of clinker daily. Devnya’s current production line, with an annual capacity of 2Mt of cement, uses the highly energy-intensive wet process. Once the new line is in place, the company plans to shut down the existing one, Car said.
Devnya Cement, which ships cement to the US as well as across the Black Sea and Mediterranean basins, expects that the new line would be a boon to its business abroad as one export destination could be eastwards, to Russia’s Sochi which will host the 2014 Winter Olympics.
“If you had asked me one year ago, I would be able to tell you that a large portion of that capacity would have been utilised within Bulgaria and maybe in the surrounding neighbouring countries - southern Ro-mania, Macedonia and parts of Serbia, and maybe 20% to be used for exports out of the Black Sea,” Car said. “Today, however, the Bulgarian market has declined by more than 40% and although we expect it to begin to recover, it can’t recover to those pre-crisis types of levels so quickly,” Car said.
Bulgaria’s cement industry has been steadily growing by an annual margin of 25% in the past six years, thriving on a boom in the real estate and tourism sectors that preceded the country’s 2007 entry into the European Union. “I will be happy if 2010 remains at 2009 levels,” Car said, adding that a recovery in the market could be expected after 2011 when the growth engine will be the infrastructure sector. “Ital-cementi sees Devnya becoming a very signifi cant part of the global export trade strategy for the group,” Car said, adding that, depending on the evolution of the market, the company could see 60-70% of its sales at home and the rest abroad. “The fact that we are located on the Black Sea is of strategic importance for Italcementi because Devnya has always historically been signifi cant exporter of cement.”
In Bulgaria, Italcementi also owns Vulcan Cement which has an annual capacity of 0.5Mt of cement. “I think a similar scenario exists with Vulcan. Depending on the evolution of the market, we will assess the future of Vulcan,” Car said, adding that the parent company has already initiated a process to get an environmental permit to upgrade the plant with a new production line. “If we are to build a new plant, I don’t want to put a number on it, but it will be close to 1Mt/year. It is still premature to talk about Vulcan,” Car added and explained that the upgrade would be the way to go if the market continues to grow, otherwise the development of a grinding plant is a fallback option.
The project at Devnya Cement will be in the focus of Italcementi in the next two years and after that the group could have a clearer vision of possible new projects in Bulgaria. “I think it will be a natural progression to go into concrete and aggregates production,” Car said. Italcementi, through its electricity production unit Italgen, is also con-sidering entering Bulgaria’s renewable energy market, he added.
Holcim and Cemex are top ‘picks’
Europe/World: Holcim remains JPMorgan’s top Euro-pean cement pick after 3Q earnings, with Cemex the top choice globally. “Holcim has ‘outperformed’ in the past two quarters, thanks in part to reducing its cost of goods sold as a percentage of sales and maintaining costs as a constant percentage of sales, despite an 18% drop in 3Q revenue,” says analyst Mike Betts. Betts says price increases should continue softening in 4Q, because ce-ment makers are likely to pass on some of the benefi t of lower energy costs.
NEWSEUROPE
22 globalcement MAGAZINE February 2010
Vac-U-Max now available in EuropeEurope/US: Vac-U-Max has announced that it has achieved the CE Marking for its pneumatic conveying systems, industrial vacuum cleaners, fl exible screw con-veyors and Aero-Mechanical Conveyors. The CE Marking certifi es that Vac-U-Max equipment meets EU consumer safety, health or environmental requirements and Vac-U-Max is now able to supply equipment within the European Economic Area (EEA) which encompasses 27 diff erent countries.
Borghoff is new Sales MD at Beumer
World: The Beumer Group has appointed Dr. Thomas Borghoff (42) to become Managing Director Sales. “It’s an exciting challenge,” comments Borghoff , “all the more since our business is becoming increasingly inter-national, not least with the acquisition of Crisplant by the Beumer Group.” Borghoff started off his career by studying electrical engineer-ing at TU Braunschweig, and was most recently CEO Central Europe at Dematic, based in Off enbach.
New Ukrainian order for Intensiv-Filter from HC’s Doncement
Ukraine: The Ukrainian cement producer Doncement, a subsidiary of HeidelbergCement Group, has awarded Intensiv-Filter a contract for a 600,000m3/h a.c. bag fi lter (8m fi lter bags), including fans and dust transport sys-tem for dedusting of the rotary kiln at the 1.6Mt/year wet-process OPC and slag cement plant in Amvrosijevka in the Donetzk industrial region. The bag fi lter replaces the two existing electrostatic precipitators.
Intensiv-Filter is responsible for the design, manufac-turing and supervision of assembling and commissioning of the installation that should start running in the spring of 2010. In addition to the process fi lter, Intensiv-Filter will deliver two bag fi lters for the cement fi nish mill, each with 22,000m3/h a.c.

L
Ankara Organize Sanayi Bolgesi -Oguz Cad.
No: 15 Postal Code: 06930 Ankara/TURKEY
Phone: (+90) 312 2670142 (pbx) Fax: (+90) 312 2671940
[email protected]; www.alfer.com.tr
Highly Efficient Fan Designs & Bag-House
Systems For The Cement
Industry

24 globalcement MAGAZINE February 2010
NEWSEUROPE
FLSmidth sees improved prospects for global kiln capacity
Denmark/World: Danish engineering group FLSmidth posted a drop in operating profi ts for the third quarter in line with forecasts but lifted revenue guidance for the full year to the upper end of a previous range. FLSmidth said customers remain cautious to invest, but order intake rose in the third quarter from the fi rst and second quarters. FLSmidth raised its forecast for full-year 2009 revenues to Euro2.95-3.1bn from previous guidance and said prospects for the global cement market in terms of new cement kiln capacity had improved. FLSmidth kept its full-year forecast for its EBIT margin steady at 8.5% to 9%, which it called ‘satisfactory.’
News in brief
Spain: Holcim has announced a tem-porary downsizing plan for 34% of its workforce - 40 employees - at its cement plant in Carboneras, in the province of Almeria, southeastern Spain. According to the company’s sustainable development director for Spain, Manuel Soriano, the staff -cutting measure, which will last six months, came as a result of the fl ag-ging demand. A total 116 employees are working at the company’s plant, at the moment.
France/World: French cement maker Ciments Francais, a subsidiary of Ital-ian peer Italcementi, has appointed Giovanni Ferrario chief executive of-fi cer. Ferrario, 60, pursued his career at tyre maker Pirelli, which he fi rst joined in 1973. In 1998, he became CEO of Pirelli. In 2001 he was named CEO and general manager of holding company Pirelli & C. In 2005, Ferrario was appointed president and CEO of Olivetti Tecnost. He has also been senior advisor for the industrial sec-tor at Morgan Stanley. Since 2008, Ferrario has been deputy CEO of Ciments Francais.
Russia: Cement production at Topkinskiy Cement LLC (Kemerovo region) in January-October 2009 totaled 1.6Mt. In January-October 2009 Timlyuyskiy Cement Plant LLC (the republic of Buryatia) produced 243,000t of cement.
In January-October 2009 three cement plants affi liated to Siberian Cement Holding OJSC produced 2.4Mt of cement instead of planned 2.3Mt, while in October 2009 the three cement plants produced 238,900 tonnes of cement, which is 10% up from the target.
Russia: Novosibirsk region cement manufacturer Iskitimcement has announced plans to open a $105m line of credit with Sberbank, the company reports. The funds are re-portedly to be loaned for fi ve years, the interest rate has yet to be dis-closed. Under plans, the funds are to be used to refi nance the company’s current debt.
Dyckerhoff : Ukraine ‘cannot get worse, so must get better’
Ukraine: The Dyckerhoff Ukraine company aims to preserve its cement production at 1.4Mt in 2010, according to the company’s sales director Serhii Dudzianyi. “It will be the same as 2009 or insignifi cantly higher, by 2%. We expect 2010 to be completely similar to this year,” Dudzianyi said. The company expects the total volume of the Ukrainian cement market to be 9Mt in 2010. Moreover, Dudzianyi expressed the opinion that 9Mt was the lowest possible volume of the Ukrainian cement market and that the market could not fall below this volume. “It can probably not be worse than 9Mt, that is the bottom, which we have already reached,” Dudzianyi said, and he went on to suggest that sales on the cement market should not be ex-pected to increase before the second half of 2010. Dyckerhoff AG opened its representative offi ce in Ukraine in 2000. The representative offi ce coordinates the operations and develop-ment of the Volyn Tsement, Pivdentsement, and Kyivtsement factories.
Dyckerhoff Ukraine is to switch Volyn Cement (Zdolbuniv, Rivne region), one of Ukraine’s largest cement-makers, and Pivdentsement (Olshanske, Mykolaiv region) from using gas to coal within a period from January to June of 2010, said Serhii Dudzianyi. “We hope next year to switch to feeding with coal. In the fi rst half-year, exactly, for sure,” Dudzianyi said. Dycker-hoff Ukraine has plans to invest Euro260m in upgrading production in 2010.
Holcim sees light at the end of the tunnel for 2010
Switzerland/World: Cement and building aggregates company Holcim Ltd. has reported a fl at third-quarter net profi t amid declining sales, and said it sees positive signals in North America and emerging markets. The cement giant posted a third-quarter net profi t of Eu-ro446m, unchanged from the year-ago level, beating market expectations. The bottom line was boosted by restructuring measures, including job cuts and plant closures. Sales slipped to Euro3.78bn from Euro4.9bn. Holcim said it would exceed its previous cost-cutting target of Euro400m for the whole year.
It didn’t provide a specifi c outlook but said it is more positive on North America, where the market should start growing moderately in the second half of next year on the back of economic stimulus programs. The situation in emerging markets - Holcim has in the past few years built a strong position in India, for instance - continues to be solid, the company said.
Crystal ball cloudy for Italcementi as recovery delayedItaly/World: Italian cement maker Italcementi has said that recovery will take longer than was previously expected and that some of the cost cuts planned for 2009 would be achieved only in 2010. Family-controlled Italcementi said its nine-month net profi t nearly halved and forecast a 2009 operating result lower than 2008. “Visibility is quite complicated,” Chief Op-erating Offi cer Giovanni Ferrario said about 2010, staring into his crystal ball. Ferrario said he expected the ‘negative trend’ to continue into 2010 in Italy, France, Belgium, Spain, Greece, Bulgaria and Turkey, referring to volumes and in some cases to prices. These countries con-tributed to more than half of the group’s revenues in the fi rst nine months of 2009.
“We will probably see some delay in recovery compared with previous expectations. But the fundamentals of this business still remain very positive and we will come out of this crisis with much better margins,” Ferrario said. “It’s just a matter of crossing a diffi cult period that could be six months, nine months.” The group will achieve cost savings of Euro205-210m in 2009, against the forecast Euro220, with the remainder to be achieved in 2010. A Milan-based analyst said “There were some expectations on the market for a recovery in 2010 given the disastrous 2009.”

26 globalcement MAGAZINE February 2010
NEWSEUROPE
Eurocement president sanguin about the future of the Russian cement markets despite massive falls in demand and pricesRussia: Russia will require 5-10% more cement in 2010 to meet a modest recovery in demand from state-backed infrastructure projects and a construction market emerging from crisis, according to Mikhail Skorokhod, president of the Russian market leader Eurocement Group, who also suggested that cement prices would stabilise at current levels before rising in the next few years, when his company will have fi ve new factories at its disposal.
“We expect the cement market will start to recover next year, albeit at a slow tempo,” said Skorokhod, a president of the Group that holds a 36% share of the cement market in Russia. “In October and November, orders picked up from a number of indicative sectors of the Russian economy --metallurgy, chemicals, fertilisers. This means that construction will be the next sector to display growth.”
Russian cement was the world’s most expensive when prices peaked above US$167.7/t in the second quarter of 2008, making con-struction projects more expensive and frustrating Kremlin eff orts to renew decaying infrastructure. An anti-trust investigation brought prices down fast before the economic crisis led to a deeper decline in demand. In 2009, consumption fell by about one-third.
Russian cement consumption could increase to between 46Mt and 48Mt in 2010 from the 43.8Mt in 2009, Skorokhod said. As well as private fi rms, state projects would also demand more cement, he said. “We are observing an increase in cement demand in those regions where the state has channelled signifi cant investment into infrastructure,” the Eurocement president said. Cement prices in Russia aver-aged Euro45.2-47.5/t in 2009, minus value-added tax and delivery costs. “This is the price at which the cement sector is able to survive. It does not cover the losses incurred modernising and rebuilding factories,” Skorokhod said. “The fi ve-year outlook should see cement prices reach the European level of Euro60-80/t,” Skorokhod said, adding that prices would not return to the record highs seen in the early part of 2008. “Our main customers - construction fi rms - are still experiencing serious shortage of capital, which is having a signifi cant impact on their operations.” Construction fi rms account for almost 54% of the cement supplied by Eurocement and state projects 36%.
Eurocement, despite the crisis, raised its share of the Russian cement market to 36% from 25% in 2009, a level Skorokhod says the fi rm wants to retain by increasing shipments as markets recover. The company is building fi ve new factories in Russia, which by 2013 should raise its overall capacity to 42Mt a year. Its 13 operational plants today have a combined capacity of 30Mt -- double the amount Eurocement supplied in 2009. Skorokhod said the new, energy-effi cient plants would allow Eurocement to improve its output regardless of whether the market required all its plants to run at full capacity in 2013. “If the market in 2013 does not allow us to load all our capacity, we will work on new, more competitive and effi cient production lines and conserve the rest of our capacity until such time as the market requires it,” he said.
The EBRD is to invest Euro120m in Lafarge Vostok C.A.C., the company that owns 100% of Lafarge Cement’s cement business in Russia which owns two cement factories in Voskresensk (Moscow region) and Korkino (Chelyabinsk region). The fi rst project where the EBRD money will be directed is a new cement factory in Ferzikovo in the Kaluga region, with a production capacity of 2Mt/year of cement.
LONDONLONDON
14-15 JUNE 201014-15 JUNE 2010
www.propubs.com/geeecwww.propubs.com/geeec
ELECTRICAL ENERGY EFFICIENCYCONFERENCE & EXHIBITIONCONFERENCE & EXHIBITION 20102010
gl bal cement
1st

Poland: All of the cement companies fi ned by the Polish Offi ce for Competition and Consumers Protection (OCCP) for participation in a cartel have appealed against the decision. Gorazdze Cement, Grupa Ozarow, Cemex Polska, Dyckerhoff Polska and the Warta and Odra cement mills have appealed to the Court of Competition and Consumer Protection. Lafarge Cement has been exempted from punishment in return for its cooperation. The companies claim that they did not form an illegal agreement based on which they divided the cement market up among themselves in order to increase their profi ts. The OCCP claims that the cartel has existed since 1998 and has seriously damaged the market. Experts sug-gest that since the matter is extremely complex, it might take a few years before a legally binding verdict is fi nalised.
CRH does brilliant deals to wow analysts but must keep cutting fat to maintain profi ts in 2010Ireland/World: Building materials behemoth CRH says that it will hike its cost-savings targets after its pre-tax profi ts fell 54% to €50m last year and warned that trading conditions would remain diffi cult in 2010. Chief executive Myles Lee said that the 2009 profi ts could be further impacted by charges to be fi nalised over the coming months, as CRH assesses whether plant closures in 2008 will be permanent. A four-year cost-cutting programme is now expected to yield €1.65bn of savings, possibly more. About 40% of the target will be permanent cost cutting, as it streamlines group administration, centralises procurement and increases fuel effi ciency.
Analysts were impressed that CRH, which spent $214m (€46m) on seven bolt-on acquisitions in its American materials division in the second half of 2009, was able to execute deals valued at as low as four times earnings before interest, tax, depreciation and amortisation (EBITDA). “This is a very attractive multiple for aggregate businesses and refl ects CRH’s skill at completing attractively priced, bolt-on deals,” said Barry Dixon, an analyst. They compare with an average multiple of 6.5 times EBITDA in 2007 and 2008. But Mr Lee cautioned analysts not to expect too much in the future: “They were somewhat exceptional,” he said.
CRH’s deal-making focus is on aggregates, asphalt and heavy concrete products businesses, which have the ability to buoy earn-ings from the time they are struck. But Mr Lee also said that the group was “also keeping a very close eye on targets we would have parked” during the economic crisis. Meanwhile, analysts noted that CRH’s comments that its 2008 EBITDA should fall 40% and 25% in European and America, respectively, were in line with previous guidance. “Trading conditions remain diffi cult and the timing of any sustained pick-up in developed world construction demand is unclear,” CRH said. The group sees additional infrastructure spend in Poland and Finland, but spending is set to drop signifi cantly in Ireland as the Government tightens its purse strings, said Mr Lee.
Poles appeal against cartel case fi ndings
Germany/World: Dyckerhoff will acquire all but two of Sievert AG’s bulk cement road transport companies in exchange for its 32% holding in Osnabrück-based Sievert. Hann Muenden-based August Oppermann will acquire the remaining two companies and surrender its holding in Sievert.
Russia: Sibirsky Cement produced 2.688Mt of cement in 2009, down 33.5% on the year, the company said in a state-ment. Sibirsky Cement is based in the Kemerovo Region and includes fi ve cement plants in the Siberian Federal District.
Russia: Lafarge Cement has announced the liquidation of its wholly-owned subsidiary Borshchevskiy Cement.
News in Brief
NEWSEUROPE
Europe: Nehlsen International, Bremen, Germany and MVW Lech-tenberg & Partner, Mülheim an der Ruhr, Germany, have signed a joint venture agreement to build and operate alternative fuel production plants. Nehlsen, one of the ‘big fi ve’ environmental waste management companies in Germany, and MVW Lechten-berg & Partner is a specialist in alternative fuels production for cement clinker production plants. Founded in 1923, Nehlsen meanwhile operates waste management facilities, including waste collection, waste treatment, recycling, composting, power generation and separation plants in more than 60 locations, mainly in Germany and Eastern Europe. Nehlsen International has a turnover of more than Euro335m and more than 3800 employees.
Nehlsen and Lechtenberg & Partner have successfully cooper-ated for many years in the quality control and marketing of refuse derived fuels from various Nehlsen plants, and have decided to intensify their cooperation in the fi eld of alternative fuel devel-opment. Peter Hoff meyer, CEO of Nehlsen: “Alternative fuels are reducing fossil carbon dioxide emissions in the cement industry and are well known as a practicable and sustainable waste man-agement solution. Nehlsen has the experience and know-how to build and operate the whole chain - from waste collection to
processing, separating recycables and to deliver a quality con-trolled product to the fl ame.” The new joint venture- called ‘LENE,’ Lechtenberg & Nehlsen Alternative Fuels GmbH - located at the Head offi ce of Lechtenberg & Partner in Mülheim, Germany, will build four plants in 2010, for which MVW Lechtenberg & Partner has started to develop the technical concepts.
Besides projects in Turkey, the companies will start a project in Tunisia, were Nehlsen International is already operating the hazardous waste treatment plant owned by the Government of Tunisia. The main focus of the activities of the company will be in Eastern European countries, North Africa and Middle East. Alternative Fuels made from high calorifi c valuable fractions of Municipal Solid wastes, as well as available biomass, industrial wastes and hazardous wastes will be processed by the Joint Ven-ture. “Cement Plants can now focus on their key business: Cement production” stated Dirk Lechtenberg, MD of MVW Lechtenberg& Partner. “Why should they go in for ‘waste mining,’ if the alterna-tive fuels are delivered to the fl ame in continuously high quality such as coal or other fossil fuels?” For further information please contact: Peter Hoff meyer at Nehlsen via [email protected] or Dirk Lechtenberg, MVW Lechtenberg & Partner, via offi [email protected].
globalcement MAGAZINE February 2010 27
Nehlsen and MVW Lechtenberg join forces to build fuel-from-waste plants

