DIAMOND BLADE OVERVIEW · 2020-02-04 · 2 Training Manual Because of the overwhelming popularity...
30
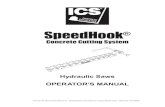
www.mkdiamond.com Training Manual 1 DIAMOND BLADE OVERVIEW • Provides clean, smooth cuts on: Glazed ceramic tile, marble, granite, porcelain and quarry tile • Wet and dry specs available • Sizes: 4" – 14" diameters CONTINUOUS SMOOTH RIM Variables in Cutting • Provides fast cutting with minimal chipping on: Roof tile, unglazed tile, masonry, brick, block, paver, stone and concrete • Dry specs (can be used with water) • Sizes: 4" – 16" diameters SERRATED / TURBO RIM • Provides maximum life and cutting strength: Concrete, reinforced concrete, asphalt, masonry, brick, block, paver and stone • Wet and dry specs available • Sizes: 4" – 60" diameters SEGMENTED RIM • Diamond blades do not really cut, instead they grind through material. • The diamond crystals remove material by scratching out particles of hard, dense materials, or by knocking out larger particles of loosely bonded abrasive material. The segment is the part of the blade that actually does the cutting. A measured quantity of manufactured diamonds are mixed to- gether with a specific combination of powdered metals (the matrix) and processed in graphite molds at a high temperature and high pressure to form individual segments.
Transcript of DIAMOND BLADE OVERVIEW · 2020-02-04 · 2 Training Manual Because of the overwhelming popularity...

www.mkdiamond.com Training Manual1
DIAMOND BLADE OVERVIEW
• Providesclean,smoothcutson: Glazed ceramic tile, marble, granite, porcelain and quarry tile• Wetanddryspecsavailable• Sizes:4"–14"diameters
CONTINUOUS SMOOTH RIM
Variables in Cutting
• Providesfastcuttingwithminimalchippingon: Roof tile, unglazed tile, masonry, brick, block, paver, stone and concrete• Dryspecs(canbeusedwithwater)• Sizes:4"–16"diameters
SERRATED / TURBO RIM
• Providesmaximumlifeandcuttingstrength: Concrete, reinforced concrete, asphalt, masonry, brick, block, paver and stone• Wetanddryspecsavailable• Sizes:4"–60"diameters
SEGMENTED RIM
• Diamondbladesdonotreallycut,insteadtheygrindthroughmaterial.• Thediamondcrystalsremovematerialbyscratchingoutparticlesofhard,densematerials,orbyknockingoutlargerparticlesof looselybondedabrasivematerial.
Thesegmentisthepartofthebladethatactuallydoesthecutting.Ameasuredquantityofmanufactureddiamondsaremixedto-getherwithaspecificcombinationofpowderedmetals(thematrix)andprocessedingraphitemoldsatahightemperatureandhighpressuretoformindividualsegments.

www.mkdiamond.com Training Manual2
Becauseoftheoverwhelmingpopularityofhandheldsaws,andtheflexiblenatureofMKdiamondbladestoprofessionallyhandlemostceramic,masonry,stoneandconcretematerials,thedrycuttingbladeisveryattractive.Drycuttingbladesarealsousedwherewaterisnotpermittedornotconvenientorwheresolittlecuttingisrequiredthatset-upofwatercooledequipmentwouldbeinefficient.Incoldweather,thesawoperatordoesn’thavetoworryaboutthewaterfreezing.From4"to16",MKbladesforhand-heldsawsallowyoutoslicethroughthesematerialswhilemaintainingfulldepthofcutforthelifeoftheblade.
MKDrycuttingblades,aredesignedforfastercutting,longevityandsafetyinmind,nomatterwhattheapplication.Remember,MKdrycuttingbladescutupto3timesasfastasabrasiveblades,last100timeslonger,andprovideacontinuousaccuracyanddepthofthecut.
MostcontractorsprefertouseWetcuttingdiamondbladeswheneverpossiblebecausethewaterusedtocoolthesteelcoreenhancesthelongevityoftheblade,improvesthecuttingprocess,andaddstothesafetyfactorbykeepingthedustsignaturedown.
MKDiamondProductsoffersahostofdiamondbladesspecificallyengineeredtohandleallceramic,masonry,stone,orconcreteapplications.Thedesignofthesteelcore,bondingmatrix,anddiamondpartialstrength/crystallanity/wearbehaviormakeourWetcuttingbladestheleaderintheindustry.Theyalwaysperformregardlessofthedemandingnatureofthewetcuttingenvironment.Becauseofuniquesituations,MKcanalwaysrespondtotheneedsofthecustomerbyrecommendingtheproperblade,orbycustommanufacturingbladesspecificallyrequiredforwhatevermaterialisbeingcut.
DRY CUTTING DIAMOND BLADES
TYPES OF CUTTING
WET CUTTING DIAMOND BLADES
• Therearetwobasictypesofcutting–dryorwet.• Thebestchoiceofbladedependsupon: - therequirementsofthejob - themachine/toolutilizingthediamondblade - thepreferenceoftheoperator
NOTE: Watercanbeusedwithdrycuttingbladesbutwetcuttingbladescanneverbeuseddry.
WET & DRY CUTTING

www.mkdiamond.com Training Manual3
TERMINOLOGY
Continuous Rim: Thebladeisedgedwithsolid,uniformmatrixandsyntheticdiamonds.
Serrated/Turbo:Thebladeisedgedwithnotched,tooth-likesegments.
Segmented:Thebladecoreisedgedwithsectionsofmatrixanddiamonds.Thesegmentsareseparatedbyvariousshapedslotsinthecorereferredtoas"coolingslots"or"gullets".
wet tile bladecontinuous rim
Asphalt over Concrete
Drop Segment
Stress ReliefHole
Arbor Hole
Segment
Cooling Slot
Insert
Drive PinHole
Steel Core(or blank)
Laser Weldedor
Silver Solder(Brazed)
Silver Solder(Brazed)
Sintered

1.800.421.5830 4
Diamondbladesconsistoffourcomponents:diamondcrystals,abondingsystem,asegmentandametalcore.
Diamond Crystals + Metal
Powder = DiamondSegment/Rim + Steel Core = Diamond
Saw Blade
DIAMOND BLADE FABRICATION
• ThediamondcrystalsinMKbladesaresynthetic.• Syntheticdiamondsaremoreconsistentandcanberelieduponduringenormousstress.• Theperformancefactorindiamond-bladesawingisthetype,concentrationandsizeofthesediamondcrystals.
• Diamondcrystalsareheldinplacebyasinteringorlaserweldingprocessofspeciallyblendedmetalpowders.• BondingMatrixservesseveralvitalfunctions: • Dispersesandsupportsthediamonds • Providescontrolledwearwhileallowingdiamondprotrusion • Preventsdiamond"pull-out" • Actsasaheatsink • Distributesimpactandloadasthediamondattacksthecuttingsurface
• CommonlyusedbondsfordiamondblademanufacturingareCobalt,Iron,Tungsten,NickelandCopper.• Diamondcrystalsandbondingmatrixareheatedandshapedintospeciallyengineeredrims/segments.• Rims/segmentsarewiderthanthebladecoretowhichtheywillbeattached.• Rims/segmentsarespecificallydesignedtowearatarateappropriatetothematerialbeingcut.• Softer,moreabrasivematerialsrequirea"toughtowear"(hard)bond;lessabrasivematerialsrequirean"easywear"(soft)bond.
• Diamondsawbladecoresaremadefromhighalloy,heat-treatedsteel.• Thesteelcoresarespecificallydesignedtosupporttheappropriaterimorsegment.• Variousrimsorsegmentsareaffixedthroughabrazingorlaserweldingprocess.• Anarborholeispreciselyboredinthecenter.• Theentirecoreis"tensioned"ortunedsothatthestressesofcentrifugalforceareminimized.
DIAMOND CRYSTALS
BONDING MATRIX
METAL BONDS
PREMIUM STEEL CORE

