Design Fundamentals of Belt Conveyor Drive

of 7
-
Upload
vivekbharti83 -
Category
Documents
-
view
211 -
download
6
Transcript of Design Fundamentals of Belt Conveyor Drive
-
5/13/2018 Design Fundamentals of Belt Conveyor Drive
1/7
Design fundamentalsfor drive systems onconveyorsBy Luke Meakin* and Peter Saxby, Hatch
1. KeywordsConveyor, conveyor drive, multiple drive,drive control system, variable voltagevariable frequency control, variable speeddrive, variable frequency drive, second-ary resistance control (SRC), squirrel cageinduction motor (SCIM), wound rotorinduction motor (WRIM), fluid coupling,electronic soft starter, direct on line start,breakaway torque, acceleration torque,conveyor resistance forces, conveyor ef-ficiency, conveyor drive de-rating.
2. SynopsisThe combination of a number of fac-tors can result in conveyor drives beingundersized or operating in an unsuitablemanner. Some of these factors include: The trend to reduce drive sizes byreducing friction coefficients The trend towards using squirrelcage induction motors under variablevoltage variable frequency controlscombined without considering thedrive characteristics
Not analysing the operation and in-teraction of fluid couplings with themotor torque curve.
Either not allowing for break-awayresistances, or not allowing for somecomponents of break-away resistances
Not allowing for load sharing in mul-tiple drive systems
Not allowing for surge (transient butsustained variations in throughput)
Procured drive and conveyor compo-nents being different to the designcomponents resulting in different resist-ances and different drive characteristics
Correct conveyor drive design can beachieved by allowing for realistic loadcases and ensuring that the drive systemselected can provide adequate torque toovercome these resistances.
This paper discusses concepts forestablishing conveyor resistances and thefeatures of various drive technologies andde-rating factors which should be applied.
3. IntroductionItems which have contributed to under-size conveyor drives being designed, or
22 Australian Bulk Handling Review: March/April 2009
drives being designed which have notoperated correctly are discussed in thispaper. Various trends which have led tothese outcomes are discussed and method-ologies which should be employed duringdesign to ensure fit for purpose outcomesare also discussed.
The broad areas discussed by thispaper include: Determination of conveyor resistances Assessment of de-rating factors Features of various conveyor drivetechnologies
Design suggestions to minimise energylosses in conveyor systems
In addition to incorrect drive sizing,drives can fail due to control system is-sues and these are also discussed brieflyas a precursor.4. Drive control systemphilosophyA conveyor that is operating and con-tinues to operate safely with an alarmcondition allowing an overload to becorrected will cause less problemsthan a conveyor that is stopped as soonas the alarm is raised. A back up tripshould occur if the alarm condition isnot resolved quickly. Two stage alarm/trip settings give excellent control andexamples are: Ifthe gearbox oil temperature reachesa preset safe limit, it will not fail im-mediately and therefore the conveyorshould not be immediately stopped.A ten degree Celsius additional riseshould trip the drive.
An electric motor that reaches peakcurrent for a few seconds will not burnout, however if this persists and themotor thermal rating is reached a tripis needed. Higher end motor protec-tion relays (MPR) can accommodate adetailed motor thermal limit curve toallow for many over-current scenarios.
The use of two stage belt wander detec-tion/indication is strongly preferred.Starting set up can cause spurious tripouts that mask the real reason for a con-veyor not breaking away: When using delay fill fluid coupling
drives, motion at full load conditionsmay take many seconds. Ensure that thezero speed trip timers allows for this.
Ensure that the motor does not tripout on an arbitrary electrical limitthat does not harm the motor (an 85%maximum current trip is often set onmany mine drives). Proper setup ofthe MPR can eliminate this type ofnuisance trip.
Ensure that other instruments (oilpressure, flow, temperature, zerospeed, vibration etc.) are bypassed forthe starting duration unless deemedcritical.
Confirm the set up of the VSD is asrequired.
Check the actual voltage drop understarting as this is drive dependant,with direct on line starting being thehighest.
5. Conveyor resistancesThe basic conveyor resistance forcesare calculated by using the internationalstandard, ISO 5048(1) in most parts ofthe world, with CEMA(2) (ConveyorEquipment Manufacturers Association)still finding preference in North America.Although both these methods provide arealistic assessment of resistance forcesfor most conveyor applications, otherresistance forces must be considered,particularly during starting. These resist-ances include: Allowance for static friction (or break-away friction), sometimes referred toas 'stiction'.
