Air Separation with Cryogenic Energy Storage: Optimal Scheduling ...
Upload
truongtuyenCategory
view
225download
6
Page 1 of 41
Dynamic Design of a Cryogenic Air Separation Unit
Samantha Schmidt and Russell Clayton
Lehigh University
Spring 2013

Page 2 of 41
Abstract
We present the dynamic design of an air separation unit (ASU), which is used to separate oxygen,
nitrogen, and argon products from air at very low temperatures. This unit can be used as an isolated
plant to produce the products to be sold or as a unit joined to a larger plant, also called a “piggy back”
plant, to produce products to be used in an additional process [1]. These gases are commonly used in
refineries and oil recovery efforts. This process is convenient because the raw material is available at no
cost and in limitless amounts. The primary cost in the process is compression. In order to minimize
costs, heat integration is used throughout the process. This particular ASU will produce 1500 metric tons
of 99.5% oxygen, 5000 metric tons of 99.5% nitrogen, and 58 metric tons of 95% crude argon each day
to a customer. Heat integration will eliminate all costs from heating and cooling in the process. The
compressor capital cost will be $16.5 MM1. The venture guidance appraisal for this process is $118.5
MM. When running at full capacity, the plant will sell $113.9 MM worth of products. With a total
annual cost for equipment and utilities of $39.0 MM, this plant will yield a yearly profit of $73.4MM.
An integrated control structure has been designed to maintain product purity and reject atmospheric
(temperature and pressure) disturbances, as well as flowrate disturbances. An overview of both a feed
control and on demand scheme is included in the following pages, along with disturbance testing for
both schemes.
1. Million dollars

Page 3 of 41
Table of Contents
Process Overview 3
Design Problem 3
Control Objectives 4
Argon Column Control 5
Compression Control 7
Integrated Column Control 8
Plant Wide Control 10
On Demand Control Structure 11
Process Adjustments 12
Total Annual Cost 13
Safety 13
Lessons Learned 16
References 18
Appendix 20

Page 4 of 41
Process Overview
In this process, air is fed into a molecular sieve column, in which carbon-containing molecules
and water are removed by adsorption. The air then enters a series of compressors in which the air is
compressed to high pressure. The air stream enters a high pressure column from which two streams are
separated. The liquid distillate is rich in nitrogen, and the liquid bottoms product is rich in oxygen.
These streams enter a low pressure column that separates the nitrogen and oxygen products. The reboiler
of the low pressure column acts as the condenser of the high pressure column, eliminating energy costs
for both columns. A vapor side stream is taken from this low pressure column, and feeds into a single
crude argon tower. The distillate from this column is the crude argon product. The bottoms product of
this column is recycled to the low pressure column. The process flow diagram illustrating the process is
shown in Appendix 1. The property package used in our simulation was Peng-Robinson because this
model was in good agreement with experimental data found in literature [4].
Design Problem
This particular plant is required to produce 1500 metric tons of 99.5% oxygen, 5000 metric tons
of 99.5% nitrogen, and 58 metric tons of 95% crude argon each day [2]. A mass balance showed that
9480 kmol/hr of air must be fed into the process. For the plant design, our constraints are the purity
specifications and the necessary product flowrates. Because the composition of air cannot be changed,
our smallest product relative to the amount of air entering is nitrogen. Thus, we will have some excess
argon and oxygen produced when running at design conditions.
This plant will be operated in Bethlehem, Pennsylvania. The feed air will contain contaminant
amounts found in Bethlehem air, 275 ppm hydrocarbons, and will be at 1 atm and ambient air
temperature, 315 K. The amount of water in the air will be dependent on the humidity in the air on a
given day. We over estimated an amount of water equivalent to the amount of hydrocarbons in the air, in
order to guarantee our purification process can rid the feed air of water

Page 5 of 41
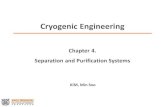
In this plant simulation, one column is shown.
Industrially, this system would be built as one large column
with a high pressure section on the bottom and a low pressure
section on top. Figure 1 shows a schematic of the one column
design. In this design, the condenser/reboiler is a heat
exchanger in between the high pressure and low pressure
sections of the column. In some cases the high pressure and
low pressure sections are built as two separate towers. In this
case, the condenser-reboiler would be a large heat exchanger
outside of the columns. A pump would be required to pump
the liquid from a vessel into the high pressure column. We are
assuming our simulation is for a system in a single column.
This process is operated at cryogenic temperatures. At very low temperatures, the chemicals can
be in the liquid state. In order to achieve the necessary separation, it is required that the chemicals are
partially liquid. To obtain these low temperatures, the feed gas is compressed, and the compressed
stream is cooled by the nitrogen and oxygen products to reduce the temperature. The temperatures in the
process are also mandated by the heat duty specifications of the condenser in the high pressure column
and the reboiler in the low pressure column. The heat duties of these two columns must be equal. The
cryogenic temperatures pose intricacies in the design because of the materials required for the
equipment, as well as additional potential safety problems the low temperatures can cause.
Control Objectives
Our primary control objective is to maintain the purity of our products. The purity is the most
important product specification. These objectives are explained in greater detail in the following pages.
The disturbances that must be rejected are primarily pressure and temperature changes. These
Figure 1. Single ASU column
separated in high pressure and low
pressure sections [2]

