Deterministic Performance Estimation
36
Deterministic Performance Estimation Prof. dr. K.J. Roodbergen Prof. dr. I.F.A. Vis Prof. dr. M.B.M. de Koster
description
Roodbergen, Vis and de Koster (2011)
Transcript of Deterministic Performance Estimation

Deterministic Performance Estimation
Prof. dr. K.J. Roodbergen
Prof. dr. I.F.A. Vis
Prof. dr. M.B.M. de Koster

Deterministic Performance Estimation
1
Contents
1 Learning objectives .................................................................................... 2
2 Flow diagram .............................................................................................. 3 Incorporating data into a flow diagram ........................................................... 3
Other tools ....................................................................................................... 4
Exercises .......................................................................................................... 5
3 Throughput times ....................................................................................... 6 Throughput times with multiple paths............................................................. 6
Throughput time estimates for different types of products in one system ...... 7
Difference between actual and estimated throughput times ............................ 8
Exercises .......................................................................................................... 9
4 Design and effective capacity .................................................................. 10 Sufficiency of design capacity ...................................................................... 10
Effective capacity .......................................................................................... 11
Exercises ........................................................................................................ 11
5 Bottleneck ................................................................................................. 13 Exercises ........................................................................................................ 14
6 Departure rate .......................................................................................... 16
7 Utilisation and efficiency ......................................................................... 18 Utilisation rate for n identical parallel machines........................................... 18
Difficulties in calculating utilisation rates..................................................... 19
Productive utilisation rate .............................................................................. 20
Relation between utilisation rate and throughput time .................................. 20
Exercises ........................................................................................................ 21
8 Work-in-progress ..................................................................................... 23 Exercises ........................................................................................................ 23
9 Solving bottleneck problems ................................................................... 25 Exercises ........................................................................................................ 26
10 Large exercises ...................................................................................... 27
Answers to exercises ....................................................................................... 30 Flow diagrams ............................................................................................... 30
Throughput times .......................................................................................... 31
Design and Effective Capacity ...................................................................... 31
Bottlenecks .................................................................................................... 32
Departure rate ................................................................................................ 33
Utilisation and efficiency .............................................................................. 33
Work-in-Progress .......................................................................................... 34
Solving bottleneck problems ......................................................................... 34
Large exercises .............................................................................................. 34

Deterministic Performance Estimation
2
1 Learning objectives The learning objectives related to this subject are:
• You must be able to draw a flow diagram for a given situation description.
• For any given description of a production/service facility, using the
assumption that all values are deterministic, you must be able to determine
the following performance criteria:
- throughput time,
- design capacity
- location and maximum design capacity of the bottleneck,
- throughput (= departure rate),
- (productive) utilisation
- work-in-progress,
• You must understand the following concepts and be able to estimate the
effects of these concepts on the mentioned performance criteria:
- varying arrival rates and operating times,
- impact of stochasticity on various performance criteria,
- bottleneck processes,
- product batching and machine setup times (or switchover times),
- using serial and parallel production machines/servers,
- using additional machines/servers.
• You must be able to calculate the minimum batch size for a process such
that a given process will not be a bottleneck.

Deterministic Performance Estimation
3
2 Flow diagram Flow diagrams (see also Heizer and Render, Chapter 7) illustrate the
movement of materials, information or people through all processes required to
transform resources into products or services. Here we will just introduce a
very rudimentary approach, using only square blocks and arrows. Actually,
there exists a formal guideline for making such drawings, which we will ignore
here. Our main purpose is to show how you can transform a certain amount of
information into a structured drawing. Blocks will be used to represent a
production or service process. With arrows you can indicate the direction of
flow from one activity to another (e.g. transport of products or walking of
customers).
Flow diagrams can be used to analyse and record activities in an objective and
structured way. For example, a manager might use a flow diagram to determine
the time that passes between the moment the customer/product is taken into
“production” and the moment the customer/product is ready (i.e. throughput
time). In the next sections, we will discuss several quantitative performance
measures, which can be used to analyse activities with flow diagrams. Example
2.1 presents a flow diagram, illustrating the production process of a CD.
Example 2.1 Empty CDs arrive in the production system. In this production system a CD will be
automatically wrapped in a box. The CD will be transported to the labelling machine and
thereafter a label will be attached to the box. Next, the CD will be transported to a checking
point where the quality of the wrapping will be checked. It is decided if the product can be
transported to the warehouse or should be transported to an employee to be unwrapped and
wrapped and labelled again. Thereafter the CD will also be transported to the warehouse. The
related flow diagram is given in Figure 1 .
Incorporating data into a flow diagram
To study the performance of the production system we need to use quantitative
data related to the various production processes. We can incorporate
interarrival times, arrival rates, production times, travel times or storage times
into a flow diagram.
The interarrival time can be defined as the time between two subsequent
arrivals of products at their entrance in the process. The arrival rate indicates
wrapping
CD
labeling
warehouse
checking
unwrapping
wrapping
and
labeling
wrapping
CD
labeling
warehouse
checking
unwrapping
wrapping
and
labeling
wrapping
CD
labelinglabeling
warehousewarehouse
checkingchecking
unwrappingunwrapping
wrapping
and
labeling
wrapping
and
labeling
Figure 1:
Flow diagram
related to
example 2.1

Deterministic Performance Estimation
4
the number of products that arrive per time unit (e.g. number of products that
arrive per hour). The interarrival time can be translated into the arrival rate. For
example, if the average interarrival rate is 10 minutes than 6 products will
arrive per hour. Clearly, the arrival rate thus equals 6 products per hour.
Both deterministic and stochastic values can be used to indicate production,
travel and storage times. Deterministic values are constant and do not react to
changes in the system. Stochastic values change over time and are usually
expressed in terms of a probability distribution. For example, the time required
for a certain production process follows a normal distribution with a mean of 6
minutes and a standard deviation of 30 seconds. Example 2.2 illustrates the
drawing of a flow diagram with data.
Example 2.2 Every 10 minutes an empty CD arrives in the production system. In this production system a
CD will automatically be wrapped in a box in 660 seconds. The CD will be transported to the
labelling machine in 1 minute and thereafter a label will be attached to the box. The time to
attach a label follows a normal distribution with a mean of 6 minutes and a standard deviation
of 1 minute. Next, the CD will be transported to a checking point in 1 minute where the quality
of the wrapping is checked in 2 minutes. On average 90% of the CDs can be directly
transported to the warehouse in 5 minutes. The remaining CDs are transported in 1 minute to
an employee to be unwrapped in 2 minutes. Next, the CD needs to be packed and labelled
again by an employee. The time to wrap and label again follows a normal distribution with a
mean of 8 minutes and a standard deviation of 2 minutes. Thereafter, the CD will be
transported in 5 minutes to the warehouse. The related flow diagram with important data is
given in Figure 2.
Other tools
Except for flow diagrams, the following tools exist to illustrate the movement
of people or products through a system (see also Heizer and Render, Chapter
7). Namely,
• time-function mapping: flow diagram in which the time is added on a
horizontal axis
• process charts: analysing the movement of people or material by using
symbols, time and distance
• Service blueprinting: used to focus on the customer and the interaction with
the customer
packingCD
labeling
warehouse
Quality check
unpacking Pack+labelOne CD
arrives
every 10
minutes
660 sec.Normal (6,1)
min2 min.
2 min.Normal(8,2)
min1 min.
1 min.
5 min.5 min.
1 min.1 min.
10%
90%
packingCD
packingCD
labeling
warehouse
Quality check
unpacking Pack+label
labeling
warehouse
Quality check
unpacking Pack+labelOne CD
arrives
every 10
minutes
660 sec.Normal (6,1)
min2 min.
2 min.Normal(8,2)
min1 min.
1 min.
5 min.5 min.
1 min.1 min.
1 min.
1 min.
5 min.5 min.
1 min.1 min.
10%
90%
10%
90%Figure 2:
Flow diagram
related to
example 2.2
Rate a in hourly rate . Indicating this is expressed in hour.