28 globalcement MAGAZINE February 2010
NEWSNORTH and SOUTH AMERICA
Cemex aids in Haiti response
Haiti/Americas: After the Force 7 earthquake which devastated Port-au-Prince in Haiti, killed up to 200,000 and made more than half a million homeless, the fi nger has been pointed at ‘cheap cement’ as the reason for the fatal collapse of many buildings in the city. News re-ports pointed out that many buildings simply crumbled during the ‘quake,’ including the previously-impressive Presidential Palace and the UN headquarters in the city, killing practically everyone inside. Global Cement would suggest, however, that the cement is not likely to be the sole culprit, but rather inappropriate building codes (buildings simply not being built to withstand earthquakes) and corruption may be more important factors. Port-au-Prince has been devastated before by earthquakes, but it seems that the lessons previously learned have been near-completely forgotten.
Cemex has announced that, ‘in solidarity with the Haitian people,’ the company is responding to the hu-manitarian emergency by collaborating in relief eff orts with the governments of Mexico and other countries, international institutions, and social organizations.
Cemex has 115 employees in Haiti, working at three maritime terminals and a commercial representation of-fi ce, all of whom are known to be safe. A rapid response eff ort to provide humanitarian aid to employees, their families, and neighboring communities has been launched. To this end, the fi rst delivery of basic goods has been completed, and a second one is underway.
Additionally, Cemex has established a fund to receive voluntary contributions from its personnel worldwide. Cemex will match every donation received two-for-one, and contribute the total amount to a relief program. Also, Cemex is making its heavy machinery in Haiti available to assist relief teams in their eff orts.
With three cement import terminals, two of which are located in the Port-au-Prince area, and one of them in the northern town of Cape Haitian, Cemex is one of the major cement suppliers in Haiti. One of the termi-nals remains operating, and with the help of Cemex in the Dominican Republic and its other operations in the Americas Region, Cemex will be able to maintain supply of cement into Haiti and as such contribute to satisfying the country’s requirements.
Colombia’s Cementos Argos, via Haiti’s Cimenterie Nationale (Cina), has said that it intends to be a part of the reconstruction process in the country. Gabriel Restrepo, general manager of Cementos Argos, says that eff orts are being directed to attending the needs of the 199 employees of the company in Haiti and their families. Cementos Argos bought a 50% stake belong-ing to Holcim in Haiti Cement Holding in August 2009, expanding its stake in Cina, the leader in Haiti’s cement market with 42% market share, to 65%. The fi rm has an installed capacity of 600,000t of cement in Haiti, and 500,000t in the Dominican Republic.
Over 10,000 US soldiers have been deployed to aid in distributing aid in Haiti, although there have also been claims that aid is being delayed unnecessarily.
Molins buys cement co stakes from Votorantim
Latin America: Spanish fi rm Cementos Molins now owns almost 62% of two Latin American cement companies, after investing US$45.6m. Molins bought 11.6% of Argentine cement company Cementos Avellaneda and 11.6% of Uruguay’s cement company Artigas from Brazilian group Votorantim. Previously, the fi rms’ shares were owned 50-50 by Votorantim and Molins. Cementos Avellaneda has two ce-ment and fi ve concrete factories. The fi rm invoiced almost US$211m in 2008. Artigas’ annual sales are around US$200m and it has a ce-ment plant at Minas and four concrete units.
New logo for Columbia Steel refl ects servicesUSA: Columbia Steel has announced a new corporate identity, designed to convey a clear message about ‘the unique nature of the company and the services it has off ered to industry for many decades.’ The fresh logo features a stylised foundry ladle in the shape of a large letter ‘C’ with molten metal pouring from the center. The new design refl ects the company’s signifi cant expertise in the engineering and production of steel and alloy castings. “This is a critical distinction from suppliers who are only reselling wear parts made by other producers,” explained Alan George, Marketing Communications Manager for Columbia Steel. “When you buy from us, you’re buying direct from the manufacturer.”
George continued, “As an American fi rm, we’re very aware of today’s highly competitive business environment. We’d like our new corporate identity to send the message that after more than a century in the busi-ness, we still off er the benefi ts of working directly with us to improve industrial productivity with customised steel castings.”
Headquartered in Portland, Oregon, Columbia Steel’s 86-acre facility is home to an on-site product de-sign and engineering department and full-service steel foundry, with the capacity to produce wear parts and custom castings weighing up to 40,000 pounds. All Columbia Steel products are manufactured in the USA.
Layoff s at Wampum - old cement plant in the US
US: Cemex Inc. plans a temporary layoff of 124 workers at its cement plant in Wampum in Lawrence County beginning March 19, accord-ing to the notice the company fi led with the state. The company will continue to produce cement until the layoff s begin, while stockpiling the cement for future shipping, said Jennifer Borgen, a spokeswoman at Cemex’s Houston headquarters. The company is shutting down the cement production because of the drop in demand for cement, Bor-gen said. Production will resume when economic conditions improve, she said. Wampum is the longest continuously-running cement plant in the US, having started production in 1874.
Cemex increases debt to pay down debtsUSA: Cemex has issued US$500mn in 9.5% notes due 2016. The transac-tion is a reopening of bonds that were issued on December 14 to the amount of US$1.25bn, along with eight-year notes worth US$516m. Cemex will use some US$411m of proceeds from the off ering to prepay debt as part of its US$15.5bn refi nancing agreement, the company said. Following the off ering, Cemex will have repaid over US$4.8bn since it reached an agreement with banks in August 2009.
Contents Subscribe Ad Index

globalcement MAGAZINE February 2010 29
NEWSNORTH and SOUTH AMERICA
Holcim in school cash tax dispute
USA:Pike County, Missouri and Holcim Inc. are nearing a settlement in a dispute over tax pay-ments. Pike County Clerk Bob Kirkpatrick has said that an agreement could be signed within days. Pike County claims the Swiss-based company owes hundreds of thousands of dollars in property tax revenue for its now-closed Clarksville cement plant. The county claimed the fi rm was still liable for 2009 taxes because it was doing business at the site on January 1. Under state law, any fi rm that’s open on the fi rst day of the year is subject to local tax assessment. In September, Holcim fi led an ap-peal with the Missouri State Tax Commission, but the two sides started to work out a deal. At issue is more than $750,000 in revenue. The Clopton R-3 school district stands to lose more than $660,000.
US: Cemex has announced progress in its eff orts to address climate change and has reconfi rmed its commitment to a low-carbon econ-omy. As a large multinational company with a presence in more than 50 countries, Cemex has focused on introducing measures to minimise its environmental impacts, on generating awareness, and on promoting solutions associated with the need for companies like itself to work with peers, governments, and key stakeholders to balance profi tability and sustainable development.
“At Cemex, we acknowledge the global challenges posed by cli-mate change and are committed to applying our ideas, our skills, our technologies, and our determination to engage in developing a pathway to a low-carbon economy. As a result, we have sought to cultivate across the Company a greater sense of urgency that leads to concrete actions and progress with regard to sustainable development,” said Lorenzo Zambrano, Cemex Chairman and CEO. “Sustainable and responsible business practices are vital to build-ing a better world for future generations, and will also ensure our company’s long-term competitiveness.”
Cemex seeks best-practice solutions to tackle climate change. It has adopted a multi-faceted approach to reducing its local and global impacts on the planet by promoting environmental knowl-edge and disclosing its sustainability progress. As part of Cemex’s global strategy, it has established a commitment to reduce CO2 emissions per metric ton of product by 25% from 1990 levels by 2015. As of 2008, there was a 15.8% reduction from 1990 levels. Cemex has also joined the Prince of Wales’ Corporate Leaders Group on Climate Change, where it signed the Copenhagen Com-munique on Climate Change.
Cemex’s contribution to a low carbon world is currently driven by a number of priorities. Buildings use about one-third of the world’s energy and consume around 84% of the energy through-out their use. When properly designed and constructed, concrete buildings can improve energy effi ciency and can last for decades with little or no maintenance. Led by its Global Center for Tech-nology and Innovation in Biel, Switzerland, Cemex’s research labs work to develop more sustainable building products.
Reducing carbon emissions from operations and improving the energy effi ciency of its plants and processes is a cornerstone of Cemex’s eff orts. “We are also reducing the energy needed to make
cement by using a smaller percentage of the energy intensive ingredient clinker in our end product. We do this by substituting clinker with alternative materials such as by-products from other industries, primarily fl y ash from coal-fi red power stations and blast furnace slag from the steel industry. In 2008, our alternative material substitution rate was 12%, meeting our milestone for 2015 ahead of time and making us well placed to reach our 15% target by 2020.”
Cemex has increased its use of alternative fuels and renewable sources of energy, as another way to reduce carbon emissions. Globally, Cemex set a goal to increase alternative fuels to 15% by 2015 and to 23% by 2020. To date, alternative fuels represent 16% of the company’s energy consumption - exceeding its 2015 target ahead of time - and several plants in Europe have reached rates of 70%. Recently, in the UK, regulators granted Cemex permission to manufacture and use a waste-derived fuel called Climafuel. Cemex has replaced up to 30% of fossil fuels, such as coal, at the company’s plant in Rugby, UK, with Climafuel, creating signifi cant environmental and sustainability benefi ts, including a marked reduction of nitrogen oxides emissions. The company has also reg-istered several UN Clean Development Mechanism (CDM) projects in Colombia and Costa Rica, and has recently announced comple-tion of Eurus, the largest wind power generator in Latin American, that will supply 25% of Cemex’s power needs in Mexico.
Cemex is currently engaged in research into carbon capture and storage. In October, the US Department of Energy (DOE) selected Cemex to develop technology for capturing and storing carbon dioxide emissions at one of Cemex’s US cement plants.
Cemex makes roughly 94% of its purchases from locally-based suppliers, and makes use of alternatives to road transport, such as rail, sea and inland waterways, to deliver products where viable. Cemex conducts a rigorous tracking of its global carbon emissions, which are audited externally and published every year in its Sustain-able Development Report. Cemex acknowledges its responsibility to land management, as well as its potential to contribute to the conservation of the planet. In addition to its El Carmen initiative, which protects 200,000 hectares of land along the US-Mexico border, Cemex also established a 10-year global partnership with BirdLife International to enhance its quarry rehabilitation eff orts.
Cemex hails its eff orts to address climate change and promote business sustainability
TXI maintains margins despite 32% fall in cement sales
USA: Texas Industries has reported fi nancial results for the quarter ended No-vember 30, 2009. Net income was a loss of US$3.7m and included after tax gains from sales of emission credits of US$2.1m. “We were able to maintain our gross profi t margin compared to last year despite sales being down 36%,” says Mel Brekhus, president and CEO. “Abnormally inclement weather in our Texas market and the continuing impact of the recession led to cement, ag-gregate and ready-mix concrete volumes being down 32%, 43% and 35%, respectively. The ability to maintain our gross profi t margin refl ects our continued successful focus on cost management. I believe our operational focus of managing costs and generating cash along with our strong liquidity position have us well positioned to take advantage of the recovery that is expected to begin sometime during 2010.”
Selling, general and administrative expense decreased $1 million from the prior year period primarily due to lower overall expenses, including wages and benefi ts, marketing, travel and outside service expenses, as a result of the company’s focus on reducing costs.

30 globalcement MAGAZINE February 2010
NEWSNORTH and SOUTH AMERICA
USA: A citizens group formed to cut pollution from the Lafarge’s Ravena plant in New York state has that a proposed fi rst-ever state limit on mer-cury should be cut by more than half. Comments fi led with the state Department of Environmental Conservation by the group Community Advocates for Safe Emissions (CASE) also called for continuous mercury emissions testing on the plant’s smokestack, which is along Route 9W across from the Ravena-Coeymans-Selkirk middle and high schools.
Under a proposed air pollution permit being considered by the state Department of Environmental Conservation, Lafarge could emit up to 176 pounds of mercury a year. Mercury is a potent neurotoxin that causes developmental problems in fetuses and children, primarily entering the body through consumption of tainted fi sh. Mercury tends to enter the food chain through water, where it can be transformed into toxic methyl mercury.
CASE urged DEC to set the plant’s mercury limit at 69 pounds to refl ect proposed rules under consideration by the U.S. Environmental Protection Agency. “We would like to see DEC hold a public hearing on this,” said Elyse Kunz, a co-founder of CASE, which formed in 2008 to urge the state to crack down on plant emissions. “There are a lot of questions people want to ask.”
Lafarge has announced it expects to modernize the 48-year-old plant by 2016, and convert its wet-kiln process to a less-polluting dry kiln. “Lafarge Ravena hopes that the comments provided to the DEC help to clarify and further improve the fi nal version of the renewed permit,” said John Reagan, plant environmental manager.
CASE also wants DEC to add limits on other heavy metals linked to Lafarge’s emissions in light of studies being done by DEC wildlife pathologist Ward Stone, who has found allegedly elevated levels of mercury -- as well as lead, zinc, selenium, vanadium and cadmium -- in soil and wildlife around the plant. Stone’s mercury results, which includes sections of Columbia and Rensselaer counties east of the plant, show levels up to eight times higher than the background levels near his lab at the Five Rivers Environmental Center in Delmar and else-where. However, DEC has said the mercury levels detected by Stone are not signifi cantly diff erent than those in areas outside Lafarge’s area of potential impact.
It is not clear whether the proposed DEC mercury limit would rep-resent a reduction from the cement plant’s historic emission levels. A 2008 company study of smokestack mercury, completed at the request of DEC, estimated annual emissions at 146 pounds. And between 2003 and 2006, the company reported mercury emissions of between 380 and 400 pounds a year in submissions to the U.S. Environmental Pro-tection Agency. This spring, DEC estimated annual emissions at 167 pounds after reviewing the 2008 Lafarge report.
Venezuela: Hugo Chavez’ realignment of the Venezuelan cement sector is taking time; although the founding of the Corporacion Socialista del Cemento was approved in July 2009, a new produc-tion system will not be truly in place until the end of 2010 when milling plants in areas currently lacking them are up and running and extra quarries are operational. Additionally, there exists a need to create fi rms for the production of sanitary porcelain (bathroom furniture), plaster and tiles. In August 2008, Lafarge and Holcim handed over their local operations whilst Cemex facilities were expropriated. Lafarge has received 40% of its pay-off , Holcim, nothing; in the case of Cemex, arbitration has started
although the Mexican giant now says it wants to talk with Chavez again. The three fi rms form part of the Corporacion Socialista del Cemento as does the recently set-up joint venture with Iran, Cerro Azul. The activity of the Corporacion Socialista del Cemento was due to have begun in December 2009 but production has been put back until March 2010 and even then part of the raw materi-als will be provided by Cemex.
Hugo’s Corporacion Socialista del Cemento faces delays despite expropriations
Group calls for halving of mercury from Ravena
Public meeting over Chanute health concerns
USA: In response to interest expressed by the commu-nity, the federal Agency for Toxic Substances and Disease Registry (ATSDR) and the Kansas Department of Health and Environment (KDHE) are hosting a public availability session in Chanute to better understand the communi-ty’s environmental health concerns. A public availability session gives community members the opportunity to meet one-on-one with ATSDR and KDHE staff to share their comments and health concerns. Community mem-bers may come by anytime during the 4-hour session to speak privately with an ATSDR or KDHE representative. No formal presentations will be made, and all discussions will be kept confi dential.
News in briefChile: Cementos Melon is planning investments to the tune of US$70m in 2010, according to general manager Jorge Eugenin. Resources will be directed to the unit in Ventanas and to the opening of two new facilities.
Peru: Peruvian cement sales grew 5% to 7.14Mt in 2009, up from 6.8Mt in the previous year, according to the Asociacion de Productores de Cemento (Asocem). The construction sector reported an increase of 13.8% on November 2008. Market experts are forecasting a growth rate of 4.3% in 2010, boosted by the construction mar-ket.
Ecuador: President Rafael Correa has signed into law the creation of Empresa Publica Cementera del Ecuador, to be based at Riobamba, Chimborazo province, and based on the cement assets of Cementos Chimborazo. The new state-run company will be the government-run arm in the industry.
CSN advised not to raise off er price
Brazil/Portugal: In late-breaking news, brokerage Banif IXE has advised Brazil’s steel producing group Compan-hia Siderurgica Nacional, CSN, not to raise the price of its takeover bid for Cimpor (see also page 20). A rise of the price off ered will aff ect the fi nancial stability of CSN and will threaten the future expansion of the company’s core business, which is its most profi table. The brokerage house sees big risks in CSN’s intention to diversify aggres-sively its activities to the cement producing segment, due to its potential exposure to large debts, and due to the fact that margins are lower in the cement industry.

NEWSNORTH and SOUTH AMERICA
globalcement MAGAZINE February 2010 31
US: At the Hungry Redneck Cafe, one of two businesses left in Du-rkee, Oregon, Bozcho ‘Bo’ Lettunich has seen his sales drop more than 30% since offi cials at the nearby Ash Grove Cement plant announced plans to lay off 68 of the factory’s 116 workers in mid-December. “I have fewer customers coming in from Ash Grove. People are scared. They don’t know what will happen with these layoff s,” Lettunich said. The Ash Grove plant is one of the larger pri-vate employers in Baker County. In Durkee Valley, about 23 miles southeast of Baker City along Interstate 84, it’s very nearly the only one. Durkee also has a post offi ce, the Hungry Redneck Cafe and the combination Nyssa Co-op and Durkee General Store.
Lettunich said business was pretty brisk during the fi rst three years after he opened the Hungry Redneck in a building that for-merly housed a restaurant called the Wagon Wheel. “I had 18 to 20 Ash Grove workers who were regulars. They came in almost every day after the shift change,” he said.
The Ash Grove contingent, combined with a regular clientele of truckers who pulled off Interstate 84, local ranchers and ranch hands and their families, as well as a few tourists and diners from Baker City and Huntington, kept the Hungry Redneck busy enough that Lettunich employed a staff of six cooks and waitresses. After Ash Grove made some early layoff s in mid-October, Lettunich said his regulars and other occasional customers from the cement plant stopped coming in. And his freeway trade is down due to the recession and traffi c interruptions caused by freeway work. As a result, Lettunich said he had to lay off two people.
“I have really good employees. I hated to ask them to take un-employment, but I had no choice,” he said. “I didn’t know what else I could do. October was 30% down from last year, and November is looking pretty bad.” Lettunich is keeping the Hungry Redneck open seven days a week for now, but he’s trimmed two hours from his weekday hours, closing at 8 p.m. instead of 10 p.m. With two fewer employees, Lettunich said he’s having to work 12 hours a day, six days a week, instead of the eight hours a day, fi ve days a week he had been working.
Across the parking lot, there is also concern at the combination Nyssa Co-op gas station and Durkee General Store. George Dunn, a ranch caretaker in the Durkee area, said he doesn’t know where he’d go if the valley’s only gas station/general store closed. “This is where we come for gas, propane, a cup of coff ee or a cold drink. This is the only place you can pick up groceries without driving 30 miles to Baker City or 20 miles to Huntington,” Dunn said.
Dunn added that many residents have propane heat and pro-pane cook stoves. If people ran out of propane in the winter and had to drive all the way to Baker to pick it up, they might return to fi nd the water pipes in their homes or trailers frozen.
“It would be a real serious problem if the co-op closed down and we couldn’t get propane here,” he said. Dunn said his son, and a lot of the children of Ash Grove workers and ranchers in the area, attend school in Huntington. “I’m worried about what will happen to the school in Huntington if Ash Grove shuts down,” Dunn said. “They contribute a lot to the school, and pay a big chunk of the taxes that keep that school open.”
Allan Driver, a 49-year-old gas station and general store at-tendant at the co-op, said it’s the only place within 20 miles where Durkee residents and Ash Grove workers can pick up the things they need on a daily basis, everything from butter and milk to pet food. “If they shut Ash Grove down, we are going to die off to al-most nothing. The guys from Ash Grove come in here after their
shift is over around 4 o’clock every day and buy gas or snacks and something to drink. I could guarantee we’d have at least one big rush a day,” he said.
One customer at the Hungry Redneck Cafe was Charles Kester, who works days at his 40-acre ranch and nights at Ash Grove, who said “This is the only restaurant for 30 miles. If he closes, where are we going to go?” Charles said he’s put in 33 years at the newer Durkee plant and is hoping to hold on long enough to retire in two years.
Kester said he and other Ash Grove workers worry that the layoff s, which plant manager Terry Kerby said could end as soon as mid-February, will become permanent if the national economy doesn’t revive and generate more demand for cement. He said he’s also concerned that the plant could be forced to close if the U.S. Environmental Protection Agency doesn’t modify a proposed new rule that would set mercury emission limits lower than what the Durkee plant can attain even after spending $20m to install fi lters.The Durkee plant is the nation’s largest emitter of airborne mercury.
“I think the EPA is kind of turning against us. For some reason they aren’t helping us at all,” Kester said. Because of his seniority, Kester said he won’t be laid off on December 14, but could be laid off after that big wave of 68 layoff s. “I’ve been there the longest of anybody, but I ain’t the oldest,” Kester said. But whether he’s working at Ash Grove or not, he doesn’t want to see the last two businesses in Durkee close because of the hardship that would create for the town’s 167 residents and area farmers and ranchers, many of whom would remain in the area whether Ash Grove closes down or not.
“I’ll hold out as long as I can, but it’s pretty bad,” said Lettunich at the cafe. “If it doesn’t get better soon, I’ll have to look at other options.” Tough times indeed at the Hungry Redneck Cafe.
Ash Grove layoff s and EPA threats leave a bad taste in the mouth at the Hungry Redneck Cafe
Votorantim grows in South America
South America: Brazilian group Votorantim expects two Span-ish-owned cement companies, one located in Uruguay and the other in Argentina, to become part of its group. The Brazilian fi rm made an off er to buy 50% of the shares of the companies. The total sale would be worth more than US$201m. Spain’s Cementos Portland Valderrivas owns 50% of both Uruguay’s cement company Artigas and Argentina-based fi rm Cementos Avellaneda. The sale process will be confi rmed once Spanish company Cementos Molins, owner of the other 50% of shares, approves the deal. In 2008, Votorantim had a total income of US$19.1bn and currently operates in 16 countries including the US, Canada, Argentina, Chile, Colombia, Peru, Bolivia and China.
Caricom keeps tariff on Jamaican cementCaribbean: Jamaica’s industry, investment and commerce ministry will appeal against the Caricom group of nations’ Council for Trade and Economic Development’s (Coted) rejec-tion of its request for a suspension of the common external tariff (CET) on imported cement. In October, the ministry re-quested a suspension of the CET for some 120,000t of cement, representing around 15% of the country’s projected annual demand of 850,000t.

