Design College Presentation at Oshkosh '77 - Freea.moirier.free.fr/Moteur/Refroidissement/Powerplant...
3
Design College Presentation at Oshkosh '77 By David B. Thurston Summarized by L. D. Sunderland Editor's Note: Each year at Oshkosh a great number of technical forums are conducted by experts in various fields. Although well attended, the information dis- pensed in these forums deserves even greater dissemina- tion. Fortunately, Lu Sunderland has volunteered his time to write up a number of the sessions, using Dave Yeoman's tapes as reference. We will be publishing these over the next few months. Each manuscript has been ap- proved by the person conducting the forum. We would like to take this opportunity to thank David Thurston for his forum on powerplant installation and Lu Sunder- land for preparing this article. Note: Some of the following material is based upon Chapter 11 of Thurston s new book "Design for Flying" to be pub- lished by McGraw-Hill in June '78.) IT OWERPLANT INSTALLATION WARRANTS the attention of the amateur builder and designer since problems in this area are responsible for 40% of light aircraft accidents. Part of this discussion is intended to show how the powerplant and fuel system can be made more foolproof; thereby placing fewer demands on the pilot and making the aircraft as safe as possible. Al- though my experience has been mainly with type certi- ficated engines and many references are made to them, the same safety suggestions apply to automotive en- gines converted for use in homebuilt aircraft. There are some obvious advantages in using a certificated engine such as dual ignition and the availability of known cool- ing limits and cooling standards for design purposes. For instance, Lycoming and Continental tell you the number of cubic feet of air per minute that must flow over the cylinders as well as required oil, magneto, and alternator temperature limits. First, make sure you have ready access to various important parts of your installation such as oil drains and screens, accessories, mags, carburetors, etc. This may sound obvious, but is not always easily achieved. For example, if the oil screen comes out only as far as an engine mount cross member and no further, then you probably won't be able to service the screen. The result is a clogged screen and engine trouble. It is important to use dynafocal mounts on the engine if possible to keep engine vibration isolated from the rest of the airframe structure. This reduces fatigue on the structure and, just as importantly, reduces cabin fatigue. A pilot who is less tired is less apt to make poor decisions. When building the 1908 June Bug replica, we actually used dynafocal mounts to help reduce torque loads on the very light airframe. Incidentally, for a good guide on mounting engines and other pertinent facts write to: Lord Kinematics Div., Lord Corporation, Erie, Penn. 16512 and ask for Technical Reference No. LB- 571 "General Aviation Engine Suspensions". 56 MAY 1978 As another safety feature, place fuel in the wings rather than the fuselage. This location reduces the fire hazard in case of accident and also reduces the loads on wings in flight. In small planes, you might use two tanks and interconnect them with a %" diameter vent and same size cross-feed so they act as a single tank. You should provide a selector valve which will shut-off either tank individually in case of a ruptured tank in flight; requiring a selector with LEFT, RIGHT, BOTH, AND OFF positions. Make sure that operation of the fuel selector arm has no play and be sure you can easily see where the selector is pointing. Also have positive detents to firmly hold the valve in the selected position. A number 16 mesh stainless steel or brass finger strainer protruding into the fuel tank should be used to prevent system clogging from foreign matter that may get into the fuel tank. The strainer should be 5 times as long as its diameter. Check and clean the strainer every 100 hours or six months — whichever comes first. Do not paint the inside of your fuel tank since paint will peel and clog the fuel system. Although not required by the FAA, some accidents might be averted if a spring-loaded door were provided in the induction system to act as an automatic alter- nate air source in case the airscoop or filter suddenly becomes clogged by ice or debris such as paper. A spring- loaded door which requires about 0.5 pound applied at the center to open should be used so alternate air can automatically enter the induction system if necessary. This arrangement is shown in Figure 1. ___ Carburetor Spring Loaded Closed f^C H °' Air From Automatic Opening /Engine/ Exhaust Heater Alternate Air Inlet \ s/ Muff ^ N^ Air Selector Door Air Selector \ I" Hot A,r Position Door In Cold Overboard Hot Air Air Position B|eed Ho| e Wnen On Cold Air (Approx. 1" Diameter) FIGURE 1. BASIC INDUCTION SYSTEM (CARBURETOR ENGINE) Hot air should not become stagnant in the heat muff when carburetor heat is shut off. To provide flow, about a one inch diameter bleed hole should be located some- where in the air box to allow hot air to flow continuously and not burn out the system. This hole can act as a drain for the air box so excess fuel from the carburetor cannot become trapped and catch fire from possible back-firing during starting. Arrange this hole so it is closed when carb heat is turned on as shown in Figure 1. The FAA requires that the hot air system provide at least 90°F temperature rise in the carburetor throat to insure the removal of ice. Test your system with a temperature probe located at the outlet of the air box to measure car-
Transcript of Design College Presentation at Oshkosh '77 - Freea.moirier.free.fr/Moteur/Refroidissement/Powerplant...

