Effect of ultrasonic power on grain refinement and purification processing of AZ80 alloy by...
7
Click here to load reader
-
Upload
zhiwen-shao -
Category
Documents
-
view
219 -
download
0
Transcript of Effect of ultrasonic power on grain refinement and purification processing of AZ80 alloy by...

Met. Mater. Int., Vol. 18, No. 2 (2012), pp. 209~215doi: 10.1007/s12540-012-2002-x Published 27 April 2012
Effect of Ultrasonic Power on Grain Refinement and Purification Processingof AZ80 Alloy by Ultrasonic Treatment
Zhiwen Shao, Qichi Le*, Zhiqiang Zhang, and Jianzhong Cui
Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education,Northeastern University, Shenyang 110004, PR China
(received date: 3 May 2011 / accepted date: 17 October 2011)
Ultrasound with different powers was applied to treat AZ80 alloy melt to attain grain refinement or purifi-cation processing of the alloy. The influence of ultrasonic powers from 0 W to 1400 W on microstruc-tures of the AZ80 alloy with ultrasonic grain refinement treatment was investigated. The average grainsize of the alloy could be decreased from 387 µm to 147 µm after the ultrasound with the optimal power600 W was applied to treat the melt. The effect of ultrasonic powers from 0 W to 230 W on the inclusiondistribution in the ingot that was treated by ultrasonic purification processing was also studied. The opti-mal ultrasonic power in the ultrasonic purification processing was 80 W. In order to gain insight into themechanism by which ultrasonic power affected the microstructure of the alloy or inclusion distribution inthe ingot, numerical simulations were carried out and the ultrasonic field propagation in the melt wascharacterized.
Key words: alloys, casting, grain refinement, computer simulation
1. INTRODUCTION
Magnesium alloys have comprehensive properties thatinclude low density, high specific strength and stiffness,excellent machinability, superior damping and magneticshielding capacities. Thus, they are particularly attractive invarious fields, such as aviation and spaceflight, automobileand computer manufacturing, communication, optic instru-ments, and so forth [1,2]. However, low strength and poorductility have greatly limited the application of magnesiumalloys. In addition, during smelting or casting processes, alarge quantity of inclusions are likely to be produced in mag-nesium alloy melts due to the high tendency of oxidation andcombustion at high temperature, which factors underminethe mechanical properties and corrosion resistance of the alloys[3]. Therefore, it is of great importance to investigate how toimprove the strength and ductility of magnesium alloys, andremove those detrimental inclusions from the melt.
Nowadays, the grain refinement of magnesium alloys hasbecome an important research field because mechanicalproperties can be significantly enhanced by grain refinement.Ultrasonic treatment has been proved to be a simple andeffective physical method for solidification control and grainrefinement of many alloys [4]. Many studies of the ultra-
sonic treatment of low-melting alloys, aluminum alloys andmagnesium alloys have been reported [5-8]. Atamanenko etal. [9] studied the effects of ultrasonic grain refinement ofsome Zr and Ti containing aluminum alloys and formulatedsome criteria for efficient grain refinement of aluminumalloys by ultrasonic treatment. They also showed that thegrain size would increase with the increase of the ultrasonictreated volume. Ma et al. [10] reported that the significantgrain refinement induced by ultrasonic treatment occurredexclusively below the radiating face of the sonotrode andthat the grain size would increase with increased propagationdistance of ultrasound. Gao et al. [13] claimed that with theincrease of ultrasonic power from 0 W to 700 W, the micro-structure of an AZ91 alloy with ultrasonic treatment wasobviously refined. On the other hand, Townsend et al. [11]presented the idea that technology to exploit acoustic radia-tion forces on particles within ultrasonic standing wavescould be broadly used for particle separation, fractionationand agglomeration in areas such as biotechnology, materialprocessing and filter systems. Le et al. [12] reported that theapplication of ultrasonic standing waves in the magnesiumalloy melt could accelerate and facilitate the separation ofoxidation inclusions from the melt, which process is knownas ultrasonic purification. However, the effect of ultrasonicpower on ultrasonic grain refinement or ultrasonic purifica-tion has not been systematically investigated so far. Moreover,little work has been done to find information about ultra-
*Corresponding author: [email protected]©KIM and Springer

210 Zhiwen Shao et al.
sonic propagation in the magnesium alloy melt, which pro-cess is very helpful for controlling the effect of ultrasonictreatment and better understanding the mechanism of theprocess. Therefore, in this work, ultrasound with differentpowers was applied to treat the AZ80 alloy melt in order toobtain grain refinement or purification processing of thealloy. In the meantime, numerical simulation was carried outto determine the distribution of acoustic pressure in the melt.The different mechanisms of ultrasonic grain refinement andultrasonic purification processing are also discussed.
