
Dureza Vickers do alumínio AA1050 a grandes … · curve and simultaneously study the hardness for...
89
Dureza Vickers do alumínio AA1050 a elevadas velocidades de deformação Hugo Miguel Martins Santos Dissertação para obtenção do Grau de Mestre em Engenharia Mecânica Orientadores: Prof. Carlos Manuel Alves da Silva Prof. Pedro Alexandre Rodrigues Carvalho Rosa Júri Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista Orientador: Prof. Carlos Manuel Alves da Silva Vogal: Prof. Ivo Manuel Ferreira de Bragança Novembro 2015
-
Upload
truongphuc -
Category
Documents
-
view
215 -
download
0
Transcript of Dureza Vickers do alumínio AA1050 a grandes … · curve and simultaneously study the hardness for...

Dureza Vickers do alumínio AA1050 a elevadas
velocidades de deformação
Hugo Miguel Martins Santos
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientadores: Prof. Carlos Manuel Alves da Silva
Prof. Pedro Alexandre Rodrigues Carvalho Rosa
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Carlos Manuel Alves da Silva
Vogal: Prof. Ivo Manuel Ferreira de Bragança
Novembro 2015

I
Agradecimentos
Um agradecimento a todas as pessoas que auxiliaram no desenvolvimento desta tese e que
me ajudaram na resolução dos problemas que foram surgindo ao longo desta, permitindo que
esta tese tenha decorrido sem problemas de maior.
Um agradecimento especial para o Prof. Pedro Rosa e para o Dr. Carlos Silva pelo
acompanhamento prestado durante todo o processo de realização da tese, resolvendo dúvidas
e dando sugestões.
Outra especial menção para a Mariana Lacueva Barradas pelo apoio dado durante a escrita
desta tese com boa disposição e com a revisão ortográfica da mesma.
Finalmente um agradecimento aos meus pais por me terem apoiado durante todo o período de
faculdade.

II
Resumo
A caracterização dos materiais em condições de elevada deformação é essencial para um
correcto estudo do seu comportamento e para uma simulação adequada dos actuais processos
de fabrico importantes como a laminagem, a maquinagem, etc. Para tal, torna-se necessário
relacionar as grandezas caracterizadoras do material entre si para melhor prever o
comportamento deste.
Uma das grandezas caracterizadoras do material mais importantes é a sua dureza que se
define como a resistência oferecida pelo material à deformação plástica. Como os processos
de fabrico mais utilizados na industria baseiam-se na deformação plástica do material (tanto em
condições quase-estáticas como em condições de velocidade de deformação) esta grandeza
torna-se bastante importante para se poder continuar a melhorar estes processos de fabrico e
para melhor se conhecer os materiais que são bastante utilizados na industria para fabricar os
mais variados componentes.
Nisto surge o objectivo desta tese, estudar o comportamento da liga de alumínio AA1050 em
condições dinâmicas estudando a sua dureza para vários níveis de deformação tentando
relacioná-la com propriedades do material como a tensão, a extensão e a velocidade de
deformação. Para tal realizaram-se ensaios de compressão uniaxial para várias velocidades de
deformação de maneira a obter-se a curva de escoamento plástico do material bem como
ensaios de dureza Vickers para esses vários níveis de deformação.
O modelo viscóplastico utilizado para as curvas de escoamento plástico foi desenvolvido numa
tese anterior no IST e estes ensaios foram realizados no IST usando equipamento
desenvolvido em teses anteriores e disponível nos laborátorios. Devido a características
especiais do equipamento foi necessário um extenso processo de calibração e manutenção
que permitiu ao autor desta tese desenvolver conhecimentos em áreas científicas diferentes.
Palavras-Chave
Alumíno AA1050, Viscoplasticidade, Dureza, Dureza Vickers, Ensaio de Compressão uniaxial

III
Abstract
The characterization of the mechanical behavior of material under high speed conditions of
deformation is essential for a correct study and modeling process of various manufacturing
processes like machining, hot rolling, etc. In order to achieve that it becomes necessary to study
the correct relations between the material characterizing properties to better predict its behavior
in any conditions.
One of the materials’ most important characterizing properties is its hardness, which is defined
as the material’s resistance to plastic deformation. Industries’ most common manufacturing
processes are based on the materials’ plastic deformation (for static and for dynamic
conditions); the material’s hardness becomes a very important property in the prediction of the
mechanical behavior of a lot of materials widely used in the construction of multiple mechanical
components and in order to continually improve the manufacturing processes used in the
construction of said components.
The aim of this thesis is to study the mechanical behavior of the aluminum alloy AA1050 in
dynamic conditions and study its hardness for different levels of deformation and trying to relate
with material properties like stress, strain and the strain rate. To achieve this it was performed a
compression test for different strain rates in order to obtain the material’s plastic flow stress
curve and simultaneously study the hardness for each level of strain rate in order to relate the
properties in study.
The viscoplastic model used in the flow stress curve was previously developed in an IST thesis
and the tests were conducted in the IST lab using the equipment available and developed in
previous works. Due to the special characteristics of the test equipment it was necessary to run
an extensive maintenance and calibration procedure, which allowed the author to develop skills
in several scientific fields.
Keywords
Aluminum AA1050, Viscoplasticity, Hardness, Vickers Hardness, Compression tests

IV
Índice
Agradecimentos ..........................................................................................................................I
Resumo.......................................................................................................................................II
Abstract ......................................................................................................................................III
Lista de Figuras ....................................................................................................................... VI
Lista de símbolos ................................................................................................................... VIII
Lista de abreviaturas ............................................................................................................. VIII
1. Introdução ...........................................................................................................................1
2. Estado da arte ....................................................................................................................2
2.1 Ensaios de dureza .....................................................................................................2
2.1.1 Ensaio de dureza Brinell ...................................................................................6
2.1.2 Ensaio de dureza Rockwell ............................................................................11
2.1.3 Ensaio de dureza Vickers ...............................................................................14
2.1.4 Ensaios de Microdureza por penetração ......................................................16
2.1.5 Relações entre dureza e outras propriedades dos materiais ....................17
2.2 Viscoplasticidade .....................................................................................................20
2.2.1 Modelo Viscoplástico de Johnson-Cook .......................................................22
2.2.2 Modelo Viscoplástico de Zerilli-Armstrong ...................................................22
2.2.3 Modelo Vicoplástico de Preston-Tonks-Wallace .........................................23
2.2.4 Modelo Viscoplástico Híbrido .........................................................................24
2.2.5 Relação da Dureza com a Viscoplasticidade ...............................................24
3. Material e procedimento experimental ..........................................................................27
3.1 Preparação do material ...........................................................................................27
3.2 Procedimento experimental e equipamento.........................................................28
3.2.1 Ensaios de compressão uniaxial ...................................................................28
3.2.2 Ensaios de compressão uniaxial a alta-velocidade ....................................30
3.2.3 Ensaios de microdureza Vickers ...................................................................35
3.2.4 Plano experimental ..........................................................................................42
4. Resultados e discussão ..................................................................................................44
4.1 Caracterização do material (condições quase-estáticas e com velocidade de
deformação) .........................................................................................................................44
4.2 Dureza do material (relações com outras grandezas) ........................................54
4.2.1 Evolução da dureza superficial com o raio do provete ...............................54
4.2.2 Evolução da dureza superficial com a profundidade ..................................59

V
4.2.3 Mapeamento de durezas na secção transversal .........................................61
4.2.4 Correlação Dureza/Extensão e velocidade de deformação .......................65
4.2.5 Correlação Dureza/tensão ..............................................................................68
5. Conclusões .......................................................................................................................71
6. Referências Bibliográficas ..............................................................................................73
7. Anexos ..............................................................................................................................76
7.1 Procedimento de disparo do actuador electrómagnético ...................................76
7.2 Diagrama eléctrico do Actuador ............................................................................78
7.3 Programa LabView ..................................................................................................79

VI
Lista de Figuras
Figura 1 - Defeitos Pontuais numa rede cristalina [3] ...................................................... 2
Figura 2 - Defeitos Lineares. a) deslocação em cunha. b) deslocação parafuso de uma
rede cristalina cúbica [3] ................................................................................................... 3
Figura 3 - Esquema do durómetro de Shore [6] .............................................................. 5
Figura 4 - Esquema do ensaio de Brinell [1] .................................................................... 6
Figura 5 - Variação da Dureza Brinell com a carga aplicada [5] ..................................... 7
Figura 6 - Ensaio de Brinell para duas esferas semelhantes [5] ..................................... 8
Figura 7 - Cálculo da Pressão média entre a esfera e a superficie para atrito nulo
entre as interfaces [9] ..................................................................................................... 10
Figura 8 - Defeitos dos identadores esféricos, elevação e afundamento da cratera [9]
........................................................................................................................................ 11
Figura 9 - Esquema do ensaio de Rockwell [1] ............................................................. 12
Figura 10 - Esquema do ensaio de Vickers [1] ............................................................. 14
Figura 11 - Esquema do ensaio de Knoop [1] ............................................................... 17
Figura 12 - a) Barra de alumínio; b) cilindro de alumínio; c) Forma final dos Provetes 27
Figura 14 - a) Célula de carga; b) sensor de deslocamento ......................................... 28
Figura 13 - Forno ............................................................................................................ 28
Figura 15 - Cam de compressão .................................................................................... 29
Figura 16 - Prensa hidráulica dos ensaios de compressão quase-estáticos ................ 29
Figura 17 - Prensa hidráulica Maquidral Programável .................................................. 30
Figura 18 - (a) actuador electromagnético , (b) Banco de condensadores ................... 31
Figura 19 - (a) Quadro de controlo do actuador, (b) actuador pneumático .................. 32
Figura 20 - Amplificador de sinal Vishay ........................................................................ 33
Figura 21 - Curva de calibração da célula de carga ...................................................... 34
Figura 22 - Prensa manual usada na calibração da célula de carga ........................... 34
Figura 23 - a) Durómetro Duramin; b) painel de controlo do durómetro ....................... 35
Figura 24 - a) Polideira Megapol P200 ; b) lixas utilizadas no polimento ..................... 36
Figura 25 - a) imagem de provete após identações; b) determinação das coordenadas
radiais das identações desse provete ............................................................................ 37
Figura 26 - Provete 11 1ª Passagem ............................................................................. 37
Figura 27 - Provete 11 2ª Passagem ............................................................................. 38
Figura 28 - Provete 11 3ª Passagem ............................................................................. 38
Figura 29 - Provete 12 1ª Passagem ............................................................................. 39
Figura 30 - Provete 12 2ª Passagem ............................................................................. 40
Figura 31 - Provete 12 3ª Passagem ............................................................................ 40
Figura 32 - Provete 13 sem polimento ........................................................................... 41
Figura 33 - Provete 14 sem Polimento .......................................................................... 41
Figura 34 - Provete 15 sem polimento ........................................................................... 42
Figura 35 - Provete 41 Força/Deslocamento ................................................................. 45
Figura 36 - Provete 41 Tensão/Extensão ...................................................................... 45
Figura 37 - Provete 41 Tensão/tempo ........................................................................... 45
Figura 38 - Provete 41 Velocidade de deformação/extensão ....................................... 46
Figura 39 - Provete 42 Força/Deslocamento ................................................................. 47
Figura 40 - Provete 42 Tensão/Extensão ...................................................................... 47

VII
Figura 41 - Provete 42 Tensão/tempo ........................................................................... 47
Figura 42 – Provete 42 velocidade de deformação/extensão ....................................... 48
Figura 43 - Provete 65 Força/Deslocamento ................................................................. 49
Figura 44- provete 65 Tensão/Extensão ........................................................................ 49
Figura 45 - Provete 56 Força/Deslocamento ................................................................. 50
Figura 46 - Provete 56 Tensão/ Extensão ..................................................................... 50
Figura 47 - Provete 56 Velocidade de deformação/extensão ....................................... 51
Figura 48 - Provete 56 Tensão/tempo ........................................................................... 51
Figura 49 - Provete 57 Força/Deslocamento ................................................................. 52
Figura 50 - Provete 57 Tensão/extensão ....................................................................... 52
Figura 51 - Provete 57 Velocidade de deformação/extensão ....................................... 52
Figura 52 - Provete 57 Tensão/tempo ........................................................................... 53
Figura 53 - Curvas de escoamento plástico para diferentes velocidades de deformação
........................................................................................................................................ 54
Figura 54 - Provete 17 1ª Passagem ............................................................................. 55
Figura 55 - Provete 17 2ª Passagem ............................................................................. 55
Figura 56 - Provete 17 3ª Passagem ............................................................................. 55
Figura 57 - Provete 20 1ª Passagem ............................................................................. 56
Figura 58 - Provete 20 2ª Passagem ............................................................................. 57
Figura 59 - Provete 20 3ª Passagem ............................................................................. 57
Figura 60 - Provete 30 1ª Passagem ............................................................................. 58
Figura 61 - Provete 30 2ª Passagem ............................................................................. 58
Figura 62 - Provete 30 3ª Passagem ............................................................................. 59
Figura 63 - Evolução Dureza/ profundidade provetes 11, 12, 17, 20, 30 ..................... 60
Figura 64 - Mapeamento de durezas na secção transversal (Provete não deformado)
........................................................................................................................................ 61
Figura 65 - Isólinhas de Dureza (provete não deformado) ............................................ 61
Figura 66 - (a) Isólinhas de dureza provete 10 (Quase-estático), (b) digitalização das
medidas executadas ....................................................................................................... 62
Figura 67 - (a) Isólinhas de Dureza provete 48 5 s-1 , (b) digitalização das medidas
efectuadas ...................................................................................................................... 62
Figura 68 - (a) Isólinhas de dureza provete 54 200 s-1 , (b) digitalização das medidas
executadas ..................................................................................................................... 63
Figura 69 - (a) Isólinhas de dureza provete 62 500 s-1, (b) digitalização das medidas
efectuadas ...................................................................................................................... 63
Figura 70 - (a) Isólinhas de dureza provete 66 1500 s-1, (b) digitalização das medidas
efectuadas ...................................................................................................................... 64
Figura 71 - Correlação Dureza/extensão ....................................................................... 66
Figura 72 - Correlação Dureza/Extensão (extensões pequenas) ................................. 66
Figura 73 - Correlação Dureza/extensão para condições dinâmicas (velocidade de
deformação) .................................................................................................................... 67
Figura 74 - Escoamento plástico/Dureza ....................................................................... 68
Figura 75 - Correlação entre tensão/dureza .................................................................. 69

VIII
Lista de símbolos
NHB- Número de dureza Brinell
HV – Número de dureza Vickers
HR- Dureza Rockwell
HK – Número de dureza Knoop
E – Módulo de Young
σ- Tensão real do provete de teste (Stress)
σw – Tensão limite de fadiga
σy – Tensão de cedência
σr – Tensão de rutura
ε- extensão real do provete de teste (strain)
- velocidade de deformação (strain rate)
Lista de abreviaturas
IST- Instituto Superior Técnico
PDMS – Dimetil polissioxano

1
1. Introdução
A caracterização mecânica de materiais é bastante importante na simulação dos actuais
processos de fabrico, pois permite descrever a relação entre tensão, extensão, velocidade de
deformação e temperatura que os materiais sofrem em processos de fabrico como a
maquinagem, laminagem, estampagem, entre outros bastante utilizados na indústria actual.
Assim, torna-se necessária a determinação das relações que estas grandezas têm com outras
grandezas caracterizadoras do material, como por exemplo a dureza, de modo a perceber cada
vez melhor o comportamento dos materiais para diversas condições de deformação.
Nesta tese o objectivo passa por caracterizar a liga de alumínio AA1050, seguindo o trabalho
realizado em teses anteriores, não só no seu comportamento a velocidades de deformação
baixas como em velocidades de deformação elevadas, relacionando estas características com
a dureza do material. Tem também o objectivo de realizar um estudo integral da dureza do
material estudando a sua variação nas diferentes zonas do material.
A dureza de um material é uma propriedade bastante importante na caracterização do mesmo
pois está directamente relacionada com a resistência que esse material oferece à deformação
plástica, que está na base da maioria dos processos de fabrico utilizados na indústria.
Este estudo foi feito através da realização de ensaios de compressão, para diferentes
velocidades de deformação e através de um estudo da dureza com base na dureza de Vickers.
Assim, esta tese encontra-se dividida em cinco capítulos, este incluído, onde em cada capítulo
são abordados os seguintes conteúdos:
O capítulo 2 apresenta uma revisão bibliográfica de todo o trabalho anterior realizado,
tanto na área da viscoplasticidade como na área da dureza, com uma pequena
introdução ao conceito de dureza bem como aos modelos viscoplásticos no mecanismo
de deformação plástica em condições dinâmicas;
O capítulo 3 descreve o procedimento experimental utilizado nesta tese, incluindo a
preparação do material, equipamento utilizado e plano experimental, bem como
operações de calibração e aperfeiçoamento do método experimental;
O capítulo 4 apresenta os resultados obtidos nos testes realizados e as relações entre
as grandezas estudadas;
Finalmente, o capítulo 5 apresenta conclusões retiradas deste estudo e propostas para
trabalho futuro.

