
DOLFIN September 2006 March 2004 – August 2006. · Publishable Final Activity Report – P1+P2...
45
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006. CCOP-CT-2003-508682 - 1 - Project n o : COOP-CT-2003-508682 Project acronym: DOLFIN Project title: DEVELOPMENT OF INNOVATIVE PLASTIC STRUCTURES FOR AQUICULTURE USING A NEW COMPOSITE WITH CROP WASTE AS REINFORCING FILLER” Instrument: CRAFT project Thematic Priority: SMEs activities PUBLISHABLE FINAL ACTIVITY REPORT Period covered: from 01 March 2004 to 31 August 2006 Date of preparation: September 2006 Start date of project: 01 March 2004 Duration: Thirty months (2 years+6 month extension) Project coordinator name: Ms. Concha Sanz Box Project coordinator organisation name: AIMPLAS Revision: Final Publishable Final Activity Report - P1+P2 (month 1 to 30) https://proyectos.aimplas.es/dolfin/ COOP-CT-2003-508682 https://proyectos.aimplas.es/dolfin/
Transcript of DOLFIN September 2006 March 2004 – August 2006. · Publishable Final Activity Report – P1+P2...

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 1 -
Project no: COOP-CT-2003-508682
Project
acronym: DOLFIN
Project title: DEVELOPMENT OF INNOVATIVE PLASTIC STRUCTURES FOR AQUICULTURE USING A NEW COMPOSITE WITH CROP WASTE AS REINFORCING FILLER”
Instrument: CRAFT project
Thematic Priority: SMEs activities
PUBLISHABLE FINAL ACTIVITY REPORT
Period covered: from 01 March 2004 to 31 August 2006 Date of preparation: September 2006
Start date of project: 01 March 2004 Duration: Thirty months (2 years+6 month extension)
Project coordinator name: Ms. Concha Sanz Box
Project coordinator organisation name: AIMPLAS Revision: Final
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 2 -
TABLE OF CONTENTS
1. PUBLISHABLE EXECUTIVE SUMMARY .................................................................................- 3 -
Project objectives. ................................................................................................................................. - 3 - Contractors involved and Co-ordinator................................................................................................... - 3 - Work performed and end results. Degree to which the objectives were reached. Impact....................... - 5 -
2. DISSEMINATION AND USE. ..................................................................................................- 38 -
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 3 -
1. PUBLISHABLE EXECUTIVE SUMMARY
Project objectives. The objective of the project has been the design, production and optimisation of innovative aquaculture structures using a new plastic composite reinforced with organic filler (crop waste) specially developed in the project for applications in permanent contact with water. The new composite has the necessary characteristics to obtain new structures and devices with enhanced properties compared to the present ones. The project has combined two completely different waste flows (plastic and crop) to produce new aquiculture structures, both for:
� highly innovative plastic rafts for mollusc farming, � and replacing other materials (metals or non-reinforced plastics) in already existing structures
(flotation rings & devises, tanks for land-based fish farms). The project has achieved both the technical objective of developing a new product, and the environmental objective of recycling waste materials for which currently there are few other options. In the DOLFIN project we have developed three different composites which are suitable for applications in permanent contact with water. Two of these composites are suitable to be processed by extrusion to obtain pipes (HDPE + cotton) and profiles (PP + rice husk) and the other composite is suitable to be processed by injection moulding (PP + cotton). In the project we have studied in detail the design and manufacture of a raft, floating structure used in aquaculture for mollusc farming. This structure, due to its situation in the open sea combined with the weight that must support (ropes with molluscs), is subjected to great stress. Thus, the design of a material for this conflictive application has allowed it to be extrapolated to other applications in contact with water, with fewer demands which have been developed in the project like flotation rings.
In the DOLFIN project two rafts structures (one in Aldan Ría (Vigo, Spain) and other in the Orkney Islands (Scotland)) and a prototype cage (in the Orkney Islands (Scotland)) have been assembled.
Contractors involved and Co-ordinator. The table below shows the contractor’s list as well as their role within the consortium. In the participant number the SME’s are the participants named with the A and the RTD’s are those named with the B.
Partic. no.
Participant name Participant short name
Country Participant Role
A1 MIFSUD, S.L. MIFSUD SPAIN Crop waste conditioning and optimisation to be used as filler for plastic composite
A2 Plast-sveis AS PLASTSVEIS NORWAY Development of reinforced plastic tanks for land-based fish farms
A3 Gigante AS GIGANTE NORWAY
En user of the products developed in the project, both for land and sea-based fish farming
A4 CENTRIFORCE PRODUCTS LTD CENTRIFORCE UK Plastic compounding
A5 RONAUTICA S.A RONAUTICA SPAIN Design and construction of the new rafts
A6 ENTEX Rust & Mitschke GmbH ENTEX GERMANY Optimisation of tooling and machinery for compounding process
A7 INPLASVA S.A INPLASVA SPAIN Extrusion of profiles for the new rafts and floating rings
A8
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 4 -
Partic. no.
Participant name Participant short name
Country Participant Role
A9 North Bay Shellfish NBS UK Evaluation and validation of the new products. End-user
A10 Akumplast JSC AKUMPLAST BULGARIA Manufacturing of injected components for the new raft and devices
B1 Asociación de Investigación de Materiales Plásticos
AIMPLAS SPAIN Development of the new composite, optimisation plastic processing (injection moulding and extrusion) and recycling
B2 National Institute of Technology TI NORWAY Aquaculture research
B3 Universidad Vigo: Group of Engineering & Design
UVIGO SPAIN Structures design and simulation
B4 University of Wales, Bangor: BioComposites Centre
UWB UK Selection and conditioning of crop waste
The co-ordinator contact details are the following:
Contact person Ms. Liliana Chamudis-Varan
Company AIMPLAS - Instituto Tecnológico del Plástico www.aimplas.es
Address
Parque Tecnológico Valencia - Gustave Eiffel 4 – Apdo.
correos 51
46980 - Paterna – Valencia - Spain
Telephone number +34 96 136 60 40
Fax number +34 96 136 60 41
Project web page http://proyectos.aimplas.es/DOLFIN
Project logo:
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 5 -
Work performed and end results. Degree to which the objectives were reached. Impact. Below an explanation about the objective, the work performed, end result obtained and degree to which the objective was reached can be found. The explanation has been separated by kind of work inside the project:
1.- Related to the development of the composite material 2.- Related to the production processes 3.- Related to the aquaculture structures 4.- Related to the economic impact 5.- Related to the environmental impact
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 6 -
1.- Related to the development of the composite material
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE
OBJECTIVE WAS REACHED
Use of renewable raw materials: crop waste.
Contractors involved
Initial desk based study indicated the best agricultural wastes to be used. 30 wastes were identified as potential candidates. Wastes were considered using a scoring system taking into account, initial cost, delivery costs, processing costs, technical suitability and availability. Chemical and physical characterisation of waste was performed and processing and supply of 90kg of 4 selected waste materials for compounding trials at AIMPLAS.
Different residues were selected and analysed
Fibres with high aspect ratio.
Identified and processed 4 suitable crop wastes for manufacturing various components for the rafts.
The objective was 100% successful.
A1, B1, B4
Note: related to M1 (Final selection of crop waste to be used in the project).
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE OBJECTIVE WAS REACHED
Use of recycled plastic material.
Contractors involved
A5, A6, A7, A10, B1
Due to the low thermal resistance of the crop waste (maximum temperature 210ºC) we centred the study in polyolefins due to their low processing temperature. The project aimed to develop two different types of pieces, manufactured by two different processes: the pipes and profiles obtained by extrusion and the joint elements by injection moulding.
In this way the transformation processes were the main criteria to select the material. To accurate the selection, the availability on the market and their rheological and mechanical properties were taken into account
Different grades of recycled PP and HDPE were chosen. They have an adequate viscosity for the selected process and allow a high amount of organic fillers and fibres.
We also select low variability recycled polymer sources in order to maintain the developed compound properties and scale-up the process.
The objective was 100% successful.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 7 -
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE OBJECTIVE WAS REACHED
Use of a new plastic composite reinforced with organic filler (crop waste) suitable for its permanent contact with water.
Contractors involved
Several trials were performed to obtain well dispersed blends. The dispersion of the fibre/filler in the matrix is the key to obtain good mechanical and environmental resistance polyolefin compounds.
Different high blend capacity extruders and screw configuration were tested. The objective was to obtain a screw configuration with high capacity of dispersion and distribution of the filler/fibre without degradation of the matrix or filler. Fibre degradation leads to reduction on aspect ratio (relation between length and diameter) in consequence low mechanical properties.
Fibre has low apparent density and it has a very entanglement structure. The way in which the fibre was supplied by Mifsud was not feasible for its feeding in the extruder. A novelty system to increase the apparent density of the fibre was developed and tested.
The selected compound was submerged in simulant of sea water at different high temperature (23ºC, 40ºC and 70ºC to accelerate degradation process) for a two years period; after, the loss of some mechanical properties was checked.
Planetary and twin screw extruder configurations were used in these works. Both have good performance to produce this type of compounds.
Rice husk and two waste fibres were selected as the best reinforcement organic filler.
Screw configuration in both machines is the main important point.
Several blends containing PP or HDPE as a matrix and filler or fibre alone or combination of both were prepared. Percentages of filler/fibres until 45% w/w were tested.
The loss of mechanical properties of compound ageing under accelerated sea water conditions are not significant after two years of exposition at moderate and high temperature.
Good dispersion and low degradation is found in all the blends prepared.
The apparent density of the fibre obtained using the developed system is adequate to feed at high output a standard extruder.
Screw configuration and apparent density modification will be protected by the DOLFIN project SMEs partners.
Developed compounds fulfil the requirements for food contact applications.
The objective was 100% successful.
