
Dust, Fume Extraction System3.imimg.com/data3/EV/RM/MY-1670778/dedusting-systems-for...Dust / Fume...
5
Dust / Fume Extraction System 1. Dust / Fume extraction 2. Industrial Ventilation Whizz Engineering Services Pvt. Ltd. Easy Comm, 5B Shivarantra Society, Sr. No. 682 B, Opposite Ramyanagari, Bibwewadi, Pune 411037. Maharashtra, India. Phone No. +91 20 65004228, +91 20 32914705 Fax No. +91 20 25410064 E-mail: [email protected]; [email protected] Web: www.wespl.com
Transcript of Dust, Fume Extraction System3.imimg.com/data3/EV/RM/MY-1670778/dedusting-systems-for...Dust / Fume...
Dust / Fume Extraction
System
1. Dust / Fume extraction
2. Industrial Ventilation
Whizz Engineering Services Pvt. Ltd.
Easy Comm, 5B Shivarantra Society, Sr. No. 682 B, Opposite Ramyanagari,
Bibwewadi, Pune 411037. Maharashtra, India.
Phone No. +91 20 65004228, +91 20 32914705
Fax No. +91 20 25410064
E-mail: [email protected]; [email protected]
Web: www.wespl.com

Dust / Fume Extraction system:
In thermal power stations, Metal Industry, Coal/material conveying is one of the most important
steps. Coal / Material handling system mainly consists of unloading, screening, crushing, stacking,
reclaiming and bunker feeding equipment arranged in an optimum configuration. Coal or bulk solids
are received at site either by ships or by rail-wagons or by trucks. The solid unloading system is
designed depending upon the mode of receipt of coal or solid. It is then conveyed for screening and
crushing. In thermal stations coal needs to be stacked and reclaimed to meet exigencies during
interruptions in coal supply. Stockyard can be open or covered type. For smaller capacity plants,
either conveyor with traveling tripper or conveyor with telescopic chute is generally used for
stacking the crushed coal and it is reclaimed using bridge type scraper reclaimer or underground
reclaim hopper with suitable capacity dozers.
Possible points of Dust generation in a coal/material handling plant:
1. Loading point, Unloading point of belt conveyor, Discharge Chutes etc.: Dust from the operation
of belt conveyors originates mainly at the trail pulley where material is received and at the head
pulley where material is discharged. Dust generation depends on belt width, belt speed, height of
fall of coal.
2. Bunker Feeding Point: Crushed coal either directly from crushers or from the crushed coal
stockyard is conveyed to boiler bunkers through traveling trippers or reversible shuttle
conveyors. Dust is generated while loading the bunkers, spreading of which is controlled to some
extent by conveyor sealing arrangement, and needs to be extracted from bunkers.
3. Crusher area: There is huge generation in the crushers. Crushers are used for size reduction in the
coal or other particle. The huge gyratory or roller crushers are used for primary size reduction,
while jaw or gyratory crushers are used for secondary size reduction. Large side hoods are used
for dust extraction.
Some typical examples of Dust extraction at various points in Coal / Solid handling System:
Dust
Extraction
Hood
Dust
Extraction
Hood

Process Description:
The dust laden gas enters the De-dusting system through the exhaust hoods. The arrangement for
dust extraction system for bunkers consists of eight Suction points, four on either side of Tripper
Conveyor. The Tripper Conveyor feeds only two feeding points out of the eight, at a time. Thus for
those two feed points, corresponding two suction hoods sucks dust laden gas in the system. While
other six feeding points are closed using belt sealing arrangement. This dust laden gas is carried to
the bag filer through interconnecting ducting. The dust laden gas enters the bag filter through the air
entry duct provided at the top. The gas is filtered through the bags due to the entrapment of dust
particles into filter media. Each row of the bags, receives periodic pulses of compressed air, thus
pulsing the bags, thereby dislodging the dust to the hopper. The pulsing time of each bag and
interval between two pulses for each row can be adjusted through the sequential controller. The
compressed air is supplied for the operation of Pulse Jet System and Pneumatic Knockers. The
pulsejet system is provided with a pressure switch to control the maximum pressure in the air
header. The pressure drop across the bag house is measured by a Differential pressure Indicator or
by a water tube manometer. In case of the excessive pressure drop, a Differential pressure switch
comes into operation and provides a signal, which would be interlocked with Control Panel. The
dislodged dust is collected in the hopper and discharged through the RAV. RAV is provided with zero
speed switches to ensure overload protection of Geared motor. To improve the flow characteristics
or to avoid chocking, rat holing, arching of dust in the hopper, Pneumatic knockers are provided on
the hopper.