www.mkdiamond.com Training Manual5
Adiamondbladeisacircularsteeldiscwithadiamondbearingedge.Theedgeorrimcanhaveeitherasegmented,continuousorserrated(turbo)rimconfiguration.
Thebladecoreisaprecision-madesteeldiscwhichmayhaveslotscalled"gullets".Theseprovidefastercoolingbyallowingwaterorairtoflowbetweenthesegments.Theseslotsalsoallowthebladetoflex.
Bladecoresaretensionedsothatthebladewillrunstraightatthepropercuttingspeed.Propertensionalsoallowsthebladetoremainflexibleenoughtobendslightlyundercuttingpressureandthengobacktoit’soriginalposition.
Diamondsegmentsorrimsaremadeupofamixtureofdiamondsandmetalpowders.Thediamondsusedinbitsandbladesareman-made(synthetic)andarecarefullyselectedfortheirshape,quality,friabilityand
size.Thesecarefullyselecteddiamondsarethenmixedwithapowderconsistingofmetalssuchascobalt,iron,tungsten,nickel,copperandothermaterials.Thismixtureisthenmoldedintoshapeandthenheatedattemperaturesfrom1700°to2300°underpressuretoformasolidmetalpartcalledthe"bond"or"matrix".Thesegmentorrimisslightlywiderthanthebladecore.Thissideclearanceallowsthecuttingedgetopenetratethematerialbeingcutwithoutthesteeldraggingagainstthesidesofthecut.Thereareseveralmethodsofattachingthesegmentstothesteelcore.
BOND TAIL
GULLET
SEGMENTED
CONTINUOUS
SERRATED (TURBO)
Afterthebladeisassembleditis"opened","brokenin"or"dressed"bygrindingtheedgeconcentrictothecenter.Thisexposesthediamondsthatwillbedoingtheworkandestablishesthecuttingdirectionasnotedbythedirectionarrowstampedintotheblade.
• Mechanicalbond-Anotched,serratedortexturedbladecoremaybeusedto"lock"thediamondrimorsegmentsontothe edgeoftheblade.Mechanicalbondsusuallyalsoincludebrazingorothermetallurgicalbondingprocessestoholdtherimor segmentsinplace.
• Brazing-silversolderisplacedbetweenthesegmentandthecoreandthenheateduntilthesoldermeltsandbondsthetwo together.Thismethodisusedforwetcuttingbladesonly.
• Laserwelding-Thediamondsegmentandsteelcoreareweldedtogetherbyalaserbeam.Thisprocessisforsegmented bladesandensuresthehigheststandardofexactingtolerances,performanceandusersafety.
DIAMOND CUTTING TOOLS
Diamondbladesdon’tcuttheygrind!Theexposeddiamondcrystalsdothegrindingwork.Themetalmatrixorbondholdsthediamondsinplace.Trailingbehindeachexposeddiamondisa"bondtail"whichhelpstosupportthediamond.Asthebladerotatesthroughthematerialtheexposedsurfacediamondsgrindthematerialbeingcutintoafinepowder.
Afterseveralthousandpassesthroughthematerialbeingcuttheexposeddiamondsbegintocrackandfracture.Thematrixholdingthediamondalsobeginstowearaway.
Eventually,thediamondcompletelybreaksupandit’sfragmentsaresweptawaywiththematerialthatitisgrinding.
Astheolddiamondsareworndowntheyarereplacedbynewonesandtheprocesscontinuesuntilthebladeiswornout.
METAL MATRIX
BOND TAILMATERIAL
BLADEROTATION
METAL MATRIX
EXPOSEDDIAMOND
BLADEROTATION
METAL MATRIX
EMBEDDEDDIAMOND
BLADEROTATION
CRACKEDDIAMOND
BLADEROTATIONCONTINUALLY
EXPOSED DIAMOND
METAL MATRIX
Types of Diamond Blades

1.800.421.5830 6
UNDERSTANDING MATERIALS
TheManufacturingProcess
Hardness of Ceramic Tiles
Stone
Ceramictileproductionbeginswiththeexcavationofclaystobeusedinthemanufacturingprocess.Dependingonthetypeoftilebeingproduced,anynumberoftwotosixdifferenttypesandcolorsofclaymaybenecessarytoblendtogetherinamixture.
Theselectedbulkclaysaremixedwithwaterandthismixtureispumpedintolarge,rotatingcylindricalmills,whereextremegrindingactionpulverizestheclayintouniformandhomogenousparticles.Thissubstrateiscalled"body-slip,"andhastheconsistencyofamilkshake.
Next,moisturefromthebody-slipisevaporatedbyaspraydryerburner,creatingfineparticlesofuniformlysizeddryclaycalled"powder."Thepowderisthenfedintomoldswithinahydraulicpress,whereitismoldedunderpressure(approximately4,000PSI)toform"greenware"(whatthetileiscalledpriortobeingfired).Thegreenwareisdriedagaintofurtherreducethemoisturecontent,andthentravelsdown"glazelines"wherevarioustypesofglazesareappliedtothesurface.
Theglazedgreenwaretravelsthroughakilnandundergoesa45-50minutefiringwheretemperaturescanreach2300°Fcausingtheglazetofusetothebody.Thetilethatemergesfromthisprocessisveryhard,durableandimpactresistant.
Naturalandprecaststonesvarysignificantlyintheirgeographicorigin,mineralogicalcomposition,andphysicalandmechanicalproperties.Therearenumeroustypesofstonetoselect,witheachoneexhibitingspecificqualitiesofcompressivestrengthandabrasiveresistance.
Additionally,thesequalitieswoulddictateappropriatediamond-bladeselectiontoeffectivelyhandlecuttingrequirements.YourchoiceofstonerequiresaspecifictypeofDiamondBlade.
• Waterabsorptionrate,glazes,compressionandmaterialalldeterminethehardnessofceramictile.
• ThepercentageofwaterabsorptionbythetilebodydetermineswhethertheceramictileisImpervious,Vitreous,Semi-Vitreous,orNon-Vitreous.FromImpervious,whereabsorptionratesof15%andhigher,hardessfactorschange.
• Mostglazesfallinthe5to6MohsScalerange.However,certaintypesoffloorandporcelaintilescanhavecompressivestrengthsof10,000PSIandaMohshardnessfactorof8.
• Marble• Granite• Slate/Flagstone
• Sandstone• Limestone• PrecastStones
ThecomplexnatureandvariablesofNaturalandPrecaststonemakeitdifficulttogeneralizetheiroverallphysicalandmechanicalprop-erties.Unlesstheoperatorhashadexperienceincuttingaparticularstone,therearemethodsthatcanhelppredictthestone’ssaw-ability,andsodeterminethe"best"diamondblade.TheAmericanSocietyofTestingandMaterials(ASTM)recognizesseveralphysicalpropertymeasurementsthatcanidentifyastone’shardness:
GeneralCharacteristicsofStone
UniaxialCompressiveStrength(UCS)Measuringbasicrockstrengthparameters.CommonlymeasuredinPoundsPerSquareInch(PSI).
CercharAbrasivityIndex(CAI)Measuringarocksabrasivityfordeterminingcuttingwearrates.Definedbyagraduatednumericalscale:lowernumbersindicatinglessabrasivequalities,andthereforegreaterhardness.
MohsHardnessScaleAscaleofhardnessappliedtomineralsthatrangesfrom1to10,andcomparativelyindicatesamineral’sscratchpoten-tial.Thehigherthenumbertheharderthemineral.
Ceramicproductsarevariedanddependingontheirmanufacturingprocesses,theyexhibittheirownspecialqualitiesandproperties.Thehardnessoftheceramicmaterialisdirectlyattributedtoitsmanufacturingprocess,andgenerallyreferencestheMohsScaletocategorizeitshardness.
Ceramic Tile

www.mkdiamond.com Training Manual7
Masonry
Hardness of Bricks
Concrete
Itisrecommendedtoreviewalldatarelatingtoastone’shardnessandabrasivequalitiestoeffectivelychoosetheproperdiamondblade.NosingularPropertyMeasurementTestcandefinethecharacteristicsastonewouldexhibitduringthecuttingprocess.Asageneralreminderforstonediamondblades:testsandindustryexperiencehasdocumentedthatstoneexhibitingagreaterdegreeofhardnessandabrasiveresistancerequiresofterbondmatrixes.
Brickmanufacturingtodayfollowsfundamentalprocedurespioneeredcenturiesago.However,betterknowledgeofrawmaterialsandtheirproperties,bettercontroloffiringandimprovedkilndesignshaveresultedinasuperiorproduct.Theproductionofbrickscentersaroundthetypeofclaythatisused.Claysoccurinthreeforms(SurfaceClays,FireClays&Shales).Althoughtheysharesimilarchemicalcompositions,theywilldifferintheirphysicalcharacteristics.Allpropertiesofbrickareaffectedbythecompositionoftherawmaterialsandthemanufacturingprocesses.Essentiallybricksareproducedby:(1)mixinggroundclaywithwater,(2)formingthemintodesiredshapes,(3)thendryingandfiringthem.Establishingahomogenousblendisnecessarybeforesubjectingthemixturetooneofthreeformingprocesses(Stiff–Mud,Soft–MudorDry–Press).Next,theprocesscontinueswithdrying,firingandcooling.Kilnfiringtempera-turesduringmanufacturinggraduatefrom400°Fto2400°F.
• Therearemanydifferenttypesofbrick(Building,Facing,Hollow,Paving,CeramicGlazedandThinBrick),anddifferentscalesofhardness.Thestrengthofaunitisusedtodetermineitsdurabilityandeaseofcutting.Bothcompressivestrengthandabsorptionareaffectedbypropertiesoftheclay,methodofmanufacturinganddegreeoffiring.Mostbrickshaveastrengthrangingfrom3,000PSItoover20,000PSI,withtheaveragebeingaround10,000PSI.
• Brickmayalsoincludedifferentsize,typeandvolumeofaggregatestofurtherstrengthenthemix.
Fouressentialsmustbeknownabouttheconcretetodetermineproperdiamond-bladeselection.
1.CompressiveStrengthThehardnessofconcreteisreferencedbyitscompressivestrengthmeasuredinPoundsperSquareInch(PSI).Curedconcreteslabsvarywidelyincompressivestrength;withmoisture,temperature,designofmixtureadditives,cementitiousmaterials,andcuringprocessesoftendeterminingtheirmeasuredlevelofstrength.Thehigherthecompressivestrength,theharderthematerial.
CompressiveStrength
Concrete Hardness PSI Typical Application
VeryHard 8,000ormore NuclearPlants
Hard 6,000-8,000 Bridges,Piers
Medium 4,000-6,000 Sidewalks,Patios,Parkinglots
ShoreScleroscopeHardnessTestAdynamicindentationhardnesstestusinganumbertoindicatetheheightofareboundinghammeroffthesurfaceofthematerial.Thehigherthenumbertheharderthematerial.
2.AgeoftheConcreteThe"age,"orlengthofcuringtime,greatlyaffectshowthediamondbladeinteractswiththeconcrete.Althoughmethodsexisttoacceleratethecuringprocess,the"state"ofconcretefrominitialpouringtoaperiodof72hoursandovercanbedefinedin3distinctincrements,andisinfluencedbytemperature,weather,moisture,aggregate,timeofyear,admixturesandcomposition.
State1–0to8hoursTheconcreteisconsideredinits"green"state0to8hoursafterthepour,meaningithassetbuthasnothardenedcompletely.Withgreenconcrete,thesandinthemixturehasnotbondedtothemortarblendfirmlyandwillcauseextremeabrasiveactionandcrackingoncethephysicsofsawingbegin.Further,theslurrygeneratedbygreenconcreteisequallyasabrasiveandwillrequirespecialundercuttingprotectionforthesteelcoreofthediamondblade.Typically,sawingcontroljointsofhighways,industrialflooring,driveways,runways,andsimilarprojectsareperformedduringthisstate.
UNDERSTANDING MATERIALS

