
Porosity and Pore Size of B-tricalcium Phosphate Scaffold Can

www.elsevier.com/locate/actamat
Acta Materialia 55 (2007) 5646–5654
Effect of transference velocity and hydrogen pressure on porosityand pore morphology of lotus-type porous copper fabricated
by a continuous casting technique
J.S. Park, S.K. Hyun *, S. Suzuki, H. Nakajima
The Institute of Scientific and Industrial Research, Osaka University, Ibaraki, Osaka 567-0047, Japan
Received 27 February 2007; received in revised form 19 June 2007; accepted 19 June 2007Available online 16 August 2007
Abstract
A continuous casting technique was developed to fabricate, in a pressurized hydrogen atmosphere, lotus-type porous copper with longcylindrical pores aligned parallel to the solidification direction. The molten copper dissolving the hydrogen was pulled downward to besolidified through a cooled mould at a given transference velocity. This technique has the benefit of producing long-sized lotus-type por-ous metal slabs as long as 700 mm. The effects of the hydrogen gas pressure and the transference velocity on the porosity and the poremorphology were investigated. The porosity was independent of the transference velocity but dependent on the hydrogen gas pressure.The average pore diameter and pore length were affected by the changes of both the transference velocity and hydrogen gas pressure. Thechange of transference velocity affected the pore formation position near the slab surface. The porosity and pore size were therefore wellcontrolled by the transference velocity and hydrogen gas pressure. It is concluded that the continuous casting technique is a promisingmethod for the mass production of lotus-type porous metals.� 2007 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Keywords: Lotus-type porous copper; Continuous casting; Solidification; Hydrogen gas pressure; Pore morphology
1. Introduction
Metals containing a number of voids (pores) or cellshave various characteristics different from those of bulkmetals, such as an inherently low density and a largesurface area. Therefore, these metals are expected to beutilized as lightweight materials, catalysts, electrodes,vibration and acoustic energy damping materials, impactenergy absorption materials, and so on [1,2].
Recently, lotus-type porous metals, a new type of por-ous metal, have been attracting attention due to their longcylindrical pores aligned in one direction [3–11]. The cylin-drical gas pores are evolved by the unidirectional solidifica-tion from the metallic melt dissolving a gas. When the meltis solidified, the gas-crystallization reaction takes place [12].
1359-6454/$30.00 � 2007 Acta Materialia Inc. Published by Elsevier Ltd. All
doi:10.1016/j.actamat.2007.06.022
* Corresponding author. Tel.: +81 668798436; fax: +81 668798439.E-mail address: [email protected] (S.K. Hyun).
Lotus-type porous metals not only possess the properties ofconventional porous metals but also have the unique prop-erties originating from their pores being aligned in onedirection. In particular, lotus-type porous metals havemechanical properties superior to those of the conventionalporous metals [13], and consequently they are attractingconsiderable attention in various industrial fields [14–16].
Shapovlov [3] and Nakajima et al. [4–7] fabricated lotus-type porous copper containing homogeneously distributedpores using a mould casting technique (Gasar method)under a high hydrogen pressure, as shown in Fig. 1a.Although the technique is a simple process, it is difficultto control the solidification velocity, which affects the poremorphology [6]. Although the heat from the melt is easilydissipated to the water-cooled plate during the solidifica-tion process, the cooling becomes slow in the upper partof the solidified ingot, and thus the pores become coarse[17]. Therefore, large-sized lotus-type porous metals with
rights reserved.

Fig. 1. Fabrication techniques of lotus-type porous metals in a hydrogen gas atmosphere: (a) mould casting technique and (b) continuous zone meltingtechnique.
J.S. Park et al. / Acta Materialia 55 (2007) 5646–5654 5647
a uniform pore size and porosity, particularly metals andalloys with lower thermal conductivity such as stainlesssteel, cannot be fabricated by this technique. In order toovercome this shortcoming, we invented a continuous zonemelting technique [7,9,11].
Fig. 1b shows the schematic drawing of the continuouszone melting technique. By using this technique, we wereable to fabricate lotus-type porous metals and alloys witha low thermal conductivity, which possess long cylindricalpores distributed homogeneously. A part of the metal rodis melted by an induction heating coil. Gas is dissolved intothe melt from the surrounding atmosphere. When the meltis moved downward from the coil to be solidified, insolublegas pores are evolved in the solidification direction. Thistechnique has the benefit of controlling the solidificationvelocity by changing the transference velocity. However,it is not suitable for the mass production of the specimenrod because the size of the ingot that can be fabricated isrestricted. Therefore, we considered the continuous castingtechnique [10] as a new fabrication method for the massproduction of lotus-type porous metals.