2. EXPERIMENTAL PROCEDURES
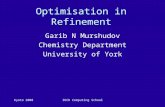
As can be seen in Fig. 1(a), the experimental apparatus forultrasonic treatment used in this study mainly consisted of aresistance furnace, an iron crucible, and a metallurgic ultra-sonic system with power ranging from 0 to 2000 W. Theultrasonic system included an ultrasonic generator with a fre-quency of 20±2 kHz, a magnetostrictive transducer, and amild steel-made acoustic radiator. The structures of the trans-ducer and radiator are shown in Fig. 1(b). One of the mosttypical magnesium alloys, AZ80 alloy, was used in this investi-gation. The composition of AZ80 Mg alloy (wt%) was as
follows: Al 7.9-9.2, Zn 0.7-0.8, Mn 0.12-0.15, Cu 0.03, Ni0.005, Si 0.01, Fe 0.01 and Mg balance. During the treat-ment procedure, the temperature of the melt, the preheatingtemperature of the radiator, and the time of applying theultrasonic field were precisely controlled. First, the meltingof the AZ80 alloy was carried out in an iron crucible thatwas heated by a laboratory resistance furnace and protectedby a CO2+0.5 % SF6 atmosphere. The melt was heated to650 °C and controlled at this temperature for 600 s. Then, theultrasonic radiator, preheated at 650 °C, was inserted 0.02 munder the surface in the magnesium alloy melt and the mag-nesium alloy melt was treated by ultrasonic vibration withdifferent powers. In order to allow for comparison, sampleswere also made without ultrasonic vibration. For convenience,without ultrasonic treatment was defined as 0 W ultrasonictreatment.
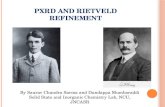
The amount of molten metal in the process of ultrasonicgrain refinement was 0.55 kg. After ultrasonic grain refine-ment treatment, the magnesium alloy melt was water quenchedimmediately. The samples used for analyzing and testingwere taken from the ingot, as can be seen in Fig. 2(a). Themicrostructure was observed using a Leica DMR Metallo-scope, and the grain size was evaluated by transversal method,
Fig. 1. (a) Schematic of experimental arrangement and (b) structures of ultrasonic transducer and ultrasonic radiator.
Fig. 2. (a) Schematic of the sampling location for ultrasonic grain refinement and (b) the partition method of the longitudinal section of ingots forultrasonic purification processing.

Effect of Ultrasonic Power on Grain Refinement and Purification Processing of AZ80 Alloy by Ultrasonic Treatment 211
which was used to calculate the average diameter of thegrain by counting the number of grains within 10 unit lengthsin the 100 times enlarged field of view.
In the ultrasonic purification processing, when crucibleswith height of 0.15 m and 0.23 m were used, the amount ofthe melt was 1.99 kg and 3.06 kg, respectively. After ultra-sonic purification processing, the treated melt was held for60 s and then quenched in water. The longitudinal section ofthe ingot that was treated by ultrasonic purification process-ing was equally divided into four layers from top to the bot-tom, called the top, second, third and bottom layer, respectively(Fig. 2(b)). The corresponding field of vision was observedby Leica DMR optical microscopy. The relative area fractionof inclusion (inclusion fraction for short) was obtained fromthe measurement results of the image analysis software.
3. NUMERICAL SIMULATIONS
3.1. Ultrasonic propagation in the meltIn order to study the ultrasonic field propagation in the
melt, numerical simulations were carried out. As linear wavepropagation has been assumed, the acoustic pressure P canbe obtained by solving the wave equation:
(1)
where ρ is the density, c is the speed of the sound in themelt, and t is the time. With the time harmonic assumption,a solution of the form P(r, z, t) = p(r, z)exp(iωt) can beobtained, where ω is the angular frequency. Then, the space-dependent part of the pressure p(r, z) is the solution of theHelmholtz equation:
(2)
The homogenous Helmholtz equation was solved by thefinite element method. In order to obtain an accurate numeri-cal solution, an adequate refined mesh was used [14,15].The boundary conditions were: p=0 at the liquid-air inter-faces corresponding to a total reflection condition like thatof soft walls; p=p0 at the emitter surface, where p0 is theamplitude of the wave; ∂p/∂n=0 at both the side walls ofthe horn and all the other walls that are hard walls.