2
2. Estado da arte
2.1 Ensaios de dureza
O conceito de dureza é um conceito lato que pode assumir diferentes significados dependendo
da área tecnológica em que se insere. [1] Em mineralogia, por exemplo, a dureza é definida
como a resistência de um material a ser riscado por outro. Logo, a dureza pode ser vista
como a resistência oferecida pelo material à penetração, deformação permanente, desgate,
maquinagem , riscagem, entre outras. No entanto, o que estas definições tem em comum é o
facto da dureza se relacionar directa ou indirectamente com a capacidade de um material de se
deformar plasticamente.
Assim, numa perspectiva mais mecânica, a dureza de um material é uma propriedade que
traduz a capacidade desse material de resistir à deformação da sua superficie, ou à sua
penetração, quando sujeito a uma força de compressão.
Como qualquer outro conceito físico, a dureza advém da microestrutura dos materiais. Nos
materiais metálicos, a sua microestrutura apresenta uma forma cristalina onde os cristais se
organizam de forma a formarem grãos que por sua vez constituem o material.[2] Como os
cristais se organizam de maneiras diferentes, os próprios grãos possuem defeitos e
irregularidades entre si, bem como defeitos na sua estrutura cristalina. A dureza dos materiais
vem desses defeitos da microestrutura dos materiais, que podem ser defeitos pontuais,
defeitos lineares ou defeitos bidimensionais.
Os defeitos pontuais são defeitos de dimensão zero que se dividem em dois tipos - as lacunas
e os defeitos intersticiais. As lacunas correspondem à falta de um átomo numa determinada
posição atómica e podem ser criadas por deformação plástica ou durante o processo de
solidificação devido a perturbações locais no crescimento dos cristais. Os defeitos intersticiais
caracterizam-se por um átomo de um cristal que pode ocupar um interstício entre os átomos
vizinhos em posições atómicas normais. Este tipo de defeitos provoca uma grande deformação
na estrutura, logo não ocorrem naturalmente, mas podem ser introduzidos por irradiação. A
figura 1 apresenta os dois tipos de defeitos pontuais.
Figura 1 - Defeitos Pontuais numa rede cristalina [3]

3
Os defeitos lineares, ou deslocações, são defeitos que originam uma distorção na rede
cristalina centrada em torno de uma linha. Estas deslocações podem ser originadas por
deformação plástica, por condensação de lacunas e por desajustamentos átomicos em
soluções sólidas.
As deslocações podem ser de dois tipos, cunha e parafuso, ou mistas, quando combinam os
dois tipos. As deslocações do tipo cunha acontecem quando se insere um semiplano atómico
adicional entre dois planos atómicos existentes. Uma deformação parafuso é formada num
cristal perfeito quando se aplicam tensões de corte em regiões do cristal que foram separadas
por um plano de corte. Estas tensões de corte originam uma região com a rede cristalina
distorcida, com os átomos distorcidos em torno de uma linha de deslocação em forma de
parafuso. A figura 2 apresenta os tipos de defeitos lineares possíveis de encontrar em
estruturas cristalinas.[3]
(a) (b)
Figura 2 - Defeitos Lineares. a) deslocação em cunha. b) deslocação parafuso de uma rede
cristalina cúbica [3]
Os defeitos cristalinos estão na origem de muitas propriedades mecânicas dos materiais, entre
elas a sua dureza. A dureza do material está relacionada com a capacidade que os planos de
deslocações têm de atravessar a estrutura do material (deformação plástica) ou seja, o material
é mais duro quanto menos permitir deslocações entre os seus planos de átomos.[2]
A dureza do material pode ser controlada através da manipulação das suas deslocações e
outros defeitos. Por exemplo, quando uma deslocação intercepta outra deslocação forma-se
um ponto de âncora que não permite que estas continuem a deslizar pela rede cristalina[4]; o
mesmo acontece para o caso em que uma deslocação encontra um defeito intersticial.
Aumentando o número de defeitos interesticiais pode-se controlar a dureza de um material.
Os ensaios de dureza são ensaios muito utilizados na indústria, por se tratarem de um método
não destrutivo e rápido para a determinação de propriedades mecânicas dos materiais. As
aplicações mais conhecidas destes ensaios passam pela industria metalomecânica, em

4
controlo de qualidade de materiais e peças acabadas . [5] A estas vantagens podem ainda ser
acrescentadas a versatilidade do conceito de dureza e o baixo custo dos equipamentos
A utilização destes ensaios permite a averiguação da condição metalúrgica e mecânica de um
material e serve como aproximação grosseira à determinação da tensão de rotura.
Os ensaios de dureza, dependendo da forma como são realizados, dividem-se em três tipos
distintos de onde saem diferentes valores da dureza: a dureza por risco, dureza dinâmica ou
por ressalto e a dureza por identação (penetração).
O ensaio de dureza por risco é um dos mais antigos testes de dureza e foi criado pelo
mineralogista Alemão Friedrich Mohs em 1812. Neste ensaio, a dureza do material é
determinada pela resistência que a sua superfície apresenta ao ser riscada por outra
superfície de outro material. O valor numérico da dureza de Mohs é obtido por comparação da
dureza do material em questão com os minerais da escala de Mohs, que é constituída por dez
minerais, que receberam valores arbitrários de dureza, ordenados segundo a capacidade que
têm de riscar o material anterior mas não o posterior. Trata-se de um ensaio que facilita a
identificação de minerais mas não possui muito rigor no que toca aos materiais de engenharia
como os cerâmicos ou os aços [6]. A escala de Mohs é constituída pelos seguintes materiais,
ordenados do menos duro para o mais duro: talco, gesso, calcite, fluorite, apatite, feldspato,
quartzo, topázio, corindo e diamante. Uma grande desvantagem da escala de Mohs, para além
da falta de rigor, prende-se pelo facto de não ser uma escala linear, ou seja, quando se passa
do corindo para o diamante o aumento de dureza é de cerca de 300% e qualquer material
situado entre estes dois materiais tem o mesmo valor de dureza, apesar de poderem
apresentar características completamente diferentes e durezas diferentes [1].
Nos ensaios de dureza por ressalto, um identador de dimensões e massa normalizadas é
deixado cair de uma altura fixa sobre a superfície da peça, estando o valor de dureza
associado ao ressalto desse mesmo identador, ou seja, quanto mais duro o material maior é o
ressalto do identador. O ensaio de dureza por ressalto mais comum é o ensaio desenvolvido
por Shore em 1907 [1].
No ensaio de Shore a dureza do material é medida através da elasticidade do material. Um
escleroscópio com uma ponta e diamante com 36.3 gr é deixado cair dentro de um tubo de
vidro graduado de uma altura de 124 mm. A altura do ressalto da barra é medida pela escala
graduada no tubo de vidro e varia entre 0 e 100. Este ensaio é especialmente adequado e
utilizado na medição de dureza de materiais Poliméricos como fluoroplímeros, vinís,
poliolefinas e borrachas (elastómeros).
O ensaio de Shore possui duas escalas diferentes, escala A e escala D, usadas para diferentes
tipos de materiais, sendo que a escala A é mais adequada para Borrachas menos duras e a
escala D é utilizada para materiais mais duros [7].

5
A Dureza de Shore é medida através de um instrumento chamado durómetro de Shore, cujo
funcionamento, como já foi descrito, consiste num identador que, auxiliado por uma mola, é
deixado cair por um tubo de vidro gruaduado. Existem durómetros para a escala A e para a
escala D, cuja a única diferença entre eles apenas se encontra na forma do identador e na
força da mola, que aplica a força no identador. A figura 3 apresenta de forma esquematizada o
funcionamento de um durómetro de Shore e na tabela 1 são apresentados os parâmetros dos
ensaios de Shore (tipo A e D).[8]
Tabela 1 - Parâmetros dos ensaios de Shore
Os ensaios de Shore são bastante apropriados para medir a dureza (resistência à identação)
de vários tipos de polímeros; no entanto, não permitem identificar outras propriedades como a
resistência a riscos, abrasão ou desgaste. [7]
Durómetro Shore Identador Força Aplicada (mN)
A
Barra de aço endurecido com 1.1
a 1.4 mm de diâmetro com cone
truncado de 35 º com 0.79 mm
diametro
F = 550 +75 HA
D
Barra de aço endurecido com 1.1
a 1.4 mm de diâmetro com a
ponta cónica de 30º com 0.1 mm
raio de bico
F= 445 HD
Figura 3 - Esquema do durómetro de Shore [6]

6
As unidades deste ensaio variam entre 0 para uma identação de profundidade máxima de 2.5
mm, até 100 para nenhuma identação; a força é aplicada o mais rapidamente possível com o
mínimo de impacto durante um periodo de 15 segundos; se for especificada uma medida
instantânea, esta dá-se durante um periodo de 1 segundo. [8]
Uma vez que o durómetro é portátil e a identação deixada na peça é pequena , este ensaio é
ideal para realizar em estaleiros e em peças acabadas. [1]
Os ensaios estáticos de dureza por identação são os que assumem uma dimensão mais
importante na perspectiva de engenharia e são de facto os mais utilizados na indústria. Neste
tipo de ensaios é aplicada uma força de natureza estática por um identador de diferentes
formas que penetra na superfície do material a testar. A relação entre a força de penetração e
a área ou profundidade dá a dureza desse material. [1]
Neste tipo de ensaios destacam-se os ensaios de Brinell, Vickers e Rockwell, que constituem
os ensaios de dureza mais importantes a nível industrial.
2.1.1 Ensaio de dureza Brinell
Este ensaio foi desenvolvido pelo engenheiro sueco Johann A. Brinell em 1900 [5]. Neste
ensaio a força de penetração é feita por um identador em forma esférica, em aço temperado ou
metal duro. Como o identador tem uma forma esférica, a área da superfície identada será uma
calote esférica e a dureza obtém-se através do quociente da força de identação P ( em kg) por
essa área de superfície identada ( em mm2) ou seja, o valor de dureza de Brinell é dado pela
seguinte expressão:
Em que P (Kg) é a força aplicada, D (mm) o diâmetro da esfera, d(mm) o diâmetro da identação
e h (mm) a altura da impressão tal como o esquema da figura 4. [1]
Neste ensaio, o identador esférico utilizado tem, geralmente, 10 mm de diâmetro e a força de
identação varia entre 500, 1500 e 3000 Kg, consoante o tipo de material a ser ensaiado for
mais macio ou mais duro. Metais macios como o cobre, latão ou se a peça a ensaiar tiver uma
Figura 4 - Esquema do ensaio de Brinell [1]

7
espessura pequena, são normalmente ensaidos a 500 kg. Uma força 1500 Kg é usada
geralmente para ligas de alumínio e os 3000 kg são usados para metais duros como o aço ou
o ferro. A força é aplicada durante um intervalo de tempo que varia entre os 10 e os 15
segundos.
Nestes ensaios é usual variar a força de identação com a dimensão da esfera, de modo a
abranger uma maior escala de dureza, já que os ensaios em peças pequenas ou em materiais
muito dúcteis podem ser pouco precisos [1].
No entanto, a escolha do tamanho de esfera e força de identação não pode ser arbitrária, pois
a dureza Brinnell não é constante com a carga aplicada, como mostra a figura 5.
Esta curva é obtida através da sobreposição de dois efeitos distintos: a curva (a) vem do efeito
não proporcional que o encruamento provoca no tamanho da identação. Por exemplo, um
metal macio apresenta uma subida aparente na dureza, enquanto que um metal deformado a
frio não a apresenta. Já a curva (b) advém da semelhança não geométrica entre áreas
esféricas de sucessivas identações. [5]
Logo, para se saber com certeza o tamanho da esfera e a força a aplicar tem de se garantir a
semelhança das esferas e das identações criadas pelas mesmas. Tal como mostra a figura 6,
a semelhança só pode ser obtida para cargas diferentes quando o ângulo total subtendido
pelo centro da esfera e a impressão forem iguais em ambos os casos.
A condição de semelhança é dada por:
Figura 5 - Variação da Dureza Brinell com a carga aplicada [5]

8
Como a pressão média é dada, para um determinado ângulo ϕ, por
e combinando as
duas expressões obtemos a relação entre a pressão exercida pela esfera e o seu tamanho,
que é dada pela expressão:
Para se obter uma escala de durezas compatível no ensaio de Brinell, esta relação tem de ser
respeitada. Por esta razão, o ensaio de Brinell implica a especificação das condições do
ensaio, que segundo a norma portuguesa NP 106 [1] deve ser apresentado da seguinte forma:
ND HBS/W D/P/T onde ND é o número de dureza calculado , HBS/W indica um ensaio de
Brinell com esfera de aço (S) ou metal duro (W) com um diâmetro D, obtida através da
aplicação de uma carga P que actuou durante T segundos. [1]
As normas inglesas (B.S) indicam os valores ideais da relação P/D2 para diferentes tipos de
materiais. Por exemplo no caso dos aços a realção ideal será de P/D2= 30, para ligas não
ferrosas temos P/D2 =10 e 5 para metais como o cobre, o zinco ou alumínio.
A Tabela 2 resume os vários valores de P/D2 consoante a espessura e tipo do material a
ensaiar e nela são comparáveis ensaios que utilizem cargas com o mesmo coeficiente C
(constante).
Figura 6 - Ensaio de Brinell para duas esferas semelhantes [5]

9
A carga P, neste tipo de ensaios , deve ser aplicada lenta e progressivamente e deve ser
mantida no mínimo até que haja deformação plástica do material envolvente da esfera.
Os valores deste ensaio não devem ultrapassar os 500 HB, já que para estes valores as
esferas identadoras de aço temperado começam elas próprias a deformarem-se e tornam os
resultados do teste imprecisos. [5]
No entanto, os ensaios Brinell apresentam algumas limitações e cuidados a ter para que os
resultados sejam o mais exactos possível. As precauções mais importantes são:
A superfície a ensaiar deve ser plana e normal ao eixo de aplicação da carga;
A superfície deve estar livre de óxidos ou de outras substâncias;
A distância do bordo da peça ao centro de impressão deve ser maior que quatro
vezes o diâmetro da calote esférica;
A distância entre centros de duas calotes deve ser superior a três vezes o diâmetro
destas;
O material deve ser homogéneo;
O diâmetro da calote deve ser medido em duas direcções perpendiculares,
tomando-se a média na determinação da dureza;
A espessura do material deve ser maior que o dobro do diâmetro da calote.
Uma das grandes limitações deste ensaio prende-se com o facto de não ser dado um valor
para a pressão exercida ao longo da calote esférica da identação. Esse problema foi abordado
por Meyer em 1908 [9] onde, assumindo a pressão como P e a força de identação W e que o
processo se faz sem atrito e com a pressão normal à superficie, como mostra a figura 7,
considerando um anel infinitésimal de raio x e espessura ds realizando um equilibrio de forças,
assumindo que a componente horizontal seria nula por simetria e que a componente vertical
seria dada por P2πx ds, chegaríamos à conclusão que a componente vertical da força de
identação total seria dada pela expressão:
Espessura do material
(mm)
Diâmetro da esfera D
(mm)
Constante de ensaio C
30 10 5 2.5
Carga P=CD2
(Kg)
30D2
10D2
5D2
2.5D2
Superior a 6
De 6 a 3
Menor que 3
10
5
2.5
1.25
0.625
3000
750
187.5
46.9
11.7
1000
250
62.5
15.6
3.91
500
125
31.2
7.81
1.953
250
62.5
15.6
3.91
0.977
Aplicações
recomendadas
Aços
Ferros fundidos
Bronzes especiais
Latões
Ligas ligeiras especiais
Cobre
Alumínio
Zinco e ligas de zinco
Estanho
Chumbo
Antimónio
Tabela 2 - Valores dos parâmetros do ensaio de Brinell

10
Da expressão apresentada retira-se que a dureza segundo Meyer seria igual ao quociente
entre a carga aplicada e a área projectada da identação, um número conhecido por dureza de
Meyer e que tem a seguinte expressão:
Também Meyer determinou uma relação para a força aplicada e o tamanho do identador
conhecida pela lei de Meyer [9] que é dada pela expressão:
Onde K e n são constantes do material, W é a força de identação e d o diâmetro da identação
deixada no material. A constante n varia entre 2, para materiais com pouca capacidade de
encruamento, até 2.5 para materiais com grande capacidade de encruamento, enquanto que a
constante K representa a resistência à primeira penetração e é função do tamanho da esfera.
Tal como na dureza de Brinell também na dureza de Meyer se verifica a semelhança entre a
carga aplicada e o tamanho do identador. Neste caso, as relações de semelhança vinham de
acordo com as seguintes expressões:
Figura 7 - Cálculo da Pressão média entre a esfera e a superficie para atrito nulo entre as interfaces [9]

11
Onde d equivale ao diâmetro da identação, D o diâmetro da esfera e A uma constante. Meyer
relacionou as duas expressões e chegou a uma razão de semelhança entre d e D que é dada
por:
Como o ensaio de Meyer se baseia na pressão exercida na identação e não no seu tamanho
como no ensaio de Brinell, o ensaio de Meyer é mais satisfatório na medida da dureza com
identadores esféricos.
No entanto ambos os ensaios apresentam desvantagens que se prendem ambas na identação
em si. Pode-se verificar que, em alguns casos, ao retirar-se a carga do identador, a identação
possui um raio maior que o raio da esfera. Foss e Brumfield em 1922 [9] detectaram este
fenómeno e concluiram que se devia à libertação de tensões elásticas no metal, e que era mais
comum para metais mais duros.
Outros defeitos que se podem encontrar neste tipo de ensaios passam, como mostra a figura 8,
pelo afundar e pelo levantar das extremidades da identação. Ambos os defeitos devem-se ao
deslocamento de metal durante o processo de identação; no caso da elevação da cratera de
identação o diâmetro da identação assume valores superiores ao valor do diâmetro da
identação correcta. Este fenómeno é mais comum em metais duros para os quais o índice de
Meyer n é perto do 2. Por outro lado, para metais menos duros, é comum verificar-se o oposto,
ou seja, o movimento do metal faz afundar a cratera e verifica-se uma diminuição do seu
diâmetro em relação ao seu diâmetro real. Ambos os efeitos provocam incertezas no resultado
da dureza.
2.1.2 Ensaio de dureza Rockwell
Este tipo de ensaio de dureza por identação apareceu como resposta às limitações recorrentes
do ensaio de Brinell, especialmente na determinação de durezas dos materiais duros e dos
aços temperados. Foi proposto por Stanley P. Rockwell em 1919 [1] e permite resultados
rápidos, precisos e independentes de erros de operação, pois o valor de dureza é lido
directamente durante o ensaio.
Figura 8 - Defeitos dos identadores esféricos, elevação e afundamento da cratera [9]