1.800.421.5830 8
State2–8to24hoursTheconcreteisconsideredfairlycured,8to24hoursafterthepour.Thesandisheldfirmlyadheredtotheoverallmixture.Generally,controljointsestablishedinState1arewidenedduringthistime.
State3–24to72hoursTheconcreteisconsideredascompletelycured24to72hoursafterthepour.Thesandisheldfirmlyinthemortarmixture,andtheoverallabrasiveactionsandpropertiesoftheconcretearegreatlydiminished.Now,considerationoftheaggregates,compressionstrengthandsteelcontentoftheconcretebecomeimportantfactorsindeterminingproperdiamondbladeselection.
3. Aggregates and SandAggregatesarethegranularfillersincementthatcanoccupyasmuchas60to75%ofthetotalvolume.Theyinfluencethewaybothgreenandcuredconcreteperform.Aggregatescanbenaturallyoccurringminerals,sandandgravel,crushedstoneormanu-facturedsand.Themostdesirableaggregatesusedinconcretearetriangularorsquareinshape,andwithhard,dense,well-gradedanddurableproperties.Theaveragesizeandcompositionofaggregatesgreatlyinfluencethecuttingcharacteristicsandselectionofthediamondblade.Largeaggregatestendtocausebladestocutslower;smalleraggregatesallowthebladestocutfaster.
AggregatehardnessisreferencedbytheMohsScale.Thisscaleassignsarbitraryquantitativeunits,rangingfrom1through10,bywhichthescratchhardnessofamineralisdetermined.Eachunitofhardnessisrepresentedbyamineralthatcanscratchanyothermineralhavingalower-rankingnumber.Themineralsarerankedfromtalcor1(thesoftest),upwardthroughdiamondor10(thehardest).Thehardertheaggregate,theshorterthebladelifeandcuttingspeedisreduced.Hardaggregatesshortenbladelifeandreducecuttingspeed.Sandcompositionisanotherfactorindeterminingthehardnesscharacteristicsofthecementandtheabrasivepropertiesofthemortar.Threetypesofsandaregenerallyusedinthemixture:
Difficulty AverageAggregateSize
HardertoCut(Bladewearsslower)1-1/2"ormore1-1/2"to3/4"3/4"to3/8"
EasiertoCut(Bladewearsfaster) Peagravel(lessthan3/8")
• RiverSand(roundnonabrasive)• RiverBankSand(sharpabrasive)• ManufacturedSand(sharpabrasive)
MetricSize(mm) Diameter ImperialSize Diameter
10 9.5 #3 .375
13 12.7 #4 .500
16 15.9 #5 .625
19 19.1 #6 .750
22 22.2 #7 .875
25 25.4 #8 1.000
29 28.7 #9 1.128
32 32.3 #10 1.270
Heavy Rebar: #6Rebarevery12"oncenteror2Matsof#4Rebarevery12"oncenterMedium Rebar: #4Rebarevery12"oncenterLightRebar: WireMesh,singlemat
4. Steel ReinforcementFurtherstrengtheningandstructuralintegrityofconcreteisaccomplishedbyintroducingconcretereinforcingsteelbars(rebar),steelwirestrandofwiremeshingintotheconcrete.Itcostsmoretocutconcretethatcontainsreinforcingsteelbecausecuttingratesareslowerandbladelifeisreduced.Ifthecross-sectionalareaofconcreteis1%steel,thebladelifewillbeabout25%shorterthanifnosteelwerepresent.Concretewith3%steelcanreducebladelifeasmuchas75%.
RiverBankSandandManufacturedSandaremoreabrasivethanRiverSand.Themoreabrasivethesandis,theharderthebond-matrixrequirements.Sharper,moregeometricallydefinedsandsalsorequireharderbonds.
MOH’s Scale
UNDERSTANDING MATERIALS

www.mkdiamond.com Training Manual9
Maximizing efficiency = cost reduction
Therearemanycostsinvolvedinthesawingofthematerialssuchasconcreteandasphalt.Labor,fuel,thecapitolexpenseofthesawitself,andofcoursethebladethatperformsthecutting.Eachofthesecostsaresignificantinandofthemselves,however,itappearsthatwhensawingcostsrise,thebladeisgiventheblame.
Thisisanunderstandablereactionbecauseinefficiencyinanyaspectofthesawingoperationwillmanifestitselfinpoorperfor-manceoutoftheblade.Oftentimes,poorperformancefromabladeisadvancenoticeofotherlessobviousproblemsinequipmentortechniquethatrequiresimmediateattention.Thefollowingpageswillcontainanoutlineofthemanyfactorsthatcanaffecttheblades,bladesection,sawingtechniquesandmachinemaintenance.
Whencuttingconcreteandasphalt,reducingthecostperinch-footofmaterialcutisthemaingoal.Costperinch-footisthemostaccurateindicatorofbladeefficiency.Thiscanalsobedeterminedbydividingthedepthofthecutininches,bythelengthofthecutinfeet.Youwillthentakeanumberanddivideitintothecostoftheblade.
Totrulycomparetotalcuttingcosts,thereareformulasthatwillcalculatecapitolandlaborcostsperinch-foot.Thesecostsareaf-fectedbybladeefficiency.Formoreinformationonthis,pleasecallouroffice.
Theconceptofcostperinch-footisnotwidelyunderstoodbyalargeportionofthemarketwhichusesdiamondblades.Wheneveryouhaveasituationwhereacustomersayshecutonly1500’withacuredconcreteblade,makesureheunderstandsthatifhecut3"deep,heactuallyattainedexcellentcuttingefficiencybygetting4,500inch-feet!Hoursorevendaysofuseisnotacomparablebasisforcomparingblades.Itisentirelypossibletowearoutabladeinlessthanadayandachieveexcellentefficiency.Makeyourcustomerunderstandhowallthevariablescanaffectcuttingcosts.Showthemhowtocorrectproblemsandmakebetteruseofwhattheyhave,andtheircuttingcostsperinch-footwilldecline.
Example: If a blade costs $450 and cuts 4" deep for 1700 feet, the cost per inch-foot would be:
4" x 1700’ = 6800 inch-feet/$450 = 15.11 cents per inch-foot
HowDoConcrete/AsphaltDiamondBladesWork?
Diamondbladesworkinbasicallythesamewaythat"Carborundum"typebladesdo;byabrasiveaction.Diamondbladeswilloutlastandoutperformabrasivetypebladesinmanyways:theyaresafertouse,cutfasterandlastmorethan100timeslonger.
Adiamondbladeisasystemofcomponentsintegratedtoachieveefficientcuttingofconcrete,asphaltandotherbuildingmaterials.Thethreebasiccomponentsare:
1.DiamondbearingSEGMENTS2.Silversolder,BRAZINGorLASER WELDING3.HighgradesteelCORE
CONCRETE AND ASPHALT APPLICATIONS
Theslotorgulletareaofthebladeservesmorethanonepurpose.Theypermitbettercoolingduringthesawingprocedure.Theyallowforheatdissipationduringweldingorbrazingprocessandallowforacertaindegreeofflexwhichotherwisecouldcausecorefatigueandsegmentbreakage.