The amplitude of the ultrasonic emitter Aemitter was mea-sured by the High Frequency Laser Doppler Vibrometer (PSV-400-M2). Then, the radiated acoustic power from the emitterWemitter could be obtained as [16,17]:
Wemitter = 2π 2 f 2ρemitter cemitter Aemitterπr2emitter (3)
where f is the frequency of the ultrasound, ρemitter is the den-sity of the emitter, cemitter is the velocity of ultrasound in theemitter, and remitter is the radius of the emitter. In our exper-iment, Wemitter was about 20 % of the ultrasonic power, W,
which is the consumed power of the generator. Therefore, theacoustic radiation pressure of the emitter can be obtained as
(4)
Then, according to Snell’s law, p0 can finally be calculatedfrom
(5)
According to the fact that the velocity of ultrasound in themagnesium alloy melt at 650 °C was almost 4000 m/s[18,19], a wavelength of 0.2 m was chosen for numericalsimulation corresponding to the propagation of 20 kHzultrasound in the melt. ρ and ρemitter were assumed to be1700 kg/m3 and 7800 kg/m3, respectively. The velocity ofultrasound in the emitter cemitter was 5800 m/s.
3.2. Acoustic radiation force In order to investigate the distribution of the inclusions in
the acoustic field during ultrasonic purification processing inthe magnesium alloy melt, the acoustic radiation forceshould be discussed and analyzed [20,21]. By applying theacoustic radiation force theory presented by Gor’kov [22],we can describe the time-average radiation force in terms ofaxial (Fz) and lateral (Fr) components as
(6)
and
(7)
where V' is the particle volume, k is the wave number(k=ω/c), is the unit vector in the axial direction, is thetransverse gradient operator, and Eac is the acousticenergy density. It is the sum of the time-averaged potential<Epot>=< p2>/(2ρc2) and kinetic energy density <Ekin>=ρ<v2>/2, where v is local velocity and angle bracket repre-sents time average. The density and compressibility acous-tic contrast factor can be respectively given by Aρ=3(ρ'-ρ)/(ρ +2ρ') and Aγ=(γ-γ ')/γ, where ρ is the density of the fluid,ρ' is the density of the particle, γ is the compressibility ofthe fluid, and γ ' is the compressibility of the particle. Thecompressibility γ and γ ' can be obtained by γ = 1/ρc2 andγ '=1/ρ'c'2 respectively, where c is the velocity of ultra-sound in the melt and c' is the velocity of ultrasound in theparticle.
4. RESULTS AND DISCUSSION
4.1. Results of Ultrasonic Grain Refinement4.1.1 Effect of ultrasonic power on microstructures of theAZ80 alloy
∇ 1ρ---∇P⎝ ⎠⎛ ⎞ 1
ρc2--------∂2P∂t2--------– 0=
∇ 1ρ---∇P⎝ ⎠⎛ ⎞ ω2
ρc2--------p+ 0=
pemitter0.2Wπremitter
2----------------- 2ρemittercemitter( )=
p02ρc
ρc ρemittercemitter+----------------------------------------pemitter=
Fz = V′– kEac Aρ Aγ+( )sin 2kz( )k
Fr V′∇Eac Aρcos2 kz( ) Aγsin2 kz( )–( )=
k∇

212 Zhiwen Shao et al.
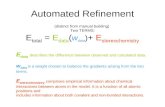
The microstructures polarized light of as-cast magnesiumalloys without ultrasonic treatment and ultrasonic treatedwith 600 W (φ0.02 m ultrasonic emitter used) for 15 s areshown in Fig. 3(a) and (b), respectively. Without ultrasonictreatment, many coarse dendrites of the primary phase werepresent in the ingot, obviously, which demonstrated the nor-mal dendrite growth mode. The average grain size was about387 µm. With the application of ultrasonic treatment, thedendrite structure was broken into a somewhat globular oneand the grain size evidently decreased to 147 µm. Mean-while, the grain appeared very small and uniform.
