Dual-layer fusion-bonded epoxy (FBE) coatings protect ...alankehr-anti-corrosion.com/Technical...
13
Dual-layer fusion-bonded epoxy (FBE) coatings protect pipelines Alan Kehr 3M USA Matt Dabiri Williams Gas Pipeline Ray Hislop 3M UK Synopsis. Utilizing two layers of FBE provides great versatility in coatings used for pipeline protection. The first layer has the properties of a standalone FBE coating. The top layer provides mechanical-damage resistance from impact or gouging during handling and construction. Alternatively, it may be designed to resist UV chalking or intended to work on a high-temperature pipeline. This paper reviews the performance characteristics of dual-layer FBE pipeline coating systems and provides a case history of dual-coating usage – the 1150-km Kern River 2003 Expansion Project in the western USA, which utilizes a dual-layer FBE for its entire length. The review includes application and installation specifics . PIPELINE COATING SYSTEMS Effective corrosion prevention for underground structures requires a combination of a durable coating and cathodic protection. The overall protection cost includes the cost of the coating and the cathodic protection system. Coating choice can significantly affect the cost of cathodic protection. (1) The cost of a cathodic protection system is related to the electrical resistivity of the coating in use on a pipe. The resistivity depends on the electrical characteristics of the coating and the total area of exposed steel as a result of damage to the coating. The electrical current requirement to protect the pipeline climbs with time for all coatings. Coatings with the lowest initial current requirement and maximum stability (that is, the least amount of change in current requirement over time) minimize the cost of cathodic-protection system installation and operation. (2) Current requirements vary significantly based on the environment (soil resistivity, temperature, etc.). They also vary depending on the coating system. Figure 1 shows the relative current requirements for various pipecoating systems as measured by a Canadian gas-transmission company. While the example company did not have experience with three- layer polyolefin coatings, the normal current requirements for 3-layer coatings are low. (Three-layer systems consist of an FBE corrosion or adhesion layer, a polyolefin adhesive polymer, and a polyolefin topcoat.) Because of this, a minimum amount of equipment needs to be installed to provide cathodic protection, making installation, maintenance, and operational costs for three-layer systems about the same as for FBE. (3)
Transcript of Dual-layer fusion-bonded epoxy (FBE) coatings protect ...alankehr-anti-corrosion.com/Technical...

Dual-layer fusion-bonded epoxy (FBE) coatings protect pipelines Alan Kehr 3M USA Matt Dabiri Williams Gas Pipeline Ray Hislop 3M UK
Synopsis. Utilizing two layers of FBE provides great versatility in coatings used for pipeline protection. The first layer has the properties of a standalone FBE coating. The top layer provides mechanical-damage resistance from impact or gouging during handling and construction. Alternatively, it may be designed to resist UV chalking or intended to work on a high-temperature pipeline.
This paper reviews the performance characteristics of dual-layer FBE pipeline coating systems and provides a case history of dual-coating usage – the 1150-km Kern River 2003 Expansion Project in the western USA, which utilizes a dual-layer FBE for its entire length. The review includes application and installation specifics . PIPELINE COATING SYSTEMS
Effective corrosion prevention for underground structures requires a combination of a durable coating and cathodic protection. The overall protection cost includes the cost of the coating and the cathodic protection system. Coating choice can significantly affect the cost of cathodic protection. (1)
The cost of a cathodic protection system is related to the electrical resistivity of the coating in use on a pipe. The resistivity depends on the electrical characteristics of the coating and the total area of exposed steel as a result of damage to the coating. The electrical current requirement to protect the pipeline climbs with time for all coatings. Coatings with the lowest initial current requirement and maximum stability (that is, the least amount of change in current requirement over time) minimize the cost of cathodic-protection system installation and operation. (2)
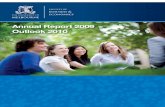
Current requirements vary significantly based on the environment (soil resistivity, temperature, etc.). They also vary depending on the coating system. Figure 1 shows the relative current requirements for various pipecoating systems as measured by a Canadian gas-transmission company. While the example company did not have experience with three-layer polyolefin coatings, the normal current requirements for 3-layer coatings are low. (Three-layer systems consist of an FBE corrosion or adhesion layer, a polyolefin adhesive polymer, and a polyolefin topcoat.) Because of this, a minimum amount of equipment needs to be installed to provide cathodic protection, making installation, maintenance, and operational costs for three-layer systems about the same as for FBE. (3)