1.800.421.5830 10
Thefollowingfactorseffecttheperformanceofaconcretecuttingbladeorbitandshouldbeconsideredwhenmakingyourselection.
FACTORS THAT EFFECT PERFORMANCE
ConcretemayvarygreatlyincompressivestrengthwhichismeasuredinPoundsperSquareInch(PSI).Mostconcreteroadsareapproximately4-5,000PSI,whiletypicalpatiosandsidewalksareabout3,000PSI.
Largeraggregatestendtomakeabladecutslowerwhilesmalleraggregatestendtoallowabladetocutfaster.Themostcommonaggregatesizesare:
ConcreteHardness PSI Application
CriticallyHard 8,000+ Nuclearpowerplants
Hard 6-8,000 BridgePiers
Medium 4-5,000 Highways
Soft 3,000orless Sidewalks&Patios
COMPRESSIVE STRENGTH
SIZE OF AGGREGATE
Steelreinforcingtendstomakeabladecutslower.Lessreinforcingallowsthebladetocutfaster.Heavyrebarcanalsoresultfromdifferentgradesofsteel.Typicalrebarisgrade40butgrade60isalsocommon.Rebargaugesareineighthsofaninch.#4is1/2"diameter,#5is5/8"diameteretc.
Size PSI
Light Wiremesh,singlemat.
Medium #4rebar,every12"oncentereachway(OCEW)Singlemat,WiremeshMulti-mat
Heavy #5rebar,12"OCEW,singlemat.#4rebar,12"OCEW,doublemat.
REINFORCING STEEL
Size PSI
PeaGravel Usuallylessthan3/8"indiameter
3/4" Sievedsize
1-1/2" Sievedsize
Thedryingorcuringofconcretegreatlyaffectshowtheconcretewillinteractwithadiamondblade.Greenconcreteisfreshlypouredconcretethathasnotyetcured.Itissofterandmoreabrasivethancuredconcrete.Aharderbondwithundercutprotectionshouldbeusedinthisapplicationuntilitiscuredatwhichpointasofterbondwouldbeappropriate.Thedefinitionofgreenconcretecanvarywidely.Watertemperature,moistureintheaggregate,timeoftheyear,andtheamountofwaterinthemixallinfluencethecuringtime.Itisgenerallyconsidered"green"for8to48hourafterithasset.
GREEN OR CURED CONCRETE
Sandisthecomponentofthemixwhichdeterminestheabrasivenessoftheconcrete.Sandcaneitherbesharp(abrasive)orround(non-abrasive).Crushedsandorbarksandareusuallysharp;riversandisusuallyround.
TYPE OF SAND
Therearemanydifferenttypesofrockusedasaggregate.Generallyhardaggregatebreaksdownthecuttingdiamondsfasterwhichmeansthebondmustbesoftertoexposenewdiamonds.Softeraggregategenerallydoesnotbreakdownthecuttingdiamondsasquicklyandthereforerequiresaharderbondtoholdthediamondsinplacetousetheirfullpotential.TheMohs’scaleisusedtomeasurethehardnessofaggregateandhasarangeof1-10.Mostaggregatesfallintothe2-9range:
Mohs’Range Description Application
8-9 CriticallyHard Flint,Chert,TrapRock,Basalt
6-7 Hard RiverRock,Granites,Quartz,TrapRock
4-5 Medium/Hard Granites,RiverRock
3-4 Medium Limestone,SandStone,Dolomite,Marble
2-3 Soft SoftLimestone
HARDNESS OF AGGREGATE
Variables ChangeResults
CuttingSpeed BladeLife
TheBlade
SegmentBondHardness
Harder Slower LongerSofter Faster Shorter
DiamondQualityLower Slower LongerHigher Faster Shorter
DiamondConcentration
Lower Slower LongerHigher Faster Shorter
SegmentWidthThicker Slower LongerThinner Faster Shorter
TheSawHorsepower
Lower Slower LongerHigher Faster Shorter
BladeSpeedHigher Slower LongerLower Faster Shorter
TheJob
WaterVolumeHigher Slower LongerLower Faster Shorter
CuttingDepthDeep Slower Longer
Shallow Faster Shorter
CuttingPressure
Lower Slower LongerHigher Faster Shorter
TheMaterial
MaterialHardness
Harder Slower LongerSofter Faster Shorter
MaterialAbrasiveness
Less Slower LongerMore Faster Shorter
AggregateSize Larger Slower LongerSmaller Faster Shorter
SteelReinforced More Slower LongerLess Faster Shorter

www.mkdiamond.com Training Manual11
WHYSHOULDYOUREADTHIS?Thereareseveralcostsinvolvedinthesawingofmaterialssuchasbrickorblock.Labor,thecapitolexpenseofthesawitself,andofcoursethebladeswhichpreformtheactofcutting.Allofthesecostsaresignificant,butitalwaysseemsthatwhensawingcostsgetoutofhandthebladeisgiventheblame.
Thisisanunderstandable(thoughunfair)reactionbecauseinefficiencyinanyaspectofthesawingoperationwillmanifestitselfinpoorperformanceoftheblade.Oftentimes,poorresultsoutofabladeareadvancednoticeofotherlessobviousproblemsinequip-mentorcuttingtechniquethatrequireimmediateattention.Inthefollowingpageswewilldiscussthefactorsthatcanaffectthebladeandthesawingoperation,bladesection,sawingtechniquesandmachinemaintenance.
Itisalsoimportanttonotethatbuyingthecheapestdiamondbladeavailablewillinnowayensureeconomicalcutting.Manytimesamoreexpensivebladespecificallydesignedfortheproductbeingcut,orwithahigherdiamondcontent,willprovidefastercutting(savingonexpensivelaborcosts)andlongerservicelife,yieldingalowernetcostpercut.
MASONRY APPLICATIONS
WET CUTTING BLADES FOR MASONRY SAWS
MKDiamondmanufacturesthreedifferenttypesofbladesforuseonmasonrysaws.
For14"saws,ifyourprospecthasa1.5HPsaw,sellhimtheStandardorthePremiumgradediamondblade.ThePremiumhasahigherdiamondconcentration,andwillcutfasterandlastlonger.Ifhehasa2or3HPsaw,thebestbladeforhimtouseistheSupreme.Thisbladehasthehighestdiamondconcentrationofthethreeblades.Akeytorememberisthateachdiamondbladeisacuttingtoolrequiringacertainamountofpowertomoveitthroughthecut.Themorepoweravailable,themorediamondsyoucanpushthrough.Ifhehasa20"saw,itwillbeeithera3,5,7,13HP.Sinceamasonwitha20"sawisobviouslyaprofessionaltowhomproductionisimportant,alwayssellthehighergradeblades,eitherPremiumorSupreme.Ifhehasa7HPsaw,theSupremeisthebestchoice.
Thefirsttypeisour"10"seriesforbrick.Thisbladehasasoftmatrixandiseffectiveonalltypesofbrick,especiallythoseintheharderrangesuchasPacificClayProducts"Padres".Thisbladewillgivefasterandefficientcutting,andalonglife.Sinceithasasoftmatrix,usingitonanabrasivematerialsuchasconcreteblockwillaccelerateweartoanunacceptablerate.
Thenextbladeisthe"30"series.Thisbladeisreferredtoasa"combination"bladebecauseithasamedium-hardmatrixandisdesignedtocutbrickandblock.Atradeoffismadeinthatbygainingtheabilitytocutbothtypesofmaterial,yousacrificesomecuttingspeedandsomebladelife.
The"50"seriesisdesignedespeciallyforcuttingblock,bothprecisionandslump.Theabrasivenatureoftheproductrequiresahardmatrixthatwearsmoreslowlythanthe10or30series.Thisenablesthebladetolastlonger.Thisbladewillworkwellonlyonblockandwillcutanybrickproductbutveryslowly.
MKalsomakes"Refractory"bladesthatweredesignedforuseincuttingbrickswhichareextremelyhard.WiththeadventofmaterialssuchasEndicottpaversandsomePCPbricksthatareextremelyhard,wereceivedcomplaintsthattheMK-10bladeswerejustnotworkingeffectively.WedesignedanewlineofRefractoryblades,whichworkverywellontheseproducts.Thelineincludesthe410RSupremeGradebladesforHardAcidBrickwithahardnessof5,000to8,000psi,the440RSupremeGradeBladesfor70%HighAluminaBrick,the450RSupremeGradeBladesfor50%SuperDutyHardBrickandthe480RSupremeGradeBladesforSoftAbrasiveMulite,SilicaandBrick.
Inrecommendingabladetoyourcustomers,makesureyoudetermine:
• Whattypeofsawtheyhave • Whattypeofmaterialtheyworkwith • Whatbladetheyarecurrentlyusing
Ifyouarenotsurewhattorecommend,callusatMKDiamond,andwewillbegladtoassistyou.
WetCuttingBladesforMasonrySaws

