






E550I Bayer Case Study: Manufacturing Excellence in the ... · E550I Bayer Case Study:...
38
E550I Bayer Case Study: Manufacturing Excellence in the Biotech Industry David Kavanaugh, PCS Engineer Berkeley, CA ABB Automation and Power World Presentation 2012
Transcript of E550I Bayer Case Study: Manufacturing Excellence in the ... · E550I Bayer Case Study:...

E550I Bayer Case Study: Manufacturing Excellence in the
Biotech Industry David Kavanaugh, PCS Engineer Berkeley, CA
ABB Automation and Power World Presentation 2012

David Kavanaugh
• Process Control System Engineer for Bayer HealthCare, Berkeley CA
• PCS since 1978, when “huff and puff” was still King
• Oil, Gas, Chemical, Food, Textile, Nuclear, Pulp/Paper, Power,
Pharmaceutical and others I don’t remember
• First ABB (Taylor MOD 300) exposure 1989 at co-gen plant in Rocklin,
CA
• ABB Resident Engineer at Bayer 1995
• Bayer PCS Engineer since 2001
• Current duties: Data and Process Visualization and ABB Support
backup

Bayer, Berkeley CA
Kogenate: a Factor VIII blood clotting agent for
persons with hemophilia, a blood clotting disorder

Bayer and ABB: Twenty-four years of Partnership
- 1988 First MOD 300 System: Building 55
- 1989 Two MOD 300 Systems: Buildings 52 & 5A
- 1992 Two MOD 300 Systems: Buildings 57 & 49
- 1994 MOD 300: Building 60
- 2001 B55 converted to Process Portal B
- 2002 B60 converted to Process Portal B
- 2003 New PPB system for new Building 81
- 2004 Buildings 49 and 5A converted to PPB
- 2005 800xA Site Wide Historian
- 2005 New 800xA system for new Building 66
- 2008 B60 and B81 evolving to 800xA and Batch
- 2009 Enterprise Connectivity Solution for Manufacturing Execution Systems (Electronic Bach Records)
- 2010- 800M Controllers and Increased Batch Implementation
- 2012- Evolved B55 Process Portal B system to 800xA 5.1 with PG2 graphics

EFFICIENCY & FLEXIBILITY is now
a Strategic Requirement for Plant Automation

EFFICIENCY & FLEXIBILITY is now
a Strategic Requirement for Plant Automation
Systems Yesterday
Low level of Automation (no closed loop, advanced control)
Poor standardization
Automated sequences were “hard coded” (not flexible)
No, or difficult documentation of programming code.
No, or difficult, interconnection between different manufacturers
Hard or impossible to automatically get data from a system
Systems Today
Process analyzers and advanced control implemented
Use of OPC and standard 3rd party drivers
Electronic Batch records with recipes selected through MES/ECS systems
Self-documenting tools and auditing
Systems integrated in a site wide Network among different Plants/ Utilities/ Buildings and with IT (MES Electronic BPR, integrated Paging, Remote Maintenance, Reporting, ...)
Data automatically transmitted, web services

Process Control System Lifecycle Options
Risks Rewards
• Maintain Lack of New Parts No Capital Expenditures
Higher Maintenance Costs Familiarity
Unable to meet strategic functionalities No new training required
• Rip & Replace Production down time New Features
(Vertical*) Large capital expenditure Longevity
Increase training Lower maintenance costs
• Evolve Increased time to completion New features
(Phased*) Higher costs over time Flexibility
Schedule Less time pressure
*ARC Strategies: The Control System Migration Survival Guide, March 2010, Larry O'Brien & Dave Woll

How Will We Evolve?
• Changes are occurring through concurrent multiple projects: MES,
DCS upgrades, batch implementation and others
• Learn the new skills required for new technologies.
• Add new functionalities to our systems (connections to other
systems, remote desktop, advanced control, etc.)
• Hardware and software changes, standardize across systems
• Partner with internal and external suppliers

Automation Projects
• New site-wide DCS platform to integrate existing DCS systems. Upgrade
to latest 800xA version will allow the integration.
• Integration to MES for Electronic Batch Record following the ISA S95
standard
• Will add new small scalable controllers for on-skid installation (800M
Controllers) while utilizing existing controllers/logic for remainder of plant
• Flexible integration connector (ECS) will also allow future integration
with other Control systems (BAS, SCADA) and IT systems (cMMS, SAP,
LMS, ..)
• Open standard automation interfaces (OPC, Fieldbus) to be less
dependent on a single vendor and to be ready for PAT integration