Figure 1. Current requirement measurements by a major gas company showed a significant difference among pipe coatings in their system. Note: Extruded PE is not a 3-layer system – it is an extruded mastic with a polyethylene overcoat. (3, 4, 5 )
FBE SINGLE-LAYER PIPECOATINGS
Since first introduced in 1960, single-layer FBE has proven its capability as a pipeline coating, is now the most commonly used pipeline coating in North America, and has a large following in the rest of the world. It not only has the performance characteristics important to the application and the construction processes, but also has proven performance in underground and undersea service. It has proven effective for line pipe, girthwelds, fittings, and bends. When used at a greater thickness, it has worked effectively with impinged concrete, directional-bore installation, and high pipeline operating temperatures.
There are a number of properties that make fusion-bonded-epoxy materials useful as pipecoatings. These include:
• Excellent adhesion to well-cleaned steel • Good chemical resistance • Low oxygen permeability • Non-shielding – works with cathodic protection (CP) • No reported cases of stress-corrosion cracking (SCC) of pipe coated with FBE (6)
• The coating remains bonded to the extent that it separates the pipeline steel from an SCC chemical environment
• It allows the passage of current in case of bond failure • The cleaning process alters the surface to make it less susceptible to SCC
(removes mill scale and induces stress through blast cleaning) (7) • FBE is one of the high-performance coatings that meets these requirements.
• Resistance to biological attack
CP: Practical Experience
Coating Type vs. Current Requirements
1
10
100
1000
10000
0 5 10 15 20 25Time in Years
Curr
ent -
mic
roA/
m2
FBE and 3LPE
Extruded PE
Coal Tar EnamelAsphalt Enamel
Asphalt Mastic

• Tough – frequently installed under the sea, through rolling plains, in rocky, mountainous areas, in the desert, and the arctic • Excellent penetration resistance • Good impact resistance
• Impact damage is limited to the point of contact • Damage is easily seen • Damage is easily repaired
• Good abrasion resistance • Good flexibility
DUAL-COAT FBE PIPECOATINGS
Dual-coat FBE pipecoating systems, introduced in the early 1990s, provide even greater capability. (8, 9) They utilize the application of an FBE topcoat onto the base FBE coating. The top layer typically, but not necessarily, is deposited during the melt (pre-gelation) stage of the primary layer. The result is an intimate chemical bond between the two layers. (10) A significant advantage of multilayer technology is that unique characteristics can be developed by selection of different coating layers with specific properties. (11) Each layer is designed to impart specific characteristics that combine to produce performance results that significantly exceed those of a single coating.
For pipeline use, the bottom layer is designed as the corrosion coating and is often the same material used as a stand-alone FBE. It is important to realize that there are significant performance differences among commercially available coatings. Not all FBE pipeline coatings are created equal (12, 13). See Figure 2. New primary coatings are also under evaluation for high-temperature pipeline service.
Figure 2. While FBE pipeline coatings have good cathodic-disbondment (CD) resistance, some are better than others. Reduced disbondment means reduced current requirements over the lifetime of the pipeline. The chart shows a comparison of
Different Commercial FBE Systems Provide Varying CD Resistance28 Day, 65oC, -1.5 volt, 3% NaCl
0
4
8
12
A B C D E F G
FBE Coating System
CD
Dis
bond
men
t -
mm
r