Page 6 of 41
disturbances are important because the feed is the ambient air which is subject to temperature and
pressure change based on the weather. Because the feed into the process is air from the atmosphere, we
do not expect a significant composition change. There is possible hydrocarbon impurity fluctuation for
the feed air but, this has been compensated for by designing a molecular sieve purification system that is
twice as large then would be necessary to account for all fluctuations of hydrocarbon and water
impurities in the feed. The system was designed this way because Aspen software is incapable of
simulating a molecular sieve and other methods of purification would not sufficiently remove the
hydrocarbon and water impurities in the system. Otherwise, the composition of the three key
components: nitrogen, oxygen, and argon are not expected to change so testing was not done on
composition changes of these components. We do, however, test that our argon column can reject a
change in the composition of the side stream from the integrated columns, in case the composition in
that column would change due to a pressure or temperature change in the process.
For this type of plant, both feed control and on demand control structures can be used. In this
report, we explore both options and weight the benefits of using each.
Argon Column Control
For the crude argon column, the primary control objective was to control the purity of the crude
argon product. Due to the lack of a re-boiler in this column, the crude argon column only had five
degrees of freedom as opposed to the normal six degrees of freedom in a normal column. The
parameters that must be controlled are the reflux drum and sump liquid levels, the feed flow rate, the
pressure into the column, and the composition of the crude argon product. The reflux drum level is
controlled by the reflux flow rate into the column and the sump level is controlled by the flow rate of the
oxygen rich bottoms recycle. A simple flow controller was used to control the feed into the crude argon
column from the side stream coming off the low pressure column. The pressure is controlled by the heat

Page 7 of 41
duty of the condenser. This leaves only one degree of freedom to handle the control objective once all
of the inventory controls are set.
The composition in the crude argon product could be controlled with one of two methods:
temperature control or composition control. The temperature control scheme holds the temperature on
stage 21 of the crude argon column by manipulating the distillate product flow rate. The composition
control scheme measures and controls the concentration of the oxygen impurity in the distillate leaving
the reflux drum by manipulating the distillate product flow rate.
The appropriate disturbance for the column is a feed composition disturbance. When disturbance
testing was performed, both control structures could reject with a five percent change in argon
composition of the feed. However, the temperature controlled scheme could not hold the product within
its specified purity of 95% argon, whereas the composition control scheme could reject the disturbances
almost entirely. Therefore, the composition control scheme was chosen to be used based on its ability to
meet the control objectives. The composition response is further improved when the gain for the reflux
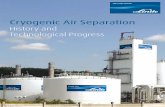
drum level control is increased to 20. Figure 2 shows the control scheme chosen for the crude argon
column. The disturbance analysis for this column is shown in Appendix VIII.

Page 8 of 41
Recycle Valve
Argon Product1.1 atm88.2 K
68.0 kmol/hr.955 Argon
.045 Oxygen
T-103Crude Argon Tower
1.1 atm88.2 K
Packing Height: 5.85 m
80
1.5 atm90.7 K
3432 kmol/hr.96 Oxygen.04 Argon
CondenserCooled using Liquid Nitrogen
6.6 MW
1.5 atm93.9 K
3500 kmol/hr.058 Argon
.942 Oxygen
Side Valve
Argon Valve
PC
LC
LC
FC1.1 atm93.9 K
3500 kmol/hr.058 Argon
.942 Oxygen
CC
Figure 2. Composition control structure for crude argon column
Compression Control
The control objectives for control of the compressor train were to maintain a steady feed pressure
and temperature. These objectives were accomplished by using a temperature controller to maintain the
inter stage temperature by manipulating the appropriate cooler’s heat duty and using a single pressure
controller to control the exit pressure by controlling the power supplied to each compressor. This
control scheme rejected 50K temperature disturbances and 20% pressure disturbances quickly and
efficiently. Figure 3 shows the control scheme used for the compression train control. The disturbance
analysis for this system is shown in Appendix IX.

Page 9 of 41
C-1014.3 MW
Feed Air300 K1 atm
9482 kmol/hr.7812 Nitrogen.2095 Oxygen.0093 Argon
275 ppm HydrocarbonsTrace Water
TC
PC
E-1054.4 MW2580 m²
CW
E-1034.3 MW2570 m²
CW
E-1044.3 MW2570 m²
CW
E-1013.7 MW2550 m²
CW
E-1024.3 MW2560 m²
CW
C-1044.3 MW
C-1054.3 MW
C-1024.3 MW
C-1034.3 MW
TC
TC
TC
TC
TC
Figure 3. Compression train control structure
Integrated Column Control
For the heat integrated columns, the key variables we are trying to control are the nitrogen and
oxygen product stream purities and the composition of the vapor side stream that goes into the argon
column. The integrated condenser/reboiler has constraints of its own. Because of this, there are fewer
degrees of freedom in the design. Typically, a single column has six degrees of freedom. This two
column integrated system only has six degrees of freedom. Thus, the design to control several
parameters with fewer control variables must be integrated.
In order to ensure heat integration in these two columns, flowsheeting equations first had to be
used to make the reboiler and condenser heat duties equivalent. Figure 4 shows the flowsheeting