12
A dureza de Rockwell baseia-se na profundidade da identação deixada no material pelo
penetrador. Cada unidade de dureza corresponde a um deslocamento do penetrador,
perpendicular à superficie, de 0.002 mm [5].
O ensaio de Rockwell apresenta várias escalas que são obtidas através da combinação de
várias cargas com diferentes tipos de penetrador, o que torna este ensaio um dos mais
utilizado na indústria.
O ensaio de Rockwell começa com a aplicação de uma carga inicial P0 que ajusta o identador à
superficie da peça e estabelece a medida da dureza a zero. Em seguida realiza-se a identação
durante um tempo, geralmente, de 2 a 8 segundos, com uma carga total de Pt = P0 + P, obtida
com a aplicação de uma carga adicional P. Depois de feita a identação retira-se apenas a
carga P de modo a permitir que o material recupere a parcela de deformação elástica sofrida
durante a deformação. Finalmente mede-se a penetração do identador usando como referência
a posição definida pela carga inicial. Assim o número de dureza de Rockwell é dado pela
seguinte expressão:
onde Hp é uma constante que depende do tipo de identador, e a profundidade de penetração e
Δe a unidade de variação do deslocamento do penetrador na direcção normal à superficie. A
figura 9 esquematiza o procedimento do ensaio de Rockwell.
Como foi dito anteriormente, o ensaio Rockwell apresenta várias escalas das quais as mais
utilizadas industrialmente são as escalas B e C (HRB e HRC respectivamente). A escala B é
utilizada para metais e ligas com dureza inferior a 240 HRB e a escala C é utilizada para metais
e ligas com maior dureza como é o caso dos aços temperados. As escalas de Dureza de
Rockwell são resumidas na tabela 3.
Figura 9 - Esquema do ensaio de Rockwell [1]

13
Tabela 3 - Escalas de dureza Rockwell
Escala Classe Símbolo Indentador Força inicial (kg)
Força total (kg)
Campo de aplicação
Materiais
A Normal HRA Cone de diamante
10 60 20 a 88 HRA Aços niturados,
carbonetos metálicos
B Normal HRB Esfera de aço
1/16” 10 100
20 a 100 HRB
Aços carbono recozidos de baixo teor de carbono
C Normal HRC Cone de diamante
10 150 20 a 70 HRC Aços duros
D Normal HRD Cone de diamante
10 100 40 a77 HRD Aços cementados
E Normal HRE Esfera de aço
de 1/8” 10 100
70 a 100 HRE
Metais macios, como antifricção e peças
fundidas
F Normal HRF Esfera de aço
1/16” 10 60
60 a 100 HRF
Bronze recozido
G Normal HRG Esfera de aço
1/16” 10 150 30 a 94 HRG
Bronze, fosforo e outros metais
H Normal HRH Esfera de aço
1/8” 10 60
80 a 100 HRH
Metais macios, com pouca homogeneidade,
ferro fundido
K Normal HRK Esfera de aço
1/8” 10 150
40 a 100 HRK
Metais duros, com pouca homogeneidade, ferro
fundido
L Normal HRL Esfera de aço
1/4" 10 60 -
Metais duros, com pouca homogeneidade, ferro
fundido
M Normal HRM Esfera de aço
1/4" 10 100 -
Metais duros, com pouca homogeneidade, ferro
fundido
P Normal HRP Esfera de aço
1/4" 10 150 -
Metais duros, com pouca homogeneidade, ferro
fundido
R Normal HRR Esfera de aço
1/2" 10 60 - Metais muito macios
S Normal HRS Esfera de aço
1/2" 10 100 - Metais muito macios
V Normal HRV Esfera de aço
1/2" 10 150 - Metais muito macios
15N Superficial HR15N Cone de diamante
3 15 70 a 90 HR15N
Aços niturados, cementados e
ferramentas muito duras
30N Superficial HR30N Cone de diamante
3 30 42 a 86 HR30N
Aços niturados, cementados e
ferramentas muito duras
45N Superficial HR45N Cone
diamante 3 45
20 a 77 HR45N
Aços niturados, cementados e
ferramentas muito duras
15T Superficial HR15T Esfera de aço
1/16” 3 15 6 a 9 HR15T Bronze, latão e aço macio
30T Superficial HR30T Esfera de aço
1/16” 3 30
29 a 82 HR30T
Bronze, latão e aço macio
45T Superficial HR45T Esfera de aço
1/16” 3 45
1 a 72 HR45T
Bronze, latão e aço macio

14
As escalas superficiais são utilizadas para chapas finas com espessura inferior a 3 mm. O
facto de terem cargas mais pequenas permite não causarem identações tão profundas que
ponham em causa as estrutura da chapa.[5]
Como nos ensaios de Shore, os ensaios de Rockwell são utilizados para a determinação de
durezas em materiais poliméricos, mais concretamente plásticos; no entanto, apenas
estabelecem um valor de dureza que não se relaciona com outras propriedades mecânicas
desses materiais. Os ensaios Rockwell são usados principalmente em plásticos mais duros
como o nylon, o poliestireno ou o Policarbonato, onde a resiliência ou a deformação do
polímero não afecta os resultados do teste. [7]
As durezas Rockwell, tanto escalas como condições dos ensaios estão especificadas em
normas como a ASTM E18[5], DIN EN ISO 6507-3[5], DIN EN ISSO 6508-3 [5], entre outras.
2.1.3 Ensaio de dureza Vickers
O Ensaio de dureza de Vickers foi desenvolvido em 1920 por engenheiros da companhia
Britânica Vickers, ltd. [7] Neste ensaio, um identador em forma de pirâmide quadrangular, de
diamante com 136º entre as faces opostas da pirâmide, é pressionado contra a superfície da
peça a ensaiar.
A geometria do identador foi escolhida de modo a existir uma boa relação entre as medidas de
dureza dos ensaios Vickers e os ensaios de Brinell. O ângulo das faces da pirâmide foi
projectado com base numa geometria de Brinell com uma relação entre diâmetro da identação
e diâmetro da esfera de d/D=0.375, o que faz com que as faces da pirâmide sejam tangentes à
esfera, como mostra a figura 10 [1].
Figura 10 - Esquema do ensaio de Vickers [1]

15
No ensaio de durezas Vickers a dureza é dada, tal como no ensaio de Brinell, pelo quociente
entre a carga aplicada pela área de contacto da identação. A área de contacto é dada pela
expressão
Onde d equivale ao comprimento médio da diagonal do losango de impressão, ou seja,
d=(d1+d2)/2. Assim o número de dureza Vickers é dado por :
Onde P (kg) é a força de identação, d(mm) o diâmetro médio das diagonais de impressão. A
grande vantagem do ensaio de Vickers está no facto de existir semelhança geométrica entre
identações provocadas por diferentes cargas, o que torna o número de dureza Vickers
independente da carga aplicada.
Logo, este ensaio apresenta uma escala de dureza contínua e comparável entre si, que
permite abranger, por exemplo, a elevada gama de durezas dos aços. Outra grande vantagem
deste ensaio é a possibilidade de obter valores de dureza para materiais muito duros (até 1500
HV), o que não é possível com o ensaio de Brinell.
Trata-se ainda de um ensaio muito útil para medir a dureza de peças que apresentem
variações de dureza ao longo da sua secção transversal, como peças que sofreram
tratamentos especiais como a cementação ou a nituração, onde a dureza da superfície fica
consideravelmente mais dura que o seu núcleo.
Devido ao tamanho da identação deixada na peça pelo ensaio de Vickers, que é extremamente
pequeno, este ensaio obriga a um cuidadoso acabamento superficial da peça a medir. No
entanto, este facto torna-se vantajoso pois não deixa marcas numa peça já fabricada tornando
este ensaio ideal para operações de controlo de qualidade.
Apesar das vantagens enunciadas o ensaio de Vickers apresenta algumas desvantagens que
fazem com que não tenha grande aceitação na indústria, apontando-se o facto de ser
demorado, o de necessitar de tratamento superficial, não estar isento de erros de medição das
diagonais de identação cometidos pelo operador e o custo do ensaio ser superior aos ensaios
Brinell e Rockwell, mais concretamente no que toca ao equipamento.[1]
Para além disso o ensaio de Vickers requer algumas precauções para garantir que os
resultados obtidos tenham alguma exactidão, sendo as mais importantes:
A superfície do material deve estar polida;
Ausência absoluta de vibrações;

16
A distância entre o centro da identação e o bordo da peça deve ser superior a duas
vezes a diagonal;
A distância entre centros de duas identações deve ser três vezes a diagonal da
base da identação;
Os raios das superficies curvas não devem ser inferiores a 5 mm.
O ensaio de Vickers realiza-se colocando a amostra numa base fixa (para prevenir vibrações)
que sobe a uma distância suficiente do identador que aplica a carga automaticamente e
durante um certo intervalo de tempo, geralmente de 15 segundos, sendo posteriormente
medidas as diagonais da identação com recurso a um microscópio incorporado no durómetro
com uma precisão na ordem de 0.01 mm.
2.1.4 Ensaios de Microdureza por penetração
Estes ensaios surgem da dificuldade em medir durezas em peças de pequena espessura,
determinação de durezas sem danificar as peças e medir dureza em pequenas áreas.
Caracteriza-se por criar identações microscópicas e por forças de identação consideravelmente
menores. Os ensaios de microdureza utilizam identadores em forma piramidal de diamante e
dividem-se em dois tipos, os ensaios Vickers e os ensaios Knoop.
Os ensaios de microdureza Vickers utilizam os mesmos conceitos e técnicas que os ensaios
Vickers variando apenas o tamanho da identação deixada na peça, que passa a ser
microscópico.
Os ensaios de microdureza de Knoop foram desenvolvidos por F.Knoop e pelos seus colegas
do National Bureau of Standards[7] nos Estados Unidos em 1939. Este ensaio utiliza um
identador em forma de pirâmide cujas faces opostas fazem um ângulo de 130º e 172º entre si .
A identação deixada neste ensaio tem a forma de losango com uma relação entre as diagonais
maior e menor de 7:1 e o número de dureza resulta da profundidade que o identador penetra
na superfície da peça.
Com este ensaio consegue-se aplicar muito menos pressão que os ensaios Vickers, o que por
sua vez permite uma redução das forças do processo, que permite a obtenção de durezas em
materiais frágeis como vidros ou cerâmicos.
O número de dureza de Knoop, tal como o número de Vickers, obtém-se através do quociente
entre a carga aplicada e a área projectada da identação causada na superfície da peça tal
como indica a expressão

17
Onde P (kg) é a carga aplicada, Ap a área projectada da identação, l (mm) o comprimento da
diagonal maior e C uma constante fornecida pelo fabricante do microdurómetro.
O ensaio de Knoop apresenta algumas vantagens em relação ao ensaio Vickers, sendo uma
delas, como já foi referido, o facto de permitir medir durezas em vidros e cerâmicos derivado de
exercer menores pressões. Outra vantagem observa-se na forma do identador, que permite
identações mais proximas umas das outras, ideal para medir gradientes de dureza em
espessuras pequenas.
Outra vantagem é o facto de que para uma diagonal igual à obtida para o ensaio Vickers a
profundidade da identação de Knoop é menor, o que permite uma determinação mais rigorosa
de dureza em camadas superficiais pequenas[1]. A figura 11 esquematiza o ensaio de
microdurezas de Knoop. Para além dos ensaios de microdureza pode-se ainda referir a
existência dos ensaios de nanodureza que se caracterizam por forças de identação na ordem
dos nano-Newton.
2.1.5 Relações entre dureza e outras propriedades dos materiais
A dureza do material é utilizada na caracterização dos materiais pois para além de ser
relativamente fácil de identificar consegue-se relacionar com outras propriedades mecânicas
dos materiais como a tensão de cedência, a tensão limite de fadiga, o módulo de Elasticidade
(módulo de Young), o módulo de Tenacidade, entre outros. Inúmeros estudos que relacionam
estas grandezas (e outras) com a dureza, foram executados para diferentes tipos de materiais.
Ansti em 1989 [10] encontrou uma expressão para o módulo de tenacidade de materiais
cerâmicos dada pela expressão
,onde F é a carga aplicada pelo identador
Vickers, E o módulo de Young do material, Hv o número de dureza Vickers e c a distância
média entre o centro da identação até ao fim das fendas causadas pela identação. Esta
Figura 11 - Esquema do ensaio de Knoop [1]

18
expressão foi utilizada por Mirko Tiegel [11] em 2015 para determinar o módulo de tenacidade
para diferentes vidros de silicato de alumínio.
Outra grandeza que se relaciona com a dureza é a tensão de cedência σy , pois a tensão de
cedência marca a entrada do material no domínio plástico onde começa a deformação
permanente do mesmo. Tabor [12] realizou alguns estudos sobre este assunto e determinou
uma expressão que relaciona estas duas grandezas que é dada por HV = [2.9,3] σy para
materiais maquinados a frio. Para materiais que sofreram encruamento a expressão de Tabor
tomava a forma HV = 2.9 σy [13] para uma extensão equivalente εp de 0.08.
A.E. Tekkaya em 2001 descobriu que os testes de Tabor apresentavam um erro de cerca de
20% na comparação entre os resultados experimentais e os teóricos. [12] Tekkaya propôs
então uma nova relação dada por HV = 2.475 σy [14] para uma tensão equivalente de 0.112.
Para ligas de alumínio da série 7010 foram ainda conduzidos estudos para a análise da
extensão equivalente para a qual eram válidas as diferentes relações entre a tensão e a dureza
de Vickers por M. Tiryakioğlu em 2014, onde assumindo a tensão dada por uma expressão do
tipo σ=β1Hv+ β0 [15], com β1 e β0 sendo constantes, provou a validade das espressões de
Tabor [13] e Tekkaya [14].
Para materiais como bronze, ligas de alúminio e aço temperado ou laminado a frio o valor da
tensão de cedência é dado pela expressão σy = (Hv/3) (0.1)(m-2)
, onde Hv representa o número
de dureza de Vickers e m o coeficiente de Meyers. [16] Para além disso a utilização de um
modelo plástico como o de ludwickk-Hollomon σ=Kϵn pode relacionar a expressão em cima
com a extensão real do material. Tabor confirmou experimentalmente que n = m-2 [13] e
unindo essa informação ao modelo plástico e com a expressão HV = 2.9 σy Tabor derivou uma
expressão para a tensão de rutura do material σr dada por:
Esta expressão funciona para muitos materiais mas não para todos. Marcinkowski demonstrou
que para ligas de Ferro e cobre (Fe-Cr) a tensão de cedência é dada por σy = Hv/4 [Cahoon] e
Speich and Warlimont para Martensite com pouco carbono e ligas ferro e níquel (Fe-Ni) a
expressão ganhava a forma de σy = Hv/5 [16].
A dureza de Vickers pode ser relacionada com a tensão limite de fadiga, o que é importante
para determinar o tempo de vida de inúmeros componentes. Algumas relações entre estas
duas grandezas foram utlizadas e propostas como por exemplo σw=1.6HV ± 0.1 HV [17] onde
σw representa a tensão limite de fadiga e HV o número de dureza Vickers. No entanto esta
relação apenas é válida para valores de HV<400 [18].
Como não havia esta relação para valores de HV>400, Murakami em 1984[19] realizou mais
estudos para melhor relacionar estas duas grandezas e chegou à conclusão que se a fractura

19
por fadiga se dever a um pequeno defeito ou a uma inclusão não metálica então a tensão limite
de fadiga é dada pela expressão :
Onde σw representa a tensão limite de fadiga, HV o número de dureza Vickers e √área,
representa a raiz quadrada da área do defeito projectada num plano perpendicular a um plano
de tensão máxima[17]. Estudos teóricos e experimentais realizados por A. Casagrande [17]
confirmam esta equação não apenas para aços com defeitos na sua microestrutura, como para
grandes valores de dureza
Em polímeros existe também uma relação entre a dureza Vickers e a temperatura de transição
vítrea Tα através de expressão HV = ATα + B [20], onde A e B são coeficientes empíricos.
P.Bartolomeo [20] realizou este estudo para determinar esta relação em processos de
envelhecimento de tinta e revestimentos através de radiação ultra-violeta. Neste estudo foi
descoberto que tanto a Tα como dureza HV são influenciadas pelo tempo de exposição da luz
UV, observando-se um aumento de ambas as variáveis com o aumento do tempo de exposição
da luz UV.
A dureza de Vickers, HV, relaciona-se com o tempo de exposição da luz UV através da
expressão HV = HVinicial + (HVinf + HVinicial)(1-exp(-kt)) [20], onde HVinicial representa a dureza de
uma amostra de revestimento sem envelhecimento UV, HVinf a dureza de uma amostra de
revestimento com tempo de exposição infinita, k é uma constante temporal e t representa o
tempo de exposição.
No domínio elástico também se estudaram relações entre a dureza Vickers e as constantes
que que determinam o comportamento dos materiais no regime elástico, como o módulo de
Young e o coeficiente de Poisson. Young Yee Lim em 2006 conduziu um estudo onde
determinou relações entre a dureza Vickers e o módulo de Young e coeficiente de Poisson
para cinco tipos diferentes de materiais elásticos como Borracha natural, neopreno e três
blocos de diferentes dimensões de PDMS (Dimetil polissiloxano).[21]
Neste estudo, a dureza Vickers relaciona-se com o módulo de Young, coeficiente de Poisson ν
e com o ângulo do identador α através da expressão:
Young Yee Lim conclui ainda deste estudo que, para materiais elásticos como os estudados, a
independência entre a carga aplicada pelo identador e a dureza obtida nos ensaios Vickers
nem sempre se verificava.