Allowance for full or blocked chutes. Allowance for inertial resistance ofthe belt and its components duringacceleration.
5 .1 . B re ak -away fr ic tionOften neglected, this resistance force canbe Significant, especially when analysingrelatively long, flat (horizontal) conveyorswhere the resistance due to material liftis negligible and the frictional resistancessummate to make the main resistance. Itis common industry practice to multiplythe artificial coefficient of friction (ISO
-
5/13/2018 Design Fundamentals of Belt Conveyor Drive
2/7
12 0100
i' 80~,II II::! 6Qj!J~~ ~Q~
2 1 J
(]
Rlesistaces (~~ R un .n ing l R e s1 is ta n::e Res~stru;es {kt4~~erITal Res ~Il ImDe! ! ! ! Riesi5taoes { k N J < F u l l C t w le R i e G i s t a ! l C : - e (2 ,C;tlrte6) [;I. Resis. ' ta( :eG;{kiN) 5taiic m~~ ~! ls~c.e
5048) by a factor of 1.1 to 1.5to calculatebreakaway conditions.5 .2 . Fu ll c hut esTwo types of philosophy apply to chutedesign: Traditional closed chute designs Open profile velocity chutes (some-times referred to as 'hood and spoon'chutes or 'soft loading' chutes)
Many chutes are enclosed to control dustand also to act as storage containers inthe event of an uncontrolled stop dueto power failure, or an emergency stop.In the case where this type of chute be-comes full, or becomes blocked, it acts ina similar fashion to a belt feeder hopperand exerts significant resistances on theconveyor. A conveyor which has multiplefeed chutes discharging on to it may havea sizable proportion of its starting resist-ance comprised of resistance forces dueto full chutes.
The profile velocity chutes whichhave become popular for handlingrelatively free flowing materials such ascoal, generally are of an open design.As a general rule, to prevent spillageduring an emergency stop, conveyorstopping times are controlled by us-ing brakes or flywheels to ensure oneconveyor does not feed onto the otherin these circumstances. For this type ofchute a case may exist for not allowingfor full chutes resulting from an emer-gency stop.
Experience indicates that most chuteswill block at some time for reasons be-yond normal controlled conditions. When
this happens it is preferable that the con-veyor fed by the chute is able to self start.
In general, the full chute resistanceforces can be conservatively calculatedin a simple fashion by using the verticalpressure due to hydrostatic head of thematerial in the chute above the profileplate and multiplying it by the coeffi-cient of internal shear of the material.This shear stress is then multiplied bythe area of the shear plane behind theprofile plate to obtain an estimate ofthe initial (break-away) 'pull out force'required. The time taken to empty thechute during acceleration should becalculated and taken into account whenpreparing the torque versus time graphfor conveyor starting conditions. Oncethe material is flowing in the chutessome cushioning of the load onto thebelt occurs in a similar way to thatwhich is observed with belt feeders(3).An approximation of the resistances dueto full chutes during acceleration (asopposed to break-away) can be deter-mined by simply halving the resistancescalculated for the break-away condition.5.3. Inertial re sis ta nc e d ur in gaccelerationIn order to accelerate the belt and otherlive conveyor components (idlers, pulleysetc) to full running speed, there is an iner-tial resistance which must be overcome.Although this resistance force canbe low in modern designs which useelectronic soft starters, secondaryresistance and VVVF controls, it stillshould be calculated and included in
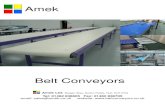
Figure 7. Examples h oW i n g t yp ic a lcomponents ofcon v eyo r r e s is t an c e sa t s t ar t -u p .
the specifications used to size the con-veyor drive and controller.
Most modern computer programmesdetermine the belt tensions for both run-ning and acceleration scenarios. There-fore this resistance can be quite simplydetermined by subtracting the effectivetension (Te =Tl - T2) for the accelera-tion case from the effective tension forthe running case. Alternatively, it can bemanually calculated with relative ease.5.4 . T orq ue versu s tim e g ra phA number of phases and component re-sistances are considered when analysingpredicted motor torques during start-up.
