
DNVGL-RP-E101 Recertification of well control...
39
The electronic pdf version of this document, available free of charge from http://www.dnvgl.com, is the officially binding version. DNV GL AS RECOMMENDED PRACTICE DNVGL-RP-E101 Edition February 2017 Recertification of well control equipment
Transcript of DNVGL-RP-E101 Recertification of well control...
The electronic pdf version of this document, available free of chargefrom http://www.dnvgl.com, is the officially binding version.
DNV GL AS
RECOMMENDED PRACTICE
DNVGL-RP-E101 Edition February 2017
Recertification of well control equipment

FOREWORD
DNV GL recommended practices contain sound engineering practice and guidance.
© DNV GL AS February 2017
Any comments may be sent by e-mail to [email protected]
This service document has been prepared based on available knowledge, technology and/or information at the time of issuance of thisdocument. The use of this document by others than DNV GL is at the user's sole risk. DNV GL does not accept any liability or responsibilityfor loss or damages resulting from any use of this document.

Cha
nges
- c
urre
nt
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 3Recertification of well control equipment
DNV GL AS
CURRENT – CHANGES
This document supersedes DNV-RP-E101, 2012 edition and DNV-RP-E102, 2010 edition.Changes in this document are highlighted in red colour. However, if the changes involve a whole chapter,section or sub-section, normally only the title will be in red colour.
Main changes December 2016— The term recertification has been defined.— It has been opened up for the use of different maintenance strategies.— It has been opened up for verification of equipment overhauled by contractors other than original
equipment manufacturer (OEM).— The requirements for the Norwegian Continental Shelf (NCS), US Continental Shelf (USCS) and offshore
class are set forth in separate appendices.
Editorial correctionsIn addition to the above stated changes, editorial corrections may have been made.

Con
tent
s
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 4Recertification of well control equipment
DNV GL AS
CONTENTS
Current – changes.................................................................................................. 3
Section 1 Introduction............................................................................................ 61.1 General............................................................................................. 6
Section 2 Equipment description.............................................................................72.1 General............................................................................................. 7
Section 3 References...............................................................................................83.1 General............................................................................................. 83.2 Normative references....................................................................... 83.3 Informative references..................................................................... 9
Section 4 Definitions............................................................................................. 104.1 Terms..............................................................................................104.2 Abbreviations..................................................................................124.3 Verbal forms................................................................................... 14
Section 5 Recertification process.......................................................................... 155.1 General description.........................................................................155.2 Acceptance criteria for assemblies and components.......................175.3 Recertification process – used equipment...................................... 175.4 Recertification process – unused equipment.................................. 18
Section 6 Qualification requirements.................................................................... 196.1 Qualification of alternative contractor/subcontractor.....................196.2 Qualification of non-destructive testing and welding contractors....196.3 Qualification of third party............................................................. 19
Section 7 Recertification activities........................................................................ 207.1 General........................................................................................... 207.2 Kick-off meeting............................................................................. 207.3 Quality plan and inspection and test plan.......................................207.4 Documentation review and evaluation of history............................217.5 Personnel........................................................................................227.6 Dismantling and cleaning of equipment..........................................227.7 Identification of components..........................................................227.8 Inspection/testing and non-destructive testing requirements........ 227.9 Repair and remanufacturing of equipment/components.................23
Con
tent
s
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 5Recertification of well control equipment
DNV GL AS
7.10 Replacement/new components.....................................................247.11 Reassembly...................................................................................247.12 Test requirements.........................................................................247.13 Coating..........................................................................................247.14 Preservation..................................................................................257.15 Final documentation..................................................................... 257.16 Issuance of recertification statement........................................... 267.17 Recertification process for incomplete maintenance/overhaul......26
Section 8 Insufficient equipment documentation..................................................278.1 General........................................................................................... 278.2 Establishing acceptable documentation for materials..................... 278.3 Material testing laboratory............................................................. 288.4 Remarking.......................................................................................28
Appendix A Equipment description....................................................................... 29
Appendix B Requirements specific for the norwegian continental shelf................ 31B.1 Introduction....................................................................................31B.2 Regarding section 3, references..................................................... 31B.3 Regarding section 5.2, acceptance criteria for components andassemblies............................................................................................ 32B.4 Regarding section 7.10, replacement/new components................. 32
Appendix C Requirements specific for the US continental shelf............................ 34C.1 Reference standards/documents.................................................... 34
Appendix D Recertification process for mobile offshore units with DNV GLclass......................................................................................................................35
D.1 General information for units with DRILL class notation................ 35D.2 Specific requirements for units with DRILL(N) class notation.........35
Appendix E Flow chart for the recertification process...........................................36
Changes - historic.................................................................................................38

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 6Recertification of well control equipment
DNV GL AS
SECTION 1 INTRODUCTION
1.1 GeneralThe purpose of this document is to describe DNV GL’s recommendations for recertification of well controlequipment to secure the required functionality.In the context of this recommended practice (RP) recertification is defined as the process and associatedverification activities, to assess the continued conformity of an object (component, equipment or system),including the attestation of the process. The continued conformity shall be documented to be within thespecified acceptance criteria for the equipment or system. Recertification may also be referred to as renewalof certificate.In the context of this RP the recertification process is applicable to used objects irrespective of whether theobject has previously been certified or not.Specific requirements in order to fulfil regulatory requirements for selected shelf states can be found in theappendices to this document. The recertification process outlined in this recommended practice focuses onthe technical well barrier functions. The performance of operational and organizational barriers may need tobe verified through other means.It is recommended that blow-out preventers and other well control equipment used for drilling, completion,workover and well intervention operations is overhauled and recertified at least every 5 years. Whereallowed by shelf state regulations, the recertification can be performed using a phased approach where allcomponents that make up the equipment are inspected during the five year time frame. Consideration maybe given for intervals other than 5 years based on a reliability centred maintenance (RCM) process and/or condition based maintenance. Note that deviations from a five year calendar based regime may requireacceptance from the applicable shelf state regulator.The purpose of the recertification process is to verify and document that the equipment condition andproperties are within the specified acceptance criteria as well as the specified recognized standards. Theprocess shall ensure that documentation of the condition of the equipment is available and updated.If repair or modification is performed prior to the end of a five yearly maintenance/overhaul interval, itis recommended that the methodology described in this recommended practice is used to document therepair/modification so that it can serve as input to the full 5-yearly recertification process. However, if a fullrecertification process is carried out, the interval will be rescheduled and a new 5 year interval will apply.For design and fabrication of new equipment, the methodology and requirements described in thisrecommended practice may be used to establish guidelines and recommendations regarding documentationand traceability requirements for later recertification processes of maintenance/overhaul activities.The recertification process for equipment intended for use on board mobile offshore units with DNV GL classand DRILL/DRILL(N)/DRILL(US) class notation is described in DNVGL-RU-OU-0101 and DNVGL-SI-0166,as well as in App.D. Well control equipment certified in accordance with DNVGL-OS-E101 and followed up bythe mentioned classification rules are an acceptable alternative to the process described in this document.This RP may be used as a certification scheme. In this case, all requirements of this RP formulated by way ofthe verbal form “shall”, shall be fulfilled.DNV, DNV GL and the DNV, DNV GL logos are trademarks of DNV GL AS and shall not be used without priorpermission of DNV GL.
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 7Recertification of well control equipment
DNV GL AS
SECTION 2 EQUIPMENT DESCRIPTION
2.1 GeneralMaintenance/overhaul of all critical equipment used to control well pressure during drilling, well testing,completion, workover, and well intervention activities should be subject to a recertification scheme includingindependent verification. The recertification process should focus on critical parts and critical processes inorder to ensure the integrity and functionality of the well control equipment.Well control equipment to be included in the recertification scope should be defined between the contractparties e.g. owner, contractor and third party verifier. Examples of typical well control equipment are listed inApp.A.

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 8Recertification of well control equipment
DNV GL AS
SECTION 3 REFERENCES
3.1 GeneralInternational, and commonly accepted in the industry, normative and informative references are listed insection [3.2] and [3.3]. Normative and informative references specific for Norwegian and US continentalshelves are listed in App.B and App.C respectively. For other shelf states where no specific nationalregulations apply, it is recommended that App.B or App.C is used as baseline for defining the recertificationactivities.Specific requirements (short or long term) may at any time be imposed by statute or regulation and shouldbe taken into account when determining the extent and scope for verification of the maintenance/overhaulprocesses.In general, the standards constituting the original and/or modified design basis should be considerednormative.
3.2 Normative referencesTable 3-1 Normative references
Document code Title
ISO 3834-2 Quality requirements for fusion welding of metallic materials - Part 2: Comprehensive qualityrequirements
ISO 9606-1 Qualification testing of welders - Fusion welding – Part 1: Steels
ISO 9606-4 Approval testing of welders - Fusion welding – Part 4: Nickel and nickel alloys
ISO 9712 Non-destructive testing - Qualification and certification of NDT personnel
ISO 10423 (equivalent toAPI Spec. 6A)
Petroleum and natural gas industries – Drilling and production equipment - Wellhead andchristmas tree equipment
ISO 13628-4 (identical toAPI Spec. 17 D)
Petroleum and natural gas industries - Design and operation of subsea production systems -Part 4: Subsea wellhead and tree equipment
ISO 13628-7 (identical toAPI RP 17G)
Petroleum and natural gas industries - Design and operation of subsea production systems –Part 7: Completion/workover riser systems
ISO 14731 Welding coordination - Tasks and responsibilities
ISO 17020 Conformity assessment - Requirements for the operation of various types of bodiesperforming inspection
ISO 17025 General requirements for the competence of testing and calibration laboratories
ISO 23936-2 Petroleum, petrochemical and natural gas industries - Non-metallic materials in contact withmedia related to oil and gas production - Part 2: Elastomers