In order to control maximum level of dust in the hopper, a Level switch is provided. The level switch
is to be interlocked with the control panel so that the dust level in the hopper should not rise above
the set level. Coal dust is combustible and tends to form dust clouds, hence precautions for
explosions is taken by providing explosion vent, to reduce the risks of property damage and personal
injury. The Fan provided develops the necessary draft. The draft control of the Fan is carried by
Variable frequency drive. The VFD is provided with PID controller. The PID controller receives the
signal from Differential pressure transmitter across the Flow measuring device, and gives controlling
signal to VFD, to maintain necessary RPM of fan thereby maintaining necessary draft in the system.
The clean air is discharged at the outlet of I.D. Fan.
Dust
Extraction
Hood
Dust
Extraction
Hood
Accessories required for the Dust / Fume extraction systems.
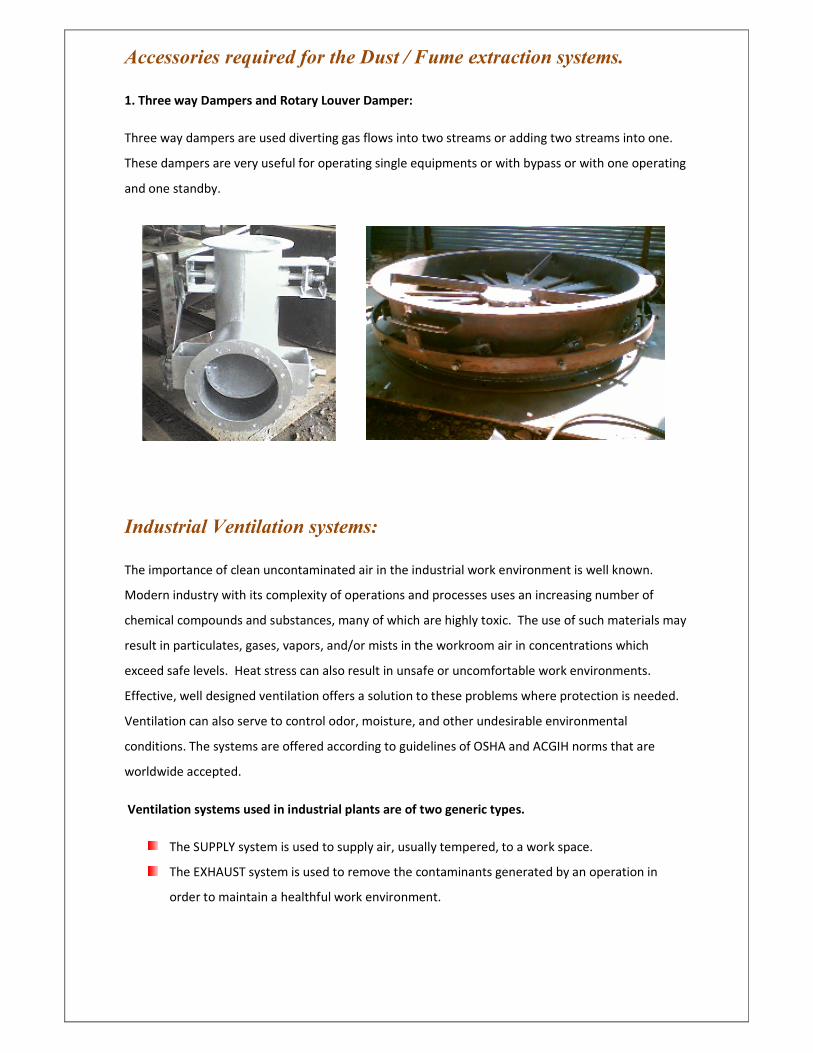
1. Three way Dampers and Rotary Louver Damper:
Three way dampers are used diverting gas flows into two streams or adding two streams into one.
These dampers are very useful for operating single equipments or with bypass or with one operating
and one standby.
Industrial Ventilation systems:
The importance of clean uncontaminated air in the industrial work environment is well known.
Modern industry with its complexity of operations and processes uses an increasing number of
chemical compounds and substances, many of which are highly toxic. The use of such materials may
result in particulates, gases, vapors, and/or mists in the workroom air in concentrations which
exceed safe levels. Heat stress can also result in unsafe or uncomfortable work environments.
Effective, well designed ventilation offers a solution to these problems where protection is needed.
Ventilation can also serve to control odor, moisture, and other undesirable environmental
conditions. The systems are offered according to guidelines of OSHA and ACGIH norms that are
worldwide accepted.
