Die Life Improvement in Hot Forging
12
DIE LIFE IMPROVEMENT IN HOT FORGING In today’s industrial scenario COST COMPETITIVENESS is a buzz word and more so in our forging industry. In forging Industry the major costs involved are: 1. Raw material cost 2. Die cost 3. Power cost 4. Labor cost Die cost includes: 1. Die material cost 2. Die preparation cost 3. Die sinking cost 4. Heat treatment cost 5. Surface treatment cost 6. Die failure cost If we carefully look at the above, we do have hardly any scope to reduce the costs. If we consider the die life constant, and if any of the above cost is increased, die cost per piece will go up. On the other hand, if we keep the above costs constant and if die life is increased, die cost per piece will come down. Therefore in this paper we are focusing on die cost reduction by increasing die life by various methods. Die life improvements are achieved by bringing in improvements/ changes/ modifications in the following areas DIE MATERIAL DIE LUBRICATION WELDING TECHNOLOGY DIE DESIGN
Transcript of Die Life Improvement in Hot Forging
DIE LIFE IMPROVEMENT IN HOT FORGING
In today’s industrial scenario COST COMPETITIVENESS is a buzz word and more so in our forging industry.
In forging Industry the major costs involved are:
1. Raw material cost2. Die cost3. Power cost4. Labor cost
Die cost includes:1. Die material cost2. Die preparation cost3. Die sinking cost4. Heat treatment cost5. Surface treatment cost6. Die failure cost
If we carefully look at the above, we do have hardly any scope to reduce the costs. If we consider the die life constant, and if any of the above cost is increased, die cost per piece will go up. On the other hand, if we keep the above costs constant and if die life is increased, die cost per piece will come down. Therefore in this paper we are focusing on die cost reduction by increasing die life by various methods.
Die life improvements are achieved by bringing in improvements/ changes/ modifications in the following areas
DIE MATERIAL DIE LUBRICATION WELDING TECHNOLOGY DIE DESIGN SURFACE TREATMENT PROCESS MODIFCATION FORGING CONTINUITY
DIE MATERIAL :
Hot die forging steel like H11, H13, H21,DIN 2714 etc can be used to very selectively to get die life depending on the following:1. Forging material specification,2. Forging shape and size (complexity),3. No. of pieces to be forged,4. Forging equipment availability, etc
DIE LUBRICATION :
Die lubrication is used to enhance die life , improve material flow etc. Die lubrication will protect die from thermal stresses and retain hardness from heat transfer.Various types of die lubricants are in use. They are mainly classified in to Oil based lubricant and water based lubricants. Water based lubricants are very often used in hot die forging . The lubrication principle is based on a specific graphite (optimized size), and an optimized binder system in order to apply the graphite film on high temperature dies. Recommended dilution ratio: from 1:20 to 1:10 (from 5 to 10%) . There are new generation lubricants called synthetic based (white) lubricant in use. The main advantage of these lubricants is pollution free because of absence of graphite.
Proper system for application of lubrication is essential for consistent die life.

Lubrication system with diaphragm pump with stirrer.
Application of lubrication in shallow cavities will lead to root crack in the impression and reduce die life , where as elimination of lubrication will enhance die life.
Example in rocker arms comparison of die life is as follows .
With lubrication With out lubrication 12K Nos 20K Nos
WELDING TECHNOLOGY
Another latest development in die preparation to enhance die life is welding technology. Through this method building a hard layers of high alloy steel on a comparatively low hardness layers will give better die life and reduces the risk of die breakage.The sequence of operation are as follows
Gouging the cavity ( to remove the worn out impression to allow welding metal to deposit)
Preheating the die to 500°C to avoid cracks during welding because of thermal stresses
Welding with cleaning and peening operation for homogeneous distribution to avoid blow holes.
Stress relieving at 550°C and furnace cooling.
Cavity milling.
With this welding technology we can enhance die life 2 to 4 times than normal cavity . More over there are lot of indirect benefits like reducing no. of die set ups, quality consistency, die preparation cost, reducing die cost per piece etc.