Deterministic Performance Estimation
5
Exercises
Exercise 2.1 Consider economy passengers at an airport. Every minute a new passenger arrives. A
passenger walks in approximately 4 minutes to the 3 check-in counters. The passengers are
waiting in a single line for the counters. The time to check in follows a normal distribution
with a mean of 12 minutes and a standard deviation of 4 minutes. After the check-in procedure
the passengers go, with a travel time of 2 minutes, to the customs. The time required at the
customs equals 5 minutes. There is one customs officer. Thereafter, the passengers walk with
luggage trolleys to their gates in 10 minutes. Draw a flow diagram to indicate the movement of
the passengers. Incorporate all available data.
Exercise 2.2 Consider the production process, where 12 products arrive per hour. Products are randomly
assigned to process 1a or 1b. From multiple observations it is known that on average 60% of
the products is assigned to process 1a and 40% to process 1b. One operator is available at
process 1a. The operation time for process 1a follows a normal distribution with a mean of 3
minutes and a standard deviation of 1/2 minute. Conveyor A, capable of transporting a large
number of products simultaneously, transports a product in 9 minutes to process 2. Also one
operator is available for process 1b. The operation time for process 1b takes exactly 6 minutes.
Conveyor B, capable of transporting a large number of products simultaneously, transports a
product in 5 minutes to process 2. 4 operators are working in parallel at process 2. The
operation time per product equals exactly 30 minutes. Thereafter, product A leaves the system.
Draw a flow diagram to indicate the movement of the products. Incorporate all available data.
Exercise 2.3
From 9.00 am to 5.00 pm one customer arrives every 2 minutes. 60% of the customers need to
withdraw money from one automated teller machine. The time to withdraw money follows a
normal distribution with a mean of 2 minutes and a standard deviation of 30 seconds. 50% of
these customers want a receipt. It takes another 45 seconds to wait for the receipt to be printed.
After receiving the money and, if applicable, a receipt the customers leave the bank. The
second type of customers (30%) are customers that want to be helped by one clerk to withdraw
and/or deposit Euros. 45% need to withdraw Euros, 35% need to deposit Euros and 20% want
both. The time to withdraw Euros takes on average 4 minutes and the time to deposit takes on
average 5 minutes. After receiving the money the customer leaves the bank. The third type of
customers wants to withdraw or deposit foreign money. There is another counter with one clerk
where these types of customers are helped. The time to order foreign money takes 30 seconds.
Thereafter, the customer and the employee need to wait for 1 minute until the time-lock of the
safe is opened. Thereafter, the employee counts the foreign money and prepares a receipt for
the customer. The time to perform these two actions follows a normal distribution with a mean
of 2 minutes and a standard deviation of 15 seconds. Thereafter, the customer leaves the bank.
Draw a flow diagram to indicate the movement of the customers. Incorporate all available data.

Deterministic Performance Estimation
6
3 Throughput times The throughput time (also called “manufacturing cycle time”, see Heizer and
Render, Chapter 16) can be defined as the time that passes between the
moment at which the product/customer enters the system and the moment at
which the product/customer is ready. For example, the time required for a
patient from entering the emergency room of a hospital until being treated and
having left the hospital.
We can estimate deterministic throughput times by simply adding up the
expected processing times of the different processes. In estimating the
deterministic throughput time we ignore any stochastic effects, such as
probability distributions for processing times and just use the average value
(also called mean or expected value). Furthermore, we ignore waiting line
effects. The calculated throughput time is, therefore lower than or equal to the
actual throughput time.
Example 3.1 Every 5 minutes a product arrives to be processed. The time required at machine 1 equals
exactly 4 minutes. With a conveyor, the product will be transported to process 2 in 10 minutes.
The time required at process 2 follows a normal distribution with a mean of 3 minutes and a
standard deviation of 1 minute. Thereafter, the product leaves the system. This production
process is illustrated in Figure 3.
We calculate the throughput time by just adding up the various average processing times. Thus,
the throughput time equals 4 + 10 + 3 = 17 minutes.
Note, that you should not include the interarrival time in your calculations, because until a
product has arrived, it is not yet in the system, which we intend to measure.
Throughput times with multiple paths
At the start of the system it might be “uncertain” which path will be followed
by the product or customer through the various processes in the system. For
example, the CD in the production system of Figure 1 may or may not need to
be unwrapped and rewrapped before being transported to the warehouse. For
path the probability is given that products/customers will follow this specific
path. In estimating throughput times you need to use these probabilities.
Follow the next steps in calculating throughput times with multiple paths:
1. Estimate the throughput time for one of the possible paths in the production
process
2. Multiply the resulting throughput time with the probability that this path
will be followed by a product/customer
3. Repeat steps 1 and 2 until all paths have been handled.
4. Estimate the throughput time by adding up the results of step 2 for all
paths.
In Out
Interarrival
time
5 minutes
Process 1
Time required:
Exactly 4
minutes
Process 2
Time required:
Normal (3,1)
minutes
Transport
(on conveyor)
requires
on average 10
minutes
In Out
Interarrival
time
5 minutes
Process 1
Time required:
Exactly 4
minutes
Process 2
Time required:
Normal (3,1)
minutes
Transport
(on conveyor)
requires
on average 10
minutes
In Out
Interarrival
time
5 minutes
Process 1
Time required:
Exactly 4
minutes
Process 2
Time required:
Normal (3,1)
minutes
Transport
(on conveyor)
requires
on average 10
minutes
Figure 3
Flow diagram
related to
example 3.1

Deterministic Performance Estimation
7
Example 3.2 We calculate the throughput time for the production system with multiple paths as illustrated in
Figure 4.
Path 1: takes 4+10 + 3 minutes = 17 minutes
Path 2: takes 6 + 10 + 3 minutes = 19 minutes
Throughput time: 0.8*17 + 0.2 * 19 = 17.4 minutes
Throughput time estimates for different types of products in one system
If different types of products/customers follow processes in the same
production/service system, you might be asked to estimate a throughput time
for each type of product/customer.
Example 3.3 Both DVDs and CDs are handled in the same system. DVDs are wrapped in production
process 1a, whereas CDs are wrapped at production process 1b. Both CDs and DVDs are
transported by conveyor to production process 2 where they are labelled. All important data are
illustrated in the flow diagram in Figure 5.
The throughput time for a DVD equals 4 + 10 + 3 = 17 minutes.
The throughput time for a CD equals 6 + 10 + 3 = 19 minutes.
In Out
Interarrival
time
5 minutes
Process 1a
Time required:
Exactly 4
minutes
Process 2
Time required:
Normal (3,1)
minutes
Transport
(on conveyor)
requires
on average 10
minutes
Process 1b
Time required:
Exactly 6
minutes
80%
20%
In Out
Interarrival
time
5 minutes
Interarrival
time
5 minutes
Process 1a
Time required:
Exactly 4
minutes
Time required:
Exactly 4
minutes
Process 2
Time required:
Normal (3,1)
minutes
Time required:
Normal (3,1)
minutes
Transport
(on conveyor)
requires
on average 10
minutes
Transport
(on conveyor)
requires
on average 10
minutes
Process 1b
Time required:
Exactly 6
minutes
Time required:
Exactly 6
minutes
80%
20%
In Out
Interarrival
time
5 minutes
Process 1a
Time required:
Exactly 4
minutes
Process 2
Time required:
Normal (3,1)
minutes
Transport
(on conveyor)
requires
on average 10
minutes
Process 1b
Time required:
Exactly 6
minutes
DVD
CD
In Out
Interarrival
time
5 minutes
Interarrival
time
5 minutes
Process 1a
Time required:
Exactly 4
minutes
Time required:
Exactly 4
minutes
Process 2
Time required:
Normal (3,1)
minutes
Time required:
Normal (3,1)
minutes
Transport
(on conveyor)
requires
on average 10
minutes
Transport
(on conveyor)
requires
on average 10
minutes
Process 1b
Time required:
Exactly 6
minutes
Time required:
Exactly 6
minutes
DVD
CD
Figure 4:
Production
system with
multiple
paths
Figure 5:
Production
system
related to
example 3.3