commercially available FBE pipecoating systems after 28-day, 65°C cathodic-disbondment testing. (14)
The top layer of a dual-coat FBE system is designed for specific applications. These include:
• Anti slip (rough surface, high friction) • Ultraviolet (UV) resistance (weathering) • High temperature • Improved damage resistance during construction
Anti slip The rough-coat systems were originally designed to increase the slippage resistance of concrete weight coatings used for anti-buoyancy underwater pipeline installation. They are still used for this purpose, primarily for shallow water installation. For deep lay, a two-part epoxy is used in addition to provide improved bond between the pipe coating and the concrete. See Figure 3.
Rough coat systems are now more often specified for S-lay offshore installation and for personnel safety. The increased friction improves the pipe handling and the non-slippery characteristic provides a better surface for walking on wet pipe.
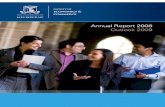
Ultraviolet (UV) resistance FBE coatings designed for underground use chalk when exposed to humidity and sunlight (UV radiation). Some powder coatings (e.g. polyester) have good resistance to sunlight exposure. These materials are also used to provide a required color or finish to a corrosion-coated article. They can be applied in the next step after the FBE corrosion coating application. These materials, however, are slow curing and not well suited for in-line FBE pipecoating application plants. See Figure 3.

Figure 3. When the corrosion-coating properties of FBE are required, but the usage includes UV (sunlight) exposure, a functional FBE overcoated with a UV-resistant polyester powder provides a system with a combination of good corrosion properties and good weathering capabilities. The UV coating can also provide a particular color or finish. An FBE dual-layer friction (anti-slip) coat reduces the probablility of concrete slippage during laybarge installation. The roughness maps show the difference in surface profile for a standard FBE compared to one designed to provide a non-slip surface. High-friction coatings also provide a safer surface for people who must stand or walk on coated pipe and improve traction for S-lay installation. Drawing courtesy of Automatic Coating, Limited; photo courtesy of J. A. Kehr; charts courtesy of 3M.
High temperature A combination of an adhesion-enhanced basecoat with a thick-layer topcoat provides high-temperature performance with significantly improved cathodic-disbondment resistance and adhesion retention. Laboratory tests indicate that dual-coating systems can be used at operating temperatures of 110°C or higher. Primary coatings are under development for higher-temperature pipeline service. Selection of specific materials is important. See Figure 4.
Dual FBE: UV and Friction
Steel
FBE Corrosion
UVPowderCoat
FBE
FBE Rough Coat
• FBE Rough Coating• Greater Friction
– Concrete Weight Coating
– Traction for Lay-Barge Installation
– Installation Safety
Powder UV Resistant Coating

Figure 4. The combination of improved chemistry of the corrosion coating and the greater thickness of the topcoat can provide significant improvements in cathodic disbondment resistance. There are differences in commercially available coatings.
Improved damage resistance during construction There are several coating options for directional-drill pipe installation. Until recently, the choice was to increase the thickness of the stand-alone FBE. While this worked fairly well, for risk reduction, highly filled two-part epoxies were developed and marketed as polymer concrete. Applied at 1.5 to 2 mm of thickness, the track record is excellent. Three-layer polyolefins, by virtue of the coating thickness, have also performed well in this usage when an effective girthweld coating is used. See Figure 5 for comparative gouge test data.
Dual Coat: High Temperature
Dual Coat FBECDT vs. Coating Thickness(Corrosion Coating 0.5 mm)
65oC, 30 Day, 3% NaCl, -1.5 V
0
2
4
6
8
0.9 1.0 1.2
Total Thickness - mm
Cat
hodi
c D
isbo
ndm
ent -
mm
r
FBE Dual Coat - CD95oC, 30 Day, 3% NaCl, -1.5 V
0
10
20
30
40
50
Single Layer (A)-0.4 mm
Dual (B) 1 mm Dual (E) 1 mm
Coating
Cat
hodi
c D
isbo
ndm
ent -
mm
r