Design College Presentation at Oshkosh '77By David B. Thurston
Summarized by L. D. Sunderland
Editor's Note: Each year at Oshkosh a great number oftechnical forums are conducted by experts in variousfields. Although well attended, the information dis-pensed in these forums deserves even greater dissemina-tion. Fortunately, Lu Sunderland has volunteered histime to write up a number of the sessions, using DaveYeoman's tapes as reference. We will be publishing theseover the next few months. Each manuscript has been ap-proved by the person conducting the forum. We wouldlike to take this opportunity to thank David Thurstonfor his forum on powerplant installation and Lu Sunder-land for preparing this article.
Note: Some of the following material is based upon Chapter11 of Thurston s new book "Design for Flying" to be pub-lished by McGraw-Hill in June '78.)
IT OWERPLANT INSTALLATION WARRANTS theattention of the amateur builder and designer sinceproblems in this area are responsible for 40% of lightaircraft accidents. Part of this discussion is intendedto show how the powerplant and fuel system can be mademore foolproof; thereby placing fewer demands on thepilot and making the aircraft as safe as possible. Al-though my experience has been mainly with type certi-ficated engines and many references are made to them,the same safety suggestions apply to automotive en-gines converted for use in homebuilt aircraft. There aresome obvious advantages in using a certificated enginesuch as dual ignition and the availability of known cool-ing limits and cooling standards for design purposes.For instance, Lycoming and Continental tell you thenumber of cubic feet of air per minute that must flowover the cylinders as well as required oil, magneto, andalternator temperature limits.
First, make sure you have ready access to variousimportant parts of your installation such as oil drainsand screens, accessories, mags, carburetors, etc. Thismay sound obvious, but is not always easily achieved.For example, if the oil screen comes out only as far asan engine mount cross member and no further, then youprobably won't be able to service the screen. The resultis a clogged screen and engine trouble.
It is important to use dynafocal mounts on the engineif possible to keep engine vibration isolated from therest of the airframe structure. This reduces fatigue onthe structure and, just as importantly, reduces cabinfatigue. A pilot who is less tired is less apt to make poordecisions. When building the 1908 June Bug replica,we actually used dynafocal mounts to help reduce torqueloads on the very light airframe. Incidentally, for a goodguide on mounting engines and other pertinent factswrite to: Lord Kinematics Div., Lord Corporation, Erie,Penn. 16512 and ask for Technical Reference No. LB-571 "General Aviation Engine Suspensions".56 MAY 1978
As another safety feature, place fuel in the wingsrather than the fuselage. This location reduces the firehazard in case of accident and also reduces the loads onwings in flight. In small planes, you might use two tanksand interconnect them with a %" diameter vent andsame size cross-feed so they act as a single tank. Youshould provide a selector valve which will shut-off eithertank individually in case of a ruptured tank in flight;requiring a selector with LEFT, RIGHT, BOTH, ANDOFF positions. Make sure that operation of the fuelselector arm has no play and be sure you can easily seewhere the selector is pointing. Also have positive detentsto firmly hold the valve in the selected position.
A number 16 mesh stainless steel or brass fingerstrainer protruding into the fuel tank should be usedto prevent system clogging from foreign matter thatmay get into the fuel tank. The strainer should be 5times as long as its diameter. Check and clean the strainerevery 100 hours or six months — whichever comes first.Do not paint the inside of your fuel tank since paint willpeel and clog the fuel system.
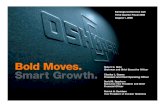
Although not required by the FAA, some accidentsmight be averted if a spring-loaded door were providedin the induction system to act as an automatic alter-nate air source in case the airscoop or filter suddenlybecomes clogged by ice or debris such as paper. A spring-loaded door which requires about 0.5 pound applied atthe center to open should be used so alternate air canautomatically enter the induction system if necessary.This arrangement is shown in Figure 1.
___ CarburetorSpring Loaded Closed f^C H°' Air From
Automatic Opening /Engine/ Exhaust HeaterAlternate Air Inlet \ s/ Muff
^ N^ Air Selector DoorAir Selector \ I" Hot A,r PositionDoor In Cold Overboard Hot AirAir Position B|eed Ho|e Wnen
On Cold Air (Approx.1" Diameter)
FIGURE 1. BASIC INDUCTION SYSTEM(CARBURETOR ENGINE)
Hot air should not become stagnant in the heat muffwhen carburetor heat is shut off. To provide flow, abouta one inch diameter bleed hole should be located some-where in the air box to allow hot air to flow continuouslyand not burn out the system. This hole can act as a drainfor the air box so excess fuel from the carburetor cannotbecome trapped and catch fire from possible back-firingduring starting. Arrange this hole so it is closed whencarb heat is turned on as shown in Figure 1. The FAArequires that the hot air system provide at least 90°Ftemperature rise in the carburetor throat to insure theremoval of ice. Test your system with a temperatureprobe located at the outlet of the air box to measure car-

buretor inlet temperature at max climb power and at'cruise. Run this test in approximately 30°F, waterfreeair conditions.