20
Apesar dos ínúmeros estudos realizados para a dureza Vickers e a sua relação com outras
propriedades mecânicas dos materiais uma importante questão é deixada por esclarecer, que
se prende pela resposta do material, em termos de dureza, para elevadas velocidades de
deformação, já que todos estes estudos são feitos para condições Quase-estáticas ou seja
para dε/dt = 0 . No entanto, perceber como evolui a dureza quando a deformação plástica se dá
a velocidades maiores torna-se importante pois está na base de muitos processos de fabrico
como a maquinagem ou a laminagem.
2.2 Viscoplasticidade
A caracterização de materiais, em condições de grande velocidade de deformação, torna-se
necessária para simular processos de fabrico como a laminagem, a maquinagem, entre outros.
A viscoplasticidade é uma teoria inserida na mecânica de contínuo, que é o campo da
mecânica que estuda o comportamento dos materiais quando se deformam como um fluido, ao
invés de como partículas descontínuas; estuda a deformação do material nos casos em que
esta depende da velocidade a que a força é aplicada nos processos de deformação
plástica[22].
Surge como uma generalização da teoria da plasticidade e destina-se a problemas que
envolvam grandes deformações e cujo comportamento dos materiais seja dependente do
tempo, ou seja, da velocidade de deformação.[1]
Um material viscoplástico possui uma curva Tensão-Extensão, que além de ser função da
temperatura, T, da extensão, ε, e de factores que apenas estão indirectamente relacionados
com a deformação, S, também depende da velocidade de deformação , ou seja ,
)
A diferença entre os modelos plásticos sem velocidade e os modelos viscoplásticos prende-se
com o facto de que a viscoplasticidade não só apresenta deformação permanente, após a
aplicação da força, como sofre ainda uma deformação por fluência durante o periodo de
aplicação da força, que é função do tempo [23].
O estudo da viscoplasticidade remonta a 1910, quando foi desenvolvida a lei de Andrade
(Andrade’s Law) para a fluência primária[24]. No que toca à relação entre tensão-velocidade de
deformação utiliza-se, habitualmente, a teoria de Perzyna, que em 1966 [1] relacionou as duas
grandezas através da expressão:

21
Onde é a velocidade de deformação efectiva, a tensão efectiva (dadas pelas expressões
abaixo da velocidade de deformação) e é a tensão desviadora. [1]
Outras relações foram propostas por Prandtl-Reuss e Levy-Mises que relacionam as mesmas
grandezas. As equações de Levy-Mises para a velocidade de deformação normal têm a
seguinte forma:
Onde
é uma constante de proporcionalidade positiva, e σi,j,k o estado de tensão do
material. As velocidades de distorção são dadas por:
Com a representar as tensões de corte do material. As equações de Prandtl-Reuss
determinam-se combinando as componentes da velocidade de deformação elástica e plástica e
assumem a seguinte forma:
Esta equação permite estabelecer uma analogia entre as equações obtidas na teoria da
plasticidade e as equações da teoria da viscoplasticidade.[1]
Para ligas metálicas e metais a viscoplasticidade é um fenómeno macroscópico causado pelo
movimento das deslocações dentro dos grãos da estrutura cristalina, com a adição do efeito de
movimentos intercristalinos. Este fenómeno torna-se particularmente dominante a temperaturas
maiores que um terço da temperatura de fusão absoluta, em condições quase-estáticas. [25]
Vários modelos para o estudo da viscoplasticidade foram propostos para representar os efeitos
da extensão, velocidade de deformação e temperatura no processo de deformação e
consequente encruamento nos materiais metálicos. Os mais conhecidos são os modelos de
Johnson-Cook, de Zerilli-Armstrong e de Preston–Tonks–Wallace[26].

22
2.2.1 Modelo Viscoplástico de Johnson-Cook
Este modelo foi proposto por Johnson e Cook em 1983[27] e é capaz de representar os efeitos
da extensão, da velocidade de deformação e da temperatura no escoamento plástico de
materiais metálicos. Trata-se de um modelo que adiciona, multiplicativamente, os efeitos do
encruamento, da velocidade de deformação e do amolecimento térmico na seguinte expressão:
[26]
Onde ε é a extensão plástica equivalente,
equivale à velocidade de deformação na forma
adimensional com , Tr e Tm são, respectivamente, as temperaturas de referência e
de fusão do material em questão. As constantes escolhidas nesta equação são A,B,C, n e m.
Os primeiros parênteses oferecem a tensão como função da extensão para condições de
e T=Tr e como já foi referido corresponde ao efeito do encruamento. Os segundos
parênteses representam os efeitos da velocidade de deformação e a expressão dos terceiros
parênteses representa os efeitos da temperatura. [26]
Trata-se de um modelo que funciona bastante bem para ligas de cobre e é bastante utilizado
devido à sua simplicidade e conveniência; no entanto, apresenta desvantagens na
representação de outros materiais.[25]
O segundo parênteses, que representa a velocidade de deformação, apresenta uma relação
logarítmica entre a velocidade de deformação e a tensão. Isto implica que a tensão de
cedência do modelo só pode ser aumentada linearmente com o logaritmo da velocidade
deformação, o que não se verifica para vários materiais metálicos. Esta desvantagem causa
problemas nas curvas tensão-extensão para extensões elevadas.
2.2.2 Modelo Viscoplástico de Zerilli-Armstrong
Este modelo foi proposto por Zerilli e Armstrong em 1987 [26] e contemplava duas expressões
diferentes para configurações cristalinas diferentes: cúbica de faces centradas (CFC) e cúbica
de corpo centrado (CCC). Para ambas as estruturas cristalinas a expressão da tensão
apresenta a seguinte forma:
Onde C0, C1, C2, C3, C4 e C5 são constantes do material e têm valores diferentes para as
duas estruturas cristalinas em questão, para a CFC C1=C5=0 e para a CCC C2=0.

23
No caso da estrutura CFC, a principal consideração que é feita advém da dependência que o
efeito térmico e o encruamento devido à velocidade de deformação têm com o escoamento
plástico, que é maior com o aumento do encruamento do material. [26]
Já para a estrutura CCC, o encruamento é independente dos efeitos térmicos e do
encruamento devido à velocidade de deformação.
Apesar disso, o modelo para a estrutura CFC não representa a variação da tensão de cedência
com a variação da velocidade de deformação ou da temperatura. Isto porque C0 é
independente da temperatura e da velocidade de deformação, o que presssupõe uma tensão
de cedência constante com a variação da temperatura e com a velocidade de deformação.
O modelo da estrutura CCC não representa a variação do encruamento com a variação da
temperatura e da velocidade de deformação, isto porque o coeficiente C5εn é independente dos
efeitos térmicos e do encruamento causado pela velocidade de deformação.
2.2.3 Modelo Vicoplástico de Preston-Tonks-Wallace
O modelo de Preston-Tonks-Wallace[26], apresenta um modelo para o escoamento plástico
para grandes velocidades de deformação ( até 1012
s-1
) e para temperaturas próximas da
temperatura de fusão.[25]
É um modelo baseado no modelo proposto por Follansbee e Kocks em 1988 [26] (Mechanical
Threshold Stress model) válido para velocidades de deformação menores que 105
s-1
. Em 2003
Preston [26] alargou o modelo anterior até velocidades de deformação de 1012
s-1
.
Assim, o modelo de Preston-Tonks-Wallace apresenta relações para dois regimes, o regime
térmico e o regime de impacto, onde as expressões deste modelo assumem a seguinte forma:
O regime térmico define-se para valores de velocidade de deformação menores que 105
s-1
enquanto que o regime de impacto define-se para valores de 109 s
-1< < 10
12 s
-1.
Os coeficientes α, β e φ são dados pelas expressões:
Onde é a tensão de saturação normalizada, S0 é o valor dessa tensão para 0 K, é a
tensão de cedência normalizada, θ é a constante de encruamento da Lei do encruamento de
Voce e d é um parâmetro adimensional que modifica a lei de Voce.
A tensão de saturação e a tensão de cedência normalizada são dadas pelas seguintes
expressões:

24
Onde sinfinito é o valor de mais perto da temperatura de fusão, (y0 ,yinfinito) são os valores de
para, respectivamente, 0 K e perto da temperatura de fusão, k e são constantes do material,
, s0, y1 e y2 são parâmetros do material para grandes velocidades de deformação e:
Onde ρ é a densidade e M a massa atómica do material. Este modelo é bastante útil quando
pode ser utilizado, mas nem sempre é aplicável em situações de engenharia.
2.2.4 Modelo Viscoplástico Híbrido
O modelo Híbrido foi criado no IST por Carlos Silva em 2013 [28], de modo a criar um modelo
que conseguisse reproduzir o comportamento real dos materiais de acordo com as suas
especificações e parâmetros das operações.
Este modelo consegue descrever o comportamento de uma série de materiais e ainda
reproduzir alguns dos modelos antigos utilizando apenas uma equação empírica, daí o nome
híbrido.
Este modelo tem em conta os efeitos combinados da extensão e da velocidade de deformação
no escoamento plástico, permitindo assim uma estimativa do comportamento do material numa
maior gama de velocidades de deformação. A única desvantagem deste modelo é não ter em
conta os efeitos da temperatura no escoamento plástico, o que reduz um pouco a sua
aplicabilidade, ou seja, apenas é valido para processos de fabrico onde a temperatura não é
um factor determinante. A sua expressão vem na forma da seguinte equação:
As constantes do material A,B,C,m,n,r dependem das condições dos testes experimentais. A
expressão é dividida em dois termos separados por parênteses: o primeiro relaciona a
influência da extensão e do encruamento com o escoamento plástico e o segundo termo
relaciona directamente o escoamento plástico com a velocidade de deformação.[25]
2.2.5 Relação da Dureza com a Viscoplasticidade
Como já foi referido, não existem muitos estudos que relacionem estes dois conceitos; no
entanto, algumas tentativas foram feitas neste sentido. Em 2007 Hervé Pelletier [29], no estudo
da caracterização de revestimentos poliméricos, tentou relacionar as características

25
viscoplásticas e viscoelásticas destes polímeros com a resistência à riscagem (dureza por
riscagem) e com a dureza por penetração.
Para isto realizou testes de nano-riscagem e nano-identação nas amostras dos materiais
testados. Neste teste, foi concluído que a dureza por riscagem relaciona-se com o
comportamento viscoplástico do material através da seguinte expressão[29]:
Onde Hs o número de dureza por riscagem, Pm a pressão de identação, Fn a força de
identação,ac é o raio de contacto do identador e q é um factor que depende do contacto entre o
identador e a superfície do material (contacto rígido, elástico ou viscoplástico). A pressão de
identação relaciona-se como a velocidade de deformação através da expressão:
Onde An é a área de contacto projectada e n o índice viscoplástico do polímero e a velocidade
de deformação pode ser avaliada pela expressão[29]:
Onde V é a velocidade da ponta do identador e ac , como já foi referido, é o raio de contacto do
identador.
Em 2006 G.Kermouche [30] realizou um estudo que estuda os efeitos da velocidade das
identações em sólidos viscoelásticos e viscoplásticos. Neste estudo para materiais elasto-
viscoplásticos, o rácio da velocidade de identação e dureza relacionam-se da seguinte forma:
Onde ft é uma função que representa a transição de uma identação elastoplástica para uma
identação elástica, Hel e Hep são, respectivamente, as durezas em regime elástico e
elastoplástico,
que traduz o rácio entre a velocidade de identação e a profundidade da
mesma. K e m são constantes do material que asume um comportamento dado por uma lei do
tipo , E é o módulo de young do material , Pm a pressão de identação e β o ângulo da
identação. Resta ainda referir que
.[30]
Ainda neste estudo, conceitos de viscoplasticidade relacionados com a fluência foram
utilizados e chegou-se a uma relação para a pressão de identação Pm que era dada por:

26
Onde Πδ é uma função adimensional do coeficiente de sensibilidade da velocidade de
deformação m e do ângulo de identação β, K é a constante do material da lei de
comportamento .
Apesar dos exemplos apresentados, pouco mais tem sido feito para relacionar estes dois
conceitos, o que serve de motivação para este trabalho, que procura relacioná-los.

27
3. Material e procedimento experimental
Na simulação de processos de fabrico com características dinâmicas, torna-se necessária a
caracterização do comportamento mecânico do material em estudo de modo a termos uma
resposta correcta das variáveis em estudo. Torna-se, portanto, importante o desenvolvimento
de um adequado procedimento experimental que permita uma caracterização fidedigna do
material, bem como um controlo da velocidade de deformação imposta e da consequente
deformação sofrida por este.
Neste capítulo é apresentado em detalhe o procedimento seguido neste estudo, desde o
equipamento utilizado nos testes de caracterização de material, equipamento utilizado na
preparação dos provetes de teste de AA 1050 e todo o processo de manutenção e afinação
dos equipamentos em questão, que foi necessário devido ao elevado uso que estes
equipamentos têm na realização de outras teses e trabalhos.
3.1 Preparação do material
Como o material em questão, Alumínio 1050, vem do fabricante na forma de chapa com 5 mm
de espessura e os provetes de prova necessitavam de ser cilíndricos, com 6x6 mm, foi
necessário um processo de fabrico de modo a cumprir-se esta especificação.
Assim, o primeiro passo para obter os provetes passa por cortar a chapa em pequenas tiras
com 5mm de espessura e com aproximadamente 100 ou 110 mm de comprimento. Em
seguida, as tiras foram comprimidas em barras com o mesmo comprimento e com secção
quadrada, como mostra a figura 12 a.
Depois, as barras quandrangulares foram maquinadas num torno convencional até uma forma
cilindrica com aproximadamente 6mm de diâmetro, figura 12 b, e em seguida foram sangrados
os provetes 6x6 mm, como mostra a figura 12 c.
É importante garantir que a compressão das chapas não provoca instabilidade (buckling) das
mesmas, pois, se isso acontecer, os provetes ficarão com defeitos interiores que provocarão a
sua abertura nos ensaios de compressão, pondo em causa a validade do ensaio.
Finalmente, após os provetes terem a forma desejada, efectuou-se uma operação de
recozimento, onde os provetes foram colocados num forno, como mostra a figura 13, por um
Figura 12 - a) Barra de alumínio; b) cilindro de alumínio; c) Forma final dos Provetes

28
periodo mínimo de 3 horas a uma temperatura de 450 ºC, de modo a eliminar tensões residuais
que os provetes pudessem possuir, provenientes das anteriores operações de fabrico
efectuadas nos mesmos.
3.2 Procedimento experimental e equipamento
3.2.1 Ensaios de compressão uniaxial
De modo a termos uma caracterização completa do material em questão, e de modo a
podermos de facto entender as diferenças de comportamento a grandes velocidades de
deformação, é necessário, em primeiro lugar, determinar o comportamento para condições
quase-estáticas.
Para isso, procedeu-se a um ensaio de compressão uniaxial, de modo a obtermos uma curva
tensão-extensão do material em condições quase-estáticas. O ensaio de compressão uniaxial
realiza-se solicitando um provete cilíndrico com uma força de compressão uniaxial, neste caso,
a velocidade baixa e constante, e regista-se a força para cada incremento de deformação. A
força é medida através de uma célula de carga (figura 14 a) e a deformação é medida por
intermédio de um sensor de deslocamento (figura 14 b).
(a) (b)
Figura 14 - a) Célula de carga; b) sensor de deslocamento
Figura 13 - Forno

29
Para este ensaio foi utilizada como ferramenta de compressão um equipamento especial,
projectada por Ezequiel[31] (Cam de compressão), que é constituida por dois pratos de
compressão planos, uma barra de seguimento, e um pino de translacção, tal como mostra a
figura 15.
Os pratos de compressão foram fabricados em aço ferramenta maquinado a frio DIN 120
WV4 endurecido e temperado até 60 HRc. A barra de seguimento e o pino de traslacção
são responsáveis, respectivamente, por transmitir o movimento imposto pela força, que
neste caso é aplicada por uma prensa hidráulica STENHØJ 40 (Figura16), e por transmitir
esse movimento para os pratos de compressão, que se movem numa direcção
perpendicular em relação à barra de seguimento. São fabricados em aço DIN 14 NiCr14 e
aço DIN 100Cr6, respectivamente.
Os componentes individuais da Cam foram fabricados em centros de Maquinagem CNC e
polidos manualmente de modo a eliminarem-se defeitos superficiais que poderiam causar erros
de vibrações para ensaios a alta velocidade.
Figura 15 - Cam de compressão
Figura 16 - Prensa hidráulica dos ensaios de compressão quase-estáticos