The continuous casting technique is extensively used asa mass-production method for ferrous and nonferrous met-als and alloys. In this conventional continuous casting pro-cess, the solidified ingot can pass through the mouldsmoothly due to the solidification shrinkage from the melt.However, in the present process, a large volume expansionoccurs when the solidified ingot is passed through themould. We initially thought that such an expansion wouldpresent problems with the stacking of the ingot in themould, and that consequently this technique could not beapplied to the fabrication of the lotus-type porous metals.However, we later realized that such a large expansioninherent from the pore evolution was released to push thevolume toward the copper part of the molten metal, so thatthe melt can accommodate the large strain of the solidifiedingot. That is why the continuous casting technique isapplicable to the fabrication of lotus-type porous metals.
Through this technique, the solidification velocity can becontrolled by the transference velocity in the hydrogen gasatmosphere. Since the pore morphology of the lotus-typeporous metal is related to the solidification velocity [6,9],it is suggested that the pore morphology of the lotus-type
porous metals can be easily controlled by the technique.We successfully fabricated the lotus-type porous copperand briefly reported a part of the method for controllingits pore size and porosity [10]. However, the details of thefabrication factors of the lotus-type porous copper fabri-cated by the continuous casting technique have not yetbeen reported. Besides, the importance of a skin layer withuniform thickness in the surface of the slab has never beendescribed; it is considered that the uniform skin layer givesa favorable influence on both the surface strength and thebending property. In order to utilize the continuous castingtechnique in the fabrication of lotus-type porous metals,the fabrication factors that control the pore morphologymust be taken into account. In this study, we attemptedto fabricate lotus-type porous copper by the continuouscasting technique at various transference velocities andunder various gas pressures. The present paper reportsthe details of the continuous casting technique and theeffects of the controlling parameters on the pore morphol-ogy and skin layer of lotus-type porous copper.
2. Experimental procedure
Slabs of lotus-type porous copper were fabricated by avacuum-assisted and pressurized continuous casting appa-ratus, as illustrated in Fig. 2. The apparatus consists of acrucible with a rectangular hole at the bottom, a dummybar for preventing the melt from flowing through thehole, an induction heating coil, a mould (30 · 10 mm2 insection) which is surrounded by a water-cooled chill blockand pinch rollers to control the transference velocity ofthe dummy bar. This apparatus chamber can be pressur-ized up to 3.0 MPa and can also be evacuated to 2 Pa.The solidified ingot bar (slab) can be produced to700 mm long.
Pure copper (99.9 wt.% Cu) was melted in the crucibleby radiofrequency induction heating under a hydrogengas pressure of 0.2 MPa. The temperature of the moltencopper in the crucible was monitored by a W-5Re/W-26Re thermocouple, which was available in the hydrogenatmosphere and was set to be 1573 K. As the temperaturereached 1573 K, additional hydrogen gas was introducedinto the chamber up to a gas pressure of 1.0 or 2.0 MPa.

Crucible
Induction-heating coil
Copper chiller
Inlet and outlet of gases
Pinch roller
Dummy bar
Top chamber
Bottom chamber
Mould
Melt
Lotus-type porous copper
Rotary pump
Crucible
Induction-heating coil
Copper chiller
Inlet and outlet of gases
Pinch roller
Dummy bar
Top chamber
Bottom chamber
Mould
Melt
Lotus-type porous copper
Rotary pump
Crucible
Induction-heating coil
Copper chiller
Inlet and outlet of gases
Pinch roller
Dummy bar
Top chamber
Bottom chamber
Mould
Melt
Lotus-type porous copper
Rotary pump
Fig. 2. Schematic drawing of continuous casting apparatus.
5648 J.S. Park et al. / Acta Materialia 55 (2007) 5646–5654
Subsequently, the molten copper was maintained for600 s in order to dissolve and diffuse hydrogen sufficientlyinto the melt. The melt was pulled down by the dummybar of nonporous copper through the cooled mould at agiven velocity. By the cooling of the melt through boththe mould and the connected copper bar, the melt wassimultaneously and continuously solidified. Then, thehydrogen in the melt was rejected at the solid–liquid inter-face due to the solubility gap of hydrogen between theliquid and the solid, and cylindrical pores aligned parallelto the solidification direction were formed. The transfer-ence velocity was changed at 1, 5, 10, 20, 50 and100 mm min�1, which was mechanically controlled by therotational speed of the pinch rollers. The ingots obtainedwere 30 · 10 mm2 in cross-section and had a maximumlength of 700 mm.