Figure 5. Laboratory gouge-tests show the relative damage resistance of a single-layer FBE compared to several commercially available dual-coat FBE systems, a two-part liquid-epoxy anti-abrasion coating, and medium-density polyethylene.
Dual-layer FBE systems are the most recent alternative. They have the advantage of using the same materials on the girthweld that is used on the body of the pipe. Through their high productivity and relatively low material usage, they provide a positive economic offering.
Directional drill installation is currently the most-frequent use of dual-layer FBE pipecoating systems. Early designs utilized a coating thickness of up to two mm. While that thickness is sometimes still specified, more commonly the range is now from 650 to 1000 µm.
Laboratory studies showed a significant improvement in damage resistance even at ordinary FBE coating thickness. See Figure 6, which illustrates a significant improvement in impact resistance at 375 µm compared to a stand-alone FBE at the same thickness.
FBE: Directional BoreTISI Test: R33 Carbide Bit/50 kg Load
0.00
0.25
0.50
0.75
1.00
1.25
Dual A Dual B Dual C EpoxyConcrete
Dual D MDPECoating
Gou
ge -
mm

Figure 6. Dual-coat technology can provide significant performance improvement without an economic penalty. In this example, a dual coating system at the same thickness of a stand-alone FBE provides significantly improved impact resistance. The same stand alone FBE was used as the primary layer for the dual-coat example.
THE NEXT STEP: DUAL-LAYER FBE AS THE MAINLINE PIPECOATING
Based on the observed field performance of dual-layer FBE in directional-drill use, one of the authors (Dabiri) determined to better utilize the technology to improve the damage resistance of FBE coated pipe. The proposed system used a fit-for-purpose directional-drill topcoat with a corrosion coat as the primary layer.
Case history: the Kern River 2003 Expansion Project Besides the data already accumulated during normal application and construction using dual-layer FBE technology, a series of laboratory tests were conducted. These included an evaluation of the effect of primary thickness vs. cathodic disbondment performance. For this set of experiments, the disbondment results were equal within the range of experimental error. The total coating thickness target was 525 µm, while the primary coating thickness varied in steps from 150 to 300 µm. The cathodic disbondment test ran for 28 days at –1.5 V vs. SCE and a temperature of 65°C, utilizing a test-cell set up as outlined in the CSA FBE specification. (15) The intentional holiday was 6 mm in diameter and the electrolyte 3% NaCl, changed out weekly. Potential and temperature were monitored and adjusted every two days. The average disbondment was 3.1 mmr as measured from the edge of the holiday. See Figure 7. Flexibility, as illustrated in Figure 8, was also evaluated over a temperature range of –30 to +23°C.
FBE vs. Dual Coat Impact9 mm plate, 23oC, 16 mm tup
0
2
4
6
8
10
12
FBE - 375 Dual - 375
Coating - Total Thickness 375 microns
Impa
ct -
J

Figure 7. To evaluate the effect of primary coating thickness of an abrasion resistant outer-coat (ARO) system, a 65°C, 28 Day, -1.5 V, 3% NaCl cathodic-disbondment test was performed. With a total thickness of 525 µm, the primer thickness did not show an effect on cathodic-disbondment performance over the range of 150 to 300 µm. Photo courtesy of M. Dabiri.
Figure 8. To assure flexibility, laboratory bend tests were conducted utilizing the CSA method at –30 to +23°C. The results provided confidence that there would be few bend problems in actual field installation.
Dual Coat FBE FlexibilityCSA Bend Test -30oC
012345
-30 -20 -10 0 10 20 30
Test Temperature oC
Pass
ing
Ben
d o /P
D