SubscribeContents Ad Index
US WASTE RECOVERY MARKETS
The US not only has an energy defi cit, rising energy prices, increasingly stringent environmental regulations and an environmentally-aware population, it also has very large quantities of waste that could potentially be used as fuels - or as the basis for a mixed source, highly-specifi ed ‘engineered fuel.’ Here experts from Geocycle US - part of Holcim’s alternative fuels sister company - describe the situation in various diff erent regional markets for waste and alternative fuels in the US.
32 globalglobalcement cement MAGAZINEMAGAZINE February 2010
A review of the US market for A review of the US market for waste recovery solutionswaste recovery solutions
Co-processing refers to the use of waste materials
in energy intensive industrial processes, such as
cement, lime, steel or power production. It sees the
energy and mineral components of waste recovered
and reused in an industrial manufacturing process,
where the naturally occurring materials required for
production are supplemented by a variety of waste
materials from other sources. Co-processing is a sus-
tainable waste management solution for companies
which have an interest in seeing their waste reused in a
benefi cial manner, suitable for both hazardous as well
as non-hazardous wastes, and applied to solids, liquids
or sludge. As co-processing is applied to the manufac-
ture of a product, the challenge for most waste-derived
fuel producers is to manufacture a homogeneous al-
ternative fuel or alternative raw material that will not
introduce variability in the manufacturing process.
In the current US business and social environment,
companies are becoming more conscious of the po-
tential liabilities of their waste disposal methods, and
society has an expectation that more sustainable forms
of waste management will be sought, where the com-
ponents of the waste can be recovered for other
applications. Th is is an opportunity for compa-
nies such as Geocycle to provide the expertise
required to produce an engineered fuel from
many diverse forms of waste.
Th is article reviews the status of the waste
market in the United States, including both
hazardous and non-hazardous wastes and
incorporates the current trends aff ecting the
market. Th ese trends are especially timely as we
are in the midst of a unique period in the waste sup-
ply chain history:
• A slow down in economic growth has forced
companies to be prudent in their waste management
decision making;
• Th e market for recycled commodities has slowed
suddenly as the global replacement value of the re-
placed commodity declined, stressing the ability to
move materials economically;
• Th ere is a strong expectation that environmental
regulations will continue to become increasingly strin-
gent.
Long-term thinkingLong-term thinking is a major consideration for busi-
ness success and requires us to think beyond current
limitations and explore the wide range of possibilities.
A clear example of this is our attitude to recovering
energy, minerals and value from waste.
Industrial and residential waste has historically
been viewed as just that, a waste. When adopting a
long term view without constraint, waste is actually a
valuable resource, a renewable commodity that off ers
numerous opportunities, including the substitution
of energy and raw materials in the manufacture of
products that society continues to demand, such
Rob Davies and Jason Bucholz: Rob Davies and Jason Bucholz: Geocycle USGeocycle US
Right: Holcim’s US locations put it close to many alterna-tive fuel sources.

US WASTE RECOVERY MARKETS
globalglobalcement cement MAGAZINEMAGAZINE February 2010 33
as cement, lime, steel and electricity.
Th e factors controlling the use of waste are inter-
dependent on the current economic diffi culties that
consume the focus of our political leaders worldwide.
Every industry and every market has been impacted in
some way by the reduced availability of credit, includ-
ing the waste market. Many companies are focused on
survival of this economic downturn, and are looking for
innovative means to reduce costs, make more with less,
and stay ahead of the competition to ensure survival.
Our hypothesis is that sustainable waste management
techniques need to be factored into the long term plan-
ning of corporate America.
It is our belief that corporate sustainability and a long
term view are more important now than ever before.
Th e current recession can in part be attributable to the
emphasis placed on short-term gain at the expense of
long-term sustainable business growth. A CEO quoted
in the Financial Times recently said “Sustainability will
remain critical to our business even during an economic
downturn.” It is our belief that a stronger emphasis on
sustainability will ensure a positive future for waste-to-
fuel users in the United States waste market.
Th e outlook of the US waste market remains fa-
vourable. Th ere continues to be an underlying positive
sentiment in society about a greener future where the
minimisation and the benefi cial reuse of waste remains
an expectation. Corporations, however, need to continue
to remain focused on their corporate sustainability initi-
atives, and not to solely focus on the short-term actions
that may be required to address the current economic
diffi culties in order to continue this positive outlook.
Th e current economic factors aff ecting US manufactur-
ing have proportionately infl uenced the volume of waste
produced. However, we are optimistic that this current
downturn will reverse in the short term and we will re-
turn to a mature focus on a greener future.
Hazardous wasteTh e use of hazardous waste as a source of fuel in cement
and energy intensive industries decreased by 3% in 2008;
this continues an ongoing decline observed during the
last decade. Current estimates of the number of com-
mercial facilities within the US with active permits to
dispose of hazardous waste are 56, which includes both
industrial facilities and captive boilers.
Figure 1 represents the utilisation rates of hazardous
waste as a fuel since 2002. Th e overall trend is down and
is expected to continue on this downward trend through
2010.
During 2007 it is estimated that peak capacity of haz-
ardous waste usage as a fuel was 1.2Mt, lower than in all
previous years. Th e hazardous waste market has become
highly fragmented, as represented by the 17 industrial
facilities currently permitted to utilise hazardous waste
as a fuel. Th ese seventeen industrial facilities are owned
by ten independent companies, fourteen of which are
cement plants, two are sulphuric acid regeneration
plants, and one aggregate plant.
While the industry continues to mature, there are two
underlying factors which aff ect the utilisation of hazard-
ous wastes today. Th e fi rst is that the number of facilities
available to utilise the waste as a fuel has signifi cantly
reduced in recent years; while secondly, the current
economy and plant utilisation has aff ected the demand
and utilisation of fuels at the individual facilities.
Within the cement industry, utilisation of hazardous
waste has been aff ected by several plants either being
eliminated or ceasing consumption, notably Clarksville
and Artesia for Holcim and Midlothian for TXI. Several
other plants also operated in a sporadic manner in 2009
due to the low cement demand, which had a signifi cant
infl uence on material movements across the industry.
Interestingly a cement facility in Oklahoma has recently
announced its intention to begin the permitting process
for accepting hazardous waste as an alternative fuel.
From a regulatory perspective, there is concern that
fl y ash and bottom ash from the power industry may
be added to the list of hazardous wastes, since the Envi-
ronmental Protection Agency has said they will have a
decision on this new regulation by the end of 2009.
Non-hazardous wasteTh e United States waste market has enjoyed double digit
Figure 1, below: Utilisation rates of hazardous waste as a
fuel in the US, 2002-2010.

Figure 2, above: Waste market trends in the US, 2002-2010.
growth from 1985 to 2005. It is expected, however, that
because of the slowing production across US manufac-
turing that growth in the non-hazardous waste market
will slow to less than 5% in 2008 and 2009.
Th e growth has been driven by two primary factors:
• a high price for commodities as is shown by a 30%
growth in the recycling segment in recent years and;
• the new emphasis on the sustainability of waste dis-
posal options, taking advantage of energy recovery.
Figure 2 represents the growth of the non-hazard-
ous waste market (brown) compared to gross domestic
product (GDP) growth trends in the United States (red)
and the hazardous waste market growth (purple) and
the resource recovery or recycling market (blue). Th e
overall trend is up for non-hazardous waste and GDP
growth and stagnant or slightly declining for hazardous
waste.
When analysing the factors that support the long-
term growth of the non-hazardous waste market, GDP
growth continues to be viewed as closely linked to waste
volume. In 2007 and 2008 the price of raw materials and
the price of disposal were both expected to increase,
thereby driving economic incentives for reduction,
conservation and recycling. While materials recovery
increased in 2008, the collapse in commodity pricing
has reduced the viability of the industry and reduced
overall profi tability. Recyclers continue to stockpile
recyclable materials anticipating a return to a more
profi table market.
Landfi ll continues to be the primary choice of waste
disposal for non-hazardous waste. In 2008 89% of all
non-hazardous waste was disposed of in landfi lls in the
US. Landfi ll fees are currently expected to continue in-
creasing due to a number of factors:
• expense of permitting and constructing new or
expanded locations,
• increases in costs driven by higher energy prices,
and
• owner’s eff orts to maintain total revenue as more
volume gets diverted away from landfi lls.
In terms of overall disposal, co-processing
represents less than 1% of all material recovered
or disposed in the US. Only a handful of cement
companies and energy intensive industries have
actively begun co-processing non-hazardous solid
wastes. Th ere continue to be several cement kilns
that do not to this day use any alternative fuels.
Geographically they tend to be located in the west-
ern half of the US. Similarly there are several other
manufacturing sectors yet to fully embrace this
opportunity.
Many cement companies that do engage in co-
processing, use tyre-derived fuel, since it was an
early alternative fuel concept. Today it is viewed
as a mature alternative fuel, with stable markets
in many US regions. Competition for tyre-derived
fuel (TDF) continues to intensify, with power and
paper industry being recent consumers, in addition
to the growing market for tyre crumb, tyre mulch
and civil engineering applications. Th e increased
competition is changing TDF market economics,
and leading to insightful users beginning to con-
sider alternatives to TDF.
As the volume of non-hazardous waste is directly
linked to population and GDP growth, the anticipated
population growth over the next twenty years sets an
expectation of increased non-hazardous waste vol-
umes in the coming years. Th e key will be where this
non-hazardous waste is disposed of and what external
pressures will be placed upon traditional disposal meth-
ods, including landfi ll, when more sustainable solutions
such as co-processing continue to gain popularity with
companies seeking to increase their zero landfi ll goals.
Despite the current economic downturn where man-
ufacturing productivity is reduced, overall waste volume
availability to Geocycle has not declined. It is believed
that this is linked to the increased eff ort by companies to
fi nd landfi ll alternatives and to continue the long-term
strategy of waste diversion to more sustainable means.
Th is has the added benefi t to these companies of a posi-
tive external brand image when diverting waste from
landfi ll.
Regional marketsAs the economies of waste transportation are slim,
waste can be described as a local problem requiring a
local solution. We have, therefore, divided the US into
six unique regions, to facilitate a more in-depth analysis.
Th e regions were developed based on industry con-
centration and the industrial waste produced by these
industries, as well as net waste movement across the
regional boundaries.
NortheastTh e Northeast United States is characterised by dense
populations with land availability at a premium, result-
ing in landfi ll disposal costs trending higher than the
national average. Waste-to-energy facilities are com-
mon but generally require a higher operating cost than
landfi ll in terms of disposal, and with more revenues
US WASTE RECOVERY MARKETS
34 globalglobalcement cement MAGAZINE MAGAZINE February 2010

Air Systems Limited
[email protected] www.asplparts.com
Electrostatic Precipitators Rotary Kiln Fans
An ISO 9001: 2000 Registered
A Company that provides One-Stop Shop Solutions for Electrostatic Precipitators, Fans, Kilns, Replacement parts, Site Inspections and Retrofi t services.
We are a leading engineering company and prominent supplier to 500+ customers in India and abroad, especially in the cement, power, pulp, steel and copper industries.

US WASTE RECOVERY MARKETS
36 globalglobalcement cement MAGAZINE MAGAZINE February 2010
potentially available there is a concentration of waste-
to-energy facilities in this region. Within the Northeast
the common practice is to ship waste materials out of
the region to the Midwest or to the South. Given the
cost of transportation, disposal costs continue to remain
high.
Regulations on landfi lls in the Northeast have also
lead to an increase in the amount of exports from this
region. Many Northeastern states have banned multiple
materials including carpet and whole, scrap or all tyres
from landfi lls. Waste generators must, therefore, export
their waste or fi nd another viable alternative that meets
all state and local government regulations.
Th e nature of industry is diverse in this region rang-
ing from fabricated metals and industrial equipment to
wood, paper and food industries. Given this diversity
of industries, a diversity of waste is produced ranging
widely from agricultural and construction & demolition
wastes to plastics, rubber, and paper. Due to the high
population density within this region there are also high
concentrations of municipal solid waste, and this cou-
pled with the limited land available leads to much of the
waste being transported elsewhere for disposal. Th is has
spawned an active waste trans-
shipment industrial segment,
with road, rail and barge modes
being applied for shipping both
hazardous and non-hazardous
waste out of the region.
Th e Northeast exports the
majority of its hazardous waste
to the Midwestern states of
Ohio, Indiana and Illinois, to
their hazardous waste landfi lls.
Th is export of waste is still com-
mon despite one lightweight
aggregate plant operating in
northern New York state and
eastern Ohio, and a cement kiln
consuming hazardous waste in
eastern Pennsylvania.
Tyre-derived fuel is utilised
in three pulp and paper mills
in Maine and a dedicated
tyre-to-energy facility in Connecticut. Demand for
tyres currently outweighs supply, and tyres from
highway corridors within New York, New Jersey
and Pennsylvania are transported into Connecticut,
Massachusetts and Maine. Th e high utilisation rates
of TDF as an alternative fuel has made importation
of tyres into the Northeast, from the Midwest and
Southeast, an economically feasible option.
SoutheastIn the Southeastern US, land is more readily avail-
able, but strengthening of regulations is increasing
the viability of alternatives to landfi ll. Currently land-
fi ll continues to be the primary means of disposal as
landfi ll costs are relatively low and off er a cost com-
petitive alternative. Unlike the stringent Northeast,
regulations banning materials from landfi ll in the
Southeast remains relatively minimal. South Carolina
and Florida lead the Southeast region in terms of ban-
ning diffi cult to process waste from its landfi lls. Because
of the ease of regulations and plentiful landfi ll locations,
waste generators can landfi ll their waste at a lower cost
than alternative disposal options. As the operating costs
of waste-to-energy and incineration are higher than
landfi ll, leading to a higher cost of disposal, there are
fewer of these facilities located in the region.
In the Southeast the industry base centres on wood,
paper, carpet production in the heart of the region and
chemical manufacturing and petroleum refi ning along
the coast. Th is industrial base leads to a signifi cant avail-
ability of hazardous waste and wood waste products.
Th e hazardous waste is primarily produced by the pe-
troleum and chemical industries that are concentrated
around the Gulf Coast. Further inland, paper and card-
board industries produce wastes while wood products
and furniture manufacturing produce high volumes of
wood product waste with variable levels of chemical
contamination.
In the Southeast, hazardous waste is handled prima-
rily by permitted cement kilns, since no incinerators exist
Figure 3, above: Northeast region and companies using waste.
Figure 4, right: Southeast region and companies using waste.

US WASTE RECOVERY MARKETS
globalglobalcement cement MAGAZINE MAGAZINE February 2010 37
for this disposal and only one hazardous waste
landfi ll is present in western Alabama. Two of
the cement kilns capable of co-processing haz-
ardous waste are located in South Carolina, and
one kiln in Mississippi recently announced that
it will cease production of cement and therefore
its acceptance of hazardous waste. Otherwise
waste is exported to the Midwestern or Southern
states.
A strong tyre-derived fuel market is well
established and supported by several large-scale
pulp and paper mills, industrial boilers and ce-
ment kilns. Some of the tyres are sent to landfi ll
or monofi ll, specifi cally in Alabama, and this
inexpensive form of disposal attracts tyres from
neighbouring states.
Th ere are two dedicated processing facilities
in South Carolina to produce non-hazardous
engineered fuels for use as alternative fuels. Both
facilities are located in reasonable proximity to
the South Carolina cement kilns to keep other-
wise high transportation costs low. Th ese facilities
are capable of blending solids and stabilising sludge
materials with other absorbents in order to produce a
homogenous fuel.
MidwestSimilar to the Southeast, the Midwest is less densely
populated and therefore has ample availability for
land disposal of waste. Additionally because landfi ll
regulations are less stringent, the Midwest sees waste
being imported from the more densely populated and
stringently-regulated Northeast. Landfi ll remains the
primary form of waste disposal and landfi ll disposal
continues to be priced lower than the Northeast, and
in some cases is dropping further to encourage more
revenue from the imports of waste. In recent years sev-
eral new landfi lls have opened in the Midwest. In 2009,
a new waste-to-energy facility was permitted in Ohio.
Th is is the fi rst time in ten years a new waste-to-energy
facility has been permitted in the United States.
From an industry perspective the Midwest can be
divided into two sections. Th e fi rst subsection are the
heavy industrial areas of Michigan, Illinois, Ohio and
Indiana primarily working in fabricated metals, indus-
trial equipment and manufacturing, concentrating on
transportation equipment. Th e second subsection is
agriculture and food manufacturing in Iowa, Nebraska
and the Dakotas.
Waste in the heavily industrial areas of the Midwest
tends to be produced from automotive and other fab-
ricated metal products manufacturing. Th erefore the
region has heavy concentrations of plastic and rubber
waste, scrap metals, and used and waste oils from manu-
facturing processes. In the more agricultural zones of
the Midwest, wood waste and agricultural scraps, and
animal meal and fat tends to be more common. Ad-
ditionally, the food packaging industry has a strong
presence in this regional subsection and leads to more
plastics, paper and cardboard wastes.
Th e Midwest tends to be a net importer of hazardous
waste from surrounding states, especially the Northeast.
Disposal of hazardous waste through landfi ll techniques
is concentrated in Illinois, Indiana and Ohio, each hav-
ing one hazardous waste landfi ll each. Th ere are only
two hazardous waste incinerators in the region, one in
southern Illinois and one in northern Ohio. Addition-
ally, cement kilns in the Midwest region handle much of
the waste. Two kilns in Indiana and one in Ohio handle
waste from the Northeast while two kilns in Missouri
handle hazardous waste imports from surrounding
states. Th e remaining Midwest states have marginal vol-
umes of waste being handled between them. Recently a
cement kiln capable of accepting hazardous waste has
ceased operation in northern Missouri.
Th e region has lost several tyre-derived fuel users in
Illinois and Michigan including one kiln in Southeast
Michigan that handled tyres from the Northern Ohio
and Southern Michigan markets. Th is change will have
long term eff ects on scrap tyre market dynamics. It can
be surmised that scrap tyres will begin crossing state
borders and enter Indiana which has more tyre proces-
sors than any other US state.
In northern Ohio a processing facility operates to
produce engineered fuel with fuel quality consistency
for manufacturers. Similar to the South Carolina site,
the Ohio site is capable of blending solids and stabilis-
ing sludge materials with other absorbents in order to
produce a homogenous fuel.
SouthTh e South has the highest utilisation rate of landfi lls
of any of any region in the United States. Population
density is particularly low, and landfi ll costs are consid-
erably lower than any other form of disposal. Land is
readily available for construction of new landfi lls and
there is little incentive to fi nd any alternatives. Waste-
to-energy and incineration are stagnant in pricing and
landfi ll costs actually rose in 2008.
Th rough the South the industry is concentrated
around the manufacturing of oil, gas and chemical
Figure 5, above: Midwest region and companies using
waste.

US WASTE RECOVERY MARKETS
38 globalglobalcement cement MAGAZINE MAGAZINE February 2010
products and some plastics and rubber manufacturing.
Waste material generated in these industries tends
to be hazardous or oil-based relating to the petroleum
industry located along the Gulf Coast with high calorifi c
and monetary value. Further inland plastic and rubber
wastes become increasingly common as does wood
waste and paper and cardboard residues due to the na-
ture of the manufacturing industry in the region.
While all states in the South have disposal outlets
for hazardous waste, actual volumes of waste disposed
of in the South are highest and concentrated within
Louisiana and Texas. Arkansas has one major hazard-
ous waste incineration facility with two incinerators.
Texas has two major hazardous waste incinerators and
two landfi lls. Louisiana likewise has one of each disposal
outlet. Waste is imported from the Southeast, but the
industry concentration in the region facilitates the need
for multiple locations of disposal outlets. Additionally,
three cement kilns in the South are capable of accept-
ing hazardous waste, one each in Arkansas, Kansas and
Texas. However, the Texas kiln recently stopped accept-
ing hazardous waste. Interestingly, a
cement kiln in Oklahoma may be in
the beginning stages of accepting haz-
ardous waste as an alternative fuel.
Dynamic tyre-derived fuel mar-
kets exist from a large number of kilns
utilising tyres as fuel and other alter-
natives such as crumb rubber. Heavy
competition exists for these tyres as
demand outweighs supply and exports
from neighbouring states are frequent.
Th e Missouri market has recently lost
numerous scrap tyre processors and it
is thought that larger, national compa-
nies are beginning to acquire smaller
companies that are struggling in the
region. Market consolidation is begin-
ning to take eff ect.
In the South a cement facility in
south central Texas is beginning to utilise
a homogenous engineered fuel composed
primarily of tyre chips and wood. As with
all engineered fuel, this combination was
used in order to produce a fuel of consistent
quality so as not to aff ect the quality of the
manufactured product.
MountainTh e Mountain region is unique due to the
large expanses of land and low population
densities, which lead to local landfi lls being
the cheapest form of waste disposal. Trans-
portation costs across such large distances
reduce the viability of moving wastes be-
yond a small radius of the location is was
produced in. Also low regulation regarding
the acceptance of waste to landfi ll typically
leads to waste staying close to where it was
generated. Some waste-to-energy and in-
cineration capacity can be seen in the larger
more densely populated areas such as the Salt Lake City
metropolitan region.
Waste in the Mountain region tends to be agricul-
ture, animal meal and wood, related to the strong food
and agricultural production industry base. Also some
fabricated metal and industrial manufacturing in the
region produces considerably more waste ranging from
plastics to scrap metals and used and waste oils. Trans-
portation industries shipping materials long distances
produce volumes of scrap tyres and used and waste oils
that have proven to be viable alternative fuels.
Hazardous waste disposal in the Mountain re-
gion suff ers from the same restrictions as regional
non-hazardous waste. Long-distance transportation
requirements and few disposal outlets means that waste
is either exported to the Midwest or Southern states or
handled primarily in Utah. Utah has two hazardous
waste landfi lls and one incinerator, all located near to
the Salt Lake City area.
Th e scrap tyre market is relatively unconsolidated
due primarily to the large expanses of land with low
Figure 6, above: South region and companies using waste.
Figure 7, right: Mountain region and companies using waste.