1.800.421.5830 12
DRY CUTTING BLADES
MKDiamondmanufacturesalltypesoflaserweldeddrycuttingblades.TheMK-404DareSupremeGradeHighSpeedBladesaremanufacturedindiametersof4"to20".Themostpopularisthe7".Thisgeneralpurposebladeshouldbesoldtoeverycontractorwhohasapowersaw,whichisabout99%ofthem.Itisaneconomicalalternativetothemasonrysaw/wetbladecuttingsysteminthatitcutsmanytypesofmaterialrangingfromconcrete,brick,block,plasterandstuccoandwillcutthemfast.ThepotentialforabuseontheMK-404Dbladesisgreaterthanforanyothertypeinourline.Thekeytolonglifeoutofthesebladesistoletthebladedothecuttingandtoletitcoolperiodically.Toforcethebladeintothecut,ortomakeasustained,longcutincuredconcretewillover-heattheblade.Thiscancreateapotentiallydangeroussituationthatcouldcausesegmentstocomeofforthecoretofracture.Cuttingonaradiusisalsoacommoncauseforfailureinthisblade.
TheMK-414DStandardGradeHighSpeedBladesforbrickandblockareavailableindiameters4"-24"andweredevelopedforcoldweatherclimateswherewaterinthetraymayfreeze.Itisalsopopularinthesun-beltstatesforuseonstoneandsometypesofblock.Someblockmaybecomediscoloredevenwhenusingcleanwater,andoncoloredblockthatcontainsahighlevelofcalciumthatisdrawnoutbyhydrationorcapillaryaction.ThesebladesworkwellonanymaterialandhavebeenextremelywellacceptedbycontractorsallacrossU.S.A.MKoffersmanyothertypesofsegmenteddiamondbladesforalltypesofmasonry.
DrycuttingTurboRimBladesareanexcellentrecommendationforfast,smoothcutsinmasonrymaterial.ThenewestMKDiamondbladeinthislineistheMK-TLX,ageneralpurposeturborimwithsuperhighsegmentsforlonglife.Theycutconcrete,brick,pavers,sandstone,rooftileandblock.
Themostcommonproblemwithdry-cuttingbladesisthatofover-heating.Youcantellifbladehasbecomeover-heatedbya"blueing"whichisevidentonthecorejustunderthesegment.Ifabladehasreachedthisstate,itshouldbereturnedtoourplantforinspection.Excessiveheatcancausethebladetolosetension,whichcauseswobbling.DonotreplacebladesthathadblueingwithoutapprovalfromourRepairCenter!Over-heatingiscausedbyoperatorinexperienceorneglect,notproductfailure.Toavoidthis,thecontractormustnotdoprolongedcuttinginhardmaterialandallowthebladetocoolperiodically.
Dry Cutting Blades
WHEN A BLADE STOPS CUTTING
Ifacustomercomplainsthathisbladeis"worn-out"or"notcutting",butappearstohaveplentyofsegmentleft,suggestthissolution:Have the contractor put the blade on his saw, and run some material such as a firebrick or concrete block repeatedly through the blade. Nine times out of ten, this will bring life back into the blade.
Whydoesthishappen?Diamondblades,especiallycontinuousrimbladesaresubjectto"closingup"becauseofthehardnessofthematerialtheyareaskedtocut.Diamondbladesrelyonacertaindegreeofabrasiontowearaway,ataregularpace,thematrixthatholdsthediamondsinplace.Ifthematerialisdensewithlittleabrasiveness,thediamondsarewearingoutfasterthanthematrix,soitbecomesliketryingtosawwoodwithadullhandsaw.Runningahighlyabrasivemateriallikeaconcreteblock,wearsthematrixawayfast,exposingnew,sharpdiamondswhichwillcontributetomuchfastercutting.
MACHINE MAINTENANCE
Asawwithamisalignedhead,wornbladeshaftbearings,wornbladeflanges,wornbeltsorpulleys,orimproperlytrackingconveyorcart,willgenerallystillcutmaterial,butputsstressesonthebladethatwillresultincutsthatarenotsquare.Thiswillalsocauseashortbladelifeorabladethatwearsunevenly.Theseproblemsarenotalwaysapparenttothenakedeye.Ifyouhaveaproblemwithabladethatisnotrelatedtomisapplication,takealookatyourcustomers’ssaw.Checkthemainpointslistedabove.
WhenABladeStopsCutting
MachineMaintenance
Service
Theonefactorthatwillguaranteeyourreputationasareliablesupplierofdiamondbladesisservice.YoucanbesurethatweatMKwilldoourparttosupportyou,evenwhenaproblemarises.OneContractorcommentingadverselyaboutaproductinthefieldcandoseveredamagetoacarefullybuiltreputation.Youarethe"FrontLine"andwetrustyourgoodjudgementinhandlingareturnedproductwhenyouarepresentedwithaproblem.Wecanrepairalmostanybladethatisdamaged,andgenerallydosoatnocharge,andwithinafewdays,regardlessoffault.Atleast90%ofallreturnedbladeshaveeitherbeenabusedorusedonanincorrectapplication.
MASONRY APPLICATIONS

www.mkdiamond.com Training Manual13
TileandStonematerialsaregenerallycutusingawetcuttingcontinuousrimdiamondblade.Thehardnessofthematerialdeter-minesthetypeofbladeneeded.Thebestsmoothcutfinishisusuallyachievedwithcontinuousrimdiamondbladesandareusedwhencuttingglazed,ceramictilesandothereasilychippedmaterialslikeporcelain.
MK-215PremiumGradeBladeisafastcuttingforsmoothfinishcutsontileandotherstonematerials.Excellentondensefloormaterials.
MK-415SupremeGrade,SuperHi-RimBladehasbeendesignedwithathickercoreforhighproductionjobsthatrequirestraightandfastcuts.Thehighrimprovideslongerlifethanstandardtilebladesofsimilarquality.
MK-225HotDogthin-rimbladeisdesignedforwetcuttingofhardmaterials,especiallyporcelain,granite,andvitreoustile.Thelasercutcoolingslotsandultra-thinkerfallowsittocutwithlessdragandresistancethananyothertileblade.
GraniteandMarblebladesincludetheMK-62GandMK-62Mandaresegmentedbladesespeciallyengineeredforcuttinghardstone.Theyprovidesuperiorcuttingspeedandaggressivecuts.
MK-404CRSupremeGradeThin-rimBladesfordrycuttinghardandvitreousceramictile.Designedtoensurechip-freecuttingoftileandotherhardmaterialswithminimalheatbuild-up.
MKS-935Disasuperfastdrycuttingbladethatisdesignedforcuttingstoneandotherhardmaterials.Itisengineeredwithanewlydevelopedbondthatguaranteesimprovedlife.TheV-slantsegmentsprovideadditionalsideclearancetopreventbindinginthecutandprotectthesteelcoreduringcircularcutting.
Whenusingcontinuousblades,itisveryimportanttoapplylighttomediumpressurewhenfeedingthematerialintotheblade.Feedthematerialslowlyintobladeuntilitbeginstocutatitsownspeed;nevershouldthebladeslowdownfromtoomuchpressure.Excessivepressurecancauseyourbladetobendordish.
Adiamondblademayoccasionallyrequiredressingwithadressingstickmadespecificallyforthispurposeoranabrasiveblock.Dressingthebladecausestheglazeddiamondstobecleanedandrecoverthediamondsharpness.
TILE AND STONE APPLICATIONS
Wet Cutting Blades
Dry Cutting Blades
Cutting

1.800.421.5830 14
Themostcommonmaterialwalkbehindsawsencounterareasphaltandcuredconcrete.Insomecaseyoumayneedtocutgreenconcrete,whichisconcretethathassetandhardened(lessthan72hours).ItisverysoftandabrasivewhenGreen,butneedstobecutassoonaspossible.Whycutgreenconcrete?Crackingoccursastheconcretecuresandwaterintheslabdis-sipates.Crackscomefromthebaseoftheslabandseektheweakestpointsinthesurface.Cuttingcreatesa"weakenedplane"wherethecrackwillseekthebottomofthecut.Mostoftentherearenovisiblesurfacecracks.Nevercutgreenconcretewithacuredconcretebladeforreasonspreviouslydiscussed.Occasionally,asphaltovercuredconcretemustbecut.MKDiamonddoeshavebladesthataredesignedtodothis,butneversellthisasanall-purposebladebecauseitisnot.Ifthesebladesareusedinthismanner,allyouwillhaveisanunhappycustomer.The600Seriesbladesarethebestbladesforcuttingasphalttodayandcuredconcretetomorrow.
Concreteandasphaltvaryinhardnessandabrasivenessdependingonwheretheaggregateorsandforthemixwasquarried.Conditionsthataffectbladelifearedifferentineverypartofthecountry.SomeofthehardestconditionsintheUSAcanbefoundinSanDiego,CA.Therefore,abladethatyieldsexcellentlifeintheareasofsoftaggregatemaynotperformnearlyaswellinareasofharderaggregate.Thisiswhy"averagelife"predictionsaboutbladesareusuallyjustguesswork.Theonlywaytocomparetwobladesfairlyistocutexactlythesametypeandamountofmaterialatthesametime,withthesamemachineandoperatorandunderexactlyidenticalconditions.Sincethisrarelyhappens,thebestwecaneverestimateonceweknowallthefacts,isaball-parkfigure.
Themostfrequentproblemencounteredistheusercuttingthewrongmaterialwiththewrongblade.MKDiamondhasdifferenttypesofbladesforwalkbehindsaws.Allofourbladesarestampedwiththeappropriateseriesnumberandarecolorcodedforeasyidentification.Thegroupsare:
1. 500orBlue SeriesforCured Concrete2. 600orGreen SeriesforGreen Concrete 600orYellowSeriesforAsphaltoverConcrete(Combination)3. 700orBlack SeriesforAsphalt
Withintheseparameterofblades,weofferseveralgradesofbladestochoosefrom.Thelownumbersineachseriesarethebladeswhichcostlessinitially,andaredesignedforlowerhorsepowersaws.Althoughtheinitialcostislowwiththeselowseriesnumberedblades,actualcostsperinch-footarehigherthanabetterqualitybladewithhigherinitialcost.Sellyourcustomerswhattheyneedtogivethemthegreatesttotalefficiency.Beware of selling price only.
Sincebladeslooksimilar,itisquitepossibletoforgetwhichbladeisonthesaw.Thismayresultinanunfortunatesituation:
Example:Cuttinggreenconcretewithacuredblade.
Remember: Matchthediamondbladetothetypeofmaterialtobecut!
Ifthishappens,itisnotthefaultofthebladeoryourcompanyifthebladewearsoutprematurely.Werecommendthatyousuggesttoyourbladeusersthatitisagoodideatoremovethediamondbladefromtheirsaweverynight.Thiswillalsopreventdamagewhenyouaretransportingthesaw.Itisalsoagoodideatoremindyourcustomerstomountadifferentbladeifthematerialtheyarecuttinghasbeenchanged.Thiswillalsogiveyourcustomersanopportunitytoinspectthebladefordamage.
Type of Material to Be Cut
Blade Specifications
PRINCIPLES OF DIAMOND BLADES