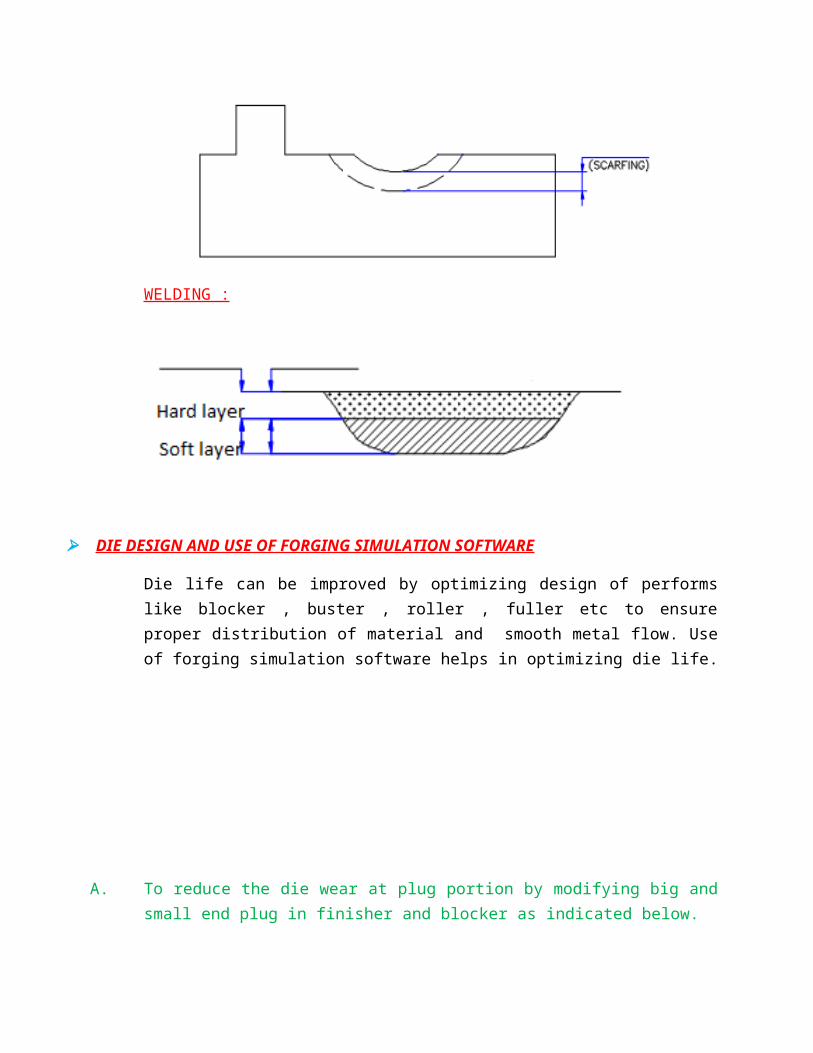
GOUGING :
WELDING :
DIE DESIGN AND USE OF FORGING SIMULATION SOFTWARE
Die life can be improved by optimizing design of performs like blocker , buster , roller , fuller etc to ensure proper distribution of material and smooth metal flow. Use of forging simulation software helps in optimizing die life.
A. To reduce the die wear at plug portion by modifying big and small end plug in finisher and blocker as indicated below.