A1, A5, A6, A7, A10, B1, B2, B4
Note: related to M4 (New plastic composite fitting final use requirements)
The innovation respect to nowadays state-of-the-art is the manufacture of polyolefin compounds using a continuous process that combines a fibre modification and machinery of high blend capacity. Figure 1.1 shows the schematic process to obtain the compounded pellets.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 8 -
+
+ Coupling agents
and other additives.
+
Or
Compound pelet
Twin screw extruder
Planetary Extruder
Recycled PP or HDPE
Low apparent
density wastefiber
Rice Husk fibre
High apparent
density pelletizedwaste fiber
Figure 1.1. Materials and equipment used for the compound preparation.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 9 -
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE
OBJECTIVE WAS REACHED
New composite with suitable characteristics to obtain new structures and devices with enhanced properties compared to the present ones.
Contractors involved
The polymeric matrix and combinations of filler/fibre were tested.
Initial characterization and selection was based on rheological and mechanical parameters, i.e, melt flow index, flexural
Several coupling agents and other additives were employed to improve the mechanical properties.
Finally, three different compounds were selected and characterized according to the Norwegian standard NS 9415.
Also some tests were performed to know fouling formation, its fatigue resistance, flexural and impact resistance at low temperatures, welding resistance and accelerated UV ageing.
Compound with fillers (rice husk) lead to high modulus compound but low impact properties, Due to the nature of the filler, the composite has a good surface aspect and the smell is low. No degradation is observed. It was designed for profile extrusion processing. Filler do not affect the viscosity of the compound.
Compounds with waste fibre and PP or HDPE have good balance rigidity and impact. The low dispersive shear and high distributive capacity of the screw configuration proposed, minimizes the aspect ratio reduction. Fibres increase a lot the viscosity.
PP + fibre compound was designed for thick parts injection moulding. HDPE was designed for pipe extrusion.
The fillers at low doses reduce the impact and flexural properties of the compound.
Coupling agents and impact modifiers improve mainly impact properties without reduction of flexural modulus.
The effect of the impact modifiers on the systems “polymer-fibre-filler” is inferior to the effect obtained excluding the filler of the composition of the compound.
No significant differences regarding fouling can be seen on plaques in our test, including virgin polyethylene plaques.
HDPE+ fibre compound can be weld without problems.
Compounds of rice husk as a filler can be use for non structural parts
Compounds with fibres are suitable for structural parts of aquaculture structure, i.e., join elements and pipes.
Combinations of filler and fibres lead to a composite properties no suitable for proposed applications. They don’t fulfil the requirements for structural parts and their improvement in respect of filler composites is low.
The objective was 100% successful.
A1,A5, A6, A7, A10, B1, B2
Note: related to M4 (New plastic composite fitting final use requirements)
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 10 -
The datasheet of the developed compounds is summarized in the following tables
Properties of HDPE + Cotton fibre compound.
Mechanical Properties Standard Unit Result
Flexural Modulus UNE EN ISO 178 MPa 1882
s=39
Tensile Modulus UNE EN ISO 527-2 MPa 1847
s=93
Yield Stress (tensile stress) UNE EN ISO 527-2 MPa 37.6
s=0,2
Yield Strain (tensile strain) UNE EN ISO 527-2 % 6.0
s=0.2
Stress at break UNE EN ISO 527-2 MPa 36.7
s=0.4
Strain at Break UNE EN ISO 527-2 % 7.0
s=0.6
Charpy Unnotched Impact 23ºC UNE EN ISO 179/1eU KJ/m2
28.4
s=1.3
Charpy Unnotched Impact -5ºC UNE EN ISO 179/1eU KJ/m2
28.6
s=0.9
Flexural fatigue properties Internal test MPa See point 2.3.3
Rheological Properties Standard Unit Result
MVI (230ºC/2,16 Kg) Internal procedure of
AIMPLAS cm
3/10
min 0.68
Physical and Thermal Properties Standard Unit Result
Density UNE EN ISO 1183-1 g/cm3
1.025
s=0.005
Temperature VICAT UNE EN ISO 306 ºC 130.4
s= 0.2
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 11 -
Properties of PP + Cotton fibre compound.
Mechanical Properties Standard Unit Result
Flexural Modulus UNE EN ISO 178 MPa 2154
s = 82
Tensile Modulus UNE EN ISO 527-2 MPa 2545
s= 88
Yield Stress (tensile stress) UNE EN ISO 527-2 MPa 37.07
s= 0.76
Yield Strain (tensile strain) UNE EN ISO 527-2 % 3.97
s= 0.49
Stress at break UNE EN ISO 527-2 MPa 36.72
s= 0.62
Stain at Break UNE EN ISO 527-2 % 4.13
s= 0.49
Charpy Unnotched Impact 23ºC UNE EN ISO 179/1eU kJ/m2
26.30
s = 2.19
Charpy Unnotched Impact -5ºC UNE EN ISO 179/1eU kJ/m2
23.05
s =2.00
Rheological Properties Standard Unit Result
MVI (230ºC/2,16 Kg) Internal procedure of
AIMPLAS cm
3/10
min 1.33
Physical and Thermal Properties Standard Unit Result
Density UNE EN ISO 1183-1 g/cm3
0.999
s= 0.001
Temperature VICAT UNE EN ISO 306 ºC 102.6
s= 0.8
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 12 -
Properties of Rice Husk and Polypropylene compound.
Mechanical Properties Standard Unit Result
Flexural Modulus UNE EN ISO 178 MPa 2478
s = 121
Tensile Modulus UNE EN ISO 527-2 MPa 2577
s = 150
Yield Strength (tensile strength) UNE EN ISO 527-2 MPa 34.12
s = 0.72
Yield Strain (tensile strain) UNE EN ISO 527-2 % 2.27
s = 0.29
Strength at break UNE EN ISO 527-2 MPa 34.08
s = 0.70
Strain at Break UNE EN ISO 527-2 % 2.29
s = 0.31
Charpy Unnotched Impact 23ºC UNE EN ISO 179/1eU kJ/m2
15.50
s = 1.24
Charpy Unnotched Impact -5ºC UNE EN ISO 179/1eU kJ/m2
11.31
s = 1.36
Rheological Properties Standard Unit Result
MVI (230ºC/2,16 Kg) Internal procedure of AIMPLAS
cm3/10
min 3.27
Physical and Thermal Properties Standard Unit Result
Density UNE EN ISO 1183-1 g/cm3
1.088
s = 0.003
Temperature VICAT UNE EN ISO 306 ºC 130.4
s =0.2
IMPACT OF THE PROJECT ON THE INDUSTRY OR RESEARCH SECTOR RELATED TO THE DEVELOPMENT OF COMPOSITES MATERIAL. The main innovation of the developed materials during the project is its use in applications in water contact for structural applications (good balance between rigidity and flexural properties) and for non-structural applications (good rigidity). Initially, the project was focused to manufacture aquiculture structures, for these purpose two different polyolefin compounds were developed; one for injected parts and a second one for the pipe extrusion. In both grades, a cotton fibre was used. Due to the low apparent density of the cotton fibre, an agglomerate system for fibres was developed and optimized. This system leads to an automatic and accurate feed of the fibre to the industrial compounding equipment. For auxiliary elements of the aquiculture structures i.e., gangways, fences or banisters, a three compound has been develop using husk rice as a filer. The main advantage of the husk rice over the cotton fibre is its easiness to feeding, low viscosity and low compound cost.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 13 -
2.- Related to the production processes
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE OBJECTIVE WAS REACHED
1.- INJECTION. We have modified a
mould for the injection moulding process with a representative design attending a CAE injection moulding flow and filing study. This mould can be used in a medium-size pilot-plant injection moulding machine. It let us collect information about the new material’s processability and possible injection moulding problems. Using a conventional injection moulding machine, the whole process “mould-machine-material” has been optimised taking advantage of computed simulation results. With the adequate experimental design, the critical variables of the injection and co-injection process (residence time, temperature profile, machinery speed and pressure) were defined checking their influence in the final properties of the raft prototype (flexion as critical parameters).
Due to the problems of simulating a prototype joint part and the non possibilities of manufacturing a new mould by rapid tooling this task was divided in two parts: Modifications of previous mould to adapt
the injection moulding to the new compound. This mould will be used to manufacture the parts during the industrial validation. The injection moulding tests were performed using this mould in industrial partner facilities.
To rework a mould to investigate the co-injection process. This mould was used only for co-injection proposal because industrial partner didn’t have facilities for co-injection process and because RTD’ co-injection pilot plant machine didn’t have capacity to co-inject using industrial join raft parts mould. The minimum thickness of the skin layer with these type of moulds is near 0,5 mm. With lesser thickness the core material breaks the melt of the skin layer and the cover is not complete. The interface between filled and unfilled materials looks good as not irregularities are found using optic microscopy.
Mould modifications improve the processability of the developed compounds.
The injection process of the joint elements is possible, but it is critical due to the high viscosity of the compound. The main parameters to control co-injection process are the injection speed and doses (i.e. the relation between vertical and horizontal injection units).
The minimum thickness obtained is enough to fulfil the requirements in the sea conditions.
The objective was 100% successful.
Optimisation at pilot plant level of the production processes: injection moulding, co-injection moulding and extrusion (pipes and profiles) and co-extrusion.
2.- PIPE EXTRUSION. The objective
is to obtain an extruded pipe using as a base material a developed compound HDPE+ cotton. The obtained pipes were employed to assemble the prototype cage.
The compound HDPE+ cotton can be extruded in a standard die, without any type of filter and flow reduction element. The mechanical properties are comparable to virgin polyethylene pipes. Viscosity controls the extruder pipe quality and
Although some aspect problems can be observed, the obtained pipes fulfil the requirements for aquaculture structures applications. Impact properties at lab level are adequate for our application. The rigidity of the die is higher than non
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 14 -
output.
filled polyethylene pipes. Under compression test, the DOLFIN pipes have good recovery behaviour. Mirror welding is adequate to join DOLFIN pipes. The objective was 100% successful
3.- CO-EXTRUSION. The objective of
this work is to determine, using co-extrusion process, which is the minimum thickness of HDPE needed to protect the pieces manufactured from HDPE and cotton compounds.