30
O corpo exterior da Cam foi projectado para que a transmissão de movimento da zona de
aplicação da força seja feita da maneira mais suave possível. Como já foi referido, o pino de
translação converte o movimento da barra de seguimento num movimento perpendicular dos
pratos de compressão, o que permite a aplicação do mesmo deslocamento em cada teste
efectuado e permite que a posição seja mantida o tempo necessário.
Ainda nos ensaios quase-estáticos foi utilizada uma prensa hidráulica incremental programável
Maquidral (figura 17), de modo a poder-se controlar a extensão aplicada nos provetes, para
posteriormente relacionar a dureza com a extensão. Esta prensa foi também utilizada para
realizar os ensaios de compressão a média e baixa velocidades.
3.2.2 Ensaios de compressão uniaxial a alta-velocidade
Estes ensaios foram feitos com o objectivo de, por um lado, caracterizar o material para
elevadas velocidades de deformação, e, por outro, para comparar a dureza do material entre
as condições quase-estáticas e com velocidade de deformação.
Como já foi referido, a prensa maquidral foi utilizada para executar alguns destes ensaios
quando as velocidades de deformação ainda não eram muito elevadas, mas superiores às
deformações quase-estáticas. Assim, utilizando esta prensa, foram feitas compressões para
várias extensões, registando-se a dureza após cada compressão; foram feitas compressões
para uma velocidade da prensa de 1.0 m/min e para 3.5 m/min (velocidades superiores a 3.5
excediam as capacidades da máquina).
Para a realização destes ensaios o provete foi colocado no prato inferior da prensa e o prato
superior foi apoiado na parte superior do provete. A compressão foi executada pelo prato de
compressão da prensa, que devido a limitações do grupo hidráulico desta, não pode ser posto
à velocidade pretendida instantaneamente. Assim, depois de se colocar o provete na zona de
compressão, teve de se proceder à criação de um patamar de aceleração onde se permita à
prensa que progressivamente atinja a velocidade desejada, tendo o cuidado de garantir que já
tem a velocidade desejada quando atinge o provete.
Figura 17 - Prensa hidráulica Maquidral Programável
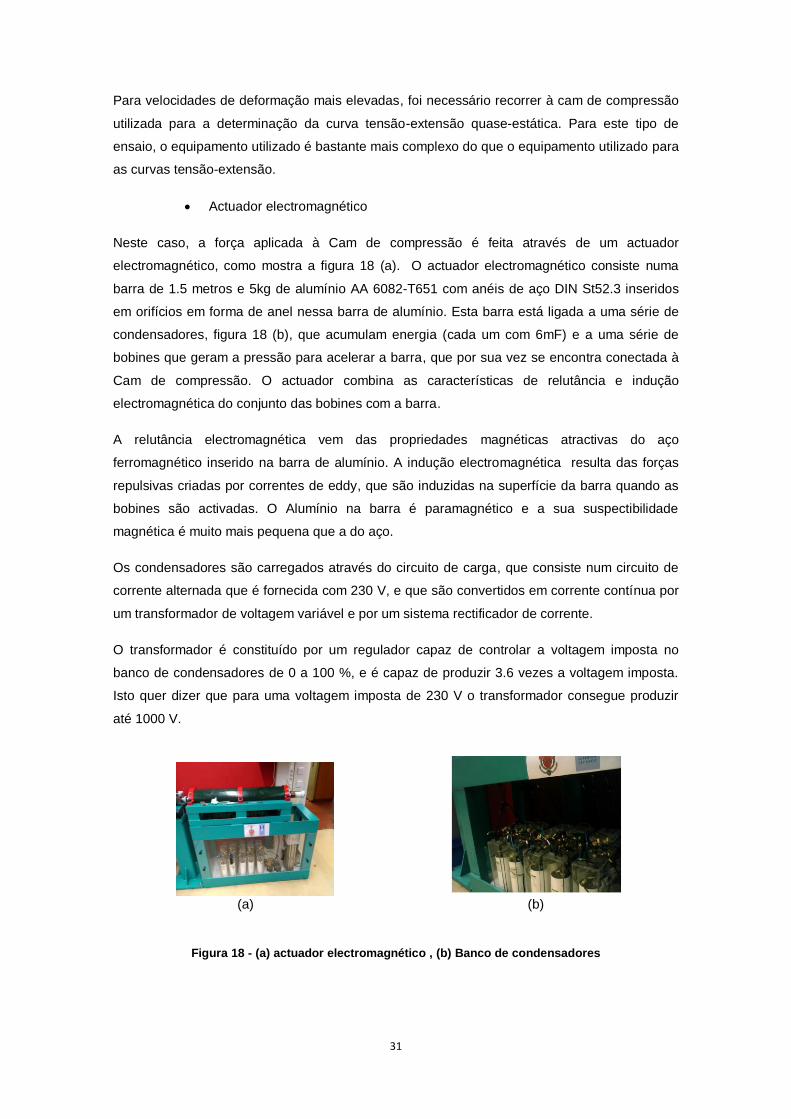
31
Para velocidades de deformação mais elevadas, foi necessário recorrer à cam de compressão
utilizada para a determinação da curva tensão-extensão quase-estática. Para este tipo de
ensaio, o equipamento utilizado é bastante mais complexo do que o equipamento utilizado para
as curvas tensão-extensão.
Actuador electromagnético
Neste caso, a força aplicada à Cam de compressão é feita através de um actuador
electromagnético, como mostra a figura 18 (a). O actuador electromagnético consiste numa
barra de 1.5 metros e 5kg de alumínio AA 6082-T651 com anéis de aço DIN St52.3 inseridos
em orifícios em forma de anel nessa barra de alumínio. Esta barra está ligada a uma série de
condensadores, figura 18 (b), que acumulam energia (cada um com 6mF) e a uma série de
bobines que geram a pressão para acelerar a barra, que por sua vez se encontra conectada à
Cam de compressão. O actuador combina as características de relutância e indução
electromagnética do conjunto das bobines com a barra.
A relutância electromagnética vem das propriedades magnéticas atractivas do aço
ferromagnético inserido na barra de alumínio. A indução electromagnética resulta das forças
repulsivas criadas por correntes de eddy, que são induzidas na superfície da barra quando as
bobines são activadas. O Alumínio na barra é paramagnético e a sua suspectibilidade
magnética é muito mais pequena que a do aço.
Os condensadores são carregados através do circuito de carga, que consiste num circuito de
corrente alternada que é fornecida com 230 V, e que são convertidos em corrente contínua por
um transformador de voltagem variável e por um sistema rectificador de corrente.
O transformador é constituído por um regulador capaz de controlar a voltagem imposta no
banco de condensadores de 0 a 100 %, e é capaz de produzir 3.6 vezes a voltagem imposta.
Isto quer dizer que para uma voltagem imposta de 230 V o transformador consegue produzir
até 1000 V.
Figura 18 - (a) actuador electromagnético , (b) Banco de condensadores
(a) (b)

32
Depois de carregar os condensadores com a voltagem pretendida, é necessário desligar-se o
circuito de carga, utilizando o quadro de controlo apresentado na figura 19 (a), ligando-se em
seguida o circuito de descarga que é constituído por tiristores ligados aos condensadores que
disparam a sua voltagem na sua bobine associada. As correntes induzidas nas bobines devido
à energia armazenada nos condensadores é suficiente para acelerar a barra, apesar de
apenas durar uns milissegundos. O procedimento de disparo está todo descrito no anexo 7.1.
Actuador pneumático
O actuador pneumático surge como um sistema de amortecimento capaz de dissipar as
grandes quantidades de energia cinética criada pelo actuador e pela cam que não é utilizada
para a compressão dos provetes, de modo o serem prevenidos possíveis danos causados na
estrutura da Cam de compressão, bem como nas suas ligações aparafusadas.
Logo, este actuador pneumático (figura 19 (b)) é constituido por um cilindro pneumático que
com uma determinada pressurização consegue absorver o impacto do disparo do actuador.
Este sistema de amortecimento é capaz também de, após um impacto, recolocar o sistema na
posição inicial, bastando apenas para isso despressurizar o cilindro.
Figura 19 - (a) Quadro de controlo do actuador, (b) actuador pneumático
Sistema de aquisição de dados
O sistema de aquisição é o sistema que grava a informação retirada dos ensaios de
compressão realizados. Os dados retirados do ensaio de compressão, como já foi referido, são
a força exercida no provete através de uma célula de carga e o deslocamento imposto pelos
pratos de compressão, que é registado por um sensor de deslocamento. Tanto a célula de
carga como o sensor de deslocamento encontram-se situados nas pontas da Cam de
compressão.
A célula de carga utilizada para medir a força exercida no ensaio é uma célula comercial de 50
KN da HBM (tipo C9B), com uma sensibilidade de 1mmV/V e precisão de 0.5. O sinal que vem
da célula de carga é bastante fraco para ser lido pela placa de aquisição de dados (DAQ), logo,
(a) (b)

33
antes disso, esse sinal passa por um amplificador de sinal Vishay modelo 2100 (figura 20)
usado para amplificar o sinal por 1000 (transformando mv por V).
Para registar o deslocamento, o equipamento usado consiste numa sonda, um disco metálico e
um sensor que lê as variações das correntes Eddy produzidas pela sonda em contacto com o
disco (figura 14 b). A sonda está fixa e gera uma campo magnético, e o disco metálico e
magnético move-se com os pratos de compressão. Quando a compressão começa, o disco
afasta-se da sonda, interferindo com o campo magnético gerado por esta, causando um sinal
de voltagem proporcional à distância entre o disco e a sonda; esse sinal é interpretado pelo
sensor como o deslocamento que ocorreu.
Os sinais de saída da força e do deslocamento são adquiridos por uma placa de aquisição
DAQ NI-USB-6251 com 16 inputs analógicos (16 bits), 1.25 MS/s canal único e são
processados por um programa LabView onde os dados são compilados num ficheiro de texto
para serem analisados posteriormente. Os sinais são adquiridos a uma taxa de 200 kHZ
durante 2 segundos de maneira a registar com precisão as etapas da compressão e relaxação.
O sistema de aquisição requer uma manutenção muito elevada, pois possui componentes
muito sensíveis que facilmente podem invalidar os resultados dos testes realizados. Assim, são
precisos alguns cuidados ao trabalhar com estes componentes:
Verificar os cabos de ligação dos sensores (pois podem estar danificados e com maus
contactos);
Recalibrar os sensores de modo a obter o valor do ganho correcto;
Verificou-se que a célula de carga utilizada possuía um erro, provavelmente devido a
uma carga excessiva aplicada sobre a mesma, logo teve que se proceder à
determinação de uma curva de calibração da célula de carga, já que o erro detectado
tinha uma natureza linear.
Figura 20 - Amplificador de sinal Vishay

34
y = 1,3662x R² = 0,9994
0
5000
10000
15000
20000
25000
0 5000 10000 15000 20000
Valo
r de F
orç
a n
o L
abV
iew
(N
)
Força lida na prensa (N)
Curva de calibração da célula de carga
Calibração
Calibração da célula de carga
Depois de detectado o erro na célula de carga, procedeu-se à devida calibração da mesma.
Para isso, colocou-se a célula de carga numa prensa manual, como mostra a figura 22, e
registou-se o valor lido no labView para os difrentes valores de força aplicada pela prensa
(lidos no mostrador da mesma).
Assim, ao inserir-se os valores lidos na prensa e no labview num ficheiro de Excel, chegou-se à
curva de calibração que vem apresentada na figura 21. A curva de calibração apresenta a
equação sendo y o valor de força dado pelo Labview e x o valor de força real lido
no mostrador da prensa.
Figura 22 - Prensa manual usada na calibração da célula de carga
Figura 21 - Curva de calibração da célula de carga

35
Deste modo, após registados os valores de força dos ensaios de compressão e filtrados num
ficheiro de Excel, esses valores têm de ser divididos pelo valor 1.3662 (da equação da recta de
calibração) de modo a obter-se o valor correcto de força exercido no provete.
3.2.3 Ensaios de microdureza Vickers
Os ensaios de microdureza de Vickers foram realizados nos provetes após estes serem
comprimidos de modo a registar-se a dureza do material, tanto nos ensaios quase-estáticos
como nos ensaios a média, baixa e alta velocidades .
As medições de dureza foram feitas num microdurómetro Stuars Duramin, (figura 23 a), com
um identador piramidal Vickers, em diamante com 136º entre faces opostas da pirâmide. A
Força de identação utilizada foi de 4.903N e o tempo de identação foi de 15 segundos (figura
23 b).
(a) (b)
Figura 23 - a) Durómetro Duramin; b) painel de controlo do durómetro
Na utilização do durómetro, cada vez que se inicia a medida de um conjunto de identações, é
necessário verificar a referência dos eixos, ajustando, através do óculo, a distância entre os
traços, e carregando no botão zero set quando estes estão juntos, de modo a determinar o
zero das medições. O zero das medições acontece quando o traço maior se encontra
exactamente no meio dos traços pequenos, que são utilizados para medir as diagonais das
identações.
Estes ensaios requerem alguns cuidados antes de se fazerem as medições, especialmente no
que toca à qualidade superficial dos provetes e ao sistema de fixação dos provetes na base do
durómetro.

36
Assim, quanto ao problema da fixação dos provetes, escolheu-se a utilização de super-cola,
para prender os provetes à base do durómetro, de modo a evitar que estes se movam quando
a identação está a ser feita, o que invalidaria o resultado. Desta forma, com esta medida,
consegue-se uma menor dispersão de resultados (melhor uniformização); no entanto, esta
medida acumula um erro devido ao facto da camada de cola contribuir ela própria para a
reacção que o provete faz à força de identação, o que diminui ligeiramente a dureza registada.
Apesar disso esta foi a melhor opção que se encontrou para resolver o problema em questão.
No que toca ao acabamento superficial dos provetes optou-se por submetê-los a uma operação
de polimento antes de cada conjunto de medições de dureza. Para isso recorreu-se à polideira
Megapol P200, (figura 24 a), onde foram utilizadas seis lixas (100, 200, 400, 600, 800, 1200),
(figura 24 b), com um tempo de polimento entre 15 a 30 segundos em cada lixa, deixando o
provete mais tempo nas lixas mais finas e menos tempo nas lixas grosseiras.
Assim, após o polimento e fixação dos provetes, procede-se às identações dos provetes que
foram feitas ao longo de dois diâmetros perpendiculares entre si, espaçadas em 1mm entre si,
de modo a perceber-se como varia a dureza com a coordenada radial e perceber como variava
a dispersão de resultados à medida que se retiravam camadas do provete nas diferentes
operações de polimento.
Nestes ensaios, a coordenada radial foi determinada com recurso a um software de CAD
(AutoCAD) onde foram feitas várias circunferências onde passavam as identações, e em
comparação com a circunferência do limite do provete conseguiu-se determinar a coordenada
radial das identações (figura 25).
(a) (b)
Figura 24 - a) Polideira Megapol P200 ; b) lixas utilizadas no polimento

37
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
ker
HV
Raio (mm)
Provete 11 (1ª Passagem) Horizontal Vertical
(a) (b)
Figura 25 - a) imagem de provete após identações; b) determinação das coordenadas radiais das identações desse provete
Os primeiros provetes a serem tiradas durezas foram provetes que foram anteriormente
sujeitos a ensaios de compressão a alta velocidade, realizados numa tese anterior por João
Morais [25]. Para estes provetes foram feitas as medições descritas anteriormente e
representados os seus valores graficamente; os provetes ensaiados têm a numeração dada no
trabalho anterior. Assim, para estes provetes, realizaram-se três operações de polimento onde
uma certa camada superficial foi retirada, medindo-se a dureza da superfície entre cada
camada. Os provetes ensaiados foram os provetes 11, 12, 17, 20 e 30. Os testes realizados
apresentam-se de seguida para os provetes 11 e 12 (os provetes 17, 20 e 30 serão
apresentados nos resultados):
Provete 11
Para o provete 11 os dados referentes às primeiras três passagem são apresentados nas
figuras 26, 27, 28.
Figura 26 - Provete 11 1ª Passagem

38
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 11 (2ª Passagem) Horizontal Vertical
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 11 (3ª Passagem) Horizontal Vertical
Assim, no provete 11, verificou-se maior dispersão de resultados na primeira passagem, que
variam entre 41.5 Hv e 49.9 Hv, sendo que a dureza média se encontra no valor de 46.36 HV.
Os resultados mais extremos ocorrem na zona exterior do provete, junto à borda, onde os
resultados podem sofrer alguma variação devido a uma possível movimentação do provete,
causada pelo momento que a ponta do identador provoca ao aplicar a força de penetração.
Este problema normalmente pode ser resolvido com uma melhor aplicação de super cola ou
Figura 27 - Provete 11 2ª Passagem
Figura 28 - Provete 11 3ª Passagem

39
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 12 (1ª Passagem) Horizontal Vertical
um sistema de fixação do provete melhor. O provete na primeira passagem apresentou uma
espessura de 1.26 mm.
Na segunda operação de polimento retirou-se 200 μm ao provete 11 e voltou-se a executar as
medições de dureza (figura 27) verificando-se um pequeno aumento da dureza média para
47.75 HV e uma menor dispersão de resultados, que pode dever-se a uma melhor fixação do
provete. Na segunda passagem a tendência das medições apresenta-se como linear,
crescente em ambas as direcções de medida.
Na terceira operação de polimento retirou-se 140 μm e espaçou-se as identações em apenas
0.5mm em algumas zonas do provete, que tinham resultados menos coerentes nas passagens
anteriores; na zona central manteve-se o espaçamento de 1mm, originando o dobro das
identações de modo a caracterizar a dureza em mais zonas do provete (figura 28). Para esta
passagem, verificou-se uma descida da dureza média para os 44.44 HV e a mesma tendência
linear crescente. A diminuição da dureza pode dever-se ao facto de que no 3º Polimento a
espessura do provete desceu para os 0.92 mm, ou seja, foi retirada uma espessura
suficientemente grande para entrar numa diferente zona de dureza do provete que pressupõe
uma variação da dureza com o volume, que será testada mais à frente. A dispersão das
medidas continuou bastante pequena, o que indica que a dureza continuou bastante
homogénea ao longo da superfície do provete. No entanto, existem duas medidas na ordem
dos 51 HV que se afastam bastante da média e que podem ser explicadas por problemas na
fixação, pois com o terceiro polimento os provetes ficam com espessura muito pequena e
irregular, o que dificulta o seu fixamento.
Provete 12
As figuras 29, 30 e 31 apresentam os resultados para o provete 12 nas três operações de
polimento realizadas.
Figura 29 - Provete 12 1ª Passagem

40
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 12 (2ª Passagem) Horizontal Vertical
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio(mm)
Provete 12 (3ª Passagem) Horizontal Vertical
Assim, para a primeira passagem, o provete 12 apresenta uma boa dispersão de
resultados que têm uma dureza média de 45.82 Hv e valores que variam entre os 42.7 HV
e os 51.2 Hv. Apesar disso, o valor de 51.2 HV situa-se numa zona relativamente central
do provete e o seu valor afasta-se bastante da média. Esta disparidade pode dever-se ao
acabamento superficial do provete ou a uma zona do provete mais encruada devido à
rápida compressão do material no ensaio de compressão. No entanto, a boa dispersão das
outras medidas atesta a validade do procedimento. Na primeira passagem foi retirado ao
provete 150 μm.
Figura 31 - Provete 12 2ª Passagem
Figura 30 - Provete 12 3ª Passagem

41
A segunda operação de polimento retirou 100 μm à espessura do provete, voltando-se a
verificar uma melhoria na dispersão dos resultados em relação à primeira passagem,
verificando-se que apenas um valor situado na borda do provete se afastou um pouco da
média, que nesta operação tem um valor de 46.80 HV. Tal como no provete 11, verificou-se um
aumento ligeiro da dureza média.
Na terceira operação de polimento foi retirado 450 μm ao provete e recorreu-se ao mesmo
procedimento que no provete 11 (medições menos espaçadas em algumas zonas do provete),
onde se verificou uma redução significativa da dureza média que baixou para 42.45 HV; a
tendência linear crescente verifica-se nas três operações e a dispersão de resultados continua
bastante boa.
De modo a perceber se o polimento teria uma grande influência nos valores da dispersão e na
dureza média, realizou-se os ensaios em três provetes (Provete 13, 14 e 15) nos quais não se
realizou qualquer operação de polimento, sendo os seus resultados apresentados nas figuras
32, 33 e 34.
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 13 (sem polimento) Horizontal Vertical
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 14 (sem Polimento) Horizontal Vertical
Figura 32 - Provete 13 sem polimento
Figura 33 - Provete 14 sem Polimento