Deterministic Performance Estimation
8
Difference between actual and estimated throughput times
It is important to realise that there may be a large difference between a
deterministic estimate of a throughput time and the actual throughput time.
This has mainly to do with the fact that we have excluded the effect of waiting
lines (also called buffers) on the throughput time. So let us momentarily put
aside our assumption that all processing times are deterministic. We will use a
triangle (upside down) to depict a waiting line. Consider the following
example.
Example 3.4 Consider the production system depicted in Figure 6. Products arrive at this process at a rate of
7 product per hour (Poisson distributed). First, give a deterministic estimate of the throughput
time. Then determine the average time products spend in the buffer before process 1.
Out
In Process 1
1 machine
Time required per product
On average 7.5 min.
Neg. exponentially distributed
3 parallel operators
Time required per product
Normal (23,4) minutes
2 parallel operators
Time required per product
on average 14 min.
Process 3
Process 3
A deterministic estimate for throughput time means we ignore any waiting line effects (as we
did before), so: 7.5+23+14 = 44.5 minutes
The time product spend in the waiting line can be estimated with an M/M/1 waiting line model
(see e.g. Heizer and Render, Module D). λ = 7 products/hour and µ = 60/7.5 = 8 products per
hour. Then the time in the waiting line can be calculated as:
)( λµµ
λ
−=qW = 7/8=0.875 hours = 52.5 minutes
Example 3.4 clearly shows that the deterministic estimate of 44.5 minutes
underestimates the true throughput time significantly: already in the first buffer
products spend 52.5 minutes, so real throughput time is at least 97 minutes. In
general, a deterministic estimate of throughput time will always underestimate
true throughput time (i.e. the deterministic estimate is always lower than the
true throughput time). Deterministic throughput time estimates are useful
though for mutual comparisons, and simple because they provide information
that is very simple to obtain. Information on buffers, is generally much more
difficult to obtain. In example 3.4 we had the luxury of meeting the exact
requirements of an M/M/1 waiting line model for the first buffer, however, it is
far from straightforward to estimate the time products spend in the buffer
before process 2 (an M/G/S model may be helpful, but that is outside the scope
of this course). And it is even more problematic to estimate the time in the third
buffer, because we do not even know the distribution function for process 3.
Figure 6:
Production
system
related to
example 3.4

Deterministic Performance Estimation
9
In practice, simulation is often used to be able to estimate performance criteria
for complex systems, including the effect of waiting lines (sse Heizer and
render, Module F).
Exercises
Exercise 3.1 Give a deterministic estimate for the throughput time (in minutes) of an economy passenger for
the situation as described in Exercise 2.1.
Exercise 3.2 Give a deterministic estimate for the throughput time (in minutes) of a product for the situation
as described in Exercise 2.2.
Exercise 3.3 Give a deterministic estimate for the throughput time (in minutes) for each of the three types of
customers (withdraw money at automated machine, withdraw/deposit Euros at clerk and
withdraw/deposit foreign money) for the situation as described in Exercise 2.3.

Deterministic Performance Estimation
10
4 Design and effective capacity Capacity refers to the upper limit a process can handle. The goal of capacity
planning is to match supply and demand. There might be a gap between
achieved capacity and desired capacity. Overcapacity results in non-working
machines and employees and high operational costs. On the other hand,
undercapacity might result in loss of customers and strained machines and
staff. Also refer to Supplement 7 of Heizer and Render.
The design capacity of a production/service process indicates the theoretical
maximum output of the process in a given period of time. The design capacity
will be calculated for a process in an ideal situation. Thus, without waiting
times and by using deterministic processing times. In production processes,
design capacity is usually expressed in the number of units that can be
produced. In service processes capacity can be measured in varying terms such
as number of beds, number of patients treated and number of meals served. To
calculate the design capacity of a process in a given time period one can follow
the following steps:
1. determine the deterministic processing time of the process
2. translate the processing time into a production rate, which indicates the
number of units produced per time unit. If there are multiple
operators/machines working in parallel at a process you need to multiply
the production rate of a single operator with the number of
operators/machines to obtain the total production rate of that process.
(Note: use the same time unit in all steps)
Example 4.1 Consider a production process where the process time follows a normal distribution with a
mean of 3 minutes and a standard deviation of 1 minute. Determine the maximum number of
products that can be handled within 24 hours at this production process 2.
1. deterministic processing time = 3 minutes
2. production rate = 60/3 = 20 products per hour
3. design capacity per 24 hours = 24 * 20 = 480 products
What will be the design capacity if there are two operators in parallel working at this process?
1. deterministic processing time = 3 minutes
2. production rate = 60/3 = 20 products per hour; 2 operators in parallel results in a total
production rate of 40 products per hour
3. design capacity per 24 hours = 24 * 40 = 960 products per 24 hours.
Sufficiency of design capacity
For each process in a system we can determine the design capacity. An
important question for managers is if the design capacity of a process is
(theoretically) sufficient to handle the expected number of products that need
to be handled at that process. To answer this question, we need to compare the
number of arriving products at the process with its design capacity.
Follow the next steps to determine whether the design capacity is sufficient for
a process:

Deterministic Performance Estimation
11
1. calculate the design capacity for the process
2. calculate the expected number of products arriving at that process (Note: if
products follow different paths, you need to take the related percentage into
account when calculating arrival rates for a process)
3. compare the answers to steps 1 and 2.
Example 4.2 Examine the production system with multiple paths in Figure 4. Is the design capacity of
process 1a sufficient?
Step 1:
Design capacity of process 1a: 60/4 = 15 products per hour
Step 2:
Every 5 minutes a product arrives: 60/5 = 12 products per hour.
80% follows process 1a: 9.6 products per hour.
Step 3:
Design capacity of process 1a: 9.6 products arrive per hour, while the machine can handle 15
products per hour: sufficient
Effective capacity
The effective capacity is the capacity that can be expected given the current
constraints. The difference between effective and design capacity may be
caused by, for example, the fact that a process was designed for a (slightly)
different product or has a known machine failure which impacts the
performance of the process. By subtracting such known productivity loss from
the calculated design capacity, we obtain the effective capacity.
Example 4.3 Consider a machine for which it is known that it is in repair for 10% of the time. The
machine’s design capacity is 150 products per hour. What is the effective capacity?
Effective capacity = 0.9 * 150 = 135 products per hour
Example 4.4 Consider a machine for which the following information is available. The machine’s design
capacity is 300 products per hour. However, due to the machine’s age, it is necessary to adjust
its settings after every 130 products. This adjustment requires 5 minutes. What is the effective
capacity of this machine?
During the adjustment, theoretically, 5/60*300 = 25 products could have been made. So after
making 130 products we miss production of 25 products. Thus, we make only 130 products out
of a theoretical amount of 155 products. The effective capacity is, therefore, 130/155 * 300 =
251.6 products per hour.
Exercises
Exercise 4.1

Deterministic Performance Estimation
12
Determine the design capacity per hour of the processes “check-in” and “customs” at the
airport (expressed in number of economy passengers of the airport) as described in Exercise
2.1.
Exercise 4.2 Consider a gas station at which customers arrive by car between 9am and 9pm. There are three
types of customers, namely Euro 95, Diesel and LPG customers. 70% of the customers want
Euro 95, 20% want diesel and the rest want LPG. Every 0.75 minutes a customer arrives. 3 fuel
pumps contain both Euro 95 and diesel. Customers are waiting in one line for these 3 fuel
pumps. A fourth fuel pomp only contains LPG. Filling up a car follows a normal distribution
with a mean of 2 minutes and a standard deviation of 20 seconds irrespective of the type of
fuel. After filling up, the customer walks in 30 seconds to the shop. All customers need to pay
at one counter. 80% of the customers pay electronically, which takes 45 seconds. The rest of
the customers pay cash in 30 seconds. Thereafter, they walk back to their cars in 30 seconds
and leave by car the fuel pomp. After a customer has left, the next customer can start filling up.
a. During opening hours, how many customers can theoretically be handled by the Euro
95/Diesel pumps, how many customers can theoretically be helped by the LPG pomp and
how many customers can theoretically be helped by the counter?
b. Can you say anything about the number of customers that can be served by the system as
a whole? (if not, return to this question after you have read sections 6 and 7).
Exercise 4.3 Determine if the design capacity of the automated teller machine, the “Euro clerk” and the
“foreign money clerk” are, each individually, sufficient to handle the arriving customers at the
bank as described in Exercise 2.3.