Using a flat extrusion die a co-extrusion test was done. A recycled HDPE was used as a external layer and develop compound was employed in the internal layer. During the tests no delamination was observed and the joint strength of co-extruded sheet in the interface of both layers is good. The capability of haul-off of this material is limited due to the presence of fibres. Temperature profiles over 190ºC produces fibre degradation.
The greater roller temperature the greater possibilities to obtain smaller total thickness although greater productions (extrusion speeds).
The best thickness is the minimum thickness that could be processed without encapsulation or instabilities. Low thickness increases the amount of fibre compound uses and reduces the difference of shrinkage between the HDPE alone and HDPE plus cotton
The objective was 100% successful.
4.- PROFILE EXTRUSION. Using
the compound of PP+ rice husk two different profile die were tested. The fist one is solid profile, whereas the second is a ribbed profile. As a material variables also a different filler size and w/w percentages was consider.
The profile production is mainly controlled by the die design and machine parameters, due to the low influence of the filler in the compound viscosity, the properties of the profile is similar for all the composition tested.
The compound develops to this task has good viscosity to produce solid profiles. However due to the high amount of heat that we must remove to have a cooling surface reduces the output the machines. To reduce the production we must to increase the residence time, because we must work at low machinery speed. The objective was 100% successful.
Contractors involved
A4, A6, A7, A10, B1
Note: related to M3 (Definition of the optimal production processes)1.
1 To define if extrusion & injection moulding processes are adequate for the application requirements; or if it is necessary to apply a non-filled coating using co-extrusion
and co-injection processes.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 15 -
Figures 2.1 to 2.4 show some products manufactured using the new cotton and husk rice compounds at pilot plant and industrial scale.
Figure 2.1. Injected parts using PP + cotton as a base material: Injected join part for the raft at industrial scale (two figures on the left); and co-injected part at pilot plant
scale (right).
Figure 2.2. Semi-industrial extruded pipes using HDPE + Cotton
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 16 -
Figure 2.3. Different views of co-extruded sheets using HDPE+ cotton in the botton layer (black material) and recycled HDPE in the top layer (white) .
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 17 -
Figure 2.4. Different profiles obtained using PP+ rice Husk as a base material: Solid profile 20 x 30 mm at pilot plant level (top left)
and ribbed profile 30 x 60 mm at industrial level (top right and bottom central).
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE
OBJECTIVE WAS REACHED
Industrial validation of the production processes: injection moulding and extrusion.
Contractors involved
The co-extrusion and co-injection processes were done pilot plat level due to the reduced size of the industrial project partners machinery.
The injection moulding of the joint parts only was performed at industrial level, due to the difficulties of scale-up the components of the aquiculture structures.
The pipe extrusion only was performed at pilot plant level due the difficulties with current pipe extrusion lines.
Ribbed extrusion profile was initially adjusted at pilot plant level and optimized at industrial facilities.
The results are summarized in the previous objective table.
The results are summarized in previous table.
The objective was 100% successful. A4, A6, A7, A10, B1
Note: related to M6 (Optimised industrial processes: production efficiency optimisation).
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 18 -
IMPACT OF THE PROJECT ON THE INDUSTRY OR RESEARCH SECTOR RELATED TO THE PRODUCTION PROCESSES. At pilot plant level and industrial level five different processes were tested using organic fibre/filler composites as a base material:
1) Injection moulding of large and thick wall parts. Using this technology we manufactured at industrial level the joint elements that were used to assemble both rafts (Vigo and Orkney Islands). The high viscosity of the material reduces the applications for a thick wall parts. The part produced is adequate for sea water contact applications.
2) In the state-of-the-art prepared along the project, we haven’t found previous works or developments related to the production of semi-industrial pipes. This is an interesting preliminary work for future developments to produce large diameters pipes. These pipes were used to fish cage manufacturing. The pipes are suitable for permanent sea water contact.
3) Co-extrusion and co-injection is only studied at pilot plant level, but the tests carried out and the parts produced demonstrated the capacity for multilayer processability of develop fibre polyolefin compounds
4) If nowadays, there are in the market special machineries that can produce high filled wood plastic composites, our main innovation is to obtain husk rice plastic composites using a standard extruder machinery and special design die and for application in constant water contact.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 19 -
3.- Related to the aquaculture structures
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE
OBJECTIVE WAS REACHED
To study in detail the design and manufacture of a raft (floating structure used in aquaculture for mollusc farming).
Contractors involved
1.- Study of the structures used nowadays for mollusc farming.
2.- Obtaining design parameters.
3.- New designs and their analysis.
4.- Proposal of a final design.
5.- Analysis of the fulfilment of parameters.
Fulfilment of the parameters established in the new design of the raft.
The objective was 100% successful.
A2, A3, A5, A9, B2, B3
Note: related to M2 (New raft design fulfilling final use requirements).
1.- Study of the structures used nowadays for mollusc farming
The current rafts are made of a wooden grid supported by 4 or 6 metallic cylindrical floaters, with a maximum surface of 500m2. The larger side is
limited to a length of 27m, so the smaller side is 20m long. The larger side is usually considered as the bow and the stern of the raft and the smaller sides as the flanks. The larger side is considered the prow since a greater farming surface is exposed to the water flow because of the nutrients that arrive with it and thus achieving a greater growth of mussels. Due to the lack of standardization there are many constructive variants. The floaters are made of 6-8 millimetres marine plates, with diameters around 2m and 4m long. As constructive variants for the floaters, some of them are covered by a fibre glass layer to avoid incrustations. However, this fibre glass layer cracks due to its smaller elasticity according to the marine plate, so it does not offer a good solution. Over the floaters the rectangular grid of varied dimensions of the compound is displayed, in three levels.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 20 -
Figure.3.1.- current model of a raft
Figure 3.2.-current image of a raft
The beams are made of eucalyptus wood with quite random dimensions, although it would be possible to establish approximately that the main girders have a square section of 45-40cm and a length of 20m in the smaller side of the raft; and it has cross-sectional beams with a square section of 35-30cm and 27m long on the greater side of the raft. Finally the smaller beams parallel to the first ones have a square section of around 10cm and are mounted spaced out a diverse length. Due to the fact that the raft is constructed in three levels (main girders, cross-sectional and over them the ones parallel to the first ones it has a great freeboard what causes the raft to loose stability and offers a great surface against the action of the waves. This provokes a greater suffering of the raft against the impact of waves in the case of storms. As constructive solutions for new rafts, we have used diverse configurations with a more or less amount of luck. Most of the alternatives have been for the floaters and the materials used for their construction like for example: fibre glass or metal. The fibre glass usually fails towards fatigue efforts since the disposition of fibre glasses is not suitably studied. The metallic ones usually fail due to corrosion since sea water is highly corrosive and the formation of batteries between metals of different ionization potential is very habitual. In addition, both are very expensive solutions against the eucalyptus wood. Once these structures were analyzed and their deficiencies contemplated we wrote up the report, in which appeared the definition of the parameters that the design of the raft belonging to our project should fulfill. The security parameters were defined as well as the structural, functional, constructive and economic ones. Different designs were made from these parameters but were discarded due to different reasons.
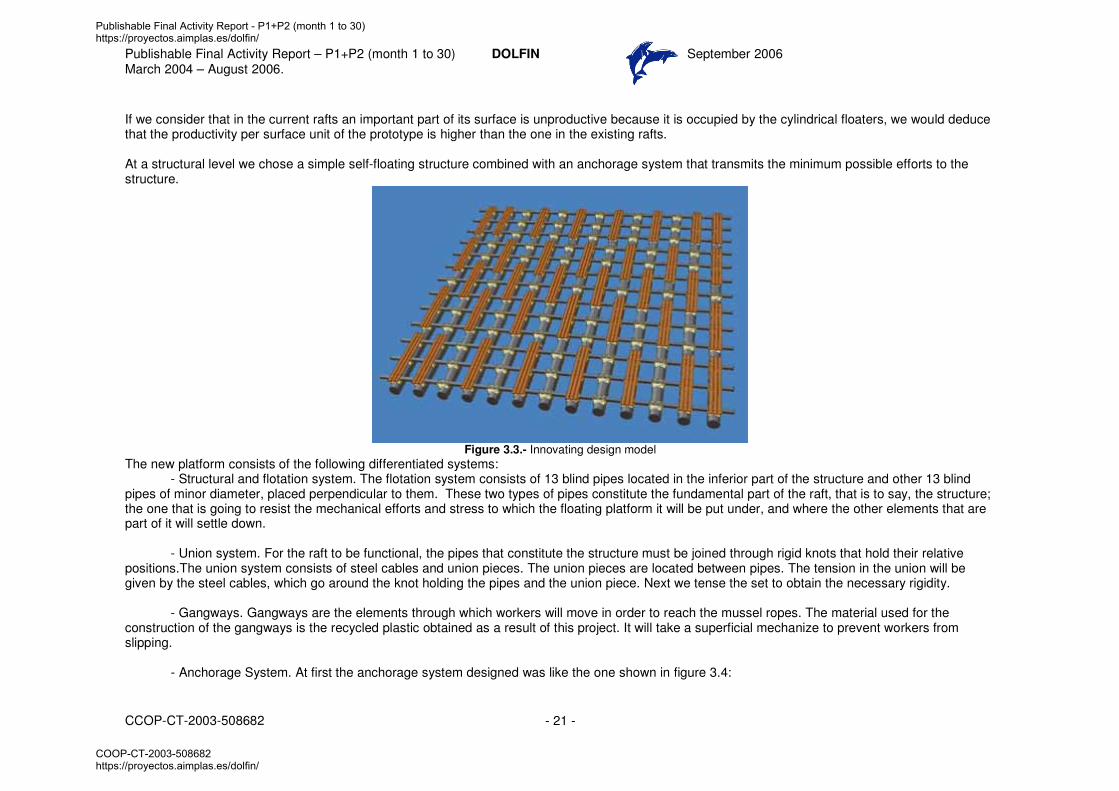
2.- Proposed design In this way we reached the developed design consisting of a 12x12 meters latticed structure as figure 3.3 shows. Altogether, the raft can bear 182 ropes. In order to obtain a surface equivalent to the one of a current raft (500 m
2), we should use three of these
modules (432 m2), obtaining a total of 546 ropes.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 21 -
If we consider that in the current rafts an important part of its surface is unproductive because it is occupied by the cylindrical floaters, we would deduce that the productivity per surface unit of the prototype is higher than the one in the existing rafts. At a structural level we chose a simple self-floating structure combined with an anchorage system that transmits the minimum possible efforts to the structure.