42
Da análise destes três provetes viu-se um aumento significativo da dispersão dos resultados,
especialmente no provete 13 onde é bastante visível essa dispersão. Quanto à dureza média,
esta tem um valor para os provetes 13, 14 e 15 de, respectivamente, 46.39 HV, 44.2 HV e
44.38 HV, o que não se afasta muito dos valores de dureza média dos provetes que foram
polidos. A tendência linear é, nestes provetes, decrescente. Apesar de não se terem verificado
alterações significativas quanto à dureza média, o nível de dispersão das medidas faz com que
se deva optar sempre pelo polimento dos provetes antes de se executar as medidas de dureza.
Apesar das pequenas discrepâncias pode concluir-se que o procedimento experimental, no que
toca às medições de dureza, foi bem utilizado, já que os resultados se apresentam bastante
coerentes, salvo as excepções mencionadas. No entanto, existe espaço para melhoramentos,
especialmente no que toca à fixação dos provetes. Quanto ao polimento, ter o cuidado de
garantir que este é bem executado.
3.2.4 Plano experimental
O plano experimental divide-se assim em ensaios quase-estáticos e ensaios em alta-
velocidade. Nos ensaios quase-estáticos caracterizou-se o material em primeiro lugar através
da determinação da curva de tensão-extensão para condições quase-estáticas.
Ainda em condições quase-estáticas foram executadas compressões incrementais, onde um
provete foi comprimido sucessivamente para diferentes valores de extensão e a sua dureza foi
medida no intervalo entre cada compressão. Nas medições da dureza executou-se uma série
de medições ao longo de uma direcção e tomada como valor de dureza a média das medições
feitas; entre cada medição de dureza também se procedeu a uma ligeira operação de
Polimento do provete.
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 15 (sem Polimento) Horizontal Vertical
Figura 34 - Provete 15 sem polimento

43
Após a operação incremental procedeu-se à mesma experiência mas nas condições em que
para cada zona de extensão era utilizado um provete diferente, onde foi imposta uma extensão
determinada. Nestes ensaios os procedimentos na dureza foram os mesmos que nos
incrementais.
Nos ensaios com velocidade executados na prensa programável Maquidral (figura 17) a
1m/min e a 3.5m/min o procedimento executado foi o mesmo que nos ensaios quase-estáticos.
Um provete foi utilizado para cada extensão obtida e a sua dureza média registada com o
devido polimento dos provetes antes das medições de dureza.
Para os ensaios de alta velocidade realizados pelo actuador electromagnético foram feitos
vários ensaios com diferentes velocidades, que são determinadas pela voltagem acumulada
nos condensadores. As voltagens utilizadas nos ensaios foram de 120 V, 200 V, 350 V, 390V e
420 V. As voltagens escolhidas para a realização dos testes foram estas devido às seguintes
razões:
A voltagem mínima necessária para mover a barra de seguimento é de 100 V, logo, de
modo a conseguir-se obter um bom ensaio a primeira voltagem escolhida foi de 120 V;
A voltagem máxima dos condensadores é de 450 V, logo, escolheu-se como valor
máximo 420 V de modo a conseguir-se preservar os condensadores;
As restantes voltagens foram escolhidas de modo a termos uma ideia das alterações
provocadas pelo aumento da velocidade da barra de seguimento.

44
4. Resultados e discussão
Este capítulo está dividido de acordo com os ensaios de compressão executados, sendo
primeiro apresentados os resultados dos ensaios realizados para a determinação das curvas
tensão-extensão, tanto nas condições quase-estáticas como nas condições de velocidade de
deformação. Os resultados foram adquiridos a 200 kHz durante 2 segundos, resultando em
400000 linhas de dados com valores de tempo, força e deslocamento que foram
posteriormente filtrados para eliminar efeitos de ruídos registados durante o ensaio.
Em seguida é apresentado um estudo da dureza onde se analisa a variação desta com a
profundidade e com o raio (provetes 17, 20 e 30) em provetes ensaiados a alta velocidade [25].
Em seguida, é apresentado o estudo das correlações da dureza com as várias grandezas que
caracterizam o AA1050, como a tensão, extensão e velocidade de deformação, e de onde se
retiram equações empíricas que relacionam estas grandezas, tanto para as condições quase-
estáticas como para as condições de velocidade.
4.1 Caracterização do material (condições quase-estáticas e com
velocidade de deformação)
Como já foi referido, para relacionar a dureza com outras grandezas do material, este tem de
estar devidamente caracterizado para que os resultados obtidos sejam o mais próximos da
realidade. Todos os provetes fabricados foram ensaiados; no entanto, nem todos resultaram
em resultados válidos, pois muitos provetes continham defeitos internos que provocaram a sua
fissuração quando se realizou os ensaios de compressão. Este facto é suficiente para invalidar
o ensaio pois a compressão deixou de ser uniaxial.
Assim, em primeiro lugar, é apresentado o resultado do ensaio de compressão quase-estático,
onde se conseguiu obter dois provetes com resultados válidos (provete 41 e provete 42). Os
resultados dos ensaios de compressão para estes dois provetes são apresentados nas figuras
seguintes, que relacionam grandezas como força, deslocamento, tensão, extensão, velocidade
de deformação e tempo.

45
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
Forç
a [
N]
Deslocamento [mm]
0 20 40 60 80
100 120 140 160 180 200 220 240 260
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Ten
são
[M
Pa]
extensão [adi]
0 20 40 60 80
100 120 140 160 180 200 220 240 260
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ten
são
[M
Pa]
Tempo [s]
Figura 36 - Provete 41 Tensão/Extensão
Figura 35 - Provete 41 Força/Deslocamento
Figura 37 - Provete 41 Tensão/tempo

46
0
2
4
6
8
10
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
velo
cid
ade
de
def
orm
açã
o
(str
ain
rat
e) [
s-1]
Extensão [adi]
Da análise dos resultados do provete 41 verifica-se as condições quase-estáticas do ensaio na
figura 40, onde o valor médio da velocidade de deformação é de 0.097 s-1
e o seu valor máximo
é de 1.451 s-1
, o que é um valor baixo.
Na figura 35 apresenta-se uma evolução da força com o deslocamento do provete, que
apresenta uma tendência crescente ao longo do ensaio, o que seria de esperar num ensaio de
compressão uniaxial, bem como uma evolução contínua e sem quebras, o que dá a entender
que o ensaio se realizou até ao fim.
A figura 36 mostra uma curva tensão-extensão com uma pequena zona elástica, o que
demonstra a elevada ductilidade deste material e é espectável para uma liga de alumínio da
série 1000, cuja tensão de cedência se encontra por volta dos 60 Mpa. A tensão máxima tem
um valor de 171 Mpa e verifica-se para uma extensão aproximada de 1.2.
A figura 37 mostra uma evolução da tensão ao longo do tempo, que apresenta um carácter
oscilatório que se deve ao facto da prensa usada na realização deste ensaio ser manual, o que
torna difícil aplicar uma força de maneira constante por falta de sensibilidade do operador.
Apesar disso a oscilação é pequena e não põe em causa os resultados deste ensaio, visto que
também advem do sinal da célula de carga que também possuia um carácter oscilatório.
Os resultados do provete 42, ensaiado nas mesmas condições que o provete 41, são
apresentados nas figuras 39, 40, 41 e 42, que mostram os mesmos resultados do provete 41.
No caso do provete 42 os resultados são idênticos aos anteriores, tendo os gráficos a mesma
tendência e evolução. A diferença mais visível nos dois provetes prende-se com o facto de no
provete 42 ter-se conseguido atingir um maior valor de força, que atingiu um valor máximo de
17351.50 N, possivelmente devido à dimensão inicial que era maior que a do provete 41.
Figura 38 - Provete 41 Velocidade de deformação/extensão

47
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
Forç
a [
N]
Deslocamento [mm]
0 20 40 60 80
100 120 140 160 180 200 220 240 260
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Ten
são
[M
Pa]
Extensão [adi]
0 20 40 60 80
100 120 140 160 180 200 220 240 260
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ten
são
[M
Pa]
Tempo [s]
Figura 40 - Provete 42 Tensão/tempo
Figura 41 - Provete 42 Tensão/Extensão
Figura 39 - Provete 42 Força/Deslocamento

48
Como já foi referido, os gráficos do provete 42 mostram uma evolução semelhante aos gráficos
do provete 41. Apesar disso, na figura 40, que representa a curva de tensão-extensão, nota-se
uma ligeira diferença na zona elástica do provete, que para além de registar valores de tensão
para 40 Mpa para o instante inicial, que deveria ser nula, também apresenta uma tensão de
cedência superior que o provete 41 (na ordem dos 70 Mpa). Verifica-se que o provete 42
atingiu uma extensão ligeiramente inferior e que a velocidade de deformação (figura 42)
apresenta um valor médio 0.096 s-1
e um valor máximo de 1.391 s-1
, que são semelhantes aos
do provete 41.
Assim, devido às pequenas diferenças da curva tensão-extensão, escolheram-se para a
caracterização do material em condições quase-estáticas os resultados do provete 41.
Para os ensaios com velocidade de deformação mais elevada sucederam alguns problemas
relacionados com o aperto da Cam de compressão, que causava vibrações durante o impacto
e que eram registadas pelo sistema de aquisição de dados; para além disso, alguns provetes
fracturaram nos ensaios com velocidade mais elevada. As figuras 43 e 44 mostram um ensaio
com uma voltagem de 390 V, que registou demasiado ruído e não se conseguiram obter
resultados aceitáveis no que toca à caracterização do material.
Apesar disso, desde que o provete não apresente fissuração, os ensaios são válidos para
propósitos de dureza, uma vez que a falha se encontra no sistema de aquisição de dados e
não no ensaio de compressão; assim, desde que não haja fissuração, este é de facto um
ensaio de compressão uniaxial que pode ser usado para tirar a dureza do material para essa
voltagem.
0
2
4
6
8
10
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Vel
oci
dad
e d
e d
efo
rmaç
ão
(s
trai
nra
te) [
s-1]
Extensão [adi]
Figura 42 – Provete 42 velocidade de deformação/extensão

49
Da análise das figuras 43 e 44, é possível identificar facilmente o ruído adquirido pelos
sensores, devido ao carácter oscilatório que as curvas Força/Deslocamento e
Tensão/Extensão apresentam, o que torna difícil de prever o comportamento do material para
esta velocidade de deformação.
Para as velocidades de deformação elevadas o problema das vibrações mostrou-se de difícil
resolução, e mesmo nos ensaios considerados válidos é visivel uma muito pequena oscilação,
que levou à necessidade de se proceder à determinação de uma equação de ajuste que
representará a lei do material para as diferentes velocidades de deformação.
0
5000
10000
15000
20000
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
Forç
a [
N]
Deslocamento [mm]
0 20 40 60 80
100 120 140 160 180 200 220 240 260
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Ten
são
[M
Pa]
Extensão[adi]
Figura 44- provete 65 Tensão/Extensão
Figura 43 - Provete 65 Força/Deslocamento

50
Assim, os provetes que apresentaram melhores resultados foram os provetes 56 e 57, ambos
ensaiados a 200 V e que atingiram, respectivamente, velocidades de deformação de 500s-1
e
1500 s-1
. Os resultados relativos a estes dois ensaios são apresentados em seguida:
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
Forç
a [
N]
Deslocamento[mm]
0
20
40
60
80
100
120
140
160
180
200
220
240
260
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Ten
são
[M
Pa]
Extensão [adi]
Figura 45 - Provete 56 Força/Deslocamento
Figura 46 - Provete 56 Tensão/ Extensão

51
Este provete apresentou uma força máxima perto dos 18000 N e a evolução
força/deslocamento é similar à dos ensaios quase-estáticos. A figura 46, que apresenta a curva
tensão-extensão do material para esta velocidade de deformação, mostra uma tensão de
cedência na ordem dos 50 Mpa, ligeiramente inferior à tensão de cedência dos ensaios quase-
estáticos; também mostra uma zona elástica com maior declive em relação aos ensaios quase-
estáticos. É possivel verificar um pequeno nível de ruído nesta curva.
A figura 48 mostra como o ensaio se realizou num reduzido periodo de tempo, o que explica o
declive da curva plástica, pois a extensão atingida também se situa, aproximadamente, no
valor de 1.21, e o tempo do ensaio é drasticamente mais curto.
Os resultados do provete 57, para uma velocidade de deformação de 1500 s-1
, são
apresentados em seguida:
0 100 200 300 400 500 600 700 800 900
1000 1100 1200 1300 1400 1500
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Vel
oci
dad
e d
e d
efo
rmaç
ão
(s
trai
nra
te)
[s-1
]
extensão [adi]
0 20 40 60 80
100 120 140 160 180 200 220 240 260
0 0,1 0,2 0,3 0,4 0,5
Ten
são
[M
Pa]
tempo [s]
Figura 47 - Provete 56 Velocidade de deformação/extensão
Figura 48 - Provete 56 Tensão/tempo

52
0
5000
10000
15000
20000
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
Forç
a [
N]
Deslocamento [mm]
0 20 40 60 80
100 120 140 160 180 200 220 240 260
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Ten
são
[M
Pa]
Extensão [adi]
0 100 200 300 400 500 600 700 800 900
1000 1100 1200 1300 1400 1500
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Stra
in-r
ate
[s-
1]
Strain [adi]
Figura 49 - Provete 57 Força/Deslocamento
Figura 50 - Provete 57 Tensão/extensão
Figura 51 - Provete 57 Velocidade de deformação/extensão

53
O ensaio do provete 57 mostra um valor máximo de força de 18740.822 N, o valor mais alto
registado, e a sua evolução força/deslocamento tem a mesma natureza que os ensaios
anteriores. Na figura 50 está representada a curva tensão/extensão, e podemos verificar que a
extensão atingida pelo provete tem um valor maior aproximado de 1.4; a tensão de cedência
neste ensaio situa-se próxima dos 40 Mpa e o declive da zona plástica é maior que o declive
do provete 56, pois o ensaio foi realizado num intervalo de tempo tão curto como o provete 56
(figura 52). O provete atingiu uma tensão máxima de 198.24 Mpa, para uma extensão próxima
de 1.4.
Os ensaios 41 (quase-estático), 56 (500 s-1
) e 57 (1500 s-1
) foram os ensaios escolhidos para a
caracterização do AA1050 no que toca ao escoamento plástico para diferentes velocidades de
deformação, isto porque são os que apresentam menos ruído e aqueles que foram registados
correctamente até ao fim. Assim, estes três ensaios foram compilados num único gráfico (figura
53) tensão-extensão e as leis de material para as três velocidades de deformação foram
determinadas. Nos três ensaios garantiu-se que a CAM de compressão não apresentava folgas
que pudessem pôr em causa a validade do ensaio. As leis do material para as três velocidades
de deformação são apresentadas na tabela 4 .
Velocidade de Deformação Lei do Material
Quase-Estática σ = 154,65ε
0,3003
500 s-1
σ = 171,61ε
0,2892
1500 s-1
σ = 182,5ε0,2891
Tabela 4 - Lei de material para diferentes velocidades de deformação
0 20 40 60 80
100 120 140 160 180 200 220 240 260
0 0,1 0,2 0,3 0,4 0,5
Ten
são
[M
Pa]
Tempo [s]
Figura 52 - Provete 57 Tensão/tempo

54
4.2 Dureza do material (relações com outras grandezas)
4.2.1 Evolução da dureza superficial com o raio do provete
No estudo da dureza da liga AA1050, como já referido, estudou-se a variação da dureza
superficial do material com o raio e com a profundidade do provete. Os resultados da evolução
radial da dureza para os provetes 11 e 12 já foram mostrados como forma de aperfeiçoamento
do procedimento. Em seguida, são representados os resultados dos provetes 17, 20 e 30, que
também foram sujeitos a operações de compressão a alta velocidade. Tal como os provetes 11
e 12, estes provetes também foram colados com supercola à base do durometro de modo a
evitar movimentos durante as medidas de dureza realizadas.
Provete 17
As figuras 54, 55 e 56 apresentam os resultados do provete 17 para as três operações de
polimento realizadas, que retiram ao provete, respectivamente, 110 μm, 100μm e 200μm em
cada operação de polimento.
y = 154,65x0,3003
y = 171,61x0,2892
y = 182,5x0,2891
0
20
40
60
80
100
120
140
160
180
200
0 0,2 0,4 0,6 0,8 1 1,2 1,4
Ten
são
[M
Pa]
Extensão [adi]
Quasi-Static
500 s-1
1500 s-1
Figura 53 - Curvas de escoamento plástico para diferentes velocidades de deformação

55
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 17 (1ª Passagem) Horizontal Vertical
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 17 (2ª Passagem) Horizontal Vetrical
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 17 (3ª Passagem) Horizontal Vertical
Figura 54 - Provete 17 1ª Passagem
Figura 55 - Provete 17 2ª Passagem
Figura 56 - Provete 17 3ª Passagem

56
Da análise das figuras 54, 55 e 56 retira-se que, no caso do provete 17, a dispersão mostrou-
se bastante pequena, o que indica que a dureza é bastante uniforme ao longo da superfície do
provete. Para a primeira passagem, a dureza média tem um valor de 46.985 HV e os valores
variam entre 43.3 HV e 47.5 HV. Na direcção horizontal a tendência linear é ligeiramente
crescente, ao contrário da direcção vertical onde a tendência é ligeiramente decrescente.
Para a segunda passagem verificou-se uma melhoria da dispersão, com os valores de dureza
a situarem-se entre 44.2 HV e 48.8 HV, e a dureza média situou-se no valor de 46.957 HV,
bastante semelhante à primeira passagem. Ambas as direcções de medida apresentam
tendência decrescente.
Na terceira passagem observou-se um pequeno aumento da dispersão de resultados, que
variam entre 45 HV e 53.5 HV, estando a dureza média num valor de 48HV. Como já foi
referido, com a terceira operação de polimento os provetes tendem a ficar com uma espessura
bastante reduzida, o que dificulta a sua fixação na base do durometro, e, por isso, uma ligeira
dispersão é espectável.
Provete 20
As figuras 57, 58 e 59 apresentam os resultados para o provete 20. Em cada operação de
polimento foi retirado ao provete, respectivamente, 130 μm, 60 μm e 150 μm à sua espessura.
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 20 (1ª Passagem) Horizontal Vertical
Figura 57 - Provete 20 1ª Passagem