Figure 8, above: Western region and companies using
waste.
populations. Th e tyre markets exist along high-
way corridors and cities with greater densities
of people. Additional challenges such as trans-
portation costs exist due to the large expanses
of land.
WestRegulations in the West tend to be the most
stringent in the nation (followed closely by the
Northeast); this includes not only landfi ll ban
regulations but also waste and air emission reg-
ulations in general. Th e Western United States
has a reputation for setting high regulatory ex-
pectations for waste management and benefi cial
reuse. Initially these regulations seem extreme
and so the volumes of waste sent to landfi ll are
lower in the west, and more environmentally
friendly alternatives are always being sought.
Th erefore the cost of landfi lls and waste-to-
energy has dropped by the waste management
companies to encourage continued use of these
two means of disposal. Revenue is therefore
thought to come through economies of scale
from the waste produced by such dense popula-
tions in the city centres of the West. Recycling
rates in the west are higher than in any other
part of the country and the governor of California has
pledged to increase these rates to higher levels.
Similar to that of the Northeast a wide variety of
industrial manufacturing takes place in the West. From
wood and paper products, which are concentrated in the
northwestern states, to plastics, rubber and fabricated
metal industries operating in the central and Southern
regions of California.
High concentrations of people in Southern California
lead to high production rates of municipal solid wastes.
Industrial wastes vary from place to place, from wood,
paper and agricultural wastes from the wood and paper
product manufacturing to plastics and rubber produced
by fabrication industries in the California area.
Th e western region has numerous hazardous waste
landfi lls in southern California and Nevada. Waste is
shipped from eastern states and is also produced by the
industries within the southern portion of the region.
One additional hazardous waste landfi ll exists in north-
ern Oregon handling waste for the northwestern states.
Th e northwest tends to suff er from the same restrictions
as the Mountain region when dealing with long trans-
portation requirements.
A highly diversifi ed market for end use of tyres in-
cludes landfi ll, tyre-derived fuel, civil engineering and
crumb rubber leading to a highly fragmented market
utilising tyres for a variety of purposes.
Co-processing and alternative fuelsHistorically the energy intensive industries, notably
cement, have successfully co-processed materials such
as tyre-derived fuels and hazardous waste. However as
the environmental focus of our society matures, and
companies begin looking for alternatives to their waste
management options, the range of materials considered
for co-processing matures at an advanced pace.
Hazardous waste fuelHazardous waste has historically been widely used as a
fuel source for cement plants because in its liquid form,
it is relatively easily transported and co-processed with
minimal technical limitations. Similarly the industry
had a wide network and off ered the generator a cost
eff ective means of regulated disposal. However, due to
an increased emphasis on process improvement, waste
minimisation and cost control, hazardous waste utilisa-
tion as a fuel has continued to drop.
Hazardous waste as a fuel in kilns fully recovers the
energy value of waste, while also incorporating the min-
eral content in a second-life capacity that neither the
incinerator nor the waste-to-energy facility can provide.
In the case of refi nery spent catalyst that is deemed a
hazardous waste based on RCRA requirements, alu-
minium and silica content replaces the need for virgin
material. Th erefore it provides both a high calorifi c
value as fuel and raw material value. However materials
such as this are not generated on a constant basis and so
for a cement kiln to be continuously supplied it must be
sourced from multiple waste generators.
Tyre-derived fuelCement plants represent 38% of tyre-derived fuel users
since tyres have historically been the alternative fuel of
choice for energy intensive industries. Th e Rubber Man-
ufacturers Association considers tyre-derived fuel to be
a long-term solution to waste tyres. 14% of scrap tyres in
the United States are still disposed of in landfi lls.
Th e scrap tyre industry is anticipated to mature and
consolidate even further in the long-term. Several re-
gions of the United States continue to have a fragmented
waste tyre market including Missouri and neighbouring
US WASTE RECOVERY MARKETS
globalglobalcement cement MAGAZINE MAGAZINE February 2010 39

US WASTE RECOVERY MARKETS
40 globalglobalcement cement MAGAZINE MAGAZINE February 2010
states. As government incentive programs
continue to subsidise cleanup programs,
the number of scrap tyre piles continues to
be reduced nationwide. Once these piles of
scrap tyres have been removed, the only
scrap tyres available will be those produced
annually from tyre replacements including those
on automobiles, semi-trucks, agricultural equip-
ment and others. It can, therefore, be expected
that the number of scrap tyres in the market will
decrease over the coming years at a rate faster than the
standard annual production of scrap tyres.
Auto Shredder ResidueAuto Shredder Residue (ASR) is the by-product of
shredding automobiles and appliances during disposal.
5.5Mt of ASR is produced annually by approximately
two hundred facilities from the shredding of waste au-
tomobiles, appliances, and other light metal products.
ASR is still considered to be a priority material for use
as alternative fuel in cement kilns. However, it is a regu-
lated waste under TSCA.
Auto Shredder Residue contains both plastic and
non-metallic materials that give it a calorifi c value of up
to ten thousand BTU per pound, which, along with its
availability, makes ASR a viable source. Auto Shredder
Residue can only be used if it is processed to remove
mercury switches and copper that can negatively aff ect
emissions.
Currently an experimental process exists to separate
materials, but the process has not been tested on large
volumes of ASR. It still remains to be seen if this ‘fl oat
separation’ technology can be widely used on the 5.5Mt
of ASR currently being produced annually. Realistically,
once a process is in place to separate these materials, it
will likely be in high demand from many industries as
it represents a new, previously untapped source of in-
demand materials.
Auto Shredder Residue (which includes both au-
tomobile and small appliance disposal) is assumed to
follow national sales of automobiles and small appli-
ances as turnover in automotive and appliances leads to
the need to dispose of these light metal products. Cur-
rently automobile sales in the US (both domestic and
imports) are decreasing while sales of small appliances
are increasing. Th e Environmental Protection Agency
favours disposal of ASR by cement kilns because ‘kilns
can tolerate high ash fuels and heterogeneous materials
without compromising cement quality or the environ-
ment.’
CarpetCarpet is perhaps one of the most obvious choices for
emerging materials. It has an excellent calorifi c value
and is plentiful in its availability. Additionally state gov-
ernments have been assisting by beginning a slow but
consistent ban across the US of carpet in landfi lls.
Since the majority of carpet is constructed from the
same components as plastic, it has a high BTU value
ranging from 7500BTU per pound to more than 12,000,
while 2.5Mt of scrap carpet is produced annually. Th is
is not only from the
production of carpet in the
factory but also from home and
business renovations. With states consistently banning
it from landfi ll and the cost of transportation to move
it to a state that has not banned it, carpet will make an
excellent alternative fuel.
Carpet also contains a high proportion of calcium
carbonate which substitutes for mined calcium carbon-
ate and can be incorporated directly into clinker. Th is
makes carpet an alternative fuel, but with alternative
raw material characteristics. In 2008 only one cement
facility reported using carpet and only 1200t were used
as alternative fuel.
Construction & demolition wasteConstruction and demolition (C&D) waste continues
to be explored as a potential alternative fuel. Large
volumes and a good calorifi c value make C&D waste a
good option, however, in 2008 only one cement facility
consistently took the waste from their partnered C&D
landfi ll.
Construction and demolition waste has a variable
calorifi c value of approximately 6500BTU per pound.
Obviously as a heterogeneous material this can vary
depending on the contents of the materials. A suffi cient
supply does develop on a cyclical annual basis although
supply does spike in the path of natural disasters such as
Hurricane Katrina. Processing will additionally need to
take place as C&D waste is mixed and must be sorted to
remove metals or other components that are undesir-
able. Th e majority of the C&D waste also goes to landfi ll
and not surprisingly, in 2008 only 2Mt were utilised in
new construction. It remains to be seen if the new em-
phasis on green building and LEED certifi ed buildings
will lead to more C&D waste being reused as this is a
major component of LEED certifi cation.
PlasticsPlastics are the fi nal emerging material explored in this
article. In 2008 several cement facilities reported using
plastics and several others have begun investigations
into the use of plastics as an alternative fuel.
Positively, plastics have a high calorifi c value near
12,000BTU per pound and a suffi cient supply estimated
at 29Mt of waste produced from municipal solid waste
alone. Once the supply from industrial manufacturing
Right: The high calorifi c content and large quantities available make used carpets a prime target for use as an alternative fuel for the cement industry.

US WASTE RECOVERY MARKETS
globalglobalcement cement MAGAZINE MAGAZINE February 2010 41
is added, the number exceeds 40Mt annually. A portion
of this plastics material is utilised by the recycling in-
dustry but there is always some portion of rigid plastics
that cannot be recycled and must be disposed of using
another method.
Numerous companies are attempting to fi nd alterna-
tives to depositing plastics in landfi lls. Th is even includes
a new technology to process plastics through heating
and condensation back into diesel and gasoline fuel. In
some cases these technologies do not require the plastics
to be clean or separated. Th is separation of materials is
still a hurdle for the cement industry - all plastics must
be sorted and profi led to ensure the cement is not af-
fected by the alternative fuel.
Th e common thread running through all the emerg-
ing materials is that they require extensive processing
to utilise as an alternative fuel. Th e obvious benefi t of
scrap tyres is that they require no sorting or minimal
shredding to be used as an alternative fuel. However,
as the scrap tyre market continues to mature and new
end solutions to use this material develop, the scrap tyre
market will become increasingly competitive. Th ese new
emerging materials must be further explored to ensure a
consistent supply of materials is available.
Engineered FuelsWhile all of the waste materials discussed previously
represent opportunities for co-processing, when these
materials are blended in any combination they have
the potential to produce an optimum homogeneous
compound known as an engineered fuel. Th e authors
feel that the creation of a physically and chemically
homogeneous feedstock derived from a variety of waste
materials can be viewed as a truly long-term solution for
energy intensive industries using alternative fuels.
Co-processing engineered fuels in energy intensive
industries off er the following benefi ts:
• Feeding a manufacturing process with a homogene-
ous feed that avoids the introduction of unwanted
variability in the process;
• Providing a source of renewable energy, contrib-
uting to the sustainability of the energy intensive
industries;
• Eliminate the utilisation of landfi ll, which creates a
liability for future generations;
• Co-processing consumes all of the waste and does
not generate a new by-product as is seen in incin-
eration or waste to energy, which requires further
secure disposal.
International guidelines are available for the use of
engineered fuels in cement kilns. Holcim Limited and
the Deutsche Gesellschaft für technische Zusammenar-
beit GmbH (GTZ) Guidelines have co-authored practical
criteria to be considered when using engineered fuels.
Th ese Holcim-GTZ guidelines are intended to promote
a sustainable waste management process taking advan-
tage of the infrastructure of the cement industry. Kilns
require a consistent quality and quantity of fuel material
when performing the process of making cement and
therefore a strict set of standards is necessary for the
production of engineered fuels.
New factors aff ecting the waste market
Th e waste market is subject to in-
fl uence from a variety of sources
ranging from the government and
regulations placed on it at the na-
tional, state and local levels but
also by the general public and their
opinion of acceptable waste disposal
practices. Th is section will review the
impacts of regulations and other new
conceptual entrants aff ecting the
waste and alternative fuels markets.
Carbon pricingTh ere is no doubt that climate-based legislation will
impact the waste-to-fuel industry. Federal and State
waste management bills will need to be monitored and
input provided as the laws that may infl uence the future
of waste-to-fuel users are developed. As the utilisation
of alternative fuels will off er the potential to reduce the
use of fossil fuels, consideration will need to be given to
the cost of compliance. Waste blending and alternative
fuel quality will play a bigger role, since - for example
- moisture and sizing of the waste will have an adverse
eff ect on the cost of processing.
Th e current administration appears to be taking
a strong position on carbon pricing. It was previously
anticipated that legislation would be passed by 2012 to
take eff ect in 2014-2015; however it appears that this is
an issue of greater importance and that industry should
be expecting a change much sooner.
Defi nition of solid wasteIn late 2008, the Environmental Protection Agency
issued a new fi nal rule that streamlines regulation of
hazardous secondary materials to encourage benefi cial
recycling and help conserve resources. By removing un-
necessary regulatory controls, EPA expects to make it
easier and more cost-eff ective to safely recycle hazard-
ous secondary material.
Th e Agency estimates that about 5600 facilities
handling approximately 1.5Mt of hazardous secondary
materials annually may be aff ected by this rule. Th e ac-
tivities most aff ected are metals and solvent recycling.
Th is action is expected to result in cost savings of ap-
proximately US$95m per year for all aff ected industry
sectors. Th is revision of the defi nition of solid waste has
the potential to increase the capabilities of the hazard-
ous waste market, while reducing overall costs.
GreenwashingTh ere has been a recent push by companies to give their
products and services an environmentally friendly repu-
tation through the use of advertising and public relations.
Th is trend has even been given a name: greenwashing.
Th is push by companies to capitalise on the emphasis on
the environmental nature of their products may already
be diluting the impact of sustainable practices by over-
whelming the public and lowering the overall value of
sustainable practices.
Above: With very high calorifi c values, plastics are a sought-after commodity - so
much so that they may be priced out of the range of the
cement industry.

US WASTE RECOVERY MARKETS
42 globalglobalcement cement MAGAZINE MAGAZINE February 2010
It remains to be seen how long the public will remain
interested in the environment and whether or not the
emphasis placed on green business practices and prod-
ucts is a long-term or short-term trend. As stated by
one executive, one of the top issues for environmental
companies is “branding - the industry needs to brand it-
self in a way that capitalises on the increasing centrality
of environmental and energy issues to the mainstream
business and investor community.”
Greenwashing has overshot this branding need. All
companies are now getting involved and bombarding
the public with messages that emphasise the new en-
vironmental focus. Stakeholder burn-out is a distinct
possibility.
ConclusionIn conclusion, the waste market within the United States
is still strong even aft er the contraction of the economy
and the threat of increased regulations that may come
from the new governmental administration. Companies
will continue to produce industrial waste and these
volumes will only increase aft er the recovery of the
economy.
While factors such as slower economic growth,
declining commodity pricing and new environmental
regulations are aff ecting the waste market in the short
term, the non-hazardous market continues to grow
providing continued economic viability. Growing waste
markets will demand new disposal outlets. Due to
transportation economics, waste tends to stay within the
region it was generated in, except when stringent gov-
ernment regulations or a lack of available
disposal options forces waste generators to
export to other regions for disposal. Trans-
portation costs are likely to keep waste close
to the location of its generation.
Co-processing of waste materials by
energy intensive industries as an alterna-
tive fuel and raw material sees both the
energy and mineral components of waste
recovered and reused in an industrial man-
ufacturing process. Waste handled through
co-processing can therefore be considered
a renewable resource, and yet off ers the
potential for complete destruction and removes the
long term liabilities of storage in landfi lls.
As the adoption of these waste utilisation tech-
niques mature (i.e. production of engineered fuels
and co-processing), then the economic factors
mature in parallel. Th e beauty of using waste as an
engineered fuel in the manufacture of a product is
that the assets for co-processing are installed in es-
tablished industries such as cement, lime, steel and
power. Th e challenge for most waste-derived fuel
producers, however, is to produce a homogeneous
feedstock that will not introduce variability in the
manufacturing process.
Society is setting an expectation that more sus-
tainable forms of waste management are sought,
where the components of the waste can be recov-
ered for other applications. We need to adopt a long
term view to take advantage of the opportunity that
waste off ers as a renewable resource.
References• A load of rubbish: What’s wrong with policies on waste
and how to get them right; Economist Opinion, 2009.
• Change: WBCSD Annual Review; World Business
Council for Sustainable Development, 2007.
• EBI Report 2020B, Th e U.S. Environmental Industry
Overview; An Executive Review, Environmental Busi-
ness Journal, 2009.
• Global Financial Crisis: Why Corporate Sustainability
Is More Important Th an Ever; Paper by UN Global
Compact for Public Comment, 2008.
• Guidelines on Co-Processing Waste Materials in Ce-
ment Production, Th e GTZ-Holcim Public Private
Partnership, 2006.
• Recent Market for Commercial Hazardous Waste Boil-
ers & Industrial Furnaces; Final Report, EI Hazardous
Waste Digest, 2008.
• Scrap tyre Markets in the United States; Rubber Manu-
facturers Association, 2006.
• Scrap tyre & Rubber 2009 Users Directory; Scrap tyre
News, 2009.
• Solid Waste & Recycling; Environmental Business
Journal Volume XXI, Number 6, 2008.
• Trends in Benefi cial Use of Alternative Fuels and Raw
Materials; Cement Sector, US Environmental Protec-
tion Agency, 2008.
• United States Market Analysis, Geocycle Functional
Plan, 2008.
Above: Beware ‘Greenwash:’ there’s a lot of it about.

NEWSASIA
Early warning on Chinese Bubble
China: An infl ating real estate bubble is the biggest risk in China’s economy in 2010 and rising housing prices will dampen housing demand and enhance people’s infl ation expectations, according to UBS Se-curities’ executive director, Wang Tao. Tai said China’s real estate bubble is a construction-based bubble rather than a price-based bubble. The large amount of real estate sales in 2009 considerably increased development of new projects. Local governments at the same time are speeding up town construc-tion. These further expand production capacity of downstream industries such as steel, cement, building material and household appliances, over-stimulating the economy for the next 5 to 10 years. Wang believed the moderate adjustment measures released by the Chinese government in the fi rst two weeks of January refl ected the government’s inten-tion not to completely suppress real estate price. Wang forecast that China’s benchmark interest rate will increase beginning from the second quarter of 2010 and that the yuan exchange rate will gradually rise in the second half of 2010.
India heads into over-supply
India: The capacity utilisation of the Indian cement industry is likely to slide to around 85% in 2010-11 resulting in continuous pressure on pricing, accord-ing to UltraTech Cement’s Executive President and Chief Financial Offi cer K.C. Birla. In 2008-09, the industry’s utilisation level stood at around 90%. However, in the last nine months, the industry has already added 40Mt, and will add 20Mt more by March 2010 taking total installed capacity to around 275Mt (including vertical shaft kilns). In 2010-11, the industry will add further 30Mt, he said. According to Birla, the industry has already entered into an excess supply scenario. “You can’t ignore the scenario that the supply is more than the demand,” Birla said.
New plant for earthquake region
China: A new 4800t/day cement plant has been opened by the China United Cement Corp (CUCC), in earthquake-battered Beichuan county, part of Sichuan province, which was devastated by a 7.8 magnitude earthquake on 12 May 2008. CUCC began work on the new facility early in 2009 and it has taken just 10 months to complete work on the production line, which is also equipped with a 9MW low temperature waste heat power generation sys-tem. The plant began to produce cement in January and will have a production capacity of 2Mt/year.
Speaking at the opening ceremony, Cui Xingtai, president of CUCC, said: “The construction of the project took place under diffi cult conditions and encountered many challenges, including the risks of after-shocks and hazardous mud fl ows.”
Vietnam slams on the brakes to avoid massive glut...
Vietnam: The Vietnamese Ministry of Construction (MoC) is drafting a new development plan for the cement industry until 2015 and with a vision for fu-ture developments through 2025. The move is aimed to tackle the country’s forecast huge cement surplus in the next years. The new plan, the fourth of its kind for the industry over the past 12 years, will be submitted to the Prime Minister in late March. The cement industry satisfi ed domestic demand for the fi rst time in 2009 after many years facing cement shortages. In late 2009, Vietnam reported 105 cement production lines with a combined capacity of nearly 60Mt but they produced around 50Mt, between 4-5Mt higher than the domestic demand. Vietnam’s cement output is estimated at 59Mt in 2010 while its cement demand will be between 48Mt and 50Mt, resulting in a glut of around 10Mt.
Cement producers in Vietnam are due to commission up to 13 more pro-duction lines with a total designed capacity of 11.7Mt by the end of 2011. In early December 2009, the Prime Minister approved the MoC’s proposal to suspend licenses for new cement projects through to 2020 to curb the likely huge surplus of cement in the next years. On 5 January, the ministry instructed localities nationwide to stop registering new cement projects in line with the PM’s decision. The MoC also urged Vietnam Cement Industry Corporation (Vicem) and large cement producers in the country to seek ex-port markets to reduce the forecast surplus.
New Korean cartel allowed, ‘to help companies’South Korea: South Korea’s corporate anti-trust regulator has agreed to allow small-sized local readymix concrete companies to form a lim-ited cartel to engage in joint R&D and quality control. The measures are aimed at helping the companies cope with the sluggish economy, which has dented the construction sector, and improve management condi-tions by cutting operational costs, the Fair Trade Commission (FTC) said.
It said the cartel will be allowed to operate for two years, with com-panies joining forces to manage after sale services and repair or off er compensation for substandard products. “Permitting joint quality con-trol and R&D cannot be construed as seriously limiting fair competition so the fallout should be minimal while there are clear benefi ts for strug-gling companies,” an offi cial said. The decision reached by the corporate watchdog marks the fi rst time in 22 years that it has sanctioned collabo-ration by companies. In 1988, authorities allowed local valve companies to work together to standardise products.
The FTC, however, has rejected a request by the concrete companies to produce a common brand of ready-made cement, permit joint pur-chases of raw materials, and regulate and control cement trucks. The agency claimed such practices could cause market distortions that would have an adverse eff ect on consumers and construction companies. The announcement came in response to requests made by 388 small-sized concrete fi rms in September 2009. Large operators and those connected with the country’s conglomerates were not among the companies that made the request.
globalcement MAGAZINE February 2010 43
... as new cement plant brings products to marketVietnam: Vietnam’s Song Thao Cement JSC, part of the Housing and Urban Development Corporation, marketed its fi rst products of PCB 40, PC 40 and PC 50 on 20 January. The Song Thao cement plant is located in the northern province of Phu Tho and started operating on 22 November 2009 in the presence of Prime Minister Nguyen Tan Dung. The cement plant was outfi tted with 60% of domestic equipment. The facility cost US$93m and has an annual designed capacity of 1Mt of cement.
Contents Subscribe Ad Index