Automation Projects
• Introduction of ISA S88 Batch in API manufacturing will prepare the
basis for Berkeley to became a multiple-products site, through flexible
control-recipes management (new products)
• Object-based development (reusable library objects) will allow
streamline implementation and validation and will simplify system
documentation (Bayer “Standard Libraries)
• Paging functions and equipment efficiency (OEE) will occur through
Asset Optimization
• New Historian to connect all PCS systems (web services reporting, data
analysis tools,…)

Site Automation Network Infrastructure
Local DCS SystemsBatch and Continuous Controls
Historical data collection,
Remote Desktop,
Alarms, Paging
Corporate IT Network
ABB DCS
ABB DCS
ABB DCS
ABB DCS
ABB DCS
ABB DCS
DMZ
ECS BPR Connector
DCS web services
Backups services
Antivirus services
Site DCS Historian
Site BAS Historian
Site REES Historian
Central ServicesElectronic Batch Records
Historical data collection,
Backups, Antivirus
Web Reporting
Other Local Systems
Labs Supervision REES SCADA
Packaging Supervision SCADA
Fermentors Fermworks SCADA
WFI Supervision SCADA
Particle Monitoring System
Utilities Supervision SCADA
Electrical Distribution Monitoring
BAS Building Automation Systems
IT firewall
PCS firewall

Lessons Learned Through Evolution
• Be open to changes in the schedule (have alternative
“next steps”)
• Partner with all stake holders (suppliers, internal
suppliers, and especially your end users)
• Keep an Open Mind, be receptive to new ideas and
methods
• The systems are becoming more of an IT based system,
requiring IT skills

Challenges to Meeting Schedule
• Production schedule requires flexibility to work around
last minute changes, stay informed
• PCS “up time” is different, might require a phased
approach
• Training of operators in new HMI use
• Un-expected changes to design
• Staffing and training

Partnering
• Identify all stake holders
• Solicit input with several review cycles through-
out the entire process
• Leverage the experience your partners have
(what a graphic should look like, how systems
can connect, what type of computers, etc.)

Incorporating New Ideas
• New systems = New ways
• Leverage partners experience
• Design for “Openness” (flexibility, connectivity)
• Solicit input/ideas from others (Trade Shows,
trade magazines, other industries)
• Implementation through Lab Development
systems

A “New” IT System/Infrastructure
• We now use “standard” IT hardware/software
• Interconnection between the PCS and IT worlds must
follow IT rules
• We need the same “services” (anti-virus, OS patches,
ABB patches, Third party patches, performance
monitoring, etc.)
• We “talk” the same “talk”: TCP/IP, firewall, switches,
routes, permissions, etc.)

The Challenge of Using Your IT Department
Challenges:
• The IT department knows Windows: Yes they do, but they may not know process
control and the special requirements need for it.
• The IT department can provide on-call coverage: When we investigated the on-call
procedure we found that the “best” response time available was 4 hours.
• The IT department has structure: Yes, but do they report up through the same chain of
command for escalation of issues?
• Costs: Original proposal for full time support was $175/month per server. 200 servers x
$175/mon. = $420,000/year
Solutions:
• Work on the IT departments training: and the Engineering department’s training of IT
technology.
• Supplement with Engineering on-call: engineers love to help.
• Service Level Agreements: specifically outline responsibilities and escalation of issues
• Purchase warranties from vendors: for on-site support, have well defined SLAs