Ventilation systems used in industrial plants are of two generic types.
The SUPPLY system is used to supply air, usually tempered, to a work space.
The EXHAUST system is used to remove the contaminants generated by an operation in
order to maintain a healthful work environment.
Exhaust Systems
Exhaust ventilation systems are classified in two generic groups:
GENERAL exhaust system.
LOCAL exhaust system.
The general exhaust system can be used for heat control and / or removal of contaminants
generated in a space by flushing out a given space with large quantities of air.
Local exhaust ventilation systems operate on the principle of capturing a contaminant at or near its
source. It is the preferred method of control because it is more effective and the smaller exhaust
flow rate results in lower heating costs compared to high flow rate general exhaust requirements.
The present emphasis on air pollution control stresses the need for efficient air cleaning devices on
industrial ventilation systems, and the smaller flow rates of the local exhaust system result in lower
costs for air cleaning devices.
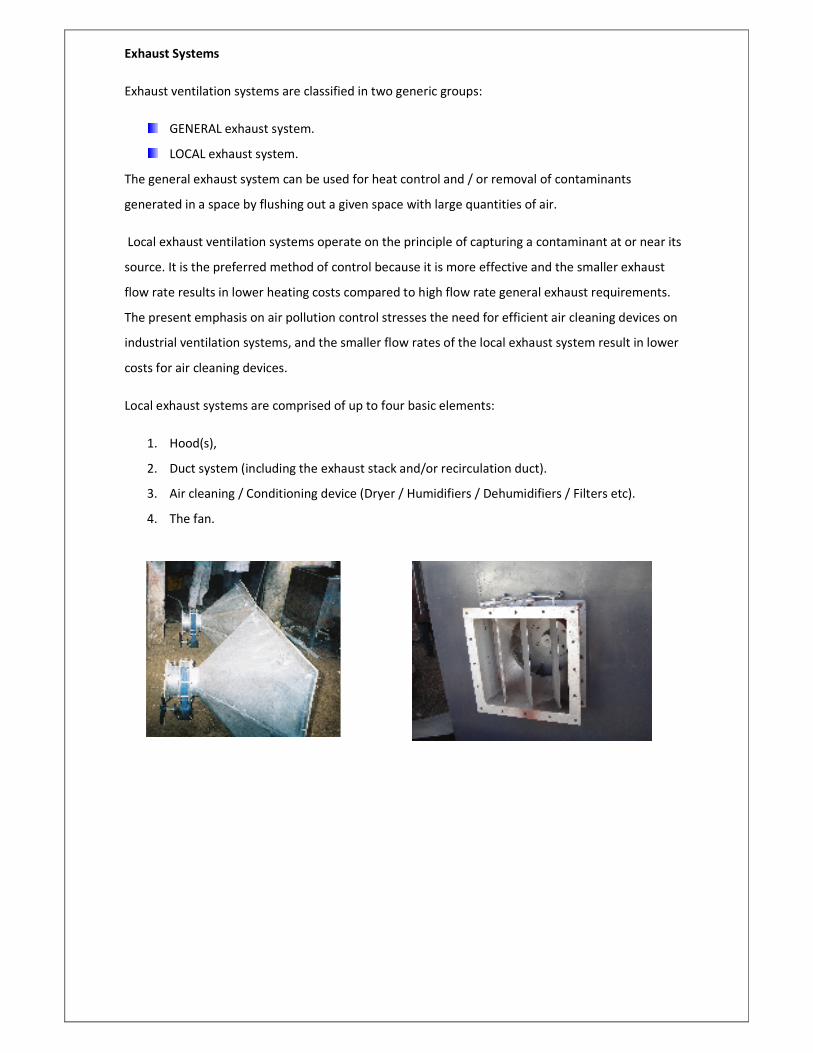
Local exhaust systems are comprised of up to four basic elements:
1. Hood(s),
2. Duct system (including the exhaust stack and/or recirculation duct).
3. Air cleaning / Conditioning device (Dryer / Humidifiers / Dehumidifiers / Filters etc).
4. The fan.















![FUME EXTRACTION SOLUTIONS - Excision€¦ · Fume Extraction System 3 Fume is smoke, vapor, or gas, especially if irritating, harmful, or smelly. [1] Welding fume is one of the most](https://static.fdocuments.in/doc/165x107/5e8d4bd234b64275ca5b8ae3/fume-extraction-solutions-excision-fume-extraction-system-3-fume-is-smoke-vapor.jpg)