Figure 4 shows the effect of ultrasonic power on the grainsize of the AZ80 alloy after 20 kHz ultrasonic treatment at650 °C for 15 s. Correspondingly, Figure 4 also shows theacoustic pressure to which the samples subject. It can beseen that no matter which ultrasonic emitter was used, withthe increase of ultrasonic power from 0 W to 600 W, theacoustic pressure increased accordingly and meanwhile theaverage grain size of samples decreased. It indicated that agreater ultrasonic power resulted in a strong increase inacoustic pressure and a better effect of grain refinement.However, as ultrasonic power was increased to 950 W or
1400 W, the average grain size was increased, even thoughthe acoustic pressure continued to be increased. The averagegrain size of samples became smallest when the ultrasonicpower was 600 W. 4.1.2. Mechanism of the effect of ultrasonic power onultrasonic grain refinement
When the ultrasonic field propagated in the melt and theacoustic pressure exceeded the cavitation threshold, it waspossible to generate one of the most important effects, ultra-sonic cavitation. The main mechanisms of ultrasonic grainrefinement were based on cavitation, which include cavita-tion-enhanced nucleation and cavitation-induced (shockwaves) dendrite fragmentation [23-25]. In this study, ultra-sonic treatment was performed at about 40 °C, above themeasured liquidus temperature of the alloy. Small grainswere expected to form at this temperature, and therefore thefragmentation effects of cavitation and acoustic streamingphenomena were not expected to be contributing factors tothe microstructural refinement. The changes brought aboutby ultrasonic treatment in the microstructure of the alloywere thought to be mostly related to the effects of ultrasoniccavitation on the cleaning the surfaces of the poorly wettedparticles in the melt, thereby enhancing their nucleationpotency [26]. Furthermore, disintegration and distribution ofthe agglomerated nucleant particles existing in the meltunder the effects of cavitation and acoustic streaming alsoincreased the number of effective nucleation sites. Increaseddensity of the active nuclei in the melt resulted in the grainrefinement of the alloy.
As is well known, ultrasonic cavitation only occurred whenthe acoustic pressure exceeded the cavitation threshold. Withthe increase of acoustic pressure, the ultrasonic cavitationwould be accordingly intensified [23]. Thus, it is easy tounderstand that a greater ultrasonic power, which produced astrong increase in the acoustic pressure, had a better effect ofgrain refinement. However, as ultrasonic power was increasedto a certain high value, e.g., 950 W or even 1400 W, thegrain tended to be coarsened and the effect of grain refine-ment started to be weakened. In fact, cavitation taking placeat high acoustic pressure was a highly energy-consumingprocess [27]. The corresponding absorption coefficient couldbe considerably high [28]. All of these factors indicate thatthe thermal effect caused by ultrasonic treatment might becomparably high. Furthermore, with the increase of ultra-sonic power, the thermal effect caused by friction betweenthe acoustic radiator and the melt would become more obvi-ous. The thermal effect could result in the decrease of cool-ing rate of the magnesium alloy melt, thereby acceleratingthe grain growth and weakening the effect of grain refine-ment by ultrasonic treatment. Therefore, the thermal effectof the sound waves was thought to be the main reason for thechange. This thermal effect will be studied in depth in ourfurther work.
Fig. 3. Effect of ultrasonic treatment (φ0.02 m ultrasonic emitter used)on the microstructure of the AZ80 alloy: (a) without ultrasonic and (b)with 600 W ultrasonic treatment.
Fig. 4. Effect of ultrasonic power on the grain size of the AZ80 ingotand the acoustic pressure to which the sample was subjected (Solidmark: φ0.02 m ultrasonic emitter used; Hollow mark: φ0.04 m ultra-sonic emitter used).