• Align the evolution schedule with Production Planning to work within their
production schedule and implement new equipment while concurrently
running old equipment, continued production and “live” training
• Investigate ways to run old and new systems in parallel
• Involve end users from the beginning i.e. use operators to design and
build or approve graphics
• Work with ABB or System Integrator to have a defined method on how
to implement required changes with little or no impact to schedule
• Have “back-ups” for essential personnel and invest in “pre-
implementation” training of critical personnel
Mitigating the Challenges
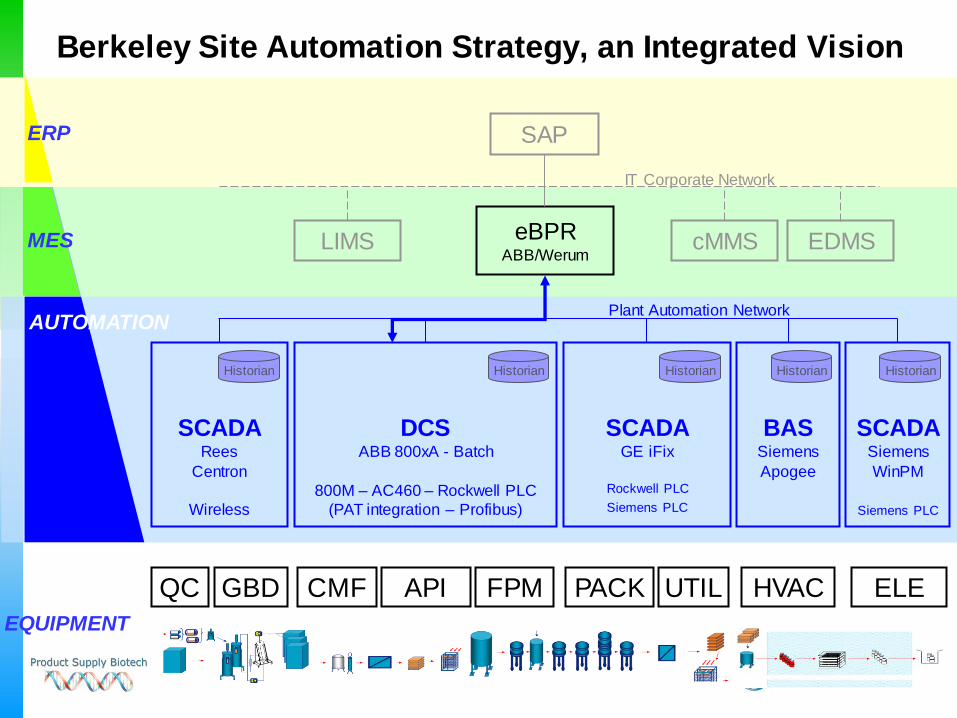
Berkeley Site Automation Strategy, an Integrated Vision
HVAC PACK UTIL API FPM CMF
AUTOMATION
MES
ERP SAP
ELE
EQUIPMENT
QC GBD
Plant Automation Network
SCADA Rees
Centron
Wireless
Historian
DCS ABB 800xA - Batch
800M – AC460 – Rockwell PLC
(PAT integration – Profibus)
Historian
SCADA GE iFix
Rockwell PLC
Siemens PLC
Historian
BAS Siemens
Apogee
Historian
SCADA Siemens
WinPM
Siemens PLC
Historian
IT Corporate Network
eBPR ABB/Werum
LIMS cMMS EDMS

Benefits • Flexible integration connectors in place for integration with future Control and IT
systems (cMMS, INtools, LMS, ..)
• Open automation interfaces (OPC, Fieldbus) and Standards (ISA S88, ISA S95) allow
us to be prepared for future expansion with connections to any type of system
• The new platforms/infrastructure is the basis for other services such as a site-
Historian database, web services for plant access and reporting, data analysis tools,
etc
• Use of “standard” IT equipment and standards decreased time for installation and
allows for sharing of knowledge with local IT “experts” including Corporate
• Allowed the introduction of Web based access to production data reducing costs and
capital investment
• Remote engineering access to the Production systems reducing time to implement
new control strategies and time to support automation problems

What’s Next?
• Continued “evolution” of the PCS systems for flexibility and
connectivity
• Virtualization of PCS systems
• New Site Wide Historian for all PCS systems
• New Operator interfaces/technology (tablets, PDAs/Smartphones,
cellular, ?)
• Remote connectivity/access through Web based applications (Cloud
Computing, “WIKI” type search capabilities)
• Tighter integration between PCS and IT groups
backup slides

BAS
PLC
PAT
Instrument
DCS
SCADA
SAP
SRM
ERP
CRM
cMMS
EDMS
LIMS TD
PP
TOPAS
SPE
eBPR
WMS
MM
Puzzling Array of Technologies
Automation
Layer
MES Layer
Enterprise
Layer
IT
Eng
ine
ering
Systems Distributed in Layers (ISA-95 Standard)
AM ?