57
Para este provete, voltou-se a verificar uma dispersão de resultados bastante reduzida nas três
operações de polimento. Na primeira passagem os valores medidos variam entre 45.3 HV e
50.1 HV e a dureza média tem o valor de 47.84 HV; a tendência linear da direcção horizontal
mostra-se crescente enquanto que a vertical se demosntra ligeiramente decrescente.
A segunda passagem caracteriza-se por valores entre 45.4 HV e 50.4 HV para um valor de
dureza média de 47.23 HV. As tendências lineares mantiveram-se iguais às da primeira
passagem.
Para a terceira passagem, contrariamente ao provete 17, verificou-se uma melhoria da
dispersão de resultados, com os valores de dureza a variarem entre 44.1 HV e 47.7 HV e uma
dureza média de 46.34 HV. Ambas as direcções apresentam tendências lineares decrescentes.
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 20 (3ª Passagem) Horizontal Vertical
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 20 (2ª Passagem) Horizontal Vertical
Figura 58 - Provete 20 2ª Passagem
Figura 59 - Provete 20 3ª Passagem

58
Provete 30
As figuras 60, 61 e 62 mostram os resultados das medições de dureza para o provete 30. Em
cada operação de polimento foi retirado ao provete, respectivamente, 100 μm, 60 μm e 120
μm.
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio (mm)
Provete 30 (1ªPassagem) Horizontal Vertical
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio(mm)
Provete 30 (2ªPassagem) Horizontal Vertical
Figura 60 - Provete 30 1ª Passagem
Figura 61 - Provete 30 2ª Passagem

59
No provete 30 continuou-se a verificar uma boa dispersão de resultados, apesar de não se
apresentar tão boa como nos provetes 17 e 20. Na primeira passagem os valores variam entre
44.5 HV e 50.4 HV com a dureza média a atingir um valor de 47.2 HV; ambas as direcções
apresentam uma natureza linear crescente.
Para a segunda passagem os valores de dureza variam entre 44 HV e 50.1 HV para um valor
médio de 47.3 HV. A evolução mostra-se linear decrescente, com os valores mais baixos a
situarem-se nas bordas do provete.
Finalmente, para a terceira passagem os valores de dureza variam entre 44.2 HV e 51.3HV e o
valor médio de dureza é de 47.52 HV. O provete 30 foi o que apresentou uma dureza média
menos variável ao longo das três operações de polimento. Para a direcção horizontal, a
evolução linear tem tendência ligeiramente crescente, enquanto que a direção vertical
apresenta uma evolução decrescente.
4.2.2 Evolução da dureza superficial com a profundidade
Os valores de dureza média ao longo das operações de polimento demostram alguma variação
desta dureza à medida que se atingem zonas interiores do provete. Logo, foram compilados os
valores de dureza média para as diferentes operações de polimento para os provetes 11, 12,
17, 20 e 30. Os resultados são apresentados na figura 63 e mostram a evolução da dureza
com a profundidade do provete.
30
35
40
45
50
55
60
-6 -4 -2 0 2 4 6
Du
reza
Vic
kers
HV
Raio(mm)
Provete 30 (3ª Passagem) Horizontal Vertical
Figura 62 - Provete 30 3ª Passagem
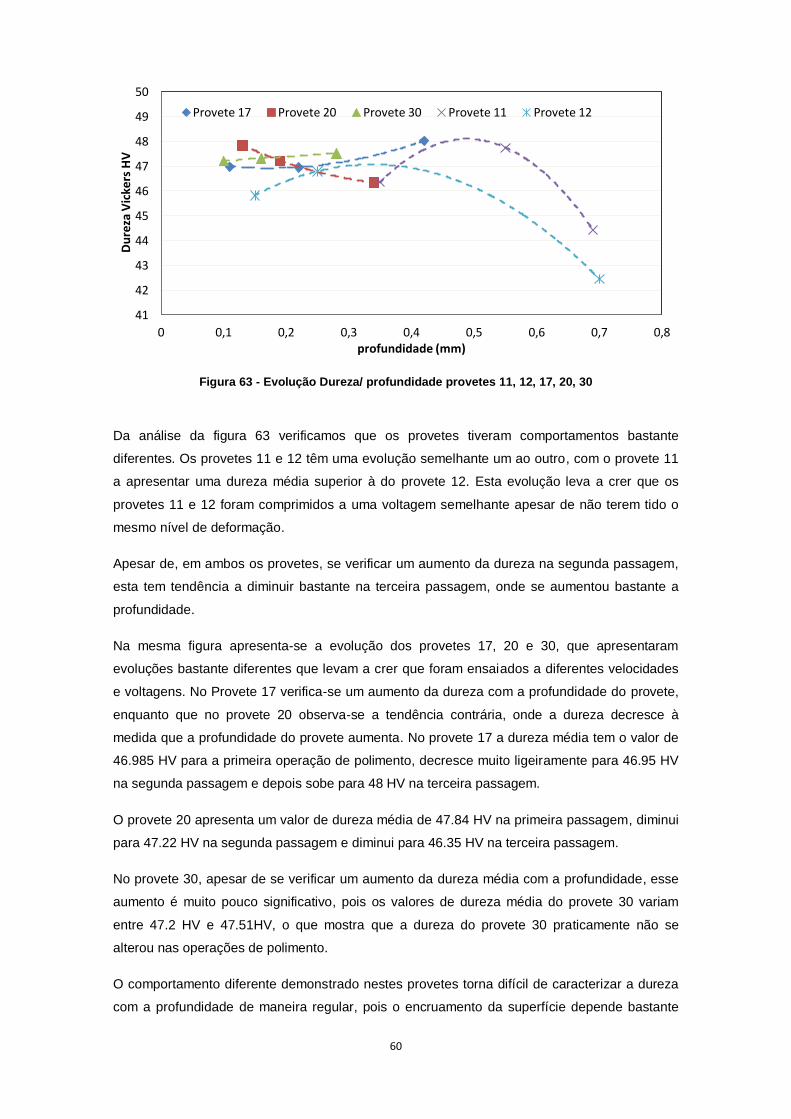
60
Da análise da figura 63 verificamos que os provetes tiveram comportamentos bastante
diferentes. Os provetes 11 e 12 têm uma evolução semelhante um ao outro, com o provete 11
a apresentar uma dureza média superior à do provete 12. Esta evolução leva a crer que os
provetes 11 e 12 foram comprimidos a uma voltagem semelhante apesar de não terem tido o
mesmo nível de deformação.
Apesar de, em ambos os provetes, se verificar um aumento da dureza na segunda passagem,
esta tem tendência a diminuir bastante na terceira passagem, onde se aumentou bastante a
profundidade.
Na mesma figura apresenta-se a evolução dos provetes 17, 20 e 30, que apresentaram
evoluções bastante diferentes que levam a crer que foram ensaiados a diferentes velocidades
e voltagens. No Provete 17 verifica-se um aumento da dureza com a profundidade do provete,
enquanto que no provete 20 observa-se a tendência contrária, onde a dureza decresce à
medida que a profundidade do provete aumenta. No provete 17 a dureza média tem o valor de
46.985 HV para a primeira operação de polimento, decresce muito ligeiramente para 46.95 HV
na segunda passagem e depois sobe para 48 HV na terceira passagem.
O provete 20 apresenta um valor de dureza média de 47.84 HV na primeira passagem, diminui
para 47.22 HV na segunda passagem e diminui para 46.35 HV na terceira passagem.
No provete 30, apesar de se verificar um aumento da dureza média com a profundidade, esse
aumento é muito pouco significativo, pois os valores de dureza média do provete 30 variam
entre 47.2 HV e 47.51HV, o que mostra que a dureza do provete 30 praticamente não se
alterou nas operações de polimento.
O comportamento diferente demonstrado nestes provetes torna difícil de caracterizar a dureza
com a profundidade de maneira regular, pois o encruamento da superfície depende bastante
41
42
43
44
45
46
47
48
49
50
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Du
reza
Vic
kers
HV
profundidade (mm)
Provete 17 Provete 20 Provete 30 Provete 11 Provete 12
Figura 63 - Evolução Dureza/ profundidade provetes 11, 12, 17, 20, 30

61
da velocidade a que o ensaio de compressão é feito, o que remonta para um problema de
variação da dureza com a velocidade de deformação.
4.2.3 Mapeamento de durezas na secção transversal
Para melhor perceber a evolução da dureza com a profundidade procedeu-se a um
mapeamento de durezas da secção transversal de um provete. Para isso, seccionou-se um
provete e mediram-se as durezas ao longo da sua secção transversal, medindo-se uma medida
de dureza em cada mm e com 1mm de espaçamento entre as linhas da secção, como mostra a
figura 64.
Este mapeamento foi executado, inicialmente, para um provete não deformado, e em seguida
para um provete deformado, de modo a perceber-se a evolução da dureza ao longo do volume
de um provete à medida que ele é comprimido. Os resultados para o provete não deformado
são apresentados na figura 65 que é apresentada em seguida:
Na análise da figura 65 percebe-se, apesar de apenas conter dados para um provete não
deformado, a razão para haver alteração da dureza média do provete à medida que se
Figura 64 - Mapeamento de durezas na secção transversal (Provete não deformado)
1
2
3
4
5 1 2 3 4 5 6
Dureza Vickers HV
Coordenada da secção quadrada do provete (6X6mm)
Isólinhas de Dureza (Provete não deformado)
24-26
22-24
20-22
18-20
Figura 65 - Isólinhas de Dureza (provete não deformado)

62
1
1.5 1 2 3 4 5 6 7 8 9 10
Dureza Vickers HV
coordenada da secção do provete (mm)
Provete deformado Quase-estático (Provete 10 e=1,54)
46-48
44-46
42-44
realizavam as operações de polimento. Verifica-se ao longo do volume do provete que a
dureza deste varia consoante diferentes zonas do provete.
Esta diferença dá-se não só devido ao processo de fabrico do provete que causa tensões
internas diferentes no interior do provete, bem como pelo próprio processo de uniformização
não aquecer o provete de forma homogénea.
Este mapeamento também explica as ligeiras alterações de dureza ao longo da superfície do
provete e a sua variação com o raio do provete.
Este mapeamento também foi executado para os provetes deformados, tanto em condições
quase-estáticas como nos ensaios realizados com velocidade de deformação. Nas condições
quase-estáticas e de baixa velocidade, a 5 s-1
, foram ensaiados dois provetes, o provete 10 e o
provete 48, que foram comprimidos, respectivamente até uma extensão de 1.54 e 0.66. As
figuras 66 e 67 mostram os resultados desse mesmo mapeamento em condições quase-
estáticas e para 5 s-1
.
(a) (b)
Figura 66 - (a) Isólinhas de dureza provete 10 (Quase-estático), (b) digitalização das medidas executadas
(a) (b)
Figura 67 - (a) Isólinhas de Dureza provete 48 5 s-1 , (b) digitalização das medidas efectuadas
1
2
3
1
2
3
4
5
6
7
8
Dureza Vickers HV
Coordenada da secção do provete (mm)
Provete deformado 5 s-1 ( provete 48 e= 0,66)
43-45
41-43
39-41
37-39

63
1
1.5
2 1 2 3 4 5 6 7 8 9 10 11
Dureza Vickers HV
coordenada da secção do provete (mm)
Provete Deformado 54 (200 s-1)
48-50
46-48
44-46
42-44
40-42
Nas figuras 66 e 67 consegue ver-se que no interior do provete se verifica uma maior variação
da dureza do que na sua superfície e um aumento da dureza média em relacção à média
superficial. No provete 10 verificou-se uma dureza média de 46 HV em relação à de 42.5 HV
verificada na superfície; para além disso, verifica-se que em zonas interiores a dureza é mais
elevada.
No provete 48, que foi menos comprimido, verifica-se uma dureza média de 41.1 HV em
contraste com a de 38.44 HV na superfície. A zona interior do provete também possui a dureza
mais elevada que as zonas mais próximas da periferia. No entanto, este provete tem a sua
dureza maior numa zona junto da superfície (canto superior direito da figura 67), mas é uma
zona pequena em comparação com a dureza do resto do provete.
Para as velocidades de deformação mais elevadas foram ensaiados provetes com as
velocidades de deformação de 200 s-1
, 500 s-1
e 1500 s-1
que são apresentados nas figuras 68,
69 e 70.
Figura 68 - (a) Isólinhas de dureza provete 54 200 s-1 , (b) digitalização das medidas executadas
Figura 69 - (a) Isólinhas de dureza provete 62 500 s-1, (b) digitalização das medidas efectuadas
(a) (b)
(a) (b)
1
1.5
2 1 2 3 4 5 6 7 8 9 10
Dureza Vickers HV
coordenada da secção do provete (mm)
Provete Deformado 62 (500 s-1)
50-52
48-50
46-48
44-46
42-44
40-42
38-40

64
Figura 70 - (a) Isólinhas de dureza provete 66 1500 s-1, (b) digitalização das medidas efectuadas
Para a figura 68 a dureza média é de 46.6 HV em comparação com 41.2 HV na sua superfície,
o que volta a indicar que a dureza no interior do provete é maior que a dureza da sua
superfície. A zona mais dura deste provete encontra-se numa pequena área que atravessa o
provete de uma ponta a outra, bem como em pequenas zonas na periferia. Neste provete
verificou-se uma deformação regular pois a maior parte do provete encontra-se no mesmo nível
de dureza.
Na figura 69 o provete em questão foi ensaiado a 500 s-1
e, neste caso, apresentou uma grande
variação de durezas no seu interior, sendo que a dureza média se situa no valor de 44.9 HV,
maior que a sua dureza superficial de 42.44 HV. O encruamento do provete realizou-se de
maneira bastante irregular devido às varias zonas diferentes de dureza. A zona mais dura do
provete situa-se numa zona com as coordenadas 1.5mm por [9, 10] mm onde a dureza chega a
valores de 50 a 52 HV.
No provete deformado a 1500 s-1
as zonas de durezas diferentes são bastante menores, com a
dureza média a atingir um valor de 48 HV, em contraste com os 42 HV na superfície. As zonas
mais duras do provete situam-se nos extremos da secção e possuem valores entre os 50 e 52
HV e a zona central apresenta valores entre 46 e 50 HV. Este provete apresenta as diferentes
zonas de dureza bem definidas sendo que a maioria atravessa a secção do provete de um lado
ao outro.
O mapeamento das secções transversais demostra que a dureza superficial e a dureza interior
possuem valores diferentes, pois a compressão afecta bastante o encruamento do material,
que tende a ficar mais encruado no interior do provete.
A compressão a alta velocidade provoca um efeito bem mais imprevísivel no provete, criando
uma distribuição de durezas mais irregular e mais variável, mantendo-se, apesar disso, a
diferença entre o interior e a superfície. O mapeamento efectuado apresenta algumas
limitações que se prendem no facto de ser dificil obter coordenadas das indentações precisas (
(a) (b)
1
1.5 1 2 3 4 5 6 7 8 9 10 11
Dureza Vickers HV
Coordenada da secção do provete (mm)
Provete Deformado 66 (1500 s-1)
50-52
48-50
46-48
44-46

65
limitações do equipamento), no entanto os resultados demostram alguma uniformidade e
simetria, à excepção do provete 62 cuja simetria não se verifica e os valores variam bastante
entre o lado esquerdo do provete e o lado direito. As diferenças de durezas no provete 62
podem dever-se a um mau fixamento durante a sua compressão, ou seja, se durante a
compressão as faces do provete não se encontrarem paralelas aos pratos de compressão,
existirá uma zona do provete que será mais comprimida que a outra e,consequentemente
apresentará maior dureza.
4.2.4 Correlação Dureza/Extensão e velocidade de deformação
Os ensaios de compressão realizados de maneira incremental, onde um único provete foi
comprimido consecutivamente até varios niveis de extensão e de maneira contínua, para cada
extensão utilizando um provete, estão representados na figura 71, que mostra a dureza média
no provete para os vários níveis de extensão em condições quase-estáticas. As nuvens de
pontos determinadas foram depois ajustadas numa equação que relaciona os valores
experimentais da dureza Vickers com a extensão real sofrida pelo provete. Os valores seguem
uma regressão polinomial de quarta ordem que tem a seguinte equação:
Uma vez que na figura 71 não se conseguiu perceber a evolução da dureza para extensões
muito pequenas, devido a não ter medidas próximas do zero para verificar se a correlação
escolhida é a correcta, procedeu-se na figura 72 à determinação da correlação
dureza/extensão para durezas pequenas na ordem dos 0.0001 e 0.001, procedendo-se à
verificação da respectiva correlação, que é a mesma que para as extensões mais elevadas.
Como os valores de extensão atingidos na figura 72 são bastante pequenos, foi necessário um
grande controlo dimensional do provete e bastante cuidado nas operações de polimento, para
que não houvesse alteração da extensão pretendida ao retirar-se camadas ao provete na
respectiva operação de polimento. Sendo assim, apenas se realizou um polimento ligeiro com
uma única lixa fina (lixa de 1200).