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 9Recertification of well control equipment
DNV GL AS
3.3 Informative referencesTable 3-2 Informative references
Document code Title
API RP 16Q Design, selection, operation and maintenance of marine drilling riser systems
API RP 580 Risk-Based inspection
API Spec 16C Choke and kill system
API Spec 16D Specification for control systems for drilling well control equipment and control systems fordiverter equipment
API Spec 16F Specification for marine drilling riser equipment
API Spec 16R Marine riser drilling couplings
API Spec 20E Alloy and carbon steel bolting for use in the petroleum and natural gas industries
API Std 53 Blowout prevention equipment systems for drilling wells
ASTM A370 Standard test methods and definitions for mechanical testing of steel products
DNVGL-OS-E101 Drilling plant
DNVGL-RP-0034 Steel forgings for subsea applications
EN 10204 Metallic products – types of inspection documents
ISO 3834-1 Quality requirements for fusion welding of metallic materials- Part 1: Criteria for theselection of the appropriate level of quality requirements
ISO 9001 Quality management systems – requirements
ISO 10474 Steel and steel products – inspection documents
ISO 13533 (equivalent toAPI Spec. 16A)
Drilling and production equipment – drill-through equipment
ISO 13624-1 Petroleum and natural gas industries – Drilling and production equipment – Part 1: Designand operation of marine drilling riser equipment
ISO 13628-1 Design and operation of subsea production systems – Part 1: General requirements andrecommendations
ISO 14224 Petroleum, petrochemical and natural gas industries – Collection and exchange of reliabilityand maintenance data for equipment
ISO 17000 Conformity assessment – Vocabulary and general principles
ISO 23936-1 Petroleum, petrochemical and natural gas industries – Non-metallic materials in contact withmedia related to oil and gas production- Part 1: Thermoplastics
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 10Recertification of well control equipment
DNV GL AS
SECTION 4 DEFINITIONS
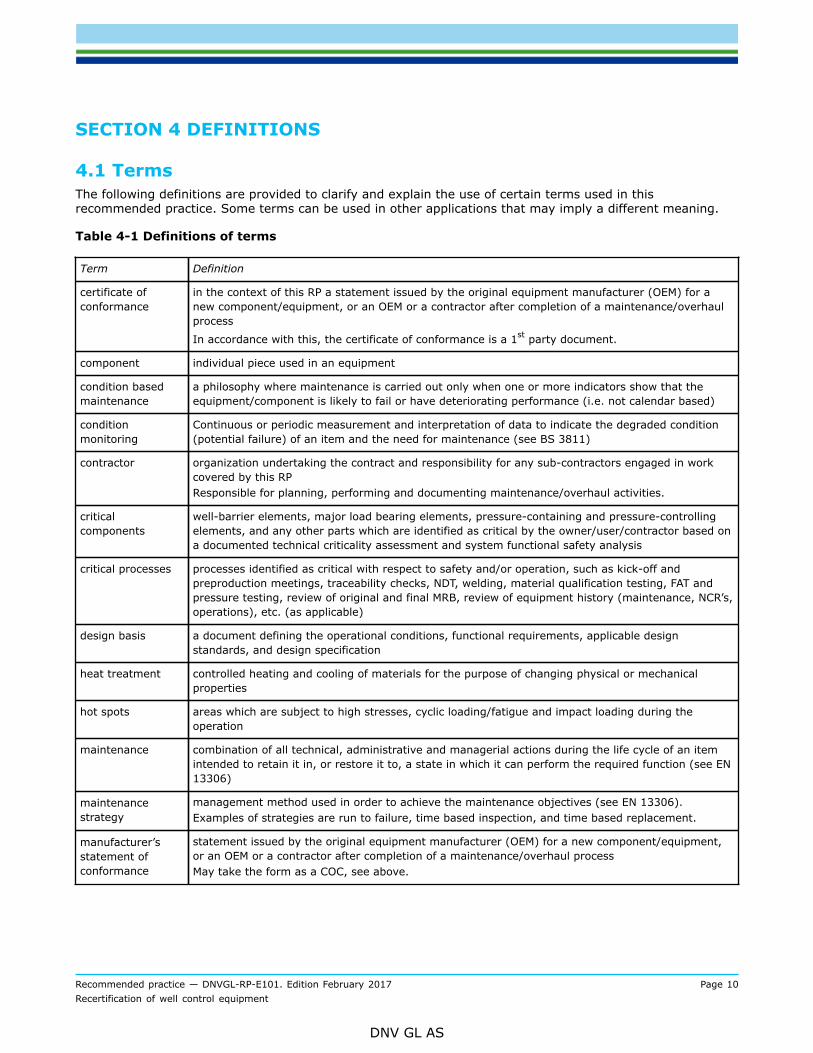
4.1 TermsThe following definitions are provided to clarify and explain the use of certain terms used in thisrecommended practice. Some terms can be used in other applications that may imply a different meaning.
Table 4-1 Definitions of terms
Term Definition
certificate ofconformance
in the context of this RP a statement issued by the original equipment manufacturer (OEM) for anew component/equipment, or an OEM or a contractor after completion of a maintenance/overhaulprocess
In accordance with this, the certificate of conformance is a 1st party document.
component individual piece used in an equipment
condition basedmaintenance
a philosophy where maintenance is carried out only when one or more indicators show that theequipment/component is likely to fail or have deteriorating performance (i.e. not calendar based)
conditionmonitoring
Continuous or periodic measurement and interpretation of data to indicate the degraded condition(potential failure) of an item and the need for maintenance (see BS 3811)
contractor organization undertaking the contract and responsibility for any sub-contractors engaged in workcovered by this RPResponsible for planning, performing and documenting maintenance/overhaul activities.
criticalcomponents
well-barrier elements, major load bearing elements, pressure-containing and pressure-controllingelements, and any other parts which are identified as critical by the owner/user/contractor based ona documented technical criticality assessment and system functional safety analysis
critical processes processes identified as critical with respect to safety and/or operation, such as kick-off andpreproduction meetings, traceability checks, NDT, welding, material qualification testing, FAT andpressure testing, review of original and final MRB, review of equipment history (maintenance, NCR’s,operations), etc. (as applicable)
design basis a document defining the operational conditions, functional requirements, applicable designstandards, and design specification
heat treatment controlled heating and cooling of materials for the purpose of changing physical or mechanicalproperties
hot spots areas which are subject to high stresses, cyclic loading/fatigue and impact loading during theoperation
maintenance combination of all technical, administrative and managerial actions during the life cycle of an itemintended to retain it in, or restore it to, a state in which it can perform the required function (see EN13306)
maintenancestrategy
management method used in order to achieve the maintenance objectives (see EN 13306).Examples of strategies are run to failure, time based inspection, and time based replacement.
manufacturer’sstatement ofconformance
statement issued by the original equipment manufacturer (OEM) for a new component/equipment,or an OEM or a contractor after completion of a maintenance/overhaul processMay take the form as a COC, see above.