Row breaks out over ownership of Jurong Cement LtdSingapore: A row has broken out over the owner-ship of Jurong Cement Limited (JCL). Holcim is JCL’s controlling shareholder with a 55.87% stake, while YTL Cement is JCL’s second-largest shareholder with a stake of slightly over 20%. In December, Holcim made a voluntary cash off er for JCL shares at $2.10 per share, in a bid to take the cement company private. YTL Cement objected to the off er, claiming that it undervalued the assets of the fi rm and its business. YTL’s solicitors have written to JCL to state that it is ‘currently seriously contemplating making an off er for the shares in Jurong Cement,’ although JCL has said that Holcim Investments (Singapore) has stated unequivocally that it ‘does not have any intention’ to sell any of its shares in the Company.
In an intriguing development, YTL Cement has made a $50m off er for Jurong Cement Bulk Terminal (JCBL), a price which it said would have added an $0.87 per-share premium to JCL’s net book value per share, bringing it to $2.63 per share. Both the off er and the claim were dismissed by Holcim, which says that selling the JCBL assets would ‘emasculate’ whatever remained of JCL.
This is not Holcim’s fi rst takeover bid for JCL. In 2007, Holcim had made a general takeover off er for JCL at $2.10 per share, after acquiring 47.27% of JCL for about $44m - or $2.10 a share.
New grinding plant opens for Jaiprakash Associates
India: Jaypee Himachal Cement Grinding & Blending Plant, a unit of Jaiprakash Associates Limited has been commissioned at Bagheri near Solan in Himachal Pradesh. Construction of the 1.75Mt/year plant was started in 2005 and provides emloyment to over 500 persons.
New 2.4Mt cement plant inaugurated in Kutch
India: Narendra Modi, chief minister of Gujarat, has inaugurated Jaiprakash Associates’ cement plant at Sewagram, Kutch. The facility has a capacity to produce 2.4Mt/year of cement. This greenfi eld facility is expected to help the company to meet the growing demand from the western region of the coun-try. Following this inauguration, the total cement capacity of the company has increased to 17.1Mt/year. The Jaypee Group is looking to augment its annual capacity to 35.55Mt by the fi scal year 2012.
NEWSASIA
44 globalcement MAGAZINE February 2010
Vietnam heads for 100Mt of capacity before 2020Vietnam: Vietnam is forecast to produce 59Mt of cement in 2010, and will be among the world’s top ten cement producers. The country’s ce-ment output will reach 88Mt in 2015 and 112Mt in 2020, according to the Vietnam Concrete Association. The concrete output of Vietnam is estimated to rise to 100 million cu.m in 2010, 150 million cu.m in 2015 and 191 million cu.m in 2020, the association said. Vietnam will have 105 cement production lines with total designed and actual production ca-pacity of 61 million tons and 50 million tons in late 2009, respectively.
Indian cement sales show robust growthIndia: Indian cement manufacturers have reported an increase in sales in November 2009, refl ecting the robust growth witnessed by the Indian economy. Ambuja Cements Ltd announced a 4.87% rise in sales at 1.55Mt compared to 1.478Mt in November 2008. Cement sales of Jaiprakash Associ-ates jumped by 48.77% to 1.026Mt and Shree Cement by 15.28% to 0.709Mt. The country’s gross domestic product grew by 7.9% during July- September 2009, while the construction sector grew by 6.5%.
Turkmenistan to build cement plantsTurkmenistan: In accordance with the State Budget of Turkmenistan for 2010, Turkmenistan will build over 240 major facilities worth nearly US$12bn, including cement factories. As the President of Turkmenistan, Gurbanguly Berdimuhamedov, said in the course of a government meeting, “by invest-ing huge funds in construction of facilities, the state will persistently demand that designers and construction companies do the job in compliance with world standards of quality of construction works.” The new buildings of ministries and agen-cies, universities, newly built apartment houses, kindergartens should not resemble one another, and each must have its own architectural character. Together, they should become an adornment of our towns and villages,” he said.
Mid-year decision for new Weston cement plantNew Zealand: Holcim NZ says a decision by its European parent on whether to go ahead with a new cement plant near Oamaru will be made this year. The New Zealand company is re-examining the cost to build the plant, estimated at US$300-400m, Holcim says. Holcim capi-tal projects manager Ken Cowie said a feasibility and costing study for the proposed Oamaru cement plant was well underway, and the board of Holcim NZ would look at the proposal by mid-year. Weston, near Oamaru, is the preferred location for a new cement plant to replace the outdated Westport Cement Works site at Cape Foulwind, with commis-sioning set for 2013 or 2014.
New high-speed trains boost Taiwan cement makers
China: Taiwan Cement Corp. and Goldsun Development & Construction Corp., having established cement plants in Fujian province of China, will ben-efi t from the construction of a 6000km high-speed railway launched by the Fujian provincial government. The building of the high-speed rail in the Haixi region in the coming fi ve years will raise demand for cement in this region by 25% annually, as well as boost sales at Taiwan Cement and Goldsun by 10% to 15% annually. An industry insider predicted that cement prices in Fujian province will rise between 10% and 15% in the second half of 2010.
Binh Phuoc nears completion
Vietnam: The Binh Phuoc Cement factory, the larg-est of its kind in Vietnam, is to start operating at the beginning of 2010 after a trial run in December 2009. The plant has a total investment of US$433m and the capacity to produce 2Mt of cement a year. Most of the factory’s construction has been com-pleted. This is one of the largest economic projects in the southern province of Binh Phuoc.

Hi Chrome, Ducrodan Liners, Diaphragm, Ni Hard Nozzle Ring for GEBR.Pfeiffer Mills.
Spreader/Stacker Reclaimer Wheels for Earth Moving Equipment to Tenova Takraf/FLSMIDTH
Bowl Mill Spares, Centrifugally Cast Bi-Metallic Grinding Rolls, Hi Chrome
Grinding Rolls,Table Segments, Tube Mill Liners,
Pump casing, Impeller for Ash Handling / Slurry Pump - OEM to FLOWSERVE
Crusher Spares “HAZEMAG”- Blow Bars, Wear Plate, Impact Plate,Hammer etc.
Convertor castings in Meehanite Type HR-I Grade for S.A. Plant
Spares for Usha Mill / Raymond Mill & International Combustion.
Head Office & Works
PA-97/98, G.I,D,C.,
Chitra, Bhavnagar - 364 004
(Gujarat) INDIA.
Phone : + 91 278 2446451 / 2445444
Fax : + 91 278 2446019
Email : [email protected],
URL : www.nabl.co.in
Marketing Office
A-87/88,Pariseema, Nr. Swagat,
C.G.Road,Ahmedabad - 380 006
(Gujarat) INDIA.
Phone : + 91 79 2640 4657
Tele Fax : + 91 79 2642 4698
Email : [email protected]

Thailand innovates to beat recession
Thailand: Thailand’s cement consumption in 2010 is forecast to pick up slightly from 24Mt in 2009 thanks to the government’s construction projects and the economic recovery, after its continual decline since 2006. Despite the expected increase in 2010, cement demand still accounts for only half of the country’s cement production capacity of 55Mt per year.
“We forecast that cement consumption will surge by 5-7% in the coming year if the government approves the budget and starts the committed con-struction projects. In addition, cement demand will be boosted by the market of renovated accommoda-tions as well,” said SCG Cement president Pramote Techasupatkul. He said property developers were starting to have more confi dence to continue their investments, but new construction projects such as green-fi eld factories might recover slower than the residential sector.
Siam City Cement, the country’s second largest cement producer following SCG Cement, is optimistic that cement demand in 2010 will increase 2% from 2009 following the economic recovery. It expected cement demand to stay at the same level in the fi nal quarter of 2009 as the same period in 2008.
Under the economic challenges, both cement makers have focused on reducing their production costs by investing millions of dollars to install waste-heat generator systems in their plants. Cement plants usually use coal as their fuel. The new systems save en-ergy costs by generating renewable energy from the heat released from the kilns. Chantana Sukamanont, executive vice president of Siam City Cement, said the investment in waste-heat generators would cut the company’s energy cost by 30%, and reduce car-bon-dioxide emissions by 80,000t/year.
While the cement price in Thailand is limited by the Internal Trade Department and the production cost is higher, both companies are increasing their research and development budgets to create more high-value products. “Competition in the cement industry is very tough. Unless we innovate our products and services, it is very diffi cult to survive,” Chantana added.
Thang Long up and running
Vietnam: The Thang Long cement plant in the north-ern coal-rich province of Quang Ninh has produced 1.3Mt of clinker and 755,000t of OPC cement since it started operating in late 2008. The cement plant is capable of producing 2.3Mt of clinker per year. The facility located in Le Loi commune, Hoanh Bo district was founded by Thang Long Cement JSC, a joint venture between the state-run Vietnam Machinery Installation Group (Lilama) with a 53% stake and Hanoi General Export Import Corporation with a 47% stake.
FLSmidth wins 12,000t/day kiln order in China
China: FLSmidth has signed a contract with Conch, China’s largest ce-ment producer, to supply a 12,000t/day cement kiln for the Tongling plant in Anhui province in eastern China. The Tongling plant’s two exist-ing 10,000t/day kilns were delivered by FLSmidth in 2002-03. “We are determined to increase our competitiveness in China in terms of major cement plant components and selected types of minerals equipment and services, and the Conch order matches this ambition perfectly,” Group CEO Jørgen Huno Rasmussen comments. Based on its Chinese sales organisation and Chinese production facilities, FLSmidth plans to launch equipment designed specifi cally for the Chinese market.
Another new plant planned for Uzbekistan
Uzbekistan: Uzstroymaterially (Uzbek Construction Materials), Uzbeknefte-gaz (Uzbek Oil and Gas) in cooperation with Oman Investment Fund will construct a cement plant in Uzbekistan at a cost of US$200m in 2010-2013. Rustam Israilov, deputy chairman of Uzstroymaterially, said that it is planned to start construction in the second half of 2010. Israilov said the plant will be located in Karakalpakstan and produce 1Mt of cement a year. The plant will produce oil-well cement for the oil and gas industry as well as Portland cement. Currently, Uzbekistan has six cement plants with total capacity of 6.5Mt/year. The country is constructing three more plants with the capacity of 2.36Mt/year and the plants will be commissioned by the end of 2011.
NEWSASIA
46 globalcement MAGAZINE February 2010
Holcim resigns from Indian cement association
India: Holcim has decided to sever ties with the industry body, the Cement Manufacturers Association, and observers have suggested that this is to avoid a backlash in Europe over cartelisation charges. Associated Cement Companies (ACC) and Ambuja Cement, both part of Holcim Group, resigned from primary membership of the Cement Manufacturers Association of India (CMA) eff ective November 1. B L Taparia, company secretary and head of corporate services at Ambuja Cements, confi rmed that the board had decided not to be a part of the CMA. “We have nothing against any member or the body. I can’t share details for not continuing with the CMA, but it is a decision of the Holcim management.” Incidentally, ACC was one of the founding members of the industry body. Holcim Group controls 46.21% of ACC through its holding companies.
China heads for cement overcapacity meltdown
China: China’s National Development and Reform Commission (NDRC) has banned the construction of new cement projects, to curb produc-tion overcapacity. The NDRC, the country’s top economic planner, has ordered that all projects that had not started construction by Septem-ber 30 to stop immediately. Key construction projects now have to submit their applications to the NDRC, not local governments.
Projects already under construction but not entering into operation prior to September 30, will be studied to verify that they comply with the country’s industrial policies. Cement projects should provide their limestone mining license for examination. “The ban includes not only cement projects, but also clinker and grinding plant projects,” said Liu Zuoyi, a senior cement expert in China.
According to the NDRC, China has 418 cement production lines in construction, with a total production capacity of 620Mt. There are still another 147 production lines, with a combined capacity of 210Mt, which have gained approval and are waiting to begin construction. Upon their completions, China’s cement production capacity is ex-pected to hit 2.7bnt, while its demand will only reach 1.6bnt.

Indonesia: The Processing Business Unit of ThyssenKrupp Fördertechnik (TKF), located in Ennigerloh, Germany, has signed a contract to supply the Semen Gresik Group with raw material processing technology. The extensive order package includes the entire crushing technology, storage area equipment and belt con-veyor systems for the customer’s new production lines at Tonasa and Tuban works. According to the Semen Gresik Group, expertise, state-of-the-art machines and maximum availability were the main supplier selection criteria.
Semen Gresik (established in 1957 with a 0.25Mt/year produc-tion line) currently supplies about 46% of Indonesia’s cement demand with its two subsidiaries PT Semen Gresik and PT Semen Tonasa providing a total output of 16.9Mt of cement per year, mak-ing the group the leading manufacturer in Indonesia.
At the moment, the government of Indonesia is investing a total of US$22bn in expanding the country’s infrastructure, with cement-intensive projects expected to signifi cantly boost the prospects of the cement industry. Without capacity improvements, a cement shortage is ex-pected within the next 3 - 4 years.
PT Semen Tonasa on South Sulawesi is now building its fi fth production line, with an annual production of 2.5Mt, to be commissioned as scheduled in 2012. The
total current output of the lines is 3.5Mt/year.At the Tonasa works, as well as at the sister plant Tuban, the
company decided to assemble a state-of-the-art Titan double-shaft hammer crusher with a throughput rate of 1600t/h, along with a double roll crusher for up to 350 t/h and a RollSizer, designed for processing up to 150 t/h. The delivery for PT Semen Tonasa will include equipment for a longitudinal limestone mixing bed with a mobile, reversible loading conveyor and a bridge scraper with capacities of 2 x 50,000t, as well as for a clay storage with capacities of 2 x 7500t, including a mobile loading conveyor and a bucket excavator for clay extraction. There is also a correctives and an ad-ditives storage for sand/iron ore being equipped with one stacker truck and one side scraper each, off ering storage capacities of 3 x 5000t in the near future.
PT Semen Gresik is installing the fourth line at Tuban works on East Java to be commissioned simultaneously in 2012, which will also produce 2.5Mt/year, while the current lines total 7.5Mt/year.
The contract for Semen Gresik’s Tuban works includes two 50,000t longitude storage facilities for limestone-clay mixture, equipped with loading conveyor and bridge scraper. In addition, a portal scraper with main and secondary boom will be installed to the 2 x 19,000t correction limestone storage, which connects directly to the mixing bed. TKF will also supply the complete en-gineering and all the drives for the belt conveyor systems, meant to connect the crushing plants with the storage areas, as well as storage areas with pre-mill bunkers.
NEWSASIA INDONESIA SPECIAL
ThyssenKrupp business unit signs major orders to build facilities at Gresik and Tonasa
Indonesia: PT Semen Gresik is to review its strategy to build a ce-ment factory in Papua due to low demand for cement in the region and insuffi cient infrastructure. The company will focus on building new cement factories in Tuban, East Java, and Pangkep, South Su-lawesi. The construction of a cement factory in Manokwari, West Papua, will probably be delayed for the next several years, while the industry waits for the business climate in the province to lift enough to support a new cement plant.
President Director of PT Semen Gresik Dwi Soetjipto com-mented, “For a start, we will only develop cement distribution and marketing networks in Papua. We will do this fi rst starting next year.” He continued on to say that the land acquisition and environ-mental problems often curbed cement producers from expanding. “However, cement factories outside Java will be an inevitable need in the future due to rising consumption.”
According to Dwi Soetjipto, the decision to develop distribution
networks had recently been proposed to the Minister of Industry M.S. Hidayat during a hearing with the management of Semen Gresik. By developing distribution networks at the early phase, he added, the company’s performance would be more economical. Therefore, the company would bring bulk cement from the near-est Semen Gresik Group factories in East Java or South Sulawesi. Semen Gresik would only invest in distribution facilities covering a cement packaging facility, silo, and port. “We can set up factories if the economies-of-scale are suffi cient.”
Once cement distribution networks in Papua have been de-veloped, he continued, cement prices in the largest province in Indonesia would fall, leading demand to increase.
Previously, M.S. Hidayat explained the presence of Semen Gresik in Papua would help in reducing cement price in the province. “Just imagine that cement can sell for US$8.40 per 50kg sack there, while in Jakarta it only sells for US$5.20 per sack.”
Gresik reconsiders new cement plant in Papua due to low economic growth
Semen Tonasa President Mr. Dwi Sutjipto at the signing ceremony of the contract for the line IV raw material processing package at Tuban works and Juergen Muckermann, Head of Product Group Cement at Thyssen-
Krupp Fördertechnik.

48 globalcement MAGAZINE February 2010
NEWSMIDDLE EAST & AFRICA
Dangote repays massive loan off early
Nigeria: Dangote Group is set to produce 20Mt of cement in 2010, thereby reducing Nigeria’s dependence on imports. The company has invested in its Obajana Cement Plant operations as well as in the construction of a new plant in Ibese, Ogun State by Sinoma.
The Dangote Group has settled a US$1.27bn loan facility it took from a consortium of 10 Nigerian banks in May 2008 to fi nance its cement division expansion project. The loan was acquired to expand the second phase of Obajana, the largest cement plant in sub-Saharan Africa to kick start the cement plant in Ibese, Ogun State and a project in Senegal. Speaking at a repayment ceremony in the Ibese Cement plant, President and Chief Executive of the Dangote Group, Aliko Dangote, said he was delighted that Dangote Cement was able to repay the loan in a record time fi ve and a half years ahead of sched-ule. “We are pleased that our bankers have confi dence in our Group by granting us this massive loan facility to expand our business. Today, we are proud to repay them in 20 months, which is quite a feat.
“The Dangote Group is embarking on consolidating our cement assets in line with our strategy to consolidate our Nigerian assets. As a result of this, we have decided to repay the $1.27 billion loan facility we took in May 2008 from a consortium of 10 banks. Although the loan is due to mature in 2015, we have decided to liquidate the loan fi ve and a half years ahead of schedule in line with our vision and strategy to consolidate our assets, and to ensure that Dangote Cement does not owe any Nigerian bank,” he said.
Dangote added that “Over the last 20 months, we have con-tinued to execute our projects, which should be completed on schedule. We are convinced that our resilient economy is back on track and recovery is imminent.”
He further explained that the Group has so far invested over $3.5 billion in cement expansion projects in Nigeria and across the continent, out of which only $1.27 billion was sourced from a consortium of 10 Nigerian banks, and the balance from cash fl ow generated by the Group. It is also expected that by the same period the output from Dangote’s projects in Zam-bia, Senegal and Ghana will be 4.5Mt/year, making the Group’s African market output 24.Mt/year. This will make Dangote Ce-ment the second largest cement manufacturer in Africa and amongst the top 12 in the world.
Union Cement sees profi ts fall for 2009UAE: A statement released by Ras Al Khaimah’s Union Cement Co (UCC) said that the company’s annual profi t fell by 64% in 2009 compared to the previous year, indicating the continued eff ect of the downturn in the construction sector. UCC’s annual profi t reached US$$15.5m on the back of $190m in revenue compared to the $300m revenue fi gure recorded in 2008.
Through the fi rst nine months of 2009, UCC had reported a 5% increase in profi ts over 2008 to $26.4m, meaning its annual result could refl ect a fourth quarter operating or investment loss. Ana-lysts attributed the increase in profi tability through the fi rst three quarters to the company’s move to multi-fuel kilns which use a combination of coal and natural gas, lessening its dependence on expensive fuel and diesel.
Based in Ras Al Khaimah, UCC’s annual production capacity is estimated at 4.2Mt of cement and 4Mt of clinker. The company is 40% owned by the RAK government and 20% owned by the Abu Dhabi Investment Authority.
Algeria takes control of itself
Algeria: The Algerian government has decided to consolidate its twelve state-owned cement plants into one holding, and will then invest US$2.4bn to nearly double annual cement production in the next three years, according to the country’s Industry and Investment Promotion Minister, Hamid Temmar. The aim is to create a market leader for the cement industry and other building materials raising the organisation’s share of the market to 75-80%, Temmar said. The new holding would challenge France’s Lafarge for its share of the market and would later consider expanding abroad. Currently, Algeria’s state-owned cement plants produce about 11.5Mt of cement a year and control 67% of the domestic market, with Lafarge accounting for the rest. The French cement producer has been Algeria’s biggest private cement producer since its acquisi-tion of Orascom Cement from Egypt’s Orascom Construction Industries (OCI).
New Pokot plant ‘to end cattle rustling’Kenya: The establishment of a 1.2Mt/year cement factory in Pokot will help bring down cement prices and curb cement shortages in Kenya, Prime minister Raila Odinga has said, add-ing that it will also help end cattle rustling by creating jobs for youth and women, and improve the economy of the district. He announced that the government had granted a mining license for the establishment of the cement plant at Sebit village in Pokot Central district to an Indian investor, Sanghi-Cemtech.
Egypt to off er 12 more cement plant licencesEgypt: Egypt’s Trade Ministry will off er 12 licences to build cement factories in 2010 to meet growing local demand, according to Trade Minister Rachid Mohamed Rachid. “The new factories will help to meet an expected increase in local demand until 2020, when an-nual production capacity is expected to rise to 77Mt from 58Mt now,” said Mr Rachid. Egypt’s construction industry has continued to grow in the wake of the global economic crisis, even as it stalled elsewhere in the region. Demand for cement was expected to grow by 25 to 30% in 2009, according to Rachid.
Binani’s Dubai unit looks to Africa for demandUAE: Binani Industries has had to look to Africa as demand for cement remains subdued in Dubai. The company has recently ramped up capacity at its Dubai grinding unit from 0.5Mt to 2Mt, but demand has stalled in the region. “There has been a 15% drop in cement prices at Dubai over the last two months,” said Vinod Juneja, MD of Binani Group of Industries. Juneja added that Binani has initiated the process of exporting cement to African countries like Sudan, Nigeria and Ethiopia. “There is a huge opportunity to export cement in the African countries and we wish to utilise our Dubai capacity to do that.” He added that at present the company sells 40% of the cement produced at its Dubai unit to Abu Dhabi, while the remaining 60% is sold within Dubai on a ‘cash and carry’ basis. Cement production at the Dubai grinding plant is being sup-ported with clinker imported from China, Pakistan and India.
Contents Subscribe Ad Index