Page 10 of 41
equations used. The duty of the reboiler on the low pressure column is first defined using the heat
transfer area and the change in temperature across the heat exchanger. The heat duty of the condenser is
then set to be the negative value of the reboiler heat duty. This will specify the heat integration in these
columns.
Figure 4. Flowsheeting equations used to equate the heat duties of the integrated condenser/reboiler
As stated above, there are fewer degrees of freedom in this integrated column system. The
parameters that must be controlled are the pressure in one column, the sump levels of both the high and
low pressure columns, the composition of the nitrogen and oxygen products and the flowrate of the feed
stream into the column. There are various ways to control these parameters. The heat duty of the
condenser reboiler is set by the above flowsheeting equations. The flowrate of the nitrogen rich and
oxygen streams coming from the high pressure column, the flowrates of the product streams, and the
flowrate of the reflux stream from the condenser/reboiler, as well as the flowrate of the feed stream can
be used to control the necessary parameters. A temperature controller is used to maintain the purity of
the nitrogen product and a composition controller is cascaded to the compressor train to maintain the
oxygen product purity. The temperature profile for the low pressure column is shown in Figure 5. The
control design chosen for this system is shown in the process flow diagram Appendix II.

Page 11 of 41
Block T -101: Temperature Prof ile
Stage
Tem
pera
ture
K
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0
94.5
95.0
95.5
96.0
96.5
97.0
97.5
98.0
98.5
99.0
99.5
100.0
Temperature K
Figure 5. Temperature profile of low pressure column. A temperature controller is used on stage 7 to
maintain the purity of the nitrogen product.
The appropriate disturbances for this system are temperature and pressure changes. We test this
system in conjunction with the compression train to assess the effects of temperature and pressure on
this system. A 20% pressure change and 50 degree temperature change is made. The key disturbance
graphs are shown in Appendix X.
Plant Wide Control
Once each component of the system was designed and tested, the integrated column system was
combined with the argon column and the front end compression train. The primary plant wide control
concern is the product purities. The main concern in bringing together the crude argon column and the
integrated column system was the oxygen-rich recycle stream from the crude argon column. However,
when connected and tested, this stream did not cause many issues.
The main issues originated from the vapor side stream that is taken from the integrated columns
to the crude argon column. When pressure and temperature disturbances are made in the feed stream,

Page 12 of 41
there is a short period when there are also pressure and temperature disturbances that occur downstream
in the process. Because of the temperature and pressure disturbances, there is variation in the
composition on each stage of the low pressure column. This variation in the composition on stage 35
leads to a composition change in the vapor side stream. Depending on the type of disturbance made, this
leads to either an excess or deficiency of argon in this stream. These changes in argon flowrates in the
side stream also lead to changes in the flowrate of the crude argon product. Ratio controls were used in
various manors to try to properly adjust the side stream flowrate depending on the change in argon in
this stream. A composition controller was also implemented to test its effectiveness in manipulating the
side stream flowrate depending on the amount of argon. However, these more complicated, more
expensive schemes did not work any better in helping to better control the product flowrate. Thus, we
decided to go with a simple flow controller to maintain the flowrate of this stream. This is only an issue
when a large flowrate disturbance is made. The system can easily and readily reject any pressure or
temperature disturbances that it may experience. Appendix XI shows the disturbance graphs for the
plant wide control structure.
On Demand Control Structure
In order to truly understand the process, an on demand structure was also designed. This
structure differs because the throughput manipulator is the flowrate of the nitrogen product. Although
the control structures for the crude argon column and the compression train do not change, the controls
on the integrated column system and for the plantwide control must be considered and altered. The
flowrate of the nitrogen product is controlled by a valve on the nitrogen product stream. This valve
previously controlled the pressure on the low pressure column. This pressure will now be allowed to
vary. The pressure in the high pressure column, which previously was allowed to “float”, is now
regulated by a valve in the feed line to this column. All other controls remain the same. The control
structure for the integrated columns is shown below in the process and instrumentation diagram in

Page 13 of 41
Appendix II. The on demand structure would be used in a “piggy-back” plant because the flowrate of the
nitrogen product would be specified by the amount necessary in the larger plant that utilizes the
separated elements.
The on demand structure also implements a ratio control to regulate the flowrate of the vapor
side stream from the low pressure column. As described earlier, temperature and pressure differences in
this column lead to composition differences in the column and in the side stream. By maintaining the
design ratio between the feed stream and the vapor side stream, larger flowrate disturbances can be
made to the nitrogen product stream. This system can withstand larger flowrate disturbances than the
feed control system. This system can also withstand and pressure and temperature disturbances in the
feed. The disturbance tests are shown in Appendix XI. A 20% pressure change and 50 degree
temperature change yield the same results as those from the feed control the system.
Process Adjustments
A few adjustments to the process needed to be made in order to meet the control objectives. All
three distillation columns were redesigned to contain five additional stages each to allow for more
flexibility for the control system as per feedback on the steady state design. Pumps and valves were
added to the system to ensure that the process was entirely pressure driven and could have a control
system added to it. The crude argon column was redesigned to have a total of 80 stages, up from the
original 40. This increase in stages was made during the design of the crude argon control structure due
to the 40 stage column’s inability to handle composition disturbances well enough to keep the product
on specification. The larger distillation column could both reject disturbances with the control structures
tested on it and keep the product within purity and flow rate specifications. Finally, a calculation of heat
duty proved that the nitrogen product from column two was not sufficient enough to cool condense the
argon distillate, and so it was decided that liquid nitrogen would be used as an external cooling utility
instead.