During break-away conditions theresistances due to blocked chute condi-tions, the resistances due to static frictionand the inertial resistances are added tothe base running resistances. This analy-sis is conservative as it does not take theelasticity of the belt into account. Withlow acceleration rates the section of theconveyor adjacent to the drives may bemoving whilst other areas of the belt willstill be stationary. This behaviour reducesthe effect of break-away resistances iftheacceleration rate is sufficiently low andthe belt length sufficiently long.
After initial break-away during accelera-tion the conveyor static friction resistancesare zero. As the full chutes empty theseresistance forces decrease until they be-come zero as well. For the majority of theacceleration phase of start-up, it is commononly to have the inertial resistances to con-sider in addition to the base resistances forrunning conditions (Figure 1).
Aus tral ian Bul k Hand li ng Rev iew: March/Apri l 2009 23
-
5/13/2018 Design Fundamentals of Belt Conveyor Drive
3/7
, 1 I
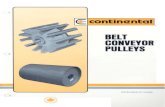
Figure 2. E x am p le s h ow in gty pic al c on ve yo r m o to r to rq uer eq uir em en ts d ur in g v ario us p ha se sa t s t ar t- up .I
I I ,
iI l 'mll r ; & e c ~-'VDrQU8 ill PMIJlF!ii1~~'(N ! l ' J
A ,~I'11iI~ d i l f i ! n ! ! [ l G@ in il'tOfor ~~ eBn FftiiJJ!~ n a l ar .g i e' l: Ii ff e' ,e n ce i n I G f{ !l J e
conditions at start up, a study should beconducted to determine the probability ofboth the occurrences happening togeth-er. This probability can then be used toestimate the likely financial losses whichmay be incurred for a number of scenar-ios. A decision can therefore be made ona rational basis as to whether allowancesfor surge and full chutes should be addedtogether as a condition for start-up.
Itis often a surge condition over aperiod of time that causes a conveyorto trip out through electrical overload(time-current or temperature) or me-chanical overload (oil temperature), leav-ing a situation where a conveyor restart
1 ~ . - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ,
B ~ ! ~ I ~ ~ I ~ ~ l l l l i l i l l l l i l l l l ~ 1$"."Ii
-
5/13/2018 Design Fundamentals of Belt Conveyor Drive
4/7
Consideration for torque mismatch onmulti-driveconveyors
General motor safetyfactor6.1. Gearbox efficiencyThe losses incurred by transfer of pow-er through a gearbox are well knownand will not be explained in any detailin this paper, apart from saying thattypical bevel helical gearbox efficien-cies are in the order of 95%to 97%.Other types of gearbox may not be
as efficient and attention should be paidto ensuring the correct figures are used.Confirm that the procured gearbox hasthe same efficiency as the design.6.2. Fluid coupling efficiencyLikewise, fluid couplings incur lossesand as these are generally well known,they will not be discussed in detail inthis paper. Typical efficiencies of fluidcouplings are usually quoted in therange of 95%to 97%.Again, confirmthat the procured coupling has thesame efficiency as the design.6.3. Line losses between the motorcontroller and motorThese electrical losses which occur
between the motor controller and mo-tor can typically be calculated. Typi-cal values would be in the order of 2to 5%.Other issues such asvoltagedrop should also be considered whenestablishing possible de-rating factorsresulting from electrical issues.6.4. Losses inherent in motor-controller combinationsIt is essential to determine the torqueavailable at the motor shaft by consid-ering the drive system holistically. Amotor which is controlled by a VVVForelectronic soft start may have its torqueat start-up de-rated considerably to com-pensate for characteristics of the motor- controller combination.The torque available from the motor
shaft must be calculated on a case bycase basis for any particular motor -controller combination. For example,motor efficiency ratings are reducedon squirrel cage induction motors thatneed to accommodate a VVVFdrive.Quoted torque characteristics for
motors will vary significantly betweensuppliers and motor type. It is essentialto ensure that the motor supplied hascharacteristics that match the design.
Preferably the motor and controllershould be procured as a package. Ifthisis not possible, the drive supplier shouldbe advised of the motor details (andvice versa) to ensure that torque - timerequirements during starting can be met.