The slabs were cut using a spark-erosion wire cuttingmachine (Model LN1W, Sodick Co.) in directions paralleland perpendicular to the transference direction. Eachcross-section was polished with a series of emery papersand was observed using an optical microscope. The porediameter was measured in the cross-section perpendicularto the transference direction, and the pore length and thepore growth direction were analyzed in the cross-sectionparallel to the transference direction by an image analyzer(Win ROOF, Mitani Co.). The porosity p was evaluatedfrom the following expression:
p ð%Þ ¼ 1�Apparent density of porous copper
Density of nonporous copper
� �� 100:
ð1Þ
The apparent density of the individual specimen was calcu-lated by measuring both the weight and the apparent vol-ume of each slab.
3. Results
Fig. 3 shows the cross-sectional views of the lotus-typeporous copper fabricated by the continuous casting tech-nique at various transference velocities and under varioushydrogen gas pressures; these views are parallel and perpen-dicular to the transference direction. In the observed cross-section of the slabs fabricated at 1 mm min�1 for the above-mentioned two pressures, three large (diameter P 5 mm)and many small pores are distributed inhomogeneously;many small pores are also found in the interior of the largepores. The shapes of the pores are irregular. Thus, it is con-sidered that the large pores are formed by the cohesion of afew small pores; the volume of the small pores increases dur-ing solidification when the amount of hydrogen diffused fromthe solid to the pores increases with decreasing transferencevelocity [6,9]. However, the slabs fabricated at a high trans-ference velocity possess long cylindrical pores distributedhomogeneously. The pore size decreases and the numberdensity of the pores increases with an increase in not onlythe transference velocity but also the hydrogen gas pressure.
3.1. Porosity
Fig. 4 shows the relationship between the porosity andthe transference velocity under hydrogen gas pressures of1.0 and 2.0 MPa. The porosity decreases with increasinghydrogen gas pressure, while the porosity is almost con-

Fig. 3. Cross-sections perpendicular and parallel to the transference direction of lotus-type porous copper fabricated at various transference velocitiesunder hydrogen gas pressure.
J.S. Park et al. / Acta Materialia 55 (2007) 5646–5654 5649
stant and independent of the transference velocity. Such atendency is consistent with the results reported by Hyunand Nakajima [6], and Ikeda et al. [9]; they respectively fab-ricated lotus-type porous copper and stainless steel usingthe mould casting and continuous zone melting techniquesat various solidification velocities and under various gaspressures.
3.2. Pore diameter and pore length
Fig. 5 shows the effect of the transference velocity on theaverage pore diameter d under each hydrogen gas pressure.The average pore diameter decreases with an increase innot only the hydrogen gas pressure but also the transfer-
0 20 40 60 80 1000
20
40
60
80
100
Por
osit
y,p
/ %
Transference velocity,v / mm.min-1
H2 1.0 MPaH2 2.0 MPa
Fig. 4. Porosity against the transference velocity of the lotus-type porouscopper fabricated under hydrogen gas pressures of 1.0 and 2.0 MPa.(Dotted lines are porosities calculated by Eq. (4) at 1357 K and underhydrogen pressures of 1.0 and 2.0 MPa.)
ence velocity. In addition, the density of the pore numberincreases with increasing transference velocity, as shownin the cross-sections of Fig. 3. Fig. 6 shows the change ofthe pore number density Np, calculated using the averagepore diameter and the porosity in a cross-sectional areaof 1.0 · 1.0 mm2, with the transference velocity. The porenumber density increases with increasing transferencevelocity, while an increase in the hydrogen gas pressurebrings about an increase in the pore number density for agiven transference velocity. These indicate that the porenumber density is affected not only by the transferencevelocity but also by the total gas pressure. The results arein good agreement with those reported by Hyun and Nak-ajima [6] and Ikeda et al. [9].
0 20 40 60 80 1000
200
400
600
800
1000
1200
1400
Ave
rage
por
e di
amet
er,
d / μ
m
Transference velocity,v / mm.min-1
H2 1.0 MPa
H2 2.0 MPa
Fig. 5. Average pore diameter against the transference velocity of thelotus-type porous copper fabricated under hydrogen gas pressures of 1.0and 2.0 MPa. (Error bars are the standard deviations. Standard deviationat 5 mm min�1 under a hydrogen gas pressure of 1.0 MPa is ±1067.67.)