Effect of Ultrasonic Power on Grain Refinement and Purification Processing of AZ80 Alloy by Ultrasonic Treatment 213
4.2. Results of Ultrasonic Purification4.2.1. Effect of ultrasonic power on the inclusion distribu-tion in the ingot
In the ultrasonic purification processing of magnesiumalloy melt, two cylindrical crucibles with different heights of0.15 m and 0.23 m were used. During ultrasonic treatment,the height of the melt was controlled to make it equal to theheight of the crucible when the preheated ultrasonic horn at650 °C was inserted 0.02 m under the surface in the magne-sium alloy melt. Figure 5 shows the variations of the inclu-sion fraction of AZ80 ingots that were ultrasonic treated withdifferent ultrasonic powers at 650 °C for 60 s and that werethen water cooled after holding them for 60 s. When the cru-cible with height of 0.15 m was used, the inclusion fractionat the bottom layer without ultrasonic treatment was only47.2 %. After 35 W ultrasound was applied, this inclusionfraction sharply increased to 80.3 %. Then, it reached a max-imum value of 96 % when the ultrasonic power was increasedto 80 W. However, when the ultrasonic power continued toincrease to 175 W or even 230 W, the inclusion fraction atthe bottom layer decreased to 86.7 % or 83.5 %, respectively.The results show that with the application of the ultrasonicfield, most of the inclusions could sink to the bottom of themelt and the optimal ultrasonic power in the experiment is80 W. On the other hand, when the crucible with a height of0.23 m was used, no matter how high the ultrasonic powerwas, the inclusion fraction at the bottom layer had no obviouschanges after ultrasonic treatment, as can be seen in Fig. 5(b).4.2.2. Mechanism of the effect of ultrasonic power on ultrasonicpurification
Magnesium alloys are known for their high affinity to oxy-gen at high temperature and, therefore, numerous inclusionsare particularly prone to be introduced in magnesium alloymelts during smelting or casting processes. These inclusionsin the AZ80 alloy mainly consisted of magnesia (MgO),whose true density was about 2700 kg/m3 [29]. Moreover,there were lots of voids unevenly distributed in the inclu-sions. The maximum of the void ratio could reach 0.65 and
the average void ratio was about 0.55 [30,31]. Thus, theapparent density of the oxidation inclusions was very closeto that of the melt, which made it difficult to remove theseinclusions from the melt only by natural sedimentation.Therefore, in this study, an ultrasonic field was applied toaccelerate and facilitate the separation of oxidation inclu-sions from the melt; this process was also called ultrasonicpurification. The typical values mentioned above were appliedin the numerical calculation, which calculation included thedensity of the MgO particles γ '=1750 kg/m3, the radius ofthe particles R=50 µm, the magnesium alloy melt density ρ=1700 kg/m3, the velocity of ultrasound in the melt c=4000m/s and the velocity of ultrasound in the particles c'=8500m/s [16].
The pressure amplitude distribution in the melt within thetwo crucibles was obtained by numerical solution of theHelmholtz equation. As can be seen in Fig. 6(a), a nearlyidealized standing wave field within such a crucible wasfound and the acoustic radiation force to which MgO parti-cles suspended in the melt were subject is also illustrated.Obviously, within the standing wave field, if the acousticradiation force is big enough, particles initially located at dif-ferent heights would agglomerate at the nodes under theaction of the axial radiation force [32]. Moreover, once par-ticles had moved to the nodal planes, the lateral radiationforce, along with the secondary radiation forces (due to par-ticle-particle interaction) would cause particles to form bigagglomerations at certain points within the nodal planes[33,34]. As is well known, the free-falling velocity of solidparticles in a fluid can be expressed as [35].
(8)
where ρ ' and ρ are the densities of solid particles and thefluid, respectively, µ is the dynamic viscosity of the fluid,and d is the diameter of the particles. Equation 8 shows thatthe free-falling velocity of the solid particles is in propor-tion to the square of the diameter of the particles. There-
v d2 ρ′ ρ–( )/18µ=
Fig. 5. Effect of ultrasonic power on the distribution of inclusions in the AZ80 ingot: (a) crucible with a height of 0.15 m used and (b) cruciblewith a height of 0.23 m used.

214 Zhiwen Shao et al.
fore, the free-falling velocity of the particles whose diameterwas greatly increased by the ultrasonic conglomerationcould be much higher than that of the particles that did notreceive ultrasonic treatment. The increase of the free-fall-ing velocity by ultrasonic treatment greatly shortened thefalling time and facilitated natural sedimentation. This resultedin a different inclusion distribution between the ingot with-out ultrasonic treatment and with ultrasonic purificationprocessing. As can be seen in Fig. 5(a), the inclusion frac-tion of the bottom layer increased from 47.2 % to 96 %after the melt was given an 80 W ultrasonic treatment for60 s. Therefore, it is shown that the ultrasonic field can beused to accelerate the separation of oxide inclusions fromthe AZ80 alloy melt due to the effect of the ultrasonic con-glomeration on the inclusions. However, when the cruciblewith a height of 0.23 m was used, the radiation force wasvery small and there was a lack of directionality (see Fig.6(b)). This indicates that no valid effect of ultrasonic con-glomeration can be achieved. This result was in good agree-ment with the experimental results, which showed that theinclusion fraction at the bottom layer had no obviouschanges after ultrasonic treatment when the crucible with aheight of 0.23 m was used, as can be seen in Fig. 5(b).