globalcement MAGAZINE February 2010 49
NEWSMIDDLE EAST & AFRICA
News in brief
Iran: The largest cement project in Iran has been in-augurated at Khuzestan Cement Co, southwestern Iran. The US$110m project will add 5500t/day to the country’s cement production capacity, accord-ing to Khuzestan Cement Company’s Managing Director, Morteza Lotfi .
Nigeria: In Nigeria, Finland’s Wärtsilä has won an operations and maintenance contract to run a ce-ment plant power station from Lafarge Cement WAPCO. The contract is for ten years, although its value has not been disclosed.
Government calls for lower cement prices in Nigeria
Nigeria: The Minister of Commerce and Industry, Chief Achike Udenwa, has forecast that Nigeria will become self suffi cient in cement production by the year 2013. The Minister pointed out that government has granted many incen-tives to local producers of cement such as appropriate pricing of fuel, banning of importation of bagged cement, lifting of a ban on importation of gypsum and a reduction of duty to 5% to encourage local manufacturers. He stressed that the country should be able to achieve 100% domestic production of ce-ment that can satisfy local demand thereby making importation of cement ‘a thing of the past.’
He noted that Nigeria is currently the largest importer of cement in the world and that the Federal Government was doing everything possible to reverse the situation. The Minister suggested that Nigerian cement consumption is around 19.5Mt/year but that Nigerian manufacturers can only produce 9.5Mt, with the remaining balance of 10Mt sourced from outside. Chief Udenwa therefore urged local manufacturers to reciprocate the federal government’s gesture by ensur-ing that the price of cement was brought down within a reasonable period of time. “I have had meetings with the manufacturers several times on behalf of the federal government; the manufacturers should also try their best to bring down the price.” The Minister acknowledged the high cost of transportation and power but still believed that there was still room for reduction of prices of ce-ment to a more manageable level for the economy to bear.
The manager of Lafarge Cement Nigeria, Jean Christopher Barbant, has said that the company is confi dent in the Nigerian economy, adding that the recent government directive on the ban on importation of bagged cement would defi -nitely be a big boost to local manufacturers of cement in the country. Lafarge controls the major shares in WAPCO and Ashaka cement. The Lafarge Group also owns 28% in United Cement Company in Calabar. Lafarge has also embarked on Engineering Procurement and construction (EPC) of the new Lakatabu 2.2Mt/year plant project adjacent to the Ewekoro plant in Ogun State.
Lafarge Syria plant gets loan
Syria: Lebanese group Bank Audi has ex-tended a US$340m syndicated loan for seven years to a subsidiary of Lafarge to fi nance a cement factory in Syria. The bank said the loan to Lafarge Cement Syria by a group of mostly Arab banks would partly cover the cost of the 2.75Mt/year factory. The Syrian government, which has been controlled by the ruling Baath Party since 1963, has partially lifted restric-tions on private capital into banking, industry and real estate in the last several years after decades of heavy nationalisation and bans on private enterprise. Syria produces 6Mt of ce-ment a year, 2-3Mt short of domestic demand. All cement factories are owned by the state, except two privately owned factories under construction, including Lafarge’s plant.
PPC puts cat among the pigeons with cartel claim
South Africa: Pretoria Portland Cement (PPC) has acted to shield itself from the wrath of the competition authorities by spilling the beans about alleged anti-competitive activities in the cement sector. In return the competition commis-sion has granted PPC conditional leniency against prosecution, according to an announcement, in exchange for complete disclosure of the company’ alleged market-sharing arrangements in the late 1990s. PPC said that an internal PPC inves-tigation had uncovered market-sharing allocation agreements that the company had been part of. The confession has sparked a wider probe into cement producers and comes as a detailed examination of anti-competitive behaviour in construc-tion and into aspects of the steel and food industries is taking place.
PPC said information was disclosed through The Cement & Concrete Institute, the industry’s statistical information portal. The institute, however, has responded by saying that it has never been involved in, or aware of, any anti-competitive be-haviour - either in its professional capacity, or on behalf of its cement-producing members. The investigation will extend throughout the sector, say analysts. PPC’s admission alleges the existence of a cartel to divide markets among four cement producers: PPC, Lafarge Industries, AfriSam Consortium and Natal Portland Ce-ment Cimpor.
It believes that the four companies agreed to carve the market among them-selves in order to maintain the market share each held until 1996. This was until a lawful cement cartel was introduced, which was exempt from competition leg-islation. It is also alleged that there was an agreement between PPC and Lafarge to steer clear of each other’s turf. PPC would not compete in the northern Natal market in exchange for Lafarge not competing with PPC in Botswana. Despite the seriousness of these confessions, PPC appears to have escaped prosecution. The other three companies are under investigation by the competition authorities.
Overcapacity to hit GCC
GCC: The GCC’s annual cement capacity will cross the 120Mt mark by 2011, glutting the market with the product, according to a re-cent report from Global Investment House (GIH).The GCC project market, which rose from US$300bn in 2004 to US$2.67trn in Q1 of 2009, declined to US$2.1trn as of Q3. The re-port comments, “Within the planned projects, 25% have been put on hold. As per our calcu-lations, even if 75% projects continue as per plan and of these even if 40% are construc-tion related, then it would result in an annual average cement demand of 90.6Mt till 2017,” said the report. “With the continuing capac-ity build-up and less demand, we expect the utilisation rates to fall in the range of 65-70% until the project market picks up.”
The report concludes: “Countries with relatively stable prices are Saudi Arabia and Oman while the rest have witnessed a major fall,” while it also suggests that increased use of alternative fuels may be an ongoing future trend for the cement industry.

SubscribeContents Ad Index
CEMENT IN SAUDI ARABIA
The fi rst Global Cement and Concrete Conference will take place in Riyadh 1-3 February, and Global Cement here takes a look at the situation of the cement industry in the Kingdom of Saudi Arabia. The country has the world’s largest reserves of oil (some 264 billion barrrels, 21% of global reserves) and despite the halving of the oil price in the last two years, tax revenues continue to be enough to fi nance major (cement-intensive) infrastructure works throughout the kingdom. However, continuing capacity expansion will lead to a glut in supply in the near future.
50 globalglobalcement cement MAGAZINEMAGAZINE February 2010
Current situation and outlook for the Current situation and outlook for the Saudi Arabian cement industrySaudi Arabian cement industry
The Kingdom of Saudi Arabia is blessed with huge
resources, but the country and its cement industry
has to face a number of challenges in the years ahead,
including impending over-capacity, increased compe-
tition in export markets, an uncertain outlook for oil
prices and demographic pressures.
Demand and price trendsFor a start, Saudi Arabia’s cement industry is currently
undergoing a very rapid increase in capacity: Kha-
led Bin Mohammad al-Suleiman, undersecretary
at the Commerce and Industry Ministry says that
he expects Saudi cement production capacity
to rise 19% to at least 50Mt by the end of 2010.
“Demand for cement in the domestic market in-
creased from 30Mt in 2008 to 35Mt in 2009,” he
said. New plant projects are nearing completion
and several others are just about to get started.
Saudi Arabia’s annual cement production capacity
is expected to increase from the current 44.9Mt to
64Mt by 2012, since the government has issued
27 licenses for a cumulative 45Mt of capacity ad-
dition over the last few years. However some of
these plants are still in the feasibility stage, so the
fi nal total may be lower. During 2007-09, Saudi
capacity increased by 38%.
Demand and supply are coming back into
alignment in the country, aft er a critical imbalance
in 2008-2009. Saudi Arabia has recently lift ed a ban on
cement exports it imposed in June 2008 to force prices
down aft er large infrastructure projects sent demand
soaring. Th e ban came at a time when cement fi rms
were eyeing more lucrative markets abroad and coin-
cided with capacity expansions that saturated the local
market pushing prices and profi ts of many fi rms down.
Southern Province Cement even reviewed its expan-
sion plans in mid-2009 due to the export ban.
compiled by compiled by Robert McCaff reyRobert McCaff rey; Global Cement Magazine; Global Cement Magazine
Above: A satellite image of Saudi Arabia, showing the
country’s geology.
Right: The city of Jeddah is the second largest city in
Saudi Arabia (after Riyadh), and is the country’s most important Red Sea port.

CEMENT IN SAUDI ARABIA
globalglobalcement cement MAGAZINEMAGAZINE February 2010 51
However, Khaled Bin Mohammad al-Suleiman says
that “It was not a ban, but only restrictions. Th ree fi rms
are now back exporting cement...Th e priority for the
ministry and for Saudi Arabia in general is to meet the
needs of the domestic market, and we would welcome
any available surplus to be exported,” Suleiman added.
Th e fact is though that Saudi Arabia’s exporters will
soon fi nd themselves facing much greater competition
from outside the country, since there is due to be a major
cement supply glut in the Gulf Cooperation Countries
region (GCC), even as demand falls. Th e GCC’s an-
nual cement production capacity will cross the 120Mt
mark by 2011 according to a recent report from Global
Investment House, while the GCC major infrastructure
project market, which rose from $300 billion in 2004 to
$2.67trn in Q1 of 2009, declined to $2.1trn (annualised)
as of the third quarter of 2009.
“Of the previously planned projects, 25% have been
put on hold. Even if 75% of the projects continue as
planned and if 40% are construction-related, then it
would result in an annual average cement demand of
90.6Mt till 2017,” said the report. “With fewer projects
continuing because of the economic uncertainty, the
demand for cement has declined: the utilisation rate of
GCC cement producers has gone down to an average
of 75% as of late 2009. With the continuing capacity
buildup and lower demand we expect the utilisation
rates to fall to 65-70% until the project market picks
up.” Average cement prices in late 2009 have declined
on an average 6% in GCC when compared with those of
2008, but relatively stable prices have continued in Saudi
Arabia, partly due to the lower proportion of cancelled
projects. However further pressure on prices is expected
throughout the region.
Saudi Arabia enjoyed a 3.1%
increase in prices during January-
September 2009. KSA is one of the
lowest cost producers of cement
in the region due to government-
subsidised energy and fuel, and
due to companies’ high net cash
positions and low debt servic-
ing costs, which together help
to keep the cost of production
low compared to other coun-
tries. According to one observer,
Saudi production costs averaged
US$28/t (compared to, for exam-
ple, US$36/t for Pakistan) in June
2009. In contrast, Saudi cement
prices reached an average of $63.5
per tonne as of Q3-09.
According to a report from
Deloitte Middle East, the GCC
is likely to see a 20% decline in
demand for cement in 2009, a
result of the severe slowdown in
the region’s construction industry,
although analysts predict that the
demand will pick up a little in
2010 which will see a 2% growth
and go on to record a 10% growth rate in 2011. “For a
while it looked like the Gulf would be unaff ected by the
global economic downturn and then in the last quarter
of 2008 we saw construction projects worth trillions of
dollars being postponed, with the UAE being hardest
hit,” said Cynthia Corby, one of the report’s authors.
Corby said future growth in the GCC’s construction in-
dustry would move away from Dubai and towards Abu
Dhabi, Saudi Arabia and Qatar. But she warned that the
industry’s main players would have to deal with a totally
diff erent landscape post-downturn, with advanced pay-
ments being a “thing of the past” and contractors having
to “carefully manage their project cash fl ows.”
The companiesTh ere are currently eight listed cement companies in
Saudi Arabia, with a number of privately held, smaller or
new entrants also active in the market (including Najran
Cement, Northern Region Cement, Al-Gharbiah Ce-
ment, Jeddah Cement, Al Jouf Cement, Riyadh Cement,
Al Safwa Cement, City Cement and Saudi White Ce-
ment). Th e main listed companies are outlined below.
Arabian Cement Company was established in 1955
and the company’s products include ordinary Portland
cement, sulphate-resistant cement, Portland pozzolan
cement and other types of cement. ACC is headquar-
tered in Jeddah, western Saudi Arabia, and its plant is
located in the Rabigh area of Saudi Arabia with clinker
capacity kilns of 2.5Mt per year and annual grinding
capacity of around 3Mt.
Eastern Province Cement Company, based in Dam-
mam, eastern Saudi Arabia, was established in 1982 as a
joint stock company under the name of Saudi-Kuwaiti
Cement Company. Th e company changed its name

Above: Riyadh’s Sports City is planned to be a multi-US$billion landmark project for the city.
to Eastern Province Cement Company in 1994 and is
now wholly owned by Saudi investors. EPC’s products
include ordinary Portland cement, sulphate-resistant
Portland cement and clinker.
Southern Province Cement is based in Abha, south-
western Saudi Arabia. SPC operates three factories.
Th ese are in Jazan, Bisha and Tuhama. Th e company’s
annual production capacity is 5.57Mt of clinker and 5Mt
of cement.
Qassim Cement, based in Buraida, eastern Saudi
Arabia, was established in 1976, has a production
capacity of 3.5Mt and produces two types of cement -
Ordinary Portland Type I used for the construction of
walls, fl oors, sidewalks and prefabricated elements, and
Sulphate-Resistant Cement Type V used for concrete
structures that are exposed to severe sulphate reactions.
Saudi Cement Company (SCC) is a Saudi Joint
Stock Company established in 1955, which operates two
cement plants in the Eastern Province of Saudi Arabia.
Th e two plants, Hofuf and Ain Dar, are about 35km
apart and are around 130km from Dammam. Th e Hofuf
plant’s latest upgrade was in 1997 when a kiln of 3500t/
day clinker capacity (kiln # 6) was added, bringing the
total capacity of the plant to 7825t of clinker per day. Th e
Ain Dar Plant, started out as the Saudi-Bahraini Cement
Company in 1981, has four kilns of 1500t/day of clinker
capacity each, for a total of 6000t/day of clinker.
Tabuk Cement Company is one of the smaller play-
ers in the Saudi cement market with the current capacity
of around 1.8Mt. Th e company was started with the
construction of a turnkey cement plant to serve the far
north west of the Kingdom. Th e plant is located south
of Duba port on the coast of the red sea, 25km north of
Duba city.
Yamama Saudi Cement Company is one of the big-
gest cement producers in the country and one of the
earliest to be founded as well, in 1961. It was founded by
H H Late Prince Mohammad Bin Saud Al-Kabir, with a
300t/d line which was, at the time, more than enough to
satisfy the demand in Riyadh, Qassim and Hail regions
combined. Today, YSCC has clinker capacity of 6Mt
and cement capacity of 6.5Mt. Th e company has grown
hand-in-hand with the growth of the Riyadh region over
the past 30 years, but Yamama’s production capacity
does not now even cover the demand of Riyadh city
alone. Th e company also has a paper bag unit, with a
capacity to produce 30m bags every year, for captive
consumption.
Yanbu Cement Company, based in Jeddah,
western Saudi Arabia, was established in 1975 and
has a cement production capacity of around 4.6Mt.
Th e company’s plant is located at Ras Baridi, 60km
north of Yanbu city, on the west coast of Saudi Ara-
bia.
Capacity expansionsAmong the many projects that are currently un-
derway, two perhaps stand out. Southern Province
Cement (SPC) has signed a US$147m contract with
Chinese engineering company Sinoma to boost
SPC’s production capacity. Th e turnkey contract, to
be executed over a period of 23 months, calls for set-
ting up a second production line with a daily capacity of
5000t at SPC’s plant in Tuhama.
Yanbu Cement Co is currently building a fi ft h pro-
duction line, costing around US$580m. When it starts
operation in 2010, the new production line will have a
daily capacity of 10,000t, bringing YCC’s annual capac-
ity to 7Mt and thus making the company the largest
cement producer in western Saudi Arabia. Yanbu has, as
did SPC, signed with Sinoma International Engineering
Co. It is apparent that Saudi Arabia now looks east for its
cement engineering, rather than west.
ResultsSaudi Arabia’s listed cement companies have had a
mixed couple of years, generally showing weaker results
in 2008 and 2009, and with no sign that performance is
has improved in the later stages of 2009 and into 2010.
Arabian Cement Company registered a decline in its
net profi t for the fi rst nine months of 2009 to US$69.1m
from US$74m in the previous year. Th e decrease was
chiefl y due to a decline in average sales prices during
the nine-month period, ACC said without giving exact
fi gures.
Eastern Province Cement Company has said that it
booked a net profi t of US$93.3m for 2009, down from
US$115m the previous year. Th e decrease in the com-
pany’s bottom-line results was attributed to lower sales
prices due to tough competition, coupled with a rise in
operating expenses aft er EPC stopped production at one
of its kilns in an eff ort to lower stockpiles. For the fourth
quarter of 2009, the company posted a 33.3% year-on-
year drop in net profi t to US$13.3m.
Southern Province Cement Co, Saudi Arabia’s largest
cement maker by market value, said its fourth quarter
profi ts rose by 2.4% due to increased sales and lower
costs. Southern Cement made a net profi t of US$48.27m
in the three months to the end of December, up from
US$47.2m in the same period a year earlier. “Th e reason
behind the increased net profi t for the fourth-quarter is
due to increased sales and declining costs,” the fi rm said
in a statement. Southern Province Cement Co had pre-
viously posted a 5.4% fall in third-quarter net profi t due
CEMENT IN SAUDI ARABIA
52 globalglobalcement cement MAGAZINE MAGAZINE February 2010

CEMENT IN SAUDI ARABIA
54 globalglobalcement cement MAGAZINE MAGAZINE February 2010
to the long-standing exports ban, and a fall in demand
during Ramadan.
Qassim Cement Company registered a slight increase
in its net profi t to US$114.3m for the nine months ended
September 2009, from US$113m the previous year.
In late December 2009, Yanbu Cement Co said that
according to preliminary results its net profi t for 2009
dropped to US$127m from US$149m the previous year,
or a decrease of 15% year-on-year.
Diversifi cationInterestingly, Saudi Arabia’s cash-rich cement producers
have started to look abroad for opportunities to make ce-
ment-based profi ts. In mid-January 2010, Saudi cement
producer Arabian Cement Company launched trial op-
erations at its new Al Katrana cement plant, 90km south
of the Jordanian capital Amman, according to Shauqi al-
Khayat, director of Al Katrana Cement Co. ACC owns
85% in Al Katrana Cement, aft er construction works
started in October 2007. Th e plant is expected to start
commercial production in mid-2010 and will have an
annual capacity of 2Mt of cement.
In addition, Eastern Province Cement Company has
said that Saudi Yemeni Cement Co Ltd, in which it owns
30%, had started trial production at its plant in Mukalla,
southern Yemen. Th e plant will have an annual produc-
tion capacity of 1.2Mt of clinker and 1.26Mt of cement.
Most of the plant’s output will be sold on the domestic
market, while the rest will be exported to neigbouring
countries.
Company newsIn other developments in the Saudi Arabian cement
industry, Saudi Arabia’s state-run pension fund
spent US$336m to raise its stake in seven compa-
nies as it seeks to expand investments and benefi t
from a market rally, including Southern Province
Cement Co. and Qassim Cement Co. Persian Gulf
countries, including Saudi Arabia, are using their
sovereign wealth funds to expand their investments
at home and abroad as they diversify their econo-
mies away from oil and seek to increase trading on
local exchanges. Th e Saudi bourse, the biggest stock
exchange in the Middle East, advanced as much 18%
in 2009, aft er losing more than half its value in 2008
as oil prices dropped.
Saudi cement producer Qassim Ce-
ment Co has elected a board of directors.
Th e newly elected board has a three-year
term of offi ce ending on December 31,
2012, and includes Abdul Aziz al-Zaid,
Faris al-Hameed, Youssef al-Khail, Ab-
dullah al-Ajaji, Abdul Majeed al-Sultan,
Abdullah al-Saif, Khaled al-Mudaifar,
Abdul Aziz al-Amir, and Amr al-Amr. At
an extraordinary general meeting, Qas-
sim Cement approved a capital hike to
US$240m from US$120m, to be carried
out through a one-for-one bonus issue. QCC will use re-
tained profi ts and legal reserves to fi nance its operations.
Qassim Cement Co. has also said that it has resolved
disputes over the contract of its third production line,
which started operations in 2007. Th e settlement signed
with the contractor will have positive impacts on the
company’s fi nancial statements, the company added.
Export markets and prospectsSaudi Arabia used to be the key exporter to the Gulf
region before it ran into domestic shortages and the
imposition of the government’s export ban. Saudi ce-
ment exports were 3.5Mt in 2007 but declined to 2.8Mt
in 2008. Saudi Arabia has a location advantage as a
supplier to other GCC and African countries and can
supply them via economical land routes so that freight
costs and delivery times are competitive. Early indica-
tions suggest that up to 12Mt of cement may be available
for export through 2010. Whether it fi nds a home re-
mains to be seen.
ConclusionSaudi Arabia has an exceptionally young population,
with the average (median) age being only around 21
years: fertility rates are high and the population is likely
to continue to grow at the high rate of 2.4%/year. Hous-
ing, schooling and looking aft er all these new young
Saudi Arabians will keep cement demand high in the
kingdom for years to come. Growth following the global
recession should give a boost to oil prices and to Saudi
Arabia’s tax revenues. Th e future is bright.
Above: The Al-Faisaliah Tower in downtown Riyadh.
Inset: Al Jouf Cement Company’s new plant is now reportedly 93% complete.
Right: Saudi Arabia - and Riyadh in particular - does not lack in ambition. A mile-high tower was previously planned for Jeddah, but progress has been slow since the halving of the oil price.