www.mkdiamond.com Training Manual15
DepthoftheCutWhenmakinganespeciallydeepcut,itisalotmoreefficienttomakeseveral"step"cutsthanonedeeppass.Thisisbecauseeachdiamondincontactwiththematerialbeingcuttakesapercentageoftheavailablepowertomovethroughthecut.Themorediamondsthatarecuttingatonetime,thelesspowerthereisbehindeachdiamond.Ifyoureducethecontactarea,thereismorepowerbehindeachdiamondandthecutismoreeconomicalintermsofbladewearandmachinelife.Cuttingtoodeepisacommonproblembecausethedeeperyougo,thelesseffectiveafixedsupplyofwatercanbefunctioningtocoolthebladeandflushthecuttingsoutofthecut,whichmayresultinundercutting.
Undercutting
Undercuttingoccurswhenlooseabrasiveparticlesthatmixwithwaterformaslurrythatactstogrindawaythecorejustunderthesegments.Theouteredgeofthecoreisworndowntoaknifeedge,reducingthecontactareabetweenthesegmentcore.Undercuttingwilloccurandquicklygettothepointwherethebladebecomesuselesswhenwelloverhalfofitssegmentliferemains.Overandabovetheeconomiceffectofundercutting,isthefactthatusingaseverelyundercutbladeisdangeroustothesawoperatorandthosearoundhimduetotheincreasedchangeofsegmentloss.Undercuttingcanbeslowedbytheadditionofwearreducingsegmentsorinserts,andtheoperatorcantakestepstoeliminateitbyfollowingthesesteps:
Itisrecommendedtocutthroughhalfofthematerialinsteadofallthewaythroughit.Dirtandsandcanruinabladeinverylittletime.Watchthewaterwhileitisflowingawayfromthesaw.Ifthewaterisdirty,raisetheblade,becauseyouhavecutintothesub-base.
•Useplentyofwatertothintheslurry•Reducethedepthofthecuttoreducesuspendedcuttings•Takinggreatcaretonotcutintothesub-basewhichcanbeveryabrasive
Water Waterisveryimportanttothecuttingoperation,thereforeuseitingenerousamounts.Itsfunctionistocoolthecoreandthebondingagentandtoflushthecuttingsoutofthecut.Theonlytimetoreducetheamountofwaterusedinthecuttingoperationiswhenyoudesireto"openup"thebladeandexposenewdiamonds.Thisisatrickusedbyexperiencedcuttersandshouldbeperformedonlybyqualifiedoperatorsusingextremecare.
OperatorTechniqueVariables
Thisisaverysensitiveareatodealwithbecausenooneeverlikestobetoldthattheyaredoingsomethingwrong.Thisis,however,therightthingtodoifinfactoperatortechniqueneedsimproving.
Themostcommonproblemasitrelatestotechniquesiscuttingspeed.Theoperatormustallowthebladetodothecutting.Ifyouforceittocut,itcausesthebladeto"closeup"or"glazeover".Thispreventsnewdiamondsfrombecomingexposed.Whenthisoccurs,segmentsmaycrackorshatter.Thecorecanalsofractureorsplit.
Whencuttingonagrade,thesawmustbeginthecutatthelowpointofthegrade.Pointingthebladedownhillintothecuthasthesameeffectofincreasedintolerablepressureonthebladeasforcingitthroughaflatcut.
Generally,thefirstreactionofthesawwhenitisbeingforcedisforthebladeto"walk"upthecut.Ifthisoccurs,SLOW DOWN!Puttingaweightonthefrontofthesawhelpstokeepthebladeinthecut.
PRINCIPLES OF DIAMOND BLADES

1.800.421.5830 16
SawVariablesThereareatremendousnumberofsawsonthemarketwithvaryingfeaturesofbladecapacity,horsepowerandoverallquality.Theonlythingthesesawshaveincommonisthattheycancut.Whenyoufindoutwhatyourcustomeruses,baseyourrecommenda-tionsonalltheinformationatyourdisposal.Asarule,higherhorsepowermachinescanuseabettergradeofbladeandwillcutfasterthanalowhorsepowersaw.Forexample,thebladethatworkswellcuttingconcreteona8HPsawwillnotbeefficientona35HPsaw.Thebiggersawrequiredahardermatrixofthesameapplication.Diamondbladesaredesignedtorunatabout9500SFPM(SurfaceFeetPerMinute).Therefore,thebladeshaftspeedmustbematchedtothebladediameter.Thelargertheblade,thelowerthebladeshaftspeed.
EngineRPMisalsocrucialtogettingmaximumperformanceoutofyourdiamondblades.Powercurvesaredifferentforeachmachine.(Specificdataforeachofyoursawsmaybeobtainedfromthemanufacturerortheirdealers).Bearinmind,thatHPavail-abletothebladeisusually60%oftheratedHP.Itisaruleofthumbthatonehorsepowerperinchofbladediameterisrequiredforefficientsawing.Itpaystokeepyoursawengineinpeakcondition.
Bladeshaftanddrivewheelalignmentsarecrucialtoefficientsawing.Havingeitheroneorbothoftheseoutofalignmentwillcauseunevensidewear.Checkthesealignmentsoften.
Inspectthebladeflangesforwear.Cuttingtofulldepthcausestheflangestocontactthesurfaceofthecutmaterial.Thiscancauseadecreaseintheirdiameter.Sincethecontactpointsoftheflangesareonlyabout1/2"wideattheouteredges,areductionintheirdiameterwilldecreasetheefficienttransmissionofpowertotheblade.Ifyoueverreplaceaflange,replacethepairtoensuretheyareofexactlyequaldiameter.Failuretodosocouldcauseunevenclampingpressure,leadingtobowedblade.
PRINCIPLES OF DIAMOND BLADES

www.mkdiamond.com Training Manual17
Thereareagreatmanyparametersorvariableswithadirectaffectonbladeperformance.Theyare:Materialbeingcut,sawbeingused(horsepower),andthebladeitself.Thesecanbestbedescribedandunderstoodingraphorchartform.
BLADE PERFORMANCE
Parameter Variation Speed of Cut Blade Life
MaterialhardnessHarder Slower Longer
Softer Faster Shorter
SawHorsepowerLower Slower Longer
Higher Faster Shorter
Bondhardnessofblade
Harder Slower Longer
Softer Faster Shorter
Diamondqualityofbladesegment
Lower Slower Shorter
Higher Faster Longer
Segmentdiamondconcentration
Lower Faster Shorter
Higher Slower Longer
Whiletherearemanymorevariableswhichcomeintoplay,thesearethemostimportantandtendtosimplifythelearningprocess.
Itshouldbementionedinmanyinstancespeopleseeminterestedina"generalpurpose"blade."Generalpurpose"isoneofthemostoverusedphrasesintheconstruction/industrialmarketplace.Itshouldbeunderstoodthatthereisalwaysatrade-offincuttingspeedandbladelifewhenusingagivenproductas"generalpurpose".
Allthingsbeingequal,onahardmaterialthecuttingspeedwillbeslowerwithlongerbladelifeexperienced.Ontheoppositesideofthespectrum,onsoftermoreabrasivematerialsthecuttingspeedwillbefasterwithshorterbladelifeexperienced.

1.800.421.5830 18
Balanceindiamondbladedesignisveryimportantwhenyoulookattheaspectsofwhatittakestobuildtherightbladefortherightapplication.
Anyshiftinonepositiveunitcreatesanegativeinanotherarea(Increasediamondconcentrationanditwillresultinlongerlife.Butwillincreasethecostofthebladeandlowerthecuttingspeed).Thisaddsuptohigherpricesandunhappycustomers.
THE BALANCE OF DIAMOND TOOL DESIGN
Performance DiamondCost
AbrasionResistance
CrystalExposure
ToolCost
ToolLife
CuttingSpeed
WorkpieceFinish
DIAMONDTYPE
DIAMONDTYPE
BONDMATRIXBOND
MATRIX
DIAMONDCONCENTRATION
DIAMONDCONCENTRATION
DIAMONDSIZE
DIAMONDSIZE

www.mkdiamond.com Training Manual19
A QUESTION OF QUALITYDO YOU WANT TO KNOW THE PRICE OR HOW MUCH IT WILL COST
WHICHBLADEDOIBUY?
THE BOTTOM LINE IS:
Thehighertheinitialcostthelowerthefinalcost!
12x.125x20MMSupreme Grade$575(istheprice)
ApproximateLifeinInchFeet-10,000
CostPerInchFoot
=$575
=.0575¢perft.10,000
InchFeetToBeCut25,000
=.0575¢(Costperft.)x25,000=$1437.50CostofBlade
12x.125x20MMPremium Grade
$425(istheprice)Approximate
LifeinInchFeet-6,500CostPerInchFoot
InchFeetToBeCut25,000
=.0654¢(Costperft.)x25,000=$1635.00CostofBlade
12x.125x20MMStandard Grade$325(istheprice)
ApproximateLifeinInchFeet-4,5000
CostPerInchFoot
InchFeetToBeCut25,000
=.0722¢(Costperft.)x25,000=$1805.00CostofBlade
=$425
=.0654¢perft.6,500
=$325
=.0722¢perft.4,500