0 20 40 60 80 100
0
50
100
150
200
Por
e nu
mbe
r de
nsit
y,N
P / m
m-2
Transference velocity, v / mm.min-1
H2
1.0 MPaH
22.0 MPa
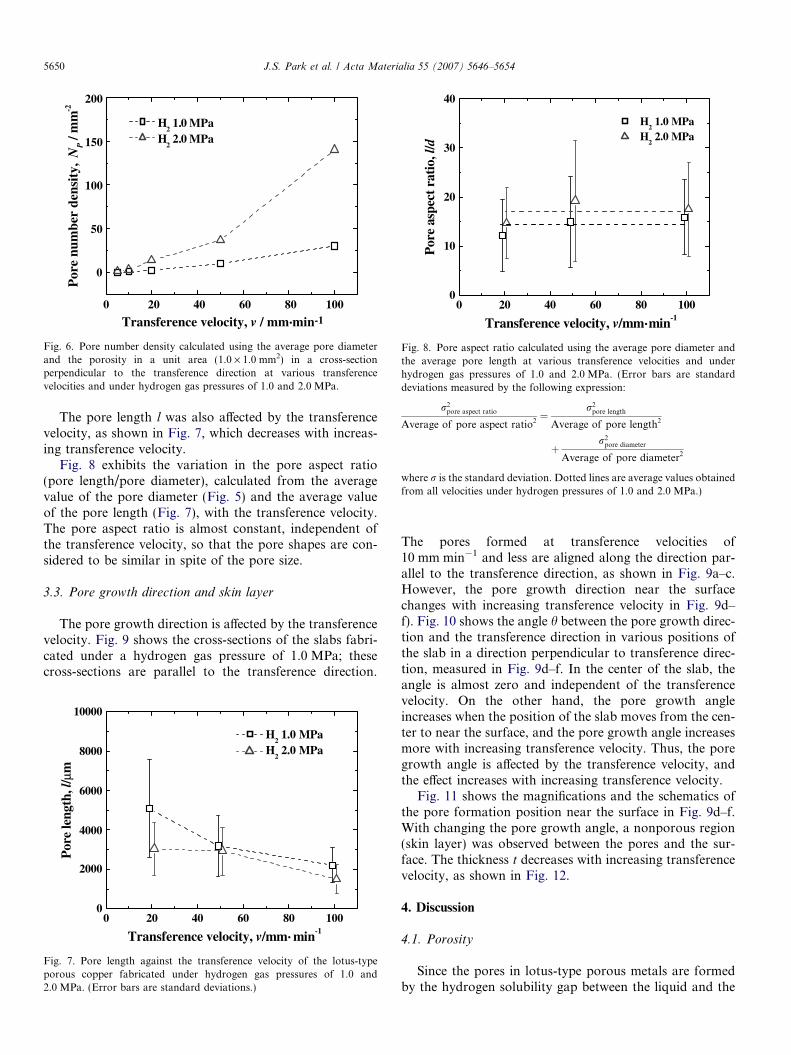
Fig. 6. Pore number density calculated using the average pore diameterand the porosity in a unit area (1.0 · 1.0 mm2) in a cross-sectionperpendicular to the transference direction at various transferencevelocities and under hydrogen gas pressures of 1.0 and 2.0 MPa.
0 20 40 60 80 1000
10
20
30
40
Transference velocity, v/mm.min-1
Por
e as
pect
rat
io,l
/d
H2
1.0 MPaH
22.0 MPa
Fig. 8. Pore aspect ratio calculated using the average pore diameter andthe average pore length at various transference velocities and underhydrogen gas pressures of 1.0 and 2.0 MPa. (Error bars are standarddeviations measured by the following expression:
r2pore aspect ratio
Average of pore aspect ratio2¼
r2pore length
Average of pore length2
þr2
pore diameter
Average of pore diameter2
where r is the standard deviation. Dotted lines are average values obtainedfrom all velocities under hydrogen pressures of 1.0 and 2.0 MPa.)
5650 J.S. Park et al. / Acta Materialia 55 (2007) 5646–5654
The pore length l was also affected by the transferencevelocity, as shown in Fig. 7, which decreases with increas-ing transference velocity.
Fig. 8 exhibits the variation in the pore aspect ratio(pore length/pore diameter), calculated from the averagevalue of the pore diameter (Fig. 5) and the average valueof the pore length (Fig. 7), with the transference velocity.The pore aspect ratio is almost constant, independent ofthe transference velocity, so that the pore shapes are con-sidered to be similar in spite of the pore size.
3.3. Pore growth direction and skin layer
The pore growth direction is affected by the transferencevelocity. Fig. 9 shows the cross-sections of the slabs fabri-cated under a hydrogen gas pressure of 1.0 MPa; thesecross-sections are parallel to the transference direction.
