
雷射數位長距切割技術應用及趨勢 一、 產業現況 ·...
5
文章內容均屬於「雷射光谷推動促進網」所有,禁止轉載或節錄。 2019 年 01 月| 第 1 頁 雷射數位長距切割技術應用及趨勢 工研院雷射中心雷射製造創新部 黃光瑤工程師 一、 產業現況 台灣是工具機出口大國,但對於近年來國際上蓬勃發展的雷射工具機卻仍處於 探索入門階段,主要歸因於雷射關鍵模組昂貴、技術門檻高、雷射人才缺乏等因素, 衍生出關鍵模組自製率低和製程技術不成熟等問題,影響國內設備商不易整合設計 出適合產業應用的精良設備。近期透過法人的努力,已逐漸引導國內工具機廠商投 入開發雷射工具機,如國內首台雷射 3D 列印工具機和雷射數位咬花工具機等,並 提高關鍵模組自主比例,但與國外大廠比較,在功能性、性能穩定度及機種多樣化 上,仍有一段差距,應加緊腳步積極拓展與提升軟硬體實力和自動化整合技術,以 提升工業出口競爭力。 因應許多產業往輕薄短小方向發展而日顯重要,薄化金屬的用量也隨之大幅上 升,在追求產能最大化及產品品質最佳化的前提下,薄鈑金屬的加工與應用成為近 年熱門議題。以鋰電池為例,其應用以 3C 消費性電子產品、筆電、電動車產業為 大宗,上游原材料掌握在日韓等大廠手中,台灣鋰電池產業集中在中下游的電池芯 和電池模組開發,電池發展趨向微型化、高容量化、更高續航力等方向發展,而電 池組外觀與體積亦隨此趨勢朝向微小化發展。在厚度強調薄型化的設計趨勢下,電 池芯的製造良率攸關產品競爭力,國內在傳統製程上使用沖床加工,屬於低階製造 工法。而傳統雷射切割方式之生產成本與製造速度仍與國際領導廠商(德國)有明 顯的差距。國內雷射金屬鈑件加工產業產值大,初估雷射鈑金加工機達千台以上, 然而隨著薄鈑金應用高值化發展(如:薄金屬鈑、鋰電池電極板、燃料電池電極板、 高效馬達矽鋼片、光電半導體散熱板等) ,大面積、高速加工、多樣客製化的金屬鈑 金產品已成為趨勢,國內鈑金產業亟需雷射長距大面積高速掃描加工製造技術,以 提升產業競爭力。國際間已有相關研究單位,如 Trumpf 及 Fraunhofer 等,相繼投 入相關技術研發且具初步成果。以鋰電池中高品質鈑金件之切割製程為例,需求非 接觸式高速加工、無毛邊製程、可圖樣化切割(任意形狀)及成本降低,因應上述 需求,以先進雷射切割技術達成大面積、高速、客製化金屬鈑金件與結構件加工, 搭配相關設備開發與數位製造軟體系統發展,已為顯著趨勢。
Transcript of 雷射數位長距切割技術應用及趨勢 一、 產業現況 ·...