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 11Recertification of well control equipment
DNV GL AS
Term Definition
originaldocumentation
documentation related to the design and fabrication of a component/equipment, typically consistingof applied design standards, design verification report, third party certification, calculations, definedoperational envelope, material certificates etc.
overhaul process of restoring and maintaining an equipment, machine, or system
Overhaul generally involves (1) partial or complete disassembly of the item, (2) inspection to detectdamaged, defective, or worn parts, (3) repair or replacement of such parts, and (4) reassembly,testing, and trial-run prior to returning the item to its full operating level.
owner owner company or the engineering agency in charge of equipmentResponsible for safety and regulatory compliance of own operationsThe owner may act througha consultant, an inspector or other authorized representative. The owner may act through aconsultant, an inspector or other authorized representative.
recertification the process and associated verification activities, to assess the continued conformity of an object(component, equipment or system), including the attestation of the process
The continued conformity shall be documented to be within the specified acceptance criteria for theequipment or system. Recertification may also be referred to as renewal of certificate. Applicable toused objects irrespective of whether the object has previously been certified or not.
reliability centredmaintenance(RCM)
method to identify and select failure management policies to efficiently and effectively achieve therequired safety, availability and economy of operation (see IEC 60300-3-11)
remanufacture activity involving disassembly, reassembly and testing, with or without the replacement of parts,where machining, welding, heat-treating or other manufacturing operations are employed, (APISpec. 6A)
repair activity involving disassembly, reassembly and testing, with or without the replacement of parts.Repair does not include machining, welding, heat treating other manufacturing operations or thereplacement of bodies. (API Spec. 6A).Repair does not include machining, welding, heat treating other manufacturing operations or thereplacement of bodies. (API Spec. 6A).
risk basedmaintenance(RBM)
a common term used to derive to a maintenance (inspection, testing, repair/replacement) planbased on the underlying risk a failure of a component represents
For static equipment the term RBI is used. For active components, RCM is often used as a method.
third partyan independent body that can verify compliance to this RP, and perform attestation if requiredIndependent part shall be organizationally independent of owner and contractor, see also ISO17000.
verification third-party conformity assessment
In the context of this RP, independent checking of compliance and documentation of an overhaul,repair and/or maintenance process. Performed to secure that the condition and functionality of theequipment are within the specified acceptance criteria as well as the specified recognised standards.
traceability a complete process of marking and identifications of critical assemblies and components and theirproven link to their documentations and material certificates
well controlequipment
all equipment used to control well pressure during drilling, well testing, completion, work-over andwell-intervention activities
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 12Recertification of well control equipment
DNV GL AS
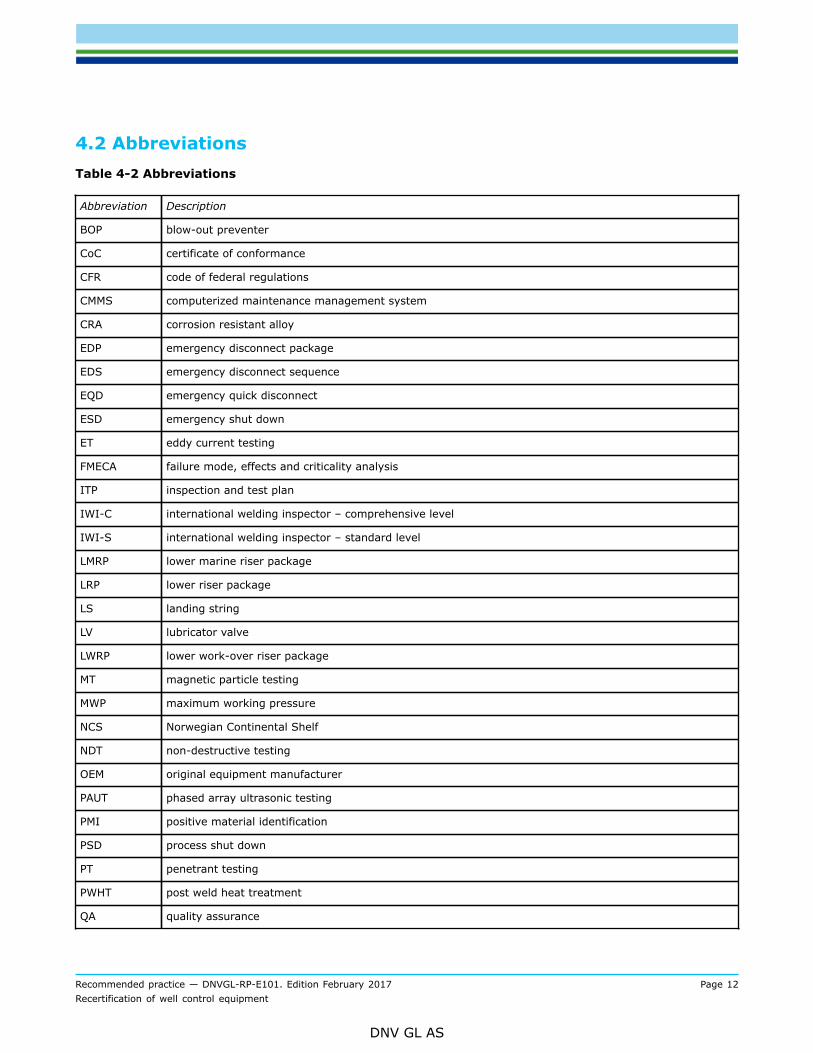
4.2 AbbreviationsTable 4-2 Abbreviations
Abbreviation Description
BOP blow-out preventer
CoC certificate of conformance
CFR code of federal regulations
CMMS computerized maintenance management system
CRA corrosion resistant alloy
EDP emergency disconnect package
EDS emergency disconnect sequence
EQD emergency quick disconnect
ESD emergency shut down
ET eddy current testing
FMECA failure mode, effects and criticality analysis
ITP inspection and test plan
IWI-C international welding inspector – comprehensive level
IWI-S international welding inspector – standard level
LMRP lower marine riser package
LRP lower riser package
LS landing string
LV lubricator valve
LWRP lower work-over riser package
MT magnetic particle testing
MWP maximum working pressure
NCS Norwegian Continental Shelf
NDT non-destructive testing
OEM original equipment manufacturer
PAUT phased array ultrasonic testing
PMI positive material identification
PSD process shut down
PT penetrant testing
PWHT post weld heat treatment
QA quality assurance

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 13Recertification of well control equipment
DNV GL AS
Abbreviation Description
QC quality control
QP quality plan
RBI risk based inspection
RBM risk based maintenance
RCM reliability centred maintenance
RP recommended practice
RT radiographic testing
RV retainer valves
SFT surface flow tree
SIL safety integrity level
SSTT subsea test tree
SWL safe working load
THRT tubing hanger running tool
USCS US Continental Shelf
UT ultrasonic testing
UTT ultrasonic testing- thickness measurement
VT visual testing
WCP well control package
WO work over
WOCS work over control system
WOR work over riser
WOS work over system
WPQR welding procedure qualification record
WPS welding procedure specification
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 14Recertification of well control equipment
DNV GL AS
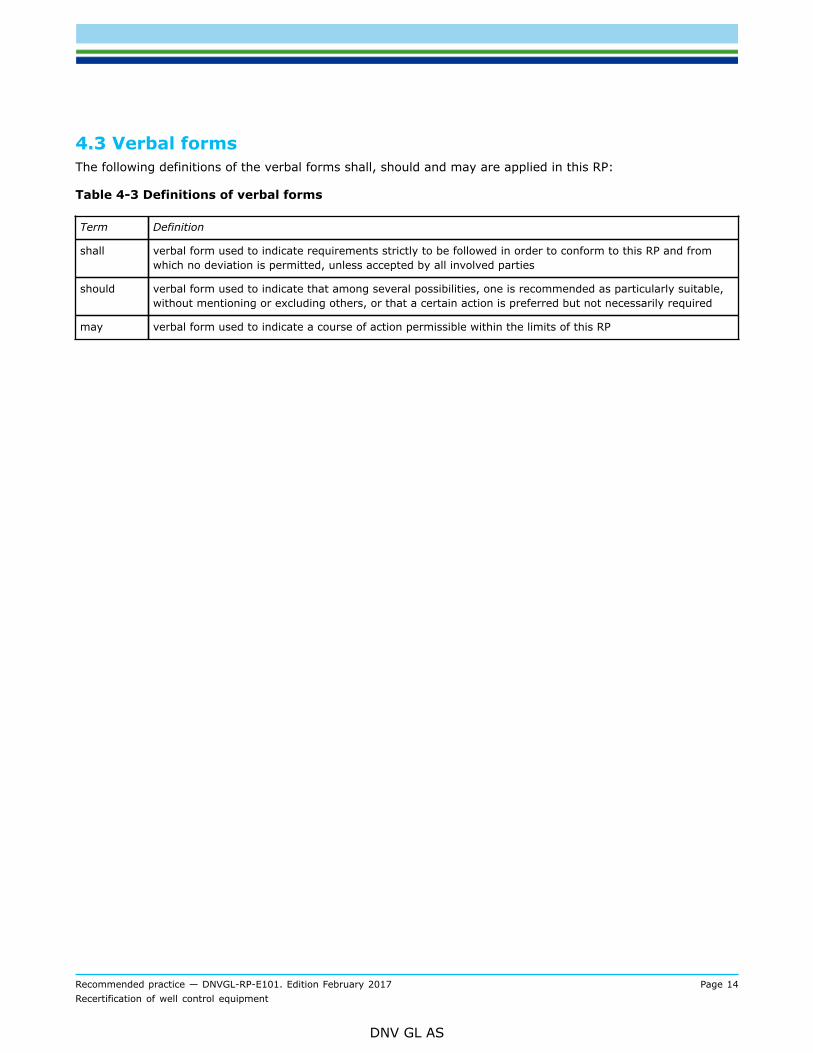
4.3 Verbal formsThe following definitions of the verbal forms shall, should and may are applied in this RP:
Table 4-3 Definitions of verbal forms
Term Definition
shall verbal form used to indicate requirements strictly to be followed in order to conform to this RP and fromwhich no deviation is permitted, unless accepted by all involved parties
should verbal form used to indicate that among several possibilities, one is recommended as particularly suitable,without mentioning or excluding others, or that a certain action is preferred but not necessarily required
may verbal form used to indicate a course of action permissible within the limits of this RP