0 20 40 60 80 1000
2000
4000
6000
8000
10000
Por
e le
ngth
,l/μ
m
Transference velocity, v/mm. min-1
H2 1.0 MPa
H2 2.0 MPa
Fig. 7. Pore length against the transference velocity of the lotus-typeporous copper fabricated under hydrogen gas pressures of 1.0 and2.0 MPa. (Error bars are standard deviations.)
The pores formed at transference velocities of10 mm min�1 and less are aligned along the direction par-allel to the transference direction, as shown in Fig. 9a–c.However, the pore growth direction near the surfacechanges with increasing transference velocity in Fig. 9d–f). Fig. 10 shows the angle h between the pore growth direc-tion and the transference direction in various positions ofthe slab in a direction perpendicular to transference direc-tion, measured in Fig. 9d–f. In the center of the slab, theangle is almost zero and independent of the transferencevelocity. On the other hand, the pore growth angleincreases when the position of the slab moves from the cen-ter to near the surface, and the pore growth angle increasesmore with increasing transference velocity. Thus, the poregrowth angle is affected by the transference velocity, andthe effect increases with increasing transference velocity.
Fig. 11 shows the magnifications and the schematics ofthe pore formation position near the surface in Fig. 9d–f.With changing the pore growth angle, a nonporous region(skin layer) was observed between the pores and the sur-face. The thickness t decreases with increasing transferencevelocity, as shown in Fig. 12.
4. Discussion
4.1. Porosity
Since the pores in lotus-type porous metals are formedby the hydrogen solubility gap between the liquid and the

Fig. 9. Cross-sections parallel to transference direction of the lotus-typeporous copper fabricated under hydrogen gas pressure of 1.0 MPa by thecontinuous casting technique. Transference velocities are: (a) 1 mm min�1;(b) 5 mm min�1; (c) 10 mm min�1; (d) 20 mm min�1; (e) 50 mm min�1 and(f) 100 mm min�1.
-4 -2 0 2 4
0
4
8
12
16
2020 mm.min-1
50 mm.min-1
100 mm.min-1
Position in cast bar, x / mm
Ang
le,θ
/ de
gree
Center
Fig. 10. Angle between the pore growth direction and the transferencedirection in various positions of the slab in a direction perpendicular to thetransference direction; the slab was fabricated at various transferencevelocities under a hydrogen gas pressure of 1.0 MPa. (Angles at x = 0, ± 2and ±4 are measured in the range of x � 1 6 x 6 x + 1, respectively. Theslab surface is at x = ±5. Error bars are the standard deviations.)
Fig. 11. Photographs (upper row) and schematic (lower row) of the poreformation position near the surface in Fig. 9d–f: (a) 20 mm min�1;(b) 50 mm min�1 and (c) 100 mm min�1 under a hydrogen pressure of1.0 MPa.
20 40 60 80 1000.0
0.1
0.2
0.3
0.4
Transference velocity, v / mm . min-1
Thi
ckne
ss o
f sk
in la
yer,
t / m
m
Fig. 12. Thickness of the skin layer plotted against the transferencevelocity of lotus-type porous copper fabricated under a hydrogen gaspressure of 1.0 MPa. (Error bars are the standard deviations.)
J.S. Park et al. / Acta Materialia 55 (2007) 5646–5654 5651
solid, the porosity mainly depends on the amount of hydro-gen rejected from the solid during unidirectional solidifica-tion [4,8,18,19]. It is well known that the hydrogen
solubility is proportional to the root of the partial pressureof hydrogen in liquid and solid phases according to Sie-vert’s law at a high temperature in a metal–hydrogen sys-tem [4,5,8], and the amount of rejected hydrogen isevaluated by the hydrogen solubility gap. Thus, the poros-ity can be estimated by the evaluation of the pore volumefraction dependent on the amount of rejected hydrogenat the gas evolution–crystallization temperature [12] inthe hydrogen atmosphere [4,8].
