Descriptor - include initials, /org#/date Coal Gasification as Alternative Fuel for Glass Industry...
31
Descriptor - include initials, /org#/date Coal Gasification as Alternative Fuel for Glass Industry Gasification Primer Presented By Donald L. Bonk Senior Technical Advisor National Energy Technology Laboratory U. S. Department of Energy Owens Corning Corporate Headquarters 1, Owens Corning Parkway, Toledo, OH July 27, 2005 10:00 – 4:00 Meeting Objective: Develop plans to obtain glass industry support for an investigation to determine the viability of using coal gasification "synfuel" as an economical alternative to natural gas for melting glass.
-
Upload
alice-harper -
Category
Documents
-
view
215 -
download
0
Transcript of Descriptor - include initials, /org#/date Coal Gasification as Alternative Fuel for Glass Industry...

Descriptor - include initials, /org#/date
Coal Gasification as Alternative Fuel for Glass Industry
Gasification PrimerPresented By
Donald L. Bonk
Senior Technical Advisor
National Energy Technology Laboratory
U. S. Department of Energy
Owens Corning Corporate Headquarters
1, Owens Corning Parkway, Toledo, OH
July 27, 2005 10:00 – 4:00
Meeting Objective: Develop plans to obtain glass industry support for an investigation to determine the viability of using coal gasification "synfuel" as an economical alternative to natural gas for melting glass.

Descriptor - include initials, /org#/date
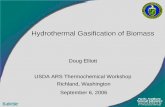
Gasification Chemistry
Gasification with OxygenC + 1/2 O2 CO
Combustion with OxygenC + O2 CO2
Gasification with Carbon DioxideC + CO2 2CO
Gasification with SteamC + H2O CO + H2
Gasification with HydrogenC + 2H2 CH4
Water-Gas ShiftCO + H2O H2 + CO2
MethanationCO + 3H2 CH4 + H2O
Coal
Oxygen
Steam
Gasifier Gas Composition
(Vol %)
H2 25 - 30CO 30 - 60CO2 5 - 15H2O 2 - 30CH4 0 - 5
H2S 0.2 - 1COS 0 - 0.1N2 0.5 - 4Ar 0.2 - 1
NH3 + HCN 0 -0.3
Ash/Slag/PM

Descriptor - include initials, /org#/date
History of GasificationTown Gas
First practical use of town gas in modern times was for street lighting
The first public street lighting with gas took place in Pall Mall, London on January 28, 1807
Town gas, a gaseous product manufactured from coal, supplies lighting and heating for America and Europe.
Town gas is approximately 50% hydrogen, with the rest comprised of mostly methane and carbon dioxide, with 3% to 6% carbon monoxide.
Baltimore, Maryland began the first commercial gas lighting of residences, streets, and businesses in 1816

Descriptor - include initials, /org#/date
History of Gasification
Used during World War II to convert coal into transportation fuels (Fischer – Tropsch)
Used extensively in the last 50+ years to convert coal and heavy oil into hydrogen – for the production of ammonia/urea fertilizer
Chemical industry (1960’s) Refinery industry (1980’s) Global power industry (Today)

Descriptor - include initials, /org#/date
Major Gasification Milestone1842 Baltimore Electric Town Gas1887 Lurgi Gasification Patent1910 Coal Gasification Common in U.S. / Europe for Town Gas1940 Gasification of Nature Gas for Hydrogen in the Chemical Industry
(Ammonia)1950 Gasification of Coal for Fischer-Tropsch (F-T) Liquids (Sasol-
Sasolburg)1960 Coal Tested as Fuel for Gas Turbines (Direct Firing)1970’s IGCC Studies by U.S. DOE1970 Gasification of Oil for Hydrogen in the Refining Industry1983 Gasification of Coal to Chemicals Plant (Eastman Chemical)1984 First Coal IGCC Demonstration (Coolwater Plant)1990’s First Non-Recourse Project Financed Oil IGCC Projects (Italy)1993 First Natural Gas Gasification F-T Project (Shell Bintulu)1994 NUON/Demkolec’s 253 MWe Buggenum Plant Begins Operation1995 PSI Walbash, Indiana Coal IGCC Begins Operation (DOE CCT IV)1996 Tampa Electric Polk Coal IGCC Begins Operation (DOE CCT III)1997 First Oil Hydrogen/IGCC Plant Begin Operations (Shell Pernis)1998 ELCOGAS 298 MWe Puertollano Plant2002 IGCC is now an Accepted Refinery and Coal Plant Option