文章內容均屬於「雷射光谷推動促進網」所有,禁止轉載或節錄。 2019 年 01 月| 第 1 頁
雷射數位長距切割技術應用及趨勢
工研院雷射中心雷射製造創新部 黃光瑤工程師
一、 產業現況
台灣是工具機出口大國,但對於近年來國際上蓬勃發展的雷射工具機卻仍處於
探索入門階段,主要歸因於雷射關鍵模組昂貴、技術門檻高、雷射人才缺乏等因素,
衍生出關鍵模組自製率低和製程技術不成熟等問題,影響國內設備商不易整合設計
出適合產業應用的精良設備。近期透過法人的努力,已逐漸引導國內工具機廠商投
入開發雷射工具機,如國內首台雷射 3D 列印工具機和雷射數位咬花工具機等,並
提高關鍵模組自主比例,但與國外大廠比較,在功能性、性能穩定度及機種多樣化
上,仍有一段差距,應加緊腳步積極拓展與提升軟硬體實力和自動化整合技術,以
提升工業出口競爭力。
因應許多產業往輕薄短小方向發展而日顯重要,薄化金屬的用量也隨之大幅上
升,在追求產能最大化及產品品質最佳化的前提下,薄鈑金屬的加工與應用成為近
年熱門議題。以鋰電池為例,其應用以 3C 消費性電子產品、筆電、電動車產業為
大宗,上游原材料掌握在日韓等大廠手中,台灣鋰電池產業集中在中下游的電池芯
和電池模組開發,電池發展趨向微型化、高容量化、更高續航力等方向發展,而電
池組外觀與體積亦隨此趨勢朝向微小化發展。在厚度強調薄型化的設計趨勢下,電
池芯的製造良率攸關產品競爭力,國內在傳統製程上使用沖床加工,屬於低階製造
工法。而傳統雷射切割方式之生產成本與製造速度仍與國際領導廠商(德國)有明
顯的差距。國內雷射金屬鈑件加工產業產值大,初估雷射鈑金加工機達千台以上,
然而隨著薄鈑金應用高值化發展(如:薄金屬鈑、鋰電池電極板、燃料電池電極板、
高效馬達矽鋼片、光電半導體散熱板等),大面積、高速加工、多樣客製化的金屬鈑
金產品已成為趨勢,國內鈑金產業亟需雷射長距大面積高速掃描加工製造技術,以
提升產業競爭力。國際間已有相關研究單位,如 Trumpf 及 Fraunhofer 等,相繼投
入相關技術研發且具初步成果。以鋰電池中高品質鈑金件之切割製程為例,需求非
接觸式高速加工、無毛邊製程、可圖樣化切割(任意形狀)及成本降低,因應上述
需求,以先進雷射切割技術達成大面積、高速、客製化金屬鈑金件與結構件加工,
搭配相關設備開發與數位製造軟體系統發展,已為顯著趨勢。
文章內容均屬於「雷射光谷推動促進網」所有,禁止轉載或節錄。 2019 年 01 月| 第 2 頁
傳統金屬加工傳統工法(如沖床、雷射直切等工法),遭遇切割毛邊、切速限制、
製程成本昂貴等問題,雷射數位長距加工系統技術,以無吹氣反衝壓排屑方式,搭
配深層熱熔傳導分析,提供長距、快速之切割技術,無需高壓氣體,可降低加工成
本,本技術使用掃描振鏡,可以利用機器手臂取代移載平台以達到大面積加工的目
的,並配合掃描式校正技術可提升切割品質與精度。
二、 ITRI 雷射數位長距切割技術介紹
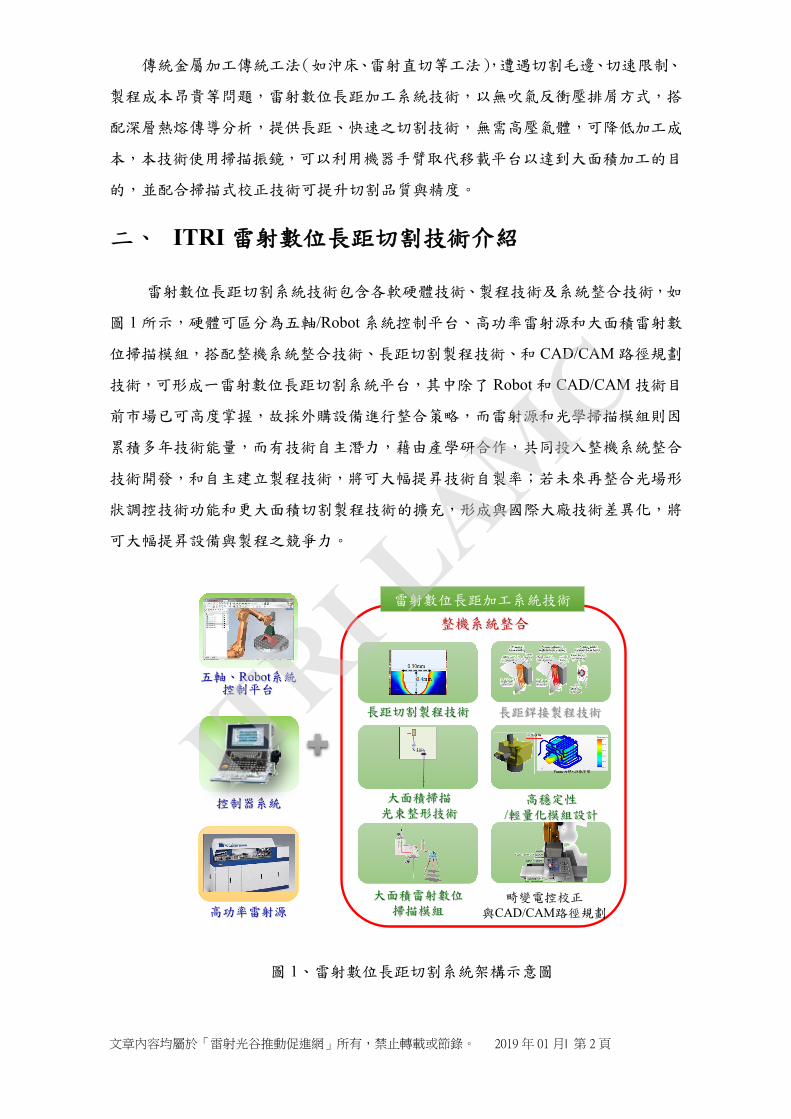
雷射數位長距切割系統技術包含各軟硬體技術、製程技術及系統整合技術,如