The porosity can be expressed using the pore volume V
and the volume of the solid copper VS:
p ¼ VV þ V S
� 100: ð2Þ

5652 J.S. Park et al. / Acta Materialia 55 (2007) 5646–5654
Since the pore volume depends on the amount of rejectedhydrogen, V can be evaluated using the followingexpression:
V ¼ðkl � ksÞ
ffiffiffiffiffiffiffiffiP H2
p� R� T n
P; ð3Þ
where P and P H2are the total pressure and the partial
hydrogen pressure, R is the gas constant, Tn is the gas evo-lution–crystallization temperature, kl and ks are the equi-librium constants of the hydrogen dissolving reaction inliquid and solid, respectively. Consequently, we obtainthe following equation by Eqs. (2) and (3) [8]:
p � ðkl � ksÞ � R� T n
ðkl � ksÞ � R� T n þ m� V S
ffiffiffiffiffiffiffiffiP H2
p � 100; ð4Þ
where m is a constant value considering the hydrogen es-caped from the melt to the atmosphere during the solidifi-cation, and increases with an increase in the amount of theescaped hydrogen. It is suggested that the porositydecreases with increasing partial hydrogen pressure accord-ing to Eq. (4). By using Eq. (4), we calculated the porosity p
at 1357 K for P H2¼ 1:0 and 2.0 MPa using m as a fitting
parameter; the value of (kl � ks) is evaluated by the hydro-gen solubility in the solid and liquid copper underP H2¼ 0:1 MPa using the equation suggested by Fromm
and Gebhardt [20], and the value is 6:58� 10�5
at:%=P 1=2H2
. When the value of m is 1.2, the calculated poros-ities exhibited as the dotted lines in Fig. 4 are in goodagreement with the measured porosities. The value of 1.2for m in this study is lower than that of 2.0 in case of themould casting technique [4]. This indicates that the amountof the escaped hydrogen during the solidification decreasesby the continuous casting technique. Yamamura et al. [4]suggested that the escape of hydrogen takes place duringpouring and/or solidification in case of the mould casting.However, the continuous casting has no pouring process.This is a reason that the escaped hydrogen decreased bythe continuous casting technique. Thus, the porosity is wellcontrolled by hydrogen gas pressure in the continuous cast-ing technique.
4.2. Pore diameter and pore length
In order to discuss the pore diameter and the porelength, the pore nucleation mechanism must be taken intoconsideration. Pore nucleation in the liquid has been inves-tigated by many researchers [19,21–25], and it has beenreported that inhomogeneous pore nucleation occursbecause the surface Gibbs free energy is lowered by theexistence of impurities and inclusions.
Fisher [21] suggested the following relationship betweenthe pore nucleation rate I and the critical Gibbs free energyðDG�heteroÞ for heterogeneous pore nucleation:
I ¼ NkTh
exp �DGa þ DG�hetero
kT
� �; ð5Þ
where N is the number of atoms in the liquid, k is Boltz-mann’s constant, T is the temperature, h is Planck’s
constant, and DGa is the activation energy for the motionof an individual atom. Here, DGa is negligible comparedto DG�hetero, and we can obtain the expression
I ¼ NkTh
exp � 1
kT� 16p
3� c3
DP 2� f ðhcÞ
� �; ð6Þ
where c is the surface energy of the pore, DP is the differ-ence between the ambient and the internal pressure of thepore and f(hc) is a function of the surface energy that de-pends on the contact angle hc between the solid and thepore. The pore nucleation rate is closely related to DP,and DP is proportional to the undercooling DT throughthe Clausius–Clapeyron equation [26]:
DP / DT : ð7ÞIn addition, it is generally reported that the solidificationvelocity v affects the undercooling DT during the solidifica-tion process [18,27], as follows:
v / DT nð1 6 n 6 2Þ; ð8Þwhere n is an empirical constant. Thus, the followingexpression can be finally obtained from Eqs. (7) and (8):
v / DP n: ð9ÞThus, the pore nucleation rate in Eq. (6) increases withincreasing transference velocity because of the relationshipbetween v and DP in Eq. (9); we assume that the solidifica-tion velocity v is equal to the transference velocity.
On the other hand, since the hydrogen content in themelts is almost constant at the melting point under a con-stant hydrogen gas pressure, the hydrogen content diffusedin each pore during the solidification decreases with anincrease in the pore nucleation rate. Thus, it is consideredthat the pore diameter decreases with a decrease in eachpore volume. This is in good agreement with the resultsof pore length and pore aspect ratio; the change in the porelength with the transference velocity is similar to thechange in the pore diameter, and therefore the pore aspectratio is not changed very much. This indicates that the poredimensions such as diameter and length are determined bythe relationship between the pore nucleation rate I andhydrogen solubility in the melt.
4.3. The pore growth direction and skin layer
The pore grows in the direction perpendicular to thesolid–liquid interface. Thus, the pore growth directiondepends on the shape of the interface during solidification.The shape is determined by the flow of the heat emittedfrom the liquid during solidification.