1.800.421.5830 20
CUTTING DEPTHS
Masonry BladesDiameter Cutting Depth
10" (254mm) 3-3/4" (95mm)
12" (305mm) 4" (102mm)
14" (356mm) 5" (127mm)
18" (457mm) 7" (178mm)
20" (508mm) 8" (203mm)
24" (610mm) 10" (254mm)
Hand-HeldHighSpeedBladesDiameter Cutting Depth
4" (102mm) 1" (25mm)
5" (127mm) 1-1/2" (38mm)
6" (152mm) 2" (51mm)
7" (178mm) 2-1/2" (64mm)
8" (203mm) 3" (76mm)
10" (254mm) 3-3/4" (95mm)
12" (305mm) 4" (102mm)
14" (356mm) 5" (127mm)
CuredConcreteandAsphaltBladesDiameter Cutting Depth
12" (305mm) 4" (102mm)
14" (356mm) 5" (127mm)
18" (457mm) 7" (178mm)
20" (508mm) 8" (203mm)
24" (610mm) 10" (254mm)
26" (660mm) 10-5/8" (270mm)
30" (762mm) 11-5/8" (295mm)
36" (914mm) 14-3/4" (375mm)
42" (1067mm) 17-3/4" (451mm)
48" (1219mm) 20-3/4" (527mm)
Green Concrete BladesDiameter Cutting Depth
6" (152mm) 2" (51mm)
7" (178mm) 2-1/2" (64mm)
8" (203mm) 3" (76mm)
10" (254mm) 3-3/4" (95mm)

www.mkdiamond.com Training Manual21
DIAMOND BLADE SPEEDS
SFPM 12’ dia. 14’ dia. 16’ dia. 18’ dia. 20’ dia. 22’ dia. 24’ dia. 30’ dia. 36’ dia
RPM RPM RPM RPM RPM RPM RPM RPM RPM
4000 1273 1091 955 849 764 694 641 509 424
4500 1432 1228 1071 955 859 781 716 573 477
5000 1592 1364 1194 1061 955 868 796 637 531
5500 1751 1501 1313 1167 1050 955 876 700 584
6000 1910 1637 1432 1273 1146 1042 955 764 637
6500 2069 1773 1552 1379 1241 1129 1035 828 690
7000 2228 1910 1671 1485 1337 1215 1114 891 743
7500 2387 2046 1790 1592 1432 1302 1194 955 796
8000 2546 2183 1910 1698 1528 1389 1273 1019 849
8500 2706 2319 2029 1804 1623 1476 1353 1082 902
9000 2865 2456 2149 1910 1719 1563 1432 1174 955
9500 3024 2592 2268 2016 1814 1649 1512 1210 1008
10,000 3183 2728 2387 2122 1910 1736 1592 1273 1061
10,500 3342 2865 2507 2228 2005 1823 1671 1337 114
11,000 3501 3001 2626 2334 2101 1910 1751 1401 1164
11,500 3661 3138 2745 2440 2196 1997 1830 1461 1220
12,000 3820 3274 2865 2546 2292 2083 1910 1582 1273
12,500 3979 3410 2984 2653 2387 2170 1989 1592 1326
13,000 4138 3547 3104 2759 2483 2257 2069 1655 1379
13,500 4297 3683 3223 2865 2578 2344 2149 1719 1432
14,000 4456 3820 3342 2971 2674 2431 2228 1783 1485
14,500 4615 3956 3462 3077 2769 2518 2308 1846 1538
15,000 4775 4093 3581 3183 2865 2604 2604 1910 1592
DATA FOR 12" TO 36" DIAMETER SAW BLADES(RPMVSSFPM)
Diamondbladesaretensionedtorunbetween9,000and13,000surfacefeetperminute(SFPM).Nominaltensioninginabladeisfor9500SFPM.However,bladespeedshouldbeincreasedforsoftabrasivematerials,andshouldbedecreasedfordensematerials.
Caution...Reducedperformanceisfrequentlyincurredwhenbladesarerunoutsideoftheselimits.Theabovetableshowstheoptimumbladespeeds(RPM)fordifferentbladediametersandperipheralspeeds(SFPM).

1.800.421.5830 22
DIAMOND BLADE SPEED GUIDELINES
Diameter Recommended RPM* Never Exceed RPM
4" (102mm) 9,000 15,200
4-1/2" (114mm) 8,000 13,500
5" (127mm) 7,200 12,200
5-1/2" (140mm) 6,500 11,090
6" (152mm) 6,000 10,185
7" (178mm) 5,100 8,730
8" (203mm) 4,500 7,640
9" (229mm) 4,000 6,700
10" (254mm) 3,600 6,115
12" (305mm) 3,000 5,095
12"(HighSpeedBlades) 6,300
14" (356mm) 2,500 4,365
14"(HighSpeedBlades) 5,460
16" (406mm) 2,200 3,800
18" (457mm) 2,000 3,300
20" (508mm) 1,800 3,000
22" (559mm) 1,600 2,780
24" (610mm) 1,500 2,550
26" (660mm) 1,300 2,350
28" (711mm) 1,200 2,185
30" (762mm) 1,200 2,040
32" (813mm) 1,100 1,910
36" (914mm) 1,000 1,700
42" (1067mm) 800 1,455
48" (1219mm) 700 1,275
*RecommendedRPMbasedon9,500SFPM

www.mkdiamond.com Training Manual23
For more information call 1-800-963-9424 or go to www.dir.ca.gov/dosh
Silica Hazard Alert
08-019V3
Exposures to respirable crystalline silica dust during construction activities can cause serious respiratory disease. Each year more than 300 U.S. workers die from silicosis and thousands more are diagnosed with the lung disease. It is frequently misdiagnosed, so actual numbers may be higher.
The Source:
Silica is a natural mineral that comes in several forms, some more hazardous than others. Typically, it’s the crystalline forms that are of greatest concern.
Silica can be present in large quantities in certain types of rocks and sand. Construction materials made from these natural ingredients then become the source of exposure associated with several of the construction trades, such as tile roofs, masonry and concrete nishing or re- nishing.
The Hazard:
Breathing too much dust containing the crystalline forms of silica particles small enough to enter the deep parts of the lung can cause “silicosis”, which is a scarring of the lung tissues, cancer and other forms of lung disease, including an increased risk of getting tuberculosis. It usually takes several years before you know that you have a problem. Higher exposures can produce health problems much sooner. At rst, there can be no symptoms of disease, and then shortness of breath, fatigue, severe cough and chest pain can develop later on. Short of a lung transplant, silicosis can not be reversed, so best to minimize exposures now to prevent disability later in life.
The Types of Operations:
The following are some examples of work-operations where the Cal/OSHA 8-hour average PEL of 0.1 mg/m3 for crystalline silica can be exceeded. There may very well be other operations you do, not listed here, that can also produce excessive exposure levels, such as dry grinding on granite counter tops.
Where to go for more info on the types of exposures you might expect, along with some control measures:
* http://depts.washington.edu/silica/index.html
* http://www.cdc.gov/niosh/topics/construction/
Tuck point grinding
Surface grinder
Rock drill
Broom or shovel
Jackhammer / chipping gun
Hand-held masonry saw
Road mill
Backhoe, excavator, bulldozer
Walk-behind concrete saw
Mixing concrete, grout, etc
Bobcat
Best Ways For Employees To Protect Themselves:
Knowledge, equipment and work practices:
Ask your employer if your work can produce excessive silica dust exposure, and what control measures are to be used.
Where possible, work with products that don’t contain silica.
For example, there are a variety of materials such as glass beads, pumice, sawdust, steel grit, shot, and walnut shells that are available as substitutes for sandblasting operations.
Understand the hazards and take the appropriate preventative measures.
Minimize dust getting into the air you breath:
Use equipment designed to cut, saw and grind wet or use ventilation that captures the dust as it is created.
Proper use and preventive maintenance is critical.
•
•
◊
•
•
◊
*

www.mkdiamond.com Training Manual24
Silica Hazard Alert
Training Requirements Checklist for Employees Exposed to Dust Generated from Concrete and Masonry Materials.
Who?
All employees and their supervision required to work with or around powered tools and equipment used to cut, grind, core, or drill concrete or masonry materials.
•
NOTE: Reference T8CCR Section 1530.1 for details, along with other applicable Cal/OSHA standards. 1530.1 is applicable to most concrete and masonry activities; there can be a number of other sources of silica at a construction site that can be a signi cant health hazard.
Don’t smoke tobacco products.
Never use compressed air to clean dust off equipment, surfaces or your clothes. Where safely feasible, use water or a HEPA vacuum. Consider using disposable or re- usable clothing that stays at the work site.
Minimize dust generation when working with or around silica-containing materials.
Handle and dispose of waste materials without generating airborne dust.
Use a HEPA vacuum, squeegee instead of broom, or sweeping compound, in that order
You may still have excessive exposure despite using controls, which means you may still need to use an appropriate respirator, along with a good respirator protection program. Establish de ned areas beyond which protection is required. [Reference T8CCR, Section 5144 for details on respirator requirements]
◊
◊
◊
◊
*
Supervisors are required to go through additional training.
When?
Before their initial assignment in which these operations will be conducted, and
Repeated at least annually.
What?
Potential health effects, including silicosis, lung cancer, chronic obstructive lung disease and loss of lung function. Refer to the MSDS and the NIOSH Website.
Methods to be used to control airborne dust exposures, such as wet-cutting, local exhaust systems, and isolation of the process.
These procedures will likely be new to the company, therefore ensure that the company’s Code of Safe Practice(s) are updated to re ect the new operations.
Proper use and maintenance of dust control equipment, including safe handling of collected waste.
Good personal hygiene and housekeeping, including,
Not smoking tobacco products
Avoiding activities that can contribute to generation of airborne dust
Cleaning up without generating airborne dust.
For supervisors, also include:
Identi cation of tasks that may result in employee exposures.
Implementation procedures for the control methods employees are to use.
Outlining the pre-operational steps the supervisors need to go through to identify hazards is critical to preventing exposures to begin with. If the hazard can be eliminated through some sort of control, the likelihood an employee is overexposed to airborne silica dust is greatly diminished.
◊
•
•
•
•
◊
•
•
◊
◊
◊
•
◊
◊
*