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 15Recertification of well control equipment
DNV GL AS
SECTION 5 RECERTIFICATION PROCESS
5.1 General descriptionIt is recommended that blow out preventers and other well control equipment used for drilling, completion,workover and well intervention operations are overhauled and recertified at least every 5 years. This includesa verification of the maintenance/overhaul process.Where allowed by shelf state regulations, the recertification can be performed using a phased approachwhere all components that make up the equipment are inspected during the five-year period. Considerationmay be given for intervals exceeding 5 years based on a reliability centred maintenance (RCM) process and/or condition based maintenance. Note that deviations from a five-year calendar based regime may requireacceptance from the applicable shelf state regulator.The overhaul and maintenance strategy to be applied can be based on different schemes (or combinationsthereof), such as:
— 5-yearly periodical maintenance/overhaul— continuous/rolling maintenance during the 5 yearly interval— condition based maintenance/overhaul— risk-based maintenance/overhaul (RBM)— reliability centred maintenance (RCM), incl. FMECA— other documented maintenance strategies.
The maintenance/overhaul strategy should be agreed upon by all parties and be subject to independentverification. The scope of work and intervals for the maintenance activities shall be justified based on themaintenance methods as defined in the maintenance strategy, and should be documented to the extent thatit can be independently verified.
Guidance note:The start date for the five year interval is the date of the manufacturer’s statement of conformance or third party productcertificate/product verification statement for new equipment, or the date of manufacturer’s statement or validity date given inverification statement for used equipment.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
Guidance note:Manufacturer’s statement of conformance may take the form of certificate of conformance, see Sec.4.1, or similar.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 16Recertification of well control equipment
DNV GL AS
Guidance note:The RBM techniques imply the following:
— assessment of function for each component/equipment (known from the design) and the consequence of failure if the functionfails in a critical manner
— assessment of degradation:
— identification of type of degradation that can occur based on material, fluid, services, load, etc. both during operation andwhen stored and handled.
— identification of degradation morphology (like uniform corrosion vs pitting), and typical hot spots location.
— assessment of monitoring and inspection techniques applicable to monitor and detect the relevant degradation mechanism.If such techniques cannot be utilised with high reliability, replacement may be the only solution.
Based on the consequence of failure and the degradation assessment, a proper maintenance strategy or combination of strategiesshould be selected. The strategy may typically cover:
— inspection methods to detect degradation
— condition monitoring
— degradation analysis based on load monitoring
— time based maintenance/replacement
— service hours based maintenance
— run to failure.
Knowledge about the underlying design and degradation is necessary in this evaluation, as well as knowledge about the servicehistory. If this knowledge is not available, default OEM recommendations should be followed, or conservative assumptions made.The assessment should preferably be based on a systematics using known techniques and methods like FMECA, RBI and RCM andSIL assessment. A proper risk acceptance model should be defined and approved by the owner and verified by 3rd party prior tothe assessment.If the maintenance program is based on risk methods, a proper computerized maintenance management system (CMMS) shouldbe in place capturing the ongoing services, storage, preservation, maintenance/inspection tasks (what, when, findings), anyfailures detected, repair during operation, etc.Qualification of personnel to handle the CMMS system, performance of inspection should be documented.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
The purpose of recertification is to verify and document that the performed maintenance/overhaul ensuresthat the condition and properties of the equipment are within the specified acceptance criteria as well asspecified and recognized standards. The basis for the acceptance criteria and governing standards shall beagreed upon in a project kick off meeting, as described in section [7.2].The extent of the maintenance/overhaul should be based on information for instance from:
— original documentation, including latest revision/version of the design basis— maintenance strategy— repair history— maintenance/overhaul history (including list of open non-conformities)— operational/preservation/storage history— known degradation mechanisms for the component/system used for the specific service (either from own
operation or from industry in general)— maintenance procedures/recommendations from OEM and/or contractor— owner’s procedures and governing documents— applicable standards— changes in the applicable shelf state regulations.
Guidance note:The original documentation consists typically of applied design standards, design verification report, calculations, operationalenvelope, OEM’s design specification etc. If the design basis, e.g. operating conditions, has been updated after the equipment/component was manufactured, changes should be considered as part of the updated original documentation.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 17Recertification of well control equipment
DNV GL AS
This document describes the role of an independent verification body/third party with the responsibilityto carry out independent verification. If the maintenance/overhaul process of the equipment has beendocumented and independently verified in accordance with this RP and found in compliance with the definedacceptance criteria, a third party statement that describes the extent of verified work, and the conclusion ofthe verification activities, should be issued, see section [7.16] for details.
5.2 Acceptance criteria for assemblies and componentsThe main objective of the recertification process is to verify that the equipment condition is within thespecified design acceptance criteria and can fulfil its intended functions. Acceptance criteria shall be definedto give confidence with margins to failure. The basis for acceptance criteria shall be documented.The acceptance criteria shall be based on the original documentation and the original revision/version of thedesign basis. However, if equipment is built according to regulations and standards which have been updatedbased on experience and/or new knowledge, the gap between original and current regulations and standardsshould be identified. If, at the time of the overhaul, it is not possible to define the gap between the currentregulations and the standards, the gap analysis should be performed before the equipment is taken intouse. Identified gaps should be evaluated and discussed between the contract parties. The necessary actionsneeded to mitigate unacceptable/critical risks should be agreed upon.
Guidance note:A gap analysis should be performed on safety critical parts and processes prior to kick-off meeting so that its impact onmaintenance/overhaul activities can be assessed and managed. Gaps can typically be identified in the following categories:
1) Gap between design standards applied in original design and currently applied design standards, i.e. additional/newstandards and/or out-of-date original standards/new revisions.
2) Gap between originally applied manufacturing and documentation standards and manufacturing and documentationrequirements currently specified, e.g. with respect to welding, NDT, documentation, qualifications of personnel, supplier’sQA/QS system, material specifications and qualification tests, etc.
3) Gap between originally applied version/revision of OEM’s design and currently valid revision/version of OEM’s design, e.g.related to geometry, material specifications, coatings etc.
4) Gap between governing shelf state regulations.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
Guidance note:All safety bulletins/safety alerts/recommended component upgrades/design changes etc. (if any) issued by the design responsibleshould be documented as a part of the latest revision/version of original design documentation.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
For all equipment an inspection and test plan (ITP) with acceptance criteria shall be prepared to cover bothfabrication and operational related type of defects, e.g. corrosion/erosion/fatigue.The set of acceptance criteria valid for the maintenance/overhaul process should be defined and agreedbetween owner, contractor and third party.
5.3 Recertification process – used equipmentThe recertification process for equipment that has been used in operation should include the following steps:
— kick off meeting— review of the strategy/philosophy of the maintenance/overhaul process— review of maintenance history/records, to verify the amount of operational history and extent of previous
maintenance— review of open registered non-conformities (if any)— review of the quality plan (QP) and inspection and test plan (ITP) which describe the philosophy and scope
of work of the maintenance/overhaul. The ITP shall also define applicable hold-, witness- and reviewpoints in the process.
— verification of traceability (unique identification of components and parts linked to documentation)
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 18Recertification of well control equipment
DNV GL AS
— review of original documentation, including original revision/version of the design basis— review of gap analysis, including mitigating actions in case of identified unacceptable/critical risks— design responsible and qualified level 3 NDT inspector (according to ISO 9712 or similar) to evaluate the
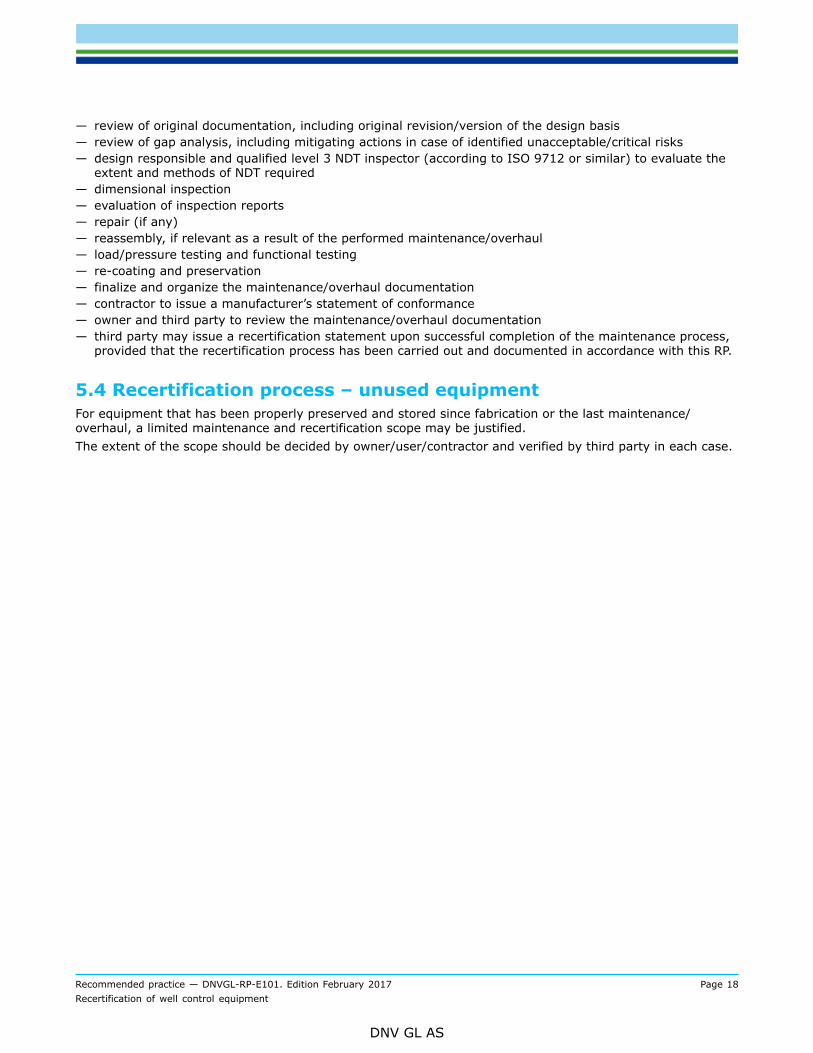
extent and methods of NDT required— dimensional inspection— evaluation of inspection reports— repair (if any)— reassembly, if relevant as a result of the performed maintenance/overhaul— load/pressure testing and functional testing— re-coating and preservation— finalize and organize the maintenance/overhaul documentation— contractor to issue a manufacturer’s statement of conformance— owner and third party to review the maintenance/overhaul documentation— third party may issue a recertification statement upon successful completion of the maintenance process,
provided that the recertification process has been carried out and documented in accordance with this RP.
5.4 Recertification process – unused equipmentFor equipment that has been properly preserved and stored since fabrication or the last maintenance/overhaul, a limited maintenance and recertification scope may be justified.The extent of the scope should be decided by owner/user/contractor and verified by third party in each case.
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 19Recertification of well control equipment
DNV GL AS
SECTION 6 QUALIFICATION REQUIREMENTS
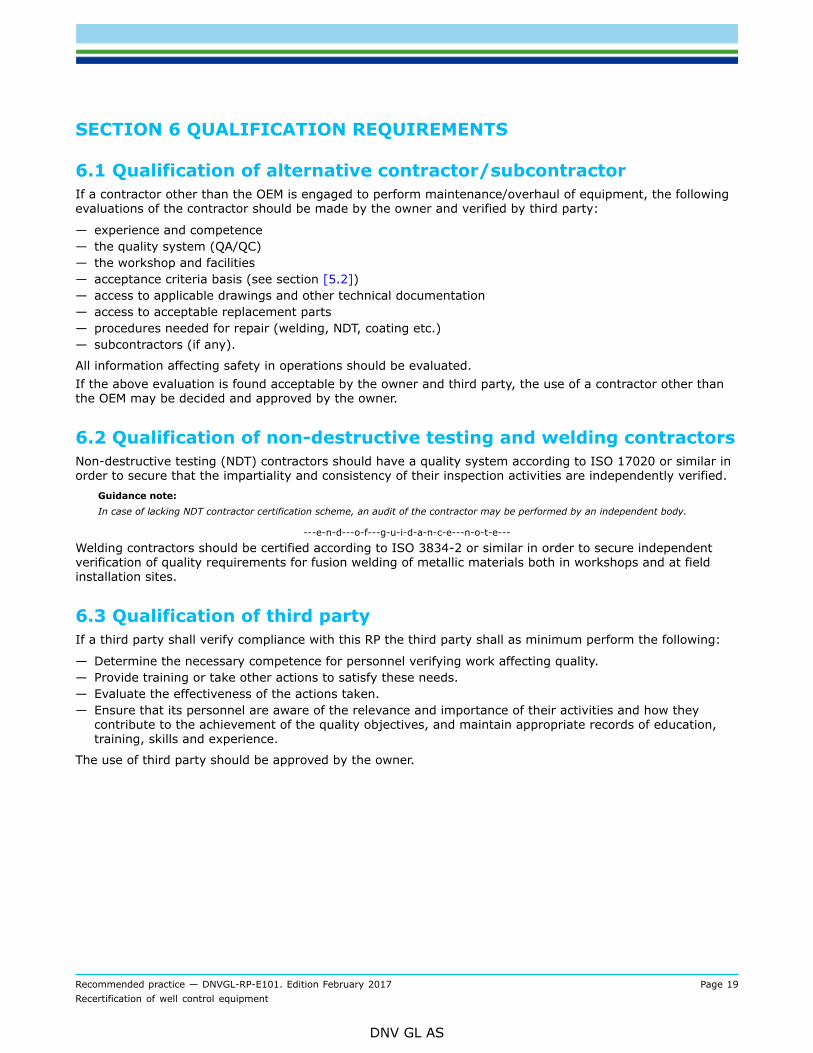
6.1 Qualification of alternative contractor/subcontractorIf a contractor other than the OEM is engaged to perform maintenance/overhaul of equipment, the followingevaluations of the contractor should be made by the owner and verified by third party:
— experience and competence— the quality system (QA/QC)— the workshop and facilities— acceptance criteria basis (see section [5.2])— access to applicable drawings and other technical documentation— access to acceptable replacement parts— procedures needed for repair (welding, NDT, coating etc.)— subcontractors (if any).
All information affecting safety in operations should be evaluated.If the above evaluation is found acceptable by the owner and third party, the use of a contractor other thanthe OEM may be decided and approved by the owner.
6.2 Qualification of non-destructive testing and welding contractorsNon-destructive testing (NDT) contractors should have a quality system according to ISO 17020 or similar inorder to secure that the impartiality and consistency of their inspection activities are independently verified.
Guidance note:In case of lacking NDT contractor certification scheme, an audit of the contractor may be performed by an independent body.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
Welding contractors should be certified according to ISO 3834-2 or similar in order to secure independentverification of quality requirements for fusion welding of metallic materials both in workshops and at fieldinstallation sites.
6.3 Qualification of third partyIf a third party shall verify compliance with this RP the third party shall as minimum perform the following:
— Determine the necessary competence for personnel verifying work affecting quality.— Provide training or take other actions to satisfy these needs.— Evaluate the effectiveness of the actions taken.— Ensure that its personnel are aware of the relevance and importance of their activities and how they
contribute to the achievement of the quality objectives, and maintain appropriate records of education,training, skills and experience.
The use of third party should be approved by the owner.
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 20Recertification of well control equipment
DNV GL AS
SECTION 7 RECERTIFICATION ACTIVITIES
7.1 GeneralThe following activities are intended to be a step by step procedure for running a recertification process.
7.2 Kick-off meetingAll maintenance/overhaul activities which are subject to independent verification should commence with akick–off meeting, where all relevant parties attend and the scope of work is agreed upon. The contractorshall present a preliminary quality plan (including specification of maintenance/overhaul strategy/philosophy)and inspection and test plan for the process (see section [7.3] for details). The following topics should bediscussed prior to and/or in the kick-off meeting:
— Scope for each verification statement, in case separate verification statements will be issued forcomponents, sub-assemblies, etc.
— Maintenance, operational and repair history, including review of organizational systems in place to collectequipment history.
— Applicable shelf state regulations regarding well control equipment, if known (as described in [5.2]).— Review of original documentation and any relevant certificates/verification statements; see section [7.4]
for details.— Review of original revision/version of the design basis, including acceptance criteria.— Gap analysis, including mitigating actions in case of identified unacceptable/critical risks (as described in
[5.2]).— Handling of non-conformities.— Maintenance/overhaul documentation index, see section [7.15].— Actions to be taken if documentation is missing (for further details see Sec.8).— Use of and follow-up of subcontractors (if applicable).— Project administration and organization, e.g. roles/responsibilities, time schedule, communication lines,
purchase order, and invoicing.
Requirements to an archiving system for the maintenance/overhaul documentation shall be defined. Alldocumentation produced will be an important part of future recertification processes.After the kick-off meeting, the contractor shall finalize the Quality Plan, Inspection and Test Plan, and themaster index for the maintenance/overhaul documentation.
7.3 Quality plan and inspection and test planThe quality plan (QP) and inspection and test plan (ITP) shall be prepared by contractor prior to commencingmaintenance/overhaul of the equipment, and shall include details for all activities, e.g. disassembly, controlof marking, visual and dimensional inspection, NDT, function testing etc.Both the QP and ITP should have unique document and revision numbers, and the plans should be verified bythe involved parties prior to starting the work on the equipment. ISO 9001 should be used when establishingthe QP and ITP.The ITP, or a document referred to in the ITP, shall clearly identify NDT methods, critical areas to beinspected and the type of failures inspected for, as well as applicable acceptance criteria.
Guidance note:The NDT activities in the ITP should cover all critical areas. The locations and number of the critical areas may differ from theoriginal fabrication inspection plan. For ageing equipment special attention should be paid to potential fatigue related defects.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
The QP and/or ITP shall include, but not be limited to, the following items:
— Governing QA/QC documentation.