6.5. The effects of load sharingMultiple drive systems have a number offactors which will affect the ability ofthe system to load share effectively. Differences in motor characteristicsdue to manufacturing tolerances
Differences in drive pulley diameterdue to manufacturing tolerances, wear,ormaterial build up on the pulleys.
Differences in oil fill in fluid couplingsConsideration of load sharing has becomeparticularly important more recentlywith the modem trend ofdirect couplingmotors into the drive train. Figure3depicts a typical torque-speed curve fora squirrel cage induction motor. It can beseen from this figure that a small changeinmotor speed at full running conditionswill result in a relativelylarge differencein torque which can be delivered fromthe motor. If a small resultant change inrotational speed is forced onto the motorsthrough mismatched pulley diameters or
F R E E Y O U R F L O W IN G S O L ID SW IT H M A G H A M M E R
S P R A Y N O Z Z L E SF O R E V E R Y A P P L IC A T IO NWide range of nozzles and ancillary equipment.Special it ies and support for steel making,energy & mining .
. o I I I ! ! ! I I F ' C '-II:!: PI iY., . , _ _ I _ ' , _ , ! i i i i i i i I t. Tn
, ~.e.~UOUQll~IUnit 19, 157 Airds Rd, Leumeah, NSW ~PO Box 491, Campbelltown NSW 2560Phone: (02) 4620 5844Fax: (02)46205944Email: [email protected]
MAGHAMMER is an electromagnetic hammeringdevice. A piston moves in suspension transferring itskinetic energy to the flexible structure of the hoppers,bins, chutes, cyclones, etc. MAGHAMMER prevents
clogging and adhesion of powdery and granularmaterials in hoppers, ducts, chutes, cyclones, etc.
C an 't fin d th e va lve to m a tc h an a pp lica tio n?" ' P ~ ' 1 1 ) C A L L A F C O S F O R H E L P !. J , Range includes many special material and alloy valves( ' t ) " designed for extensive service in many industries.
('. I. 4 . . In addition, Valve Management Programs &Assessments are conducted' , ' - . . _ . . r - and a dedicated Repair and Refurbishment facility is available.Qu a l i t yEn d o rse dC o m p a n y. . . . . . . . .U.NooH70. ._ -
Aus tral ian Bul k Hand li ng Rev iew: March/Apri l 2009 25
mailto:[email protected]:[email protected] -
5/13/2018 Design Fundamentals of Belt Conveyor Drive
5/7
Cl.!:-~. c : : : :5 . ! ! : !u.~-c:t::s UJu : : : :
VIto Q)u ~. ; : : . . . J OtQ) Q)w :
0.86
Tab le 7 . C om bin ed e ffe ct o f d riv e d e-ra tin g fa cto rs (th e e xa mp le sh ow n isa d ire ct co up le d d ua l d riv e w ith W VFr un nin g a t fu ll s pe ed ).
Cl. ~to c : : : :..I: ~VI Q)-c -to~_ g
0.98/A (1.0).97
mismatched motors, the effect on loadsharing can be pronounced.
In extreme cases, lack of considera-tion for load sharing can result in tripsat less than rated capacity. In one caseknown to the authors, a conveyor wasdesigned using wound rotor inductionmotors with liquid resistance starters.At rated speed the motors were runningdirect on line (DOL) with no ability tocater for differences in pulley diameter.Even in its new condition the conveyorwould not operate at more than 70%of its design throughput because oneof the drives was working significantlygreater than rated full load torque of themotor whilst the other motor was onlyoperating at less than 50% of its capac-ity. Electronic soft starts with squir-rel cage induction motors on multipledrives will also exhibit these problemsat running conditions.Fluid couplings which are incorrect-ly filled or poorly maintained can alsolead to load sharing issues.
Motors which are direct coupledinto the drive train can achieve com-pensation for load sharing by a numberof methods: Providing a control system whichmeasures torque differences betweenthe drives and adjusts the motorspeeds accordingly to target equalload sharing between the drives. Con-trol systems in this category include- Squirrel cage induction motors us-ing VVVF control. VVVF suppliersusually allow a tolerance of 5% to10% between the drives for loadsharing.
- Wound rotor induction motors(WRIM) using PLCmonitored sec-ondary resistance controls (SRC).This type of system has foundeconomic application on largerdrives (> 750 kW) and in locationswhere rugged simple componentsbecome determining factors. Witha motor protection relay (MPR)real power or stator currentfeedback input, the PLC ensuresthat load sharing is achieved, andthe effects of all transients is forpractical purposes, eliminated.