Page 14 of 41
Total Annual Cost
Detailed information on the total annual cost for each piece of equipment is given in Appendix
III. It is assumed that composition controls will cost about 0.1MM$ each and other controls will have
costs that are ultimately negligible compared to the cost of the process. The venture guidance appraisal
for this plant is 118.5 MM$. The total annual cost for this plant is 40.6 MM$. The yearly income from
product sales for this plant will be 113.9 MM$, with our products selling for $30/ton, $30/ton, and
$2000/ton for nitrogen, oxygen, and argon, respectively. The cash flow for this plant for the next
eighteen years is shown in Figure 5. The startup year will be 2016.
Figure 6. Cash Flow Diagram for the next eighteen years.
Safety
The conditions required for the separations and the products themselves, nitrogen, argon, and
oxygen, are what make safety considerations necessary. The specific safety considerations include
control of pressurized gases, exposure to cryogenic temperatures, risk of asphyxiation from oxygen
-$50,000
-$40,000
-$30,000
-$20,000
-$10,000
$0
$10,000
$20,000
$30,000
$40,000
2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028 2029 2030
Cash
Flo
w (
$k
)
Years
Cash Flow

Page 15 of 41
displacement by argon, and explosion risks in the distillation columns due to oxygen reactivity,
combustion, and pressurization.
In cryogenic air separation the air is compressed to pressures in the range of 8-10 atmospheres
through a series of compressors and heat exchangers. While the gas in the process does not stay at these
high pressures for very long, any high pressure gas can be dangerous in the event of a leak or pipe
rupture. However, the risk to personnel is relatively low because cryogenic air separation needs to
maintain a tight set of conditions and generally does not have maintenance access ways. As a precaution
pressure gauges can be placed to monitor the pressure across pipes at regular intervals as a check against
leaks in the pipes and pressure relief valves can be used to safely vent over pressurized gases which may
have resulted from equipment malfunction.
Asphyxiation due to argon and nitrogen, and the cryogenic temperatures are hazards that occur in
the insulated ‘cold boxes’ that house the parts of the process that work at cryogenic temperatures. Leaks
in this part of the process would allow exposure to the extremely cold fluids. This can also be a problem
in the condenser of the crude argon column, which is cooled using 70K liquid nitrogen. Additionally, a
leak in the argon and nitrogen rich pipes would cause them to displace the air near the ground, which in
the confined spaces of the cold box would displace the breathable air. Again, limited access ways and
the limited number of personnel during active process limits these risks and pressure valves can be
installed to monitor for leaks. As a further precaution oxygen sensors can be installed in the cold boxes
to monitor for low oxygen content and maintenance crews can be equipped with portable breathing
apparatus, which will be available at cold box entry ways for work in the cold box
Explosion risk is the primary concern related to the process. There are factors to cause reactions
with oxygen, which in turn would lead to combustion and an explosion inside the low pressure
distillation column. Most distillation column explosions are caused by problems with the reboiler. This
process contains only one reboiler at the bottom of the low pressure column. This is the primary area of

Page 16 of 41
concern regarding the explosion hazard. When the air is fed into the process, the air contains trace
amounts of hydrocarbons. These hydrocarbons would freeze under the operating conditions and collect
at the bottom of the low pressure column and in the reboiler. Over time, enough hydrocarbons would
build up to react with the oxygen, causing combustion which could lead to flash vaporization in the
column and, subsequently, an explosion. The damage from these explosions can vary from leaks in the
reboiler to destruction of the entire process and product pipelines [10]. To prevent this, hydrocarbons
must not be allowed to enter the cold section of the process. To this end an adsorption unit must be used
to capture these flammable impurities. The unit must be designed to adsorb more than the expected
amount of impurities in the ambient air. Also, it has been found that the carbon dioxide concentration
left in the air is related to the amount of hydrocarbons in the air [10]. Thus, if carbon dioxide
concentrations leaving the adsorption unit are monitored, the hydrocarbons are also monitored. An
alarm condition needs to be set at a concentration of carbon dioxide of 1ppm of air leaving the adsorber,
at which point the operator should switch adsorber beds to a properly regenerated bed and then monitor
sump concentrations of hydrocarbons [10]. Should these exceed safe values, then the plant must be shut
down and either warm air must be sent through the system to remove the built up hydrocarbons, or
maintenance must be done on the process. The removed hydrocarbons would be disposed of as waste
gas. Should this precaution fail, a way to limit the explosion is to ensure that the packing used in the
low pressure column does not combust more readily in the presence of reaction oxygen. Using copper
or brass packing instead of aluminum is a safe alternative to limit the explosion which will in turn cut
down on repair costs and lower the risks of injury. Additionally, a composition controlled purge stream
is used to vent trace amounts of hydrocarbons that are caught in the sump of the low pressure column.
A HAZOP summary of the failure of the low pressure column is included in Appendix XIII.
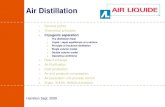
A simulation was run in which a compressor failed. The results of this simulation showed that
the process came back to steady state after approximately six hours. The crude argon product stream