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 21Recertification of well control equipment
DNV GL AS
— Description of equipment, including date/year of manufacture.— Critical components should be listed in the ITP, or a separate document, e.g. maintenance procedure, for
each equipment to limit the verification scope to safety critical components.— Definition of strategy/philosophy of the maintenance/overhaul to be performed, i.e. definition of scope of
work describing the relevant maintenance activities.— Traceability check.— Reference to equipment drawings, including modifications or safety bulletins (if any).— Reference to standards giving acceptance criteria for the maintenance/overhaul process, including revision
numbers. Contractor’s specifications can only be used where these unambiguously refer to selectedstandards, and the contractor’s specifications are equivalent to or stricter than the specified standards.
— Each NDT method shall be clearly identified, including specification of critical locations for inspections.References to inspection and test procedures shall be included.
— Any function testing and capacity testing, including associated objective and acceptance criteria, shall beclearly described.
— The final ITP shall clearly state hold, witness and review points of critical processes for owner, contractorand third party. Requirements for notification of involved parties shall be described in the plan. It iscontractor's responsibility to complete the plan with signatures for hold, witness and review points todocument presence of the involved parties.
— Review of equipment documentation. This item may have significant influence on the maintenance/overhaul activity, especially for equipment subjected to a continuous maintenance/overhaul scheme. Forfurther details see [7.4].
— Reference to test procedures, e.g. pressure tests, functional tests, etc.— Project communication, e.g. meetings, schedule, and contact points.
7.4 Documentation review and evaluation of historyOriginal documentation should be available and traceable to the components. The documentation reviewshould include at least the following:
— The original revision/version of the design basis, unless important gaps are identified through the processdescribed in section [5.2].
— Original documentation, including verification of traceability.— Previous maintenance/overhaul verification statements (if any).— Operational history.— Maintenance and inspection history/records to verify that equipment has been subject to regular
maintenance/inspection.— Repair and modifications history (if any).— Previously registered non-conformities (if any).— Latest revision/version of valid specifications for service and repair.— Possible changes in applicable shelf state regulations or owner’s governing documents.
It is important to consider the design lifetime of the equipment as part of the documentation review. Whenthe equipment has limited remaining design lifetime, it should be specified in the recertification statement.For equipment that has exceeded its design lifetime, recertification and further use may only be possibleafter special considerations. The scope of work will then have to be agreed upon in each case.
Guidance note:The design lifetime may be found in the original design specification. Design lifetime should take into account defined design loadsand relevant degradation mechanisms.If original design documentation is not available, the equipment overhaul cannot be verified according to the original designspecifications. However, the equipment overhaul may be verified according to requirements given in design standards issued byrecognized organizations.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 22Recertification of well control equipment
DNV GL AS
7.5 PersonnelPersonnel performing dismantling, repair, reassembly and testing shall be qualified in accordance withdocumented requirements of the contractor, which include specified minimum training and qualificationrequirements.The contractor should appoint a welding coordinator qualified according to ISO 14731 or equivalent.Personnel performing welding shall be certified according to ISO 9606 and/or EN 287, or equivalent.Personnel performing visual inspection of welds shall be certified according to IWI-S – rules for approval ofinternational welding inspector, and/or NS 477 or equivalent.Personnel performing NDT shall be qualified to minimum ISO 9712 Level 2/ EN 473 Level 2, or documentsimilar level of qualification.Personnel who are responsible for evaluating and approving NDT procedures and methods shall be qualifiedto ISO 9712 Level 3 or equivalent.Coating inspectors shall be qualified to minimum NS 476 Level 2, or equivalent.All welders/inspectors shall have valid certificates, in accordance with standards specified for themaintenance/overhaul process.Contractor shall ensure that personnel performing heat treatment are qualified to follow contractor’sprocedures for heat treatment.
Guidance note:The following NDT qualifications are according to ISO 9712: Nordtest, PCN (UK), COFREND (France), ACCP (ASNT CentralCertification Program - USA).UT operators should be specifically trained for testing on austenitic/duplex stainless steel material or similar, if applicable.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
Note that national certification/qualification requirements for personnel may apply, see the applicableappendices for details.
7.6 Dismantling and cleaning of equipmentThe equipment shall be cleaned in accordance with the original maintenance procedure, or OEM’s/contractor’s/owner’s procedure. The degree of dismantling will be defined by the strategy/philosophy appliedfor the maintenance/overhaul process. The extent of dismantling should be defined in the ITP.
7.7 Identification of componentsAll critical components shall be traceable to original certificates (if any) and/or material certificates, withreference to specific heat number or heat treat lot.At least one marking other than the part number should be found in the original material certificate todocument the traceability beyond doubt, e.g. heat no., cast no., lot no., serial no., trace no. or similar.Traceability should be documented.Lack of traceability for critical components will require replacement if other means to prove conformity torequirements fail (see Sec.8).
7.8 Inspection/testing and non-destructive testing requirementsVisual testing, focusing on critical failure modes and critical degradation mechanisms, should be carried outon all components for examination of visible defects in material and workmanship. Visual testing shouldbe documented, with reference to the original revision/version of the original design specification and theoriginal revision of selected and recognized standards, unless important gaps are identified through theprocess described in section [5.2].
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 23Recertification of well control equipment
DNV GL AS
Critical dimensions should be defined, confirmed, and documented. The acceptance criteria shall be withinthe original revision/version of original drawings/machining tolerances or allowed wear limits listed in the ITP,unless important gaps are identified through the process described in section [5.2].Hardness testing for critical components shall be performed when the components have been subjectto welding, weld repairs, heat treatment etc. The values shall meet the specifications in the originaldocumentation, including original revision/version of the design basis, unless important gaps are identifiedthrough the process described in section [5.2].Moulded sealing assemblies intended to be re-used shall be inspected to be in accordance with the originalrevision/version of applied maintenance procedure, unless important gaps are identified through the processdescribed in section [5.2].NDT shall be performed in accordance with the agreed ITP. NDT reports shall be traceable to the componentand clearly refer to the actual location and position on the component.
Guidance note:NDT methods include visual testing (VT), PT, ET, MT, RT, UT, UTT, PAUT and other relevant techniques. In order to secure thequality of the performed NDT, working procedures applied should be independently verified prior to execution of the testing.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
All measurement tools and inspection equipment should be calibrated in accordance with recommendationsfrom the equipment manufacturer, a recognized standard or at least annually. The calibration should betraceable to a standard and documented.
7.9 Repair and remanufacturing of equipment/componentsRepair and/or remanufacturing of equipment/components may be performed to establish or maintain thefunctionality of the system as defined in a recognized design standard. The repair and/or remanufacturingmay be performed by the OEM or another contractor that has been qualified according to the requirementsgiven in Sec.6.Repair and/or remanufacturing of components shall follow the original documentation, including originalrevision/version of the design basis, unless important gaps are identified through the process describedin section [5.2]. The requirements given in this RP (including appendices) to qualifications of welders,inspectors and welding procedures should be followed. A separate ITP shall be prepared for the repair/remanufacturing work, unless such procedures are already included in the ITP.Prior to welding, a WPQR/WPS should be presented by the contractor. The WPQR/WPS shall be in accordancewith the specified standards and verified by the third party. The WPS shall be specific for the actual weldingprocess to be performed, and material certificates shall be available for review.If repair welding of corrosion resistant alloy (CRA; e.g. Inconel) is carried out, PMI or chemical analysisshall be carried out on surfaces welded with CRA after machining but prior to re–welding to identify theweld metal. Thickness measurement of the CRA layer should be carried out, after machining but prior to re–welding. Remaining CRA thickness shall be equal to or above the minimum qualified thickness described inthe WPQR/WPS. Re-welding will require a WPQR/WPS that covers CRA welding on the base material withsubsequent PWHT. Prior to any welding, the specified PWHT should be verified and evaluated against thetempering temperature, described in the original material certificate, and previously used PWHT(s), if any.Welding processes that include PWHT should have a WPQR/production test documenting the base materialproperties after welding.Heat treatment shall follow an approved WPS and a specified standard. Temperature recording instrumentsshould be used during the heat treatment process. Temperature and other recording instruments should becalibrated in accordance with recommendations from the equipment manufacturer, a recognized standard orat least annually, and should only be used within their documented accuracy range. The calibration should betraceable to a standard and documented.Hardness testing of base metal, after heat treatment, shall be carried out and verified to be in accordancewith the original revision/version of original design and material specification and specified recognizedstandards, unless important gaps are identified through the process described in section [5.2].