B60: Completion of 800xA +Batch +800M
(common to all systems)
RTDS #2B w/
PPB 1.2 Client Node 2900
W 2KS Mod Connect
2.3/0
RTDS #1A
w/ PPB 1.2 Client
Node 1800 W 2KS
Mod Connect
2.3/0
(DCN 14.6/7)
AdvaBuild - ES
3.3.02p2 Node 100
W 2KS w/ MED & TCL Bldr
RTDS #2A
w/ PPB 1.2 Client
Node 1900 W 2KS
Mod Connect
2.3/0
Plant w ide
History
Consolidation
W 2KS
DNS #1 W 2KS
DNS #2 W 2KS
(32) PPB 1.2 Clients
(37) clients total
EH 3.3/2
Node 1600 W 2KS
EH 3.3/2
Node 1700 W 2KS
PPB 1.2 Client & Config Srvr
RTDS #1B w/
PPB 1.2 Client Node 2800
W 2KS Mod Connect
2.3/0
MOD OPC
Server 1 Node 600
W 2KS
MOD OPC
Server 2 Node 700
W 2KS
Multibus
DDE
(300)
Plant A 460 Controller
Node 0B00
(3) 1:1 Rdnt
CS01 CS02 CS03 CS05
Utilities 460 Controller
Node 0F00
(3) 1:1 Rdnt
Plant A 460 Controller
Node 0C00
(3) 1:1 Rdnt
Plant B 460 Controller
Node 0D00
(3) 1:1 Rdnt
Plant B 460 Controller
Node 0E00
(3) 1:1 Rdnt
CS04
TRIO LAN
TRIO LAN
TRIO LAN
TRIO LAN
TRIO LAN
TRIO LAN
TRIO LAN
TRIO LAN
TRIO LAN
TRIO LAN
TRIO LAN
TRIO LAN
Redundant Ethernet TCP/IP
TRIO LAN
TRIO LAN
TRIO LAN
New
KG-PF
Skids

Information Sharing
• Electronic Batch Records
- Pre-built solution: Enterprise Connectivity Solution (ECS)
- Stand-alone : batches run regardless of connection to the MES
system
• ABB Smart Client
- Allows for “safe” access to DCS information
- Large Bang for the Buck
- Low system resource overhead
- Easy to configure

Flexible, Scalable, Controls: 800M
• 800M uses current supported programming standards
• Easily integrated into the 800xA system
• Allows for easy “model” type programming
• Hardware costs were comparable
• Skid Integrators were eager to partner and learn new
hardware.
Bayer Berkeley History
• Cutter founded in 1897 (Fresno, CA)
- Black Leg vaccine for cattle
• Cutter moved to Berkeley, CA in 1903
- Small pox Vaccination at 1906 earth quake
- Allergens developed 1927 (Poison Oaks and Ivy)
- Tetanus (Horse Serum), 1930
- Major producer of penicillin, 1943
- Plasma fractionation acc. to Cohn during WW 2
- Mosquito repellents, snake bite kits, 1950’s
• Plasma Fractionation plant built 1967
• Konyne: Hemophilia B, 1969
• Koate: Hemophilia A, 1974
• Cutter absorbed by Miles Laboratories, 1978
• Prolastin: Congenital Emphysema, 1987
• Kogenate: 1993
• Miles Laboratories became Bayer in 1994

Efficient Operations: Automation, Flexibility, Integration
Berkeley Site Yesterday
Low level of Automation (most
operations are executed manually)
Low flexibility (our automated
sequences were mostly “hardcoded”)
Local, stand alone, isolated Systems
in each Plant /Building not allowing for
data exchange and external services
Berkeley Site Today
AUTOMATION
New platforms will allow automation of manual processes
SCADA supervision
FLEXIBILITY
Pre-built and pre-validated softwarew libraries
Batch control: flexible use of multiple “recipes”
Scalable controllers in process areas
SCADA supervision in Utilities and
Packaging on top of standard PLC
INTEGRATION
All PCS systems integrated in a sitewide Network among different Plants & Buildings
Integration between PCS and IT (MES Electronic BPR)
Integrated Paging of Alarms
Remote System Maintenance
Data mining, System reports, etc

Evolve 1. Why
• A need to change our systems while maintaining production, reliability, increased efficiency, access and accountability
2. How
• Partner with PCS vendors for system flexibility/expandability
• Partner with Production to minimize conflict with product delivery
• Co-ordinate access and data flow with Corporate IT
• Develop a robust and secure network infrastructure
3. What
• A system that meets all user’s data requirements, Production, Data Miners, Engineers, for robustness and accessibility
• Secure, complete access of information to all users
• Traceability of code changes and information flow

MES-DCS Implementation: Basic Connectivity
Execution on DCS level
Master BPR
Unit procedure 3
Start OP 1 OP 2
OP 3
End
BF 1 BF 3 (part recipe)
BF 2 BF 4
MES
Automatic run per Unit
Control Recipe
DCS BATCH
Unit procedure 4
Start OP 1 OP 2
OP 3
End
batch_ID
recipe_ID
start unit_ID
EBR relevant
data
(end of Unit
procedure)
EBR relevant
data
batch_ID
recipe_ID
start unit_ID


