Deterministic Performance Estimation
13
5 Bottleneck The bottleneck of a system limits the output of the production/server system.
Thus, the bottleneck is the slowest process in the system and has less design
capacity than the prior and following processes. If none of the processes in the
system is the bottleneck, then we say that the arrival process is the bottleneck.
To determine the bottleneck in a system with a single path, you can follow the
next steps:
1. Calculate the design capacity of each process
2. Calculate the expected number of products arriving at the system
3.
a. if the design capacity of all processes is sufficient you can conclude
that the bottleneck of the system is the arrival process
b. if one or more processes have insufficient design capacity, select the
process with the smallest design capacity. Then, this process forms the
bottleneck in the system
To determine the bottleneck in a system with multiple paths, you can follow
the next steps:
1. Calculate the design capacity of each process,
2. Calculate for each process the expected number of products arriving at that
process,
3.
a. if the design capacity of all processes is sufficient, you can conclude
that the bottleneck of the system is the arrival process
b. Check for each path if one or multiple processes on that path have
insufficient design capacity; select the process with the smallest
design capacity. Then, this process forms the bottleneck of this path.
Example 5.1 Examine the production system in Figure 7. Every 4 minutes a product arrives at the
production system. Process 1 only starts processing products if three products have arrived at
the process (batch size = 3). The time to collect these three products before the processing can
start equals 5 minutes (setup time). The time per product in the batch equals 5 minutes.
Thereafter, products are transported on a conveyor to production process 2. Two operators are
working in parallel at this process. The time to handle a single product equals 10 minutes.
Thereafter, the product leaves the system.
Which of the processes is the bottleneck in the system?

Deterministic Performance Estimation
14
System with a single path:
Step 1 Calculate design capacity:
Design capacity of process 1: processing time per batch = 3*5 + 5 = 20 minutes
60/20 = 3 batches per hour = 9 products per hour
Design capacity of process 2: 60/10 * 2 operators = 12 products per hour
Step 2 Calculate arrival rate
Arrival rate: 60/4=15 products per hour
Step 3: Check sufficiency
Both the design capacity of process 1 and 2 are insufficient.
process 1 has smallest capacity: bottleneck
Exercises
Exercise 5.1 Consider the system depicted in Figure 8:. Which of the processes in the system is the
bottleneck?
Exercise 5.2 Consider the system depicted in Figure 9:. Which of the processes in the system is the
bottleneck?
Out
Interarrival
time (of
individual
products):
7 minutes
Process 1
Time required:
4 minutes per product
Batch size: 2
Setup time per batch: 5 minutes
Process 2
Time required:
5 minutes per product
Batch size: 4
Setup time per batch: 9 minutes
Tranport
(on conveyor)
requires
5 minutesOut
Interarrival
time (of
individual
products):
7 minutes
Interarrival
time (of
individual
products):
7 minutes
Process 1
Time required:
4 minutes per product
Batch size: 2
Setup time per batch: 5 minutes
Time required:
4 minutes per product
Batch size: 2
Setup time per batch: 5 minutes
Process 2
Time required:
5 minutes per product
Batch size: 4
Setup time per batch: 9 minutes
Time required:
5 minutes per product
Batch size: 4
Setup time per batch: 9 minutes
Tranport
(on conveyor)
requires
5 minutes
Tranport
(on conveyor)
requires
5 minutes
Out
Interarrival
time
5 minutes
Process 1
3 parallel operators
Time required
per product:
Normal(17, ½)
minutes
Process 3
2 parallel operators
Time required per
product:
exactly 12 minutes
Process 2
1 machine
Time required:
exactly 3 minutes
Out
Interarrival
time
5 minutes
Interarrival
time
5 minutes
Process 1
3 parallel operators
Process 1
3 parallel operators
Time required
per product:
Normal(17, ½)
minutes
Time required
per product:
Normal(17, ½)
minutes
Process 3
2 parallel operators
Process 3
2 parallel operators
Time required per
product:
exactly 12 minutes
Time required per
product:
exactly 12 minutes
Process 2
1 machine
Process 2
1 machine
Time required:
exactly 3 minutes
Time required:
exactly 3 minutes
In Out
InterarrivalTime per
individual
product
4 minutes
Process 1
Time required:5 minutes
per product
Process 2
2 operators
in parallel
Time required:
Exactly 10
minutes
Transport (on conveyor)
requires
on average 10
minutes
Batch size: 3 Setup time per batch:
5 minutes
5 minutesTime required:
minutes
on average 10
5 minutes
Figure 7: Production
system related
to
example 5.1
Figure 8:
Flow diagram
related to
exercise 5.1
Figure 9:
Flow diagram
related to
exercise 5.2

Deterministic Performance Estimation
15
Exercise 5.3 Consider a bank during opening hours with three types of customers. Each two minutes a
customer arrives from 9.00 am to 5.00 pm. 60% of the customers need to withdraw money
from one automated teller machine. The time to withdraw money follows a normal distribution
with a mean of 2 minutes and a standard deviation of 30 seconds. 50% of these customers want
a receipt. It takes another 45 seconds to wait for the receipt to be printed. After receiving the
money and, if applicable, a receipt the customers leave the bank. The second type of customers
(30%) are customers that want to be helped by one clerk to withdraw and/or deposit Euros.
45% need to withdraw Euros, 35% need to deposit Euros and 20% want both. The time to
withdraw Euros takes on average 4 minutes and the time to deposit takes on average 5 minutes.
After receiving the money the customer leaves the bank. The third type of customers wants to
withdraw or deposit foreign money. There is another counter with one clerk where these types
of customers are helped. The time to order foreign money takes 30 seconds. Thereafter, the
customer and the employee need to wait for 1 minute until the time-lock of the safe is opened.
Thereafter, the employee counts the foreign money and prepares a receipt for the customer.
The time to perform these two actions follows a normal distribution with a mean of 2 minutes
and a standard deviation of 15 seconds. Thereafter, the customer leaves the bank. Which of the
processes in the system is a bottleneck?

Deterministic Performance Estimation
16
6 Departure rate The departure rate (i.e. throughput) of a system indicates the number of
products/customers that leave the system per time unit. Clearly, the departure
rate is determined by the output of the bottleneck in the system. As a result, the
value of the departure rate only equals the value of the arrival rate if the arrival
process is the bottleneck in the system.
Example 6.1 Examine the production system in Figure 7.
a. What are the arrival and departure rates of the system per hour?
The departure rate of this production system is determined by the output of process 1 (see
example 5.1). Thus, the departure rate equals the output of process 1 per hour. The departure
rate is 9 products per hour and the arrival rate is 15 products per hour.
b. A new automated machine has been purchased for process 1 and its processing time is
exactly 3 minutes per product. Products will not be batched anymore but be treated
individually. What will be the new departure rate?
Design capacity of process 1 is 60/3 = 20 products per hour
Process 2 forms bottleneck of the system.
Departure rate = 12 products per hour
c. The management decides that a third operator will be used at process 2. What will be the
new departure rate? Design capacity of process 2: 60/10 *3 = 18 products per hour
Design capacity of process 1 is still 20 products per hour
Arrival rate is 15 products per hour
Arrival process forms bottleneck of the system.
Arrival rate = departure rate = 15 products per hour.
Exercises
Exercise 6.1
Consider the production process above. What is the expected departure rate per hour?
Exercise 6.2 Consider an airport during lunch time (12.00-13.00). There are two types of passengers,
namely business class (20%) and economy class (80%) passengers. Each minute a new
passenger arrives. A passenger walks in approximately 4 minutes to the check-in counter.
Economy class passengers are waiting in one line for the counters. 3 of the 5 counters are open
during lunch time. The time to check in follows a normal distribution with a mean of 12
minutes and a standard deviation of 4 minutes. At one of the counters new employees are
trained during lunch time. As a result, the check-in time of this specific counter is on average 2
times as high as at the other counters. For business class passengers there is one counter open
Out
Interarrival time:
4 minutes
Process 1
1operator
Required time
Normal(3 , ½)
minutes
Proces
(2 operators parallel)
Required time per product:
Exactly 10 minutes
Proces
1 machine
Required time:
Exactly 6 minutes
Out
Interarrival time:
4 minutes
Process 1
1operator
Process 1
1operator
Required time
Normal(3 , ½)
minutes
Required time
Normal(3 , ½)
minutes
Proces
(2 operators parallel)
Proces
(2 operators parallel)
Required time per product:
Exactly 10 minutes
Proces
1 machine
Proces
1 machine
Required time:
Exactly 6 minutes