Average die life is 8 to 10K. Average die life is 11 to 15 K
B. To reduce the die wear by modifying the rolling perform design as below.
Old rolling perform design Modified rolling perform design
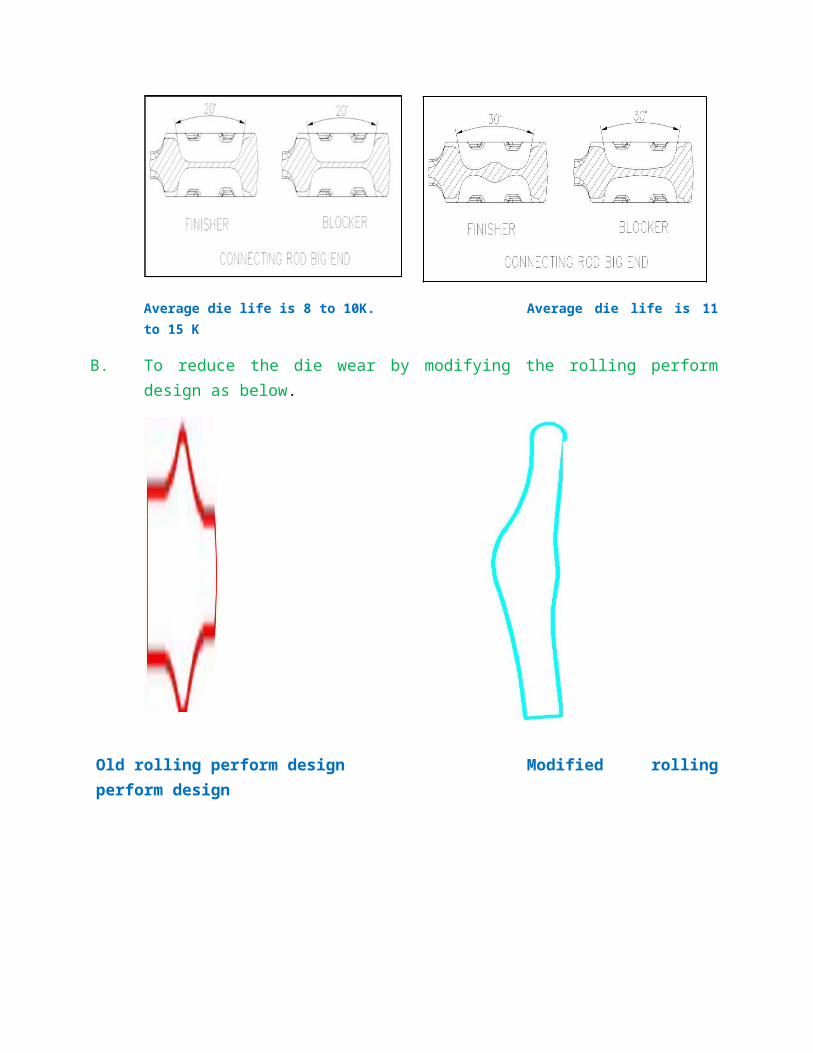
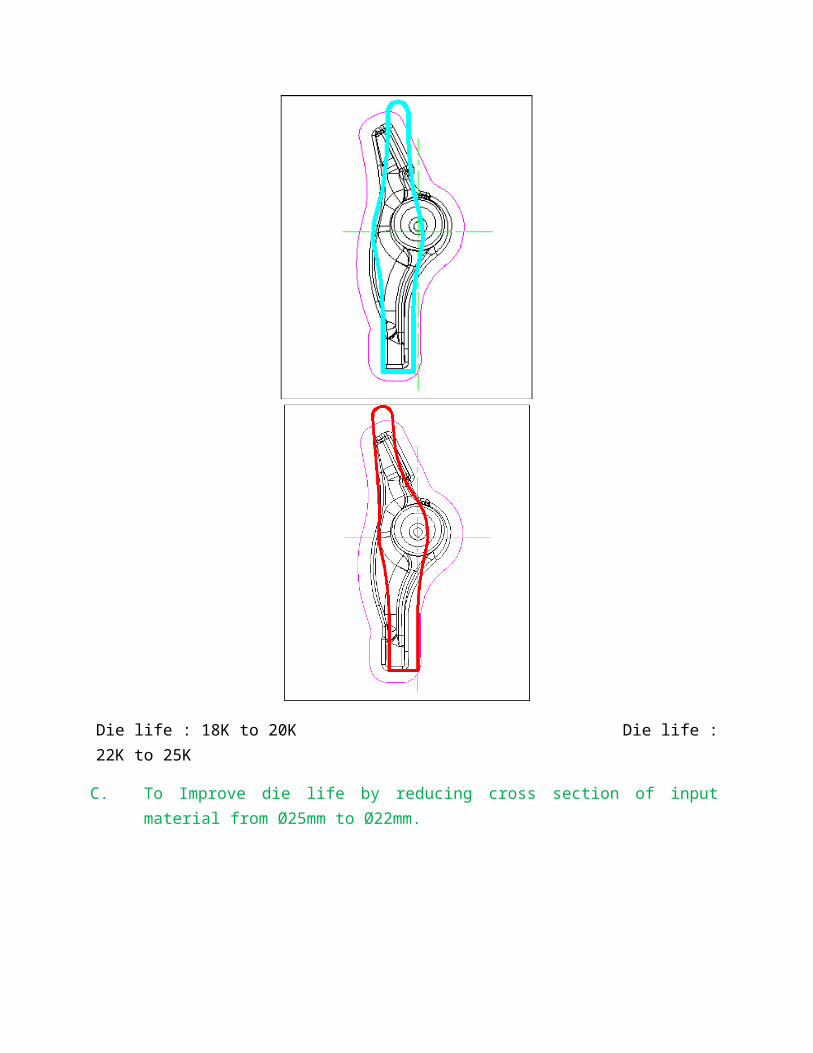
Die life : 18K to 20K Die life : 22K to 25K
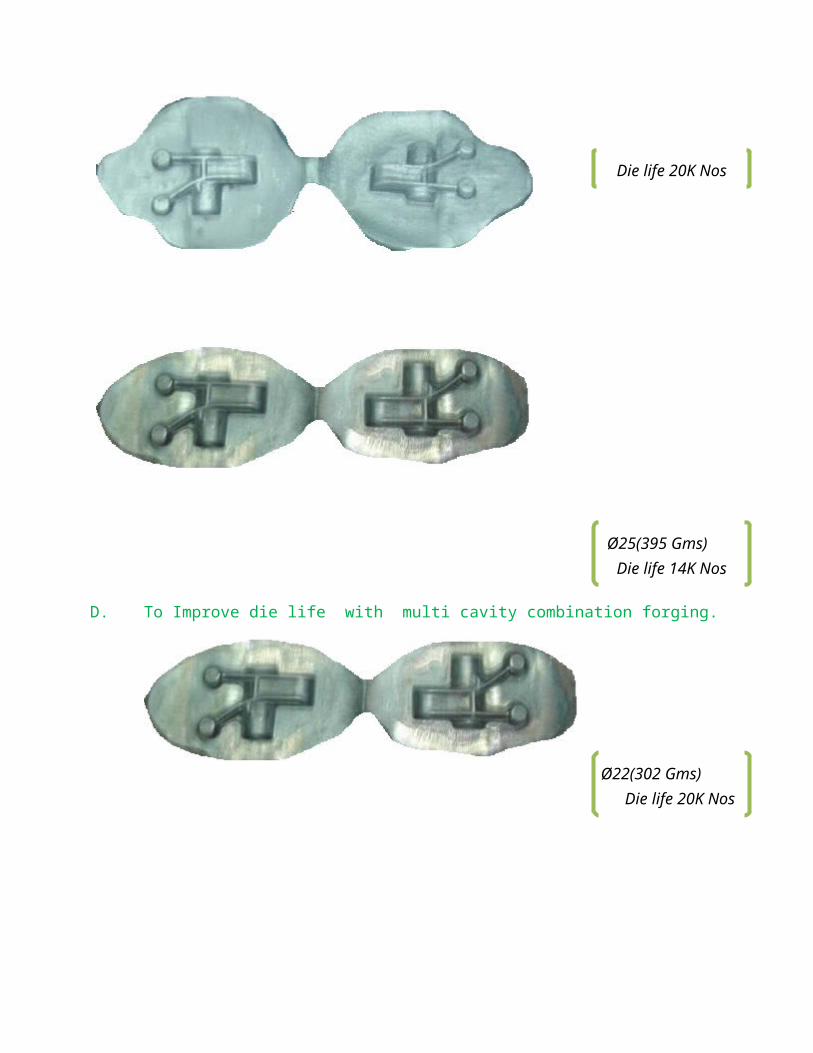
C. To Improve die life by reducing cross section of input material from Ø25mm to Ø22mm.
Ø25(395 Gms) Die life 14K Nos
Ø22(302 Gms) Die life 20K Nos
D. To Improve die life with multi cavity combination forging.
SURFACE TREATMENT
After cavity milling lot of surface treatments are recommended to improvise die life . Nitriding is the familiar treatment to increase wear resistance . Nitriding is classified in different methods.