1.800.421.5830 25
•Bladesshouldbegenerallyrunbetween9,000to13,000surfacefeetperminute.Thismeansthatlarger bladesshouldberunatalowerRPMthansmallerblades.Ifabladeisnotcutting,runitatareducedRPM; thisshouldopenthebladeup,exposethediamonds.Ifthebladeiswearingtoorapidly,increasetheRPM.
RememberalwaystoconsulttheManufacturerfortheproperRPM.
•Agoodwaterflowequallyonbothsidesoftheblade(2-4gallons/min)isbestforwetcuttingblades.
•Whenabladeissnuggedupevenlytotheflangesitwillrunstraightandprovidemaximumefficiency.Bladesthat runlopsidedandshowsignsofheatbuildupbecomeeggshaped,andaretheresultofbadseatingbytheflange.
• Certainspecificationshavebeendevelopedtoprovidethebestcuttingforeachapplication.Makingsurethat thebladeissuitedforyourcuttingjobwillresultinfaster,easiercuttingandbetterbladelife.
• Themorehorsepower(torque-notpressureontheblade)suppliedtothespindle,themoreefficientthecutting actionwillbe.Lowerhorsepowermayrequireasofterbladebondorlessdiamondconcentration.
• Checkyourequipment.Badbearingsorwornshaftsarethecauseforbladerunoutwhichcausesexcessive
stressandwear.Maintainingyourequipmentwillgivediamondbladeslongerlifeandbettercutting performance.
• Excessivepressureonthebladewilldullthediamond,createstressinthesteelcore,andcausethebladeto becomeoutofround.Tomuchpressureonlightweightsawswillcausethebladetorideupoutofthecut. Listentosoundoftheengineandthesmoothcuttingsoundofthebladetodeterminethebestoperating conditionsfortheblade.
• Alwaysputthebladeonthespindlesothatthebladeisalwaysrunninginthesamedirection.Lookforthearrow.
• Ifyouhavetocutthroughsubbaseofeitherasphaltorconcrete,waterlosscanresultandtheabrasivesand willputextremewearonboththesteelcoreandthediamondsegment.
• EachbladeistensionedtoruntrueataspecificRPM.Bladesthatrunatahigherorlowerspeedthanthey aretensionedforwillwobbleorflutter,creatingexcessivesidewearorcorecracking.
• Thecuttings,ifnotproperlyflushedfromthecut,willabradeboththediamondmatrixand/orthesteelcore. Besuretomaintainsufficientwaterflowtothecut.
• Thelossoftensioninabladeisonlyevidentwhenthebladedoesnotruntrue(wobbles)andthecutwidens. Mostbladescanberetensioned.
DIAMOND BLADE DO’S AND DON’T

www.mkdiamond.com Training Manual26
Cause Shaftbearingsareworn(masonryandconcrete).
Remedy Installnewbladeshaftbearingsorbladeshaft,asrequired.
Cause Engineisnotproperlyturnedonconcretesaws,causingsurgesinbladerotation.
Remedy tuneengineaccordingtomanufacturers’Manual.
Cause Bladearborholeisdamagedfrompreviousmismounting.
Remedy Replacewornshaftormountingarborbushing.Bondistoohardformaterial,causinga“rounding”andwearingonehalfoftheblademorethantheother.Makecertainthatdrivepinisfunctioning.Useproperbladespecification.
Cause Bladeistoohardformaterialbeingcut.
Remedy Useasofterbondedblade.Selectproperbladespecificationformaterialbeingcut.
Cause Bladehasbecomedullasaresultofbeingusedontoohardamaterial.
Remedy Improperbladespecification;bladeistoohardforthematerialbeingcut.Useasofterbondedbladetoreduceoperatingstresses.
Cause “Dull”Blade
Remedy “Open”bladebydressingsegmentonabrasiveblock.
Cause Insufficientwater(usuallyononesideofblade).
Remedy Flushoutwatersystemandcheckflowanddistributiontobothsidesofblade.
Cause Equipmentdefectscausethesegmentstowearunevenly.
Remedy Replacebadbearings,wornarborshaft,oralignspindle.Withconcretesaws,enginemustrunsmoothlytopreventharmonicvibration.
Cause Sawismisaligned.
Remedy Checksawheadalignmentforsquarenessbothverticallyandhorizontally.
Blade Worn Out of Round
Blade Will Not Cut
Uneven Segment Wear
DIAMOND BLADE TROUBLESHOOTINGHerearesomesuggestedsolutionstotheproblemswearemostcommonlyapproachedabout.

1.800.421.5830 27
DIAMOND BLADE TROUBLESHOOTING
Cause Bladecollarisnotproperlytightened,permittingbladerotationorvibrationontheshaft.
Remedy Tightentheshaftnutwithawrenchtomakecertainthatthebladeisadequatelysecured.
Cause Bladecollarsarewornordirty,notallowingproperbladeclamping.
Remedy Cleanbladecollars,makingsuretheyarenotworn.
Cause Bladeisnotproperlymounted.
Remedy Makecertainthebladeismountedonthepropershaftdiameterbeforetighteningshaftnut.Ensurethepinholeslidesoverdivepin.Makesurethatdrivepinisinpinhole.
Cause Loosebeltonsaw.
Remedy Tightenbelts.Checktoseeifarboronsawisrunningtrue.
Cause Abrasionofsteelcenterduetohighlyabrasivefinesgeneratedduringcutting.
Remedy Useasmuchwateraspossibletoflushoutfinesgeneratedduringcutting,orusewear-retardantcores.
Cause Cuttingthroughmaterialintosub-base.
Remedy Wear-retardantcoresarenotalwaystheultimatesolutiontoeliminatingundercutting.Yourbestdefenseistoalwaysprovideanadequatewaterflowtothesteelcenterareaimmediatelyadjacenttothesegment.Thisisespeciallyimportantwhenmakingdeepcuts.
ArborHoleOut-of-Round
UndercuttingtheSteelCenter

www.mkdiamond.com Training Manual28
Cause Bladeistoohardformaterialbeingcut.
Remedy Useabladewithasofterbond.
Cause Bladebeing”forced”throughthecut,causingchattering.
Remedy Runsawatnormalspeed.“Open”bladebyresharpeninginabrasivematerial.
Cause Bladerunsatimproperspeed.
Remedy Checkforbadbearings,bentshaft,orwornmountingarbor.Speedofthesawiseithertoofastortooslowforthesizeoftheblade.RPMoftheshouldbeverifiedtothespecificspeedsestablishedbytheNASIStandardsforminimumandmaximumbladespeeds;makecertainthatbladeshaftisrunningatrecommendedRPMtomatchtensionedspeedofblade.ShouldthebladecontinuetowobbleafterverificationofthesawRPM,thenthebladeshouldbereturnedtothemanufacturertoberetensionedandflattened.
Cause Bladecollardiametersarenotidentical.
Remedy Checkbladecollardiscstomakesuretheyareclean,flatandofcorrectdiameter.
Cause Bladeisbentasaresultofdroppingorbeingtwistedinthecutduringoperation.
Remedy Baldeshouldbereturnedtothemanufacturertoberetensionedandflattened.
Cause Lossofbladetension.
Remedy SeeLossofTensionpage40.
Segment Cracks
Blade Wobbles
DIAMOND BLADE TROUBLESHOOTING

1.800.421.5830 29
Cause Overheatingduetolackofwater.
Remedy Checkwaterfeedlinesandmakesureflowisadequateonbothsidesofblades.
Cause Steelcenteriswornfromundercutting.
Remedy Usesufficientwatertoflushoutthecut.
Cause Defectivebladecollarsarecausingblademisalignment.
Remedy Cleanbladecollarsorreplaceifcollarsareunderrecommendeddiameter.
Cause Bladeistoohardformaterialbeingcut.
Remedy Useproperbladespecificationformaterialbeingcut.
Cause Bladeiscuttingoutofround,causingapoundingmotion.
Remedy Replacewornbearings:realignbladeshaftorreplacewornblademountingarbor.
Cause improperbladetension.
Remedy ensurebladeisrunningatcorrectRPM.BladeistensionedforcorrectRPM.Tuneengineaccordingtomanufacturer’smanual.
Cause Bladefluttersincutasaresultofbladelosingtension.
Remedy Tightenthebladeshaftnut.Makesurebladeisrunningatpropertensionedspeedandthatdrivepinisfunctioningproperly.
Cause Bladespecificationistoohardforthematerialbeingcut.
Remedy Useasofterbladebondtoeliminatestressesthatcreatecracks.
Cause Badbladeshaftbearing.
Remedy Replacebladeshaftbearing.
Cause Overheatingduetolackofwater.
Remedy Checkwaterfeedlinesandmakesureflowisadequateonbothsidesofblade.
Segment Loss
Cracks in Steel Center
DIAMOND BLADE TROUBLESHOOTING

www.mkdiamond.com Training Manual30
Cause Steelcenterhasbeenoverheatingasaresultofbladespinningonarbor.
Remedy Checkwaterflow,distributionandlines.Tightenthebladeshaftnut.Makecertainthedirvepinisfunctioning(onconcretesaws).
Cause Steelcenterhasbeenoverheatingfromrubbingthesideofmaterialbeingcut.
Remedy MakecertainbladeRPMiscorrectsothebladeoperatesatitstensionedspeed.Tuneengineaccordingtomanufacturer’smanual.
Cause Unequalpressureatbladeclampingcollars.
Remedy Bladeclampingcollarsmustbeidenticalindiameterandtherecommendedsize.
Cause Bladebondormatrixtoosoft.
Remedy Useahardermatrixblade.
Cause Overheatingduetolackofwater.
Remedy Checkwaterfeedlinesandmakesureflowisadequateonbothsidesofblade.
Loss of Tension
ShortBladeLife
DIAMOND BLADE TROUBLESHOOTING