FBE application Application of an FBE coating is a straight forward operation, which is one of its strengths. (16) As with most other coating technologies, the surface to be coated is first cleaned and grit blasted to provide an appropriate anchor pattern to enhance adhesion.
Next, the pipe is heated to the required application temperature. Heating may be done in a number of ways, including induction, direct-flame impingement, or soaking ovens.
Once at temperature, the FBE is deposited via an electrostatic-spray process. The deposited powder then melts, and flows onto the metal surface – resulting in a smooth, tough finish. For dual coat systems, a second set of guns applies the top-coating layer in line immediately after those for the primary layer. The coating cures rapidly and is capable of supporting the weight of the pipe within seconds of application.
Once cured, the pipe is cooled for safe handling, inspected, and, if necessary, holiday repair. The resulting coated pipe is then ready for installation and use. Some of the advantages of this application method include the elimination of VOCs and the near elimination of waste (i.e., overspray is readily recovered and recycled). See Figure 9 for illustrations of the coating steps. (9)
Figure 9. The FBE plant-application process is straightforward. Attention to detail during each step of the process helps ensure product performance. (A) Inspection of incoming pipe shows mill lacquer. (B) Cleaned pipe exits the blast cabinet. (C) Heated pipe exits a tunnel oven. (D) FBE spray applied to hot pipe. (E) Coated pipe is cooled by water quench for safe handling. (F) The coating is holiday tested using high voltage to find pinholes, a part of the in-plant inspection process. (G) A holiday (pinhole in the coating) is repaired using a two-part liquid system. Photos courtesy of D. Sokol, Sokol Consultancy, Houston, 3M, and J. A. Kehr.
FBE APPLICATION PROCESS• Inspect incoming pipe• Clean• Heat• Apply Coating• Cure• Cool, Inspect, Repair
A
B
F E
D
C
G

For the Kern River 2003 Expansion Project, during the application process at one of the coating plants, 400 pipe rings were cut and tested. The average results are shown in Table 1. Since there were no industry standards at the time for bend testing of dual coat FBE systems, a single fixed radius mandrel was used to show that the coating would pass a minimum bend of approximately 2.2°/PD.
Table 1. Example QC tests during production Test Procedure Results
Bend 20°C - Run and Record > 2.2 °/PD Cathodic disbondment 66°C, 24 hours, 3% NaCl, -3.5 V Avg 2.8 mmrMoisture Perm 95°C, 24 hours (modified CSA Z245.20-02) Avg Rating 1
In addition to the standard short-term cathodic disbondment and hot water immersion tests, 30 day, 66°C cathodic disbondment tests were also conducted to provide a baseline of data. See Figure 10.
Figure 10. In addition to standard CSA Z245.20-98 hot water immersion (hot water test (HWT)), long term, 30 day, 66°C tests were also conducted. Photos courtesy of M. Dabiri.
Field experience There was significantly reduced handling damage compared to that normally experienced for stand-alone FBE coatings during the trip from the application plant to stringing of the pipe along the right-of-way.
Girth welds were also coated with a dual layer FBE system. The process is no more time consuming than the application for single layer FBE. (17) For two-layer (dual-coat) FBE systems, two independent fluidized-beds supply the respective FBE powders to a single multi-head semi-automatic field joint coating machine. In this case, the units are designed to feed multiple spray-heads. One fluid bed/spray head applies the primary (basecoat) FBE-coating powder. The application machine then sequences from the primary coating spray-head to the topcoat spray-head. Some application systems may run both spray units simultaneously, as an intermediate step to provide a mixture of the primary and topcoat

layers. Other units use two fluid beds to supply a single spray head, sequentially feeding the two powders to the same spray-head.
Figure 11. Dual layer FBE is readily applied to the girthweld area. Photos courtesy of M. Dabiri.
To accommodate the contours of the land, there were many bends in the pipe. In the northern cold areas during construction, there were only 14 coating cracks in 2,960 bends. There was evidence of over bending. In the warmer construction zones, there were no reported coating cracks after bending. Cracks were brush blasted and coated with a multi-component liquid material 500 µm thick. The FBE topcoat has since been optimized to provide even better flexibility. (18)
Figure 12. There were numerous bends throughout the construction zones. Photos courtesy of M. Dabiri.
Dual Layer FBE Girthweld App