VARIOwobbler ®
HAZEMAG & EPR GmbH Brokweg 75 48249 DülmenTel +49 2594 77-0 Fax +49 2594 77-400
[email protected] www.hazemag.de
Other machines from the HAZEMAG product portfolio:Impact Crushers, Hammer Crushers, Hammer Mills, Roll Crushers, Roller Mills, Feeder Breakers, Rapid Dryers, Grinding and Drying with Hammer Mills, Impact Dryers, Apron Feeders, Chain Conveyors, Push Feeders, Wobbler Feeders, Pendulum Flap Gates, Rotary Gate Valves.
Versatile Material Separation: The right setting at all times
Gap setting at the push of a button – quick and easy response to all demandsOptimum crusher feedingInsensitive to sticky materialsLow and compact design
•
•••
Wobbler Feeder with hydraulic gap adjustment
KRC Mining ConsultantsSydney, Australia
Tel +61 2 8586 8000www.krc.com.au
Operations ImprovementOur Operations Improvement services help tounlock hidden value within your operationsthrough identification of opportunities forimprovement and assistance in making thesea reality.
Cost EstimationOur Cost Estimation services use advancedscheduling and costing tools to help facilitateeffective business decision-making.
Equipment SelectionWe offer Equipment Selection services to helpensure that you are able to identify the bestequipment for your operation and to get thebest deal from suppliers.
To find out more about these servicessimply visit: www.krc.com.au
RIYADH
2-3 FEBRUARY 2010
WWW.PROPUBS.COM/SAUDIARABIA
gl balcement & concrete SAUDI ARABIA
CONFERENCE & EXHIBITION 2010

SubscribeContents Ad IndexPIPELINE CONCRETE COATINGS
Concrete coatings are used to protect pipelines transporting oil, gas and other products against damage from mechanical impacts and to stop them from fl oating when the pipelines are laid off shore or on lake and river beds. The concrete used for these coatings is a dry mix that uses heavy aggregates, such as iron ore. This article describes how the pipeline industry is aiming to reduce its ecological footprint by reducing the use in concrete coatings of manufactured or extracted materials that increase the CO2 emissions, such as Portland cement and iron ore, by using readily available industrial by-products, such as GGBFS, fl y ash or heavy slags.
56 globalglobalcement cement MAGAZINEMAGAZINE February 2010
Industrial by-products used in pipeline Industrial by-products used in pipeline concrete coatingsconcrete coatings
Pipelines are one of the most economical ways to
transport gas and liquid products - from oil and
gas to CO2 and water. Most of the pipelines that are
built or already in use today around the world are steel
pipelines. Pipelines should not fail during their entire
service life because such failures could lead to human
and economic costs. In order to avoid steel pipeline
failure, a series of specialised pipeline coatings - in-
cluding concrete coatings - have been created during
the last decades.
Concrete coatings are used both in wet environ-
ments - off shore, river or lake crossings, and swampy
or permafrost areas - and dry environments - on bur-
ied pipelines in rocky areas or rugged terrain.
Concrete coatings in wet environments provide
weight (negative buoyancy) to keep the pipeline in
place on the bottom of the water body and mechanical
protection against damage from ship anchors, fi shing
trawlers, etc. Because of the weight requirement, these
concrete coatings usually use heavy natural aggregates
such as iron ore, and have a density range of 1800-
3700kg/m3. Th ese coatings are usually 25-150 mm
thick, but can go up to 230 mm in special applications,
and use a rebar cage around the pipe or a steel wire
mesh wrapped around the pipe as primary reinforce-
ment. Th eir required minimum 28-day compression
strength is in the 40-50 MPa
range.
Concrete coatings are also
used in dry environments to
off er mechanical protection
against impacts and pen-
etration from rocks or from
third-party impacts, such as
excavators or other construc-
tion equipment. In this case
the concrete coatings should
be strong, but as light as pos-
sible in order to avoid increased transportation costs.
Light aggregates are therefore used to reach densities
in the 1700-2200kg/m3 range. Th ere are two main
categories of concrete coatings for dry environments
- steel wire mesh reinforced coatings (20-25mm thick)
and fi bre-reinforced coatings (8-10mm thick). Th eir
required minimum 28-day compressive strength is in
the 20-25 MPa range.
Th e concrete mix in all the above concrete coatings
is a dry mix with only 5-7% water to allow for the pipe
to be handled right aft er the concrete application, and
to be moved to the storage area. Th ere are three main
processes that are used to apply the concrete coatings
on the steel pipes:
• Side-wrap process - the pipe is rotated and
conveyed at controlled rates through the concrete ap-
plicator. Th e concrete mix, the reinforcing steel mesh
and a PE outer wrap are simultaneously wrapped
around the pipe in one pass. Th e tensioned polyeth-
ylene outer wrap helps the complete curing of the
concrete.
• Impingement (spraying) process - a reinforce-
ment rebar cage is mounted on the pipe and spacers
are used to keep the distance between the pipe and
the rebar cage. Th e pipe with cage is then rotated and
conveyed through the concrete applicator. Concrete is
Vlad PopoviciVlad Popovici, Bredero Shaw, Toronto, Canada, Bredero Shaw, Toronto, Canada
Right: The side-wrap process for applying concrete coating to pipes.

Left: Example of fl y ash used in concrete coatings
PIPELINE CONCRETE COATINGS
globalglobalcement cement MAGAZINEMAGAZINE February 2010 57
sprayed (impinged) in the application area on the rotat-
ing pipe in one or multiple passes. Aft er the coating, the
pipe is moved to a curing area (natural or accelerated
steam curing)
• Molding process - a reinforcement rebar cage is
mounted on the pipe as in the previous case. A metal
mold is then placed around the pipe. Th e concrete mix is
then poured in the mold to coat the pipe. Sometimes the
mold vibrates to allow better compaction of the concrete
coating. Th e mold is then removed and the coated pipe
is moved to the storage area.
While looking for ways to improve the existing coat-
ings and diff erentiate themselves from the competition,
the concrete coating applicators have started to look
at new materials that could improve the technical per-
formance of the coatings and reduce their costs.
Cement substitution in concrete coatingsSeveral factors have contributed to the eff orts of the
concrete coaters to partially substitute Portland cement
with industrial by-products. Firstly, cement constitutes
usually around 5-7% of the total production cost of
the concrete coatings, and even if a coating applicator
uses a lot of cement globally during the year, it has to
buy cement locally for each individual project, since
cement manufacturers are not open yet to negotiate
global supply agreements. Th us, the coaters end up pay-
ing relatively high prices for cement. Secondly, coating
applicators are interested in materials that can enhance
the technical performance of the concrete coatings.
For example, concrete sets too quickly in hot climates,
which could negatively impact the application process
and subsequent pipe handling. In other example, coaters
are looking for materials that could lighten the concrete
coating up in order to reduce the transportation costs
for the customer. Finally, the coaters have been follow-
ing the general trend towards using by-products of other
industries in order to avoid the CO2 emissions linked to
the production of Portland cement.
Among the potential Portland cement partial sub-
stitutes, ground granulated blast furnace slag (GGBFS)
and fl y ash from coal-fi red power plants are the most
interesting ones for the concrete coatings. Both of them
are used to enhance the technical performance of the
coatings - setting time, long-term compressive strength,
improved durability, lower coating density.
Th e most interesting GGBFS sources for concrete
coatings are in North America, Europe and SE Asia.
Substitution rates are lower than in the construction in-
dustry - maximum 15-20% - and have to be approved by
the customers, usually the pipeline operating companies.
GGBFS prices are increasing globally as suppliers realise
the value of slag, but are for the time-being capped at
75-80% of Portland price by the users’ perception that
a by-product should be cheaper than the manufactured
Portland cement. A drawback of using the GGBFS in
concrete coatings is that the coating applicators have
to compete for access to good quality GGBFS against
strong competitors such as cement companies or large
ready mix companies. Another restricting factor is the
limited availability of good quality GGBFS close to the
concrete coating facilities.
Both C and F-type fl y ashes can be used, but C-type
are preferred for their hydraulic binding properties.
North American and SE Asian sources are the most
interesting for the concrete coating applicators, due to
the interesting logistic costs of moving the fl y ash to the
coating locations. Fly ash prices are increasing as suppli-
ers realize the value of fl y ash, but are usually capped at
35-60% of Portland price by the users’ perception and
general lack of product consistency - fl y ash quality and
composition from the same source can vary a lot due to
the changes in the coal mix that is used. Competition for
fl y ash is less intense than for GGBFS, but each source has
to be qualifi ed separately by the coaters and sometimes
they cannot have direct access to the fl y ash supplier and
have to deal with diff erent material brokers.
Heavy aggregates from industrial by-productsConcrete coatings for pipelines in wet environments
need a signifi cant amount of heavy aggregates in the
concrete mix (around 65-70% of the mix) to provide the
pipeline with the required negative buoyancy. Th e most
widely used heavy aggregate for concrete coatings is
iron ore. However, the iron ore price is very volatile and
can represent a very signifi cant portion of the concrete
coating production costs - 10-25% - depending on the
price of the iron ore. Moreover, concrete coaters have
to compete for good quality iron ore fi nes against glo-
bal steelmakers and other primary iron ore users from
a relatively weak position. Th erefore, the coaters have
a strong incentive to fi nd substitute materials that are
cheaper and easier to purchase than iron ore. Finally,
the substitution of iron ore with industrial by-products
allows the concrete coating applicators to reduce the
footprint of their products, as less natural materials have
to be extracted.
Th e most widely used iron ore substitutes are iron-
rich by-products from metal recovery operations, such
as smelters, Waelz kilns or plasma kilns. Th ese by-prod-
ucts have diff erent names - tailings, pipeline aggregates,
heavy slags, Waelz slags - and have an interesting 30-
85% discount to the delivered iron ore prices, which can
represent millions of dollars of cost savings for a large
coating project. Th ere are a lot of potential suppliers of
these materials that - for diff erent reasons - have not yet
Chemical Analysis ValueSiO2 53.9%
Al2O3 23.1%
Fe2O3 3.4%
SO3 0.2%
CaO 10.3%
MgO 1.1
Moisture Content 0.04%
Loss on Ignition (LOI) 0.40%
Physical AnalysisFineness on 45 µm (Sieve no 325) 14%
Autoclave expansion 0.07%
Density 2040kg/m3

Right: Analysis of a typical industrial by-product used as a heavy aggregate.
found markets for these by-products
and have to bear the cost of landfi ll-
ing them. Th ese heavy aggregates are
usually more suitable to be used by
concrete coaters if they are cooled with
water. As they have to comply with the
ASTM C33 or ASTM C136 in terms
of gradation, the cooled materials are
crushed according to the gradation
requirements in a primary crusher, usu-
ally at the same location where they are
produced to reduce logistic costs. Th e
heavy aggregate material will be then qualifi ed by the
coater using the following criteria:
• High saturated surface dry density (specifi c gravity);
• Water absorption and moisture content;
• Gradation;
• Chemical composition;
• No potential dangerous leachate materials1 - heavy
metals, etc;
• Quality consistency, available volume and delivered
cost.
Once the material is qualifi ed by the coating ap-
plicators, the by-product is ready for use in concrete
coatings, where it can replace up to 100% of the iron ore
in the concrete mix.
An example of by-products used as iron ore sub-
stitutes in concrete coatings are the tailings from
ferronickel smelter operations. Th ese facilities are refi n-
ing low-carbon ferronickel granules (18-24% Ni) from
iron-rich in-situ and sedimentary nickel laterite deposits
- found in diff erent regions of the world - and produce
the above mentioned iron-rich tailings. In a typical fer-
ronickel refi ning operation, from 1000kg of laterite ore,
around 8kg of low-carbon ferronickel granules are pro-
duced, together with 60kg of iron-rich tailings, as well as
signifi cant volumes of other by-products.
Another example of by-products used as heavy
aggregates in concrete coatings are the heavy slags re-
sulting from the zinc recovery operations in Waelz kilns
or plasma kilns. Th ese facilities are recovering zinc from
electric arc furnace (EAF) steel dust, a by-product from
the steelmaking operations in electric arc furnaces. 10-
20kg of EAF steel dust is produced per 1000kg of steel
produced. Depending on the technology and the com-
position of the EAF steel dust, between 250 and 650kg of
heavy slag are then produced during the zinc recovery
process for each 1000kg of EAF steel dust processed.
ConclusionTh e use of industrial by-products in pipeline concrete
coatings to substitute Portland cement and iron ore has
numerous benefi ts for both the coating applicators and
their customers, the pipeline operators:
• Improved technical performance - better long-term
compressive strength, improved durability, controlled
weight, etc;
• Material cost savings for pipeline operators and
concrete coaters, as well as avoided landfi ll cost and
potential revenue for by-product suppliers;
• Reduced logistic costs for concrete coating applicators
- when the by-product sources are closer to the coating
facilities than the cement or iron ore sources;
• Avoided CO2 emissions - by reducing the usage of
manufactured products (Portland cement) and ex-
tracted materials (iron ore) whose manufacturing or
extraction increase the CO2 emissions - 900-1000kg of
CO2 per ton of Portland cement and around 100kg of
CO2 for the extraction of 1000kg of iron ore2;
Th e use of industrial by-products in concrete coat-
ings is already covered in some of the existing concrete
coating standards - the German DVGW GW 340 - and
there are hopes that this topic will be covered in the ISO
21809-5 external concrete coating standard that is cur-
rently in the fi nal draft stage.
References• ASTM C33/C33 M-08 - Standard Specifi cation for Concrete
Aggregates
• ASTM C136-06 - Standard Test Method for Sieve Analysis of
Fine and Coarse Aggregates
• BHP Billiton - Sustainability Report 2007 at www.bhpbilliton.
com
• DVGW GW 340 - Fiber concrete coating for the mechanical
protection of steel pipes and fi ttings with polyolefi n coating,
Apr 1999
• EPA Method 1311 - Toxicity Characteristic Leaching Proce-
dure (TCLP)
• P.K. Mehta - Sustainability of the Concrete Industry - Critical
Issues, Washington, Mar 2007
• V. Popovici - A Concrete Legacy, World Pipelines, Sep 2008
1 Using the EPA Method 1311 - Toxicity Characteristic Leach-
ing Procedure (TCLP)
2 Estimated from the BHP Billiton Sustainability Report 2007
PIPELINE CONCRETE COATINGS
58 globalglobalcement cement MAGAZINE MAGAZINE February 2010
Above: Following coat-ing, fast strength gain is important to allow easy transportation.
Chemical Analysis ValueFeO 55.0-65.0%
Fe2O3 5.0-12.0%
SiO2 3.5-10.0%
Al2O3 1.0-2.0%
MgO 5.0-8.5%
CaO 5.5-12.5%
Ni 0.3-0.8%
S 0.4-0.7%
H2O 0.5-3.5%
Specifi c Gravity 4.5-4.9
Granularity
Sieve opening and
required passing Range
By-product
material
% passing
8 mm – 95-100% 100%
5.6 mm – 85-100% 95%
2.8 mm – 60-80% 70%
1.4 mm – 35-55% 45%
0.6 mm – 20-45% 25%
0.3 mm – 8-30% 15%
0.15 mm – 2-15% 10%

NEWSALTERNATIVE FUELS for CEMENT
Akmenes to start fi ring large tyres
Lithuania: Akmenes Cementas, Lithuania’s sole cement manufacturer, aims to process up to 10,000t of used large tyres this year. “This year we will start fi ring large tyres used on tractors and other large vehicles and it will be the fi rst time in Lithuania to launch that type of processing,” said Ri-chardas Sudaris, a spokesman for Akmenes Cementas. “As we know, the supply of such tyres is very big. We did not have the required technical capacities before. Now we start sign-ing respective deals with enterprises, agricultural companies.” According to Sudaris, four contracts for the processing of 300t of used tyres had already been signed.
Moreover, the company would continue with the use of car tyres that are no longer fi t for use, he added. “A new agree-ment with the Environment Ministry is being worked out now. We have agreed that Akmenes Cementas will accept 2000t of passenger car tyres that are no longer fi t for use from local authorities and waste management centres free of charge in 2010,” Sudaris said. In 2008-2009 the company processed slightly more than 2200 tons of such tyres, which are used as alternative fuel for cement manufacturing.
Rwanda mines peat to provide fuel supply for cement plantRwanda: Rwanda’s sole cement manufacturer CIMERWA is set to benefi t from peat mining, a venture that has been under-taken by Rwanda Investment Group (RIG). Peat which has been appraised as a competent alternative energy to replace the high cost and ever fl uctuating Heavy Fuel Oil (HFO), is currently mined at Gishoma in Rusizi district from a 144 hectare deposit by a newly created RIG company called Peat Energy Company.
CIMERWA Manufacturing Manager Jean Claude Bushuri, said that its target is to use at least 70% of peat energy at the expense of fuel as a way of cutting the heavy expenditures on HFO. “We have been incurring a lot of production costs on fuel to burn the clinker, but with this new initiative, fuel usage in cement production will be limited to 30%,” he noted. Asked if the trimmed production cost would lead to a reduction in the retail price of cement, Bushuri observed that it is was too early to speculate. “We cannot estimate what the lowered price will be, but with costs of production cut, there will defi nitely be a reduction in cement prices,” he noted
The Minister of State for Environment and Mines, Vincent Karega, who was on a visit to the peat project, acknowledged the progress by RIG in peat mining, and observed that it will be a huge relief on the cost of cement production. “RIG is doing a commendable job in this project. The money which has been going on fuel purchase to make cement has been huge, the energy alternative of peat is a big relief,” said Karega.
Peat production at Gishoma started in 2008 and so far 56 hectares have been harvested and by October this year, an estimated 20,000 tons had been extracted. There are two other peat deposits in Masya (20.8 hectares) and Gihitasi (23 hec-tares) and plans are underway to have them exploited.
Global Fuels Conference bookings openWorld: Delegate registration and exhibition stand bookings are now being taken for the 4th Global Alternative Fuels Conference and Exhibition, which will take place 26-27 May in Washington DC, USA. The conference will focus on practi-cal technology for the increased use of alternative fuels in the manufacture of cement and lime, as well as on legislative and regulatory matters. Over 150 delegates are expected to attend, from more than 30 countries. See www.propubs.com/gfc.
www.propubs.com/gfcwww.propubs.com/gfc
ALTERNATIVE FUELSCONFERENCE & EXHIBITIONCONFERENCE & EXHIBITION 20102010
gl bal cement
4th
WASHINGTONWASHINGTON
26-27 MAY 201026-27 MAY 2010
Contents Subscribe Ad Index

SubscribeContents Ad IndexOXYGEN-ENHANCED COMBUSTION
Although alternative fuels can benefi t cement and lime plants in many ways, they can also impact on production capacity and on process stability. After the use of waste solvents impacted production, the lime producers at Steetley Dolomite turned to Air Products for help in the use of oxygen-enhanced combustion, with successful results.
60 globalglobalcement cement MAGAZINEMAGAZINE February 2010
Enhanced combustion of alternative Enhanced combustion of alternative fuels at Steetley Dolomitefuels at Steetley Dolomite
Steetley Dolomite is a leading producer of dolomitic
products in the United Kingdom, with production
facilities in Th rislington and Whitwell. In 2007, Steet-
ley began using an alternative fuel consisting of waste
solvents at both of its production facilities. Th e addi-
tion of this fuel created a challenge for its operators
and resulted in reduced production and diffi culties in
maximising fuel substitution rates. Based on previous
knowledge of Air Products’ successful application of
oxygen enrichment in the cement and lime industries,
Steetley engaged Air Products’ combustion specialists
for assistance with its fuel issues. Specifi cally, Steetley
was seeking a means to achieve higher production rates
while maintaining product quality and maximising
fuel substitution levels. Air Products worked closely
with the engineers at Steetley’s Th rislington facility
and installed a proprietary oxygen injection system in
2008 that resulted in a 10% production increase. Steet-
ley was so impressed with the improved
performance of its kiln that it installed
a similar system at Whitwell later in the
year, thereby increasing its fuel substitu-
tion levels from an average of 25% to the
maximum permitted level of 40% while
gaining a slight production increase.
Alternative fuel challenges for lime producersIn an eff ort to lower operating costs,
lime producers are now turning to a
greater assortment of alternative fuels.
While petcoke was the primary ‘al-
ternative fuel’ to coal in the past, fuels
available today consist of a wide range
of materials that vary in chemical and
physical composition. Depending on the nature of the
fuel and its associated cost, the reduction in operating
cost can be very attractive.
Th e cost benefi t, however, is sometimes muted by
the impact alternative fuels have on production and
process stability. Th e heating values of alternative
fuels vary greatly as alternative fuels can contain a
substantial amount of moisture. Due to the wide range
in properties, there is oft en a practical limit to substi-
tution levels. In the kiln, maintaining suffi cient and
consistent temperature is paramount to the effi cient
production of lime at the desired bulk density. If stable
temperatures cannot be maintained due to the lower
heating value of an alternative fuel, production levels
must be curtailed. As a result, overall fuel substitution
and the economic benefi ts are limited. Th is was Stee-
tley’s experience at Th rislington and Whitwell once it
began to fi re with solvent-derived fuel (SDF).
Pete Keena, Frank Romano, and Larry Farmer: Pete Keena, Frank Romano, and Larry Farmer: Air Products and Chemicals, Inc.Air Products and Chemicals, Inc.
Right: Steetley-Thrislington’s production increased 10% with oxygen injection.