The cylinder head temperature gauge is anothersafety feature that deserves consideration. Usually agauge on one rear cylinder is enough, such as the leftrear (#4 on Lycoming engines). Also, leave a coupleinches of vertical baffle clearance behind the rearmostcylinder so the airflow can use this volume as a plenumchamber extending down around the cylinder. Number4 will probably be your hottest cylinder. If you bringthe baffle too close so there is no plenum, the back sideof #4 will be starved for air. Dropping the vertical baffleback 2" will permit better cooling of that cylinder.
Use steel fittings and steel or fireproof fuel and oillines inside the engine compartment. They will lastlonger in the event of a powerplant fire.
FUEL FLOW GROUND TESTSTo make sure adequate fuel is delivered to the en-
gine, some rather simple tests should be run before anew airplane is flown. Fuel flow is affected by a num-ber of factors such as fuel line size, fittings, number ofbends, fuel tank location, and venting.
Lycoming engines require that fuel pressure be atleast 0.5 psi at the carburetor. Most aircraft enginesare 2.5 to 4 psi. To check the flow in a gravity flow sys-tem, remove the fuel line from the carburetor and raisethe open end 20 inches (since 20 inches height of fuelgives 0.5 psi). The calculated fuel flow noted below shouldbe delivered with the fuel line held in this position.
The flow rate required depends upon the horsepowerof the engine, and would be about 0.6 lb. per brake horse-power per hour. With the aircraft positioned in the maxi-mum climb attitude, turn on the fuel selector valveand allow fuel to flow into a container. A 100 hp enginewould need 60 pounds or 10 gallons per hour. Time theflow for 2 or 3 minutes, running this test several timesfor better accuracy and to average the measured flow.
Plastic Tubing •
Back PressureFrom
Exhaust StackTap
27" Water Max.(1 psi Back Pressure)
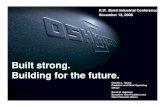
FIGURE 2 A SIMPLE MANOMETER TO MEASUREEXHAUST BACK PRESSURE
Another important test is the determination of ex-haust back pressure. If there is too much back pressureat the exhaust valve ports, the valves could burn away.To prevent this, the exhaust back pressure should notexceed two inches of mercury, which is about one psior 27 inches of water. (Water is heavier than gasoline).On the longest exhaust stack drill a #40 hole just belowthe flange, weld a boss around the hole, and tap for afitting. Connect a line from this tap to a simple watermanometer which can be nothing but an open ended pieceof plastic tubing taped to a yardstick in a U shape. Makesure the differential between the two water levels isno more than 27 inches at full throttle as shown byFigure 2. Don't forget to document all of these tests inthe engine logbook.
COOLING SYSTEM CALCULATIONSWe shall now discuss how you can calculate the size of
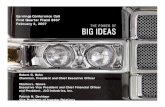
inlets and outlets for an air cooled engine cowling. Ofcourse, our modern air cooled engines are cooled almost asmuch by fuel and oil as by air flowing over the cylinders, soair flow through the oil cooler must also be taken intoconsideration.
_PI_VI
T1Inlet
FIGURE 3. AIRFLOW THROUGH THEPOWERPLANT
Outlet
If you have an engine driven pump which requires en-gine operation while doing this test, use an electricauxiliary pump to supply fuel to the engine. Disconnectthe engine pump on the carburetor side of the pump atthe carburetor. Again lift the fuel line up 20" and mea-sure flow rate from the engine driven pump. If you haveboth an engine driven pump and an electrically drivenauxiliary pump you should run separate tests for eachsystem.
The pressure, velocity and temperature of the air at theinlet are designated Pj, Vj , Tj, while outlet air para-meters are designated P2, V2, and T2. As air flowsthrough the engine it picks up heat, expands, and comesout at a velocity that is preferably slightly greater butmay be slightly less than the free airstream, velocity, Vj.For simplification, we shall ignore some of the less signi-ficant variables. Solving for the relationship between
SPORT AVIATION 57

inlet and outlet airflow, we can determine how muchlarger the outlet area should be than the inlet to pro-vide an optimum flow through the cooling system. Thereason for doing this being that too large an outlet willpull too much air through the system and thus cause anunnecessary amount of drag; sacrificing performancein the process. Too little inlet area of course will causeengine overheating. First we'll calculate inlet area.