26 Australian Bulk Handling Review: March/April 2009
0.95 0.98 0.97
Another method simply involves mak-ing the drives oversize to allow forone drive to operate above the normalload sharing point. Consequences ofthis approach are adverse power fac-tors, lower drive efficiencies, layoutimpacts due to the larger drive dimen-sions and higher structural loads atmotor stall conditions.
Multiple drives operating using VVVFcontrol should be matched on torque,not speed. Attempting to match driveson speed may lead to instability and loadsharing issues. When specifying con-trollers for multiple drive systems, themaximum expected speed differencebetween the primary and secondary pul-leys should be included in documenta-tion sent to the supplier.6.6. Motor safety factorMotor safety factors are often quotedin specifications as a cover-all for someor all of the above de-rating factors. Bytaking account of the various de-ratingfactors, it can be argued with a degreeof certainty that a motor safety factorlower than what would usually be speci-fied could be used. It is common placeto specify motor safety factors between10% and 15%, however, by taking ac-count of the component de-rating factorsa figure of 3% to 5% could be employed.6.7. Combined eHects of de-ratingfactorsBy not taking full account of de-ratingfactors, drive systems can be undersized.Table 1 illustrates the combined effectsof de-rating factors, which by themselvesmay be relatively inconsequential, butwhose combined effect is significant.7.Total effect of conveyorresistances andde-rating factorsModern VVVF controllers are generallyable to produce 150% full load current(FLC) for approximately 60 seconds with10 seconds of these 60 seconds being ashigh as 200% FLC.With the breakdowntorque of most motors being above200%, at face value it would not be ex-pected that starting would be an issue.
An analysis of the combined effectsof the conveyor resistances and de-ratingfactors soon reveals that if the motoris sized to meet running requirementsonly, issues with starting can arise.
Taking the figures above (section5), the ratio of break-away resistance torunning resistance is 1.75.Applying the de-rating factors this ratio now becomes 2.0.What appeared to be a safe design now be-comes marginal. Add to this the additionalde-rating required to be applied to a VVVFdrive while operating at low frequencies(start up conditions) and the design goesfrom being marginal to failing.
For larger drives in appropriateapplications, wound rotor motors withsecondary resistance controllers haveand can be used as a means to mitigatethe effects mentioned above. For suchapplications, typical results are: lowerpower requirements; higher torque avail-ability; and higher starting availability.
It is also important to note thatthere may be design, cost and scheduleimpacts arising from the necessity toupgrade a "marginal or failed" conveyordesign. These will affect system hando-ver and may include the following issues: Mechanical design - Pulley, shaft,gearbox, coupling, belt, bearingdesign and selection
Electrical design - Motor, VVVF,switchgear, cabling
Structural - Supports, foundations8. Energy considerationsThere is an ever increasing requirementto minimise energy demands plant-widefor financial and environmental reasons.As a result of this, the conveyor designeris faced with the challenge of implement-ing appropriate measures to achieve lessenergy demanding conveyor systems.
This may be achieved through care-ful and complete design considerationscoupled with good maintenance proce-dures in an attempt to minimise resist-ance forces within the conveyor system.In addition to this, energy losses indrive components (de-rating factors pre-viously discussed) may also be targetedas potential energy saving areas. Thesetopics will be discussed briefly with
-
5/13/2018 Design Fundamentals of Belt Conveyor Drive
6/7
some suggestions of possible measuresto take in the design process.8.1. Conveyor resistancesThe power required to run a conveyoris the product of the running resist-ances (effective tension) and the beltline velocity. The belt velocity is es-sentially pre-determined to achieve atarget throughput with a given burdencross-section area for that particularmaterial. Consequently any reductionsin demand power of the conveyor needbe achieved by attempting to reducerunning resistances.Basic resistances are typically calcu-
lated using IS05048, CEMAor DIN22101standards. These methods dividethe overall resistance into componentresistances or groups which summateto give the total resistance force of theconveyor. Some suggestions on reduc-ing resistance forces in various areas areoutlined below:8.7.7. Minimise material l ift (sloperesistances):The resistancedue to the lifting ofthe ma-terial (andbelt) isoften a largecomponentof the total resistance ofthe conveyor.It
maybeminimised byensuring the con-veyorlift isno largerthan it needs be. Thedesigner is reminded to beware oftransferheight requirements to ensure adequatematerial transfer conditionsexist atallloading/dischargepoints.