66
y = -1,4374x4 + 8,9977x3 - 23,65x2 + 32,081x + 24 R² = 0,9836
0
5
10
15
20
25
30
35
40
45
50
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
HV
Extensão
Incremental
Continuum
y = -1,4374x4 + 8,9977x3 - 23,65x2 + 32,081x + 24 R² = 0,9836
0
5
10
15
20
25
30
35
40
45
50
0,0001 0,001 0,01 0,1 1
HV
Extensão
Incremental
Continuum
Figura 72 - Correlação Dureza/Extensão (extensões pequenas)
Figura 71 - Correlação Dureza/extensão

67
Da análise da figura 72 podemos verificar que as medidas retiradas para extensões mais
pequenas seguem a regressão escolhida, o que nos leva a concluir que o procedimento foi
acertado e que no gráfico da figura 71 apenas existiam problemas de escala nas extensões
pequenas.
Esta correlação mostra-se válida para condições quase-estáticas; no entanto, para condições
de velocidade de deformação mais alta o resultado revela-se ligeiramente diferente, pois como
já observámos as diferentes velocidades de deformação provocam alterações na dureza do
material.
Assim, para determinar a correlação existente entre essas grandezas para condições em que a
velocidade de deformação é mais elevada, foi realizada a mesma experiência, sendo a
compressão feita com diferentes velocidades de deformação; os resultados foram compilados
na figura 73.
A figura 73 relaciona os resultados quase-estáticos e os resultados com as várias velocidades
de deformação numa regressão aproximada que sirva para todas as situações, sendo essa
relação dada pela equação:
y = -1,1598x4 + 8,2416x3 - 23,378x2 + 32,396x + 24 R² = 0,9569
0
10
20
30
40
50
60
0 0,5 1 1,5 2 2,5
HV
Extensão
Quasi-Static
5 s-1
50 s-1
250 - 500 s-1
750 - 1500 s-1
Figura 73 - Correlação Dureza/extensão para condições dinâmicas (velocidade de deformação)

68
16
18
20
22
24
26
28
30
32
34
36
38
40
42
44
46
0
20
40
60
80
100
120
140
160
180
200
0 0,5 1 1,5 2 2,5
HV
Ten
são
Extensão
Flow Stress
Hardness
Na figura 73, para além da correlação que se retira entre as duas grandezas e que também é
de quarta ordem, como a das condições quase-estáticas, verifica-se que as medidas de dureza
para grandes velocidades de deformação tendem a estabilizar na zona dos 43 HV, verificando-
se uma saturação das medidas de dureza com o aumento da extensão sofrida pelo provete.
As velocidades de deformação mais elevadas apenas têm dados para extensões maiores, pois
não se consegue ter um controlo da extensão no actuador electromagnético como o que se
consegue na prensa. Assim, as velocidades de deformação mais baixas (5 s-1
e 50 s-1
) têm
mais informação da dureza e, em conjunto com as quase-estáticas, são elas que determinam a
equação de ajuste.
As durezas a velocidades mais altas estão de acordo com a equação apresentada, o que leva
a crer que para extensões menores a evolução seria similar à evolução das velocidades
menores.
4.2.5 Correlação Dureza/tensão
Através da equação de escoamento plástico do material, que relaciona a tensão sofrida pelo
material com a extensão causada no material pela sua deformação, e com a relação de
dureza/extensão determinada experimentalmente neste trabalho, pode-se estabelecer uma
relação entre a dureza do material e a tensão sofrida por este.
Assim, na figura 74 encontram-se representados os valores de dureza com a respectiva
extensão, bem como a curva de escoamento plástico do material, de modo a perceber como
varia a dureza nas várias zonas de deformação do material.
Figura 74 - Escoamento plástico/Dureza

69
O gráfico da figura 74 mostra a relação directa de duas grandezas (dureza e tensão) do
material com a extensão. Assim, verificou-se possível relacionar indirectamente a dureza com a
tensão do material através da expressão retirada da figura 73 e da curva de escoamento
plástico do material.
A figura 75 mostra a relação entre a tensão e a dureza retirada das relações que a dureza e a
tensão têm com a extensão do provete.
Da análise da figura 75 demonstra-se que a equação que relaciona a tensão com a dureza é
uma equação linear com a seguinte forma:
Esta relação foi obtida com base na curva de escoamento plástico do material para condições
quase-estáticas; para se obter a mesma relação para as condições de velocidade de
deformação realiza-se, em teoria, o mesmo procedimento utilizando as curvas de escoamento
plástico para outras velocidades de deformação, mantendo a relação entre extensão e dureza
apresentada no gráfico da figura 73.
Para as velocidades de deformação superiores verificou-se que a relação expressa no figura
75 não se repetia, ou seja não se verifica um aumento da dureza com um aumento da tensão
y = 5,5082x - 71,657 R² = 0,995
0
20
40
60
80
100
120
140
160
20 22 24 26 28 30 32 34 36 38 40
Ten
são
HV
HV-Stress Correlation
Linear (HV-Stress Correlation)
Figura 75 - Correlação entre tensão/dureza

70
e da extensão. Esta conclusão vem do gráfico da figura 73 onde se verifica que, a partir de
uma determinada extensão, independentemente da velocidade de deformação dos provetes a
dureza do material tende a estabilizar entre os 42 e 43 HV.
Esta estabilização da dureza implica que por muito que se aumente a velocidade de
deformação dos provetes, o comportamento mecânico do material não se altera. Esta
experiência contraría os modelos viscoplásticos apresentados no capítulo 2, isto porque
segundo eles a velocidade de deformação entra como factor multiplicativo da tensão, ou seja
faz aumentar a tensão, o que se deveria de verificar na dureza do material.
Para além disso as correlações para, velocidades de deformação superiores, não
apresentavam uma tendência linear o que se verificava impossível fisicamente.

71
5. Conclusões
O objectivo principal desta tese foi o estudo das caracteristicas do alumínio AA1050 (seguindo
o trabalho feito em teses anteriores), com principal foco na dureza do material após
deformação em regime plástico e Viscoplástico. Este objectivo foi realizado com algum
sucesso, pois foi conseguido um conjunto de relações experimentais entre a dureza do material
e grandezas caracterizadoras do material como a tensão, a extensão e a velocidade de
deformação.
A grande conclusão e descoberta que se retira deste trabalho vem da relação determinada
entre a dureza Vickers e a extensão imposta no provete para altas velocidades de deformação
que mostra uma estabilização da dureza. Isto implica que o comportamento mecânico do
material tende a estabilizar independentemente da velocidade de deformação imposta, ou seja,
a partir de um certo momento, por muito que se aumente a velocidade de deformação imposta,
não se consegue alterar o comportamento mecânico do material.
Esta condição do material contraría os modelos viscoplásticos que apresentam um aumento da
tensão com o aumento da velocidade de deformação que consequentemente se deveria
verificar no aumento da dureza.
Conclui-se que a dureza pode ser relacionada directamente com a extensão sofrida pelo
material no ensaio de compressão uniaxial tanto em condições quase-estáticas como em
condições dinâmicas, apesar de que para condições dinâmicas a velocidade de deformação
não afecta muito a dureza superficial do provete, pois as medidas tem tendência a estabilizar
na ordem dos 43 HV. Através da curva de escoamento plástico (tensão/extensão) e da relação
extensão e dureza conclui-se que é possivel relacionar dureza com tensão, pois ao se saber o
nivel de tensão aplicada no provete, sabe-se o nível de extensão sofrida pelo material e com
esse nivel pode-se prever qual a dureza média superficial do provete.
Verificou-se que para velocidades de deformação elevadas a dureza manifesta grandes
alterações na zona interior do provete, ou seja, com o aumento da velocidade de deformação
do provete o encruamento provocado é mais expressivo e irregular, originando diferentes áreas
de dureza no provete.
Para a dureza superficial verificou-se que as medidas são bastante homogéneas ao longo do
raio do provete com as pequenas discrepâncias a acontecerem em zonas afastadas do centro
e podem ser provocadas pelo momento causado no provete pelo identador, logo concluiu-se
que se deve garantir a estabilidade do provete durante as medições.
Também se percebeu como varia a dureza do material ao longo da sua secção e ao longo da
sua superfície onde foi verificado que a dureza não é uniforme ao longo do material, sendo que
a dureza interior é mais elevada que a dureza superficial e possui difrentes zonas de dureza
diferente no seu interior.

72
Nas medições de dureza conclui-se que a fixação do provete assume um papel muito
importante na determinação correcta dos resultados, pois impedir a movimentação do provete
quando a força de identação está a ser executada, e é imperativo para que a identação seja
feita de forma correcta.
Os objectivos secundários passaram pela realização de procedimentos de manutenção do
equipamento de teste tanto na determinação de curvas de escoamento plástico como na
medição de durezas. Estes objectivos foram atingidos no caso das curvas de escoamento
plástico através da calibração da célula de carga, que estava danificada, e através de um
cuidadoso processo de recalibração dos componenentes do sistema de aquisição de dados.
Como perspectivas de trabalho futuro considera-se a realização deste mesmo estudo para
outros tipos de materiais como outras ligas de alumínio, aço, entre outros de modo a se
conseguir simular vários processos de fabrico e de modo a se conseguir prever o
comportamento de vários materiais para as mesmas condições testadas.
As relações determinadas nesta tese são experimentais e de modo a serem complementadas
recomenda-se a modelação em elementos finitos dos testes realizados mantendo as condições
usadas nas condições prácticas.
No que toca ao procedimento experimental à espaço a melhorias por exemplo na fixação dos
provetes pois apesar da super-cola se ter mostrado relativamente eficiente, induz de facto um
pequeno erro nas medições de dureza se for adicionada demasiada quantidade, que pode ser
difícil de controlar.

73
6. Referências Bibliográficas
[1] Martins, P., & Rodrigues, J. (2005). Tecnologia Mecânica: Tecnologia da Deformação
Plástica. Volumes I e II, Escolar Editora.
[2] Haasen, P. (1978). Physical metallurgy. Cambridge [Eng.] ; New York: Cambridge University
Press.
[3] Smith, W. F. (1998). Princípios de ciência e engenharia de materiais (Vol. 892). McGraw-Hill.
[4] Leslie, W. C. (1981). The physical metallurgy of steels. Washington: Hempisphere Pub.
Corp., New York: McGraw-Hill, ISBN 0070377804.
[5] Branco, C. M. (1985). Mecânica dos materiais. Fundação Calouste Gulbenkian
[6]https://www.nde-ed.org/EducationResources/CommunityCollege/Materials/Mechanical/Hardness.htm
Visitado a Agosto de 2015
[7] http://www.calce.umd.edu/TSFA/Hardness_ad_.htm Visitado a Agosto 2015
[8] BS EN ISO 868:2003, Plastics and ebonite - Determination of indentation hardness by
means of a Durometer (Shore hardness).
[9] G. Tabor (2000), The Hardness of metals, Oxford University Press, ISBN: 0198507763
9780198507765
[10] Anstis, G. R., Chantikul, P., Lawn, B. R., & Marshall, D. B. (1981). A Critical Evaluation of
Indentation Techniques for Measuring Fracture Toughness. I-Direct Crack
Measurements. Journal of the American Ceramic Society, 64(9), 533-538.
[11] Mirko Tiegel, Reza Hosseinabadi, Stefan Kuhn, Andreas Herrmann, Christian Rüssel
(2015), “Young's modulus, Vickers hardness and indentation fracture toughness of alumino
silicate glasses”.
[12] HariKrishna, C. H., Davidson, M. J., Nagaraju, C. H., & Kumar, B. A. (2015). Effect of
lubrication on hardness in the ring compression test. Proceedings of the Institution of
Mechanical Engineers, Part C: Journal of Mechanical Engineering Science,
0954406215586590.
[13] Tabor, D. (1948, February). A simple theory of static and dynamic hardness. In
Proceedings of the Royal Society of London A: Mathematical, Physical and Engineering
Sciences (Vol. 192, No. 1029, pp. 247-274). The Royal Society.
[14] Tekkaya, A. E., & Lange, K. (2000). An improved relationship between Vickers hardness
and yield stress for cold formed materials and its experimental verification. CIRP Annals-
Manufacturing Technology, 49(1), 205-208.

74
[15] Tiryakioğlu, M., & Robinson, J. S. (2015). On the representative strain in Vickers hardness
testing of 7010 aluminum alloy. Materials Science and Engineering: A, 641, 231-236.
[16] Cahoon, J. R., Broughton, W. H., & Kutzak, A. R. (1971). The determination of yield
strength from hardness measurements. Metallurgical Transactions, 2(7), 1979-1983.
[17] Casagrande, A., Cammarota, G. P., & Micele, L. (2011). Relationship between fatigue limit
and Vickers hardness in steels. Materials Science and Engineering: A, 528(9), 3468-3473.
[18] Murakami, Y. (2002). Metal fatigue: effects of small defects and nonmetallic inclusions:
effects of small defects and nonmetallic inclusions. Elsevier.
[19] Murakami, Y., & Endo, M. (1994). Effects of defects, inclusions and inhomogeneities on
fatigue strength. International Journal of Fatigue, 16(3), 163-182.
[20] Bartolomeo, P., Irigoyen, M., Aragon, E., Frizzi, M. A., & Perrin, F. X. (2001). Dynamic
mechanical analysis and Vickers micro hardness correlation for polymer coating UV ageing
characterisation. Polymer degradation and stability,72(1), 63-68.
[21] Lim, Y. Y., & Chaudhri, M. M. (2006). Indentation of elastic solids with a rigid Vickers
pyramidal indenter. Mechanics of Materials, 38(12), 1213-1228.
[22] Perzyna, P. (1966). Fundamental Problems in Viseoplasticity. Advances in applied
mechanics, 9, 243.
[23] Chaboche, J. L. (2008). A review of some plasticity and viscoplasticity constitutive
theories. International Journal of Plasticity, 24(10), 1642-1693.
[24] Betten, J. (2008). Creep mechanics. Springer Science & Business Media.
[25] Morais, João (2009). Mechanical Behavior of AA1050 at High Strain Rates. . Master
Degree in Mechanical Engineering, Instituto Superior Técnico, Universidade Técnica de Lisboa
[26] Huh, H., Ahn, K., Lim, J. H., Kim, H. W., & Park, L. J. (2014). Evaluation of dynamic
hardening models for BCC, FCC, and HCP metals at a wide range of strain rates. Journal of
Materials Processing Technology, 214(7), 1326-1340.
[27] Schwer, L. (2007). Optional Strain-rate forms for the Johnson Cook Constitutive Model and
the Role of the parameter Epsilon_0. LS-DYNA Anwenderforum, Frankenthal.
[28] Silva, Carlos (2013), Caracterização Mecânica e à fratura de materiais aplicada a
processos de deformação plástica e corte. PhD in Mechanical Engineering, Instituto Superior
Técnico, Universidade Técnica de Lisboa.
[29] Pelletier, H., Mendibide, C., & Riche, A. (2008). Mechanical characterization of polymeric
films using depth-sensing instrument: Correlation between viscoelastic-plastic properties and
scratch resistance. Progress in Organic Coatings, 62(2), 162-178.
[30] Kermouche, G., Loubet, J. L., & Bergheau, J. M. (2007). Cone indentation of time-
dependent materials: The effects of the indentation strain rate. Mechanics of materials, 39(1),
24-38.
[31] Ezequiel, Vasco (2010), Influência da Velocidade de Deformação e da Tensão Normal na

75
Tenacidade à Fractura da Liga de Alumínio AA1050. Master Degree in Mechanical
Engineering, Instituto Superior Técnico, Universidade Técnica de Lisboa.

76
7. Anexos
7.1 Procedimento de disparo do actuador electrómagnético
Armário e actuador:
Verificar que o transformador regulável está na posição de 0V
Ligar voltímetros e ligar o actuador à rede eléctrica
Ligar botão do Geral. Verificar as ligações das extensões nas zonas dos
condensadores
Ligar o circuito de Carga (interuptor Carga) para iniciar o processode carga dos
condensadores:
o Ligar os dijuntores dos bancos de condensadores a carregar
o Regular o transformador, aumentando a tensão sem que a corrente geral
passe os 5 A, até que os condensadores atinjam o valor de carga desejado
o Desligar os dijuntores
o Desligar o circuito de Carga
Ligar o circuito de Descarga (interruptor Descarga)
o Fazer o disparo com o computador. Colocar a gravar e quando o computador
começar a gravar carregar no botão Trigger (LabView)
o Desligar o circuito de Descarga
Desligar o Geral e os voltímetros
Desligar o actuador da rede.
Ferramenta e provete:
Verificar a mobilidade da barra de seguimento
o Colocar a barra de seguimento na posição de disparo (face da CAM no plano
da ferramenta)
o Verificar a posição do batente de borracha
Verificar a lubrificação da ferramenta
Colocar o provete entre os pratos o mais centrado possível
Verificar ligações aparafusadas nas partes móveis do equipamento
o Ligação da barra de seguimento à CAM
o Ligação da barra de seguimento ao alvo do sensor de deslocamento
o Ligação do prato superior à barra de seguimento
o Verificar o aperto da tampa da ferramenta
Móvel do computador:

77
Verificar a ligação da extensão exterior à rede eléctrica. Verificar a extensão interior
Ligar a extensão interna do botão
o Ligar o computador
o Ligar a placa de aquisição
o Ligar o amplificador (deixar aquecer durante 30 minutos)
Sensores (no início de cada período de ensaios):
Verificar a excitação e amplificação da célula de carga no amplificador (usar
multímetro)
o Ver tensão de excitação nas saidas do módulo da fonte de energia do
amplificador
o Verificar o ganho de 1000 do amplificador com o multimetro (ocasionalmente)*
Verificar o sensor de deslocamento
o Verificar as condições do cabo da sonda
o Verificar o ganho do sensor
Verificar a taxa de aquisição da placa (adquiri 400K pontos a uma taxa de 200K>>>2s)
Se o sinal obtido tiver ruído em excesso, verificar as ligações dos cabos dos sensores
o À placa de aquisição e ao amplificador
o À terra
o Entre a malha do cabo da célula de carga e o amplificador
Cilindro Pneumático:
Função de amortecedor no ensaio:
o Colocar o batente da haste na posição de dispara (encostado à CAM)
o Verificar que não há pressão no cilindro**
o Verificar que a válvula de saida está aberta
o Regular a válvula de escape do cilindro para a posição de amortecimento
desejado***
o Verificar que a tampa da ferramenta está bem apertada***
Função de actuador pneumático:
o Encostar o batente da haste à face da CAM
o Abir a válvula de admissão de ar a ¼ de curso, com a válvula de escape aberta
o Regular a velocidade da haste com a válvula de escape, podendo desapertar a
tampa da ferramenta ou aumentar o caudal de ar para faciltar a tarefa
* F(N)=10000/1.3662*V(saida)
**Assumindo que o posicionamento do cilindro é para esta situação
***Caso contrário o cilindro funciona como uma mola

78
7.2 Diagrama eléctrico do Actuador

79
7.3 Programa LabView
Painel frontal
Diagrama de blocos (Parte1)

80
Diagrama de blocos (Parte2)


