Assuming that the heat flow rate is constant in a unitarea and the amount of extracted heat during solidificationincreases with increasing transference velocity during unittime, it is considered that the heat extracted from the liquidat lower velocities is sufficient even at a flat interface. How-ever, if the amount of the heat increases by an increase inthe transference velocity, then a larger interface area may

0 20 40 60 80 1000
1
2
3
4
5
Dis
tanc
e be
twee
n po
re a
ndsl
ab s
urfa
ce, L
/ m
m
Transference velocity, v / mm.min-1
Fig. 13. Distance between the pore and the surface plotted against thetransference velocity of the lotus-type porous copper fabricated under ahydrogen gas pressure of 1.0 MPa. (Error bars are the standarddeviations.)
0 500 1000 1500 2000 2500 3000 35000
1
2
3
4
5
Reciprocal transference velocity, v-1 / s. m-1
Dis
tanc
e be
twee
n po
re a
ndsl
ab s
urfa
ce, L
/ ×
10-3 m
Fig. 15. Distance from the surface to the pore plotted as a function of v�1
in the lotus-type porous copper fabricated under a hydrogen gas pressureof 1.0 MPa. (Error bars are the standard deviations, and the dotted line isthe fitted line.)
J.S. Park et al. / Acta Materialia 55 (2007) 5646–5654 5653
be required at higher velocities in order to emit the addi-tional heat. Therefore, it is thought that the interface shapechanges from flat at lower velocities to concave at highervelocities. Because the depth at the center in the concaveshape is proportional to the transference velocity, the depthincreases with increasing velocity [28]. Thus, the poregrowth angle shows a change such as that displayed inFig. 10.
It is considered that the thickness of the skin layer isrelated not only to the pore growth angle but also to thedistance between the pore and the surface of the slab; thethickness of the skin layer changes with a relationship ofthe sine function between the angle and the distance, asshown in Fig 11. The distance decreases with increasingtransference velocity, as shown in Figs. 11 and 13.
Assuming that the hydrogen rejected from the solid wasonly transported away by diffusion when solidificationbegan, it is considered that the concentration profile of
Fig. 14. Schematic of the hydrogen concentration profile from the beginning o(b) higher solidification velocity v2. (x: solidified distance; Cl
H: hydrogen conhydrogen concentration for pore nucleation and xc: the solidified distance unt
the hydrogen just before the pore formation can beexpressed as shown in Fig. 14. There will be a build-upof the hydrogen ahead of the solid, which is acceleratedby increasing solidification velocity since it is more difficultto diffuse the hydrogen from the solid to the liquid byincreasing solidification velocity [28,29]. If a critical hydro-gen concentration Cpore�
H for the pore formation exists, thenthe pore forms and grows when the hydrogen concentra-tion ahead of the solid reaches Cpore�
H by hydrogen build-up. When the pore is formed, the solidified distance xc isexpressed as follows [28,29]:
xc ¼D
k0v; ð10Þ
where D is the hydrogen diffusivity in the liquid copper atthe melting point and k0 is the equilibrium distributioncoefficient; in this study, k0 is 0.31, which is evaluated asthe proportion of the hydrogen solubility in the solid and
f solidification to pore formation in: (a) lower solidification velocity v1 andcentration in liquid; Cs
H: hydrogen concentration in solid; Cpore�
H : criticalil the pore is formed.)

5654 J.S. Park et al. / Acta Materialia 55 (2007) 5646–5654
liquid copper at 1357 K under P H2¼ 0:1 MPa by using an
equation suggested by Fromm and Gebhardt [20].Assuming that the solidification velocity is equal to the
transference velocity, the distance described in Fig. 13can be plotted as a function of v�1, as shown in Fig. 15.In Fig. 15, the distance is in inverse proportion to the trans-ference velocity such as Eq. (10); the D value calculatedfrom the slope of the dashed line (D/k0) is 2.28(±0.09) · 10�7 m2 s�1, which is close to the value of 0.99(±0.25) · 10�7 m2 s�1 at 1374 K reported by Wright andHocking [30].
Consequently, the thickness of the skin layer decreaseswith increasing transference velocity, which is affected bya change not only in the pore growth angle but also inthe distance between the pore and the surface of the slab.
5. Conclusions
The lotus-type porous copper was fabricated by the con-tinuous casting technique at various transference velocitiesand under various hydrogen gas pressures. When fabri-cated at a transference velocity greater than 1 mm min�1,the lotus-type porous copper has long cylindrical pores thatare homogeneously distributed.
The porosity is related to the hydrogen solubility by Sie-vert’s law and is independent of the transference velocity.Although an increase in the partial hydrogen pressurecauses to the hydrogen solubility, the porosity is in inverseproportion to the partial hydrogen pressure.