Page 17 of 41
increased significantly, but this was due to the changes in composition in the low pressure column
caused by pressure changes in the system. The changes in each of the other streams was negligible.
Since the increase or decrease in pressure is a concern in our process, it must be able to withstand
changes like this. In the control scheme, there is enough redundancy that most safety concerns are
rejected. Figure 6 shows the disturbance graphs from this simulation.
Figure 7. Disturbance analysis of process when compressor stage fails
Lessons Learned
We learned that Aspen Plus and Aspen Dynamics contain many nuances that enable process
design to be easier. We would suggest utilizing online resources to research Aspen implementation and
learning about the many ways Aspen can be made easier. We learned that plant wide control can have a
very large effect on the disturbance rejection. We would suggest considering plant wide control
obstacles that may arise throughout the design of the process and working on plant wide control sooner.
We learned that safety is very important, even if you are working with a raw material as seemingly
0 1 2 3 4 5 6 7 80.9
0.95
1
1.05
Time, hr
Nitro
ge
n P
rod
uct P
urity
Controlled variables
0 1 2 3 4 5 6 7 8180
185
190
195
200
Time, hr
T-1
01
Re
flu
x, M
g/h
r
Manipulated variables
0 1 2 3 4 5 6 7 80.9
0.95
1
1.05
Time, hr
Oxyg
en
Pro
du
ct P
urity
Controlled variables
0 1 2 3 4 5 6 7 83000
3500
4000
4500
5000
Time, hr
Co
mp
resso
r P
ow
er,
kW
Manipulated variables
0 1 2 3 4 5 6 7 80.9
0.95
1
1.05
Time, hr
Cru
de
Arg
on
Pu
rity
Controlled variables
0 1 2 3 4 5 6 7 840
50
60
70
80
90
100
Time, hr
Cru
de
Arg
on
Pro
du
ct F
low
, km
ol/h
r
Manipulated variables

Page 18 of 41
harmless as air. We suggest thoroughly researching safety hazards and understanding the entirety of the
process so that dangerous areas can be identified and precautions can be taken. We learned that although
integrated columns cut down on costs greatly, they are very difficult to design. Both in steady state and
dynamics, these columns necessitate a thorough understanding of the process. Particularly in dynamics,
the integration takes away degrees of freedom and requires an integrated control scheme. We would
suggest that the engineer researches and understands the process entirely before undertaking the task of
converging the heat duties of the condenser/reboiler or designing an integrated plant wide control
scheme.

Page 19 of 41
References
1. "Basic Air Separation Unit Description." Ranch Cryogenics Inc. RSS. N.p., n.d. Web. 25 Oct.
2012. <http://www.ranchcryogenics.com/about/basic-air-separation-unit-description/>.
2. "Air Separation into Oxygen, Nitrogen, Argon." West Virginia University ChE. West Virginia
University, n.d. Web. 10 Sept. 2012. <http://www.che.cemr.wvu.edu>.
3. ".Argon Ar Properties, Uses, Applications - Gas and Liquid." Universal Industrial Gases, Inc.
N.p., n.d. Web. 2 Nov. 2012. <http://www.uigi.com/argon.html>.
4. Bernstein, Joseph T. "Cryogenic Argon Production." Proc. of Modern Air Separation Plant
Technology Conference, Chengdu, People's Republic of China. N.p.: Cryogenic Consulting
Service, n.d. N. pag. Print.
5. Luyben, William L. Distillation Design and Control Using Aspen Simulation. Hoboken, NJ:
Wiley-Interscience, 2006. Print.
6. Turton, Richard. Analysis, Synthesis, and Design of Chemical Processes. 3rd ed. Upper Saddle
River, NJ: Prentice Hall PTR, 2009. Print.
7. "Air Separation Tutorial." Air Separation Tutorial. Carnegie Mellon University, n.d. Web. 12
Nov. 2012. <http://www.cheme.cmu.edu/course/06302/airsep2/Part2.html>.
8. "Air Separation Plants." Linde Engineering. The Linde Group, n.d. Web. 12 Nov. 2012.
<http://www.linde-engineering.com/en/process_plants/air_separation_plants/index.html>.
9. "Air Separation Technology— Structured Packing." Cryogenic Air Separation. Air Products,
n.d. Web. 10 Oct. 2012.
10. Argent, Roger et al. “Safe Operation of Reboilers/Condensers in Air Separation Units.” Asia
Industrial Gases Association. AIGA 035/06. Web. 25 Nov. 2012
11. "Molecular Sieve Zeolite." 13X Zhengzhou Gold Mountain Science and Technique Co. Ltd. N.p.,
n.d. Web. 27 Nov. 2012.