Descriptor - include initials, /org#/date
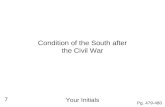
FEEDS GASIFICATION GAS CLEANUP END PRODUCTS
Alternatives:• Asphalt• Coal• Heavy Oil• Petroleum Coke• Orimulsion• Natural Gas• Wastes• Clean Fuels
Alternatives:• Hydrogen• Ammonia• Chemicals• MethanolMarketable
Byproducts:
Sulfur
Gas & SteamTurbinesSulfur
Removal
Syngas
ElectricitySteam
Combined CyclePower Block
Byproducts:
Solids (ash)
Gasifier
Oxygen
Source: ChevronTexaco
Characteristics of a Gasification Process

Descriptor - include initials, /org#/date
Gasifier Configurations
Steam,O xygenor Air
Rec ycle D riveG as
ProductG as,As h
C oal,Sorbent o r
Inert
G asifierTop
G asifie rBottom
0 500 1000 1500 2000 2500
Tra nspo rtG a sifie r
C oa l, C har R ec ycle, Gas
Moving Bed Entrained Flow
TransportFluidized Bed

Descriptor - include initials, /org#/date
Gasifier TypesFlow Regime Moving (or "Fixed") Bed Fluidized Bed Entrained Flow
Combustion Analogy
grate fired combustors fluidized bed combustors pulverized coal combustors
Fuel Type solids only solids only solids or liquids
Fuel Size 5 - 50 mm 0.5 - 5 mm < 500 microns
Residence Time 15 - 30 minutes 5 - 50 seconds 1 - 10 seconds
Oxidant air- or oxygen-blown air- or oxygen-blown almost always oxygen-blown
Gas Outlet Temp. 400 - 500 ºC 700 – 900 ºC 900 – 1400 ºC
Ash Handling slagging and non-slagging non-slagging always slagging
Commercial Examples
Lurgi dry-ash (non-slagging), BGL (slagging)
GTI U-Gas, HT Winkler, KRW
GE Energy, Shell, Prenflo, ConocoPhillips, Noell
"moving" beds are mechanically stirred, fixed
beds are not
bed temperature below ash fusion point to prevent
agglomeration
not preferred for high-ash fuels due to energy penalty
of ash-melting
gas and solid flows are always countercurrent in
moving bed gasifiers
preferred for high-ash feedstocks and waste fuels
unsuitable for fuels that are hard to atomize or pulverize
Note: The "transport" gasifier flow regime is between fluidized and entrained and can be air- or oxygen-blown.
Comments

Descriptor - include initials, /org#/date
Gasifier Characteristic ComparisonMoving Bed Fluidized Bed Entrained
FlowTransport Flow
Ash Cond. Dry Slagging Dry Agglomerate
Slagging Dry
Coal Feed ~2in ~2in ~1/4 in ~1/4 in ~ 100 Mesh
~1/16in
Fines Limited Better than dry ash
Good Better Unlimited Better
Rank Low High Low Any Any Any
Gas Temp.
(°F)
800-1,200 800-1,200 1,700-1,900
1,700-1,900
>2,300 1,500-1,900
Oxidant Req. Low Low Moderate Moderate Low Moderate
Steam Req. High Low Moderate Moderate Low Moderate
Issues Fines and Hydrocarbon liquids
Carbon Conversion Raw gas cooling
Control carbon inventory and carryover

Descriptor - include initials, /org#/date
Gasifiers
Oxygen BlownOxygen Blown Entrained Flow
Texaco E-GAS Shell Prenflo Noell
Fluidized Bed HT Winkler Foster Wheeler
Moving Bed British Gas Lurgi Sasol Lurgi
Transport Reactor Kellogg
Air BlownAir Blown Fluidized Bed
HT Winkler IGT “Ugas” KRW Foster Wheeler
Spouting Bed British Coal Foster Wheeler
Entrained Flow Mitsubishi
Transport Reactor Kellogg
Hybrid Foster Wheeler British Coal ENERCON FERCO/Silva

Descriptor - include initials, /org#/date
Gasification-Based Energy Production System Concepts
Sulfur By-Product
Sulfur By-Product
Fly Ash By-Product
Fly Ash By-Product
Slag By-Product
Slag By-Product