Figure 3.3.- Innovating design model
The new platform consists of the following differentiated systems: - Structural and flotation system. The flotation system consists of 13 blind pipes located in the inferior part of the structure and other 13 blind
pipes of minor diameter, placed perpendicular to them. These two types of pipes constitute the fundamental part of the raft, that is to say, the structure; the one that is going to resist the mechanical efforts and stress to which the floating platform it will be put under, and where the other elements that are part of it will settle down.
- Union system. For the raft to be functional, the pipes that constitute the structure must be joined through rigid knots that hold their relative positions.The union system consists of steel cables and union pieces. The union pieces are located between pipes. The tension in the union will be given by the steel cables, which go around the knot holding the pipes and the union piece. Next we tense the set to obtain the necessary rigidity.
- Gangways. Gangways are the elements through which workers will move in order to reach the mussel ropes. The material used for the construction of the gangways is the recycled plastic obtained as a result of this project. It will take a superficial mechanize to prevent workers from slipping.
- Anchorage System. At first the anchorage system designed was like the one shown in figure 3.4:
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 22 -
Figure 3.4 Anchorage proposed system
We set out two identical anchorage points located in the longitudinal direction of the structure. Each mooring consists of a cement anchor joined to a section of an elastic rope followed by a chain that devides in two branches, and is fixed to the raft through two points. The chain is fixed to the raft going around pipes.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 23 -
Fulfilment of the parameters in the new design At a structural level we chose a simple self-floating structure in combination with an anchorage system that transmits the minimum possible efforts to the structure. In later sections of this document the calculations done during the project that justify the fulfilment of these parameters will be reviewed.
- The necessary rigidity of the unions is surpassed by the elasticity of the resistant structural elements (pipes). Through the combination of these factors the concentration of efforts is reduced in the critical points of the structure (mooring points for anchorage and pipes unions), what is the cause of most of the mechanical failures that take place during service.
- The high flexibility that the used material and the dimensions of the pipes confer to the raft will allow great deformations without breakage,
overall in the direction of the maximum length of the smaller diameter pipes - The floatability margin of the raft will allow a smooth reaction against waves.
About the functional parameters the innovation and efficiency should be mentioned in two points. - The production per surface unit has been increased, from 0,9 production ropes per m
2 in the current ones to the structure with the innovating
design with 1,2 ropes/m2. Ropes that can support the new structure maintaining the necessary floatability for the safety of the workers on it.
- The modularity of the new raft, avoids the transmission of efforts due to the flexibility between the unions of the different modules.
In the constructive parameters is where greater differences are appraised towards the traditional designs, since the new design diminishes the number of pieces and the number of the assembly instructions. The new raft is assembled with a minimum number of operations that can be conducted easily by personnel without special qualification. All the unions of the raft are detachable, so the repairing and maintenance operations are also simplified, and can be done “in situ”. According the security and control of the raft during its operation we can emphasize the following things:
-In case of flooding accidents due to a failure in one of the pipes, it is covered by the self-floating configuration of the raft and the reserve of floatability of approximately a 20%, deduced from the calculations.
-To facilitate the working conditions of the workers on the raft, gangways have been designed to facilitate their displacement through the
platform. -The direct control system installed assures that in case of any kind of breakage or disassembling of the parts of the raft a warning will be
immediately received in the tracking centre to take immediate decisions that would assure navigation security in the area. - The control system also provides data with the intention of validating the design and to be able to obtain the deformation and tension relations
that the structure suffers in the different conditions that it will have to undergo during the study period. In principle the equivalent to one life cycle of the mollusc, from 9 months to a year. With respect to other parameters, such as the economic ones, the price of the analyzed raft in a first approach in the “D8 Early economic viability report”, the raft has a competitive price. Although the differentiating qualities are others: the smaller maintenance and labour cost, that will present a competitive advantage and economic saving.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 24 -
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE OBJECTIVE WAS REACHED
A.-
Physical and environmental data on weather and seawater conditions in Europe and the American continent was gathered and summarised. Forces affecting aquaculture structures and operational requirements regarding production conditions for such structures have been evaluated.
The Norwegian standard NS 9415 has been identified.
A list of the range of environmental and physical conditions that affect the aquaculture structures has been provided.
The Standard has been described as the DOLFIN product goal.
The work and results have provided information to the designing, production and optimisation of structures for the aquaculture sector. Thus, the work and results described here have contributed to the completion of the objective by acting as supportive knowledge and information to the final stages.
The objective was 100% successful.
To design, produce and optimise innovative aquaculture structures
23.
B.
Design Parameters
Identification of the systems to be studied Calculations and simulations
Study of the AMFE failures
Decisions and conclusions obtained from the calculations
Construction report
Anchorage report
The objective was 100% successful.
Contractors involved
A2, A3, A5, A9, B2, B3
Note: the design of a material for the raft (conflictive application) can be extrapolated to other applications in contact with water, with fewer demands to be developed in the project like flotation rings & devises and tanks
4.
2 Aquaculture structures are referred to rafts for mollusc farming, flotation rings and devises for sea-based fish farms, tanks for land based fish farms.
3 Specially developed in the project for applications in permanent contact with water.
4 Rafts structures must support –in the same sea conditions- higher weight (ropes with molluscs) than the said other aquaculture structures
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 25 -
A. Physical and environmental data on weather and seawater conditions in Europe and the American continent was gathered and summarised by using worldwide metheorological databases. These data were the basis when using the Standard NS 9415 for evaluation of forces affecting aquaculture structures and operational requirements. Other laboratory tests were performed according to accepted ISO Standards designated in the various task reports.
B. 1. Design parameters
As commented in the previous point it is essential for the design to know clearly the parameters to fulfil. Once the design of the structure (raft or cage) is chosen, certain calculations are necessary to assure these parameters, and the obtained conclusions from the analysis will be useful when taking decisions upon the modifications of the design until its optimization and operation. With respect to other parameters, such as the economic ones, the raft, analyzed in a first approach, has a competitive price. Although there are other differentiating qualities: a less maintenance and labour cost, what will present a competitive advantage and economic saving.
1.1.- Analyzed calculations and Systems During the accomplishment of the designs and parallel to them a modal analysis of failures and effects (AMFE) has been performed. In it, the possible failures expected in each one of the designed models is made. We also consider their seriousness and occurrence probability with the aim of establishing in an objective way the most suitable design made for the raised objectives and thus to facilitate its election.
- Structural System Resistence calculations of the structure, the pipes put down to flexion by the distributed loads representing the networks or cords, in each case. From here measures, diameters and thickness were obtained. That should be fulfilled by the pipes that conform the different structures. And the possibility of shapes and dimensions of the union pieces between pipes propose and made of the new DOLFIN material by injection for the special case of the raft.
- Union system For the special case of the raft, we calculated the tension that provides the sufficient rigidity in the unions, to obtain the necessary tension in the cables to assure a precise rigidity avoiding the displacement between the tubes.
- Anchorage system Calculation of the resistance and minimum tension to prevent the global displacement of the structure. Calculation of the necessary elements and their characteristics. This is an innovating system in the case of the raft where a new component that provides elasticity is introduced. It is not polluting and does not undergo oxidation. Other calculations made to have a reference about the behaviour of the raft in the water, have been a number of simulations through finite elements. Since the loads to which the structure will be put under are not exactly known, because tables with this information do not exist, we have made two suppositions: for the case of the mooring of the raft through 6 points the required loads will be for the total sinking; for the case of the mooring of the raft through 4 points the necessary loads will for the partial sinking.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 26 -
The conclusion deduced from these calculations was the final decision to moor the raft through 6 points to avoid the flexion of the pipe. Reducing therefore the flexion effort and the tension per rope used in the anchorage. We also studied the optimal inclination angle and the distance between anchorages that allow the raft a minimum and smooth movement (without pulls like in traditional trays). These calculations are made based on the anchorage depth.
- Floatation system Floatability calculations of the different structures, rafts and cages. In all of them a more than sufficient floatability was obtained in the different conditions of the tide (it exists a reduction of floatability in the case of tide due to the increase in the force of the anchorage moorings) and in the case of maximum load. It is important to mention in this point that in the case of the raft we did not consider the floatability reserve of the smaller diameter pipes that would provide a higher floatability in the case of a complete sinking of the greater diameter pipes.