Page 20 of 41
12. "Activated Alumina Dessicant." ECompressedAir. N.p., n.d. Web. 27 Nov. 2012.
13. “Airtek Air Dryer.” Full Systems Engineering. Web. 6 Dec. 2012.
14. Luyben, William L. "Design and Control of a Fully Heat-Integrated Pressure-Swing
Azeotropic Distillation System." Industrial & Engineering Chemistry Research 47.8 (2008):
2681-695. Print.

Page 21 of 41
Appendix
I. Process Flow Diagram
See attached
II. Piping and Instrumentation Diagram
See attached
III. Total Annual Cost
Table II. Total Annual Cost of Plant Equipment
Equipment Capital Cost ($) Utility Costs ($/year)
C-101 Compressor in Train 8683000 2950000
C-102 Compressor in Train 8806000 3010000
C-103 Compressor in Train 8806000 3010000
C-104 Compressor in Train 8806000 3010000
C-105 Compressor in Train 8806000 3010000
E-101 Compressor Cooler 1050000 39000
E-102 Compressor Cooler 1050000 46000
E-103 Compressor Cooler 1050000 46000
E-104 Compressor Cooler 1050000 46000
E-105 Compressor Cooler 1050000 46000
E-106 Feed Cooler 1 2690000 0
E-107 Feed Cooler 2 7550000 0
E-108 Precompressor Hx 1050000 46000
T-101 HP Tower 499000 0
T-102 LP Tower 1250000 0
T-103 Crude Argon Tower 904000 2136000
Condenser/Reboiler 1041000 0
Crude argon Condenser 20100 0
P-101 Oxygen Recycle Pump 57000 6880
P-102 Oxygen Product Pump 47000 3620
P-103 Argon Product Pump 36000 460

Page 22 of 41
V-101 Molecular Sieve Vessel 3670000 0
Cold Box (Cryogenic Container) 1140 0
4 Composition controllers 400000 0
Total ($MM): 68.35 17.4
TAC 3 year pay back ($MM) 40.6
IV. Equipment List
Table III. Design parameters for all equipment in plant
Equipment Summary for Proposed Cryogenic Air Separation Plant
Heat Exchangers E-101 E-102 E-103
Type Fixed or U-Tube S/T Fixed or U-Tube S/T Fixed or U-Tube S/T
Area (m2) 1280 1280 1280
Duty (kW) 3690 4330 4330
U (kW/m2*°C) 0.06 0.06 0.06
Shell
Temp In (°C) 27 27 27
Press (psi) 14.7 14.7 14.7
Phase Liquid Liquid Liquid
MOC 316 Stainless Steel 316 Stainless Steel 316 Stainless Steel
Tube
Temp In (°C) 97 105 105
Press (psi) 22.2 33.8 51.3
Phase Vapor Vapor Vapor
MOC 316 Stainless Steel 316 Stainless Steel 316 Stainless Steel
Heat Exchangers E-104 E-105 E-106
Type Fixed or U-Tube S/T Fixed or U-Tube S/T Fixed or U-Tube S/T
Area (m2) 2570 2580 3780
Duty (kW) 4340 4360 7260
U (kW/m2*°C) 0.06 0.06 0.06

Page 23 of 41
Shell
Temp In (°C) 27 27 -179
Press (psi) 14.7 14.7 22.1
Phase Liquid Liquid Liquid
MOC 316 Stainless Steel 316 Stainless Steel 316 Stainless Steel
Tube
Temp In (°C) 105 105 49
Press (psi) 77.9 118 118
Phase Vapor Vapor Vapor
MOC 316 Stainless Steel 315 Stainless Steel 316 Stainless Steel
Heat Exchangers E-107 E-108
Type Fixed or U-Tube S/T Fixed or U-Tube S/T
Area (m2) 10700 1280
Duty (kW) 8200 4330
U (kW/m
2*°C) 0.03 0.06
Shell
Temp In (°C) -192 27
Press (psi) 22.1 14.7
Phase Vapor Liquid
MOC 316 Stainless Steel 316 Stainless Steel
Tube
Temp In (°C) -44 105
Press (psi) 118 33.8
Phase Vapor Vapor
MOC 316 Stainless Steel 316 Stainless Steel
Towers T-101 T-102 T-103
Operational Temp (°C) -178 -192 -185
Press (psi) 73.5 22 16.2
MOC 316 Stainless Steel 316 Stainless Steel 316 Stainless Steel