OXYGEN-ENHANCED COMBUSTION
globalglobalcement cement MAGAZINEMAGAZINE February 2010 61
Oxygen provides a solutionSteetley recognised a need to improve the combustion
of its new fuel and investigated the use of additional
oxygen. Air provides the oxygen necessary for combus-
tion, but it is a rather dilute source. Air contains roughly
four parts of nitrogen for each part of oxygen. Th e ni-
trogen contained in air absorbs heat produced from the
combustion of fuels and does not contribute to the com-
bustion process. All nitrogen contained in combustion
air basically takes up space and must be pulled through
the kiln, with all of the other gases, by the induced draft
(ID) fan. By increasing the oxygen concentration of
combustion air through the addition of relatively pure
oxygen, fl ame temperature rises, heat transfer rates
improve and overall combustion effi ciency increases.
Even a small increase in oxygen concentration can have
a dramatic impact on kiln operations, especially when
substituting diffi cult-to-burn fuels for coal.
Steetley-ThrislingtonSteetley produces dolomitic lime in a preheater kiln
at its Th rislington facility. In 2007, Steetley switched
fuels in an eff ort to lower its operating costs. It replaced
pulverised coal and petcoke with SDF and
a lower calorifi c value coal. Th e SDF had a
variable composition with heating values
ranging between 20-24MJ/kg and water
content up to 25%. While Steetley realised
fuel cost savings, it experienced a production
decrease of roughly 10% when maximising
SDF substitution (40% of gross energy input)
and maintaining bulk density values.
Air Products’ combustion specialists de-
signed a proprietary oxygen injection system
that would enable Steetley to achieve higher
production rates at 40% SDF substitution
levels. Air Products worked closely with
the engineers at Th rislington to install the
oxygen supply and injection system without
any interruption to the normal production
schedule. Additionally, Air Products pro-
vided extensive safety and operation training
prior to commissioning.
Baseline kiln data was collected prior to
the commissioning of the oxygen injection
system. Oxygen injection began in early
January 2008 and injection
rates were gradually increased
over the course of the demon-
stration period. Th is period
allowed operators suffi cient
time to adjust to the impact
oxygen had on kiln perform-
ance and to achieve long
periods of continuous opera-
tion for baseline comparison.
Over this period, all of the
key objectives were attained as
oxygen-enhanced combustion
of fuel resulted in an aver-
age production increase of
nearly 12% at the maximum
permitted SDF substitution rate (40%). Additionally, a
reduction in specifi c energy of 9% was also observed
(Table 1).
Steetley-WhitwellFollowing the success at Th rislington, Steetley decided
to implement oxygen injection in one of two kilns at its
Whitwell plant. Th e Whitwell kilns were fi red on SDF
and petcoke. Due to production and quality constraints,
Steetley had routinely been able to achieve only a 25%
SDF substitution rate. Th e objective at Whitwell was to
maximise the use of SDF (40% substitution). In late July
2008, Air Products and Steetley commissioned oxygen
injection and began to see immediate results. Within
the fi rst week of implementation, the SDF rate was in-
creased by 14% while gaining an increase in production
and a slight decrease in specifi c energy (Table 2).
With the experience Steetley personnel gained with
oxygen injection at Th rislington, the demonstration
progressed rapidly at Whitwell. By October 2008, Whit-
well had achieved its objective of increasing SDF to the
maximum permitted rate of 40%. Similar to Th risling-
Table 1. Oxygen injection results at Thrislington.
Variable Baseline (Dec-Jan) With Oxygen (Jan-Mar) Change
Avg. Lime Production (TPD) 1000 1119 +11.9%
Max. Lime Production (TPD) 1060 1248 +17.8%
Avg. Specifi c Energy (Th erms/Ton) 100 90.7 - 9.3%
(Note: All data is normalised and based on days of operation with a minimum of 23 hours up time.)
Table 2. Oxygen injection results at Whitwell.
Variable Baseline (Dec-Jan) With Oxygen (July) Change
Avg. Lime Production (TPD) 1000 1063 +6.3%
SDF Rate (Th erms/hr) 500 572 +14.3%
Avg. Specifi c Energy (Th erms/Ton) 100 97 - 3.0%
(Note: All data is normalised and based on days of operation with a minimum of 23 hours up time.)
Left: Production trends with and without oxygen at
Steetley-Thrislington.

ton, Steetley was also able to sustainably increase lime
production on average by 10%.
The bottom lineTh e economics for oxygen-enhanced combustion of
alternative fuels are driven by the cost diff erential be-
tween the primary and alternative fuels and the value
of lost production or reduced quality. To
be economical, overall fuel cost savings
and enhanced production must off set
the oxygen cost. At plants that are paid
to burn alternative fuels or where the cost
is near zero, the economics of oxygen-
enhanced combustion are typically quite
favourable. Th is is also the case when
product demand is high and any shortfall
in production has severe revenue and
profi tability impact. Th e capital cost to
implement oxygen injection is relatively
small in comparison to the benefi t and
simple payback of less than six months
is oft en achieved. Even during periods
of reduced demand, oxygen-enhanced
combustion can be economically viable if
plants are operating multiple kilns below
100% capacity. Incremental production
gains achieved through oxygen injection
could enable the complete shutdown of a
kiln, resulting in signifi cant energy and
cost savings.
Steetley todayOxygen-enhanced combustion continues
to provide positive returns on both a fi -
nancial and operational basis at each Steetley location.
As a result, Steetley has continued its partnership with
Air Products and has recently commissioned an oxygen
injection system on the second kiln at Whitwell. Oxygen
injection has become a standard practice at Steetley to
maximise the benefi ts of alternative fuel substitution
while meeting the needs of its customers.
OXYGEN-ENHANCED COMBUSTION
62 globalglobalcement cement MAGAZINE MAGAZINE February 2010
Right: Steetley’s Sam Bainbridge, Process Engineer, summarises the results: “We have been able to increase production by around 10 percent, taking us back to the performance we had before we started to use alternative fuels - but with the extra cost savings of course. The kiln is now more stable and quicker to recover from operational disturbances.”
Above: Kiln at Thrislington .

Global Cement Magazine’s regular review of global cement and fuel prices by GC staff and GC’s global pricing correspondents
Here Global Cement Magazine presents its monthly review of global cement and fuel prices, in US$ for easy comparison. The fullinformation in this article (including the latest information on prices and market trends throughout Asia, the Americas and the rest of the world) is only available to subscribers of Global Cement Magazine. To receive the LATEST news, you should subscribe. See page 64.
Cement price correspondents required
Do you have your fi nger on the cement and fuel price pulse? Can you supply reliable monthly cement price reports in your location (or further afi eld)? If so, we need you!
In return for supplying this information on a monthly (and anonymous) basis, you will be rewarded with a subscription to Global Cement Magazine, including all the global cement pricing data collated by the magazine (and if you are not a paid subscriber, there’s no other way to get it).
Please apply to Dr Robert McCaff rey, GC’s editorial director, at:[email protected]
Prices are for cement, unless stated otherwise. Where a source has given a range, the published price is the minimum value.
FOB {+ the named port of origin} = Free On Board: The delivery of goods on board the vessel at the named port of origin (loading), at seller’s expense. Buyer is responsible for the main carriage/freight, cargo insurance and other costs and risks.
CIF {+ the named port of destination} = Cost, Insurance and Freight: The cargo insurance and delivery of goods to the named port of destination (discharge) at the seller’s expense. Buyer is responsible for the import customs clearance and other costs and risks.
ASWP = Any safe world portUS$ and Euro conversions were as at the time of original publication
Egypt: The Egyptian government has rejected an attempt by the cement industry to raise prices based on sustained high demand. Suez Cement, one of Egypt’s largest ce-ment producers, planned to charge LE22 (US$4) more per tonne, raising its price from
LE433 to LE455 (US$79.3 to US$83.3). Amreyeh Cimpor Cement Co, a subsidiary of Portu-guese company Cimpor, had contemplated a similar price hike. However, the Ministry of
Trade and Industry issued a ‘warning,’ according to ministry offi cial Hesham Ragab, against potential increases. Rising prices have elicited complaints from the public in the past. In ad-
dition, eff orts to maintain Egypt’s position as a competitive cement producer likely prompted authorities to keep the price low, explained Ismail Sadek, head of construction and building ma-
terial research at investment bank Beltone Financial. “Given the profi tability of the cement industry, the government intervenes in preventing price increases in order to prevent increased infl ation,” Sadek
said. “Certainly the price freeze will have a negative impact on the cement industry and on the investment fl ows in the industry,” he went on, but with demand remaining strong “the industry doesn’t have much cause for complaint.”
According to some cement dealers, the cement leaders, Siam Cement, Siam City Cement and TPI Polene, have lower bagged cement prices by up to BT150/tonne ((US$4.5/t). Tiger brand is down to Bt1900/tonne (US$57.48), Elephant brand is down to Bt1970/tonne (US$59.59), Insee green to Bt1790/tonne (US$54.15), Insee diamond to Bt1990/tonne (US$60.20), TPI green to Bt1650/tonne (US$49.91)and TPI red down to Bt1890/tonne (US$57.19). The lower cement price adjustment, in a quarter usually known as the high season for cement sales may refl ect high competition levels in the cement market.
Russia: US$57.41/t (Portland cement 400, 20% additives, bulk) (January 2009)Russia: US$73.8-106.3/t (Portland cement 500, 0% additives, bulk) (January 2009)
Russia: US$76.77/t (Portland cement 500, 20% additives, bulk) (January 2009)Ukraine: US$84.30/t (Portland cement 400, 20% additives) (January 2009)
Latvia: US$122/t (bulk, DAF Russian border) (August 2008)Belarus: US$7.23/50kg bag (Portland cement) (May 2009)
Belarus: US$3.72/25kg bag (Portland cement) (May 2009)Azerbaijan: Garadagh Cement’s Ekspert brand US$129/t.(May 2009)Armenia: US$70/t (April 2009)Pakistani cement landed in UAE: US$52-53/t (January 2010)
GLOBAL CEMENT PRICES
globalcement MAGAZINE February 2010 63
Pakistan: Rawalpindi (OPC bulk retail price) US$59.1/t (January 2010)Pakistan: Islamabad (OPC bulk retail price) US$60.3/t (January 2010)
Pakistan: Lahore (OPC bulk retail price) US$59.6/t (January 2010)Pakistan: Multan (OPC bulk retail price) US$60.3/t (January 2010)Pakistan: Karachi (OPC bulk retail price) US$65.1/t (January 2010)
Pakistan: Hyderabad (OPC bulk retail price) US$71.1/t (January 2010)Pakistan: Peshawar (OPC bulk retail price) US$61.5/t (January 2010)
Pakistan: Quetta (OPC bulk retail price) US$71.5/t (January 2010)East Africa Portland Cement Co. Ltd US$184.47/t (January 2010)
Bamburi Cement Ltd US$180.21/t (January 2010)Mombasa Cement Ltd US$179.0/t (January 2010)

gl bal cement MAGAZINE
globalcement .com
FEBRUARY 2010
Global cement news Award-winning photos Waste in the USA Oxygen-enhanced combustion Slag Bagging
February 2010 globalcement MAGAZINE SUBSCRIPTION FORM (valid to 31 December 2010)
To subscribe to GC, simply fi ll in this form, and fax it to (+44) 1372 743838.Or photocopy/detach it and send it to PRo Publications International Ltd, First Floor, Adelphi Court, East Street, Epsom, Surrey, UK KT17 1BB.
3 years GC €382.5 (normally €450 - total discount 15%) 2 years GC €270 (Normally €300 - total discount 10%) 1 year GC €150 Off er price: reduced to €150 from €250: Subscribe today! GC’s Global Cement Directory 2010 Euros225 (subscribers receive 33% discount)
Total payable €______ I am sending a cheque I am paying by bank transfer I am paying by credit card*: Card No:_____________________________________________
Expiry date mm/yy: _____/_____ Security code (last three fi gures on signature strip) _______Name on card (if diff erent from the subscriber named below)_______________________________________________________
First name:_____________________________________Family name:_________________________________________Company:_________________________________________________Position:_________________________________Nature of business:__________________________________________________________________________________Address:_____________________________________________________________________________________________________________________________________________________________________________________________Phone:____________________________________________________Fax:_____________________________________Email:_____________________________________________________Internet:_________________________________Date:____________________________Signature:_________________________________________________________
Please pay by direct debit to PRo Publications International Ltd, Natwest Bank, Dorking, Surrey, RH4 1AX, UK.International payments to: Swift code NWBKGB2L. Euro IBAN GB77 NWBK 6072 0408 0349 74UK payments to Account No. 31604412, Sort code 60-07-02You must pay for all bank charges. A fax or photocopy of this form is acceptable. Please send a copy of your bank transfer documents to First Floor, Adelphi Court, 1 East Street, Epsom, Surrey, KT17 1BB, UK, along with this form, Fax +44 1372 743838 or email to [email protected]
* Please note, credit card payments will be taken in UK£ using www.XE.com exchange rates on the transaction date. US$ and Euro amounts charged on your card will therefore vary depending on currency fl uctuations.
globalcement MAGAZINE February 2010 64
• Independent thinking and analysis
• Best for news, prices and trends
• Global cement news
• Country reports
• Global cement technology
• Your own copy, on time, every issue!
Free eGC registration (internet only) Paid GC subscription (this form)
your own print copy - every month
low-res download (printable)LOW high-res download (printable)HIGH
discounts at GC’s cement conferences
+ monthly cement and fuel prices
SUBSCRIPTION FORM
SUBSCRIBE TODAY!
gl bal cement MAGAZINE
Contents Ad Index

As many of you will know, I have long been scepti-
cal of Chinese statistics, and cement production
statistics in particular. As you will see on page 46 of
this issue, one offi cial body in China, the National De-
velopment and Reform Commission (NDRC) suggests
that there are 418 cement production lines currently
under construction with a total capacity of 620Mt, and
another 147 lines with a capacity of 210Mt waiting to
begin construction. Global Cement Magazine reports
the numbers, but I’m afraid I don’t necessarily believe
in them. Th e country does not have enough economic
activity to produce anywhere near the amount of cement
that it claims to consume (China’s economy is now the
size of Japan’s, not ten times larger), and although there
are many large cities and the east coast is well-developed,
there are still 300m farmers and 150m people who live
on less than $2/day in China. To suggest that China’s per
capital cement consumption is higher than Singapore’s
at the height of its development curve is ridiculous. My
own feeling is that China produces and consumes in the
order of 400-600Mt of cement per year, less than half of
its stated total. Th at said, the total is still around twice the
per capita cement consumption of India.
Given the diffi culty of pinning down Chinese num-
bers, this article may be jumping the gun somewhat.
However, it cannot be ignored that a growing number of
observers are betting against China’s ongoing economic
growth. Th e possibility of a fi nancial crash in China
seems unbelievable (we have been fed ‘feelgood’ Chinese
economic stories for the last 15-20 years), but think back
to southeast Asia in 1996, to the early 1980s in Japan (be-
fore the ‘Lost Decade’ which some suggest is ongoing)
and to Ireland, Spain, the UK and the US in 2006-2007.
All these situations looked as though they were massive
success stories, unstoppable money-making opportuni-
ties that would go on forever. Maybe China doesn’t look
so unstoppable any more.
China has some great assets backing its economy:
massive natural resources including minerals and
energy, a hard-working, low-cost, saving-prone billion-
strong workforce and US$2trillion of foreign reserves in
the bank. However, it also has some real problems, either
built-up over the years, or ahead of it and yet to come.
If you believe its statistics, the NDRC suggests that
China is facing a cement production capacity of 2.7bnt,
while demand will total only 1.6bnt. So, that would be
a surplus of 1,100,000,000t of cement, or to spell it out,
eleven hundred million tonnes of surplus cement. Th is
fi gure embodies some of the main problems with China.
With central planning, it is not necessarily your fault if
there is too much capacity (if you don’t think overcapac-
ity can happen in a centrally-planned economy, just look
at Vietnam, on page 43). With a state-owned company,
it’s not your money at risk, so why should you care? And
additionally, in building a US$200-300m factory, there
are plenty of opportunities for enrichment for all con-
cerned, so that there are incentives to keep building. Th is
has not just happened in the Chinese cement industry,
but in many others, including steel, coal, glass and insu-
lation. State-run bodies try to slow down growth rates,
but so far they have not succeeded. Chronic over-capac-
ity, low utilisation rates and low (sub-economic?) results
are the result. With many fi rms backed by the state, non-
performing loans will be automically written off . Th ese
companies do not have to make money.
Th e biggest worry for many observers is the very real
bubble that is currently infl ating due to property specu-
lation. Household borrowing grew a staggering 43% in
2009, hitting $1.2 trillion, and two thirds of the increase
came from mortgages.1 Buyers see that property prices
have gone up and extrapolate those prices rises into the
future, borrowing cheap money to buy property as an
investment (does this sound familiar to 2006?) Average
house price to income ratios in Beijing have
reached 27:1, fi ve times the global average.2
Developers are throwing up buildings so fast
that they promptly fall down (right).3 If prices
falter or fall, the bubble will pop, with all the
unintended consequences that we now all know
about. Have you ever spent a rainy aft ernoon
putting dominoes next to each other on a table,
knocking over the fi rst one and seeing them all
tumble down? On the scale of a table top, it’s
fun. On a country scale, not so much.
Perhaps instead of BRICS, we should next be looking
at the MAVINS4 (Mexico, Australia, Vietnam, Indonesia,
Nigeria and South Africa)? Putting all of your eggs in a
Chinese basket might not be such a great idea, aft er all.
1: http://www.telegraph.co.uk/fi nance/china-business/
2: http://www.businessinsider.com/the-chinese-real-estate-
bubble-is-the-most-obvious-bubble-ever-2010
3: http://blogs.wsj.com/chinarealtime/2009/06/29/shanghai-
building-collapses-nearly-intact/
4: http://www.businessinsider.com/the-next-10-brics-2010
Dr Robert McCaff rey Editor, Global Cement Magazine
globalcement MAGAZINE February 2010 65
The Last Word The Great Recession might be nearly over, but could China’s bubble be set to pop?
THE LAST WORDSubscribeContents Ad Index

gl bal cement MAGAZINE
AirSystems Pvt.Ltd 35ALFER Engineering Inc. 23Alt Vellern 18Cecil Instruments Ltd 15Cementis Consulting 23DCL, Inc. 7EMZ Elektromaschinenzentrale GmbH 47Filling & Packing Materials Mfg. Co. - FIPCO 17Gebr.Pfeiffer AG OBCHardtop Giessereitechnologie GmbH 21Haugen System AB 17HAZEMAG & EPR GmbH 55Hillhead 2010 19IMCO Alloys Pvt.Ltd 53KHD Humboldt Wedag 10,11KRC Mining Consultants 55MVW Lechtenberg & Partner 15Northern Alloys Bhavnagar Litd 45PERTECH Industrial Equipment & Supplies - a member of TechnoGroup 55Powtech 2010 25refractoriesWORLDFORUM IBCRussig GmbH 17Scantech International Pty. Ltd 53 Tabarestan Steel Foundry 5Testing Bluhm & Feuerherdt GmbH IFC
ADVERTISER INDEX & READER ENQUIRY
globalcement MAGAZINE Reader Enquiry Form - February 2010To receive detailed information on products and services advertised in this issue, please place a tick adjacent to the ad-
vertiser’s name, complete the coupon below and fax a photocopy of this entire page to us on+44 1372 743838 or post to us at the following address: GC: Global Cement Magazine,
PRo Publications International Ltd, Adelphi Court, 1 East Street, Epsom, Surrey, KT17 1BB, UK.Editorial enquiries should also be directed to PRo Publications International Ltd, quoting the name of the
company in question and the page number upon which the item appeared.Prior to faxing or posting please ensure that you have marked
the companies you are interested in.Name.................................................................................................................................................................................................................Position.............................................................................................................................................................................................................Company..........................................................................................................................................................................................................Nature of business........................................................................................................................................................................................Address ............................................................................................................................................................................................................Telephone ................................................................................................ Fax...............................................................................................e-mail ........................................................................................................ Internet .....................................................................................Please send details of: ........................................................................................................................Pages............................................
Contents Subscribe
gl bal cement MAGAZINE
globalcement .com
FEBRUARY 2010
Global cement news Award-winning photos Waste in the USA Oxygen-enhanced combustion Slag Bagging

refractories WORLDFORUM is the new technical and scientific journal for the entire refractories sector: production, application and further development ofhigh-temperature materials.
refractories WORLDFORUM is published trice per annum in English, addresses refractories professionals world wide, i.e. in the production of refractories as wellas in industries processing and consuming refractories, suppliers (raw materialsand additives) and plant and machine engineers.
refractories WORLDFORUM updates its readers on state-of-the-art processes andinnovative technologies in the production and processing of refractories and re-ports on applications in industrial kiln and furnace construction for the followingsectors:
❚manufacture of iron and steel, non-ferrous metals, aluminium, cement, lime, glass and ceramics❚manufacture of high performance composites and coatings❚foundry, petrochemical, power generating and waste incineration industries.
Editorial Department
Dipl.-Ing. (FH) Rosemarie Vocht-MieldsPhone: +49(0)2645-3436E-Mail: [email protected]
Advertising Department
Corinna ZepterPhone: +49(0)7221-502-237E-Mail: [email protected]
janu
ary
2010
·1
Elmetherm under the roof of WISTRA www.wistra.com
www.refractories-worldforum.com
M a n u f a c t u r i n g & Pe r f o r m a n c e o f H i g h - Te m p e r a t u r e M a t e r i a l s
INTERVIEWS – Magnesita/BR – Velco/DE – WISTRA/DE – Kerneos/FR – Huang He Minerals/CN – Ton-gda/CN | MARKETS – Indian Refractories – World Magnesia Resources – Refractories Industry in Japan |PAPERS – EIRICH Award 2009 | REPORTS UNITECR 2009 – Int. Refractories Colloquium Aachen – Use ofAlternative Fuels in the Cement Industry – Priority Program FIRE – CERAMITEC 2009 | TECHNOLOGY –Contribution to Melt Refinement of Special Steels – Clayey Diatomite from a Deposit in Central Greece
refractoriesWORLDFORUM
M a n u f a c t u r i n g & Pe r f o r m a n c e o f H i g h - Te m p e r a t u r e M a t e r i a l s
Subscribe now
www.refractories-worldforum.com
foru
m
refractories worldforum_210x297:Layout 1 09.12.2009 16:04 Uhr Seite 2

“ We‘ve got a PFEIFFER mill. The maintenance team can sleep on the job.”
Technological excellence, effi ciency and unrivalled quality make PFEIFFER mills the worldwide best and easiest to maintain. The satisfaction of plant operators is testament to PFEIFFER‘s tradition of progress and has been for the last 145 years.
P.O. Box 30 80 • D-67618 KaiserslauternPhone +49 631-4161-0 • Fax +49 631 4161-290E-mail [email protected] • www.gpag.com
5593_Anzeigenkampagne_2009.indd 35593_Anzeigenkampagne_2009.indd 3 21.01.2009 11:39:02 Uhr21.01.2009 11:39:02 Uhr