1.2.- Reports and decisions The possibility of making the prototypes in different scales has been discussed. Analyzing the different options we concluded that to obtain trustworthy results it was necessary to make it in its real size, 1:1 scale. Since for a nonlinear elasto-mechanical system, that is the case of these structures, subdued to such a complete compendium of fluid-dynamic stresses like the ones coming from the state of the sea, is essential to identify the implication degree and influence of each type of forces [according to its nature] that act on her. Once constructed and placed in its definitive position, they could be evaluated under real operating conditions.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 27 -
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE
OBJECTIVE WAS REACHED
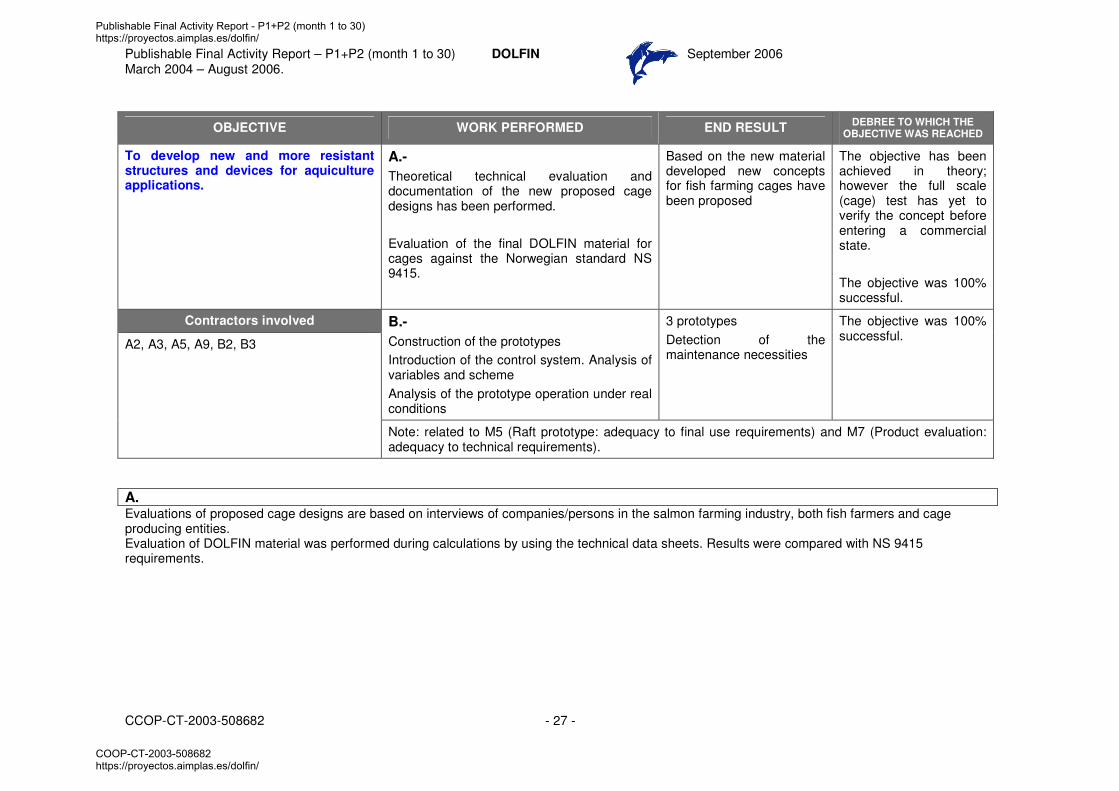
To develop new and more resistant structures and devices for aquiculture applications.
A.-
Theoretical technical evaluation and documentation of the new proposed cage designs has been performed.
Evaluation of the final DOLFIN material for cages against the Norwegian standard NS 9415.
Based on the new material developed new concepts for fish farming cages have been proposed
The objective has been achieved in theory; however the full scale (cage) test has yet to verify the concept before entering a commercial state.
The objective was 100% successful.
Contractors involved B.-
Construction of the prototypes
Introduction of the control system. Analysis of variables and scheme
Analysis of the prototype operation under real conditions
3 prototypes
Detection of the maintenance necessities
The objective was 100% successful.
A2, A3, A5, A9, B2, B3
Note: related to M5 (Raft prototype: adequacy to final use requirements) and M7 (Product evaluation: adequacy to technical requirements).
A. Evaluations of proposed cage designs are based on interviews of companies/persons in the salmon farming industry, both fish farmers and cage producing entities. Evaluation of DOLFIN material was performed during calculations by using the technical data sheets. Results were compared with NS 9415 requirements.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 28 -
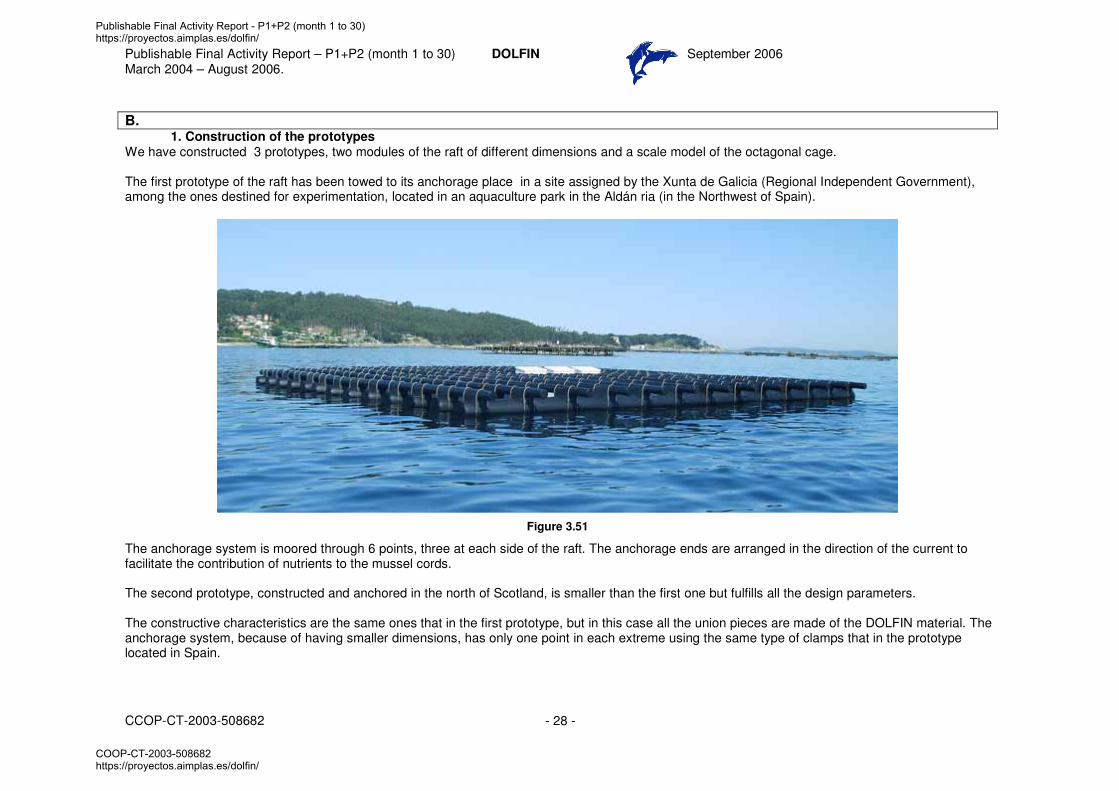
B. 1. Construction of the prototypes
We have constructed 3 prototypes, two modules of the raft of different dimensions and a scale model of the octagonal cage. The first prototype of the raft has been towed to its anchorage place in a site assigned by the Xunta de Galicia (Regional Independent Government), among the ones destined for experimentation, located in an aquaculture park in the Aldán ria (in the Northwest of Spain).
Figure 3.51
The anchorage system is moored through 6 points, three at each side of the raft. The anchorage ends are arranged in the direction of the current to facilitate the contribution of nutrients to the mussel cords. The second prototype, constructed and anchored in the north of Scotland, is smaller than the first one but fulfills all the design parameters. The constructive characteristics are the same ones that in the first prototype, but in this case all the union pieces are made of the DOLFIN material. The anchorage system, because of having smaller dimensions, has only one point in each extreme using the same type of clamps that in the prototype located in Spain.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 29 -
The third anchored prototype corresponds to one of the designs of the fish cages and it is also in the North of Scotland.
Figure 3.6
It is constructed in scale, so it was necessary the make the pertinent resistance and floatability calculations. This design corresponds to the study of materials, since the scale used allows to obtain decisive conclusions about the mechanical resistance of the device. The fundamental profit that represents this prototype is the positioning of the extruded pipes in the new plastic composite.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 30 -
1. Control system
The objective is based on the necessity to establish a model of precise behavior of the latticed-articulated floating structure that is the result of the studies initiated to solve the problems generated by the devices used for aquaculture.
Figure 3.7: Scheme of the control system
The data that will be taken is the following one: Surroundings conditions: wind speed in surface and the current in the interval [0 -25] meters, height and frequency of the waves, temperature, height of tide… Mechanical conditions of the resistant elements: efforts, deformations, displacements, rotation, acceleration… Tensions in the anchorage ropes. The gathered data will be tabulated with the programs existing in the market and with specifically developed programms. The experimentation will last a mussel farming cycle: between 6 and 8 months. The aim of the test is to relate the tensions and deformations produced in the floating platform (raft) during a productive cycle with the external actions to which it will be put under. (Weight of the production ropes, Tension of anchorages, waves, tides, surge and wind). It will be necessary therefore to have data of each one of these parameters at every moment. For it test periods of around 15min or less will be made at certain moments during the productive cycle of the projected raft. The data of each one these test periods will be sent to earth from the PC in the raft to the one located in our
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 31 -
facilities. (If it is possible it will keep copy of these data in the PC to have a backup copy in case that communication fails). We should be able to turn on the tracking system from land with the purpose of being able to select the more critical test periods during the farming cycle. The data should arrive to the land based computer and be processed to facilitate its interpretation. If possible, graphically. This operation scheme of the Control System will be valid for all the prototypes.