8.7.2. Avoid over design in belt selection:The total mass of the belt of the con-veyor system can be quite large, par-ticularly in long conveyors. As the ratedstrength of the belt increases, so toodoes its mass. For example, an ST500belt will have a carcass mass of approxi-mately 5kg/m2 compared to a figure ofapproximately 14.5kg/m2 for an ST2000belt. Over-conservatism in selecting beltsafety factors is common and can leadto higher strength but heavier belts thanrequired by the conveyor. Ultimately,the conveyor should not be designedwith a heavier belt than needed.8.7.3. Employ efficient material transferpoints:Efficientmaterial transfers such as spoontype chutes, serve to limit the workneeded to accelerate the material in thedirection of the belt. Anyreduction in thespeed differential between the material
loadingvelocity and the belt speed willreduce material accelerating resistances.8.7.4. Avoid excessive skirt lengths inloading/discharge regions:Skirt lengths in loading regions shouldbe sized to be long enough to ensurethe burden profile is stabilized on theconveyor. Loadedmaterial should alsobe clear from feed areas before skirtedsections cease and the material allowedto relax into its normal profile. Exces-sive skirt lengths should be avoided asthey will increase material and belt fric-tional interactions with the skirtplates,thereby unnecessarily increasing overallconveyor resistances. This effect is com-pounded on conveyors with multiplefeed or discharge points. Properly de-signed spoon chutes can also eliminatethe requirement for skirting altogether.8.7.5. Choose suitable idler type, spacingand understand belt sag effects:Suitable idler selection (including bear-ings and seal types) and spacing willserve to reduce idler resistance forces.Factors which need be consideredin selection include: type of service,operating conditions, load carried,
CURRUMBIN(07) 5589 2000
MACKAY(07) 4952 4600
ADELAIDE(08) 8262 8955
MAITLAND(02) 4932 3544
PERTH(08) 9370 3155
More impact-looseningpower and lessmaintenance from ESS
The Big Blaster Air Cannon is capable of optimisingmore potential energy into useable power than any other. Itprovides consistent material availability and regains storagecapacity back to design levels. In addition, you'll savethousands through reduced maintenance. Fully guaranteed,and expertly installed and serviced by ESS, a Big BlasterAir Cannon can deliver more power for less cost to yourfacility now. Contact your nearest ESS Branch for moreinformation, or visit our website.
EMERALD(07) 4982 4855
MELBOURNE(03) 9335 5632
GLADSTONE(07) 4972 3759
KALGOORLIE(08) 9021 7991
WOLLONGONG(02) 4272 4422
-
5/13/2018 Design Fundamentals of Belt Conveyor Drive
7/7
belt speed, bearing loading, troughedheights and trough angle (e.g. resist-ances will increase with an increasein trough angle). Idler spacing alsoimpacts on belt sag which is a functionof idler spacing, belt tension and sup-ported weight. Excessive belt sag (>1%)can have an adverse effect on powerrequirements and component reliability.High values of sag should be used withcare and only where it is warranted (e.g.conveyor with a tripper to limit emptylift off curve).
In addition to the above items, re-ducing material carryback by employingand maintaining adequate belt cleaningsystems and monitoring and correctingbelt tracking problems will help reduceoverall running resistances.