Descriptor - include initials, /org#/date
Gasification-Based Industrial Concept

Descriptor - include initials, /org#/date
Moving Bed Gasifier – Lurgi, BGC
Counter current flow of reactants, products: gases and solids
Separate zones for coal processing
Products: top gases, hc’s, tars; bottom dry ash or slag
Issues: uniform flow of solids and gases
Design: bottom temperature determines H2O/O2
Effects of dry or slagging bottom
High cold gas efficiency, low O2

Descriptor - include initials, /org#/date
Mixed Bed Gasifier – Winkler, KRW, IGT Fluidized bed, mixed flow of
reactants, products Mixed zones of heating, drying,
devolatilization, gasification, combustion; dependent on feed location
Process conditions: temperature limited by ash fusion; high temperatures promote gasification, limit desulfurization; flow velocity determined by fluidization requirements
Products: top gases, no hc’s tars, potentially desulfurized, particulates (C, ash); bottom, ash perhaps agglomerated
Issues: reactant feed means, locations; ash removal means
Design: bed volume, by gasification requirements; cross section, velocity
Moderate cold gas efficiency; O2 H2O requirements; broad range of coals

Descriptor - include initials, /org#/date
Co Current Gasifier – Krupp Koppers, Texaco, Shell
Entrained flow of coal in O2 + H2O, reactants
Widely dispersed particles heated by radiation, gas mixing
Process conditions: high temperature for ash fusion, rapid gasification
Products: CO, H2 (no CH4, hc’s, oils tars); ash slag
Issues: uniform feed of pulverized coal, slurry, dry; separation of gases and ash; heat recovery from high temperature product fuel gases
Design: required volume is the time weighted average of reactant and product gas volumes/wt coal * the coal flow rate * the coal conversion time
Low cold gas efficiency, high O2 demand

Descriptor - include initials, /org#/date
Entrained Staged Gasifier – Kellogg Rust Coal flow into recirculating particulates,
devolatilization; char, particulates introduced to fluid bed, combustion, gasification
Process conditions: nearly uniform temperature limited by ash agglomeration
Products: CO, H2, devol products, ash fines
Issues: coal particle size, flow conditions for rapid devol; recycle for char combustion, gasification; recirculation particulates
Design: riser entrains particulates, coal; devolatilizes, cracks oils, tars; delivers char for gasification, combustion. Stand pipe, particulates from cyclones, delivers to fluid bed. Fluid bed combustion, gasification of char; product gases, particles enter riser
Moderate efficiency, O2 demand, control of devolatilization S team ,
O xygenor A ir
P roductG as ,Ash
R ecycle DriveG as
C oal,Sorbent o r
Inert

Independence does not come cheap for
the
small utility

Descriptor - include initials, /org#/date
Based on NETL StudiesRepowered Total Plant Cost vs. Original Size of Steam Plant

Cedar Lane Farms FGR-FBC
A Study
of
Small Project
Success & Cost

Descriptor - include initials, /org#/date
Cedar Lane Coal-Fired Flue Gas Recirculating Fluidized Bed Boiler
Unit achieved ~7 months of continuous computer control operation
96.9% availability over the 193 day heating season
$200,000+ Saved over Natural Gas this season (2 of 5 Acres)
20% reduction in coal usage compared to old under-grate stokers
2 types of computer controlled operation demonstrated; demand and slumping
Only 2 man-hours of labor required daily
Unit up to 40,000,000 Btu Input Available
Cedar Lane Cedar Lane
FarmsFarms
Wooster, OhioWooster, Ohio
9,000,000 Btu FGC- FBB Demonstration9,000,000 Btu FGC- FBB Demonstration

Descriptor - include initials, /org#/date
Economic Advantage – Estimated Annual Fuel Cost Savings with Coal-Fired AFBC at Cedar Lane Farms
Based upon a 10 million Btu high sulfur coal fired AFBC for hot water application. Heating season set AT 250 days per year at 100% capacity.
Economic Advantage – Estimated Annual Fuel Cost Savings with Coal-Fired AFBC at Cedar Lane Farms
Based upon a 10 million Btu high sulfur coal fired AFBC for hot water application. Heating season set AT 250 days per year at 100% capacity.
06-FBC015-21 Cedar Lane Farms FBC