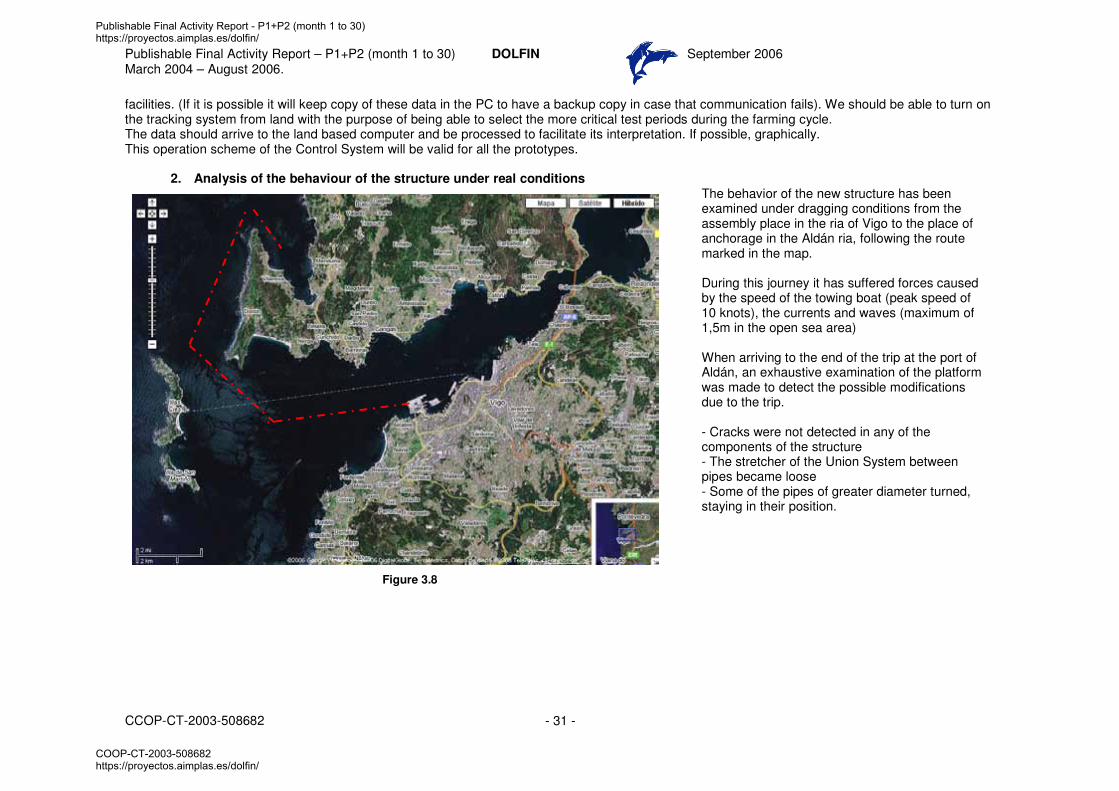
2. Analysis of the behaviour of the structure under real conditions
Figure 3.8
The behavior of the new structure has been examined under dragging conditions from the assembly place in the ria of Vigo to the place of anchorage in the Aldán ria, following the route marked in the map. During this journey it has suffered forces caused by the speed of the towing boat (peak speed of 10 knots), the currents and waves (maximum of 1,5m in the open sea area) When arriving to the end of the trip at the port of Aldán, an exhaustive examination of the platform was made to detect the possible modifications due to the trip. - Cracks were not detected in any of the components of the structure - The stretcher of the Union System between pipes became loose - Some of the pipes of greater diameter turned, staying in their position.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 32 -
Figure 3.9
Figure 3.10 We considered that a longer period of time is necessary to obtain results that would allow us to evaluate the variation of the mechanical characteristics of the structure and its components. The control system installed in the prototype will allow us to obtain the variations of the factors of greater influence upon the structure and materials. But this system needs a test and calibration period, due to this it will be necessary to wait until obtaining conclusions on the structural resistance of the prototypes.
3. Adjustment to usage and technical requirements From the experience acquired up to now from the anchored prototypes we can emphasize: The behavior of the platform in the dragging maneuver produced minimum changes in the structure, considering that has not been designed to be towed, but that its natural state is of flotating in a fixed position, and put under the movements of the sea: waves and currents, and subdued to the tensions produced because of the weight of the ropes and the dockage of boats. It has been verified that the tension in the union system of the raft becomes loose with time, like during the drag. Because of this it will be necessary to establish the adjustment period of these unions. This process which we considered of maintenance, can be made by personnel without special qualification and consists of adjusting the tensile set, threading the body over the rods until obtaining the suitable tension. With respect to the tensions produced due to the mooring of the boats, in the case of our raft, more flexible and of a smaller freeboard, it was uncomfortable for the persons that perform the maneuvers with the boat and detrimental for our structure. The structure is not prepared to resist the continuous impacts of the boat due to the movement of the waves. These efforts mainly took place on one of the tubes being able to even cause its displacement and rupture. In order to solve this lateral protections were placed at the sides of the raft that had not been contemplated in its initial design.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 33 -
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE OBJECTIVE WAS REACHED
Increase of the product added value (related to obtain new structures and devices with enhanced properties compared to the present ones due to the characteristics of the new composite).
Contractors involved
All partners
Economic analysis
Study of the improvements obtained
Competitive price
Value added to the product from the ecological point of view, incorporation of recycled materials
Increase of productivity due to the increase of productive surface as the most remarkable one
The objective was 100% successful.
1. Exploitable Characteristics of the raft - Self-floating: The design of the new raft aims to maximize the distribution of floatability in order to take advantage of the available
surface being the structural elements the ones that carry out the floating and the resistance. This is achieved with the tubular shaped structure of the new commercial composite. The short floatability margin of the raft allows a smooth reaction against big waves.
- Modular: The modular design of the raft facilitates the manufacturing processes, transportation, assembly and repairing. The modules can be assembled in different moments and joined in the anchorage zone, or even being assembled in a shipyard or port. This modules will be joined between them with elastic joints, so as to pass on the efforts provoked in a certain area smoothly , reducing it with the joints effect. The raft fits well to the sea surface, in order to avoid critical conditions that could lead to mechanical failures.
- Larger farming area. Mussel farming needs appropriate nutrient conditions to grow and develop; depending on the distance between the ropes the characteristics of the product will be different. In the new design of the raft we can see the increase in the farming area as an important characteristic, due to the fact that it does not need floaters, leading to an increase of the area available for the mussel ropes, leaving it up to the producer to decide the distance between ropes in order to optimize the desired product.
- Easy to assemble. The designed joints are simple, avoiding the complex pressing and fixed mechanisms in order to reduce time and the number of workers required during the assembly. The minimum number of parts and the not rigid joints facilitate the reparations. On the other hand, the joining parts are not closed; they consist on many parts that allow a disassembly to be held in a certain moment and in a simple way.
- Minimum number of types of pieces. The number of pieces is small, this facilitates the identification and the set out of the whole. The standardization and the reduction of the number of the types of pieces manufactured solves the problems of manufacturing, assembly and availability of spare parts for reparations.
- Shape and size. The structure of the new design keeps approximately the same gross surface that the current ones, but with a rectangular shape with its larger side much longer than the smaller one and facing the current. It will consist of many modules more or less squared paralleled displayed.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 34 -
- Use of Plastic in most of its components. Mainly the new DOLFIN material developed in this project reducing its cost. - New anchorage system: the new system does not allow the raft to move reducing therefore the space in which it is located, it
implies an increase of security towards the passing boats. - In addition we must consider that this design has the possibility of being insured due to the standardization and control during its
manufacture
2. Exploitable characteristics of the octagonal farms The octagonal design against the circular one. No residual stresses are introduced in the structure due to curve of the tubes. The structure is less stressed and therefore more resistant.
Figure 3.11
- The use of the new DOLFIN material composed of recycled materials and remainders that confer an added value to the final product.
- The types of pieces are not many, what facilitates their identification and positioning in the set. The standardization and reduction of the type of pieces made solves manufacture, assembly and availability problems of spare parts for repairs
- The proposed unions provide a stable base for the gangway, and support the handrail.
3. Exploitable characteristics of the circular farm: - Greater freeboard due to the disposition of the equal diameter pipes in a triangle - Greater stability (the triangular disposition is more stable in equal diameter than the tubes of the linear one) - Use of the DOLFIN material, use of recycled materials that provide an added value added to the final product - Welds and elbows are avoided, thus avoiding the more habitual defect possibilities - The tubes belonging to a same ring do not go welded, welding has been avoided because it has not been possible to verify the behavior of the material towards it. - What is important for the functionality of the cage, since the corrosion or deterioration of one of the pipes does not affect abruptly the stability of the structure, that still maintains a sufficient floatability - The necessary rigidity of the structure depends on the union system and its disposition. The number of unions that we raised is of 2 per connection between tubes.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 35 -
- The type of pieces are not many what facilitates their identification and positioning in the set. The standardization and reduction of the type
of pieces made solve problems of manufacture, assembly and availability of spare parts for repairs - The proposed unions provide a stable base for the gangway, and support to the handrail, having sufficient resistance due to an elevated
amount of support points (36 unions) throughout the cage. IMPACT OF THE PROJECT ON THE INDUSTRY OR RESEARCH SECTOR RELATED TO THE AQUACULTURE STRUCTURES. The project has introduced a new research field linked to aquaculture structures by dealing with research to develop improved materials specifically “constructed” to comply with requirements in the sector. Until now, equipment used in the sector has been produced for other purposes and adjusted to fit to needs in aquaculture. The project has the potential to provide experiences, knowledge and solutions to improve the status linked to destruction of aquaculture structures and subsequent escapees of farmed species. The project has enhanced the experience and knowledge related to material standards in the aquaculture sector. Further, it has established a new branch of issue related to expansion of materials to be dealt with in standardization in the sector.