Deterministic Performance Estimation
17
during lunch time with higher skilled staff. The check-in time follows a normal distribution
with a mean of 10 minutes and a standard deviation of 2 minutes. After the check-in procedure
both types of passengers go, with a travel time of 2 minutes, to the customs. The time required
at the customs equals 5 minutes. There are separate counters for business and economy
passengers. Economy class passengers walk with luggage trolleys to their gates. Business class
passengers are transferred with a vehicle. Each vehicle has a capacity of 1 passenger. The total
time for a vehicle to travel with a passenger to a gate and to return empty to the customs equals
on average 13 minutes. Calculate the total number of business class passengers, which need a
vehicle during lunch time.

Deterministic Performance Estimation
18
7 Utilisation and efficiency Utilisation can be defined as the fraction of total time in which a
machine/service-unit is used for production/service. More mathematically, we
define the utilisation rate for a single machine/operator as:
(7.1)
For example, consider an operator, who is busy for 70% of its time and idle for
30% of its time. The utilisation rate of this operator is 0.7.
Example 7.1 Consider a production process where every 5 minutes a product arrives. The production time is
4 minutes per product. The utilisation rate can be calculated according to the two options in
equation (7.1). Thus,
utilisation rate = 4/5 = 0.8
or
arrival rate = 12 products per hour; production rate = 15 products per hour;
utilisation = 12/15 = 0.8
In equation (7.1) we divide the total time in operation by the total time. It is
important to define these terms properly. In calculating operating time, we
need to include setup times of machines (e.g. time required to switch between
two colours).
Efficiency
We defined utilisation as actual output divided by design capacity. It is,
however, often already known in advance that there are certain additional
constraints, such as planned lunch breaks and machine failures. These
constraints limit the utilisation. To take these factors explicitly into
consideration, we define efficiency. Efficiency is a measure for the achieved
output compared to the effective capacity. If there are no additional constraints,
then efficiency equals utilisation (because then effective capacity equals design
capacity).
Example 7.2 Consider a machine, which is busy for 70% of its time and idle for 20% of its time. The
machine is in repair for 10% of the time.
The utilisation of this machine is 0.7
The efficiency of this machine is: 0.7 / (0.7 + 0.2) = 0.778
Utilisation rate for n identical parallel machines
We can also calculate the utilisation rate for several machines/operators
working in parallel at the same process. In this case, the utilisation rate depends
on the number of products that arrive at the process (arrival rate) and the
capacitydesign
output actual erator machine/op single a of raten utilisatio
time total
operationin timetotal erator machine/op single a of raten utilisatio
=
=
or equivalantly as:

Deterministic Performance Estimation
19
number of units handled per machine/operator (production rate). The utilisation
rate ρ for a process consisting of n identical machines/operators can be
expressed as follows:
, (7.2)
where as λ = arrival rate and µ = production rate per machine/operator.
Note: use the same time-unit for λ and µ.
Example 7.3 Consider an airport with three check-in counters. 20 passengers arrive per hour at these
counters. Each employee can serve up to 9 passengers per hour. The utilisation rate of the
check-in counter equals:
Difficulties in calculating utilisation rates
Make sure that you read carefully whether the arrival rate or interarrival time
(similarly: production time versus production rate) has been given. Never
combine an arrival rate with a production time or an interarrival time with a
production rate in calculating utilisation rates.
Example 7.4
In calculating utilisation rates for serial processes, you need to locate the
bottleneck first. In this way, you can calculate the number of products arriving
at each of the processes.
µ
λρ
n=
74.09*3
20===
µ
λρ
n
Process 1arrival rate:
15 products per hourproduction rate:
20 products per hour
Process 1every 15 minutes
a product arrivesproduction rate:
20 products per hour
utilisation rate = 15/20 = 0.75
utilisation rate = 4/20 = 0.2 or 3/15 = 0.2
Process 1arrival rate:
15 products per hourproduction rate:
20 products per hour
Process 1every 15 minutes
a product arrivesproduction rate:
20 products per hour
utilisation rate = 15/20 = 0.75
utilisation rate = 4/20 = 0.2 or 3/15 = 0.2
Process 1arrival rate:
15 products per hourproduction rate:
20 products per hour
Process 1arrival rate:
15 products per hourproduction rate:
20 products per hour
Process 1every 15 minutes
a product arrivesproduction rate:
20 products per hour
utilisation rate = 15/20 = 0.75
utilisation rate = 4/20 = 0.2 or 3/15 = 0.2Process 1every 15 minutes
a product arrivesproduction rate:
20 products per hour
Process 1every 15 minutes
a product arrivesproduction rate:
20 products per hour
utilisation rate = 15/20 = 0.75
utilisation rate = 4/20 = 0.2 or 3/15 = 0.2

Deterministic Performance Estimation
20
Example 7.5 Consider the production process in Figure 10.
Per hour, 15 products arrive at the system, but due to the bottleneck at process 1 only 5
products arrive at process 2 per hour.
Utilisation of process 2 = 5/12 = 0.42
Productive utilisation rate
In calculating productive utilisation rates we exclude setup times from
operating times. Setup times occur, for example, if the paint cartridge of a
painting machine must be replaced.
Example 7.6 Consider the production process in Figure 11.
Production time per batch: 4*3 + 1 = 13 minutes
Time elapsed until next batch is completed: 4*4 = 16 minutes
utilisation = 13/16 = 0.81
productive utilisation rate: 12/16 = 0.75
Relation between utilisation rate and throughput time
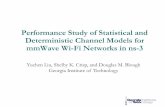
As we noted in Section 3, there may be a large difference between the
deterministic estimate of the throughput time and the actual throughput time.
This large difference is mainly caused by high utilisation rates. Consider, for
example, the following three systems consisting of a single machine with a
waiting line. Arrivals follow a Poisson distribution and processing times are
negative exponentially distributed (so we can use a M/M/1 waiting line model).
a. λ = 10 product per hour, µ = 30 products per hour
b. λ = 10 product per hour, µ = 15 products per hour
c. λ = 10 product per hour, µ = 11 products per hour
Process 1 Process 2
production rate:
5 products per hourproduction rate:
12 products per hour
arrival rate:
15 products per hour
Process 1 Process 2
production rate:
5 products per hourproduction rate:
12 products per hour
arrival rate:
15 products per hour
Process 1 Process 2
production rate:
5 products per hourproduction rate:
12 products per hour
arrival rate:
15 products per hour
Process 1
time required: 3 minutes per product
production starts when 4 products have
arrived (batch size is 4)
setup time per batch: 1 minute
Interarrival time:
4 minutes
Process 1
time required: 3 minutes per product
production starts when 4 products have
arrived (batch size is 4)
setup time per batch: 1 minute
Process 1
time required: 3 minutes per product
production starts when 4 products have
arrived (batch size is 4)
setup time per batch: 1 minute
Interarrival time:
4 minutes
Figure 10:
Flow diagram
related to
example 7.5
Figure 11: Flow diagram
related to
example 7.6