CONCLUSION
Dual-layer FBE systems have long demonstrated their advantages in specialized areas, including directional-drill installation, UV resistance, increased friction, and high temperature pipeline operations. The Kern River 2003 Expansion Project demonstrated large-step improvement in construction and transport damage resistance for main line pipe using this technology.
1 G. Friberg, P. A. Blome, “Environmental and Economical Aspects of Multilayer Coatings,” Corrosion Prevention of the European Gas Grid System, March 31 – April 1, 1992. 2 R. L. Bianchetti, “Economics,” A. W. Peabody, R. L. Bianchetti, eds., Control of Pipeline Corrosion, 2nd ed., (Houston, TX: NACE, 2001), p. 295. 3 J. Kallis, CorrPro Australia, personal discussion, November 1999. 4 J. Banach, “FBE: an End-User’s Perspective,” NACE Tech Edge, Using Fusion Bonded Powder Coating in the Pipeline Industry, (Houston, TX: NACE), June 5 - 6, 1997. 5 J. L. Banach, “Evaluating Design and Cost of Pipe Line Coatings: Part 1,” Pipe Line Industry, March 1988, pp. 62 – 67. 6 J. Banach, “FBE: An End-User’s Perspective,” NACE TechEdge Program, Using Fusion Bonded Powder Coating in the Pipeline Industry, Houston, June 1997. 7 G. H. Koch, T. J. Barlo, W. E. Berry, “Effect of Grit Blasting on the Stress Corrosion Cracking Behavior of Line Pipe Steel,” MP, Vol. 23, No. 10, October 1984, pp. 20 – 23. 8 D. Neal, “Two Coating Systems Contend for Premium Spot in the Market,” Pipeline and Gas Industry, Vol. 81, No. 3, March 1998, pp. 43 – 48. 9 J. A. Kehr, Fusion-Bonded Epoxy (FBE): A Foundation for Pipeline Corrosion Protection, (Houston, TX: NACE, 2003). 10 V. Rodriguez, E. Perozo, E. Alvarez, “Coating Application and Evaluation for Heavy Wall Thickness, Temperature, and Pressure Pipeline,” MP, Vol. 37, No. 2, February 1998, pp. 44 – 48. 11 J. A. Kehr, A. A. Schupbach, L. G. Berntson, C. Mills, “Two-Layer FBE Coatings: Products of Today to Meet Your Pipeline Needs of Tomorrow,” Pipe Line Week Conference and Exhibition, October 1998, (Houston, TX: Gulf Publishing). 12 D. G. Temple, K. E. W. Coulson, “Pipeline Coatings, Is It Really a Cover-up Story? Part 1,” Paper 355, Corrosion 84, (Houston, TX: NACE, 1984). 13 D. G. Temple, K. E. W. Coulson, “Pipeline Coatings, Is It Really a Cover-up Story? Part 2,” Paper 356, Corrosion 84, (Houston, TX: NACE, 1984). 14 “Laboratory Evaluation of Seven Fusion Bonded Epoxy Pipeline Coatings,” Edmonton, (Alberta, Canada: Alberta Research Council, December 23, 1998, Table 6. 15 CSA Z245.20-98, “External Fusion Bond Epoxy Coating for Steel Pipe, (Etobicoke, Ontario, Canada: Canadian Standards Association, 1998). 16 T. Fauntleroy, J. A. Kehr, Fusion-Bonded Epoxy Application Manual,” (Austin, TX: 3M, 1991). 17 I. Lancaster, PIH-PIHA, email to J. A. Kehr, June 5, 2003. 18 News, “FBE System Follows 717 Miles of Pipeline,” Journal of Protective Coatings and Linings, Vol. 20, No. 3, March 2003.