Related to the floating structure for mussel farming The present structures market for mussel farming (rafts) is fundamentally handmade, the platforms are made of eucalyptus wood and its maintenance is expensive and troublesome, it consists of the application of tar. This application is made with the anchored tray every certain time, and the fall of tar to the bottom is habitual. The impact of the new designs developed in this project will allow:
- The standardization of these structures, being able to be insured - its serial manufacture reducing the production costs, being competitive also in the scope of prices - It provides greater productivity and better advantage of space - smaller maintenance costs and - labour with a higher service life utility according to the current ones, the degradation of plastic is much less than the wood - in addition it represents an improvement from the environmental point of view: as much by the implication of recycled materials as by the rest
of the materials used innocuous to the marine environment
Related to the farms This industry is relatively new and the structures are nowadays mainly of plastic. The impact of the project on this sector is considered in a smaller scale, even so, the incorporation of recycled materials and the new designs present competitive advantages towards the present ones. Promoting the advantage of space, diminishing the possibilities of failure of these structures and trying to increase to the life service and the quality in the labouring sector of marine aquaculture.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 36 -
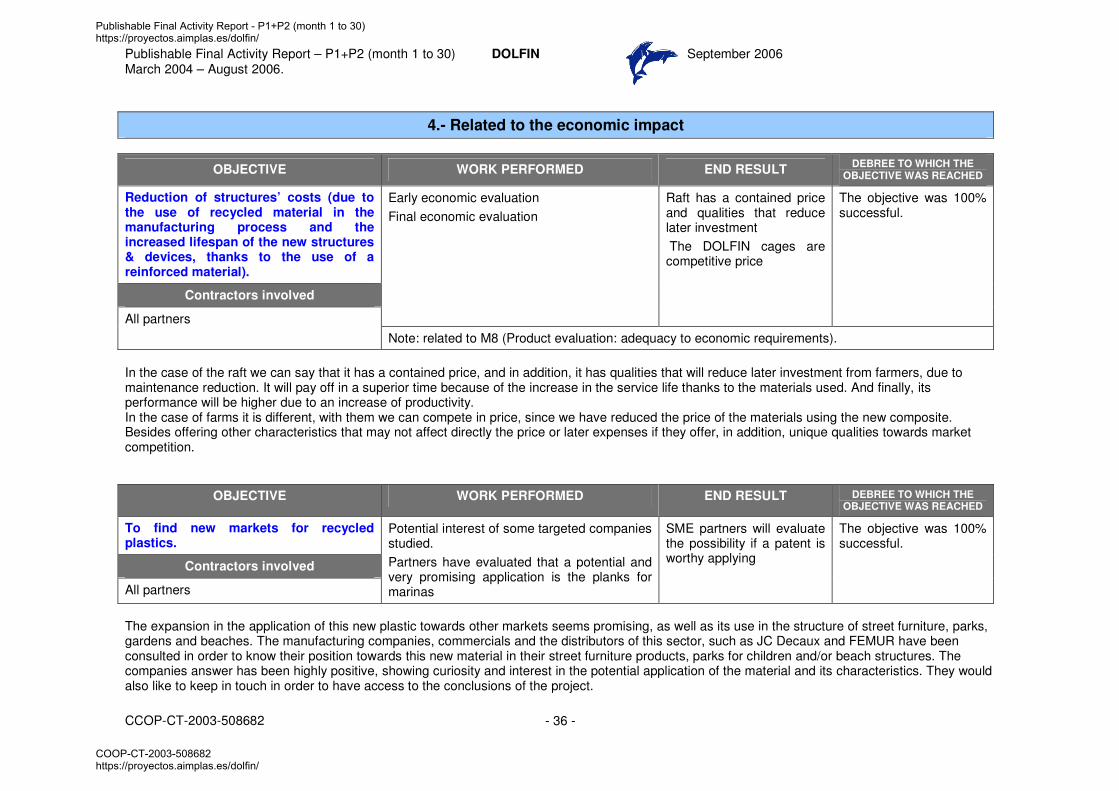
4.- Related to the economic impact
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE
OBJECTIVE WAS REACHED
Reduction of structures’ costs (due to the use of recycled material in the manufacturing process and the increased lifespan of the new structures & devices, thanks to the use of a reinforced material).
Contractors involved
Early economic evaluation
Final economic evaluation
Raft has a contained price and qualities that reduce later investment
The DOLFIN cages are competitive price
The objective was 100% successful.
All partners
Note: related to M8 (Product evaluation: adequacy to economic requirements).
In the case of the raft we can say that it has a contained price, and in addition, it has qualities that will reduce later investment from farmers, due to maintenance reduction. It will pay off in a superior time because of the increase in the service life thanks to the materials used. And finally, its performance will be higher due to an increase of productivity. In the case of farms it is different, with them we can compete in price, since we have reduced the price of the materials using the new composite. Besides offering other characteristics that may not affect directly the price or later expenses if they offer, in addition, unique qualities towards market competition.
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE OBJECTIVE WAS REACHED
To find new markets for recycled plastics.
Contractors involved
All partners
Potential interest of some targeted companies studied.
Partners have evaluated that a potential and very promising application is the planks for marinas
SME partners will evaluate the possibility if a patent is worthy applying
The objective was 100% successful.
The expansion in the application of this new plastic towards other markets seems promising, as well as its use in the structure of street furniture, parks, gardens and beaches. The manufacturing companies, commercials and the distributors of this sector, such as JC Decaux and FEMUR have been consulted in order to know their position towards this new material in their street furniture products, parks for children and/or beach structures. The companies answer has been highly positive, showing curiosity and interest in the potential application of the material and its characteristics. They would also like to keep in touch in order to have access to the conclusions of the project.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 37 -
5.- Related to the environmental impact
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE OBJECTIVE WAS REACHED
To find an environmental friendly use of crop waste.
Rice husk forms part of one of the DOLFIN compounds.
Developed composite using rice husk.
The objective was 100% successful.
Contractors involved
All partners
OBJECTIVE WORK PERFORMED END RESULT DEBREE TO WHICH THE OBJECTIVE WAS REACHED
Reduction of non-renewable resources consumption: replacing virgin materials by the new recycled reinforced
composite.
Contractors involved
All partners
The polymeric materials used are non raw materials, they are recycled.
Developed DOLFIN composites using recycled polyolefins.
The objective was 100% successful.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 38 -
2. DISSEMINATION AND USE.
1. Information on the types and suitability of crop and textile waste as composite reinforcement
A preliminary “desk-top” screening study was conducted in order to assess the suitability of a range of agricultural waste materials as reinforcement / filler in a range of new polymeric composite material for aquaculture applications. From an initial list of over 30 potential wastes, a preliminary screening reduced this number to 10 candidates. Each of these candidates was subsequently considered in detail, taking into account factors such as the cost of delivery of the waste to the primary processor and the processing cost itself. Further, the technical suitability of each of the candidates was considered as well as the potential availability of each waste within Europe. After further analysis and ranking, 2 candidate waste materials were identified. A further two possibilities for reinforcement were identified. The findings of this study provided a guide for the selection of the most appropriate wastes for the technical development of the new material.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 39 -
2. Press release about the DOLFIN materials
EU project well on its way to develop an innovative composite material for aquaculture structures
The ‘DOLFIN’ project, which began in March 2004, is now well on the way to developing a new compound for aquaculture applications. Funded by the EU and involving 9 industrial partners supported by AIMPLAS (Spain), National Institute of Technology (Norway), Universidad Vigo (Spain), and University of Wales, Bangor (UK), the project seeks to use recycled polyolefins (polypropylene and high density polyethylene) combined with different organic fillers and fibres from crop waste (Fig. 1) to make the new material.
Figure 1. Rice Husk (left), Ground Rice Husk (centre), and pelletized cotton fibre (right)
Due to the low bulk density of organic fibres and fillers, a co-rotating intermeshing twin screw extruder is used to blend them into the polymer matrix. This equipment is ideally suited to forming this type of compound because of its ability to thoroughly mix and disperse the fibres and fillers in the polymer, whilst modular design enables simple optimisation of the screw configuration according to the rheological properties. The aspect ratio (ratio of length to diameter) of organic fillers/fibres greatly influences the mechanical properties of the compound and its flow behaviour. As aspect ratio increases both tensile strength and impact resistance improve, however, the viscosity of the blend also increases and the tensile modulus decreases.
One factor leading to poor performance in cellulose-reinforced thermoplastic composites is the lack of compatibility between the hydrophilic cellulosic fibre and the hydrophobic matrix material. This leads to poor interfacial adhesion between the fibre/filler and matrix as well as to poor fibre/filler dispersion. Coupling agents based on maleic anhydride have been used to improve the interfacial adhesion, dispersion within the matrix and compatibility of the system.
Figure 2. Solid extruded profile.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 40 -
Different products are being developed that are based on DOLFIN compounds. A solid extruded profile (Fig. 2), which uses a blend of polypropylene and a percentage of rice husk and an injected part (Fig. 3) using polypropylene with cotton fibre, as well as an extruded pipe using polyethylene and cotton fibre, are all examples of prototype products being manufactured from the compounds developed in the project. Despite the fact that the newly developed compounds contain materials sensitive to moisture (cellulose), their water resistance is acceptable for aquaculture applications, when in permanent contact with water. This is possible thanks to the use of the extruder which delivers a high degree of mixing to the compound, together with coupling agents. These ensure that the organic fillers remain inaccessible to water.