Deterministic Performance Estimation
21
The time products spend in the waiting line can be calculated as (see Heizer
and Render, Module D) WS = 1/(µ – λ). So the time in the system is:
a. WS = 0.05 hour = 3 minutes
b. WS = 0.2 hour = 12 minutes
c. WS = 1 hour = 60 minutes
As you can see, the waiting time increases rapidly if µ approaches λ. In the
extreme, if λ > µ, then in theory the waiting line would continue to grow
indefinitely. In practice, this will generally mean that processes upstream are
halted until there is sufficient space again in the buffer. This is the situation
where we speak of a bottleneck (refer to Section 5).
The example, we sketched here, holds in general. If the utilisation approaches 1
then the waiting time approached infinity. Note that “the utilisation approaches
1 is equivalent to the notion “µ approaches λ” we used before, because
utilisation = λ/µ. This relation is given graphically in Figure 12.
Exercises
Exercise 7.1 Consider a machine, which is busy 25% of its time, idle for 65% of its time and in repair for
10% of its time. What is efficiency for this machine?
Exercise 7.2
Consider the service process depicted above. What is the utilisation rate for the process?
Exercise 7.3 Consider a machine where each 10 minutes a single product arrives. The batch size equals 4
products. The set-up time per batch equals 6 minutes. The total processing time for processing
4 products equals 16 minutes. What are the utilisation rate and the productive utilisation rate
for this machine?
Arrival rate:
6 customers
per hour
Workstation with 3
parallel employees.
One employee can serve
a customer in exactly 8
minutes
Waiting time
utilisation
0 % 50 % 100 %
Figure 12:
Relation
between
utilisation and
waiting time

Deterministic Performance Estimation
22

Deterministic Performance Estimation
23
8 Work-in-progress The work-in-progress (WIP) indicates the number of products/customers that
have been taken into production/service but have not yet been finished.
Generally, we can not compute the WIP exactly. We distinguish between two
options to estimate the WIP.
Firstly, we can use Little’s equation:
L = λ * W (8.1)
where,
L = average WIP
λ = average number of products arriving per time-unit
W = throughput time
Note: use the same time-units for λ and W.
Example 8.1 Consider the production process in Figure 3.
A product arrives each 5 minutes. λ = 1/5 product per minute.
Throughput time = 17 minutes (see Example 3.1)
WIP = λ * W = 1/5 * 17 = 3.4 products
Secondly, we can use equation (8.2).
(8.2)
where,
ρi = utilisation of machine/service-unit i
Xi = batch size on machine/service-unit i
n = number of machines/service-units
Example 8.2 Consider the production process in Figure 13:.
WIP = 2/4*1 + 13/16*4 = 3.75 products (see example 7.6 for utilisation of process 2)
Exercises
Exercise 8.1
∑=
n
i
ii X1
*ρ
Out
Interarrival time
(of individual products):
4 minutes
Process 1 Process 2
Required time:
Exactly 2 minutes
Required time:
3 minutes per product
Batch size = 4
Set-up time = 1 minute
Out
Interarrival time
(of individual products):
4 minutes
Process 1 Process 2
Required time:
Exactly 2 minutes
Required time:
3 minutes per product
Batch size = 4
Set-up time = 1 minute
Out
Interarrival time
(of individual products):
4 minutes
Process 1 Process 2
Required time:
Exactly 2 minutes
Required time:
3 minutes per product
Batch size = 4
Set-up time = 1 minute
Figure 13: Flow diagram
related to
example 8.2

Deterministic Performance Estimation
24
Consider the process depicted above. Determine the average Work-In-Progress with Little’s
equation?
Exercise 8.2 What is the average number of economy passengers (WIP) at the airport as described in
Exercise 2.1?
Out
Interarrival time
(of individual products):
7 minutes
Process 1 Process 22 operators in parallel
Required time:
Normal (3,1) minutes
Time required per product
On average 11 minutes
Transport (on conveyor)
Requires on average 8 minutes
Out
Interarrival time
(of individual products):
7 minutes
Process 1 Process 22 operators in parallel
Required time:
Normal (3,1) minutes
Time required per product
On average 11 minutes
Transport (on conveyor)
Requires on average 8 minutes

Deterministic Performance Estimation
25
9 Solving bottleneck problems If capacity exceeds demand, we may stimulate demand by, for example,
reducing production or service tariffs. If demand exceeds capacity we may
want to increase capacity by making staffing changes or by adjusting
equipment and by redesigning processes and products.
Solving bottleneck problems can be viewed in different time horizons. On a
long term planning we can adjust capacity by adding facilities and equipment
and by adjusting the product design. On an intermediate planning level setup
times can be decreased or personnel can be trained to achieve a higher output.
To modify capacity on the short run already existing capacity can be used more
wisely by scheduling staff and jobs in a different way (for example, by using
over-time and working in two groups), or by using larger batch sizes or by
outsourcing activities to other companies .
In this section we treat two examples for managers to solve capacity problems.
Example 9.1 Consider the production process in Figure 14:.
How many operators (servers) are required at process 2 to ensure a departure rate of at
least 20 products per hour?
Production rate of process 2 with one operator = 4 products per hour
To achieve a production rate of 20 products per hour, at least 20/4 = 5 operators need to work
in parallel. However, if we use 5 operators, the utilisation will be exactly 1.0. If there is only a
small amount of uncertainty in the system (quite realistic), 5 operators will be insufficient.
Therefore, we need a minimum of 6 operators. Did you notice an additional problem? The
arrival rate is not high enough to achieve the required departure rate.
In Out
Average
interarrival
time:
8 minutes
Process 1
Time required:
Exactly 3 minutes
Process 2
(x operators
in parallel)Transport
(on conveyor)
requires
on average 10
minutes
Time required
per product
exactly 15 minutes
In Out
Average
interarrival
time:
8 minutes
Process 1
Time required:
Exactly 3 minutes
Process 2
(x operators
in parallel)Transport
(on conveyor)
requires
on average 10
minutes
Time required
per product
exactly 15 minutes
Figure 14:
Flow diagram
related to
example 9.1

Deterministic Performance Estimation
26
Example 9.2 Consider the production process in Figure 15:.
What is the minimum batch size to prevent process 1 from being a bottleneck?
Process 1 is not a bottleneck if the utilisation rate is smaller than 1.
Utilisation = (3*X + 10)/4*X < 1
If X = 10 then both arrival and process 1 are bottleneck. So, the minimum batch size is 11.
Exercises
Exercise 9.1
Consider the process depicted above. What is the minimum batch size to prevent process 1
from being a bottleneck?
Process 1
time required: 3 minutes per product
batch size = X
set-up time per batch = 10 minutes
Interarrival time:
4 minutes per product
Process 1
time required: 3 minutes per product
batch size = X
set-up time per batch = 10 minutes
Process 1
time required: 3 minutes per product
batch size = X
set-up time per batch = 10 minutes
Interarrival time:
4 minutes per product
In Out
Arrivals:
10 products
per hour
Process 1
Time required: 4.2 minutes per product
Production batch size is x
Set-up time per batch: 25 minutes
Figure 15:
Flow diagram
related to
example 9.2

Deterministic Performance Estimation
27
10 Large exercises
Exercise 10.1A A manufacturer of car audio equipment is planning to produce and to sell a new type of car
radio next year. It will be a simple model that will be offered for a very fair price. To restrict
the costs of these radios, they will be assembled from modules that are also used for other
types. For the production of the radios only one assembly line will be needed.
The above figure shows a schematic overview of the assembly line, as it has been designed for
the producer by an engineering consultant. Assembly will take place in three steps. In the first
step (assembly 1) the supplied empty casing will be provided with a printed circuit board
(PCB) and the mechanics for a CD player (the lining or interior). In the second step (assembly
2), this printed circuit board is soldered to the casing, after which the whole is mounted with a
cover. Two parallel workstations are available for this operation. The radio is tested in the third
step and a label with the type and serial number will be attached (assembly 3).
The following facts are known about the assembly process:
• An empty casing arrives at the assembly line on average every 150 seconds
• The assembly of the interior work takes 120 seconds
• Soldering the PCB and mounting the cover takes 260 seconds
• Testing and labelling on the radio takes 140 seconds
• Printed circuit boards and covers are always sufficiently available
Use “Deterministic Performance Estimation” techniques to determine:
• The number of radios produced in 4 weeks (1 week consists of 5 working days; each
working day consists of 8 working hours)
• The throughput time of radios
• The utilization rates of the three different operations
• The average amount of work in progress (WIP)
Exercise 10.1B One of your colleagues has built a simulation model of the radio assembly as described in
question A. In this simulation, she could do what you could not when doing these calculations
by hand: include stochasticity (i.e. include uncertainty by specifying a probability distribution
of the arrival times and the production times). Some of the results from her simulation model
are as follows:
Total production: 3834 radios
Throughput time: 973 seconds
Utilization rate interior work: 0.79
Utilization rate soldering: 0.85
Utilization rate testing: 0.94
WIP: 5.2 products
Can you explain the differences with the values that you calculated?
Car-radio assembly
buffer 1 buffer 2
Interior work
Cover plates
assembly 1 assembly 3 buffer
assembly 2
assembly 2