Descriptor - include initials, /org#/date
FGR-FBC Features Energy Type Possible:
Hot Water Steam Generation Power Generation/ Co-Gen
Low Stack Emissions Low Limestone Consumption High Efficiency No In-Bed Heat Transfer Tubes Flue Gas Recirculation Automatic PLC Control

Descriptor - include initials, /org#/date
2005 Ex Works Budget Costs* for Hopper-to-Stack Equipment Similar to Cedar Lane Farms ABFB
Equipment 10 MM BTU/hr [Coal Input] $750,000.
20 MM Btu/hr [Coal Input] $1,300,000.
30 MM BTU/hr [Coal Input] $1,800,000.
NOT Included in Above: Financing & Permitting Foundations & Building(s) Freight to Site Installation; Mechanical & Electrical Compliance Stack Testing
*Generic cost not project estimate

Descriptor - include initials, /org#/date
Fuel and Ash Storage Considerations based upon Cedar Lane Farms Experience
Where To Start - Good Engineering and Creditable Vendors
Fuel, Limestone, and Ash Economics Economic Loads = 26 tons Coal or Limestone Therefore Storage Needs =
Coal at 55 tons Limestone at 36 tons Alternate Fuel at 55 tons (Tire Chips or Waste) Ash at 55 tons

Descriptor - include initials, /org#/date
Storage Types
Storage Horizontal or Vertical with Preparation Equipment
List below arranged from highest labor cost to lowest Agriculture Horizontal (BFG) = $100,000 Agriculture Vertical (ML) = $287,000 Industrial Vertical (F&P) = $689,000 Utility Vertical (R&S) = $910,000

Descriptor - include initials, /org#/date
Cedar Lane Farms Actual Computer Graphic Of FBC Operation

Descriptor - include initials, /org#/date
FGR-FBC Easily Met OEPA Requirements Testing March 25, 2004
Ohio require sulfur release below 1.3 lbs/MMBtu and under 20% opacity on this size unit if equipped with baghouse
Local coal was an Ohio #6 having 12,877 Btu/lbs, 6.57% moisture and 3.46% sulfur on an as received basis
Local sorbent was a Bucyrus #18 dolomite having 80% calcium
Control was completely automatic for three tests at an average 8.96 MM Btu/hr
Average sorbent feed was 0.12 lbs/lbs of coal, approximately a Ca/S ratio = 1
Average sulfur capture approximately 88% or a release of 0.65 lbs/MMBtu
Opacity = Zero Average oxygen % dry = 3.122

NETL’s Compact Industrial Hybrid Gasifier Concept
Based Upon Cedar Lane Experience and the Hybrid Gasification/Combustion
Studies

Descriptor - include initials, /org#/date
gas turbine exhaustused CFB combustion air
steam
steam turbine
generator
air
limestone
syngas
coal
stackstackair
air compressor
gas gas turbineturbine
gas turbine
exhaust
topping topping combustorcombustor
generator
syngas airfeed compressor
ID fan
baghouse
charfluid bed heat exchangeratmospheric
circulating fluid bed
combustorcoal
SN
CR
urea
Syngascooler
Metallic filters
Combustion/Gasification Fluidized Bed Combustion Combined Cycle (CGFBCC)
pressurizedcirculating
fluidized-bedpartial gasifier

Descriptor - include initials, /org#/date
NETL’s Compact Industrial Hybrid Gasifier Concept
Addresses Issues of Carbon Utilization Typical of Fluidized Bed Gasifiers

Descriptor - include initials, /org#/date
Typical Gasifier Syngas Compositions
Wabash River
Texaco Koppers-Totzek
Shell (Lurgi)
Winkler Possible NETL Compact Gasifier
Composition
Nitrogen 5.0% 5.8% 1.4% 5.1% 3.0%
Hydrogen 26.0% 27.0% 32.8% 29.7% 49.5% 32.5%
Carbon monoxide 45.0% 35.6% 58.7% 60.0% 25.0% 16.7%
Carbon dioxide 14.0% 12.6% 7.1% 2.3% 18.0% 11.1%
Water 6.7% 18.6% 2.1%
Methane 2.0% 0.1% 3.0% **37.4%
H2S 1.3% 0.8% 1.5% 2.0%
Ammonia 0.1%
Total 100.0% 99.8% 100.0% 100.0% 100.0% 99.7%
** Methane, Ethane, Ethylene