Figure 3. Injected tests bars. By developing a material that uses recycled polyolefins and agricultural wastes as their raw materials, the consortium expects that land-based fish tanks manufactured using DOLFIN material will be even more competitive than current alternatives. The project consortium, co-ordinated by AIMPLAS (Spain), is currently performing further trials on the DOLFIN material for optimisation. Anyone interested in finding out more should contact Mrs. Liliana Chamudis Varan at AIMPLAS on +34 96 136 60 40, or on e-mail: [email protected] (material issues) or Mr. Leif Arne Nygard at the National Institute of Technology on +47 982 90 204, or e-mail: [email protected] (fish farming application issues). This press release represents the view of the project consortium, and the EC is not liable for any use that may be made of the information contained herein.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 41 -
3. Press release about the application.
EU project well on its way to develop an innovative composite material for aquaculture structures
‘DOLFIN’ - a project funded by the EU involving 9 industrial partners and supported by AIMPLAS (Spain), National Institute of Technology (Norway), Universidad Vigo (Spain), and University of Wales, Bangor (UK) - began in March 2004 and is now well on the way to developing a product that could have a significant impact on the performance and cost of new rafts for mollusc farming and for fish farming cages & tanks. A new plastic composite has been developed using crop waste as reinforcing filler. The crop waste not only strengthens the plastic but, because less plastic is needed, the cost and environmental burden of the raw materials is reduced. This new material offers great promise in the manufacture of mussel rafts and floating collars at reduced price. The project aims to design, produce and optimise innovative aquaculture structures (rafts for mollusc farming, flotation rings & devices for sea-based fish farms and tanks for land based fish farms) using a new plastic composite reinforced with organic filler (crop waste) specially developed in the project for applications in permanent contact with water. Raft design has evolved very little in recent years with most rafts still being manufactured from Eucalyptus wood. This construction offers advantages in terms of good mechanical properties and resistance to marine xylophagous microorganisms. However, the mechanical properties of the Eucalyptus are significantly reduced by moisture, which leads to the need for oversized structures to minimise breakage problems. Thus, it is estimated that the market price of new rafts using the DOLFIN design and material could be reduced significantly. Further advantages in terms of modularity (construction), reduced maintenance, flexibility (material/structure) and an increase the mussel farming area would also be of benefit Fish farming cages are exposed to environmental factors such as waves, water currents, wind and, in northern waters, even ice. The new reinforced material being developed in the project could help in the construction of more robust, economically viable and safe structures (flotation rings & devices). The DOLFIN material is currently undergoing tests to verify its characteristics so as to comply with the only existing standard on marine fish farms (Norwegian Standard NS 9145.E – Requirements for design, dimensioning, production, installation and operation). By reinforcement of recycled polyolefin material, the participating consortium expects that land-based fish tanks, manufactured using the DOLFIN material, will be even more competitive both in terms of economics and feasibility. The project consortium, co-ordinated by AIMPLAS (Spain), is currently performing further trials on the DOLFIN material for optimisation. Anyone interested in finding out more should contact Mrs. Liliana Chamudis Varan at AIMPLAS on +34 96 136 60 40, or on e-mail: [email protected] (material issues) or Mr. Leif Arne Nygard at the National Institute of Technology on +47 982 90 204, or e-mail: [email protected] (fish farming application issues). This press release represents the view of the project consortium, and the EC is not liable for any use that may be made of the information contained herein.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/
Publishable Final Activity Report – P1+P2 (month 1 to 30) DOLFIN September 2006 March 2004 – August 2006.
CCOP-CT-2003-508682
- 42 -
4. Poster about the cotton DOLFIN material.
This poster titled as “Development of new composites from recycled PE and cotton fibres for the production of raft structures”, has been attached at the end of this document.
5. Poster about the rice DOLFIN material.
This poster titled as “Development of new composites from recycled PP and rice filler for the production of raft structures”, has been attached at the end of this document.
6. Poster summarising the DOLFIN project.
This poster has been attached at the end of this document.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Development of new composites from recycled PE and cotton fibres for the
production of raft structures.Ferrán Martí , Noemí Ferrando, Nuria López. [email protected]
AIMPLAS (Instituto Tecnológico del Plástico) C/ Gustave Eiffel, 4, 46980 Paterna (Valencia) ESPAÑA.
AbstractThe main objective of the project is to design, produce and optimise innovative aquaculture structures using a new plastic
composite reinforced with organic filler (crop waste) specially developed in the project for applications in permanent contact
with water. The project will also help to solve the problems associated with rafts or other wooden structures in permanent
contact with water, such as the reduction of mechanical properties (due to the effects of water) and rotting. The matrix used polypropylene and cotton fibre as a crop waste.
Fibres selection
Conclusions
AcknowledgementsThis study is centred in the framework of the "Development of Innovative Plastic Structures for Aquiculture using a new composite with crop waste as reinforcing Filler”
project, financed by the EU within the Sixth Framework Programme. The contract number is: EC CONTRACT COOP-CT-2003-508682.
Type of coupling agents
Methodology
Optimal amount of fibre
Optimal amount of coupling agents
Antimicrobial agents
Main Objective.Preparation and characterization of a new thermoplastic composite filled with an organic fibre precedent of agricultural industrial waste to use in aquiculture applications. Specifically, the use of cotton fibre is studied. The developed composite must be maintain their mechanical properties under permanent water contact conditions.
Twin screw extruder
Linseed straw Cotton pellets
Paper industry flax waste
BadBadImpossible40
AcceptableGoodAcceptable30
AcceptableGoodAcceptable20
SURFACE ASPECTDISPERSIONCONTINUITY OF THE
PROCESS% COTTON FIBRE
Injection machine
Charpy impact DMTA
Maleated EVA3
Maleated HDPE2
Non compatibilized1
Mechanical
testsDegradation
tests
Recycled HDPE
Additives
Several plaques of HDPE and HDPE + cotton have been made by hot compression moulding adding some antimicrobials (Iraguard B 1000 and Iraguard B 5000) in order to study their effect preventing
organic degradation and fouling on the plastic structure. Each plaque was mounted onto a framework (picture 1).
Figure2 . Several plaques of HDPE + cotton with
antimicrobials after morine environment exposureFigure1 . Several plaques of HDPE + cotton with antimicrobials
Test framework was exposed to the marine environment by being
placed one meter below surface. The plaques didn't show fouling after the exposure test. (Picture 2)
Cotton fibre was selected to reinforce a recycled HDPE, because of
its flexural and impact resistant combination. The suitable amount of cotton was 20% because the better processability.
A coupling agent (maleated HDPE) was used to improve the compatibility between fibre and matrix. The optimal amount of maleated HDPE was 4.5%.
Antimicrobial agents were used to prevent the organic degradation and fouling of the composite when it is exposed to marine environment.
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

Development of new composites from recycled PP and rice filler for theproduction of raft structures.Nuria López, Ferran Martí, Noemí Ferrando
AIMPLAS (Instituto Tecnológico del Plástico) C/ Gustave Eiffel, 4, 46980 Paterna (Valencia) ESPAÑA ([email protected])
Abstract.The main objective of the project is to design, produce and optimise innovative aquaculture structures using a new plastic composite reinforced with organic filler (crop waste) specially developed in the project for applications in permanent contact with water. The project
will also help to solve the problems associated with rafts or other wooden structures in permanent contact with water, such as the reduction of mechanical properties (due to the effects of water) and rotting. The matrix used was polypropylene and husk and fibre from rice as a crop waste.
Main objective.Preparation and characterization of a new composite thermoplastic material reinforced with organic filler coming from agricultural waste for its application in aquaculture. The use of rice husk and straw with different presentations (RH (rice husk), GRH (ground rice husk) and GRS (ground rice straw)) has specifically been studied. The composite developed should keep its mechanical properties in conditions involving permanent contact with water.
High percentages of fillers produce an important increase in the Young module in the whole range of temperatures studied. No differences have been noticed between the different fillers applied. Because of its ratio, the rice straw possesses less rigidity than what is expected from a fibre.
AcknowledgementsThis study is centred in the framework of the "Development of Innovative Plastic Structures for Aquiculture using a new composite with crop waste as reinforcing
Filler”project, financed by the EU within the Sixth Framework Programme. The contract number is: EC CONTRACT COOP-CT-2003-508682.
Results and Discussion.
The presence of a filler and its morphology influence the viscosity of the polymer. The ground rice husk increases to a lesser extent the polymer's viscosity for a fixed percentage. Starting from a
40% in weight, we encounter processing problems principally in GRH and in GRS.
Conclusions.•During the processing, no problems concerning the organic filler's degradation have been observed. •The obtained test samples show good surface aspects, except for the ones which contain CAT and PAT in a high percentage of their weight.•The best results are achieved with ground rice husk due to its high contact surface between the matrix and the filler. •The new compound material is suitable for use in sea environment. Its mechanical properties do not suffer important variations after prolonged periods of immersion in salty water.
Fig. 3 shows that there is no noticeable loss of rigidity of the material after being immersed in salty water for long periods oftime.
Renewable raw materials
(Agricultural waste)
Recycled material
(Reduction of the
use of not
renewable
materials)
Low cost of the
structures
(Use of recycled
materials andincrease in working
life)
Environmentally
friendly
(Prevents
deforestation)
Increase in added value
New agricultural structure.(Best resistence)
Traditional
raft
breakage
Innovative
designs
Rice husk and straw
Mechanical experiments
DMTA
Total production UE-211 MTn
Introduction.
GRH
GRF
RH
Fig 2 – Storage modulus variation in function
of the temperature for different PP
compounds.
Fig 1 – Viscosity variation of a PP reinforced
with different fillers up to 30% in weight at
different cutting speeds.
Fig 3 – Storage modulus of the PP reinforced with 30% of CAT at different exposition times in
sea water simulant at different temperatures.
180
200
220
240
260
280
300
0 100 200 300 400
Time (days)
Sto
rag
e M
od
ulu
s a
t 5
0ºC
(MP
a)
Simulant (23ºC)
Simulant (40ºC)
Simulant (70ºC)
Rice
Wheat
Barley
Maize
Rye
Coarse grains
1000
10000
100000
0,1 1,0Shear rate (1/s)
Vis
co
sity
(P
a·s
)
PPRHGRHGRS
0
50
100
150
200
250
300
350
400
450
30 50 70 90 110 130 150 170Temperature (ºC)
Sto
rag
e M
od
ulu
s (
MP
a)
PPRHGRHGRS
Methodology and characterization.
Compounding
Additives
Recycled PP
Injection
Study of the
mixture´s viscosity
Study of degradation
accelerated in sea
environment
Injected test
sample
CONDItIONS:
•Temp: 23-40-70ºC
•Norms:
UNE-EN-ISO 62
ISO 11346UNE-EN-ISO 2578
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/

cartel dolfin.jpg (951x1418x24b jpeg)
Publishable Final Activity Report - P1+P2 (month 1 to 30)https://proyectos.aimplas.es/dolfin/
COOP-CT-2003-508682https://proyectos.aimplas.es/dolfin/


