Deterministic Performance Estimation
28
Exercise 10.2A The figure below shows a scheme of the production line of scissors. The basic material for
scissors is stainless steel, which is offered in plates. A punching machine can make 10 half
pairs of scissors out of one plate at once. Two punching machines are used, one for either half.
Afterwards, the half pairs of scissors are deburred. The half pairs of scissors are then grinded
on a grinding machine, after which they are ready for assembly. Hereto, two workstations are
available where both half pairs are being assembled to become one pair of scissors. Then, the
scissors are put on a conveyor to be transported to an inspection station where they will be
tested thoroughly. The certified scissors will go to a packaging machine, which will pack them
per 10 in a box. The unapproved scissors are thrown into a garbage bin, which will be emptied
when 4 disapproved scissors are in it.
The following is known of the production process:
• On average every 2.5 minutes a plate is being delivered.
• The rejection percentage is 5% on average.
• A batch consists of 10 half pairs of scissors. All operations take place batchwise. In the
assembly, a batch is built up of 2x10 half pairs of scissors = 10 scissors. The assembly of
20 half pairs of scissors takes place on one of the machines and lasts 380 sec on average.
• The capacity of the buffers between the operation steps is 40 scissor-halves (4 batches) per
buffer.
Furthermore, the following times are known:
Parameter Distribution Mean Std. deviation
Interarrival time (of plates) Exponential 150 150
Punching per plate Normal 160 5
Deburring per batch Normal 75 15
Grinding per batch Normal 130 30
Assembly per batch Normal 380 120
Inspection per pair of scissors Normal 19 5
Packaging per 10 scissors Normal 150 30
B
B
B
B
B
In
Out
Punching
Punching
Deburring Grinding
Inspection Packing
Assembly
Assembly waste
Scissors factory
B
B

Deterministic Performance Estimation
29
Calculate, with “Deterministic Performance Estimation” techniques the following performance
indicators
• The daily production of the scissors factory (1 day consists of 8 working hours)
• The throughput time of scissors in the production process.
• The utilization rates of the 6 different operation steps.
• The total amount of Work in Progress (WIP).
Exercise 10.2B The board of directors of the factory is considering decreasing the prices of the scissors by
15%, since a market survey showed that by this decrease, the market share could be increased
by 50%. Certainly production will have to be raised to achieve this. The board proposes to
simply decrease the average interarrival time of plate material from 150 to 100 seconds. Will
this measure increase the output by the desired 50%?
Hint: determine the bottleneck and calculate the design capacity of this bottleneck.

Deterministic Performance Estimation
30
Answers to exercises
Flow diagrams
OutArrival process:arrival rate:
12 per hour
Time required:
Normal(3, ½)
minutes
Time required per product
exactly 30 minutes
Tranport
(on conveyor A)
requires
on average 9
minutes60%
Tranport
(on conveyor B)requires
on average 5
minutes
40%
Process 1a
1 operator
Process 1b
1 operator
Time required:
6 minutes
Process 2
(4 operators in parallel)
Answer
exercise 2.1
10 min
Answer
exercise 2.2

Deterministic Performance Estimation
31
Throughput times
Throughput time of economy passenger =
4 + 12 + 2 +5 +10 = 33 minutes
Throughput time of a product:
step 1 and 2:
path 1: 0.60*(3+9+30) = 25.2
path 2: 0.40*(6+5+30) = 16.4
step 3:
25.2 + 16.4 = 41.6 minutes
Withdraw at automated teller: 2 + ½*¾ = 2.375 min
Withdraw/Deposit Euro: 0.45*4 + 0.35*5 + 0.20*9 = 5.35 min
Withdraw/Deposit foreign: ½ + 1 + 2 = 3.5 min
Design and Effective Capacity
Design capacity check-in:
step 1: deterministic processing time = 12 min
step 2: production rate = 5 passengers per hour per counter
production rate = 15 passengers per hour in total
step 3: design capacity = 15 passengers per hour
Design capacity customs:
step 1: deterministic processing time = 5 min
step 2: production rate = 12 per hour
step 3: design capacity = 12 passengers per hour
arrivalinterarrival time: 2 minutes
between 9am and 5 pm
leave
withdraw
automated tellerNorm (2,1/2) min
50% 50%
receipt 3/4 min
60%
withdraw/deposit
clerk
45%
35%
20%
With
draw
4 m
in
dep
osit
5 m
in
both
9 m
in
foreign clerk
1/2 + 1 + Norm(2,1/4) min
30%
10%
Answer
exercise 3.1
Answer
exercise 2.3
Answer
exercise 3.2
Answer
exercise 3.3
Answer
exercise 4.1

Deterministic Performance Estimation
32
a. Design capacity Euro95/diesel:
step 1: processing time of car at fuel pomp = time to fill up + time to walk to shop + time to
pay + time to walk to car = 2 + 0.5 + 0.80*0.75 + 0.20*0.5 + 0.5 = 3.7 min
step 2: production rate = 60/3.7* 3 fuel pumps = 48.6 cars
step 3: design capacity during opening hours = 12 * 48.6 = 583 cars
Design capacity LPG:
step 1: processing time of car at fuel pomp = time to fill up + time to walk to shop + time to
pay + time to walk to car = 2 + 0.5 + 0.80*0.75 + 0.20*0.5 + 0.5 = 3.7 min
step 2: production rate = 60/3.7* 1 fuel pumps = 16.2 cars
step 3: design capacity during opening hours = 12 * 16.2 = 194 cars Design capacity counter:
step 1: processing time = 0.80*0.75 + 0.20*0.5 = 0.7 min
step 2: production rate = 60/0.7* 1 counter = 85.7 cars
step 3: design capacity during opening hours = 12 * 85.7 = 1028 cars
b. Total number of customers arriving during opening hours = 960.
90% wants Euro95/diesel = 864 customers. However, only 583 can be handled.
10% wants LP = 96 customers. All LPG customers can be served.
Total number of customers that get to the counter during opening hours = 583 + 96 = 679
customers. This is less than the design capacity, thus they can all be served at the counter.
Total number of customers served during opening hours = 583 + 96 = 679 customers.
Step 1:
• Deterministic processing time automated teller machine: 2 + ½*3/4 = 2.375 min per
customer; design capacity = 202 customers per 8 hour
• Deterministic processing time Euro clerk: 0.45*4 + 0.35*5 + 0.20*9 = 5.35 min; design
capacity = 89 customers per 8 hour
• Deterministic processing time foreign clerk: ½ + 1 + 2 = 3.5 min; design capacity = 137
customers per 8 hour
Step 2:
• Arrival process = 60/2 = 30 customers per hour * 8 hours = 240 customers
• Automated teller machine = 0.60 * 240 = 144 customers per day
• Withdraw/Deposit Euro clerk = 0.30 * 240 = 72 customers per day
• Withdraw/Deposit foreign clerk = 0.10 * 240 = 24 customers per day
Step 3:
• Automated teller machine: sufficient
• Withdraw/deposit Euro clerk: sufficient
• Withdraw/deposit foreign clerk: sufficient
Bottlenecks
System with single path:
Step 1:
Design capacity process 1:
deterministic processing time for 2 products = 4*2 + 5 = 13 minutes
production rate = 4.6 batches per hour
design capacity = 9.2 products per hour
Design capacity process 2:
deterministic processing time = 4*5 + 9 = 29 min
production rate = 2.07 batches per hour
design capacity = 8.28 products per hour
Step 2: Arrival rate:
60/7 = 8.6 products per hour
Step 3: Thus, design capacity process 1 is sufficient and design capacity process 2 is
insufficient. Process 2 is bottleneck.
Answer
Exercise 4.2
Answer
exercise 4.3
Answer
exercise 5.1