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 24Recertification of well control equipment
DNV GL AS
Machining (if applicable) shall be in accordance with the original revision/version of original drawingtolerances or specified standards, unless important gaps are identified through the process described insection [5.2].NDT should be performed in accordance with the specified design standards and/or original design basis.All equipment/components that do not meet the specified acceptance criteria should either be subjected to anew repair or remanufacturing process, or be replaced.If the equipment is repaired or remanufactured by a contractor other than the OEM, the contractor will takeover the responsibility as design responsible. In the manufacturer’s statement of compliance issued by thecontractor, the design basis for the maintenance/overhaul/repair/remanufacture should be clearly stated.
7.10 Replacement/new componentsReplacement of critical components shall be designed and manufactured in accordance with the specificationsin the original documentation and meeting the requirements in the original revision/version of the designbasis, unless important gaps are identified through the process described in section [5.2].Replacement of a critical component made by a manufacturer other than the design responsible shouldbe agreed upon between the contract parties in each case. The replacement component should be fullydocumented, e.g. third party certificate, manufacturer’s statement of conformance, material certificate andtest reports etc.
7.11 ReassemblyThe latest revision of the original procedure for reassembly should be followed, unless important gaps areidentified through the process described in section [5.2].
7.12 Test requirementsUnless the equipment has been subjected to remanufacturing, e.g. welding and/or machining of pressure-exposed components, the pressure/load test shall normally be limited to maximum working pressure (MWP)/safe working load (SWL), including low pressure seal test.The equipment shall be function tested in accordance with an approved procedure and the specifiedrecognized standards.Welding with or without heat treatment, or machining, of pressure/load exposed components will normallyrequire a body pressure test to 1.5 times the MWP.
Guidance note:Other test pressure may be agreed for welding without heat treatment dependent of the extent of the repair, e.g. Inconel weldingon seal and cladding areas.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
Pressure recording instruments and load cells should be calibrated in accordance with recommendations fromthe equipment manufacturer, a recognized standard or at least annually, and should only be used within theirdocumented accuracy range. The calibration should be traceable to a standard and documented.All test procedures should be referenced in the QP/ITP. Test reports and printouts should be signed by testresponsible, dated and filed together with the final maintenance/overhaul documentation.
7.13 CoatingThe latest revision of the original coating specification and/or the specified standards for coating should befollowed, unless important gaps are identified through the process described in section [5.2].

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 25Recertification of well control equipment
DNV GL AS
7.14 PreservationAn agreed preservation/maintenance procedure shall be followed if the equipment is placed onshore awaitingoffshore shipment, or temporarily stored.
7.15 Final documentationThe final maintenance/overhaul documentation should be organized in an agreed format.Recommended index:
1) Contractor’s (or owner’s for unused equipment) manufacturer’s statement of conformance for themaintenance/overhaul
2) Third party recertification statement3) Previously issued manufacturer’s statement of conformance related to maintenance/overhaul4) Previously issued third party verification statements documents5) Original manufacturer’s (OEM’s) statement of conformance6) Design specification7) As built drawings8) Traceability list of critical components i.e. part no., revision no., serial no. heat or cast no., or any other
unique documentation of traceability9) Traceable material certificates for pressure exposed and load bearing components and other critical
components as a minimum10) Documentation of performed gap analysis11) Third party documentation, e.g. design certificate, verification report, type approval etc.12) Maintenance and operational history13) Modification documentation14) Quality plan (QP)15) Inspection and test plan (ITP)16) Inspection and NDT reports17) Repair documentation including the applicable WPS etc.18) Non-conformities and corrective/compensating measures19) Test reports20) Calibration certificates, e.g. pressure test equipment etc.21) Welders’ certificates, NDT inspectors’ certificates, coating inspectors’ certificates etc.
Guidance note:The following information should be given by the contractor in the manufacturer’s statement of compliance:
1) Complete and unique identification of the equipment i.e. description, part no., serial no., revision of design, assemblydrawing no. and revision.
2) Reference to key applied procedures together with their revisions e.g. FAT, ITP, etc.
3) Applicable standards and design basis should be given if they are not given in other referenced documents in themanufacturer’s statement of compliance.
4) References to any open non-conformity originated during the maintenance process which result in functional restrictionsand/or operational limitations, including those which were acceptable based on concession requests issued by the contractorand accepted by the owner. Any functional restrictions due to the referenced non-conformities should be stated in themanufacturer’s statement of compliance.
5) Date of issue should be given as it marks the validity date for the recertification statement.
6) Name of signatories should be printed, as well as the official name of the issuing company.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 26Recertification of well control equipment
DNV GL AS
7.16 Issuance of recertification statementThe basis for issuing a recertification statement is a statement of conformance issued by the contractor/manufacturer. In general recertification statements are valid on the date of issue.When a third party has verified that the recertification process, including repair/remanufacturing/replacement, has been completed in accordance with the requirements in this RP, the third party may issue acertificate for the pertinent equipment.The document shall as a minimum include the following information:
— traceability to the maintained/overhauled equipment with description (name) of the equipment— equipment owner— equipment main parameters— reference to original certification (if any)— name of OEM or other contractor who performed the maintenance/overhaul— list of regulations and standards used as basis for the verification of maintenance/overhaul— scope of work, including references to key applied procedures— description of third party involvement and conclusion— limitations/conditions, if any.
7.17 Recertification process for incomplete maintenance/overhaulIn some cases, it may not be practicable to complete the verification activities prior to the due date, e.g. asa result of operational needs or testing that can only be performed upon integration of the subject equipmentwith other system(s).In these cases, a report for incomplete certification or verification statement may be issued after anevaluation of the associated risk to summarize the maintenance/overhaul activities performed, includinglisting of outstanding activities, limitations of use, open non-conformities and other relevant limitations/conditions. Upon completion of the verification activities, a certificate or revised compliance statement maybe issued.