1. Plasma nitriding2. Sursulf ( liquid ) nitriding,3. Gas nitriding
Die life 20K Nos
Die life 25K Nos
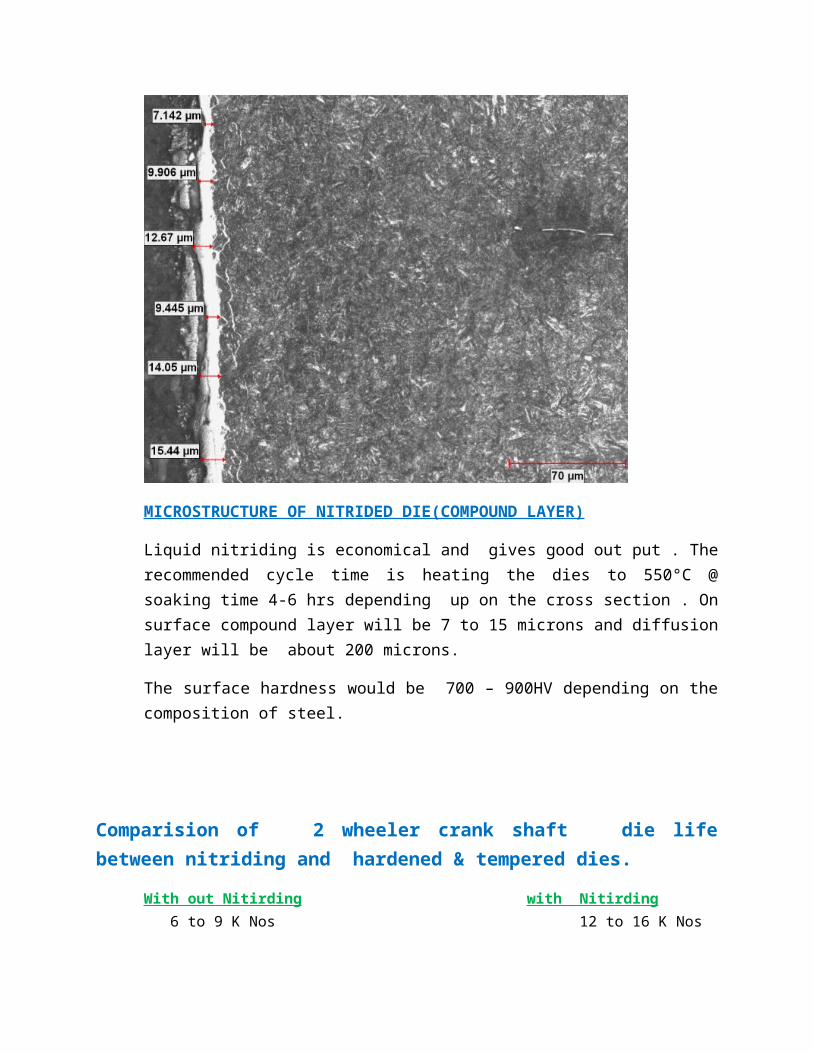
MICROSTRUCTURE OF NITRIDED DIE(COMPOUND LAYER)
Liquid nitriding is economical and gives good out put . The recommended cycle time is heating the dies to 550°C @ soaking time 4-6 hrs depending up on the cross section . On surface compound layer will be 7 to 15 microns and diffusion layer will be about 200 microns.
The surface hardness would be 700 – 900HV depending on the composition of steel.
Comparision of 2 wheeler crank shaft die life between nitriding and hardened & tempered dies.
With out Nitirding with Nitirding 6 to 9 K Nos 12 to 16 K Nos
PROCESS MODIFICATION & CONTROLLING PROCESS INPUT VARIABLES
Die life can be improvised through modifying / altering the process by changing the die layout, machine layout, process flow / sequence of operation, maintaining die temperature , mode of placement etc.
The following are the classic examples and contributors which enhanced die life.
The distance from billet heater to forging press was reduced from 4.5 Meter to 3 Meter and die life increased by 5%.
Raw material cut weight variation reduction in cutting from 30 gms to 20gms had increased crank shaft die life from 6K Nos to 7.5K Nos.
Temperature variation from billet to billet has controlled from 50°C to 25°C had increased 4 wheeler connecting rod die life from 7K Nos to 9K Nos.
CONTINUITY IN FORGING
Die life can be improvised through minimal interruptions in forging process through
1. Effective machine maintenance to have minimal downtime2. Die heating after every stoppage like lunch break , quality correction and power
failure etc..3. Minimal contact time of component to die impression to reduce heat transfer.