Engine manufacturers specify the amount of coolingairflow through the engine in cubic feet per minute.Assume, for example, a 2700 ft.3 cooling air require-ment, a 20 in.2 oil radiator face, and a climb speed of 70mph. (You should use the optimum climb speed for youraircraft). Other conditions are a standard air tempera-ture of 59°F and pressure of 29.92" mercury.
Px = 14.6
= 560°F
P2 = 14.1V 2 = ?T2 = 660°F
! Vl _ ?2 V2 .
= v
; solving for V2 in terms of
(I^L\\ TI P2 // 660 x 14.6 L JV 560 x 14.1 -^
V 2 =
22 V
Converting to ft./sec. 2700 ft.3/mm. =60 sec. /min.
ft 3/sec.
Converting 70 mph to ft./sec.:88 = 102.7 ft./sec. (where -60
70 8860
convertshr.
mi./hr. to ft./sec.)Assume losses of 30% at the cowling inlet, giving anentrance flow coefficient of 0.7. Now solve for inlet area:
area =————45 ft'3/sec-————= .626 ft.2 for cooling102.7 ft./sec. x 0.7 coef cylinders
oil cooler = 20 in.2 • = .198 ft.2 in required inlet area.144 x 0.7
This gives a combined inlet area of .824 ft.2 on astandard day. But the critical condition will be a 100°Fday. To correct .824 ft.2 for a 100°F day we must multiplyby the density ratio for 100°F temperature: Standarddensity = .002378; 100°F density = .00221 (from airdensity charts at sea level). Therefore:
Area at 100°F = .824 x -002378 = .887 ft.2, or .9 ft.2..00221
Thus we require 22% more exit area than entrance areafor this set of conditions. So if 128 sq. in. (.887 sq. ft.)is the basic entrance area, then the exit should be 1.22 x128 sq. in. = 156 sq. in. for climb conditions.
For the cruise condition, solve the equation againusing cruise velocity instead of 70 mph climb velocityto establish inlet and outlet areas. For a high perform-ance airplane much less exit area will be required.The inlet area cannot be easily reduced since it is de-termined by climb requirements. However, the mini-mum exit area calculated for cruising flight should beused to obtain optimum cruising speed performance. Inorder to optimize exit area cowl flaps may be requiredto provide enough exit area for climb flight. In whichcase design the exit area for the cruise condition, open-ing the cowl flaps during climb. On a cold day it prob-ably will not be necessary to operate the cowl flaps.
This brief summary should be of assistance in makingyour powerplant installation a bit safer, while the useof proper cooling airflow will increase engine life as wellas offer optimum cruising performance and fuel economy.And so I hope this information will prove useful in de-veloping safer and more efficient homebuilt aircraft.
Thus, .9 square feet should be adequate inlet area fora 100°F day climb at sea level. If you have two openingsin the cowling, one on either side of the propeller, thetotal of the two openings should be .9 sq. ft. If you havea single opening, there will be some dead airflow aroundthe spinner or prop hub on either side. The .7 coefficienttakes care of the dead loss around the entrance to theedges of the opening but there is another loss associatedwith disturbed flow over the hub area. Consider this dis-turbed area to be 1" thick and measure the required areastarting 1" outboard from the spinner or prop hub.
OUTLETThe cooling air exit area must handle the inlet air-
flow plus the expanded volume caused by removed en-gine heat. If we use the 100°F day with standard 14.6 psiinlet pressure, then P j = 14.6. The cooling air can be ex-pected to pick up about 100°F temperature rise whenpassing over the cylinders. This temperature must bein absolute units which is ambient temp plus 460°F.T! = 100°F day + 460°F = 560°F. It is common to as-sume outlet pressure of 14.1 psi giving .5 psi differential.T2 absolute temperature will be 100°F + 460° + 100°rise over engine = 660°F.
ABOUT THE AUTHORDavid Thurston (EAA 34906), 17 Lake Shore Dr.,
St. Augustine, FL 32084, has been involved in designand manufacture of aircraft for 38 years. During thisperiod he has been associated with the development of16 different types of aircraft including the Lake, Teal,and Trojan amphibians. Thurston graduated from theGuggenheim School of Aeronautics of New York Uni-versity in 1940 with a Bachelor of Aeronautical En-gineering degree and has worked on such well known air-craft as the Brewster Buffalo; Grumman F6F Hellcat,F9F Panther jet, F11F Tigercat jet, and supersonicmissiles; Vought F4U Corsair; Schweizer sailplanes;and the high performance Sequoia S300 homebuiltlandplane in addition to the amphibians previouslynoted.
58 MAY 1978