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 27Recertification of well control equipment
DNV GL AS
SECTION 8 INSUFFICIENT EQUIPMENT DOCUMENTATION
8.1 GeneralExperience has shown that equipment may have insufficient or no documentation, i.e. lack of certification,material certificates, traceability, etc. In such cases, as an alternative, the equipment may be maintained/overhauled and verified according to requirements given in a recognized maintenance standard. This mayresult in a significant scope of work in order to analyse and document the functionality and capabilities of theequipment. The objective is to ensure the same documented quality and safety of the equipment as achievedthrough recertification of equipment where design documentation is available.It should be noted though, that if no documentation of the design basis or design standards for theequipment is provided, recertification of the equipment in accordance with this RP may not be possible.New equipment documentation may be established based on confirmation from the OEM that the equipment/component was originally manufactured in accordance with identified recognized methods and standards.Original specification of material properties shall then also be confirmed by the OEM. A risk assessmentshould be carried out to evaluate the applicability of this approach in each case, taking into account potentiallack of e.g. maintenance and operational history.If the equipment is repaired or remanufactured by a contractor other than the OEM, the contractor willbecome the new design responsible. The design basis for the overhaul/maintenance/repair/remanufacturer/replacement shall be clearly stated in the statement issued by the contractor/manufacturer.
8.2 Establishing acceptable documentation for materialsThe contractor should prepare a written justification for how traceability to a material certificate can beachieved either through non-destructive and/or destructive material testing, or other means. The scope oftesting should take into consideration the criticality as well as operational modes/loads. The following stepsshould be performed in addition to the activities described above in order to establish documentation ofmaterial properties and traceability to material certificates:
— Hardness measurements.— Chemical composition analysis (spectrographic).— On site analysis (e.g. plastic replica) of the microstructure should be carried out if a considerable gap
between the result from hardness test and the original revision/version of the original design specificationis identified.
— Destructive testing may be required.
The third party should verify that the component’s material properties are within the original revision/versionof the original material specification, alternatively the original revision of the specified design standards,unless important gaps are identified through the process described in section [5.2].
Guidance note:Hardness results and chemical analysis evaluation are, as a minimum, required to be able to reach a conclusion with respect totensile properties.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
If material certificates are missing, mechanical testing should be performed in addition to the steps describedabove if relevant sacrificial items/components are available.
Guidance note:Where components are exactly of the same design and origin, random selection of items for destructive testing would be sufficientto satisfy relevant confidence levels for materials in question. In each case, the principles for random selection should be agreedupon. The mechanical test temperature should be defined conservatively in relation to the mechanical properties given in thedesign specification.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 28Recertification of well control equipment
DNV GL AS
8.3 Material testing laboratoryA material testing laboratory with a documented quality assurance system in accordance with ISO 17025 orequivalent should be used to perform testing, interpretation and documentation of the results from materialtesting.
8.4 RemarkingRemarking may be done only after the process described in section [8.2] has been successfully completed.The format/type of the marking should be agreed upon between contractor and owner/user. Remarking of acomponent should be verified and documented by the third party verifier.

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 29Recertification of well control equipment
DNV GL AS
APPENDIX A EQUIPMENT DESCRIPTIONThe following table shows typical equipment which may be covered by the process described in this RP. Thelist is not conclusive, and the scope/equipment covered in a recertification process needs to be agreed uponin each case.
Table A-1 Typical equipment
Equipment Typical components to be included in a recertification process
Drilling BOP and well intervention BOPincluding WCP/LRP.
safety headram blocks
pipe rams
shear rams
annular preventers
bonnets
body
connections
connector
by-pass and injection valves
cross-over valves
spools/body
methanol injection valves
kill and circulation lines
rotary swivel
load bearing clamps
load bearing blind hubs
Drilling and WO riser including LMRP/EDP.
lubricator valveriser joints with connectors
stress joint
tension joint
slick joint
subs and x-overs
ball joint
retainer valve
Landing string (LS) (THRT/SSTT/LV).
connectorsball valves
injection subs
retainer valves
tubing hanger running tool
lubricator valves
subsea test tree

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 30Recertification of well control equipment
DNV GL AS
Equipment Typical components to be included in a recertification process
Surface flow tree (SFT)
connectorsurface production master and wing valves
swab valves
injection valves
body
adapter spools
Strippersconnectionsbody
Pressure control head/stuffing box
connectionsflow tubes
injection valves
line wiper
tool catcher
ball check valve
Lubricatorbodyconnections
Back pressure check valveflapper valvesubs
Kill- and choke lines (including supply andreturn lines) with manifold and valves
bodyconnections
Drill string and top drive
kelly cock valvestop drive ball valves
drill string safety valves
i-BOPs
BOP and work over control systems, includingsafety functions (PSD, ESD, EQD/EDS)
hydraulic control linesumbilical for subsea control
software with revision control

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 31Recertification of well control equipment
DNV GL AS
APPENDIX B REQUIREMENTS SPECIFIC FOR THE NORWEGIANCONTINENTAL SHELF
B.1 IntroductionOn the Norwegian Continental Shelf (NCS), well control equipment is regarded as a safety critical barrier bythe PSA. Management and overhaul of this barrier is addressed in the governing regulations of PSA. Specificrequirements for testing of blowout preventer and other pressure control equipment are given in sections46-49 and 51, including the guidelines, of the activity regulations.The intention of this appendix B is to describe requirements which apply on the Norwegian Continental Shelfand which are additional to those given in chapters 1-8 in this RP, based on DNV GL’s current interpretationof the PSA regulations. Note that in case there are conflicts between general requirements in this RP and NCSrequirements, the latter should be considered governing for equipment intended for the NCS.
B.2 Regarding section 3, referencesIn addition to Sec.3 [3.3] and [3.4] the following references are defined to be normative or informative forthe Norwegian Continental Shelf.In the event of lifetime extensions, reference is made to the Norwegian Petroleum Safety Authority (PSA)Framework HSE Regulations section 24, stating that the latest editions/revisions of applicable standardsshould be used. If it is not found appropriate to use new standards, this should be justified based on safetyrelated considerations. If standards other than the recommended ones are used, “the responsible party shallbe able to document that the chosen solution fulfils the regulatory requirements. Combinations of parts ofstandards shall be avoided, unless the responsible party is able to document that an equivalent level forhealth, safety and the environment can be achieved”.
B.2.1 Normative referencesTable B-1 Normative references
Document code Title
DNVGL-OS-E101 Drilling plant
ISO 14732 Welding personnel – Qualification testing of welding operators and weld setters for mechanizedand automatic welding of metallic materials
ISO 15614-1 Specification and qualification of welding procedures for metallic materials – Welding proceduretest – Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys
ISO 15614-3 Specification and qualification of welding procedures for metallic materials – Welding proceduretest – Part 3: Fusion welding of non – alloyed and low-alloyed cast irons
ISO 15614-7 Specification and qualification of welding procedures for metallic materials – Welding proceduretest – Part 7: Overlay welding
NORSOK D–001 Drilling facilities
NORSOK D–002 System requirements for well intervention equipment
NORSOK D–010 Well integrity in drilling and well operations
NORSOK M–001 Materials selection
NORSOK M-101 Structural steel fabrication
NORSOK M–501 Surface preparation and protective coating

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 32Recertification of well control equipment
DNV GL AS
Document code Title
NORSOK M-601 Welding and inspection of piping
NORSOK Z-008 Risk based maintenance and consequence qualification
NS 476 Paints and coatings – Approval and certification of surface treatment inspectors
NS 477 Welding inspectors – Tasks, education and certification
NS–EN 287-1 Qualification test of welders – Fusion welding – Part 1 Steels
NS–EN 13306 Maintenance terminology
B.2.2 Informative referencesTable B-2 Informative references
Document code Title
ISO 10432 Petroleum and natural gas industries – Downhole equipment – Subsurface safety valve equipment
ISO 15156–1 Petroleum and natural gas industries – Materials for use in H2S containing environments in oil andgas production – Part 1: General principles for selection of cracking–resistant materials
ISO 15156–2 Petroleum and natural gas industries – Materials for use in H2S containing environments in oiland gas production – Part 2: Cracking – resistant carbon and low-alloy steels, and the use of castirons
ISO 15156–3 Petroleum and natural gas industries – Materials for use in H2S containing environments in oil andgas production – Part 3: Cracking – resistant CRAs (corrosion resistant alloys) and other alloys
NORSOK M-710 Qualification of non-metallic materials and manufacturers- Polymers
NORSOK U–001 Subsea production systems
B.3 Regarding section 5.2, acceptance criteria for components andassembliesIf equipment is built according to standards which are no longer valid, the gap between regulations andstandards used originally and current applicable regulations and standards shall be identified. Identified gapsshall be evaluated and discussed between the contract parties. The necessary actions needed to mitigateunacceptable/critical risks should be agreed upon.There is a PSA regulation requirement that the activities performed on the Norwegian Continental Shelfshall be prudent (framework HSE regulations section 10). In the framework HSE regulations section 23 it isspecified that the responsible party shall document that activities are planned and carried out in a prudentmanner. PSA consider that the governing regulations represent requirements that secure prudent operations.If older technical requirements have been applied for the well control equipment, the gap analysis shalldemonstrate that using this equipment still satisfies the requirement to operate prudently.
B.4 Regarding section 7.10, replacement/new componentsQuality assurance and qualification of materials shall be reflected in material certificates and qualificationtesting documents which are provided by OEM/contractor, material suppliers and test laboratories. Thematerial documentation of critical components shall meet the latest material specifications in the design