Page 24 of 41
Size
Height (m) 1.6 8.9 14.4
Diameter (m) 4.2 4.2 2.8
Internal 1.35 m Copper Mesh
Packing
7.35 m Copper Mesh
Packing
5.85 m Copper Mesh
Packing
HETP (m) 0.15 0.15 0.15
Pumps/Compressers P-101 P-102 P-103
Flow (kmol/hr) 3450 1987 9480
Shaft Power (kW) 9.57 5.02 0.64
Type Centrifugal Centrifugal Centrifugal
Efficiency 0.7 0.64 0.30
MOC 316 Stainless Steel 316 Stainless Steel 316 Stainless Steel
Temp In (°C) -182 -179 49
Press In (psi) 16.0 22.0 16.2
Press Out (psi) 52.2 52.9 66.2
Compressors C-101 C-102 C-103
Flow (kmol/hr) 9480 9480 9480
Shaft Power (kW) 4230 4320 4320
Type Centrifugal Centrifugal Centrifugal
Efficiency 0.72 0.72 0.72
MOC 316 Stainless Steel 316 Stainless Steel 316 Stainless Steel
Temp In (°C) 42 49 49
Press In (psi) 14.7 22.2 33.8
Press Out (psi) 22.2 33.8 51.3
Compressors C-104 C-105
Flow (kmol/hr) 9480 9480
Shaft Power (kW) 4320 4320
Type Centrifugal Centrifugal
Efficiency 0.72 0.72
MOC 316 Stainless Steel 316 Stainless Steel

Page 25 of 41
Temp In (°C) 49 49
Press In (psi) 51.3 77.9
Press Out (psi) 77.9 118
Molecular Sieve V-101
Temp (°C) 49
Press (psi) 118
MOC 316 Stainless Steel
Size
Height (m) 19
Diameter (m) 2.5
Internal
11 m3 Alumina
adsorbant, 18.8 13X
Zeolite adsorbant
V. Compression Analysis
Analysis was performed to optimize number of compressors
Figure 63. Total utility requirement for compressor trains with 1-7 stages
0
5000
10000
15000
20000
25000
30000
0 2 4 6 8
Uti
lity
Re
qu
ire
d (
kW)
Number of Stages
Utility Requirement for Compression

Page 26 of 41
Figure 14. Total annual cost for compression utility (electricity) for compressor trains with 1-7 stages
Figure 15. Capital cost of compressor-drive system for compressor trains with 1-7 stages
0
5
10
15
20
0 2 4 6 8
Co
st (
MM
$)
Number of Stages
Annual Utility Cost for Compression
0
0.5
1
1.5
2
2.5
3
3.5
4
0 2 4 6 8
Co
st (
M$
)
Number of Stages
Compressor Capital Cost

Page 27 of 41
Figure 16. Total capital cost for heat exchangers in compressor trains. Each train contains the same
number of heat air cooler heat exchangers as compressors
Figure 17. Annual utility cost for shell and tube heat exchangers using cooling water
0
0.05
0.1
0.15
0.2
0.25
0.3
0 2 4 6 8
Co
st (
MM
$)
Number of Stages
Heat Exchanger Capital Cost
0
0.05
0.1
0.15
0.2
0.25
0.3
0 2 4 6 8
Co
st (
MM
$)
Number of Stages
Heat Exchanger Utility Cost

Page 28 of 41
Figure 18. Total annual cost of compression, including capitals costs of compressors, drives, and heat
exchangers, and utility for drives and heat exchangers
VI. Stream Table
Table IV. Properties of each stream in plant simulation
Stream 1 2 3 4 5 6
Temperature (K) 315 370 322 378 322 378
Pressure (atm) 1.00 1.52 1.52 2.30 2.30 3.49
Flow Rate (kmol/hr) 9480 9480 9480 9480 9480 9480
Nitrogen 0.7812 0.7812 0.7812 0.7812 0.7812 0.7812
Argon 0.0093 0.0093 0.0093 0.0093 0.0093 0.0093
Oxygen 0.2095 0.2095 0.2095 0.2095 0.2095 0.2095
Vapor Fraction 1.000 1.000 1.000 1.000 1.000 1.000
Stream 7 8 9 10 11 12
Temperature (K) 322 378 322 378 322 229
Pressure (atm) 3.49 5.29 5.29 8.00 8.00 8.00
Flow Rate (kmol/hr) 9480 9480 9480 9480 9480 9480
Nitrogen 0.7812 0.7812 0.7812 0.7812 0.7812 0.7812
Argon 0.0093 0.0093 0.0093 0.0093 0.0093 0.0093
Oxygen 0.2095 0.2095 0.2095 0.2095 0.2095 0.2095
Vapor Fraction 1.000 1.000 1.000 1.000 1.000 1.000
0
5
10
15
20
25
0 2 4 6 8
Co
st (
MM
$)
Number of Stages
Compression Total Annual Cost

Page 29 of 41
Stream 13 14 15 16 17 18
Temperature (K) 127.6 124.1 94.4 81.2 98.3 84.7
Pressure (atm) 8.00 5.00 5.00 1.50 5.00 1.50
Flow Rate (kmol/hr) 9480 9480 4412.1 4412.1 5067.9 5067.9
Nitrogen 0.7812 0.7812 0.99 0.99 0.6 0.6
Argon 0.0093 0.0093 0.002 0.002 0.016 0.016
Oxygen 0.2095 0.2095 0.008 0.008 0.384 0.384
Vapor Fraction 1.000 1.000 0.000 0.143 0.000 0.138
Stream 19 20 21 22 23 24
Temperature (K) 81.2 215.2 93.9 94 319.4 90.7
Pressure (atm) 1.50 1.50 1.50 1.50 1.50 1.10
Flow Rate (kmol/hr) 7443 7443 3500 1969 1969 3432
Nitrogen 0.995 0.995 -- -- -- --
Argon 0.002 0.002 0.06 0.003 0.003 0.04
Oxygen 0.003 0.003 0.94 0.997 0.997 0.96
Vapor Fraction 1.000 1.000 1.000 0.000 1.000 0.000
Stream 25 26
Temperature (K) 90.7 88.2
Pressure (atm) 1.50 1.10
Flow Rate (kmol/hr) 3432 68
Nitrogen -- --
Argon 0.04 0.955
Oxygen 0.96 0.045
Vapor Fraction 0.000 0.000
VII. Sample Calculations
a. Assumed or given values:
From Turton, Analysis, Synthesis, and Design of Chemical Processes [6]:

Page 30 of 41
From Air Separation Tutorial [7]:
Molecular Sieve Densities:
[11]
[12]
b. Molecular Sieve Calculations (zeolite used as an example):
1. Mass of adsorbant (calculated using 1.333 more adsorbant than minimum
needed as per regulation) [7]:
2. Volume of adsorbant:
3. Height of Vessel (assuming same diameter as column T-101, 4.2 m)
(
)

Page 31 of 41
( )
c. Column Calculations (crude argon tower used as example):
( ( ))
( ( ))
( ( )) ( (
)
)
( ( ))
( (
)
)
d. Heat exchanger/condenser/reboiler area:
e. Compression ratio:
( )
(
)

Page 32 of 41
VIII. Crude Argon Disturbance analysis
Composition Controller, 5% Feed Composition Disturbance
Temperature Controller, 5% Feed Composition Disturbance

Page 33 of 41
Composition Controller, Drum Level Controller Gain=20, 5% Feed Composition Disturbance
Control Scheme Comparison: -5% Feed Composition Disturbance

Page 34 of 41
IX. Compressor Disturbance Analysis
Compressor Control: 20% Pressure Disturbance
Compressor Control 50K Temperature Disturbance

Page 35 of 41
X. Integrated Column Disturbance Analysis
Integrated Column Control 20% Pressure Disturbance
Integrated Column Monitored Variables 20% Pressure Disturbance

Page 36 of 41
Integrated Column Control 50K Temperature Disturbance
Integrated Column Monitored Variables 50K Temperature Disturbance

Page 37 of 41
XI. Plant Wide Control Disturbance Analysis
Plant Wide Feed Control Feed Flow Disturbances
Plant Wide On Demand Nitrogen Product Flow Disturbances

Page 38 of 41
Plant Wide Control Both Models 20% Pressure Disturbance
Plant Wide Control Both Models 50K Temperature Disturbance

Page 39 of 41
T-101 Pressure with 20% Pressure Disturbance

Page 40 of 41
XII. HAZOP of Low Pressure Column
Gu
ide
wo
rdC
ause
Co
nse
qu
en
ceSa
fegu
ard
Re
com
me
nd
atio
n
Hig
h T
em
pe
ratu
reLo
ss o
f fe
ed
Sep
arat
ion
wo
uld
no
t o
ccu
r, p
ress
ure
incr
eas
e
Tem
pe
ratu
re
ind
icat
or
on
colu
mn
Hyd
roca
rbo
n B
uil
d
Up
Ad
sorp
tio
n s
yste
m f
ault
Bu
ild
up
of
oxy
gen
an
d c
ou
ld c
ause
exp
losi
on
Pu
rge
str
eam
an
d
hyd
roca
rbo
n
mo
nit
or
Low
leve
l ala
rm
Hig
h P
ress
ure
Flo
w c
on
tro
lle
r o
n
Nit
roge
n p
rod
uct
fau
lt
Sep
arat
ion
wo
uld
ch
ange
, aff
ect
ing
con
seq
ue
nt
pro
du
ct p
uri
tie
s
Pre
ssu
re in
dic
ato
r
on
co
lum
n
Un
it: T
-102
(Lo
w P
ress
ure
Co
lum
n)
Hig
h L
eve
lLe
vel c
on
tro
lle
r fa
ult
Flo
od
ing
of
colu
mn
an
d
reb
oil
er/
con
de
nse
r st
op
s w
ork
ing
Hig
h le
vel a
larm
ind
ep
en
de
nt
of
leve
l co
ntr
oll
er
Low
Le
vel
Leve
l co
ntr
oll
er
mal
fun
ctio
n o
r lo
w f
low
fro
m h
igh
pre
ssu
re
colu
mn
Co
nd
en
ser/
Re
bo
ile
r st
op
s w
ork
ing

Page 41 of 41
XIII. Controller Specifications
Unit Control Variable Gain Integral
Time Direction
HX-1 Temperature 4.01244 20 Reverse
HX-2 Temperature 0.995011 8.5 Direct
HX-3 Temperature 0.998494 8.5 Direct
HX-4 Temperature 1.004902 8.5 Direct
HX-5 Temperature 1.004977 8.5 Direct
C1-C5 Pressure 20 12 Reverse
E-104 Temperature 0.510111 8.5 Reverse
T-101 Temperature (Nitrogen Composition) 10.491378 29.03999 Direct
T-103 Composition 8.81741 71.28 Reverse