圖 1 所示,硬體可區分為五軸/Robot 系統控制平台、高功率雷射源和大面積雷射數
位掃描模組,搭配整機系統整合技術、長距切割製程技術、和 CAD/CAM 路徑規劃
技術,可形成一雷射數位長距切割系統平台,其中除了 Robot 和 CAD/CAM 技術目
前市場已可高度掌握,故採外購設備進行整合策略,而雷射源和光學掃描模組則因
累積多年技術能量,而有技術自主潛力,藉由產學研合作,共同投入整機系統整合
技術開發,和自主建立製程技術,將可大幅提昇技術自製率;若未來再整合光場形
狀調控技術功能和更大面積切割製程技術的擴充,形成與國際大廠技術差異化,將
可大幅提昇設備與製程之競爭力。
五軸、Robot系統控制平台
高功率雷射源
長距切割製程技術
大面積雷射數位掃描模組
整機系統整合
雷射數位長距加工系統技術
畸變電控校正與CAD/CAM路徑規劃
高穩定性/輕量化模組設計
長距銲接製程技術
大面積掃描光束整形技術
控制器系統
圖 1、雷射數位長距切割系統架構示意圖

文章內容均屬於「雷射光谷推動促進網」所有,禁止轉載或節錄。 2019 年 01 月| 第 3 頁
雷射數位長距切割技術建置之試製平台如圖 2 所示,自主設計製造高功率雷射
掃描光路模組,搭配使用 IPG 4 kW 雷射光源,可達到範圍內快速加工的效果,此
系統目前可應用於厚度 0.8 mm 以下的不鏽鋼鈑金切割,也可切割銅以及鋁合金,
未來將進行厚度更厚以及速度更快的鈑金切割技術開發,本技術亦可應用於長距銲
接應用領域,以期能對產業有所助益。
圖 2、雷射數位長距切割試製平台
長距雷射切割主要用於薄鈑金切割,工研院以 IPG 之 4 kW 雷射進行長距切割
測試,可適用於厚度 0.8mm 以下之不鏽鋼鈑切割,若進行 0.1 mm 之不鏽鋼鈑切割,
速度可達 100 m/min,雖然切割速度會隨著鈑厚增加而降低,但是相較於傳統雷射
直寫式切割,速度仍相對大幅提升;除了直線切割外,由於長距掃描式的加工方式,
省卻了直寫式加工中平台或是機械手臂移動過程的加減速所需消耗的時間,長距雷
射切割於異形切割更有其優勢存在,對於圓形或其他不規則形狀等,均可透過振鏡
之擺動而達到快速加工的效果,如下圖 3(a)-(f)所示,圖 3(a)長距切割用於厚度 0.2
mm 之不鏽鋼鈑進行造型花切割,除了外型之外,包含內部花瓣切掉的部分,總共
加工時間僅約 2.5 秒,而圖 3(b)為厚度 0.35 mm 之矽鋼片,進行馬達定子之外形切
割,總作用時間約在 4 秒;除了直接切割外,工研院可進行製程參數調控,於表面
進行快速雕刻後,馬上進行切割,如圖 3(c)之 ITRI BEE 造型圖案,內部圖案雕刻後
再進行外型切割,作用時間僅約 1 秒;其他圖 3(d)-(f)也適合陣列孔洞切割,孔洞尺
寸可以小至次毫米等級,有機會對應於工業相關排氣孔或排煙孔之應用。

文章內容均屬於「雷射光谷推動促進網」所有,禁止轉載或節錄。 2019 年 01 月| 第 4 頁
(a) (b) (c)
(d) (e) (f)
圖 3、雷射長距切割成品,(a)造型花切割(T= 0.2 mm);(b)馬達定子外型切割(T=