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 33Recertification of well control equipment
DNV GL AS
documentation otherwise the gap with the latest specification shall be identified and if necessary subjected toa risk assessment before using the respective component.For general requirements to materials, reference is given to PSA Facility Regulations section 12.
Guidance note:Material qualifications of critical components:Depending on shape, design code and specifications, rolled and forged materials may require test coupons to be taken fromsacrificial or prolongation samples in additional orientations (e.g. longitudinal, tangential and radial) and thicknesses (¼ T, ½ T,from ID and/or OD or heat-treated surfaces) per heat for mechanical testing (Tensile and Charpy V-notch). Material specificationand qualification requirements should be clearly defined for critical components i.e. basic qualification tests (one tensile and oneset of Charpy test coupons) may not be sufficient for forged or rolled materials. Hardness testing may also be required on variouslocations/surfaces. Refer to ASTM 370, ISO 13628-7 and DNVGL-RP-0034.Critical components should have material certificates as a minimum according to EN 10204 Type 3.1 or ISO 10474 Type 3.1.B orequivalent.Gaps related to insufficient original material qualification test records should be identified, analysed, assessed wrt. risk anddocumented. Remedies should be suggested by the contractor to mitigate the risk.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
Guidance note:Critical fastenersCritical fasteners should be identified for specific quality assurance during maintenance and manufacturing. Critical fastenersshould be marked for traceability. Specific NDT and mechanical testing with agreed sampling could be necessary for qualityassurance according to the specification by OEM and operator’s requirements. Critical fasteners should have traceable materialcertificates according to EN 10204 Type 3.1 or ISO 10474 Type 3.1.B or equivalent or better.API Spec 20E: 2012, establishes requirements for three bolting specification levels (BSL). These three BSL designations definedifferent levels of technical, quality and qualification requirements, BSL-1, BSL-2, and BSL-3. The BSL’s are numbered inincreasing levels of severity in order to reflect increasing technical, quality and qualification criteria. API 20E-BSL3 is the mostsuitable for critical fasteners.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 34Recertification of well control equipment
DNV GL AS
APPENDIX C REQUIREMENTS SPECIFIC FOR THE US CONTINENTALSHELFThe intention of this appendix C is to describe requirements which apply on the US Continental Shelf andwhich are additional to those given in chapters 1-8 in this RP. Note that in case there are conflicts betweengeneral requirements in this RP and USCS requirements, the latter should be considered governing forequipment intended for the USCS.
C.1 Reference standards/documentsThe latest revision of the below references shall always be used on the US continental shelf, unless otherwiseagreed or directed by statute or regulation.
Table C-1 Reference standards/documents
Document code Title
API Recommended Practice2RD
Design of risers for Floating Production Systems (FPS) and Tension Leg Platforms (TLP) 1st
edition
API Specification 6A/ ISO10423
Specification for Wellhead and Christmas Tree Equipment 19th edition
API Specification 16A/ ISO13533
Specification for Drill Through Equipment 3rd edition
API Specification 16C Choke and Kill System 1st edition
API Specification 16D Specification for Control Systems for Drilling Well Control Equipment and Control Systemsfor Diverter 2nd edition
API Specification 17D Design and Operation of Subsea Production Systems, Subsea Wellhead and Tree Equipment2nd edition
API Specification 17H Remotely Operated Vehicle Interfaces on Subsea Production Systems 1st edition
API Standard 53 Blowout Prevention Equipment Systems for Drilling Wells 4th edition
CFR Title 30 Minerals Resources Chapter II – Bureau of Safety and Environmental Enforcement,Department of the Interior Subchapter B – Offshore Part 250 – Oil and Gas and SulphurOperations in the Outer Continental Shelf

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 35Recertification of well control equipment
DNV GL AS
APPENDIX D RECERTIFICATION PROCESS FOR MOBILE OFFSHOREUNITS WITH DNV GL CLASS
D.1 General information for units with DRILL class notationThe formal requirements for Class acceptance of maintenance/overhaul processes for components andequipment used on board mobile offshore units with DNV GL class and DRILL/DRILL(N)/DRILL(US) classnotations are given in the following:DNVGL-RU-OU-0101 Ch.3 Offshore drilling and support unitsDNVGL-SI-0166 Ch.3 Verification for compliance with Norwegian shelf regulations (DRILL(N)).The methodology presented in this RP will give an equivalent level of compliance with the formalrequirements for Class as described above, provided that the specific inspection and test requirements foundin DNVGL-RU-OU-0101 Ch.3 Offshore drilling and support units , are complied with. For classed units withDRILL class, it is recommended to follow the classification processes.
D.2 Specific requirements for units with DRILL(N) class notationThe guidelines to the PSA Facilities Regulations section 49 state that for mobile facilities that are registeredin a national ships’ register, relevant sections of DNVGL-OS-E101 may be used as an alternative to NORSOKD-001 for design and manufacturing of well control equipment. Equipment certified in accordance withDNVGL-OS-E101 does therefore not need to comply with the NORSOK standards, unless specificallyreferenced to by DNVGL-OS-E101.The guideline to the PSA Activity Regulations section 51 refers to DNVGL-RP-E101 when it comes to testing,complete overhaul and recertification of blow out preventer and other pressure control equipment. Theprinciples of the recertification process described in this RP are in line with the requirements for certificationand periodical inspections found in DNVGL-RU-OU-0101 Offshore drilling and support units and DNVGL-SI-0166 Verification for compliance with Norwegian shelf regulations.
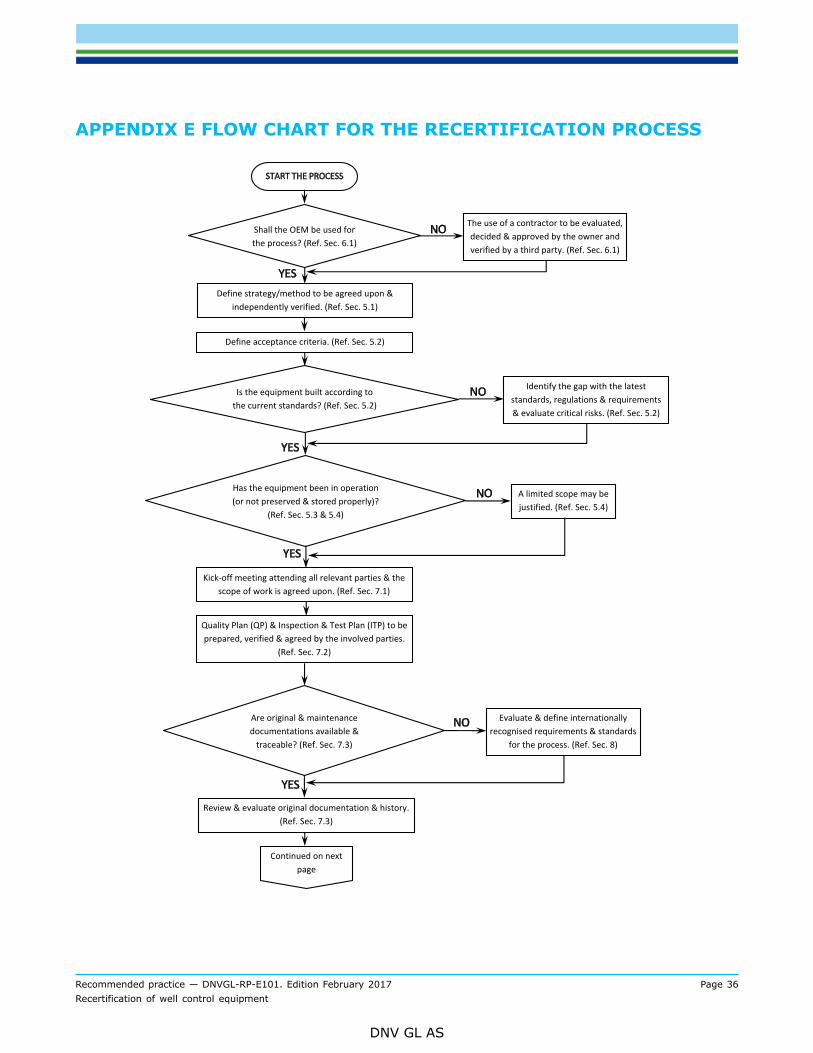
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 36Recertification of well control equipment
DNV GL AS
APPENDIX E FLOW CHART FOR THE RECERTIFICATION PROCESS

Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 37Recertification of well control equipment
DNV GL AS

Cha
nges
- h
isto
ric
Recommended practice — DNVGL-RP-E101. Edition February 2017 Page 38Recertification of well control equipment
DNV GL AS
CHANGES - HISTORICThere are currently no historical changes for this document.
DNV GLDriven by our purpose of safeguarding life, property and the environment, DNV GL enablesorganizations to advance the safety and sustainability of their business. We provide classification andtechnical assurance along with software and independent expert advisory services to the maritime,oil and gas, and energy industries. We also provide certification services to customers across a widerange of industries. Operating in more than 100 countries, our 16 000 professionals are dedicated tohelping our customers make the world safer, smarter and greener.
SAFER, SMARTER, GREENER


