The above items are not an ex-haustive list of areas where conveyorresistances can be reduced. It is insteadintended to promote early thinkingin the design stages and highlight theimpacts design decisions will have onresistance forces and ultimately powerrequirements of the conveyor system.B.2. Minimising drive de-ratingeHectsDe-rating of conveyor drives may comefrom a number of sources dependingon the drive configuration. They aresources of gratuitous energy losses andwhilst they cannot be fully eliminated,attempts should be made to minimisetheir impacts if possible. Section 6 dis-cusses various de-ratingfactors. These will each be consideredin turn below with some suggestions onhow to minimise their impact on thedrive system:8.2.1. Fluid coupling and gearboxefficiency:Efficiency values for these componentsare typically 95-97%. There is essen-tially nothing which can be done toimprove these values however propermaintenance schemes and maintainingcorrect fill levels will help ensure ef-ficiencies do not drop below quoted val-ues. Correct lubrication selection willalso affect this value and lubricationused should be based on manufacturer'srecommendation; higher viscosity oilswill consume more energy.8.2.2. Line losses between motor andcontroller:These losses occur between the motorcontroller and motor and are dependentlargely on the line length. As a result,conveyor drive units should be placedas close as practically possible to MotorControl Centres (MCCs) to limit linelengths and associated losses. Correct
28 Australian Bulk Handling Review: March/April 2009
and suitable cable selection may alsohelp reduce these losses.8.2.3. Lossesin motor-controllercombinations:These losses are inherent in the drivecombination and little can be done toreduce such losses. A full understandingof the effects/losses for a drive combi-nation may help decide its appropriate-ness for a particular application.8.2.4. Load sharing effects:These effects exist in multiple drivepulley systems where rotational speedvariations exist or are forced onto themotors. Some methods to limit theseeffects are to: Monitor drive pulley diameterswhich may vary due to manufactur-ing tolerances, build up or wear
Use identical motor manufacturer/models and preferably the samefabrication run (consecutive serialnumbers) where possible to limitoperating variations between motors
Ensure fluid couplings are correctlyfilled and maintained
Employ an adequate control systemfor direct coupled drives which meas-ures torque sharing between drivesand adjusts motor speeds accordinglyto achieve equal load sharing
The above discussion has provided someinformation on areas of potential energysaving which the conveyor designer maytarget/consider to achieve a more ef-ficient, less energy demanding conveyorsystem. However, maximum benefit fromthese design improvements will only berealised if a good maintenance regime isupheld and retained throughout the lifeof the conveyor system.9. ConclusionsUndersizing of conveyor drives can beavoided by analysing and accounting for allconveyor resistances and drive de-ratingfactors. Incorrect analysis or applicationcan result in either a failure to start orfailure to run at the specified throughput,especially if the motor size selected isvery close to the calculated theoreticalconveyor demand power.
By taking the following resistancesand de-rating factors into account, adesigner can confidently predict correctdrive motor sizing: Conveyor resistances- Running resistances calculated to arecognised standard and using therecommended friction coefficients- Inertial resistances during acceleration
- Break-away resistances due tostatic friction
- Resistances due to full chutes- Appropriate allowance for surge
De-rating factors- Gearbox efficiency- Fluid coupling efficiency- Electrical line losses (motor con-trol to motor)
- Load sharing tolerance in the con-trol system
- De-rating factors associated withthe drive control characteristics(these may be mitigated by usingWRIM with a SRCon larger drivesin some instances)
- General motor safety factorAlthough these additional resistances andde-rating factors are relatively small whenconsidered individually, collectively thecombined result is substantial and can notbe ignored.
Careful considerations during thedesign phase of the conveyor combinedwith a good maintenance regime overthe conveyor's life will help ensure thedemand power of the conveyor is kept toa minimum, eliminating sources of un-necessary energy losses.10. References1. ISO 5048 - 1988 - Continuous mechan-ical handling equipment - Belt convey-ors with carrying idlers - Calculation ofoperating power and tensile forces.
2. CEMA- Belt Conveyors for Bulk Ma-terials. The Conveyor Manufacturer'sAssociation. 6th Edition.
3. Manjunath, K.S., Roberts, AW. - Wallpressure-feeder load interactions inmass flow hopper/feeder combinations.Bulk Solids Handling 6 (1986) 4, pp.769-775 and 6 (1986) 5, pp. 903-911.
11. AcknowledgementsThanks are given to Nicole Hampton(p.Eng) of Synergy Engineering Limited(Canada) for her assistance in providinginformation on PLCcontrolled secondaryresistance controllers for wound rotorinduction motors.
*LukeMeakinis a mechanicalengineer at Hatchwho has workedon numerous bulkmaterials handlingprojects, primarilywithin Queensland.He has experience
in complete conveyor design, dynamicanalysis, drive system design, bin andfeeder design and materials handlingtrouble-shooting. Luke is currentlyinvolved through Connell Hatch in thedesign of the new Wiggins Island CoalTerminal in Gladstone in Queensland .Contact: Luke Meakin,[email protected]
mailto:[email protected]:[email protected]