Since the pore nucleation rate is related to undercoolingand pressure, an increase in both the transference velocityand the gas pressure lead to an increase of pore nucleationrate. Although the increase of the rate brings on theincrease of the pore number density, the pore size (porediameter and pore length) decreases with increasing thetransference velocity because the hydrogen content diffusedin each pore during solidification decreases with an increasein the pore nucleation rate.
The pore growth direction depends on a shape of theinterface during the solidification, the shape is determinedby a flow of the heat emitted from the liquid during thesolidification. The shape of the solid–liquid interfacechanges from flat to concave with increasing transferencevelocity for the effective heat transfer during the solidifica-tion. Thus, the pores grow diagonally near the surface andthe pore growth angle increases with increasing transfer-ence velocity.
The thickness of the skin layer is affected by a changenot only in the pore growth angle but also in the distancebetween the surface and the pore.
Consequently, the porosity and pore size are well con-trolled by the transference velocity and hydrogen gas pres-
sure. The continuous casting technique is a promisingmethod for the mass production of lotus metals.
Acknowledgements
The present work was supported by Grant-in-Aid forthe Creation of Innovations through Business-Academic-Public Sector Cooperation of the Ministry of Education,Culture, Sports, Science and Technology of Japan. Thiswork was also supported by the 21st-Century COE Pro-gram (Project: Center of Excellence for Advanced Struc-tural and Functional Materials Design) from the Ministryof Education, Sports, Culture, Science and Technology ofJapan.
References
[1] Evans AG, Hutchinson JW, Ashby MF. Prog Mater Sci 1999;43:171.[2] Banhart J. Prog Mater Sci 2001;46:559.[3] Shapovalov VI. Mater Sci Forum 1996;215–216:485.[4] Yamamura S, Shiota H, Murakami K, Nakajima H. Mater Sci Eng A
2001;318:137.[5] Hyun SK, Nakajima H. Mater Trans 2002;43:526.[6] Hyun SK, Nakajima H. Mater Lett 2003;57:3149.[7] Nakajima H, Ikeda T, Hyun SK. Adv Eng Mater 2004;6:377.[8] Nakahata T, Nakajima H. Mater Sci Eng A 2004;384:373.[9] Ikeda T, Aoki T, Nakajima H. Metall Mater Trans A 2005;36A:77.
[10] Hyun SK, Park JS, Tane M, Nakajima H. In: Nakajima H, KanetakeN, editors. Porous metals and metal foaming technology. Japan InstMetals; 2006. p. 211.
[11] Nakajima H. Prog Mater Sci 2007;52:1091.[12] Nakajima H. Mater Trans 2001;42:1827.[13] Hyun SK, Murakami K, Nakajima H. Mater Sci Eng A 2001;299:241.[14] Kashihara M, Hyun SK, Yonetani H, Kobi T, Nakajima H. Scr
Mater 2006;54:509.[15] Ogushi T, Chiba H, Nakajima H, Ikeda T. J Appl Phys 2004;95:5843.[16] Higuchi Y, Ohashi Y, Nakajima H. Adv Eng Mater 2006;9:907.[17] Ikeda T, Tsukamoto M, Nakajima H. Mater Trans 2002;43:2678.[18] Lee PD, Atwood RC, Dashwood RJ, Nagaumi H. Mater Sci Eng A
2002;328:213.[19] Campbell J. Castings. Oxford: Butterworth-Heinemann; 1991.[20] Fromm E, Gebhardt E. Gases and carbon in metals. Ber-
lin: Springer; 1976.[21] Fisher JC. J Appl Phys 1948;19:1062.[22] Hirth JP, Pound GM, Pierre GR ST. Metall Trans 1970;1:939.[23] Gupta AK, Saxena BK, Tiwari SN, Malhotra SL. J Mater Sci
1992;27:853.[24] Sridhar S, Russell KC. J Mater Synth Process 1995;3:215.[25] Wei PS, Huang CC, Lee KW. Metall Mater Trans B 2003;34B:321.[26] Flemings MC. Solidification processing. New York: McGraw-Hill;
1974.[27] Bassler BT, Hofmeister WH, Bayuzick RJ. Mater Sci Eng A
2003;342:80.[28] Chalmers B. Principles of solidification. New York: Wiley & Sons;
1964.[29] Porter DA, Easterling KE. Phase transformations in metals and
alloys. London: Chapman & Hall; 1992.[30] Wright JH, Hocking MG. Metall Trans 1972;3:1749.


