0.35 mm);(c) ITRI BEE 圖案雕刻及切割連續加工;(d)-(f)陣列孔洞切割(T=0.8mm)
以光學顯微鏡觀察雷射長距切割後之表面及剖面,如 4(a)所示,由上視圖觀察
到切斷面邊緣變異度佳,然切割道旁之材料略為變色,推測是由於切割過程之高溫
造成材料氧化所導致,此變色情形於異形切割 (轉角切割、異形切割等)更為明顯,
主要是由於過度熱累積效應所導致;進一步觀察側視圖,如圖 4(b)所示,長距切割
因其切割原理是以雷射作用過程中內部高氣壓使材料噴發,因此容易產生邊緣不平
整的情形及材料毛邊(Burr)的問題,工研院以製程掃描策略設計可改善切割邊緣品
質,將毛邊從 80 μm 減少至 20 μm 以下,提升切割後之邊緣品質。
(a) (b)
圖 4、雷射長距切割 0.8mm 不鏽鋼鈑結果,(a)上視圖,(b)側視圖

文章內容均屬於「雷射光谷推動促進網」所有,禁止轉載或節錄。 2019 年 01 月| 第 5 頁
三、 結論
雷射光為非接觸式加工,且容易與自動化結合,同時可用於加法與減法製
造,因此在許多產業具備優勢。2017 年全球雷射產值約 124.3 億美元,相較於
2016 年成長 18.2%,預計 2018 年將持續成長,2018 年全球雷射產值將超越 130
億美元。高功率、雷射加工設備價格下降是加工雷射未來發展趨勢。
工研院致力於發展先進雷射加工技術,針對雷射數位長距切割系統技術的
深化及製程品質提升進行研究,並且著重研發雷射數位長距加工設備關鍵模組
技術,開發雷射光形調控長距掃描加工頭、長距掃描電控及定位校正技術及雷射
數位長距切割製程技術/設備整合方案等,可應用在薄板金高速異型切割/焊接、
鋰電池電極切割/焊接、電動車馬達矽鋼片切割/焊接、以及廚具、家具高速異形
切割等。工研院協助國內工業管件大廠晃誼科技以高功率雷射長距管件縫銲技
術,取代傳統氬銲工藝,改善因大熱輸入量導致變形和破孔問題;搭配機器手臂
與旋轉平台,大幅提升自動化比例與生產效率,解決需有豐富經驗老師傅的缺工
問題;後續持續開發雷射管件銲接自動化專用機,落實技術產業化應用,促進傳
產生產技術升級。工研院輔導台灣製造業導入雷射製程技術設備與應用服務、促
成設備廠商開發更具創新力、競爭力的雷射製程設備,協助新創公司投入創新設
備、產品及應用的開發,以提升製造業附加價值與產業競爭力。
連絡窗口 :
李閔凱 經理
電話:06-6939031
Email:[email protected]
王雍行 副經理
電話: 06-6939043
E-mail : [email protected]
73445 台南市六甲區工研路 8 號
Website : https://www.itri.org.tw











![【外国文学名著丛书】克雷洛夫寓言集[俄]克雷洛夫 辛未艾](https://static.fdocuments.in/doc/165x107/568c471e1a28ab49168c8fa7/-568c471e1a28ab49168c8fa7.jpg)