In addition, with the increase of ultrasonic power, theacoustic energy density Eac would be increased. Accordingto Equation 6, the acoustic radiation force was in proportionto the acoustic energy density Eac. Therefore, in order toobtain an effective acoustic radiation force, the applied ultra-sonic power should be high enough, e.g., 80 W. The varia-tion of pressure in the center of the emitter along the axialdirection for different ultrasonic powers was also obtainedby numerical solution of the Helmholtz equation, as can beseen in Fig. 7. With the increase of the ultrasonic power, theacoustic pressure was accordingly enhanced. As is well known,the increase of acoustic pressure is very likely to result inultrasonic cavitation and acoustic streaming, which would
weaken the effect of the ultrasonic conglomeration. There-fore, with the further increase of the ultrasonic power from80 W to 175 W or even to 230 W, the inclusion fraction atthe bottom layer of the ingot decreased to a certain extent, ascan be seen in Fig. 5(a). This indicates that the ultrasonicpower selected for ultrasonic purification should not be toohigh; usually it should be much lower than that used in ultra-sonic grain refinement. This was also verified by the experi-mental results, in which it was shown that the optimalultrasonic power of 80 W in the ultrasonic purification pro-cessing was much lower than the value of 600 W in ultra-sonic grain refinement.
5. CONCLUSIONS
(1) Ultrasonic treatment of a melt prior to casting couldrefine the microstructure of the AZ80 alloy. This refinement
Fig. 6. Pressure amplitude distribution in the melt with 80 W ultrasonic treatment: (a) crucible with a height of 0.15 m used and (b) crucible witha height of 0.23 m used.
Fig. 7. Pressure profile in the axial direction at the center of the emit-ter for different ultrasonic powers when crucible with a height of 0.15m was used.

Effect of Ultrasonic Power on Grain Refinement and Purification Processing of AZ80 Alloy by Ultrasonic Treatment 215
can be mainly attributed to the cavitation and streaming phe-nomena that take place during ultrasonic treatment in themelt. With the increase of ultrasonic power from 0 W to 600W, the average grain size of the AZ80 alloy was decreasedfrom 387 µm to 147 µm. However, the average grain sizewas increased when the power continued to increase to 950W or 1400 W. The thermal effect of the sound waves wasthought to be the main reason for this change. The optimalultrasonic power for the ultrasonic grain refinement of theAZ80 alloy was 600 W.
(2) The ultrasonic field could be used to accelerate the sep-aration of oxide inclusions from the AZ80 alloy melt due tothe effect of the ultrasonic conglomeration on the inclusions.Increasing the applied ultrasonic power from 0 to 80 Wresulted in the inclusion fraction at the bottom layer of theingot increasing from 47.2 % to 96 %. With further increaseof the ultrasonic power to 175 W or 230 W, this inclusionfraction decreased. The ultrasonic power should be highenough to generate a valid acoustic radiation force and topromote the ultrasonic conglomeration. However, the ultra-sonic conglomeration will not be improved when there is toostrong an ultrasonic field due to the effects of ultrasonic cav-itation and acoustic streaming. The optimal ultrasonic powerin the ultrasonic purification processing of the AZ80 alloywas 80 W.
ACKNOWLEDGMENTS
This work was financially supported by the Major StateBasic Research Development Program of China (No.2007CB613701 and 2007CB613702), the National NaturalScience Foundation of China (50974037 and 50904018), theProgram for New Century Excellent Talents in University(NCET-08-0098) and the Fundamental Research Foundationof Central Universities (NO9049002 and NO90209002).