Deterministic Performance Estimation
33
System with single path:
Step 1:
Design capacity process 1:
deterministic processing time = 17 minutes
production rate = 60/17* 3 operators = 10.6 per hour
design capacity = 10.6 products per hour
Design capacity process 2:
deterministic processing time = 3 min
production rate = 20 products per hour
design capacity = 20 products per hour
Design capacity process 3:
deterministic processing time = 12 min
production rate = 60/12 * 2 operators = 10 products per hour
design capacity = 10 products per hour
Step 2: Arrival rate:
60/5 = 12 products per hour
Step 3:
Thus, design capacity process 1 is insufficient, design capacity process 2 is sufficient and
design capacity process 3 is insufficient. Design capacity process 3 is smaller than design
capacity process 1, process 3 is bottleneck.
System with multiple paths:
Steps 1, 2 (see answer exercise 4.3):
• Automated teller machine: sufficient
• Withdraw/deposit Euro clerk: sufficient
• Withdraw/deposit foreign clerk: sufficient
Step 3:
Design capacity all processes is sufficient: Arrival process is bottleneck
Departure rate
design capacity process 1: 20 per hour
design capacity process 2: 10 per hour
design capacity process 3: 12 per hour
arrival rate: 15 per hour
bottleneck: process 2
departure rate = 10 products per hour
arrival rate: 60 passengers per hour of which 20% is a business class passenger = 12 per hour
design capacity check-in: 6 passengers per hour
design capacity customs: 12 passengers per hour
bottleneck: check-in, consequently departure rate = 6 business class passengers which require a
vehicle per hour
Utilisation and efficiency
efficiency = 0.25/(0.25 + 0.65) = 0.28
utilisation rate =
27.0
)8
60(*3
6
*==
µ
λ
n
Answer
exercise 5.3
Answer
exercise 5.2
Answer
exercise 6.1
Answer
exercise 6.2
Answer
exercise 7.1
Answer
exercise 7.2

Deterministic Performance Estimation
34
Production time per batch = 16 + 6 = 22 minutes
Time elapsed = 4*10 = 40 minutes
utilisation rate = 22/40 = 0.55
productive utilisation rate = 16/40 = 0.4
Work-in-Progress
W = 3 + 8 + 11 = 22 minutes
λ = 1/7 per minute
WIP = 1/7 * 22 = 3.14 products
W = 33 minutes (see exercise 3.1)
λ = 1 passenger per minute
WIP = 33 passengers
Solving bottleneck problems
Process 1 is not a bottleneck if the utilisation rate is smaller than 1.
Utilisation = (4.2x+25) / 6x
1 > (4.2x+25) / 6x
6x > 4.2x+25
1.8x > 25
x > 25/1.8
x > 13.9
So, minimum batch size is 14.
Large exercises
indicator expected tot. radios 4 weeks=576000 sec. prod. rate: 1 per 150 sec → 3840
throughput time 120+260+140 = 520 sec
ut.rate interior work 120/150 = 0.8
ut.rate soldering 130/150 = 0.87
ut.rate testing 140/150 = 0.93
WIP λ (average # prod/sec) = 1/150 S=520, L=λW= 3.47
ΣρiXi = Σut.rates*batchsize = 0.8*1+0.87*1+0.87*1+0.93*1= 3.47
To explain the effect that occurs, imagine the following. There is a process that requires
exactly 5 minutes per product. Products arrive at this process every 6 minutes. How long do
you expect the queue to be? The queue length will be zero, because every time the process is
ready, it will need to wait 1 minute until the next product arrives. Now assume that the arrival
times are uncertain. The average is still 6 minutes, but the time between two arrivals may
vary. Suppose 3 products arrive shortly after each other. Then 1 product is taken into
production, and the other 2 products must wait. So now there is a queue! On the other hand,
you may ask “But what happens if the time between arrivals is temporarily larger?” In our
initial situation, the queue length was zero. If even fewer products arrive, then the queue length
will still be zero (it clearly cannot become negative). These quiet periods can only be used to
reduce the length of the waiting line that appeared due to the first effect. In total we, therefore,
see an increase in the queue length. If the queue length increases, this means that products are
waiting, which will increase the throughput time and the WIP. The effects in the situation
described in this exercise are similar, only now we have the assembled effect of many
uncertainties. The basic line of reasoning is, however, the same. Uncertainty usually increases
Answer
exercise 7.3
Answer
exercise 8.2
Answer
exercise 8.1
Answer
exercise 9.1
Answer
exercise 10.1A
Answer
exercise 10.1B

Deterministic Performance Estimation
35
WIP and throughput times. Note that in this case the simulated throughputtime is 87% higher
than the deterministic throughput time.
Then why are the utilization and the total production almost equal between the simulation and
the calculation (if you would run the simulation for a couple of years, then the numbers will be
even closer to each other)? Let’s take the same example as before. The process requires exactly
5 minutes per product. One product arrives every 6 minutes. The utilization is 5/6 = 0.83. Now
assume that there is uncertainty in the production time, 50% of the time it is 2 minutes and
50% of the time it is 8 minutes. What is the utilization? Simply (0.5*2+0.5*8)/6 = 0.83. The
same holds if you introduce other probability distributions (e.g. a normal distribution).
Sometimes the process is faster, sometimes slower, but the average remains the same.
indicator expected daily production 91.2 boxes
throughput time 914 (=160 + 75 + 130 + 380 + 19 + 150)
ut.rate punching 0.533
ut.rate deburring 0.50
ut.rate grinding 0.867
ut.rate assembly 380/(4∗150) = 0.633
ut.rate inspection 0.633
ut.rate packaging 0.475
WIP 30.5 scissors (30.22 via Σi ρiXi)
Explanation:
• Daily production. The bottleneck is the interarrival rate, 150 seconds. Each 150 seconds, 1
plate is being delivered. 1 plate = 10 half pairs of scissors = 5 scissors. Of these, 5% is
rejected. So, on average only 0.95 * 5 = 4.75 scissors can be produced per 150 seconds.
Thus, the daily production is 3600 ∗ 8 ∗ 4.75 / 150 = 912 scissors = 91.2 boxes. Note that
production is always measured in terms of the end products, which are boxes of 10 scissors
in this case.
• Utilization. When computing the utilization rate for packaging, you have to take the
rejection percentage into account as well as the fact that the arrival time for packaging is
300 seconds, because 2 batches are needed and the arrival time of batches is 150 seconds.
So the utilization rate for packaging is (150*0.95)/300 = 0.475.
• WIP via Little’s formula (L=λW): W = 914, λ = 5 products/150 seconds → L = 1/30*914 =
30.5 products. It is important to express both W and λ in the same units (we used seconds).
• WIP = Σi ρiXi = 0.533 ∗ 5 + 0.533*5 + 0.5 ∗ 5 + 0.867 ∗ 5 + 0.633 ∗ 10 + 0.633 ∗ 10 +
0.633*1 + 0.475 ∗ 10 = 30.22.
The new bottleneck is grinding with an operating time of 130 seconds. So the daily production
is now 3600*8*5 (number of scissors per plate) * 0.95 (percentage of good scissors) / (130 *
10 (10 scissors per box)) = 105.2 boxes. Note that the daily production is exactly the
production of the bottleneck, grinding. Increasing the daily production by 50% is therefore not
possible without adapting the current machinery (more specifically, at least one extra grinding-
machine would be needed to increase the production).
Answer
exercise 10.2A
Answer
exercise 10.2B





![1 On Lower Bounds for Non-Standard Deterministic Estimationwebpages.lss.supelec.fr/perso/renaux/publications/[J24].pdf · of ”standard” deterministic estimation problems for which](https://static.fdocuments.in/doc/165x107/5ea8c082a4703f20092c4f57/1-on-lower-bounds-for-non-standard-deterministic-j24pdf-of-astandarda-deterministic.jpg)