REFERENCES
1. B. L. Mordike and T. Ebert, Mater. Sci. Eng. A 302, 37(2001).
2. D. Letzig, J. Swiostek, J. Bohlen, P. A. Beaven, and K. U.Kainer, Mater. Sci. Technol. 24, 991 (2008).
3. M. R. Afshar, M. R. Aboutaiebi, M. Isac, and R. I. L. Guth-rie, Mater. Lett. 61, 2045 (2007).
4. G. I. Eskin, Ultrason. Sonochem. 8, 319 (2001).5. X. G. Jian, T. M. Thomas, and Q. Y. Han, Scripta. Mater.
54, 893 (2006).6. V. Abramov, O. Abramov, V. Bulgakov, and F. Sommer,
Mater. Lett. 37, 27 (1998).7. X. B. Liu, Y. Osawa, S. Takamori, and T. Mukai, Mater.
Lett. 62, 2872 (2008).8. A. Ramirez, Q. Ma, B. Davis, T. Wilks, and D. H. Stjohn,
Scripta. Mater. 59, 19 (2008).9. T. V. Atamanenko, D. G. Eskin, L. Zhang, and L. Katger-
man, Metall. Mater. Trans. A 41, 2056 (2010).10. Q. Ma, A. Ramirez, and A. Das, J. Cryst. Growth. 311, 3708
(2009).11. R. J. Townsend, M. Hill, N. R Harris, and N. M. White, Ultra-
son. 44, 467 (2006). 12. Q. C. Le, Z. Q. Zhang, J. Z. Cui, X. Wang, and C. Li, Mag-
nesium Technol., (eds. E. A. Nyberg, S. R. Agnew, N. R.Nellameggham, and M. O. Pekguleryuz), p. 45, TMS, SanFrancisco (2009).
13. D. M. Gao, Z. J. Li, Q. Y. Han, and Q. J. Zhai, Mater. Sci.Eng. A 502, 2 (2009).
14. V. Sáez, A. Frías-ferrer, J. Iniesta, J. González-García, A.Aldaz, and E. Riera, Ultrason. Sonochem. 12, 59 (2005).
15. O. Louisnard, J. Gonzalez-Garcia, I. Tudela, J. Klima, V.Saez, and Y. Vargas-Hernandez, Ultrason. Sonochem. 16,250 (2008).
16. R. Feng, Ultrasonic handbook, pp.111-116, Publishing Com-pany of Nanjin University, Nanjin, China (2001).
17. R. G. Liu and X. Q. Li, Machinery & Electronics 12, 3(2007).
18. S. P. McAlister, E. D. Crozier, and J. F. Cochran, J. Phys.C: Solid State Phys. 6, 2269 (1973).
19. S. Blairs, J. Colloid Interface. Sci. 302, 312 (2006).20. R. J. Townsend, M. Hill, N. R Harris, and N. M. White,
Ultrason. 42, 319 (2004).21. F. G. Mitri, Ultrason. 44, 244 (2006).22. L. P. Gor’kov, Soviet Phys. Dokl. 6, 773 (1962).23. G. I. Eskin, Ultrasonic Treatment of Light Alloy Melts, pp.
18-55, Gordon and Breach, Amsterdam (1998).24. J. D. Hunt and K. A. Jackon, J. Appl. Phys. 37, 254 (1966).25. S. W. Choi, G. H. Kim, J. S. Bae, and Y. D. Kim, ICCAS-
SICE 2009, p. 378. IEEE, Fukuoka, Japan (2009).26. M. Khosro-aghayani and B. Niroumand, J. Alloy. Compd.
509, 114 (2011).27. J. Klíma, A. Frías-ferrer, J. González-garcía, J. Ludvík, V.
Sáez, and J. Iniesta, Ultrason. Sonochem. 14, 19 (2007).28. M. Qian and A. Ramirez, J. Appl. Phys. 105, 1358 (2009).29. N. Pebere, C. Riera, and F. Dabosi, Electrochimi. Acta. 35,
555 (1990).30. Z. J. Shen and B. D. Li, Mater. Mech. Eng. 27, 12 (2003). 31. T. S. Shih, J. B. Liu, and P. S. Wei, Mater. Chem. Phys. 104,
497 (2007).32. K. J. Yasuda and S. I. Umemura, J. Acoust. Soc. Am. 99,
1965 (1996).33. M. A. H. Weiser, R. E. Apfel, and E. A. Neppiras, Acustica.
56, 114 (1984).34. C. J. Schram, Advances in Sonochemistry (eds. T.J. Mason),
p. 293, Elsevier, Amsterdam (1991).35. Q. C. Le and J. Z Cui, Fundamental Principle of Transport,
pp. 37-45, Metallurgy Industry Press, Beijing (2005).